RU2332533C2 - Способ управления избирательным осаждением полимера на технической ткани и техническая ткань - Google Patents
Способ управления избирательным осаждением полимера на технической ткани и техническая ткань Download PDFInfo
- Publication number
- RU2332533C2 RU2332533C2 RU2005124306A RU2005124306A RU2332533C2 RU 2332533 C2 RU2332533 C2 RU 2332533C2 RU 2005124306 A RU2005124306 A RU 2005124306A RU 2005124306 A RU2005124306 A RU 2005124306A RU 2332533 C2 RU2332533 C2 RU 2332533C2
- Authority
- RU
- Russia
- Prior art keywords
- polymer resin
- resin material
- base substrate
- fabric
- substrate
- Prior art date
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/465—Hydraulic needling
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F7/00—Other details of machines for making continuous webs of paper
- D21F7/08—Felts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/14—Printing or colouring
- B32B38/145—Printing
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/02—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments
- D04H3/04—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments in rectilinear paths, e.g. crossing at right angles
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/12—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with filaments or yarns secured together by chemical or thermo-activatable bonding agents, e.g. adhesives, applied or incorporated in liquid or solid form
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/007—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by mechanical or physical treatments
- D06N3/0081—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by mechanical or physical treatments by wave energy or particle radiation
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/12—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins
- D06N3/14—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins with polyurethanes
- D06N3/142—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins with polyurethanes mixture of polyurethanes with other resins in the same layer
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N7/00—Flexible sheet materials not otherwise provided for, e.g. textile threads, filaments, yarns or tow, glued on macromolecular material
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N7/00—Flexible sheet materials not otherwise provided for, e.g. textile threads, filaments, yarns or tow, glued on macromolecular material
- D06N7/0092—Non-continuous polymer coating on the fibrous substrate, e.g. plastic dots on fabrics
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/0027—Screen-cloths
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/0027—Screen-cloths
- D21F1/0036—Multi-layer screen-cloths
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2205/00—Condition, form or state of the materials
- D06N2205/02—Dispersion
- D06N2205/023—Emulsion, aqueous dispersion, latex
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2209/00—Properties of the materials
- D06N2209/10—Properties of the materials having mechanical properties
- D06N2209/105—Resistant to abrasion, scratch
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2209/00—Properties of the materials
- D06N2209/12—Permeability or impermeability properties
- D06N2209/126—Permeability to liquids, absorption
- D06N2209/128—Non-permeable
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S162/00—Paper making and fiber liberation
- Y10S162/903—Paper forming member, e.g. fourdrinier, sheet forming member
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24355—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.]
- Y10T428/24372—Particulate matter
- Y10T428/24405—Polymer or resin [e.g., natural or synthetic rubber, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/254—Polymeric or resinous material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2139—Coating or impregnation specified as porous or permeable to a specific substance [e.g., water vapor, air, etc.]
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Chemical & Material Sciences (AREA)
- Toxicology (AREA)
- Health & Medical Sciences (AREA)
- Dispersion Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Paper (AREA)
- Treatment Of Fiber Materials (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
Предложенный способ производства ткани для бумагоделательных машин или технической ткани предлагает нанесение материала полимерной смолы на заранее выбранные места на основе-подложке с помощью матрицы, которая осаждает полимерный материал каплями, имеющими средний диаметр 10 микрон или более. Заранее выбранные места могут быть, например, бугорками, выполненными на поверхности ткани путем переплетения ее нитей, или щелями между этими нитями. Назначение такого точного нанесения смолы состоит в том, чтобы обеспечить управление функциональными свойствами ткани, такими как проницаемость и стойкость к абразивному истиранию. Отверждение материала полимерной смолы можно обеспечить с помощью средств, соответствующих его составу, а по выбору можно провести абразивную обработку материала полимерной смолы, расположенного выше плоскости поверхности основы-подложки, для придания ему равномерной толщины. 2 н. и 27 з.п. ф-лы, 6 ил.
Description
Область техники, к которой относится изобретение
Настоящее изобретение относится к бумажному производству, а более конкретно к тканям, которые обычно именуют тканями бумагоделательных машин и на которых в этих бумагоделательных машинах изготавливают бумагу. Настоящее изобретение также относится к производству нетканых изделий и материалов с помощью таких процессов, как гидропереплетение, а в частности, к так называемым техническим тканям, на которых изготавливают такие изделия и материалы. Более конкретно, настоящее изобретение касается получения таких тканей с желаемыми функциональными свойствами посредством управляемого осаждения на них материалов полимерных смол.
Предшествующий уровень техники
Как хорошо известно рядовым специалистам в данной области техники, процесс производства бумаги начинается осаждением суспензии волокон, то есть водной дисперсии целлюлозных волокон, на движущуюся формирующую ткань в формирующей секции бумагоделательной машины. Формирующая ткань отбирает большое количество воды из суспензии, при этом на поверхности формирующей ткани остается волокнистая лента.
Вновь сформированная лента поступает из формирующей секции в прессующую секцию, которая включает в себя ряд прессующих зажимов. Волокнистая лента проходит через прессующие зажимы, поддерживаемые прессующей тканью, или - как это часто бывает - между двумя такими прессующими тканями. В прессующих зажимах волокнистая лента подвергается воздействию сжимающих сил, которые выдавливают из нее воду и которые сцепляют составляющие волокна в ленте друг с другом, превращая волокнистую ленту в лист. Вода впитывается прессующей тканью или прессующими тканями и не возвращается на ленту.
В заключение, лента, теперь уже являющаяся листом бумаги, поступает в сушильную секцию, которая включает в себя, по меньшей мере, один ряд вращающихся сушильных барабанов или цилиндров, которые изнутри нагреваются водяным паром. Сам лист направляется по извилистой траектории последовательно вокруг каждого из барабанов в ряду сушильной тканью, которая удерживает ленту у поверхностей, по меньшей мере, некоторых из барабанов. Нагретые барабаны уменьшают влагосодержание листа до желаемого уровня посредством испарения.
Следует учесть, что все эти ткани - формирующая, прессующая и сушильная - принимают форму бесконечных контуров на бумагоделательной машине и функционируют как конвейеры. Следует также учесть, что изготовление бумаги является непрерывным процессом, который осуществляется со значительными скоростями. То есть суспензия волокон непрерывно осаждается на формирующую ткань в формирующей секции, а вновь изготовленный лист бумаги непрерывно сматывается в рулоны после того, как выходит из сушильной секции, которая в технологической цепочке стоит после бумагоделательной машины.
В данной области техники также хорошо известно производство нетканых изделий. Такие ткани изготавливают без обычных операций прядения, плетения или вязания. Вместо этого их изготавливают аэродинамическим способом из расплава или фильерным способом из расплава, в процессе осуществления которых вновь экструдированные волокна укладывают с получением ленты, когда они еще находятся в горячем, липком состоянии после экструзии, вследствие чего они прилипают друг к другу, давая цельное нетканое полотно.
Нетканое изделие можно также получать посредством операций аэродинамической укладки или кардочесания, на которых волокнистую ленту после осаждения консолидируют с получением нетканого изделия, делая это путем прошивки или гидропереплетения. В последнем случае водяные струи высокого давления направляют вертикально вниз на ленту, чтобы переплести волокна друг с другом. При прошивке переплетение осуществляют механическим способом за счет использования игольного ложа, совершающего возвратно-поступательное движение и имеющего иглы с бородками, которые принудительно вплетают в ленту волокна, находящиеся на ее поверхности, во время полного рабочего хода игл.
Бесконечные технические ткани играют ключевую роль в этих процессах. В общем случае, эти ткани ткут из пластмассовой мононити, хотя вместо пластмассовой мононити можно использовать металлическую проволоку, когда температурные условия во время процесса изготовления нетканых изделий делают использование пластмассовой мононити невозможным или непрактичным. Как и в случае производства тканей для бумагоделательных машин, такие технические ткани также функционируют на манер конвейеров, на которых волокна ленты непрерывно укладывают и уплотняют в условиях, соответствующих вышеописанным способам.
В каждой из этих ситуаций, когда техническую ткань бумагоделательной машины используют в качестве бесконечного конвейера в процессе непрерывного производства, внутренняя поверхность бесконечной ткани встречается со стационарными компонентами машины, на которых она используется, и подвергается абразивному износу, который приводит к тому, что она выходит из такого контакта. Чтобы продлить срок службы тканей, на внутреннюю поверхность ткани можно нанести стойкий к абразивному истиранию слой материала полимерной смолы. Среди технологий, используемых для нанесения таких покрытий, традиционно применялись напыление и нанесение покрытия контактными валиками. По поводу их недостатков можно сказать, что такие технологии являются неточными и могут оказывать негативное влияние на ткани неравномерным и неуправляемым образом. Поскольку локализованные различия в проницаемостях могут оказать видимое влияние на качество бумаги или нетканого изделия, изготовленного на технической ткани, возникла потребность в способе нанесения стойкого к абразивному истиранию слоя материала полимерной смолы на внутреннюю поверхность бесконечной ткани без негативного влияния на ее характеристики проницаемости.
Точно так же возникла потребность нанесения такого слоя или покрытия на внешнюю поверхность бесконечной ткани без негативного влияния на ее проницаемость, например, чтобы расширить возможности манипулирования бумагой или нетканым материалом, изготавливаемыми на ткани, а также их транспортировки. Например, в патенте США № 5829488 описана сушильная ткань, предназначенная для использования в однопроходной сушильной секции на бумагоделательной машине. Сушильная ткань представляет собой нетканую структуру, имеющую так называемую сторону бумаги, которая обращена к листу бумаги в сушильной секции. По меньшей мере, некоторые из нитей сушильной ткани на стороне бумаги являются гидрофильными для улучшения адгезии между сушильной тканью и листом бумаги. Эти нити можно сделать гидрофильными за счет покрытия стороны бумаги материалом гидрофильной полимерной смолы. Обычными способами - т.е. напылением или нанесением покрытия контактными валиками - это трудно реализовать без оказания негативного влияния на проницаемость ткани.
И, наконец, также возникла потребность в способе нанесения материала полимерной смолы на техническую ткань бумагоделательной машины управляемым образом для регулирования ее проницаемости до достижения желаемого значения либо в выбранных областях, либо на всей поверхности ткани. Такой способ можно было бы использовать для устранения локализованных отклонений от равномерной проницаемости, желательной для ткани, или для регулирования проницаемости ткани до достижения некоторого желаемого единообразного значения. Например, до сих пор достичь более равномерного профиля влажности в поперечном направлении машины пытались путем изменения количества нитей в поперечном направлении машины (ПоМН) на краях (т.е. более плотного расположения их для достижения меньшей проницаемости) по сравнению с меньшим количеством в центре ткани для достижения большей проницаемости. Однако этот подход страдал недостатками.
Для удовлетворения этих потребностей в настоящем изобретении предложен способ, при осуществлении которого материал полимерной смолы можно наносить на поверхность ткани для бумагоделательных машин или технической ткани при высоком уровне управления и точности с тем, чтобы не повлиять на ее проницаемость и достичь желаемого эффекта или минимального негативного эффекта желаемым образом, т.е. так, чтобы изменить поверхностную площадь контакта и стойкость к абразивному истиранию с оказанием минимального влияния на проницаемость, либо, в отличие от этого, на изменение объема пустот или локализованных отклонений проницаемости.
Краткое изложение сущности изобретения
Соответственно, в настоящем изобретении предложены способ производства ткани для бумагоделательных машин или технической ткани, обладающей функциональными свойствами, такими как проницаемость или стойкость к абразивному истиранию, управляемым посредством точного нанесения материала полимерной смолы на поверхность или внутрь поверхности этой ткани. Способ включает в себя первый этап, на котором создают основу-подложку для ткани.
С помощью, по меньшей мере, одной пьезоэлектрической форсунки на заранее выбранные места основы-подложки осаждают материал полимерной смолы каплями, имеющими средний диаметр 10 мкм (микрон) или более. Затем обеспечивают отверждение или затвердевание с помощью подходящих средств.
Заранее выбранные места могут быть, например, бугорками, выполненными на поверхности ткани путем переплетения ее нитей, если управлять нужно стойкостью к абразивному износу или манипуляциями тканью. Заранее выбранные места могут быть щелями между нитями, если управляемым функциональным свойством является проницаемость.
После этого покрытие из материала полимерной смолы можно (по выбору) подвергнуть абразивной обработке для придания ему равномерной толщины на плоскости поверхности основы-подложки, чтобы улучшить гладкость или увеличить площадь контакта.
Теперь будет приведено более подробное описание настоящего изобретения со ссылками на прилагаемые чертежи, на которых:
фиг.1 - схематический вид установки, используемой для производства тканей для бумагоделательных машин и технических тканей в соответствии со способом согласно настоящему изобретению;
фиг.2 - вид в плане готовой ткани в том виде, который она должна иметь, выходя из установки, показанной на фиг.1;
фиг.3 - перспективное изображение множества характерных форм осажденного материала; и
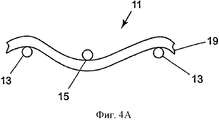
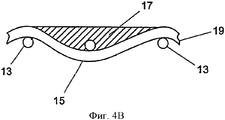
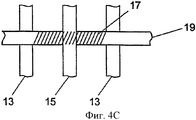
фиг.4А-С - вид сбоку и характерные виды сверху в процессе нанесения смолы между нитями.
Подробное описание предпочтительных вариантов осуществления
Способ производства ленты в соответствии с настоящим изобретением начинается с создания структуры основы или основы-подложки. Как правило, основа-подложка представляет собой материал, сотканный из мононитевой пряжи. Вместе с тем в более широком смысле основа-подложка может быть тканым, нетканым или вязаным материалом, содержащим нити любой из разновидностей, используемых в производстве тканей для бумагоделательных машин или технических тканей, в свою очередь используемых для производства нетканых изделий и материалов, и сюда относятся нити из мононитей, наслоенных мононитей, комплексных нитей (мультинитей) и наслоенных комплексных нитей. Эти нити могут быть получены посредством экструзии из любого из материалов полимерных смол, используемых для этой цели специалистами в данной области техники, и/или любой комбинации этих материалов. Соответственно, можно использовать смолы из семейств полиамидных, сложных полиэфирных, полиуретановых, полиарамидных, полиолефиновых и других смол.
В альтернативном варианте, основа-подложка может состоять из ячеистых тканей, таких как те, которые проиллюстрированы в патенте США № 4427734 (Johrison). Основа-подложка также может быть спирально-вязаной лентой, принадлежащей к тому семейству, которое проиллюстрировано во многих патентах США, таких как патент США № 4567077 (Gauthier).
Кроме того, основу-подложку также можно получать путем спирального витья полосы тканого, нетканого, вязаного или ячеистого материала в соответствии со способами, описанными в патенте США № 5360656 (Rexfelt) и др. Основа-подложка может соответственно содержать спирально свитую полосу, при этом каждый виток спирали соединен со следующим посредством непрерывного шва, делающего основу-подложку бесконечной в продольном направлении.
Вышеизложенное не следует считать единственно возможными формами основы-подложки. В качестве альтернативы можно использовать любые варианты основы-подложки, используемые специалистами в данной области техники в тканях для бумагоделательных машин и соответствующих областях деятельности.
Сразу же после создания основы-подложки на одну или обе ее стороны можно нанести один или более слоев войлока из штапельных волокон, делая это способами, хорошо известными обычным специалистам в данной области техники. Возможно, что способом, который лучше всего известен или наиболее распространен, является вшивание, при котором отдельные штапельные волокна в войлоке вводятся в структуру основы совокупностью совершающих возвратно-поступательное движение игл с бородками. В альтернативном варианте отдельные штапельные волокна можно крепить к основе-подложке посредством гидропереплетения, при котором высоконапорные струи воды выполняют такую же функцию, как вышеупомянутые совершающие возвратно-поступательное движение иглы с бородками. Следует понять, что сразу же после прикрепления войлока из штапельных волокон к основе-подложке любым из этих или других способов, известных специалистам в данной области техники, возможно получение структуры, идентичной структуре прессующей ткани из того семейства, которое обычно используется для обезвоживания влажной бумажной ленты в прессующей секции бумагоделательной машины.
В некоторых случаях может понадобиться нанесение исходного слоя дополнительного войлока на структуру после нанесения смолы. В таких случаях смола в виде рисунка может быть уложена под слой волокон войлока. Кроме того, слой смолы может присутствовать в слоистом пластике, возможно - между двумя структурами основы, чтобы предотвратить, например, «гнездование» или достичь других желаемых результатов.
Сразу же после создания основы-подложки с добавкой материала войлока из штапельных волокон ее устанавливают на установке 10, показанной схематически на фиг.1. Следует понять, что основа-подложка может быть либо бесконечной, либо сшиваемой с приданием ей бесконечной формы во время установки на бумагоделательной машине. А если так, то основу-подложку 12, показанную на фиг.1, следует понимать как относительно короткий участок всей длины реальной основы-подложки 12. Когда основа-подложка 12 является бесконечной, наиболее практичной будет ее установка вокруг пары валиков, не показанных на чертеже, но в большинстве случаев знакомых специалистам в области производства тканей для бумагоделательных машин. В такой ситуации установку 10 можно расположить над одним из двух пролетов основы-подложки 12 между двумя валиками, причем наиболее удобным будет расположение над верхним пролетом. Однако вне зависимости от того, бесконечная она или нет, основе-подложке 12 предпочтительно сообщают подходящую степень натяжения во время процесса. Более того, чтобы предотвратить провисание, основу-подложку, когда она движется через установку 10, можно опереть снизу на горизонтальный опорный элемент.
Переходя теперь к более конкретному рассмотрению фиг.1, где основа-подложка 12 показана движущейся в направлении вверх через установку 10 при осуществлении способа согласно настоящему изобретению, отмечаем, что установка 10 содержит цепочку из нескольких станций, через которые в процессе шагового перемещения может проходить основа-подложка 12 по мере выхода из них изготавливаемой ленты.
Эти станции идентифицируются следующим образом:
1) станция 14 осаждения полимера по выбору;
2) станция 24 формирования изображения и точного осаждения полимера;
3) станция 36 отверждения по выбору; и
4) станция 44 шлифования по выбору.
На первой станции - станции 14 осаждения полимера по выбору - матрица 16 пьезоэлектрических форсунок, установленная на поперечных направляющих 18, 20 и совершающая поступательное движение вдоль них в направлении, поперечном направлению движения основы-подложки 12 через установку 10, а также между ними в направлении, параллельном направлению движения основы-подложки 12, используется для осаждения в процессе повторяемых этапов, чтобы нанести желаемое количество материала полимерной смолы на основу-подложку 12 или внутри нее, когда основа-подложка 12 неподвижна. Если это желательно, то станцию 14 осаждения полимера по выбору можно использовать для осаждения материала полимерной смолы на основе-подложке равномернее, чем это можно было бы сделать с помощью обычных методов, таких как напыление. Однако следует понять, что станция 14 осаждения полимера будет наносить материал полимерной смолы, не делая различий между нитями основы-подложки 12 и промежутками или щелями между этими нитями. Это может оказаться нежелательным во всех приложениях, вследствие чего станция 14 осаждения полимера в настоящем изобретении используется по выбору, т.е. является необязательной,
Кроме того, осаждение материала не обязательно должно происходить поперек движения основы-подложки, а может происходить и параллельно такому движению, может быть спиральным по отношению к такому движению или может осуществляться любым другим образом, подходящим для рассматриваемого назначения.
Матрица 16 пьезоэлектрических форсунок содержит, по меньшей мере, одну, а предпочтительно совокупность отдельных управляемых компьютером пьезоэлектрических форсунок, каждая из которых функционирует как насос, активным компонентом которого является пьезоэлектрический элемент. На практике можно использовать матрицу, содержащую до 256 пьезоэлектрических форсунок или более, если технология позволяет это. Активный компонент представляет собой кристалл или керамический элемент, который физически деформируется за счет прикладываемого электрического сигнала. Эта деформация позволяет кристаллу или керамическому элементу функционировать как насос, который физически выбрасывает каплю жидкого материала каждый раз, когда принимается соответствующий электрический сигнал. Как таковой способ использования пьезоэлектрических форсунок для повторяющейся подачи капель желаемого материала с целью нанесения желаемого количества материала в желаемой форме в ответ на управляемые компьютером электрические сигналы обычно называют способом «подачи капель по потребности».
Обращаясь снова к фиг.1, отметим, что матрица 16 пьезоэлектрических форсунок, начиная от края основы-подложки 12 или - что предпочтительно - от опорной нити, проходящей в направлении ее длины, совершает поступательное движение в продольном и поперечном направлениях над основой-подложкой 12, а когда основа-подложка 12 находится в покое - осаждает материал полимерной смолы в виде исключительно маленьких капель, имеющих номинальный диаметр 10 мкм (10 микрон) или более, например 50 мкм (50 микрон) или 100 мкм (100 микрон), в виде одного из вышеописанных рисунков. Поступательным движением матрицы 16 пьезоэлектрических форсунок в продольном и поперечном направлениях относительно основы-подложки 12 и осаждением капель материала полимерной смолы из каждой пьезоэлектрической форсунки в матрице 16 контролируемым образом управляет компьютер, вследствие чего является управляемой в трех плоскостях - по длине, ширине и глубине или высоте (то есть, по размерам х, у, z или в соответствующих направлениях) - геометрия рисунка, формируемого компьютером для повторного нанесения с целью наращивания желаемого количества материала - с достижением желаемой формы материала полимерной смолы - на единицу площади основы-подложки 12.
В настоящем изобретении, согласно которому матрицу пьезоэлектрических форсунок используют для осаждения материала полимерной смолы на поверхность основы-подложки 12 или внутри нее, на выбор материала полимерной смолы накладывается требование, заключающееся в том, что его вязкость должна составлять 100 сП (100 сантипуаз) или менее в момент подачи, то есть когда материал полимерной смолы находится в сопле пьезоэлектрической форсунки и готов к осаждению, так что отдельные пьезоэлектрические форсунки могут выдавать материал полимерной смолы с постоянной скоростью подачи капель. Вторым требованием, ограничивающим выбор материала полимерной смолы является то, что он должен частично затвердевать во время своего падения в виде капли из пьезоэлектрической форсунки на основу-подложку 12 или после того, как окажется на этой основе-подложке 12, чтобы предотвратить течение материала полимерной смолы и сохранить контроль над материалом полимерной смолы для гарантии того, что он останется в форме капли, когда окажется на этой основе-подложке 12. Походящими материалами полимерных смол, которые удовлетворяют этим критериям, являются:
1) термоклеи и отверждаемые во влажных условиях термоклеи;
2) двухкомпонентные химически активные системы на основе уретанов и эпоксидных смол;
3) фотополимерные композиции, состоящие из химически активных акрилированных мономеров и акрилированных олигомеров, полученных из уретанов, сложных полиэфиров, простых полиэфиров и силиконов; и
4) латексы и дисперсии на водной основе и составы с наполнителями в виде крупных частиц, включая акриловые смолы и полиуретаны.
Следует понять, что нужно обеспечить затвердевание материала полимерной смолы на или в пределах основы-подложки 12 после его осаждения на ней. Средства, обеспечивающие отверждение или затвердевание материала полимерной смолы, зависят от физических и/или химических требований к нему. Фотополимеры отверждают с помощью света, тогда как отверждение термоклеевых материалов проводят за счет охлаждения. Латексы и дисперсии на водной основе сушат, а затем отверждают с помощью тепла; теплом отверждают и химически активные системы. Соответственно, придание твердости материалам полимерных смол можно реализовать методами отверждения, охлаждения, сушки или любой комбинации этих методов.
Степень точности форсунки при осаждении материала будет зависеть от размеров и формы формируемой структуры. Тип используемой форсунки и вязкость наносимого материала также будут влиять на точность выбранной форсунки.
Надлежащее затвердевание материала полимерной смолы необходимо для управления его проникновением в основу-подложку 12 и распределением внутри нее, то есть для управления этим материалом и заключения его в пределах желаемого объема или на поверхности основы-подложки 12. Такое управление оказывается важным ниже плоскости поверхности основы-подложки 12, чтобы предотвратить капиллярное затекание и растекание. Такое управление можно реализовать, например, поддерживая основу-подложку 12 при температуре, которая вызовет быстрое отверждение материала полимерной смолы после вступления в контакт. Управление также можно реализовать путем использования тех материалов, которые имеют хорошо известные или точно определенные времена затвердевания или реакции на основах-подложках, имеющих некоторую степень открытости, так что материал полимерной смолы будет отверждаться до того, как он получит время на растекание за пределы желаемого объема основы-подложки 12.
Когда желаемое количество материала полимерной смолы нанесено на единицу площади полосы между поперечными направляющими 18, 20 попрек основы-подложки 12, если такое нанесение вообще проводят, основу-подложку 12 перемещают в направлении длины на расстояние, величина которого равна ширине полосы, и повторяют вышеописанную процедуру, чтобы нанести материал полимерной смолы на новую полосу, соседнюю с той, которая завершена ранее. Посредством этого повторения можно снабдить основу-подложку 12 желаемым количеством материала полимерной смолы на единицу площади.
В альтернативном варианте, матрицу 16 пьезоэлектрических форсунок, снова начиная от края основы-подложки 12 или - что предпочтительно - от опорной нити, проходящей в направлении ее длины, поддерживают в некотором фиксированном положении относительно поперечных направляющих 18, 20, а основу-подложку 12 перемещают под упомянутой матрицей для нанесения желаемого количества материала полимерной смолы на единицу площади в продольной полосе около основы-подложки 12. После завершения этой продольной полосы матрицу 16 пьезоэлектрических форсунок перемещают в поперечном направлении по поперечным направляющим 18, 20 на расстояние, величина которого равна ширине продольной полосы, и повторяют вышеописанную процедуру, чтобы нанести материал полимерной смолы в новой полосе, соседней с той, которая завершена ранее. Посредством этого повторения можно снабдить основу-подложку 12 желаемым количеством материала полимерной смолы на единицу площади, если это желательно.
Для осаждения желаемого количества материала и придания ему желаемой формы матрица 16 пьезоэлектрических форсунок может совершить один или более проходов над основой-подложкой 12. В этой связи отметим, что осадки могут принимать любое количество форм, изображенных в общих чертах на фиг.3. Эти формы могут представлять собой куб, круговой цилиндр или конус, прямоугольный параллелепипед, овальный цилиндр, трапецеидальную призму с более широким основанием внизу и сужением кверху и т.д. В зависимости от конструкторского выбора необходимое количество осаждаемого материала можно наслаивать, постепенно уменьшая подачу по мере повторных проходов форсунки над зоной осаждения.
На одном конце поперечных направляющих 18, 20 предусмотрена станция 22 контроля форсунок, предназначенная для тестирования каждого потока материала полимерной смолы из каждой форсунки в матрице 16 пьезоэлектрических форсунок. В данном случае форсунки можно прочищать и очищать, чтобы автоматически восстанавливать работу любого неправильно функционирующего блока форсунок.
На второй станции - станции 24 формирования изображения и точного осаждения полимера - имеются поперечные направляющие 26, 28, которые служат опорой цифровой камере 30 передачи изображения, выполненной с возможностью поступательного движения по ширине основы-подложки 12, и матрица 32 пьезоэлектрических форсунок, выполненная с возможностью поступательного движения как по ширине основы-подложки 12, так и в продольном направлении относительно нее между поперечными направляющими 26, 28, а сама основа-подложка 12 при этом неподвижна.
Цифровая камера 30 передачи изображения осуществляет осмотр поверхности основы-подложки 12, чтобы обнаружить расположение нитей основы-подложки 12 и промежутков или щелей между этими нитями. Сравнения между реальной поверхностью и ее желаемым внешним видом проводятся с помощью процессора быстрого распознавания образов (БРО), работающего вместе с цифровой камерой 30 передачи изображения. Процессор БРО выдает в матрицу 32 пьезоэлектрических форсунок сигналы осаждения дополнительного материала полимерной смолы на места, где его наличие требуется для обеспечения соответствия желаемому внешнему виду. Например, если желательно, чтобы щели были заблокированы материалом полимерной смолы в некоторой последовательности для управления проницаемостью ткани желаемым образом, то такого результата можно достичь с помощью станции 24 формирования изображения и точного осаждения полимера. Отметим, что, как показано на фиг.4А-4С, заполнение промежутка 11 между нитями 13 и вышерасположенной нитью 15 можно осуществить посредством управляемого осаждения материала 17 смолы на нить 19, чтобы обеспечить равномерность и плоскостность поверхности.
В альтернативном варианте, если надо обеспечить осаждение материала полимерной смолы только на нити, но не в щели между ними, то этого тоже можно достичь с помощью станции 24 формирования изображения и точного осаждения полимера. Аналогично сказанному ранее на одном конце поперечных направляющих 26, 28 предусмотрена станция 34 контроля форсунок, предназначенная для тестирования каждого потока материала полимерной смолы из каждой форсунки. В данном случае каждую форсунку матрицы 32 пьезоэлектрических форсунок можно прочищать и очищать, чтобы автоматически восстанавливать работу любого неправильно функционирующего блока пьезоэлектрических форсунок.
На третьей станции - станции 36 отверждения по выбору - поперечные направляющие 38, 40 служат опорой устройству 42 отверждения, которое может потребоваться для отверждения используемого материала полимерной смолы. Устройство 42 отверждения может быть источником инфракрасного излучения, горячего воздуха, микроволнового излучения или лазерным источником, холодным воздухом либо источником ультрафиолетового или видимого света, причем выбор определяется требованиями используемого материала полимерной смолы.
И, наконец, четвертой и последней станцией является станция 44 шлифования по выбору, где используется подходящий абразив для придания одинаковой толщины любому материалу полимерной смолы, располагающемуся выше плоскости поверхности основы-подложки 12. Станция 44 шлифования по выбору может содержать валик, имеющий абразивную поверхность, и еще один валик или опорную поверхность с другой стороны от основы-подложки 12 для гарантии, что шлифование приведет к одинаковой толщине и гладкой, макроскопически монопланарной поверхности.
В качестве примера обратимся теперь к фиг.2, где представлен вид в плане основы-подложки 12, имеющей материал полимерной смолы, осажденный в точно определенных местах на ее поверхности. Основа-подложка 12 соткана из продольных нитей 52 и поперечных нитей 54 в однослойном рисунке полотняного переплетения, хотя следует понять, что авторы изобретения не имеют намерения ограничить настоящее изобретение таким переплетением. Продольные нити 52 образуют бугорки 56 там, где они проходят над поперечными нитями 54. Точно так же поперечные нити 54 образуют бугорки 58 там, где они проходят над продольными нитями 52. Между продольными нитями 52 и поперечными нитями 54 посредством их чередования образовано множество щелей 60.
На фиг.2 представлен вид в плане готовой ткани в том виде, который она должна иметь, выходя со станции 36 осаждения полимера и станции 44 шлифования по выбору установки 10. Ткань 62 имеет некоторые заранее выбранные щели 60, заблокированные материалом 64 полимерной смолы, точно осажденным в этих местах с помощью станции 24 формирования изображения и точного осаждения полимера, для управления проницаемостью ткани 62 заранее определенным образом. Кроме того, бугорки 56, 58 имеют нанесенное на них покрытие 64. Покрытие 64 может быть предназначено либо для придания стойкости к абразивному истиранию, если вид, представленный на фиг.2, является видом обратной стороны ткани 62, либо для обеспечения расширенных возможностей манипулирования листом, если вид, представленный на фиг.2, является видом с обращенной к бумаге стороны ткани 62. Покрытие 64 точно нанесено на бугорки 56, 58 с помощью станции 24 формирования изображения и точного осаждения полимера.
Отметим, что рисунок может быть произвольным, т.е. повторяющимся произвольным рисунком на основе-подложке, или такие рисунки могут повторяться от ткани к ткани для управления качеством.
Поверхность обычно является поверхностью, контактирующей с бумагой, салфеткой, полотенцем или неткаными изделиями, которые надо получить. Предполагается, что некоторые ткани или процессы потребуют, чтобы эта смола находилась главным образом на поверхности, не контактирующей с изделиями. В альтернативном варианте осуществления настоящего изобретения, станция 14 осаждения полимера по выбору, станция 24 формирования изображения и точного осаждения полимера и станция 36 отверждения по выбору могут быть адаптированы к получению ткани из основы-подложки 12 спиральным методом, а не за счет шагового перемещения в поперечном направлении машины, как описано выше. При осуществлении спирального метода станция 14 осаждения полимера по выбору, станция 24 формирования изображения и точного осаждения полимера и станция 36 отверждения начинают работать на одном краю основы-подложки 12, например на левом краю согласно фиг.1, и постепенно перемещаются над основой-подложкой 12 по мере движения основы-подложки 12 в направлении, обозначенном на фиг.1. Скорости, с которыми движутся станции 14, 24, 36 и основа-подложка 12, заданы таким образом, что материал полимерной смолы, желательный в готовой ткани, непрерывно «вплетается по спирали» в основу-подложку 12. В этом варианте материал полимерной смолы, осаждаемый с помощью станции 14 осаждения полимера по выбору и станции 24 формирования изображения и точного осаждения полимера, может частично отверждаться или затвердевать по мере пропускания каждой спирали под устройством 42 отверждения по выбору, а полностью отверждается, когда вся поверхность основы-подложки 12 пропущена через установку 10.
В альтернативном варианте, где все три станции - станцию 14 осаждения полимера по выбору, станцию 24 формирования изображения и точного осаждения полимера, и станцию 36 отверждения по выбору - можно удерживать в фиксированном положении выровненными друг с другом, перемещая основу-подложку 12 под ними, оказывается возможным нанесение полимерного материала, желательного для готовой ткани, на продольную полосу около основы-подложки 12. После завершения этой продольной полосы станцию 14 осаждения полимера по выбору, станцию 24 формирования изображения и точного нанесения полимера и станцию 36 отверждения по выбору перемещают в поперечном направлении на расстояние, величина которого равна ширине продольной полосы, и повторяют процедуру для новой продольной полосы, находящейся рядом с той, которая завершена ранее. Посредством этого повторения можно полностью обработать основу-подложку 12 желаемым образом. Отметим, что некоторые из отдельных пьезоэлектрических форсунок в матрице пьезоэлектрических форсунок можно использовать для осаждения одного материала полимерной смолы, а другие можно использовать для осаждения другого материала полимерной смолы, чтобы получить, например, поверхность, имеющую микрообласти с полимерными материалами более чем одного типа.
Кроме того, всю установку можно оставлять в фиксированном положении с обрабатываемым материалом. Следует отметить, что материал не обязательно должен быть лентой полной ширины, а может быть полосой материала, такой как та, которая описана в патенте США № 5360656 (Rexfelt), а затем может быть переработана в ленту полной ширины. Полосу можно разматывать с набора бобин и наматывать на них после полной обработки. Эти бобины ленточных материалов можно хранить, а затем использовать для формирования бесконечной структуры полной ширины, действуя на основании, например, положений только что упомянутого патента.
Модификации вышеизложенных решений будут очевидны для специалистов в данной области техники, но не следует считать изобретение, модифицированное таким образом, выходящим за рамки притязаний прилагаемой формулы изобретения. Смолу можно наносить в виде любого рисунка или комбинации заполняемых пустот, а также на нити. Смола может быть непрерывной или прерывистой вдоль длины нитей и может придавать стойкость к износу. Хотя пьезоэлектрические форсунки были описаны выше как средства, используемые для осаждения материала полимерной смолы в заранее выбранных местах на основе-подложке или внутри нее, специалистам в данной области техники могут быть известны или могут быть разработаны в будущем другие средства для осаждения капель этого материала в желаемом диапазоне размеров, и эти другие средства можно использовать при практическом воплощении настоящего изобретения. Например, в процессах, требующих относительно крупномасштабного рисунка, заключительными элементами которого могут быть, например, закругленные полусферы, сравнительно большой и даже единственный насадок для осаждения смолы может содержать всю матрицу форсунок. Использование таких средств не выводит изобретение, если его осуществление предусматривает их наличие, за рамки притязаний прилагаемой формулы изобретения.
Claims (29)
1. Способ производства ткани для бумагоделательных машин или технической ткани, включающий в себя этапы, согласно которым
а) создают основу-подложку для ткани,
б) осуществляют управляемое осаждение материала полимерной смолы в заранее выбранных местах для того, чтобы управлять размерами x, у, z материала, осаждаемого каплями для создания заранее определенного рисунка, чтобы придать ткани желательное функциональное свойство, при этом заранее выбранные места на основе-подложке являются бугорками, образованными продольными нитями основы-подложки, проходящими над поперечными нитями, или бугорками, образованными поперечными нитями основы-подложки, проходящими над продольными нитями, или щелями между продольными и поперечными нитями основы-подложки, и
в) обеспечивают, по меньшей мере, частичное отверждение материала полимерной смолы.
2. Способ по п.1, при котором капли имеют средний диаметр 10 мкм или более.
3. Способ по п.1, дополнительно включающий в себя проводимый по выбору этап, на котором осуществляют абразивную обработку материала полимерной смолы, осажденного на основе-подложке, для придания материалу полимерной смолы, расположенному выше плоскости поверхности основы-подложки, равномерной толщины и гладкости.
4. Способ по п.1, при котором этапы б) и в) проводят последовательно на последовательных полосах, простирающихся в поперечном направлении основы-подложки.
5. Способ по п.1, при котором этапы б) и в) проводят последовательно на последовательных полосах, простирающихся в продольном направлении основы-подложки.
6. Способ по п.1, при котором этапы б) и в) проводят по спирали около основы-подложки.
7. Способ по п.1, при котором на этапе б) материал полимерной смолы осаждают с помощью матрицы пьезоэлектрических форсунок, содержащей совокупность отдельных управляемых компьютером пьезоэлектрических форсунок.
8. Способ по п.1, при котором этап б) включает в себя этапы, согласно которым контролируют поверхность основы-подложки, чтобы гарантировать, что материал полимерной смолы будет осажден на заранее выбранные места, и осаждают материал полимерной смолы на заранее выбранные места, где нет материала полимерной смолы.
9. Способ по п.8, при котором этап контроля проводят с помощью процессора быстрого распознавания образов (БРО), работающего вместе с цифровой камерой передачи изображения.
10. Способ по п.9, при котором этап коррекции проводят с помощью матрицы пьезоэлектрических форсунок, подключенной к процессору БРО.
11. Способ по п.1, при котором материал полимерной смолы выбирают из группы, состоящей из термоклеев и отверждаемых во влажных условиях термоклеев;
двухкомпонентных химически активных систем на основе уретанов и эпоксидных смол;
фотополимерных композиций, состоящих из химически активных акрилированных мономеров и акрилированных олигомеров, полученных из уретанов, сложных полиэфиров, простых полиэфиров и силиконов; и латексов и дисперсий на водной основе и составов с наполнителями в виде крупных частиц, включая акриловые смолы и полиуретаны.
12. Способ по п.1, при котором этап отверждения проводят, обеспечивая воздействие источника тепла на материал полимерной смолы.
13. Способ по п.1, при котором этап отверждения проводят, обеспечивая воздействие холодного воздуха на материал полимерной смолы.
14. Способ по п.1, при котором этап отверждения проводят, обеспечивая воздействие актиничного излучения на материал полимерной смолы.
15. Способ по п.10, при котором матрица пьезоэлектрических форсунок содержит совокупность отдельных управляемых компьютером пьезоэлектрических форсунок, при этом некоторые из отдельных управляемых компьютером пьезоэлектрических форсунок осаждают один материал полимерной смолы, а другие отдельные управляемые компьютером пьезоэлектрические форсунки осаждают другой материал полимерной смолы.
16. Способ по п.10, включающий в себя этап, на котором создают основу-подложку, выбранную из группы, состоящей, по существу, из тканого, нетканого, спирально витого, спирально связанного, вязаного, ячеистого материала или полос такого материала для формирования подложки, имеющей ширину, превышающую ширину полос, или создают основу-подложку, которая включает в себя войлок.
17. Ткань для бумагоделательных машин или техническая ткань, изготовленная способом, включающим в себя этапы, согласно которым
а) создают основу-подложку для ткани,
б) осуществляют управляемое осаждение материала полимерной смолы в заранее выбранных местах для того, чтобы управлять размерами x, у, z материала, осаждаемого каплями для создания заранее определенного рисунка, чтобы придать ткани желательное функциональное свойство, при этом заранее выбранные места на основе-подложке являются бугорками, образованными продольными нитями основы-подложки, проходящими над поперечными нитями, или бугорками, образованными поперечными нитями основы-подложки, проходящими над продольными нитями, или щелями между продольными и поперечными нитями основы-подложки, и
в) обеспечивают, по меньшей мере, частичное отверждение материала полимерной смолы.
18. Ткань по п.17, при изготовлении которой дополнительно предусмотрен этап осаждения капель, имеющих средний диаметр 10 мкм или более.
19. Ткань по п.17, при изготовлении которой дополнительно предусмотрен проводимый по выбору этап, на котором осуществляют абразивную обработку материала полимерной смолы, осажденного на основе-подложке, для придания материалу полимерной смолы, расположенному выше плоскости поверхности основы-подложки, равномерной толщины и гладкости.
20. Ткань по п.17, при изготовлении которой этапы б) и в) проводят последовательно на последовательных полосах, простирающихся в поперечном направлении основы-подложки.
21. Ткань по п.17, при изготовлении которой этапы б) и в) проводят последовательно на последовательных полосах, простирающихся в продольном направлении основы-подложки.
22. Ткань по п.17, при изготовлении которой этапы б) и в) проводят по спирали около основы-подложки.
23. Ткань по п.17, при изготовлении которой на этапе б) материал полимерной смолы осаждают с помощью матрицы пьезоэлектрических форсунок, содержащей совокупность отдельных управляемых компьютером пьезоэлектрических форсунок.
24. Ткань по п.17, при изготовлении которой материал полимерной смолы выбирают из группы, состоящей из термоклеев и отверждаемых во влажных условиях термоклеев; двухкомпонентных химически активных систем на основе уретанов и эпоксидных смол; фотополимерных композиций, состоящих из химически активных акрилированных мономеров и акрилированных олигомеров, полученных из уретанов, сложных полиэфиров, простых полиэфиров и силиконов; и латексов и дисперсий на водной основе и составов с наполнителями в виде крупных частиц, включая акриловые смолы и полиуретаны.
25. Ткань по п.17, при изготовлении которой этап отверждения проводят, обеспечивая воздействие источника тепла на материал полимерной смолы.
26. Ткань по п.17, при изготовлении которой этап отверждения проводят, обеспечивая воздействие холодного воздуха на материал полимерной смолы.
27. Ткань по п.17, при изготовлении которой этап отверждения проводят, обеспечивая воздействие актиничного излучения на материал полимерной смолы.
28. Ткань по п.17, при изготовлении которой матрица пьезоэлектрических форсунок содержит совокупность отдельных управляемых компьютером пьезоэлектрических форсунок, при этом некоторые из отдельных управляемых компьютером пьезоэлектрических форсунок осаждают один материал полимерной смолы, а другие отдельные управляемые компьютером пьезоэлектрические форсунки осаждают другой материал полимерной смолы.
29. Ткань по п.17, при изготовлении которой предусмотрен этап, на котором создают основу-подложку, выбранную из группы, состоящей, по существу, из тканого, нетканого, спирально витого, спирально связанного, вязаного, ячеистого материала или полос такого материала для формирования подложки, имеющей ширину, превышающую ширину полос, или создают основу-подложку, которая включает в себя войлок.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/334,511 US7919173B2 (en) | 2002-12-31 | 2002-12-31 | Method for controlling a functional property of an industrial fabric and industrial fabric |
| US10/334,511 | 2002-12-31 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2005124306A RU2005124306A (ru) | 2006-01-20 |
| RU2332533C2 true RU2332533C2 (ru) | 2008-08-27 |
Family
ID=32655081
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2005124306A RU2332533C2 (ru) | 2002-12-31 | 2003-11-06 | Способ управления избирательным осаждением полимера на технической ткани и техническая ткань |
Country Status (16)
| Country | Link |
|---|---|
| US (2) | US7919173B2 (ru) |
| EP (1) | EP1579067B1 (ru) |
| JP (1) | JP4829500B2 (ru) |
| KR (1) | KR101158104B1 (ru) |
| CN (1) | CN100532710C (ru) |
| AU (1) | AU2003295412B2 (ru) |
| BR (1) | BR0317884B1 (ru) |
| CA (1) | CA2510608C (ru) |
| ES (1) | ES2398228T3 (ru) |
| MX (1) | MXPA05007192A (ru) |
| NO (1) | NO20053699L (ru) |
| NZ (1) | NZ540788A (ru) |
| RU (1) | RU2332533C2 (ru) |
| TW (1) | TWI329148B (ru) |
| WO (1) | WO2004061216A1 (ru) |
| ZA (1) | ZA200504941B (ru) |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0306769D0 (en) * | 2003-03-25 | 2003-04-30 | Voith Fabrics Heidenheim Gmbh | Composite press felt |
| FI121431B (fi) | 2004-09-13 | 2010-11-15 | Tamfelt Pmc Oy | Paperikoneessa käytettävä kudosrakenne ja menetelmä sen valmistamiseksi |
| US7357155B2 (en) * | 2005-12-29 | 2008-04-15 | Albany International Corp. | Different contour paired binders in multi-layer fabrics |
| EP2200812B1 (en) * | 2007-09-05 | 2020-07-15 | Albany International Corp. | Process for producing papermaker's and industrial fabric seam and seam produced by that method |
| US7897018B2 (en) * | 2007-09-05 | 2011-03-01 | Albany International Corp. | Process for producing papermaker's and industrial fabrics |
| US7794555B2 (en) * | 2007-09-05 | 2010-09-14 | Albany International Corp. | Formation of a fabric seam by ultrasonic gap welding of a flat woven fabric |
| US8088256B2 (en) * | 2007-09-05 | 2012-01-03 | Albany International Corp. | Process for producing papermaker's and industrial fabric seam and seam produced by that method |
| DE102007055902A1 (de) * | 2007-12-21 | 2009-06-25 | Voith Patent Gmbh | Band für eine Maschine zur Herstellung von Bahnmaterial |
| DE202012100695U1 (de) | 2012-02-29 | 2013-03-07 | Heimbach Gmbh & Co. Kg | Technisches Textilband |
| US8968517B2 (en) | 2012-08-03 | 2015-03-03 | First Quality Tissue, Llc | Soft through air dried tissue |
| EP2984225A2 (de) * | 2013-04-10 | 2016-02-17 | Voith Patent GmbH | Vorrichtung und verfahren zur erzeugung eines musters auf einer bespannung für eine maschine zur herstellung von bahnmaterial und bespannung |
| US11465405B2 (en) | 2013-04-10 | 2022-10-11 | Voith Patent Gmbh | Device for generating a pattern on a clothing for a machine for manufacturing a web material |
| MX2016014887A (es) | 2014-05-16 | 2018-03-01 | First Quality Tissue Llc | Toallita lavable y metodo para formarla. |
| EP3177459B1 (de) | 2014-08-07 | 2019-08-21 | Voith Patent GmbH | Verfahren zur herstellung von spinnvlies |
| US9988763B2 (en) | 2014-11-12 | 2018-06-05 | First Quality Tissue, Llc | Cannabis fiber, absorbent cellulosic structures containing cannabis fiber and methods of making the same |
| CA2968311C (en) | 2014-11-24 | 2023-11-21 | First Quality Tissue, Llc | Soft tissue produced using a structured fabric and energy efficient pressing |
| US10099425B2 (en) | 2014-12-05 | 2018-10-16 | Structured I, Llc | Manufacturing process for papermaking belts using 3D printing technology |
| MX2018004621A (es) | 2015-10-13 | 2019-08-12 | First Quality Tissue Llc | Toalla desechable producida con depresiones superficiales de gran volumen. |
| US10538882B2 (en) | 2015-10-13 | 2020-01-21 | Structured I, Llc | Disposable towel produced with large volume surface depressions |
| WO2017066656A1 (en) | 2015-10-14 | 2017-04-20 | First Quality Tissue, Llc | Bundled product and system and method for forming the same |
| KR20180134855A (ko) | 2016-02-11 | 2018-12-19 | 스트럭?드 아이, 엘엘씨 | 제지 기계를 위한 중합체 층을 포함하는 벨트 또는 직물 |
| US20170314206A1 (en) | 2016-04-27 | 2017-11-02 | First Quality Tissue, Llc | Soft, low lint, through air dried tissue and method of forming the same |
| EP4050155A1 (en) | 2016-08-26 | 2022-08-31 | Structured I, LLC | Absorbent structures with high wet strength, absorbency, and softness |
| WO2018049390A1 (en) | 2016-09-12 | 2018-03-15 | Structured I, Llc | Former of water laid asset that utilizes a structured fabric as the outer wire |
| US11583489B2 (en) | 2016-11-18 | 2023-02-21 | First Quality Tissue, Llc | Flushable wipe and method of forming the same |
| US10619309B2 (en) | 2017-08-23 | 2020-04-14 | Structured I, Llc | Tissue product made using laser engraved structuring belt |
| WO2019079849A1 (en) * | 2017-10-23 | 2019-05-02 | Heiq Pty Ltd | PROCESS FOR TREATING TISSUE |
| EP3793821B1 (en) * | 2018-05-15 | 2024-07-10 | Structured I, LLC | Manufacturing process for papermaking endless belts using 3d printing technology |
| US20210362458A1 (en) | 2018-05-29 | 2021-11-25 | Jose Antonio LOGIODICE | Improvement to embossing assembly for processing paper |
| DE102018114748A1 (de) | 2018-06-20 | 2019-12-24 | Voith Patent Gmbh | Laminierte Papiermaschinenbespannung |
| US11697538B2 (en) | 2018-06-21 | 2023-07-11 | First Quality Tissue, Llc | Bundled product and system and method for forming the same |
| US11738927B2 (en) | 2018-06-21 | 2023-08-29 | First Quality Tissue, Llc | Bundled product and system and method for forming the same |
Family Cites Families (110)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1053282A (ru) | ||||
| US3163258A (en) * | 1959-09-21 | 1964-12-29 | Auto Research Corp | Lubrication |
| GB885952A (ru) | 1960-02-23 | |||
| US3149003A (en) | 1960-04-18 | 1964-09-15 | Huyck Corp | Apparatus for treating endless fabrics |
| US3175792A (en) | 1961-09-13 | 1965-03-30 | Smallian Robert James | Wear resistant wire screen |
| GB1008703A (en) | 1963-07-29 | 1965-11-03 | Crompton & Bros James R | Improvements in or relating to a method of manufacturing a fibrous web |
| GB1110793A (en) | 1964-05-29 | 1968-04-24 | Anthony Bramley | Netting and the production thereof |
| US3549742A (en) | 1967-09-29 | 1970-12-22 | Scott Paper Co | Method of making a foraminous drainage member |
| BE755431A (fr) | 1969-08-29 | 1971-03-01 | Freudenberg Carl Fa | Etoffes non tissees perforees preparees par voie humide |
| US3613258A (en) | 1969-09-15 | 1971-10-19 | Draper Brothers Co | Felt for papermaking machine |
| US3673027A (en) * | 1970-05-04 | 1972-06-27 | Johns Manville | Method of forming coated fibers |
| US3613260A (en) * | 1970-05-04 | 1971-10-19 | Emir H Shuford Jr | Confidence testing device |
| US3673023A (en) | 1970-06-24 | 1972-06-27 | Grace W R & Co | Process of producing reinforced laminate |
| GB1517712A (en) | 1974-08-20 | 1978-07-12 | Bramley A | Manufacture of netting |
| US4082878A (en) * | 1975-08-16 | 1978-04-04 | Firma Carl Freudenberg | Absorbent textile sheet material |
| US4300982A (en) | 1976-01-02 | 1981-11-17 | Albany International Corp. | Wet press felt |
| US4109543A (en) | 1976-05-10 | 1978-08-29 | The Goodyear Tire & Rubber Company | Flexible composite laminate of woven fabric and thermoplastic material and method of making said laminate |
| US4111634A (en) | 1976-09-16 | 1978-09-05 | H. Waterbury & Sons Company | Apparatus for producing papermaker's felt |
| US4172910A (en) * | 1978-03-28 | 1979-10-30 | Asten Group, Inc. | Coating of papermaking fabrics |
| US4187618A (en) | 1978-04-21 | 1980-02-12 | The Orr Felt Company | Papermakers' felt |
| US4251928A (en) | 1978-05-30 | 1981-02-24 | Asten Group Inc. | Metal impregnated dryer fabric |
| FR2448979B1 (fr) | 1979-02-16 | 1986-05-23 | Havas Machines | Dispositif destine a deposer sur un support des gouttes d'encre |
| US4191609A (en) | 1979-03-09 | 1980-03-04 | The Procter & Gamble Company | Soft absorbent imprinted paper sheet and method of manufacture thereof |
| US4239065A (en) | 1979-03-09 | 1980-12-16 | The Procter & Gamble Company | Papermachine clothing having a surface comprising a bilaterally staggered array of wicker-basket-like cavities |
| US4383495A (en) | 1980-06-02 | 1983-05-17 | Western Electric Company, Inc. | Apparatus for coating surfaces of a substrate |
| JPS5777141A (en) * | 1980-10-30 | 1982-05-14 | Toshiba Corp | Paper feeder in picture forming device |
| FR2494318B1 (fr) | 1980-11-14 | 1986-10-10 | Feutres Papeteries Tissus Indl | Bande constituee de spirales |
| US5238537A (en) | 1981-09-15 | 1993-08-24 | Dutt William H | Extended nip press belt having an interwoven base fabric and an impervious impregnant |
| FI75620C (fi) | 1982-04-01 | 1988-07-11 | Tampella Oy Ab | Laongzonspress foer en pappersmaskin. |
| US4427734A (en) | 1982-04-19 | 1984-01-24 | Albany International Corp. | Wet press felt for papermaking machines |
| US4382987A (en) | 1982-07-30 | 1983-05-10 | Huyck Corporation | Papermaker's grooved back felt |
| US4637859A (en) | 1983-08-23 | 1987-01-20 | The Procter & Gamble Company | Tissue paper |
| US4528239A (en) | 1983-08-23 | 1985-07-09 | The Procter & Gamble Company | Deflection member |
| US4514345A (en) | 1983-08-23 | 1985-04-30 | The Procter & Gamble Company | Method of making a foraminous member |
| US4529480A (en) | 1983-08-23 | 1985-07-16 | The Procter & Gamble Company | Tissue paper |
| US4571798A (en) | 1983-09-19 | 1986-02-25 | Beloit Corporation | Urethane covered paper machine roll |
| US5066532A (en) | 1985-08-05 | 1991-11-19 | Hermann Wangner Gmbh & Co. | Woven multilayer papermaking fabric having increased stability and permeability and method |
| US4752519A (en) | 1986-12-10 | 1988-06-21 | Albany International Corp. | Papermakers felt with a resin matrix surface |
| US5804036A (en) | 1987-07-10 | 1998-09-08 | The Procter & Gamble Company | Paper structures having at least three regions including decorative indicia comprising low basis weight regions |
| US5277761A (en) | 1991-06-28 | 1994-01-11 | The Procter & Gamble Company | Cellulosic fibrous structures having at least three regions distinguished by intensive properties |
| US5240531A (en) | 1988-10-26 | 1993-08-31 | Ricoh Company, Ltd. | Endless belt |
| FI80489C (fi) | 1988-12-08 | 1990-06-11 | Tamfelt Oy Ab | Pappersmaskinduk. |
| DE3909534A1 (de) | 1989-03-22 | 1990-09-27 | Oberdorfer Fa F | Formiersieb fuer die nasspartie einer papiermaschine |
| US4981745A (en) | 1989-05-26 | 1991-01-01 | Lefkowitz Leonard R | Forming fabric for papermaking |
| US5065532A (en) * | 1989-07-31 | 1991-11-19 | Nordica S.P.A. | Closure device, particularly for ski boots, allowing greater working length of the tightening cables |
| US5121329A (en) | 1989-10-30 | 1992-06-09 | Stratasys, Inc. | Apparatus and method for creating three-dimensional objects |
| US5136515A (en) | 1989-11-07 | 1992-08-04 | Richard Helinski | Method and means for constructing three-dimensional articles by particle deposition |
| US5679222A (en) | 1990-06-29 | 1997-10-21 | The Procter & Gamble Company | Paper having improved pinhole characteristics and papermaking belt for making the same |
| CA2155222C (en) | 1990-06-29 | 1997-11-11 | Paul Dennis Trokhan | Process for making absorbent paper web |
| US5397438A (en) | 1990-07-06 | 1995-03-14 | Valmet Paper Machinery, Inc. | Method and device for reduction and equalization of transverse shrinkage of paper in single-wire draw in a drying section |
| FI92419C (fi) | 1990-11-19 | 1994-11-10 | Valmet Paper Machinery Inc | Menetelmä telan pinnoittamiseksi ja telapinnoite |
| SE468602B (sv) | 1990-12-17 | 1993-02-15 | Albany Int Corp | Pressfilt samt saett att framstaella densamma |
| US5506607A (en) | 1991-01-25 | 1996-04-09 | Sanders Prototypes Inc. | 3-D model maker |
| US5740051A (en) | 1991-01-25 | 1998-04-14 | Sanders Prototypes, Inc. | 3-D model making |
| US5245025A (en) | 1991-06-28 | 1993-09-14 | The Procter & Gamble Company | Method and apparatus for making cellulosic fibrous structures by selectively obturated drainage and cellulosic fibrous structures produced thereby |
| FI90098C (fi) | 1992-04-14 | 1993-12-27 | Valmet Paper Machinery Inc | Foerfarande vid belaeggningen av en mittvals i pressen av en pappersmaskin och mittvals foer en press i en pappersmaskin |
| US5298124A (en) | 1992-06-11 | 1994-03-29 | Albany International Corp. | Transfer belt in a press nip closed draw transfer |
| EP0656968B1 (en) | 1992-08-26 | 1998-10-14 | The Procter & Gamble Company | Papermaking belt having semicontinuous pattern and paper made thereon |
| US5292438A (en) | 1992-08-28 | 1994-03-08 | Cer-Wat, Inc. | Filtration medium including uniformly porous planar substrate and uniformly spaced apart thermoplastic resin |
| FI92734C (fi) | 1993-02-11 | 1994-12-27 | Valmet Paper Machinery Inc | Menetelmä paperikoneen telan pinnoituksessa ja pinnoitettu paperikoneen tela |
| US5422166A (en) | 1993-02-12 | 1995-06-06 | Wangner Systems Corporation | Abrasion resisting edge for a forming fabric |
| US5731059A (en) | 1993-04-07 | 1998-03-24 | Wangner Systems Corporation | Dryer fabric having an abrasion resistant edge |
| US5462642A (en) | 1993-09-16 | 1995-10-31 | Kajander; Richard E. | Method of forming a fibrous mat |
| US5518680A (en) | 1993-10-18 | 1996-05-21 | Massachusetts Institute Of Technology | Tissue regeneration matrices by solid free form fabrication techniques |
| GB9401902D0 (en) | 1994-02-01 | 1994-03-30 | Scape Group Plc | Industrial fabric |
| CA2134594A1 (en) | 1994-04-12 | 1995-10-13 | Kimberly-Clark Worldwide, Inc. | Method for making soft tissue products |
| CA2142805C (en) | 1994-04-12 | 1999-06-01 | Greg Arthur Wendt | Method of making soft tissue products |
| DE69534477T2 (de) * | 1994-06-17 | 2006-07-13 | Canon K.K. | Tintenstrahlaufzeichnungsverfahren und Gerät mit Auflösungsumwandlungskapazität |
| US5556509A (en) | 1994-06-29 | 1996-09-17 | The Procter & Gamble Company | Paper structures having at least three regions including a transition region interconnecting relatively thinner regions disposed at different elevations, and apparatus and process for making the same |
| US5515779A (en) | 1994-10-13 | 1996-05-14 | Huyck Licensco, Inc. | Method for producing and printing on a piece of paper |
| DE69505279T2 (de) | 1995-02-02 | 1999-06-02 | Minnesota Mining and Mfg. Co., St. Paul, Minn. | Methode und vorrichtung zum auftragen einer dünnen,flüssigen,gestreiften beschichtung |
| US5629052A (en) | 1995-02-15 | 1997-05-13 | The Procter & Gamble Company | Method of applying a curable resin to a substrate for use in papermaking |
| US6203663B1 (en) | 1995-05-05 | 2001-03-20 | Kimberly-Clark Worldwide, Inc. | Decorative formation of tissue |
| JPH0915990A (ja) * | 1995-06-30 | 1997-01-17 | Toshiba Corp | 画像形成装置並びにベルト搬送装置並びに画像形成方法 |
| SE504975C2 (sv) | 1995-09-08 | 1997-06-02 | Albany Int Corp | Torkvira |
| GB9521299D0 (en) | 1995-10-18 | 1995-12-20 | Scapa Group Plc | Papermakers dryer fabric |
| SE509731C2 (sv) | 1996-05-14 | 1999-03-01 | Labwell Ab | Metod för palladium-katalyserade organiska reaktioner innefattande ett uppvärmningssteg utfört med mikrovågsenergi |
| US5817374A (en) | 1996-05-31 | 1998-10-06 | Electrox Corporation | Process for patterning powders into thick layers |
| CA2263215A1 (en) | 1996-09-06 | 1998-03-12 | Mark Alan Burazin | Process for producing high-bulk tissue webs using nonwoven substrates |
| DE19651557A1 (de) | 1996-12-11 | 1998-06-18 | Voith Sulzer Papiermasch Gmbh | Preßmantel |
| US5713399A (en) | 1997-02-07 | 1998-02-03 | Albany International Corp. | Ultrasonic seaming of abutting strips for paper machine clothing |
| WO1998042289A1 (en) | 1997-03-21 | 1998-10-01 | Kimberly-Clark Worldwide, Inc. | Dual-zoned absorbent webs |
| US5787602A (en) * | 1997-03-31 | 1998-08-04 | Wangner Systems Corporation | Dryer fabric with adhesive tacky surface for web |
| US5936861A (en) | 1997-08-15 | 1999-08-10 | Nanotek Instruments, Inc. | Apparatus and process for producing fiber reinforced composite objects |
| FI103209B2 (fi) | 1998-01-02 | 2005-04-04 | Valmet Corp | Menetelmä puristus- tai siirtohihnan pinnoittamiseksi ja vastaava pinnoitettu hihna |
| SE511736C2 (sv) | 1998-03-20 | 1999-11-15 | Nordiskafilt Ab Albany | Präglingsband för en pappersmaskin |
| US6113771A (en) * | 1998-04-21 | 2000-09-05 | Applied Materials, Inc. | Electro deposition chemistry |
| US6419795B1 (en) | 1998-04-22 | 2002-07-16 | Albany International Corp. | Resin-impregnated belt having a texturized outer surface for application on papermaking machines |
| US6020399A (en) * | 1998-06-05 | 2000-02-01 | Westvaco Corporation | Hybrid polymers for phase change ink jet inks and method of printing therewith |
| US6099781A (en) | 1998-08-14 | 2000-08-08 | The Procter & Gamble Company | Papermaking belt and process and apparatus for making same |
| US6149849A (en) | 1998-08-14 | 2000-11-21 | The Procter & Gamble Copmany | Process and apparatus for making papermaking belt |
| US6251331B1 (en) | 1998-09-09 | 2001-06-26 | The Procter & Gamble Company | Process and apparatus for making papermaking belt using fluid pressure differential |
| US6136151A (en) | 1998-12-18 | 2000-10-24 | Albany International Corp. | Press belt and press roll cover for papermaking |
| US6193361B1 (en) * | 1999-06-03 | 2001-02-27 | Eastman Kodak Company | Apparatus for forming textured layers over images |
| US6358594B1 (en) | 1999-06-07 | 2002-03-19 | The Procter & Gamble Company | Papermaking belt |
| US6350336B1 (en) | 1999-06-22 | 2002-02-26 | Albany International Corp. | Method of manufacturing a press fabric by spirally attaching a top laminate layer with a heat-activated adhesive |
| US6117270A (en) | 1999-07-01 | 2000-09-12 | The Procter & Gamble Company | Papermaking belts having a patterned framework with synclines therein and paper made therewith |
| KR100722893B1 (ko) | 1999-12-29 | 2007-05-30 | 킴벌리-클라크 월드와이드, 인크. | 티슈 시트 상에 패턴을 성형하기 위한 제지기에 사용되는 통기 건조 직물 및 티슈 제품의 제조 방법 |
| ATE372415T1 (de) | 2001-05-01 | 2007-09-15 | Glatfelter Uk Ltd | Verfahren zur herstellung von gemustertem papier |
| JP2003239192A (ja) * | 2002-02-15 | 2003-08-27 | Shizuoka Prefecture | 透き入れ模様付き抄紙網の作製方法、同抄紙網及び同抄紙網の作製装置 |
| US20040045834A1 (en) * | 2002-04-18 | 2004-03-11 | Bayer Aktiengesellschaft | Process for the utilization of vanadium bound in chromium ore as vanadium(V) oxide by electrolysis |
| GB0227185D0 (en) | 2002-11-21 | 2002-12-24 | Voith Fabrics Heidenheim Gmbh | Nonwoven fabric |
| US6953244B2 (en) * | 2002-11-22 | 2005-10-11 | Eastman Kodak Company | Ink set composition, and an apparatus and method of forming images having reduced gloss differential |
| US7169265B1 (en) * | 2002-12-31 | 2007-01-30 | Albany International Corp. | Method for manufacturing resin-impregnated endless belt and a belt for papermaking machines and similar industrial applications |
| US7014735B2 (en) * | 2002-12-31 | 2006-03-21 | Albany International Corp. | Method of fabricating a belt and a belt used to make bulk tissue and towel, and nonwoven articles and fabrics |
| US7008513B2 (en) * | 2002-12-31 | 2006-03-07 | Albany International Corp. | Method of making a papermaking roll cover and roll cover produced thereby |
| US7022208B2 (en) * | 2002-12-31 | 2006-04-04 | Albany International Corp. | Methods for bonding structural elements of paper machine and industrial fabrics to one another and fabrics produced thereby |
| US7005043B2 (en) * | 2002-12-31 | 2006-02-28 | Albany International Corp. | Method of fabrication of a dryer fabric and a dryer fabric with backside venting for improved sheet stability |
| US7166196B1 (en) * | 2002-12-31 | 2007-01-23 | Albany International Corp. | Method for manufacturing resin-impregnated endless belt structures for papermaking machines and similar industrial applications and belt |
| US7005044B2 (en) * | 2002-12-31 | 2006-02-28 | Albany International Corp. | Method of fabricating a belt and a belt used to make bulk tissue and towel, and nonwoven articles and fabrics |
-
2002
- 2002-12-31 US US10/334,511 patent/US7919173B2/en not_active Expired - Lifetime
-
2003
- 2003-11-06 EP EP03786598A patent/EP1579067B1/en not_active Expired - Lifetime
- 2003-11-06 WO PCT/US2003/035471 patent/WO2004061216A1/en active Application Filing
- 2003-11-06 BR BRPI0317884-6A patent/BR0317884B1/pt active IP Right Grant
- 2003-11-06 MX MXPA05007192A patent/MXPA05007192A/es active IP Right Grant
- 2003-11-06 CN CNB200380108110XA patent/CN100532710C/zh not_active Expired - Lifetime
- 2003-11-06 ES ES03786598T patent/ES2398228T3/es not_active Expired - Lifetime
- 2003-11-06 ZA ZA200504941A patent/ZA200504941B/en unknown
- 2003-11-06 NZ NZ540788A patent/NZ540788A/en unknown
- 2003-11-06 KR KR1020057012403A patent/KR101158104B1/ko active IP Right Grant
- 2003-11-06 AU AU2003295412A patent/AU2003295412B2/en not_active Ceased
- 2003-11-06 JP JP2004564877A patent/JP4829500B2/ja not_active Expired - Fee Related
- 2003-11-06 RU RU2005124306A patent/RU2332533C2/ru active
- 2003-11-06 CA CA2510608A patent/CA2510608C/en not_active Expired - Lifetime
- 2003-11-17 TW TW92132129A patent/TWI329148B/zh not_active IP Right Cessation
-
2005
- 2005-07-29 NO NO20053699A patent/NO20053699L/no not_active Application Discontinuation
-
2007
- 2007-08-15 US US11/893,209 patent/US7815978B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| BR0317884A (pt) | 2005-12-06 |
| MXPA05007192A (es) | 2005-09-12 |
| ZA200504941B (en) | 2006-08-30 |
| US7815978B2 (en) | 2010-10-19 |
| CA2510608A1 (en) | 2004-07-22 |
| CN100532710C (zh) | 2009-08-26 |
| NO20053699L (no) | 2005-09-28 |
| JP4829500B2 (ja) | 2011-12-07 |
| RU2005124306A (ru) | 2006-01-20 |
| EP1579067A1 (en) | 2005-09-28 |
| US20040126569A1 (en) | 2004-07-01 |
| NO20053699D0 (no) | 2005-07-29 |
| WO2004061216A1 (en) | 2004-07-22 |
| ES2398228T3 (es) | 2013-03-14 |
| BR0317884B1 (pt) | 2014-04-15 |
| KR20050091044A (ko) | 2005-09-14 |
| AU2003295412B2 (en) | 2010-06-10 |
| NZ540788A (en) | 2008-06-30 |
| JP2006512495A (ja) | 2006-04-13 |
| TWI329148B (en) | 2010-08-21 |
| CN1732309A (zh) | 2006-02-08 |
| TW200415287A (en) | 2004-08-16 |
| US7919173B2 (en) | 2011-04-05 |
| AU2003295412A1 (en) | 2004-07-29 |
| KR101158104B1 (ko) | 2012-06-22 |
| US20070286951A1 (en) | 2007-12-13 |
| CA2510608C (en) | 2017-06-20 |
| EP1579067B1 (en) | 2013-01-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2332533C2 (ru) | Способ управления избирательным осаждением полимера на технической ткани и техническая ткань | |
| RU2324024C2 (ru) | Способ изготовления сушильной ткани и сушильная ткань с вентиляционными отверстиями с тыльной стороны для улучшенной стабильности листа | |
| RU2334034C2 (ru) | Способы соединения структурных элементов тканей для бумажного производства и технических тканей друг с другом и ткани, изготовленные этими способами | |
| RU2326199C2 (ru) | Способ изготовления структур пропитанных смолой бесконечных лент, применяемых в бумажном производстве и при переработке бумаги, а также сама лента | |
| RU2322541C2 (ru) | Способ производства бесконечной ленты, пропитанной смолой, и лента для бумагоделательных машин и аналогичных промышленных использований |