RU2294834C2 - Способ изготовления торцевой стенки контейнера легкой конструкции и контейнер с такой торцевой стенкой - Google Patents
Способ изготовления торцевой стенки контейнера легкой конструкции и контейнер с такой торцевой стенкой Download PDFInfo
- Publication number
- RU2294834C2 RU2294834C2 RU2004113442/11A RU2004113442A RU2294834C2 RU 2294834 C2 RU2294834 C2 RU 2294834C2 RU 2004113442/11 A RU2004113442/11 A RU 2004113442/11A RU 2004113442 A RU2004113442 A RU 2004113442A RU 2294834 C2 RU2294834 C2 RU 2294834C2
- Authority
- RU
- Russia
- Prior art keywords
- container
- end wall
- shell
- dome
- wall
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 11
- 238000010276 construction Methods 0.000 title description 3
- 238000003466 welding Methods 0.000 claims abstract description 16
- 229920001169 thermoplastic Polymers 0.000 claims abstract description 13
- 239000004416 thermosoftening plastic Substances 0.000 claims abstract description 13
- 238000001816 cooling Methods 0.000 claims abstract description 4
- 238000000034 method Methods 0.000 claims description 20
- 239000000463 material Substances 0.000 claims description 11
- 239000004033 plastic Substances 0.000 claims description 10
- 230000006835 compression Effects 0.000 claims description 7
- 238000007906 compression Methods 0.000 claims description 7
- 230000003014 reinforcing effect Effects 0.000 claims description 7
- 238000001125 extrusion Methods 0.000 claims description 5
- 239000002184 metal Substances 0.000 claims description 5
- 238000010438 heat treatment Methods 0.000 claims description 4
- 238000005304 joining Methods 0.000 claims description 4
- 238000004804 winding Methods 0.000 claims description 3
- 238000005520 cutting process Methods 0.000 claims description 2
- 230000002093 peripheral effect Effects 0.000 claims 1
- 238000009966 trimming Methods 0.000 claims 1
- 230000000694 effects Effects 0.000 abstract description 2
- 230000015572 biosynthetic process Effects 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 239000012815 thermoplastic material Substances 0.000 abstract 1
- 238000007731 hot pressing Methods 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 239000010410 layer Substances 0.000 description 3
- 238000005192 partition Methods 0.000 description 3
- 239000002131 composite material Substances 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 239000011521 glass Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000002991 molded plastic Substances 0.000 description 1
- 238000013138 pruning Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D3/00—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines
- B65D3/22—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines with double walls; with walls incorporating air-chambers; with walls made of laminated material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D24/00—Producing articles with hollow walls
- B29D24/002—Producing articles with hollow walls formed with structures, e.g. cores placed between two plates or sheets, e.g. partially filled
- B29D24/005—Producing articles with hollow walls formed with structures, e.g. cores placed between two plates or sheets, e.g. partially filled the structure having joined ribs, e.g. honeycomb
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D3/00—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines
- B65D3/02—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines characterised by shape
- B65D3/04—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines characterised by shape essentially cylindrical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0822—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using IR radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2791/00—Shaping characteristics in general
- B29C2791/004—Shaping under special conditions
- B29C2791/006—Using vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/0081—Shaping techniques involving a cutting or machining operation before shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/08—Deep drawing or matched-mould forming, i.e. using mechanical means only
- B29C51/082—Deep drawing or matched-mould forming, i.e. using mechanical means only by shaping between complementary mould parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/26—Component parts, details or accessories; Auxiliary operations
- B29C51/266—Auxiliary operations after the thermoforming operation
- B29C51/268—Cutting, rearranging and joining the cut parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/26—Component parts, details or accessories; Auxiliary operations
- B29C51/42—Heating or cooling
- B29C51/428—Heating or cooling of moulds or mould parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/56—Winding and joining, e.g. winding spirally
- B29C53/58—Winding and joining, e.g. winding spirally helically
- B29C53/78—Winding and joining, e.g. winding spirally helically using profiled sheets or strips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/54—Joining several hollow-preforms, e.g. half-shells, to form hollow articles, e.g. for making balls, containers; Joining several hollow-preforms, e.g. half-cylinders, to form tubular articles
- B29C66/542—Joining several hollow-preforms, e.g. half-shells, to form hollow articles, e.g. for making balls, containers; Joining several hollow-preforms, e.g. half-cylinders, to form tubular articles joining hollow covers or hollow bottoms to open ends of container bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2024/00—Articles with hollow walls
- B29L2024/006—Articles with hollow walls multi-channelled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7126—Containers; Packaging elements or accessories, Packages large, e.g. for bulk storage
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S285/00—Pipe joints or couplings
- Y10S285/901—Cap closures
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/108—Flash, trim or excess removal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1082—Partial cutting bonded sandwich [e.g., grooving or incising]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
Настоящее изобретение относится к способу изготовления легкой торцевой стенки контейнера, а также к созданию негерметичного контейнера из термопласта. Оболочкой контейнера является легкая трубка, изготовленная из скрученного спиралью пустотелого профиля, а торцевая стенка контейнера закреплена при помощи сварки. Термопластичный пустотелый профиль скручен спиралью, и полученные смежные витки сварены вместе для получения легкой трубки, из которой вырезают деталь для образования заготовки торцевой стенки контейнера. Заготовку нагревают до формуемого состояния и прессуют в виде купола между позитивной и негативной полуформами. После охлаждения кромки отпрессованной детали обрабатывают на станке для совпадения с поперечным сечением оболочки контейнера. Полученную деталь торцевой стенки крепят к оболочке контейнера при помощи сварки. Технический результат заключается в повышении технологичности изготовления торцевой стенки контейнера. 2 н. и 11 з.п. ф-лы, 8 ил.
Description
Настоящее изобретение относится к способу изготовления торцевой стенки контейнера легкой конструкции, а также к созданию негерметичного контейнера из термопласта, оболочка которого представляет собой легкую трубку, изготовленную из скрученного спиралью пустотелого профиля, а торцевая стенка которого прикрепляется при помощи сварки.
Раньше торцевые стенки для контейнеров легкой конструкции из термопластов изготавливали из плоского диска, армированного плоского диска, а также в виде купола из одного слоя или из армированного одного слоя. Недостаток известных торцевых стенок заключается в том, что для их изготовления приходится использовать слишком толстую пластмассу, чтобы обеспечить достаточные прочность и устойчивость, что повышает производственные затраты и усложняет собственно способ производства. Если используются куполообразные торцевые стенки, то толщина материала может быть в некоторой степени уменьшена, однако потребление пластмассы все еще остается относительно высоким для каждой торцевой стенки. Также уже было предложено использовать цилиндрически изогнутую торцевую стенку контейнера, которую получают из заготовки, вырезанной из стенки легкой трубки такого же типа, что и трубка, образующая оболочку контейнера. После заданного времени рихтовки вырезанную деталь обрезают по форме детали, предназначенной для установки в контейнер, а затем полученную фасонную деталь приваривают внутри поверхности оболочки контейнера. За счет этого получают жесткую оболочку с меньшим расходом материала, чем в известных ранее технических решениях, однако чистый объем контейнера будет ограничен в такой же степени, что и раньше, причем установка фасонной детали в оболочку является сложной и трудоемкой операцией.
Известны также способы горячего прессования материала в виде экструдированного термопластичного двойного листа, причем в двойном листовом материале, между внутренним слоем и внешним слоем, имеются продольные каналы, разделенные между собой при помощи перегородок. Для того чтобы предотвратить сжатие этих каналов и сохранить по мере возможности гладкими внешние поверхности, предлагается, например, в патентах GB 2039824 и DE 2802180 закрывать торцы отдельных каналов за счет их спрессовывания вместе перед горячим прессованием, за счет чего воздух, замкнутый в каналах, не позволяет каналам сжиматься в ходе горячего прессования.
Для того чтобы облегчить прессование пластмассы в пластическом состоянии, в патенте DE 22287135 предложено использовать вакуум, чтобы достичь эффекта втягивания между пластмассой и поверхностью пресс-формы. В соответствии с патентом FR 2607434 вакуум используют между каждой из двух поверхностей формуемых стенок из пластмассы и полуформами, в то время как в соответствии с патентом DE 3710584 собственно пресс-форму не используют, однако кромки формуемой детали удерживают неподвижными и подводят сжатый воздух к одной стороне детали и в ее каналы, что приводит к куполообразному вздутию формуемой детали.
Общим признаком упомянутых выше известных способов является то, что прессуемые листы являются относительно тонкими, и задачей в основном было создание фонарей верхнего света и стеклянных куполов для ламп. Никаких указаний на то, что упомянутые выше способы могут быть использованы при изготовлении торцевых стенок контейнера, ни в одном из указанных документов не содержится. Более того, толстые двустенные листы в целом не могут быть получены путем экструзии, так что отсутствует какой-либо исходный материал для применения способа горячего прессования.
Задачей настоящего изобретения является устранение указанных недостатков, так чтобы можно было легко и быстро и при экономии материала изготавливать торцевые стенки контейнера и получить контейнер с такой торцевой стенкой. Эта задача решена за счет использования способа в соответствии с настоящим изобретением, который характеризуется следующими операциями:
- изготовление легкой термопластичной трубки большого размера за счет спиральной намотки и соединения вместе пустотелого профиля из термопласта;
- вырезание детали из такой трубки для получения заготовки торцевой стенки;
- нагревание заготовки до формуемого состояния;
- сжатие заготовки между позитивной и негативной полуформами с получением куполообразной детали;
- охлаждение куполообразной детали, зажатой между полуформами;
- обработка на станке краев охлажденной детали для приведения в соответствие с поверхностью поперечного сечения оболочки трубки и
- присоединение оболочки к торцевой стенке при помощи сварки.
За счет использования упомянутого выше способа легко можно получить прочную и легкую торцевую стенку контейнера, при низкой стоимости материала, при этом за счет такой торцевой стенки чистый объем контейнера может быть максимально увеличен, причем такой контейнер невозможно изготовить при использовании какого-либо ранее известного способа.
Нагрев заготовки торцевой стенки до пластического состояния преимущественно проводят при помощи ИК излучателя или ИК излучателей, в конвекционной печи или, возможно, при помощи нагретой пресс-формы. Нагрев может быть также осуществлен при помощи комбинации указанных средств. Для эффективного и по мере возможности однородного нагревания деталей большого размера до пластического состояния нагрев необходимо производить таким образом, чтобы все части формуемой заготовки в принципе нагревались одновременно.
Для того чтобы поддерживать контакт поверхностей заготовки со всеми поверхностями пресс-формы, когда полуформы прижимают друг к другу, так чтобы толщина готовой куполообразной торцевой стенки везде была одинаковой и перегородки между продольными каналами заготовки сохраняли свою высоту в ходе операции формования, поддерживают вакуум между каждой боковой поверхностью и поверхностью пресс-формы, воздействующей на указанную боковую поверхность.
В ходе операции формования, если стенка относительно толстой заготовки подвергается формованию с получением выпуклой конфигурации, то на нее воздействуют растягивающие усилия, направленные в плоскости указанной стенки, в то время как если стенка подвергается формованию с получением вогнутой конфигурации, то она сжимается в направлении плоскости указанной стенки. За счет этого существует тенденция появления на выпуклой поверхности вогнутостей у каждого продольного канала, так что выпуклая поверхность станет более или менее волнообразной. Для исключения этого явления в соответствии с предпочтительным вариантом осуществления настоящего изобретения предлагается создание растягивающего напряжения внутренней поверхности заготовки в ходе операции сжатия.
В соответствии с первым вариантом осуществления настоящего изобретения полуформы закаливаются в ходе операции формования.
После охлаждения детали, отформованной в виде купола, ее обрезают в виде круговой детали, совмещаемой с внешней оболочкой контейнера, после чего пластмассу удаляют из области кромки внутри внешней стенки детали торцевой стенки, по полосе, соответствующей толщине контейнера оболочки. В результате получают деталь торцевой стенки, внешняя стенка которой образует фланец, полностью закрывающий торцевую поверхность оболочки, причем область кромки указанной детали торцевой стенки выступает по оси в контейнер и находится в контакте с внутренней стенкой оболочки, на расстоянии, практически равном ее толщине.
Деталь торцевой стенки преимущественно может быть снабжена элементом дополнительного армирования до ее прикрепления к оболочке. Таким элементом дополнительного армирования преимущественно является лента, охватывающая область полотна периферии детали торцевой стенки, причем указанная лента может быть изготовлена из металла, а также из композиционного и другого материала. Преимущественно за счет машинной обработки может быть выполнена кольцевая канавка для указанной ленты армирования у полотна по периферии детали торцевой стенки.
Деталь торцевой стенки в соответствии с настоящим изобретением крепят к оболочке контейнера преимущественно при помощи как внутреннего, так и внешнего сварного шва. Сварка может быть произведена при помощи ручного экструдера, экструзионного автомата, при помощи сварки трением, способа электросварки или при помощи стыковой сварки сопротивлением.
Контейнер в соответствии с настоящим изобретением характеризуется тем, что его торцевая стенка отформована сжатием в виде купола и вырезана из легкой трубки такого же типа, что и трубка, образующая оболочку контейнера, по форме, соответствующей торцевой поверхности указанной трубки.
В торцевой стенке контейнера в качестве элемента армирования преимущественно используют ленту из металла или другого материала, охватывающую ее периферию.
В соответствии с предпочтительным вариантом контейнер представляет собой дренажный колодец, причем его куполообразной торцевой стенке придана форма переходника колодца.
Далее изобретение будет описано более подробно со ссылкой на чертежи, на которых
фиг.1 - вид с частичным разрезом примера легкой трубки, из которой вырезают заготовку торцевой стенки;
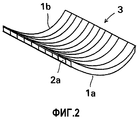
фиг.2 - перспективное изображение заготовки торцевой стенки, вырезанной из трубки в соответствии с фиг.1;
фиг.3 - схематично показанный пример обычной печи, которую используют для нагревания заготовок в соответствии с настоящим изобретением;
фиг.4 - схематично показанное сжатие в формах заготовки с получением куполообразной детали;
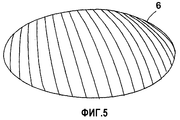
фиг.5 - схематичное перспективное изображение промежуточного вида отпрессованной детали торцевой стенки;
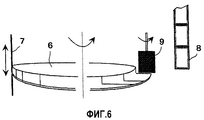
фиг.6 - схематично показанная обработка на станке краевого участка детали торцевой стенки в соответствии с формой торцевой поверхности оболочки контейнера;
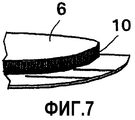
фиг.7 - пример элемента армирования детали торцевой стенки;
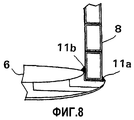
фиг.8 - детально показанный вид крепления торцевой стенки к оболочке контейнера.
Изготовление торцевой стенки в соответствии с настоящим изобретением производят следующим образом. Сначала изготавливают легкую термопластичную трубку 1 путем спиральной намотки термопластичного пустотелого профиля 2, имеющего главным образом прямоугольное поперечное сечение, вокруг вращающегося цилиндрического барабана или другой соответствующей оправки, и путем соединения смежных витков этого пустотелого профиля 2 вместе, например, при помощи сварки, в результате чего получают легкую трубку 1, которая содержит внешнюю стенку 1a и внутреннюю стенку 1b, а также идущую по спирали перегородку (разделительную стенку) 1c, соединяющую вышеупомянутые стенки, причем между указанными стенками имеется также идущий по спирали канал 2a.
Из стенки термопластичной трубки 1, изготовленной в соответствии с описанным выше, вырезают в основном прямоугольную изогнутую деталь, которую используют в качестве заготовки 3 для торцевой стенки. Указанную заготовку 3 направляют, например, в обычную печь 4, в которой ее нагревают до тех пор, пока термопластичная заготовка 3 не достигает пластического состояния. Затем заготовку 3 помещают между двумя полуформами 5a, 5b, одной из которых является позитивная полуформа (пуансон) с куполообразной выпуклой поверхностью, а другой является негативная полуформа (матрица) 5b с куполообразной вогнутой поверхностью. Для того чтобы стенки 1a и 1b заготовки 3 в ходе прессование в формах возможно точнее соответствовали формующим поверхностям полуформ 5a, 5b и чтобы поперечные сечения продольных каналов 2a между стенками 1a и 1b оставались неизменными, к внутренней стенке 1b заготовки прикладывают растягивающее усилие в ходе прессование в формах, как это схематично показано стрелками FF на фиг.4. Кроме того, преимущественно поддерживают вакуум между полуформами 5a и 5b и соответствующими стенками 1a и 1b заготовки 3, по меньшей мере тогда, когда полуформы прижаты друг к другу.
Деталь, отформованную в виде купола, охлаждают, пока она еще зажата между полуформами 5a, 5b, после чего ее обрезают в виде куполообразного диска 6, показанного на фиг.5, с диаметром, соответствующим внешнему диаметру изготавливаемого контейнера, как это схематично показано в левой части фиг.6. Обрезку преимущественно проводят таким образом, что заготовка 3 приводится во вращение вокруг своей центральной оси, в то время как нож 7 установлен на расстоянии от указанной центральной оси, которое соответствует внешнему диаметру изготавливаемого контейнера. В ходе того же самого вращения или в другой рабочей операции полосу, имеющую ширину, соответствующую толщине оболочки 8 изготавливаемого контейнера, вырезают из кромки диска 6 внутри выпуклой внешней стенки диска 6, как это схематично показано в правой части фиг.6.
Фреза 9, которую используют для обработки на станке участка края торцевой стенки 6, может преимущественно иметь такую форму, что она одновременно вырезает кольцевую канавку у полотна края детали торцевой стенки 6, предназначенную для введения ленты армирования 10 из металла, композиционного или другого материала, охватывающей деталь торцевой стенки 6.
После обработки на станке участка края детали торцевой стенки 6 в соответствии с описанным здесь выше эта стенка легко может быть прикреплена к дну оболочки контейнера, которая содержит легкую трубку того же типа, что и трубка, из которой вырезана заготовка 3 детали торцевой стенки 6. Деталь торцевой стенки 6 преимущественно крепят к оболочке сваркой, при помощи внешнего 11a и внутреннего 11b сварных швов, с использованием ручного экструдера и/или экструзионного автомата.
Claims (13)
1. Способ изготовления легкой торцевой стенки контейнера, отличающийся тем, что он включает в себя следующие операции: изготовление легкой термопластичной трубки большого размера за счет спиральной намотки и соединения вместе пустотелого профиля из термопласта; вырезание детали из такой трубки для получения заготовки торцевой стенки; нагревание заготовки до формуемого состояния; сжатие заготовки между позитивной и негативной полуформами с получением куполообразной детали; охлаждение куполообразной детали, зажатой между полуформами; обработка на станке краев охлажденной куполообразной детали для приведения в соответствие с поверхностью поперечного сечения оболочки трубки; присоединение оболочки к торцевой стенке при помощи сварки.
2. Способ по п.1, отличающийся тем, что заготовку нагревают при помощи ИК излучателя или ИК излучателей в конвекционной печи и/или при помощи горячей пресс-формы.
3. Способ по п.1, отличающийся тем, что при сжатии вместе полуформ по боковым поверхностям заготовки между каждой боковой поверхностью и соответствующей формующей поверхностью полуформы, воздействующей на указанную боковую поверхность, поддерживают вакуум.
4. Способ по п.1, отличающийся тем, что внутреннюю поверхность заготовки растягивают в ходе операции сжатия.
5. Способ по п.1, отличающийся тем, что полуформы являются закаленными.
6. Способ по п.1, отличающийся тем, что обработка на станке охлажденной куполообразной детали включает обрезку этой детали для приведения в соответствие с внешней оболочкой контейнера, с последующим удалением пластмассы из краевого участка внутри внешней стенки куполообразной детали торцевой стенки, в виде полосы, соответствующей толщине оболочки контейнера.
7. Способ по п.6, отличающийся тем, что перед присоединением куполообразной детали торцевой стенки к оболочке контейнера указанную деталь торцевой стенки снабжают дополнительным армирующим элементом, преимущественно в виде ленты из металла или другого материала, охватывающим полотно периферийной поверхности куполообразной детали торцевой стенки.
8. Способ по п.7, отличающийся тем, что на станке вырезают кольцевую канавку для армирующей ленты на полотне кольцевой поверхности куполообразной детали торцевой стенки.
9. Способ по п.1, отличающийся тем, что куполообразную деталь торцевой стенки крепят к оболочке контейнера при помощи как внутреннего, так и внешнего сварного шва.
10. Способ по п.9, отличающийся тем, что сварку производят при помощи ручного экструдера, экструзионного автомата, способом сварки трением, способом электросварки или стыковой сваркой сопротивлением.
11. Негерметизированный термопластичный контейнер, оболочкой которого является легкая трубка, изготовленная из скрученного спиралью пустотелого профиля, а торцевая стенка прикреплена к оболочке при помощи сварки, отличающийся тем, что указанная торцевая стенка, которая представляет собой деталь, вырезанную из стенки легкой трубки такого же типа, что и трубка, образующая оболочку контейнера, отпрессована в формах в виде купола, причем указанную деталь обрезают для совпадения с дном оболочки контейнера таким образом, что внешняя выпуклая стенка указанной детали образует фланец, закрывающий окно на дне оболочки контейнера, причем одновременно указанная оболочка закрывает открытые пустоты в куполообразной торцевой стенке.
12. Контейнер по п.11, отличающийся тем, что куполообразная торцевая стенка контейнера имеет элемент армирования в виде ленты из металла или другого материала, охватывающей ее кольцевую поверхность.
13. Контейнер по п.11, отличающийся тем, что контейнер представляет собой колодец вертикального дренажа, причем его куполообразная торцевая стенка образована в виде переходника указанного колодца.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FI20011930A FI115391B (fi) | 2001-10-03 | 2001-10-03 | Menetelmä säiliön kevytrakenteisen päädyn valmistamiseksi ja tällaisella päädyllä varustettu säiliö |
| FI20011930 | 2001-10-03 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2004113442A RU2004113442A (ru) | 2005-09-20 |
| RU2294834C2 true RU2294834C2 (ru) | 2007-03-10 |
Family
ID=8561991
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2004113442/11A RU2294834C2 (ru) | 2001-10-03 | 2002-09-18 | Способ изготовления торцевой стенки контейнера легкой конструкции и контейнер с такой торцевой стенкой |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US7347910B2 (ru) |
| EP (1) | EP1432564A1 (ru) |
| JP (1) | JP2005503945A (ru) |
| CA (1) | CA2462174A1 (ru) |
| FI (1) | FI115391B (ru) |
| MX (1) | MXPA04003021A (ru) |
| PL (1) | PL204206B1 (ru) |
| RU (1) | RU2294834C2 (ru) |
| WO (1) | WO2003028980A1 (ru) |
| ZA (1) | ZA200402063B (ru) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI124163B (sv) * | 2008-06-30 | 2014-04-15 | Uponor Infra Oy | Behållare |
| EP2515988B2 (en) | 2009-12-23 | 2022-07-06 | C.R. Bard Inc. | Catheter assembly/package utilizing a hydrating/hydrogel sleeve and method of making and using the same |
| FI122388B (sv) * | 2010-01-22 | 2011-12-30 | Kwh Pipe Ab Oy | Ihålig profil som används vid rörtillverkning |
| US9033149B2 (en) | 2010-03-04 | 2015-05-19 | C. R. Bard, Inc. | Catheter assembly/package utilizing a hydrating/hydrogel sleeve and a foil outer layer and method of making and using the same |
| FI123221B (sv) * | 2011-05-20 | 2012-12-31 | Kwh Pipe Ab Oy | Brunn |
| US8998882B2 (en) | 2013-03-13 | 2015-04-07 | C. R. Bard, Inc. | Enhanced pre-wetted intermittent catheter with lubricious coating |
| BR112016000351B1 (pt) * | 2013-07-22 | 2022-01-25 | Renalsense Ltd | Cateter desenrolável |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3525454A (en) * | 1967-10-06 | 1970-08-25 | Frederiks Alfred A V | Hermetically sealed container and the method of manufacture |
| DE2228713A1 (de) | 1972-06-13 | 1974-01-17 | Kopperschmidt & Co Carl W | Warmverformung von kunststoff-doppelmaterial |
| DE2308418B2 (de) * | 1972-06-21 | 1976-04-08 | Petzetakis, Aristovoulos George, Moschaton, Piräus (Griechenland) | Verfahren und vorrichtung zum herstellen eines insbesondere grosskalibrigen rohres aus thermoplastischem kunststoff |
| DE2802180C2 (de) | 1978-01-19 | 1987-04-09 | Heinz Essmann Gmbh & Co Kg, 4902 Bad Salzuflen | Verfahren zur Herstellung eines aus einer Hohlkammer gefertigten, gewölbten Verglasungselementes |
| IT7919299A0 (it) | 1979-01-15 | 1979-01-15 | Bayer Italia Spa | Procedimento per la formatura dilastre alveolari di resine termoplastiche. |
| US4263084A (en) * | 1979-06-22 | 1981-04-21 | Impala Plastics (Pty) Limited | Thermoplastic welding |
| US4762249A (en) * | 1981-02-13 | 1988-08-09 | Packaging Resources Incorporated | Thermoplastic container end for inertial spinwelding of thermoplastic container ends |
| JPS5945113A (ja) | 1982-09-09 | 1984-03-13 | Sakurai Kogyosho:Kk | 合成樹脂製容器等の成形用型並びにその成形方法 |
| US4898708A (en) * | 1986-05-02 | 1990-02-06 | Wheeling Stamping Company | Method for shaping closed bottom of tubular container |
| FR2607434B1 (fr) | 1986-11-28 | 1989-02-24 | Beghin Say Sa | Procede de thermoformage d'une plaque a double paroi entretoisee |
| DE3710584A1 (de) | 1987-03-31 | 1988-10-13 | Eternit Ag | Verfahren zur herstellung eines gewoelbten verglasungselementes |
| NZ227284A (en) * | 1987-12-22 | 1991-08-27 | Abplanalp Robert H | Extruded plastics container with ends of body portion heat sealed into recessed undercuts of the end panels |
| FI82133C (sv) * | 1988-08-17 | 1991-01-10 | Kwh Pipe Ab Oy | Spirallindat rör |
| US5096528A (en) * | 1989-01-25 | 1992-03-17 | The Lamson & Sessions Co. | Method of forming chamfered spigot end on pipe |
| US5261988A (en) * | 1989-09-22 | 1993-11-16 | George A. Petzetakis | Making large-diameter pipe |
| FI95219C (sv) * | 1992-04-30 | 1996-01-10 | Kwh Pipe Ab Oy | Svetsningsförfarande vid framställning av spirallindat rör och svetshuvud för utförande av förfarandet |
| US6306235B1 (en) * | 1997-10-16 | 2001-10-23 | Nomaco, Inc. | Spiral formed products and method of manufacture |
| US6241840B1 (en) * | 1998-05-01 | 2001-06-05 | Flowtite Technology As | Thermoplastic liner pipe for potable water |
| US6105649A (en) * | 1998-09-30 | 2000-08-22 | Jerry C. Levingston | Pipe extrusion apparatus including winding a hollow profile |
| FI105415B (sv) * | 1999-04-09 | 2000-08-15 | Kwh Pipe Ab Oy | Ändpreparering av ett termoplaströr framställt genom spirallindning av en hålprofil |
| FI107522B (sv) * | 1999-11-03 | 2001-08-31 | Kwh Pipe Ab Oy | Förfarande och anordning för framställning av spirallindat rör |
| US6491066B1 (en) * | 1999-11-09 | 2002-12-10 | Diamond Plastics Corporation | Resilient bevel for profile wall pipe |
-
2001
- 2001-10-03 FI FI20011930A patent/FI115391B/fi active IP Right Grant
-
2002
- 2002-09-18 JP JP2003532272A patent/JP2005503945A/ja not_active Ceased
- 2002-09-18 US US10/489,591 patent/US7347910B2/en not_active Expired - Fee Related
- 2002-09-18 CA CA002462174A patent/CA2462174A1/en not_active Abandoned
- 2002-09-18 RU RU2004113442/11A patent/RU2294834C2/ru not_active IP Right Cessation
- 2002-09-18 PL PL368323A patent/PL204206B1/pl unknown
- 2002-09-18 WO PCT/FI2002/000741 patent/WO2003028980A1/en active Application Filing
- 2002-09-18 EP EP02760336A patent/EP1432564A1/en not_active Withdrawn
- 2002-09-18 MX MXPA04003021A patent/MXPA04003021A/es active IP Right Grant
-
2004
- 2004-03-15 ZA ZA200402063A patent/ZA200402063B/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| FI20011930A0 (fi) | 2001-10-03 |
| FI20011930A (fi) | 2003-04-04 |
| FI115391B (fi) | 2005-04-29 |
| US20050003118A1 (en) | 2005-01-06 |
| US7347910B2 (en) | 2008-03-25 |
| JP2005503945A (ja) | 2005-02-10 |
| CA2462174A1 (en) | 2003-04-10 |
| WO2003028980A1 (en) | 2003-04-10 |
| RU2004113442A (ru) | 2005-09-20 |
| MXPA04003021A (es) | 2004-07-05 |
| PL368323A1 (en) | 2005-03-21 |
| PL204206B1 (pl) | 2009-12-31 |
| ZA200402063B (en) | 2005-03-15 |
| EP1432564A1 (en) | 2004-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4353763A (en) | Method for making pipes, plates or containers from plastic material | |
| US5108681A (en) | Decorative plastic trim strip and method and apparatus for forming | |
| RU2294834C2 (ru) | Способ изготовления торцевой стенки контейнера легкой конструкции и контейнер с такой торцевой стенкой | |
| US4463044A (en) | Composite panel of varied thickness | |
| CA2014981A1 (en) | Composite mandrel joints | |
| JP4602659B2 (ja) | 複合シート材 | |
| US5240751A (en) | Decorative plastic trim strip | |
| US6361635B1 (en) | Method of fabricating a filament wound vessel | |
| US20100327478A1 (en) | Offset mold twinning | |
| JPH0523183B2 (ru) | ||
| US4204309A (en) | Process of fabricating hollow bead rings | |
| CN115972554A (zh) | 一种宽幅纤维网增强塑料复合管材生产线 | |
| US11572124B2 (en) | Composite structures and methods of forming composite structures | |
| EP3670158B1 (en) | Method for forming a bicycle frame component made of thermoplastic composite laminates and the bicycle frame for the same | |
| US5122213A (en) | Prestressed article and method | |
| JP2787701B2 (ja) | フランジ付ブロー成形物の製造装置 | |
| US5346378A (en) | Apparatus for forming a curing envelope | |
| CN213767113U (zh) | 一种生产风管法兰保温腰带用的挤出成型模具 | |
| KR100952353B1 (ko) | 선바이저 성형장치 및 성형방법 | |
| BR9907185A (pt) | "aparelhos e método para a termoformação de folha dupla" | |
| EP1153733B2 (en) | Method of manufacturing curved hose | |
| JP2708717B2 (ja) | Vリブドベルト及びその製造方法 | |
| JP4327421B2 (ja) | 合成材料から製作される部分の成形方法及び該方法を実施可能にする装置 | |
| EP0217864A1 (en) | Cup rim and method | |
| CN113733597B (zh) | 复合材料的部件成型方法、闭口梁及汽车 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20120919 |