KR960008885B1 - 가스주입구 - Google Patents
가스주입구 Download PDFInfo
- Publication number
- KR960008885B1 KR960008885B1 KR1019890000898A KR890000898A KR960008885B1 KR 960008885 B1 KR960008885 B1 KR 960008885B1 KR 1019890000898 A KR1019890000898 A KR 1019890000898A KR 890000898 A KR890000898 A KR 890000898A KR 960008885 B1 KR960008885 B1 KR 960008885B1
- Authority
- KR
- South Korea
- Prior art keywords
- gas
- gas inlet
- space
- distribution space
- wear
- Prior art date
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/28—Manufacture of steel in the converter
- C21C5/42—Constructional features of converters
- C21C5/46—Details or accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D1/00—Treatment of fused masses in the ladle or the supply runners before casting
- B22D1/002—Treatment with gases
- B22D1/005—Injection assemblies therefor
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Treatment Of Steel In Its Molten State (AREA)
- Carbon Steel Or Casting Steel Manufacturing (AREA)
- Gas Burners (AREA)
- Sampling And Sample Adjustment (AREA)
- Glass Compositions (AREA)
- Gas Separation By Absorption (AREA)
- Waste-Gas Treatment And Other Accessory Devices For Furnaces (AREA)
- Ceramic Products (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Furnace Charging Or Discharging (AREA)
- Refinement Of Pig-Iron, Manufacture Of Cast Iron, And Steel Manufacture Other Than In Revolving Furnaces (AREA)
- Colloid Chemistry (AREA)
- Detergent Compositions (AREA)
- Cleaning Or Drying Semiconductors (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
- Organic Low-Molecular-Weight Compounds And Preparation Thereof (AREA)
Abstract
내용없음.
Description
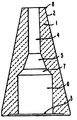
제1도는 본 발명에 의한 가스주입구의 동체 종단면도.
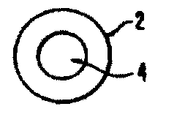
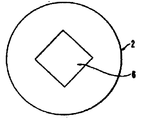
제2도는 제1도의 저면도.
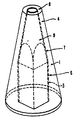
제3도는 가스주입구의 사시도.
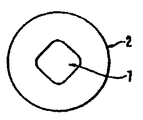
제4도는 제3도에 의한 가스주입구의 마모과정에 보이는 기하학적 형상의 평면도.
제5도는 본 발명에 의한 가스주입구의 다른 형태를 보인 종단면도.
제6도는 본 발명에 의한 또 다른 형태의 가스주입구를 보인 종단면도.
* 도면의 주요부분에 대한 부호의 설명
1 : 외부동체 2 : 원추형 외주면
3 : 가스 유통공간 4 : 상부유통공간
5 : 중간 유통공간 6 : 하부유통공간
7 : 중간 유통공간 8 : 주입구상면
9 : 내부동체 10 : 철제외피
11 : 상부동체 12 : 하부동체
13 : 공간부 14 : 접착제
15 : 가스공급관 16 : 가스투과체
16' : 모세관 17 : 가스도관
18 : 공간부
본 발명은 용융금속이 수용되어 있는 용기내부로 불활성가스나 공기등을 주입하는데 사용되는 가스주입구에 관계되는 것으로서, 특히 내화물질로 제조되었고 마모상태가 육안으로 식별할 수 있도록 된 가스주입구에 관한 것이다.
이러한 종류의 가스주입구는 독일 특허 DE-PS31 42 989호에 기술되어 있는바, 전기한 가스주입구는 광선 방사율 차이가 0.1보다 큰 서로 상이한 가스투과도를 갖는 2개의 내화동체를 포함하고 있다. 이러한 가스주입구의 마모상태를 측정하기 위하여는 야금용기를 비운다음 가스주입구가 뜨거운 상태에서 두 동체의 광휘도를 측정하여 마모에 따른 구조적인 변경에 의하여 나타나는 방사율의 차이로 마모 정도를 결정하게 되었다. 그러나 이러한 가스주입구는 상이한 광선 방사율을 갖는 물질로 제조되어야 하는 제한이 뒤따른다.
본 발명의 목적은 전체적으로는 전술한 형태의 가스주입구에 유사하지만 가스주입구의 마모상태를 육안으로 쉽게 식별할 수 있고 재질에 구애 받지 아니하는 가스주입구를 제공하는 것이다.
전술한 본 발명의 목적은 사용중 용융금속에 의한 마모가 진행됨에 따라 가스주입구의 단부가 상이한 기하학적 형태로 변하도록된 본 발명의 가스주입구에 의하여 달성된다.
본 발명의 가스주입구는 마모방향, 즉 길이방향을 따라 상이한 기하학적 단면 형상을 나타내는 가스 유통공간을 갖고 있는바, 이 가스주입구는 사용중 마모가 진행되면 표면에서 마모된 부분의 단면 형태가 나타나도록 되었다.
본 발명에 따르면 가스주입구의 유통공간이 가스 유통방향에 따라 상이한 단면 형태를 갖고 있으므로, 가스주입구가 가열된 상태에서 예를 들어 천연 가스와 같은 가연성가스가 유통공간을 통과하면 주입구 표면에서 배출되는 화염 또는 가스가 특정한 형상 예를 들면 4각 또는 원륜상으로 보이게 되는바, 이러한 형상과 크기를 확인하므로서 마모 정도를 알 수 있게 된다. 즉 공급되는 식별가스에 의하여 유통체 표면에 나타나는 형상은 육안으로 용이하게 식별할 수 있을 정도로 나타나므로 식별가스를 주입하는 간단한 방법으로 마모정도를 알 수 있게 된다. 따라서 마모상태의 식별은 가스주입구의 재질에 관계없이 이루어질 수 있어서 주입구 동체의 재질을 다양하게 선택할 수 있다.
본 발명에 의하면 가스주입구의 실질적인 마모가 이미 나타난 경우에도 더 마모되는 상태를 식별할 수 있을 뿐아니라 가스주입구가 사용되는 중에도 가스주입구를 용기로부터 분리하지 않고 마모상태를 확인할 수 있는 이점이 있다.
본 발명에 의하면 어떠한 마모상태에서도 유통공간을 통하여 흐르는 가스의 양은 일정하게 유지되도록 유통공간을 설계할 수 있는 이점도 갖고 있다.
본 발명의 한 형태에서는 가스 유통공간이 가스주입구를 구성하는 외부동체와 외부동체내에 삽입된 내부동체사이에 형성된 간극 형태의 공간부에 의하여 형성된다. 이 경우 전술한 공간부는 연속적으로 균일한 폭으로 형성되게 하는 것이 좋다.
본 발명의 또 다른 형태에서는 가스 유통공간이 외부동체내에 채워지도록 삽입된 가스투과성 물질로된 내부동체에 의하여 형성된다.
본 발명의 또 다른 형태에서는 가스 유통체의 외부동체는 금속 외피로 형성되고 금속 외피내에 상부동체와 하부동체를 삽입되어 가스 유통공간이 상부동체와 외피사이 및 상부동체와 하부동체 사이에 형성된다.
본 발명에 따르면 가스주입구의 마모정도는 가스주입구의 상면에서 나오는 화염의 기하학적 형태나 또는 가스의 색상에 의하여 식별되거나 또는 금속 외피에 나타나는 모양에 의하여 식별된다.
이하 본 발명을 도면에 의하여 상세히 설명하면 다음과 같다. 제1도에 따르면 본 발명의 가스주입구는 원추형 외주면(2)을 갖고 있는 내화물질로된 외부동체(1)를 포함하고 있다. 이 가스주입구는 외부동체(1)의 내부에 가스 유통공간(3)이 길이 방향으로 형성되는 바, 가스 유통공간(3)내부에는 가스투과성 물질로된 내부동체(도시하지 않았음)가 충진된다.
가스 유동체의 가스 유통공간(3)은 단면적이 적은 원통형 상부유통공간(4)과 상부유통공간(4)보다 단면적이 큰 원통형 하부 공간(6)을 갖고 있으며 전기한 두 유통공간(4), (6) 사이에는 전술한 두 유통공간들을 연결하는 4각 추형의 두 중간 유통공간(5), (7)들이 2단으로 형성되었다.
본 고안에 의한 가스주입구의 마모상태를 검사할때는 야금 용기내부의 용융금속을 제거한후 뜨거운 상태에서 가스주입구 하방으로부터 천연가스와 같은 식별가스를 가스 유통공간(3) 내부로 주입한다. 주입된 가스가 천연가스인 경우에는 천연가스가 가스주입구의 상단으로 배출되면서 가스주입구의 자체 열에 의하여 점화되어 화염을 형성하게 된다. 이 화염은 가스주입구가 상부 가스 유통공간(4)의 하단부까지 마모될 때까지는 상부 가스 유통공간(4)의 형태에 따라 유통공간(4)의 직경과 거의 같은 원주형으로 나타나게 된다. 그러나 가스주입구가 4각추형 단면의 가스 유통공간(5)까지 마모되면 전기한 화염은 가스 유통공간(5)의 형태에 따라 4각주형으로 나타나며, 가스 유통체가 4각형 중간 가스 유통공간(7)까지 마모되었을때는 화염이 4각 형태를 유지하지만 단면이 더 크게 나타나게 된다. 그리고 가스주입구가 원통형 하부 유통공간(6)까지 마모되었을때는 유통공간(6)의 형태에 따라 화염이 원주형으로 나타나지만 이때의 원주형 화염 직경은 가스 주입구의 상면(8) 직경보다 크게 나타난다. 따라서 본 발명에 따르면 가스주입구를 구성하는 재질에 관계없이 가스주입구 하부로부터 가스 유통공간(3)속으로 천연가스와 같은 식별가스를 주입하고 가스주입구 상단으로부터 분출되는 화염, 또는 가스의 형태를 검사하는 간단한 방법으로 가스주입구의 마모 정도를 확인할 수 있게 된다.
제3도와 4도에는 본 발명에 의한 가스주입구의 다른 형태가 도시되었다.
제3도의 가스주입구에서는 외부동체(1)의 유통공간(3)내에 내부동체(9)가 삽입되었다. 전기한 외부동체(1)의 내주면과 내부동체(9)의 외주면 사이에는 가스 유통공간(3)이 형성되었다. 이러한 구성에 따르면 가스유통체에서 분출되는 화염은 관상으로 형성되게 된다.
제3도에 따르면 외부동체(1)의 상부유통공간(4)과 그 속에 삽입되는 내부동체(9)의 상단부는 원추형으로 형성되었고, 하부유통공간(6)과 내부동체(9)의 하단부는 4각 주형으로 형성되었다. 상부유통공간(4)과 하부유통공간(6)은 적당한 형태의 중간 유통공간(7)에 의하여 연결되었고, 내부동체(9)의 외주면도 동일한 형태로 형성되었다. 유통공간(3)은 내부동체(9)와 외부동체(1) 사이에 형성되는 일정한 간극형태의 공간부에 의하여 형성되게 된다. 제4도는 제3도에 도시된 가스주입구에 형성된 각 단계의 가스 유통공간의 단면을 도시한 것으로서, 외부동체(1)와 내부동체(9)가 마모되지 아니한 제4a도와 같은 상태에서는 가스가 통과하는 동안 외부동체(1)의 상면으로부터 가스가 나와 원통형 화염을 형성하게 된다. 그러나 마모가 제4b도와 같은 상태로 중간 유통공간(7)까지 진행되면 화염 형상은 제4b도와 같이 모서리가 죽은 4각의 형태로 되고, 마모가 제4c도와 같은 상태로 되게 하부유통공간(6)까지 더 진행되면 화염 형상도 모서리가 날카로운 4각의 형태로 되게 된다.
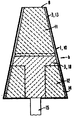
제5도에는 또다른 형태의 가스주입구가 도시되어 있는바, 이 가스주입구는 외부동체(1)가 철체외피(10)로 구성되었다. 외부동체(1)의 내부에는 상부동체(11)와 하부유통체(12)로 구성된 내부동체(9)가 삽입되었다. 가스 유통공간(3)은 철제외피(10)와 상부동체(11) 사이의 공간부(13) 및 상부동체(11)와 하부동체(12) 사이의 공간부(18)로 형성된다. 상부동체(11)와 하부동체(12) 사이의 공간부(18)로 구성된 유통공간(3)에는 예를 들면 50npm 이상의 투과도를 갖는 가스 고투과성 물질이 충진된다. 이 경우 상부동체(11)와 하부동체(12)는 비 투과성 또는 투과도가 거의 없는 물질로 구성된다. 이 경우 철제외피(10)는 하부동체(12)의 외주에는 접착제(14)등으로 결합된다. 하부동체(12)는 원륜상 링의 형태로 형성되고 그 중앙공 내에는 상부동체(11)와 하부동체(12) 사이에 충진되는 가스투과성 물질이 충진되도록 할 수도 있다.
가스주입구의 마모 정도를 검사하기 위하여 불활성 냉각가스를 공급관(15)을 통하여 주입구 내부로 공급하면 공급 가스의 냉각 작용에 의하여 내부동체(11), (12)가 마모된 공간부(13) 부분의 철제외피(10)가 냉각되면서 외피(10) 외주면에 상부동체(11)의 담적색 상면에 비하여 어두운 원륜이 나타나게 된다. 그러나 상부동체(11)가 b 부분까지 마모되면 공간부(18)내에 충진된 가스투과성 물질의 외주면으로 배출되는 냉각가스의 냉각 작용에 의하여 철제외피(10)의 외주면에 원륜상 어두운 부분이 나타나게 되는바, 이는 가스주입구를 교환하여야 함을 나타내는 것이다.
제6도의 예는 제5도와 유사한 형태의 가스주입구를 도시한 것이다. 이 경우에는 원륜상 하부동체(12)의 중앙공 내부에 모세관(16')을 갖는 가스투과체(16)가 삽입되었다. 상부동체(11)와 하부동체(12) 사이에 형성되는 유통공간(3)은 종축을 중심으로 하여 방사상으로 형성된 가스도관(17)으로 구성할 수 있다. 따라서 냉각가스를 주입하였을 때 가스주입구가 b 부분까지 마모되면 가스도관(17)의 단부쪽 외피(10)에 가스도관(17)에서 배출되는 냉각가스에 의하여 냉각된 점상으로된 어두운 부분이 나타나게 된다.
Claims (10)
- 외부동체(1)와 외부동체내에 위치하는 세라믹 물질로된 내부동체를 포함하는 용융금속 속으로 가스를 주입하기 위한 가스주입구에 있어서, 이 가스주입구가 외부동체(1) 내부에 가스투과성 유통공간(3)을 갖고 있고 이 유통공간(3)은 그 마모 방향을 따라서 상이한 기하학적 형태를 갖고 있으며 가스 유통공간을 통한 식별가스의 유통중에 마모상태에 해당하는 상이한 기하학적 형상이 가스 유통체의 표면에서 보이도록 된 가스주입구.
- 청구범위 1항에서, 전기한 유통공간(3)이 외부동체(1)와 외부동체내에 삽입된 내부동체(9) 사이의 공간부(4,6,7)에 형성되었음을 특징으로 하는 가스주입구.
- 청구범위 2항에서, 전기한 공간부(4,6,7)가 길이방향으로 동일한 폭으로 연속되게 형성되었음을 특징으로 하는 가스주입구.
- 청구범위 1항에서, 가스 유통공간(3)이 외부동체(1) 내부에 삽입된 가스투과체에 형성됨을 특징으로 하는 가스주입구.
- 청구범위 1항에서, 외부동체(1)가 철제외피(10)로 구성되고 내부동체는 상부동체(11) 및 하부동체(12)로 구성되었으며 유통공간(3)은 철제외피(10)와 상부동체(11) 사이의 공간부(13) 및 상부유통체(11)와 하부유통체(12) 사이의 공간부(18)에 형성됨을 특징으로 하는 가스주입구.
- 청구범위 2, 3, 4항중의 한 항에서, 마모상태가 유통공간(3)으로 주입되는 가연성가스의 연소화염의 기하학적 형태변화로 식별되게 되었음을 특징으로 하는 가스주입구.
- 청구범위 5항에서, 마모상태가 유통공간(3)으로 주입되는 냉각가스의 냉각작용에 의하여 외부동체(1)를 구성하는 철제외피(10)에 나타나는 어두운 부분의 위치와 형상에 의하여 식별되게 되었음을 특징으로 하는 가스주입구.
- 외부동체(1)와 외부동체내에 위치하는 세라믹 물질로된 내부동체를 포함하는 용융금속이 수용된 야금 용기속으로 가스를 주입하는 가스주입구의 마모상태를 식별하는 방법에서, 이 방법이 가스주입구의 외부동체(1) 내부에 형성된 가스 유통공간(3) 속으로 식별가스를 주입하고 식별가스에 의하여 가스주입구의 외부에 나타나는 형태에 의하여 마모정도를 식별하게 되었음을 특징으로 하는 방법.
- 청구범위 8항에서, 주입구의 가스 유통공간(3)이 마모방향으로 상이한 기하학적 단면 형상을 갖고 있고 주입되는 식별가스는 가연성가스이며 마모상태의 식별을 가연성가스의 연소에 의하여 주입구 표면에서 분출되는 화염의 형태에 의하여 이루어지게 되었음을 특징으로 하는 방법.
- 청구범위 8항에 있어서, 주입구가 철제외피(10)로 된 외부동체(1), 외부동체내의 상부동체(11) 및 하부동체(12)로 구성되고 가스 유통공간(3)은 철제외피(10)외 상부동체(11) 사이 및 상부동체(11)와 하부동체(12)사이에 형성되며 식별가스는 냉각가스이고, 마모상태의 식별은 냉각가스에 의한 철판의 냉각에 의하여 나타나는 검은 부분으로 이루어짐을 특징으로 하는 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3802657A DE3802657C1 (ko) | 1988-01-29 | 1988-01-29 | |
| DEP3802657.0 | 1988-01-29 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR890012118A KR890012118A (ko) | 1989-08-24 |
| KR960008885B1 true KR960008885B1 (ko) | 1996-07-05 |
Family
ID=6346246
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019890000898A KR960008885B1 (ko) | 1988-01-29 | 1989-01-27 | 가스주입구 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US5202079A (ko) |
| EP (1) | EP0325709B1 (ko) |
| JP (1) | JP2597509B2 (ko) |
| KR (1) | KR960008885B1 (ko) |
| CN (1) | CN1014904B (ko) |
| AT (1) | ATE126545T1 (ko) |
| CA (1) | CA1327268C (ko) |
| DE (2) | DE3802657C1 (ko) |
| ES (1) | ES2076936T3 (ko) |
| FI (1) | FI84888C (ko) |
| ZA (1) | ZA89412B (ko) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4014509A1 (de) * | 1990-05-07 | 1991-11-14 | Didier Werke Ag | Gasspueler |
| DE4039232C2 (de) * | 1990-12-08 | 1995-01-19 | Didier Werke Ag | Verfahren zur Herstellung eines Gasspülsteins und Gasspülstein |
| US5330160A (en) * | 1993-05-11 | 1994-07-19 | Martin & Pagenstecher, Inc. | Gas stir plug wear indicator including low melting point component and method of use |
| US5421561A (en) * | 1993-11-15 | 1995-06-06 | Martin & Pagenstecher, Inc. | Gas stir devices with refractory material erosion depth indicator and method of making the same |
| DE4406563A1 (de) * | 1994-02-23 | 1995-08-24 | Matthias Keuter | Düsenrohr für blasende Sauerstoffaufblas-Konverter |
| DE19504941C2 (de) * | 1995-02-15 | 1998-05-20 | Knoellinger Horst | Gasspülstein |
| US5478053A (en) * | 1995-04-10 | 1995-12-26 | North American Refractories Co. Inc. | Refractory gas purging device |
| DE19619204C1 (de) * | 1996-05-11 | 1997-05-22 | Veitsch Radex Ag | Gasspüleinrichtung |
| BR9900824A (pt) * | 1999-03-01 | 2000-03-14 | Magnesita S A | Sistema de injeção de gases em recipientes contendo metais ou ligas fundidas. |
| DE19954918C2 (de) * | 1999-11-16 | 2001-09-20 | Veitsch Radex Gmbh Wien | Feuerfester keramischer Gasspülstein |
| JP2009046756A (ja) * | 2007-08-23 | 2009-03-05 | Tokyo Yogyo Co Ltd | ガス吹込みプラグ |
| CN101526224B (zh) * | 2008-03-04 | 2010-11-03 | 苏州博能炉窑科技有限公司 | 蓄热烧嘴砖 |
| RU2626696C2 (ru) | 2012-02-07 | 2017-07-31 | Везувиус Крусибл Компэни | Продувочная пробка для газа, содержащая индикаторы износа |
| KR101819913B1 (ko) * | 2016-09-19 | 2018-01-18 | 한국내화 주식회사 | 다단형 포러스 플러그 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| LU82051A1 (fr) * | 1980-01-02 | 1981-09-10 | Arbed | Equipement du fond d'un recipient metallurgique pour l'injection de gaz dans un bain de metal |
| SE8106056L (sv) * | 1981-05-27 | 1982-11-28 | Aikoh Co | Poros plugg for gjutmetallkerl |
| FR2518240A1 (fr) * | 1981-12-16 | 1983-06-17 | Siderurgie Fse Inst Rech | Element refractaire permeable pour l'introduction d'un fluide de brassage dans un bain de metal en fusion |
| US4462576A (en) * | 1982-02-24 | 1984-07-31 | Didier-Werke Ag | Apparatus for supplying gas through the wall of a metallurgical container |
| AT386072B (de) * | 1983-07-18 | 1988-06-27 | Radex Deutschland Ag | Feuerfester stein, insbesondere gasspuelstein |
| DE3441223A1 (de) * | 1984-11-10 | 1986-05-15 | Lichtenberg Feuerfest GmbH, 5200 Siegburg | Spueleinsatz |
| DE3503221A1 (de) * | 1985-01-31 | 1986-08-14 | Didier-Werke Ag, 6200 Wiesbaden | Feuerfester gasdurchlaessiger stein |
| DE3519379A1 (de) * | 1985-05-30 | 1986-12-04 | Klöckner-Humboldt-Deutz AG, 5000 Köln | Ueberwachung des verschleisses von blasduesen bei metallurgischen verfahren |
| DE3523171C1 (de) * | 1985-06-28 | 1986-10-30 | Didier-Werke Ag, 6200 Wiesbaden | Gasspueleinrichtung |
| DE3526391A1 (de) * | 1985-07-24 | 1987-02-05 | Werner Fischer | Verfahren und vorrichtung zur feststellung des verschleisses von feuerfest-steinen |
| DE3538498A1 (de) * | 1985-10-30 | 1987-05-07 | Didier Werke Ag | Einduesvorrichtung fuer metallurgische gefaesse |
| FR2590974B1 (fr) * | 1985-12-03 | 1991-01-25 | Detalle Pol | Dispositif de detection de l'usure de briques d'insufflation de fluides dans des metaux liquides |
| JPH0343221Y2 (ko) * | 1986-11-14 | 1991-09-10 |
-
1988
- 1988-01-29 DE DE3802657A patent/DE3802657C1/de not_active Expired
- 1988-11-04 DE DE3854325T patent/DE3854325D1/de not_active Expired - Lifetime
- 1988-11-04 AT AT88118372T patent/ATE126545T1/de not_active IP Right Cessation
- 1988-11-04 ES ES88118372T patent/ES2076936T3/es not_active Expired - Lifetime
- 1988-11-04 EP EP88118372A patent/EP0325709B1/de not_active Expired - Lifetime
- 1988-12-29 FI FI886027A patent/FI84888C/fi not_active IP Right Cessation
-
1989
- 1989-01-18 ZA ZA89412A patent/ZA89412B/xx unknown
- 1989-01-25 JP JP1014215A patent/JP2597509B2/ja not_active Expired - Lifetime
- 1989-01-27 KR KR1019890000898A patent/KR960008885B1/ko not_active IP Right Cessation
- 1989-01-27 CN CN89100459A patent/CN1014904B/zh not_active Expired
- 1989-01-27 CA CA000589413A patent/CA1327268C/en not_active Expired - Lifetime
- 1989-01-30 US US07/303,655 patent/US5202079A/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| FI84888C (fi) | 1992-02-10 |
| EP0325709A2 (de) | 1989-08-02 |
| US5202079A (en) | 1993-04-13 |
| JP2597509B2 (ja) | 1997-04-09 |
| KR890012118A (ko) | 1989-08-24 |
| DE3854325D1 (de) | 1995-09-21 |
| ATE126545T1 (de) | 1995-09-15 |
| EP0325709A3 (en) | 1990-01-24 |
| CN1036522A (zh) | 1989-10-25 |
| EP0325709B1 (de) | 1995-08-16 |
| FI84888B (fi) | 1991-10-31 |
| DE3802657C1 (ko) | 1989-09-21 |
| CN1014904B (zh) | 1991-11-27 |
| ES2076936T3 (es) | 1995-11-16 |
| FI886027A (fi) | 1989-07-30 |
| ZA89412B (en) | 1989-10-25 |
| JPH01301813A (ja) | 1989-12-06 |
| CA1327268C (en) | 1994-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR960008885B1 (ko) | 가스주입구 | |
| US3330645A (en) | Method and article for the injection of fluids into hot molten metal | |
| US3490755A (en) | High-temperature device for the injection of fluids | |
| US4664619A (en) | Burner nozzle | |
| CN201091867Y (zh) | 喷嘴分选装置 | |
| KR910005720B1 (ko) | 야금용 용융금속 배출장치 | |
| RU2006119429A (ru) | Газовая горелка с малым выделением загрязнителей | |
| US5330160A (en) | Gas stir plug wear indicator including low melting point component and method of use | |
| CN1973054A (zh) | 冶金熔炼罐的出料管 | |
| US4385752A (en) | Porous plug for molten metal vessel | |
| US4744544A (en) | Refractory erosion visual indicator | |
| JPH0394129A (ja) | 溶融金属温度連続測定装置 | |
| CN218175013U (zh) | 具有预警功能的转炉用环缝式供气系统 | |
| US4460130A (en) | High temperature gas distribution injector | |
| IE65370B1 (en) | Gas injector | |
| JPH0343221Y2 (ko) | ||
| US4345457A (en) | Method for detecting the depth of cracks in rolls used for transferring hot steel ingot bloom and rolls used therefor | |
| SU489348A3 (ru) | Воздушна фурма | |
| CA1127263A (en) | Improvements introduced in the detection of leakages of the cooling liquid in blastfurnace nozzles | |
| NZ231955A (en) | Metallurgical vessel gas injection with purging plug raised above bottom lining | |
| FR2600771B1 (fr) | Bouchon pour nez de sonde, procede de sondage dans un four de fusion utilisant une sonde munie d'un tel bouchon et dispositif de mise en oeuvre | |
| JP3003885B2 (ja) | 循環式流動床ボイラのサイクロンのスカートを支持及び案内するための装置 | |
| US2143758A (en) | Device for the repair or other treatment of metal or castings by the liquid method | |
| JPH09243470A (ja) | 溶湯容器の溶湯レベル測定方法及び装置 | |
| US5820816A (en) | Purging device and method of making same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20050628 Year of fee payment: 10 |
|
| LAPS | Lapse due to unpaid annual fee |