KR920009295B1 - 물품집적장치에 있어서의 집적물품의 분할장치 - Google Patents
물품집적장치에 있어서의 집적물품의 분할장치 Download PDFInfo
- Publication number
- KR920009295B1 KR920009295B1 KR1019850006388A KR850006388A KR920009295B1 KR 920009295 B1 KR920009295 B1 KR 920009295B1 KR 1019850006388 A KR1019850006388 A KR 1019850006388A KR 850006388 A KR850006388 A KR 850006388A KR 920009295 B1 KR920009295 B1 KR 920009295B1
- Authority
- KR
- South Korea
- Prior art keywords
- pusher
- floor
- article
- conveying conveyor
- stock yard
- Prior art date
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/02—Devices for feeding articles or materials to conveyors
- B65G47/04—Devices for feeding articles or materials to conveyors for feeding articles
- B65G47/06—Devices for feeding articles or materials to conveyors for feeding articles from a single group of articles arranged in orderly pattern, e.g. workpieces in magazines
- B65G47/08—Devices for feeding articles or materials to conveyors for feeding articles from a single group of articles arranged in orderly pattern, e.g. workpieces in magazines spacing or grouping the articles during feeding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/02—Devices for feeding articles or materials to conveyors
- B65G47/04—Devices for feeding articles or materials to conveyors for feeding articles
- B65G47/06—Devices for feeding articles or materials to conveyors for feeding articles from a single group of articles arranged in orderly pattern, e.g. workpieces in magazines
- B65G47/08—Devices for feeding articles or materials to conveyors for feeding articles from a single group of articles arranged in orderly pattern, e.g. workpieces in magazines spacing or grouping the articles during feeding
- B65G47/084—Devices for feeding articles or materials to conveyors for feeding articles from a single group of articles arranged in orderly pattern, e.g. workpieces in magazines spacing or grouping the articles during feeding grouping articles in a predetermined 2-dimensional pattern
- B65G47/086—Devices for feeding articles or materials to conveyors for feeding articles from a single group of articles arranged in orderly pattern, e.g. workpieces in magazines spacing or grouping the articles during feeding grouping articles in a predetermined 2-dimensional pattern cubiform articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/40—Arranging and feeding articles in groups by reciprocating or oscillatory pushers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Special Conveying (AREA)
- Stacking Of Articles And Auxiliary Devices (AREA)
- Warehouses Or Storage Devices (AREA)
Abstract
내용 없음.
Description
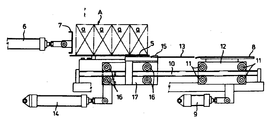
도면은 본발명 물품집적장치에 있어서의 집적물품의 분할장치의 1예를 표시하는 것으로서,
제1도는 집적장치 전체 평면도.
제2도 내지 제5도는 각각 공정순서대로 표시하는 집적물품의 분할장치 부분만의 정면도.
제6도는 제2도의 평면도.
제7도는 집적되는 물품의 1예를 표시하는 사시도.
제8도는 물품의 집적상황의 1예를 표시하는 사시도.
* 도면의 주요부분에 대한 부호의 설명
1 : 반송 콘베어 2, 3 : 수직콘베어
4, 7, 15, 18 : 푸셔 5 :스톡 야아드(stock yard)
6, 9, 14 : 실린더 8, 13 : 제1 및 제2플로어
a : 단위물품 A : 대단위 물품군
A1, A2: 소단위 물품군
본발명은 복수개의 단위물품을 한곳으로 집적하고, 여기에서 다시 소정수량의 물품군집을 분할ㆍ배출하는 장치에 관하여, 더욱 상세하게 설명하면, 집적회망물품구량보다 더 많은 물품을 일단 집적하여 대단위 물품군을 헝성하고, 이 대단위 물품군으로부터 최종의 집적희망물품구량을 보유하는 이른바 소단위 물품군을 분할하여서 다음 공정(예컨대 포장공정 등)으로 배출ㆍ공급하는 집적물품의 분할장치에 관한 것이다. 이러한 물품집적장치의 집적대상물품은 제7도에 표시하는 바와같이 음료팩등의 4각체 물품(a)으로서, 이러한 4각체의 단위물품을 복수개 집적한 상태가 제8도에 나타나 있으며, 이 같은 집적물품을 푸셔(pusher)등과 같은 압출장치를 사용하여 포장공정으로 이송하는 것이 통상의 처리방법으로 되어 있다.
이러한 물품집적장치의 물품집적장치로서 종래예로는 반송콘베어에 의하여 차례로 공급되는 물품을, 상기한 반송콘베어의 양측에 대향설치한 수직콘베어로서 규제하여, 소정수량의 물품만을 그 전방으로 공급하여 정렬시킨 것을 측방향으로부터 푸셔를 사용하여 밀어내는 조작을 반복하므로써, 소정수량의 물품을 집적하는 물품집적장치가 사용되었다. 그러나 이처럼 반송콘베어에 의하여 차례로 공급되는 물품을 소정수량만큼정렬시키고 이것을 압출장치(푸셔)로서 측방향으로 밀어내는 종래의 물품집적장치에서는 집적작업 특성상 시간손실(time loss)이 불가피하게 발생하게 되는 결점이 뒤따랐다.
즉 정렬된 물품을 한옆으로 밀어내는 푸셔의 왕복시간 중에는 새로이 반송되어 오는 물품을 반송콘베어상에 정렬시킬 수가 없고, 또 다수 집적된 물품군을 배출하는 동안에는 반송콘베어 상에 정렬된 집적물품을 축방향으로 밀어낼 수가 없었다. 특히 하나의 집적물품군을 형성하는 단위물품의 수량이 비교적 소수인 경우에는 시간손실이 가산되어서 한층 더 처리능력이 떨어진다고 하는 결점이 있었다.
또한 상기한 종래방법에 있어서는, 반송콘베어상의 집적물품을 푸셔에 의하여 밀어낼 때, 집적물품 전체를 밀어내어야 하며, 만일 집적된 물품의 일부만을 분할하여 밀어내려고 할 경우에는 분할할 물품군과, 잔류물품군 간에는 간격이 없이 서로 맞닿아 있는 상태인 까닭에, 면접촉 저항에 의하여 집적된 물품이 와해되어 버려서 정렬상태로 배치하는 것이 불가능하게 된다
본 발명은 이같은 종래의 결점을 해소하기 위하여 제공되는 것으로서 최종의 집적희망물품수량보다 많은 물품을 일단 집적하고 이것을 분할ㆍ압출하여 다음 공정으로 배출하므로써, 능률적으로 집적작업을 행할수 있도록 안출된 것이다.
이하 본발명의 구성 및 일실시예를 첨부도면에 의거하여 상세하게 설명한다.
단위물품(a)‥‥을 반송하는 반송콘베어(1)와. 이 반송콘베어(1) 도중의 양측부에 대향설치되어, 반송콘베어(1)상의 단위물품(a)‥‥을 일단 정지시키는 수직콘베어(2),(3)를 포함하는 물품집적장치에 있어서, 상기한 반송콘베어(1)의 선단일측부에는 제1푸셔(4)가 설치되고, 이 제1푸셔의 전방에는 제1푸셔(4)에 의하여 압출된 물품을 대단위로 집적하는 스톡야아드(5)가 형성되며, 상기한 스톡야아드(5)의 후방에는 대단위물품군(A) 전체를 스톡야아드(5) 상에서 전방으로 압출하기 위한 제2푸셔(7)가 실린더(6)에 의하여 구동되도록 배치되고, 상기한 스톡야아드(5)의 전방에는 제2도에 표시하는 바와 같이 두개의 플로어(8),(13)가 각각 분리설치되며, 제1플로어(8)는 가이드로드(10)를 따라서 전후로 구름이동이 가능하도록 차륜(11),(11)이 부착된 서포트 프레임(12)에 지지되어 있고, 상기한 서포트 프레임(12)은 실린더(9)로 구동되며. 제1플로어(8)의 후단부에는 제3푸셔(18)가 설치되어 있다. 한편 제2플로어(13)는 고정식으로서, 그 플로어상의 후단부에 실린더(14)에 의하여 전후로 이동하는 후압푸셔(15)를 설치함에 있어서, 상기짠 후압푸셔(15)는, 제1플로어(8)에서와 마찬가지로, 안내로드(10)를 따라서 회동하는 차륜(16),(16)을 구비한 서포트프레임(17)에 지지시되어서, 세폭의 판상체인 제2플로어(13)상의 물품군(A)의 하단 후단부에 계합하도록 되어 있다.
즉 제1ㆍ2플로어(8), (13)는 스톡야아드(5)보단 일단(一段) 낮추어 설치하고, 후압푸셔(15)의 상단을 스톡야아드(5)의 표면과 일치하도록 하여,(제3도 및 제4도 참조) 물품군(A)이 후압푸셔(15)위를 타넘어 가도록 하며, 또 상기한 후압푸셔(15)는 제2플로어(13)의 후단부에서 전단부까지 이동하도록 스트로크가 설정되어 있다. 이와같이 구성되어 있는 본발명의 물품집적장치에 있어서의 분할장치에 의한 실시예(작용효과)를 첨부도면에 의하여 설명한다.
본 실시예는 제7도에서와 같은 사각체 형상의 단위물품(a)을 2×6개의 집합체(제8도에 도시)로 하여서 집적하는 경우의 실시예를 표시하고 있다. 제1도는 본발명의 전체평면도이다. 반송콘베어(1)상에 재치되어 차례로 공급되는 단위물품(a)은 반송콘베어(1)의 도중의 양측에 대향설치된 수직콘베어(2),(3)에 의하여 일단 정지되며. 수직콘베어(2),(3)를 구동하므로써 4개의 물품은 앞으로 밀리고 또 밀리는 연접상태로 정렬되며. 이것을 제1푸셔(4)에 의하여 스톡야아드(5)상으로 압출한다. 상기한 압출조작을 6회 반복하므로써 스톡야아드(5)상애 4×6개의 물품군(A)이 형성되계 된다
제2도에 표시한 바와같이 스톡야아드(5)상에 집적된 물품군(A)은 제2푸셔(7)에 의해서 제1플로어(8) 및 제2플로어(13)상으로 압출된다(제3도 참조) 제3도에 표시하는 상태에서는 모든 물품끼리 서로 접촉상태로 제1ㆍ2플로어(8), (13)상에 정렬된다. 그 다음, 실린더(9)를 작동하여 제1플로어(8)를 전방으로 이동시키면 4×6개의 대단위 물품군(A)은 2×6개의 소단위 물품군(A1) 및(A2)로 분할시켜져서, 분할된 소단위 물품군 A1은 별도로 설치된 제3푸셔(18)에 의해서 다픔 공정으로 배출된다(제4도) . 이동안 제2푸셔(7)는 원래의 위치로 복귀하여 스톡야아드(5)상에서는 다음의 집적작업이 개시된다.
소단위 물품군 A1이 배제된 제1플로어(8)는 원래의 위치로 복귀함과 동시에, 실린더(14)에 의해서 구동되는 후압푸셔(15)가 전방으로 이동하고, 제2플로어(13)상에 남아있는 소단위 잔여물품군 A2를 제1플로어(8)상부로 압출한다(제5도). 이렇게하여 4×6개의 대단위 물품군(A)으로서 집적된 물품은 2×6개의 소단위 물품군(A1),(A2)로 하여 다음 공정으로 배출되는 것으로서, 그 조작을 반복하므로써 차례로 소망하는 횟수의 물품 집적작업이 행해진다. 도면표시한 실시예에서는 일단 집적된 대단위 물품군을 2개의 소단위 물품군으로 분할한 경우를 표시하고 있으나, 이것을 3개의 물품군으로 분할할 수도 있다.
즉 제2플로어(13)를 제1플로어(8)의 2배로 하여, 제1플로어(8)상에는 대단위 물품군(A)의 1/3이 재치되도록 함과 아울러, 후압푸셔(15)의 작동을 2단계로 나누어서, 전방으로 이동할 수 있도록 하여, 제2플로어(13)상의 물품군(A2)을 2회로 나누어서 제1플로어(8)상으로 밀어내도록 하면 된다. 소정수량의 물품을 집적하는 경우, 예컨대 n×m개의 물품을 집적하는 경우, 종래의 방법으로서는 스톡야아드로 향하여 물품을 압출하는 제1푸셔(4)의 작동은 n개의 물품을 m회 밀어내지 않으면 안되고, 이것에 의해서 발생하는 물품을 정렬시킬 수 없는 시간손실은 n×m개의 물품에 대하여 1회 발생한다. 또 집적된 물품군을 배출하는 푸셔의 작동에 의하여 집적작업을 행할 수 없는 시간손실은 n×m개의 물품에 대하여 1회 발생한다.
이것에 대하여 본발명에 의하면 예컨대, 2n×m개의 물품을 일단 집적하도록 하면 후방으로 압출하는 제1푸셔(4)의 작동에 의한 시간손실은 2n×m개에 대하여 m회, 또 집적된 물품군을 배출하기 위하여 발생하는 시간손실은 2n×m개에 대하여 1회로 되어, 종래의 것에 비하여 절반으로 된다. 이와같이 본발명에 의하면, 푸셔의 작동에 따라 발생하는 시간손실을 극히 적게할 수가 있어서 물품의 집적작업을 능률적으로 행할수가 있다. 환언하면, 집적작업의 속처리가 가능하게 되는 장점을 보유하고 있다.
Claims (1)
- 4각 6면체의 단위물품(a)‥‥을 반송하는 반송콘베어(1)와, 이 반송콘베어(1) 양측부에 대향 설치되여, 반송콘베어(1)상의 단위물품(a)‥‥을 일단정지시켜 내보내는 수직콘베어(2),(3)를 구비하고 있는 물품집적장치의 집적물품분할장치에 있어서, 상기한 반송콘베어(1)의 선단일측부에는 제1푸셔(4)가 설치되고, 이 제1푸셔(4)의 전방에는 스톡야아드(5)가 형성되며, 상기한 스톡야아드(5)의 후방에는 제2푸셔(7)가 실린더(6)에 의하여 구동되도록 배치되고, 상기한 스톡야아드(5)의 전방에는 세폭의 판상체로 이루어지며, 가이드로드(10)를 따라서 전후로 구름이동할 수 있는 제1플로어(8) 및 고정식의 제2플로어(13)를 각각 분할설치하고, 상기한 제1플로어(8)의 후단부에는 제3푸셔(18)가 설치되며, 상기한 제2플로어(13)의 후단부에는 안내로드(10)를 따라서 회동하는 차륜(16)을 구비한 서포트 프레임(17)에 지지되는 후압푸셔(15)를 설치하고, 상기한 후압푸셔(15)는 제2플로어(13)상의 물품군(A)의 하단 후단부에 계합하도록, 제1ㆍ2플로어(8), (13)는 스톡야아드보다 일단(一段) 낮추어 설치함과 아울러 후압푸셔의 상단을 스톡야아드(5)의 표면과 일치하도록 하여, 대규모 물품군(A)이 후압푸셔(15)상을 타넘어 가도록 하며, 또 상기한 후압푸셔(15)는 제2플로어(13)의 후단부에서 전단부까지 이동하도록 설정되어 있는 것을 특징으로 하는 물품집적장치에 있어서의 집적물품의 분할장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP59185263A JPS6164627A (ja) | 1984-09-03 | 1984-09-03 | 物品集積装置における集積物品の分割装置 |
| JP59-185263 | 1984-09-03 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR860002408A KR860002408A (ko) | 1986-04-24 |
| KR920009295B1 true KR920009295B1 (ko) | 1992-10-15 |
Family
ID=16167762
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019850006388A KR920009295B1 (ko) | 1984-09-03 | 1985-09-02 | 물품집적장치에 있어서의 집적물품의 분할장치 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4610347A (ko) |
| EP (1) | EP0174596B1 (ko) |
| JP (1) | JPS6164627A (ko) |
| KR (1) | KR920009295B1 (ko) |
| DE (1) | DE3561648D1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101710551B1 (ko) * | 2016-09-20 | 2017-02-27 | 구연진 | 압입볼트를 이용한 데크플레이트와 스페이서 간의 자동결합장치와 이를 이용한 씰링구조를 갖는 데크플레이트와 스페이서 간의 결합방법 |
Families Citing this family (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3704571A1 (de) * | 1986-03-31 | 1987-10-01 | Blechbearbeitungsmaschinenwerk | Verfahren und vorrichtung zum schrittweisen transport standsicherer werkstuecke |
| IT1246827B (it) * | 1990-07-04 | 1994-11-28 | Gd Spa | Dispositivo per la formazione ed il trasferimento di gruppi di a prodotti. |
| JP3059990B2 (ja) * | 1990-10-11 | 2000-07-04 | 日本テトラパック株式会社 | 搬送物品の配分集積装置 |
| DE4034653A1 (de) * | 1990-10-31 | 1992-05-07 | Loi Ind Ofenanlagen | Verfahren und durchstossofen zum waermebehandeln von werkstuecken |
| SE506961C2 (sv) * | 1992-09-15 | 1998-03-09 | Tetra Laval Holdings & Finance | Anordning för att gruppera föremål |
| JPH0635232U (ja) * | 1992-10-20 | 1994-05-10 | 株式会社椿本チエイン | 押込み式ワークストック装置 |
| US5829222A (en) * | 1994-06-10 | 1998-11-03 | Johnson & Johnson Vision Products, Inc. | Automated apparatus and method for consolidating products for packaging |
| US5549191A (en) * | 1994-09-28 | 1996-08-27 | Tetra Laval Holdings & Finance S.A. | Apparatus for transferring containers to a moving conveyor |
| US5560471A (en) * | 1994-09-28 | 1996-10-01 | Tetra Laval Holdings & Finance S. A. | Apparatus for transferring containers to a moving conveyor |
| GB9525662D0 (en) * | 1995-12-15 | 1996-02-14 | Assidomon Packaging Uk Ltd | Packaging machine infeed device |
| AU712870B2 (en) * | 1995-09-29 | 1999-11-18 | Johnson & Johnson Vision Products, Inc. | Automated apparatus and method for consolidating products for packaging |
| US6202827B1 (en) | 1997-10-31 | 2001-03-20 | Kalish Canada Inc. | Method and apparatus for feeding containers in serial order on a conveyor belt |
| DE19821969A1 (de) * | 1998-05-18 | 1999-11-25 | Focke & Co | Vorrichtung zum Verpacken von Gruppen von (Einzel-)Packungen |
| US6276409B1 (en) | 1998-11-05 | 2001-08-21 | Biner-Ellison Package Manufacturing Company D/B/A Ellison Packaging Systems, Inc. | Container feed and in-line filler system |
| DE59805845D1 (de) * | 1998-12-28 | 2002-11-07 | Mohr Adolf Maschf | Verfahren und Vorrichtung zum Puffern von reihenweise angeordneten Schneidgutstapeln aus blättrigem Gut |
| DE19926073C2 (de) * | 1999-06-08 | 2001-05-10 | Polar Bandpack Buendelmaschine | Vorrichtung zur Handhabung von Planschnittprodukten |
| US6808361B1 (en) | 2002-03-27 | 2004-10-26 | John T. McCarthy | Apparatus and method for stacking food portions |
| KR100682410B1 (ko) * | 2006-08-31 | 2007-02-16 | (주)대원이엔지 | 우유팩 이송용 파렛타이즈 시스템 |
| CN101108698B (zh) * | 2007-08-22 | 2010-09-15 | 上海昂丰矿机科技有限公司 | 分料平台 |
| IT1393897B1 (it) * | 2009-05-05 | 2012-05-17 | Zambelli Srl | Procedimento ed apparato per alimentare ad una macchina astucciatrice delle quantità variabili di dadi da brodo o d'altri prodotti, anche di dimensioni variabili. |
| CN102069184B (zh) * | 2010-12-27 | 2013-06-19 | 中冶南方工程技术有限公司 | 用于安装钢包滑动水口液压缸的活动操作平台 |
| DE102011002575A1 (de) * | 2011-01-12 | 2012-07-12 | Robert Bosch Gmbh | Verpackungsvorrichtung |
| NO335277B1 (no) * | 2012-12-28 | 2014-11-03 | Trosterud Mekaniske Verksted As | Anlegg for innretting av langstrakte matprodukter |
| JP6381923B2 (ja) * | 2014-02-10 | 2018-08-29 | 大森機械工業株式会社 | 集積装置 |
| US9957115B2 (en) | 2014-03-14 | 2018-05-01 | Gima S.P.A. | Assembly for the sorted conveyance of substantially plate-like products |
| US10894621B2 (en) * | 2014-07-17 | 2021-01-19 | Pacwell Ip Pty Ltd | Carton packing apparatus |
| CN105217102B (zh) * | 2015-10-19 | 2017-11-14 | 广东鑫星机器人科技有限公司 | 机器人小盘纸装箱机及小盘纸自动装箱的方法 |
| CN106516245B (zh) * | 2016-12-23 | 2018-10-16 | 大连佳林设备制造有限公司 | 在线整列立盒机构 |
| FR3061159B1 (fr) | 2016-12-27 | 2020-11-13 | Gebo Packaging Solutions France | Dispositif de transfert de produits |
| CN106743696B (zh) * | 2016-12-30 | 2019-05-07 | 重庆斯克特科技有限公司 | 一种料片收集设备 |
| CN110325449B (zh) * | 2017-02-01 | 2022-07-26 | 希科夫股份公司 | 用于序列化多个产品的方法和编码线 |
| JP6426786B2 (ja) * | 2017-04-17 | 2018-11-21 | 共和機械株式会社 | 搬送装置 |
| FR3075769B1 (fr) * | 2017-12-27 | 2021-12-17 | Gebo Packaging Solutions France | Transfert de produits entre une zone de transit et une surface d'accumulation |
| CN108910143B (zh) * | 2018-04-26 | 2020-05-12 | 温州如剑环保科技有限公司 | 一种超市自动打包装置 |
| FR3081850A1 (fr) * | 2018-05-29 | 2019-12-06 | Gebo Packaging Solutions France | Preparation de lots de produits |
| CN109335639A (zh) * | 2018-11-28 | 2019-02-15 | 江苏中盈玻璃科技有限公司 | 一种玻璃瓶的自动推进装置 |
| CN112875268A (zh) * | 2021-02-04 | 2021-06-01 | 赣州市晟纺机械设备有限公司 | 一种木板自动接料推送机构 |
| CN113120529B (zh) * | 2021-05-07 | 2022-08-12 | 广东西尼科技有限公司 | 一种视觉检测设备以及自动上料装置和自动收料装置 |
| CN115258330B (zh) * | 2022-07-18 | 2023-12-05 | 广东华奕激光技术有限公司 | 快速送料的输送系统及自动打标生产线 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1055611A (en) * | 1964-09-08 | 1967-01-18 | Metal Box Co Ltd | Improvements in or relating to apparatus for loading articles in rows on a supporting base |
| US3775938A (en) * | 1972-03-13 | 1973-12-04 | Procter & Gamble | Case loading machine |
| US3923144A (en) * | 1974-03-18 | 1975-12-02 | Langen H J & Sons Ltd | Intermittent load accumulator |
| GB2013599B (en) * | 1978-01-27 | 1982-06-09 | Langen H J & Sons Ltd | Spacer escalator for spacing loads in carton loading machine |
| US4397599A (en) * | 1981-12-16 | 1983-08-09 | Sabel Herbert John | Descending accumulator for automatic case packer |
-
1984
- 1984-09-03 JP JP59185263A patent/JPS6164627A/ja active Granted
-
1985
- 1985-08-30 US US06/771,210 patent/US4610347A/en not_active Expired - Lifetime
- 1985-09-02 KR KR1019850006388A patent/KR920009295B1/ko not_active IP Right Cessation
- 1985-09-03 DE DE8585111122T patent/DE3561648D1/de not_active Expired
- 1985-09-03 EP EP85111122A patent/EP0174596B1/en not_active Expired
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101710551B1 (ko) * | 2016-09-20 | 2017-02-27 | 구연진 | 압입볼트를 이용한 데크플레이트와 스페이서 간의 자동결합장치와 이를 이용한 씰링구조를 갖는 데크플레이트와 스페이서 간의 결합방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0174596B1 (en) | 1988-02-24 |
| JPH0478531B2 (ko) | 1992-12-11 |
| DE3561648D1 (en) | 1988-03-31 |
| US4610347A (en) | 1986-09-09 |
| JPS6164627A (ja) | 1986-04-03 |
| EP0174596A1 (en) | 1986-03-19 |
| KR860002408A (ko) | 1986-04-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR920009295B1 (ko) | 물품집적장치에 있어서의 집적물품의 분할장치 | |
| DE60208983T2 (de) | Fördereinrichtung zum Transferieren von Stapeln von auf einer Kante stehenden Gegenständen | |
| EP0396960B1 (de) | Verfahren und Anlage zum Umordnen von sortenweise palettierten Gegenständen zu Gruppen bestimmter Sortenzusammenstellung | |
| EP0732279B1 (de) | Speicher für Warenstücke | |
| DE69701563T2 (de) | Verfahren und vorrichtung zum übernehmen und stapeln von gegenständen in mehreren reihen und zum fördern der so erhältlichen stapel von gegenständen zu einer verpackungslinie | |
| EP0451398A1 (en) | Carton loading machine having load accumulator | |
| US20070017780A1 (en) | Transfer and distribution conveyor system | |
| AT405640B (de) | Kommissionieranlage | |
| EP0764582B1 (en) | Method and device for forming and transferring groups of cigarettes on a packing machine with multiple wrapping lines | |
| JPS623042B2 (ko) | ||
| KR920005572B1 (ko) | 물품의 분리집적(集積)방법 및 그 장치 | |
| US3700090A (en) | Conveyor and article for handling apparatus | |
| EP0684196A1 (de) | Transport-Gruppier- und Speichervorrichtung | |
| DE102017125986A1 (de) | Verfahren und Einrichtung zum Transport von Komprimaten | |
| US5176056A (en) | Panel cutting machine | |
| CN114435700B (zh) | 一种多种规格条烟混合分拣方法及分拣流水线 | |
| KR920009296B1 (ko) | 물품의 집적방법 및 그 장치 | |
| EP2168874B1 (de) | Vorrichtung zum Überführen von Produkten aus einem Vorratsbehälter in Verpackungsbehälter | |
| EP0389900B1 (de) | Misch- und Sortieranlage für Parkettstäbe | |
| US3463296A (en) | Device for feeding plastic containers in pairs | |
| JPS6124247B2 (ko) | ||
| EP2163492B1 (de) | Kombiniertes Warenlager | |
| EP0560206B1 (de) | Kommissionierautomat zur automatischen Kommissionierung von Artikeln | |
| GB2107690A (en) | Palletising equipment and process | |
| GB1277823A (en) | A unit for the collection and transfer of articles between machines forming a packaging line |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 19981009 Year of fee payment: 7 |
|
| LAPS | Lapse due to unpaid annual fee |