KR910009689B1 - 유연성을 가지는 피공급물의 공급장치 - Google Patents
유연성을 가지는 피공급물의 공급장치 Download PDFInfo
- Publication number
- KR910009689B1 KR910009689B1 KR1019840005011A KR840005011A KR910009689B1 KR 910009689 B1 KR910009689 B1 KR 910009689B1 KR 1019840005011 A KR1019840005011 A KR 1019840005011A KR 840005011 A KR840005011 A KR 840005011A KR 910009689 B1 KR910009689 B1 KR 910009689B1
- Authority
- KR
- South Korea
- Prior art keywords
- centering
- feed
- supply
- feeder
- fed
- Prior art date
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/30—Applying the layers; Guiding or stretching the layers during application
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/30—Applying the layers; Guiding or stretching the layers during application
- B29D30/3007—Applying the layers; Guiding or stretching the layers during application by feeding a sheet perpendicular to the drum axis and joining the ends to form an annular element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2030/00—Pneumatic or solid tyres or parts thereof
- B29L2030/002—Treads
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Tyre Moulding (AREA)
- Manual Feeding Of Sheets (AREA)
- Registering Or Overturning Sheets (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
- Feeding Of Articles To Conveyors (AREA)
Abstract
내용 없음.
Description
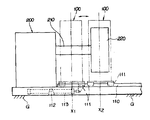
제1도는 종래의 피공급물의 공급장치의 개략 정면도.
제2도는 본 발명에 관계되는 피가공물 이송대의 배치 설명도.
제3a도, 제3b도는 피공급물의 평면도와 정면도.
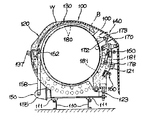
제4도는 피가공물 이송대의 정면도.
제5도는 제4도의 공급부의 평면도.
제6도는 제4도의 측면도.
제7도는 센터링 로울러의 작동설명도.
제8a도 내지 제8c도는 피공급물의 공급작동을 도시하는 설명도.
* 도면의 주요부분에 대한 부호의 설명
100 : 피가공물 이송대 130 : 도입구
140 : 공급부 150 : 드라이브기구
160 : 센터링기구 170 : 송출기구
본 발명은, 유연성을 가지는 피공급물의 공급장치에 관계되고, 더 상세하게는 타이어트 레드등의 유연성을 가지는 띠형의 피공급물을 줄이는 스페이스하에서 자동적으로, 또한 확실히 다음 공정에 공급할 수가 있는 피공급물의 공급장치의 개량에 관한 것이다.
종래 그린 타이어의 성형시에 있어서 사용되는 타이어 트레드용 재료의 공급장치로서는, 예를들면 제1도에 도시하는 것이 알려져 있다.
즉, 피공급물 이송대(1)의 이송방향이 피공급물(W)(트레드용 재료)의 타이어 성형드럼(2)에의 공급방향과 일치하고 있었기 때문에, 작업자의 작업 스페이스를 확보하는 필요성등으로부터, 상기 피공급물 이송대(1)의 타이어 성형 드럼(2)에의 접근위치(피공급물(W)을 센터링하면서 타이어 성형 드럼(2)상의 그린타이어에 공급하는 위치)로부터 대기위치(피공급물 이송대(1)상에 피공급물(W)을 재치하는 위치)까지의 이동스트로크가 길게 되어 있었다.
이 결과, 피공급물 이송대(1)를 타이어 성형드럼(2)에 접근시켰을때, 상기 피공급물 이송대(1)의 앞부분, 즉 센터링 기구(3)의 장치부 부근이 가설대(4)로 부터 크게 오버행한다. 이 때문에, 이송중의 피공급물 이송대(1)가 불안정하게 요동하기도 하고, 이송대 접동가이드(5)에 덜거덕거림이 생겨서 결국 피 공급물(W)의 맞붙임 정밀도에 악영향을 줄뿐만 아니라, 상기 접동가이드(5)의 정밀도 유지도 곤란하게 되고, 더욱이 장치 전체가 대형화하여 그 작동범위를 포함하는 큰 설치 스페이스를 필요로 하는 문제가 있었다.
또 종래의 공급장치는 피공급물 이송대(1)가 일정한 높이는 수평으로 설치되어 있었기 때문에, 이 피공급물 이송대(1)상에 캐리트랙에 재치된 정해진 길이의 피공급물(W)(트레드용 재료)를 태우는 작업에 있어서, 이 피공급물(W)이 유연성을 가지고 있기 때문에 들어올리면 그 중앙부가 하부로 느슨해진다. 이 때문에, 상기 피공급물 이송대(1)에 피공급물(W)을 재치하는데는, 그 양측을 상당히 높게 들어올리지 않으면 아니되고, 따라서, 작업자에게 큰 노동부담을 강요하게 되고, 작업능률을 저하시키는 요인으로 되어 있었다.
본 발명은, 관련된 종래의 문제점에 착안하여 안출된 것으로서, 그 목적으로 하는 바는 피공급물 이송대에 피공급물을 효율좋게, 더욱이 센터링하면서 용이하게 재치할 수가 있음과 동시에, 다음 공정에의 이동스트로크를 짧게 하여 피공급물의 공급작업 효율을 향상시키고, 다시 장치전체를 소형화하여 줄이는 스페이스 하에서 유효하게 실시할 수 있는 피공급물의 공급장치를 제공하는 것이다.
본 발명은 상기 목적을 달성하기 위하여, 드럼본체를 포위하도록 형성된 피공급물 이송대를, 상기 드럼본체에 향하여 이동가능케 설치하고, 상기 피공급물 이송대에, 피공급물의 도입부와 공급부를 형성함과 동시에, 이 피공급물의 도입부와 공급부와의 사이에, 피공급물의 드라이브 기구와 센터링기구와 송출기구와를 설치한 것을 특징으로 하는 유연성을 가지는 피공급물의 공급장치를 제공하는데 있다.
이하 첨부도면에 근거하여 본 발명의 실시예를 설명한다.
제2도는, 본 발명에 관계되는 공급장치의 배치도를 도시하고, 100은 피공급물이송대, 200은 피공급물(W)(트레드용 재료)을 형성하는 타이어 성형 기본체이고, 이 타이어 성형기 본체(200)에는 주축(210)을 통하여 벨트와 트레드와의 맞붙은 드럼 220(드럼본체 220) 또는 타이어 성형 드럼(220)이 한쪽만 지지된 상태에서 회전 가능케 지지되어 있다. 상기 피공급물 이송대(100)는, 드럼본체(220)에 향하여 부설된 가이드레일(110)상에 슬라이드 베어링(111)을 통하여 접동자재로 재치되고, 상면(G)에 브라케트(112)를 통하여 설치된 에어실린더(113)에 의하여 접동하도록 구성되고 있다.
그리고, X1는 피공급물 이송대(100)의 대기위치, X2는 피공급물(W)을 드럼본체(220)에 공급하는 공급 위치이다.
그리고 제3a도, 제3b도, 피공급물(W)(트레드용 재료)평면도, 정면도이다.
상기 피가공물 이송대(100)는, 제4도 내지 제6도에 도시하는 바와같이, 상기 가이드레일(110)상에 상기 드럼본체(220)를 포위하도록 원통형으로 형성된 이송 프레임(120)과, 센터링프레임(121)이 재치되어 있다.
상기 이송 프레임(120)의 일단측에는, 피공급물(W)의 도입부(130)가 개설되고, 또 센터링 프레임(121)의 타단축에는 드럼본체(220)에 피공급물(W)를 송출하는 공급부(140)가 형성되고 있다.
그리고 센터링 프레임(121)은, 이송프레임(120)에 설치된 힌지(122)를 중심으로 조정기구(123)에 의하여 요동자재이고, 센터링프레임(121)의 드럼본체(220)에 대한 위치를 설정할 수 있는 것이다.
상기 이송 프레임(12)의 도입부(130)와, 공급부(140)와의 사이에는, 드라이브기구(150)와, 센터링 기구(160)와, 송출기구(170)가 순차 설치되어 있다.
또 이송프레임(120)의 상하면에는, 그 길이방향으로 향하여, 또한 소정의 간격을 두고 복수의 프리로울러(180)가 회전자재로 배설되어 있다.
또 센터링 프레임(121)상에는, 자재로울러(181)가 회전자재로 배설되어 있다.
상기 도입부(130)측에 설치된 드라이브기구(150)는, 이송프레임(120)의 드럼본체(220)측에 면하는 내벽면에, 베어링부재(151)를 통하여 드라이브 롤(152)이 설치되어 있다. 이 드라이브 롤(152)의 지지축(153)에는, 스프로켓(154)이 장착되고, 또 상기 이송 프레임(120)의 측면에 장착된 구동모터(155)의 구동축(156)에도 스프로켓(157)이 설치되고, 상기 스프로켓(154)와 이 스프로켓(157)에는 체인(158)을 걸어 회전시키고 있다.
상기 드라이브 롤(152)상에는, 피공급물(W)의 압착수단(190)이 설치되어 있다.
이 압착수단(190)은, 핀(191)를 통하여 요동자재로 배설된 암(192)의 선단에, 상기 드라이브 롤(152)와 압착하는 핀치롤(193)이 부착되고, 또 후단측에는 죠인트(194)를 통하여 에어실린더(195)가 연결되어있다.
따라서, 에어실린더(195)의 신축작동으로, 핀치 롤(193)을 피공급물(W)를 끼워 넣어서 드라이브 롤(152)에 압착시키고, 이 드라이브롤(152)에 구동모터(155)로부터 회전 구동력을 부여함으로써 피공급물(W)을 피가공물 이송대(100)내에 끌려 들어가게끔 한 것이다.
그리고 196은, 에어실린더(195)의 부착구, 197은 피공급물(W)의 선단을 검출하는 광전관 스위치이다.
다음에, 센터링 프레임(21)에 설치된 센터링기구는, 제5도 및 제6도에 도시하는 바와같이, 공급부(140)측에 향하여 소정의 간격으로 배치되고, 이 센터링기구(160)는 센터링 프레임(121)에 설치된 자재롤(181)의 양단부에 향하여 센터링롤(161a,161b)가 설치되어 있다. 이 센터링롤(161a,161b)는, 제7도에 도시하는 바와같이, 센터링 프레임(121)에 가설된 가이드 샤프트(162)에 슬라이드 베어링부재(163a,163b)를 통하여 접근이탈이 자유로 부착되어 있다.
또, 이 슬라이드 베어링부재(163a,163b)는, 가이드샤프트(162)의 중앙부에 감삽된 센터블럭(164)에, 링크(165a,165b,165c)를 통하여 회전자재로 연결되어 있다.
상기 링크(165a)에는, 센터링 프레임(121)의 측벽부에 장착된 에어실린더(166)가 연결되고, 이 에어실린더(166)의 신축작용에 의하여 링크(165a,165b,165c) 및 슬라이드 베어링 부재(163a,163b)를 통하여 센터링롤(161a,161b)가 드럼본체(220)의 폭방향에 대하여 접근이탈하고, 또한 피공급물(W)의 센터링을 행하는 것이다.
그리고, 167은 실린더 부착구이다.
다음에, 피공급물(W)의 공급부(140)에 설치된 송출기구(170)는, 센터링프레임(121)의 선단에, 핀(171)을 통하여 암(172)이 회전자재로 장착되고, 이 암(172)의 선단에는 드럼본체(220)에 감김 벨트재(B)에 피공급물(W)의 선단을 압착시키는 압착롤(173)이 회전자재로 설치되어 있다.
또 암(712)의 후단에는, 센터링 프레임(121)의 측부에 장착된 에어실린더(174)의 선단이 장착되고, 이 에어실린더(174)를 신축 작동시킴으로써, 암(172)을 통하여 압착롤(173)을 드럼본체(220)측에 선회시키는 것이다.
그리고, 175는, 센터링 프레임(121)의 선단외주면에 장착된 스테이프레이트, 176은 프리로울러 177a, 177b는 브라케트, 178은 광전스위치, 183,184는 자재롤이다.
다음에 상기와 같은 구성으로 이루어진 본 발명의 실시예의 작용을, 제8a도 내지 제8b도를 참조하면서 설명한다.
우선, 피공급물(W)인 트레드용 재료의 피가공물 이송대(100)에의 준비 작업에 있어서, 제2도에 도시하는 바와같이 피가공물 이송대(100)는 대기위치(X1)에 있고, 작업자는 정해진 길이에 절단된 피공급물(W)의 선단을 가지고 제8a도에 도시하는 바와같이, 광전관 스위치(197)의 위치까지 피가공물 이송대(100)의 도입부(130)로부터 삽입한다.
상기 광전단 스위치(197)가 피공급물(W)의 선단을 검출하면, 이것과 전기적으로 접촉하는 에어실린더(195)가 신장 작동을 개시하고, 핀치롤(193)이 피공급물(W)을 끼워서 드라이브롤(152)의 원주면에 압착시킨다.
이와같은 상태로 부터 구동모터(155)를 통하여 드라이브 롤(152)을 회전구동시키면, 피공급물(W)은 피가공물 이송대(100)내에 끌려 들어간다. 피공급물(W)의 선단이 광전관 스위치(178)를 통과하고, 일정시간 경과후에 구동모터(155)의 회전을 정지시키고, 피공급물(W)의 끌려 들어가는 작업을 종료시킨다. 제8b도가 이 상태를 도시하고, 준비작업의 완료를 도시하고 있다.
다음 피가공물 이송대(100)를 제2도로 도시하는 공급위치(X2)에 에어실린더(113)에 의하여 이동시키고, 이것에 의하여 피공급물(W)의 점착작업을 개시한다.
우선, 제8c도에 도시하는 바와같이 에어실린더(179)에 의하여 브라켓트(177a,177b)를 드럼본체(220) 방향에 압착시킴에 의하여, 피공급물(W)의 선단부분 브라켓트(177a,177b)에 부착된 프리롤(176) 및 2방향 자재롤(183,184)에 의하여 이송대 프레임(120)에 부착된 2방향 자재롤군(181)에 피공급물(W)를 끼우는 것과 같이 압착시킨다. 더욱이, 에어 실린더(166)의 작동에 의하여 센터링 롤(161a,161b)를 제7도에 도시하는 것과같이 피공급물(W)의 쇼율더부(W1)에 압착시킨다.
다음에 드라이브롤(152)를 회전시켜서, 피공급물(W)의 선단을 압착롤(173)까지 송출하고, 에어실린더(174)의 작동에 의하여 압착롤(173)를 드럼본체(220)의 방향에 회전시켜서 압착하고, 피공급물(W)의 선단을 드럼본체(220)의 원주면에 점착되어 있는 벨트재(B)상에 밀어 붙인다.
이 상태가 제8c도이다.
이와같은 상태에서, 핀치롤(193)을 개방하고, 드럼본체(220)를 회전 구동시키면 피공급물(W)은 센터링롤(161a,161b)에 의하여 센터링되면서 드럼본체(220)상에 점착된 벨트재(B)상에 공급된다.
드럼본체(220)가 1회전 종료하면, 피가공물 이송대(100)는, 에어실린더(113)의 작동에 의하여 대기위치(X1)에 돌아오게 한다.
이상의 동작으로 피공급물(W)의 점착작업이 종료한다. 피가공물 이송대(100)가 대기위치(X1)에 되돌아 왔을때, 핀치부를 구성하는 프리롤(176)과, 자재롤(183,184)는 개방되고, 또 센터링롤(161a,161b)도 개방되어서, 다음의 피공급물(W)의 준비를 기다리는 것이다.
이와같은 구성으로 되어 있기 때문에, 줄이는 스페이스로 작업성이 좋은 피공급물(W)의 공급을 행할 수가 있다.
본 발명은, 상기와 같이 드럼본체를 포위하도록 형성된 피공급물 이송대를, 상기 드럼본체에 향하여 이동 가능케 설치하고, 상기 피공급물 이송대에, 피공급물의 도입부와 공급부를 형성함과 동시에, 이 피공급물의 도입부와 공급부와의 사이에, 피공급물의 드라이브 기구와 센터링 기구와 송출기구를 설치하였기 때문에, 피공급물 이송대에 피공급물을 효율좋게, 더욱이 센터링 하면서 용이하게 재치할 수가 있음과 동시에, 다음 공정에의 이동 스트로크를 짧게 하여 피공급물의 공급작업효율을 향상시키고, 다시 장치 전체를 소형화하여 줄이는 스페이스하에서 유효히 실시할 수가 있는 효과가 있다.
Claims (1)
- 드럼본체를 포위하도록 형성된 피공급물 이송대를, 상기 드럼본체에 향하여 이동가능케 설치하고, 상기피공급물 이송대에, 피공급물의 도입부와 공급부를 형성함과 동시에, 이 피공급물의 도입부와 공급부와의 사이에, 피공급물의 드라이브 기구와 센터링 기구와 송출기구를 설치한 것을 특징으로 하는 유연성을 가지는 피공급물의 공급장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP58245374A JPS60139439A (ja) | 1983-12-28 | 1983-12-28 | 柔軟性を有する被供給物の供給装置 |
| JP58-245374 | 1983-12-28 | ||
| JP245374 | 1983-12-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR850004947A KR850004947A (ko) | 1985-08-19 |
| KR910009689B1 true KR910009689B1 (ko) | 1991-11-25 |
Family
ID=17132706
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019840005011A KR910009689B1 (ko) | 1983-12-28 | 1984-08-20 | 유연성을 가지는 피공급물의 공급장치 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US4659417A (ko) |
| JP (1) | JPS60139439A (ko) |
| KR (1) | KR910009689B1 (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB8805924D0 (en) * | 1988-03-12 | 1988-04-13 | Holroyd Associates Ltd | Manufacture of reinforced tubular article |
| FR2839005A1 (fr) * | 2002-04-25 | 2003-10-31 | Michelin Soc Tech | Procede pour la manutention de produits en bande en vue de leur utilisation pour la fabrication d'une enveloppe de pneumatique |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4105486A (en) * | 1977-03-30 | 1978-08-08 | Nrm Corporation | Tire component transfer |
-
1983
- 1983-12-28 JP JP58245374A patent/JPS60139439A/ja active Granted
-
1984
- 1984-08-20 KR KR1019840005011A patent/KR910009689B1/ko not_active IP Right Cessation
- 1984-12-11 US US06/680,464 patent/US4659417A/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPS60139439A (ja) | 1985-07-24 |
| JPS6344543B2 (ko) | 1988-09-06 |
| KR850004947A (ko) | 1985-08-19 |
| US4659417A (en) | 1987-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2000288664A (ja) | 押圧成形機のシート搬送装置 | |
| KR910009689B1 (ko) | 유연성을 가지는 피공급물의 공급장치 | |
| JPH11321830A (ja) | ウェブ巻装ロールの包装材除去装置 | |
| CN114524313B (zh) | 一种pvc膜可持续伸展拉伸装置 | |
| JP2864435B2 (ja) | 折曲機のワーク反転位置決め装置 | |
| ES8106263A1 (es) | Perfeccionamientos en los aparatos para inspeccionar bandas de material | |
| KR100417072B1 (ko) | 라벨 인쇄장치 | |
| JP3167746B2 (ja) | 板材加工機における板材搬送位置決め装置 | |
| KR101915600B1 (ko) | 단조성형기의 원재료 공급장치 | |
| GB2077787A (en) | Material feed means in a folding machine | |
| KR970010457B1 (ko) | 타이어벨트의 권취용 이송장치 | |
| CN218036482U (zh) | 一种胶片检测装置 | |
| JPS62192219A (ja) | プレス用ワ−ク供給システム | |
| JP2543832Y2 (ja) | 折曲げ機におけるフロントテーブル | |
| JP2000176597A (ja) | 線材矯正供給装置 | |
| KR200263548Y1 (ko) | 라벨 인쇄장치 | |
| CN213352042U (zh) | 一种用于滚子的料斗滚棒式上料机 | |
| KR19980072409A (ko) | 벽지라벨 자동 부착장치 | |
| JPS61219434A (ja) | プレス成形機におけるコイル材の終端送り装置 | |
| JP3426350B2 (ja) | 材料供給搬入装置 | |
| JPH0767999B2 (ja) | 印刷機の給紙部 | |
| JPS61152439A (ja) | 帯状材料の供給装置に於けるセンタ−リング装置 | |
| JPH04147835A (ja) | タイヤ構成材料供給ガイドパン装置 | |
| KR100311363B1 (ko) | 현금자동지급기의명세표이송장치 | |
| JP2000263657A (ja) | シート体の巻き付け方法および装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 19941116 Year of fee payment: 4 |
|
| LAPS | Lapse due to unpaid annual fee |