KR910007169B1 - 입자의 제조를 위한 장치 - Google Patents
입자의 제조를 위한 장치 Download PDFInfo
- Publication number
- KR910007169B1 KR910007169B1 KR1019840003795A KR840003795A KR910007169B1 KR 910007169 B1 KR910007169 B1 KR 910007169B1 KR 1019840003795 A KR1019840003795 A KR 1019840003795A KR 840003795 A KR840003795 A KR 840003795A KR 910007169 B1 KR910007169 B1 KR 910007169B1
- Authority
- KR
- South Korea
- Prior art keywords
- belt
- pipe body
- wall
- perforated
- travel
- Prior art date
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2/00—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic
- B01J2/02—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic by dividing the liquid material into drops, e.g. by spraying, and solidifying the drops
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2/00—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic
- B01J2/20—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic by expressing the material, e.g. through sieves and fragmenting the extruded length
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61K—PREPARATIONS FOR MEDICAL, DENTAL OR TOILETRY PURPOSES
- A61K9/00—Medicinal preparations characterised by special physical form
- A61K9/20—Pills, tablets, discs, rods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/10—Making granules by moulding the material, i.e. treating it in the molten state
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- Pharmacology & Pharmacy (AREA)
- Medicinal Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Glanulating (AREA)
- Formation And Processing Of Food Products (AREA)
Abstract
내용 없음.
Description
제1도는 응고하는 재료를 입상으로 만들기 위한 새로운 장치의 개략 측면도.
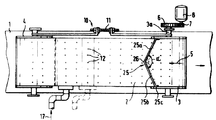
제2도는 제1도에서 케이싱이 없는 장치의 평면도.
제3도는 밑으로 지나가고 있으며 구멍이 뚫린 벨트를 가지며 적하(滴下)를 위하여 장치된 제1도의 파이프몸체의 확대된 상세 사시도.
제4도는 선 IV를 따라서 제3도와 파이프몸체를 자른 부분단면도.
제5도는 제1도와 비슷한 다른 장치의 표면도.
제6도는 회전하고 있는 벨트에 접하는 차례로 설치되어 있는 2개의 파이프몸체로부터의 적하과정의 확대된 상세도.
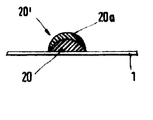
제7도는 제6도에 따라서 형성된 하나의 장치에서 생성된 응고하고 있는 방울의 단면의 표현도.
제8도는 응고하고 있거나 또는 엉기고 있는 물질을 입상으로 만들기 위한 새로운 장치의 측면도.
제9도는 제8도에서 케이싱이 없는 장치의 평면도.
제10도는 제8도 및 제9도의 장치에서도 역시 상부의 벨트평탄부에 마련된 물고임벽의 제2실시형태의 확대된 표현도.
제11도는 제8도에서 IV부분의 확대도.
* 도면의 주요부분에 대한 부호의 설명
1 : 벨트콘베이어 3 : 전향드럼
8 : 전동모우터 10 : 간격유지기
14 : 파이프몸체 16 : 안내관로
21 : 흐름관로 25 : 물고임벽
27 : 적하벽
본 발명은 주기적으로 그쪽으로 통과하여 안내되는 복개면에 의하여 간헐적으로 열려지거나 혹은 닫혀지는 다수의 유출개구를 기지며 압력이 걸려있는 용기로부터 구성되며 방울형상으로 가져와서 응고하는 유동성의 점성을 가지는 물질로부터 입자를 제조하기 위한 장치에 관한 것이다.
상기한 종류의 장치는 공지되어 있다(US-PS 29 79 764). 공지된 구조에 있어서는 저면이 구멍이 뚫려져 있는 압력용기의 저면에 각각 60o의 하나의 부채꼴모양을 덮는 3개의 날개를 갖추고 있는 하나의 원반이 회전한다. 날개원반의 회전운동에 의하여 압력에 의해서 용기로부터 구멍들을 통하여 처음에는 띠모양으로 유출하고 있는 재료가 단일한 조각들로 절단되며 이 단일한 조각들은 이때에 방울형태를 형성한다.
상기의 장치들은 벨트의 횡단선상에서 보면 불균일하게 큰 양의 방울이 형성되며 이것은 다수의 방울의 상호 접착으로 이르게될 수도 있기 때문에 적하되고 있는 물질밑에 설치되는 벨트콘베이어와 결합해서는 사용되어질 수 없다는 것이 불리한 점이다. 그러므로 역시 롤러를 장치한 입자화장치(US-PS 18 48 332 및 US-PS 42 79 579)가 공지되어졌는데 이 장치에서는 다수의 구멍들로부터 나오는 방울이 균일하게 아래층위에 주어질 수 있다.
그 한 경우 (US-PS 18 48 332)에 있어서는 그러나 유동성물질을 거침없이 개구들로부터 유출될수도 있기 때문에 장입물은 비교적 점성이 있는 물질로 제한되고 있다. 두번째의 경우(US-PS 42 79 579)에 있어서는 상기의 단점은 실로 나타나지 않으나 그러나 높은 생산속도의 경우와 비교적 낮은 점성물질의 경우에는 외측에서 회전하고 있으며 구멍이 뚫린 실린더 몸체가 방울물질의 일부를 동반하여 날려가며 이 방울물질은 그뒤에 미세한 방울의 형태로 밑으로 지나가고 있는 냉각벨트류위에 조절할 수 없도록 내려오며 그래서 원하지 않는 부착 혹은 방울형태의 영향 그리고/ 혹은 벨트의 제거에 이를수가 있다. 그래서 본 발명은 시초에 말한 종류의 입자를 제조하기 위한 장치를 역시 대단히 높은 생산속도와 적하속도에서도 방울잔여분의 분출이 피하여질 수 있도록 형성하는 과제를 기초로 하고 있다.
본 발명은 용기가 하나의 배출구를 가지고 있는 파이프몸체이며 이 파이프몸체는 갈라진틈을 가지고 있는 파이프몸체의 외부표면을 가지고 이것에 접하여 지나가고 있는 구멍이 뚫린 벨트에 접촉하게 하는 것으로 이루어진다.
상기의 실시는 통과개구의 개방 및 폐쇄의 원리에 의한 공지된 구조와 실로 똑같은 정도로 되어 있다. 그러나 외부에 위치하고 있는 구멍뚫린 부분은 한결같은 방향에서 이동하는 몸체이므로 원심력에 의한 방울잔여분의 비산은 피하여진다. 파이프몸체 뒤에서 이용되고 있는 벨트의 길이는 거의 모든 방울 잔여분이 거기까지 아직도 벨트로부터 적하되도록 그렇게 선정되어질 수 있다. 구멍이 뚫린 벨트에 평행하게 되어 있고 역시 동일한 주행속도를 가진 콘베이어벨트 혹은 냉각벨트가 그 아래에 움직여진다면 아직도 구멍들 안에서 있는 잔여분이 적하시에는 오직 그아래에 이미 존재하는 방울위에만 낙하할 수 있으며 그결과로 응고된 물질에 의한 냉각-혹은 콘베이어벨트의 원하지 않는 그리고 조절되지 않는 피복은 발생하지 않게 된다.
구멍이 뚫린 벨트가 무한벨트이며 이 벨트가 전향드럼 주위로 안내되고 이들 드럼중의 하나 혹은 양쪽이 구동된다면 구성상 간단한 형태가 된다. 이때에 파이프몸체는 목적에 알맞게 양쪽의 전향드럼사이에, 벨트의 주행방향에서 뒤에 놓여있는 전향드럼앞에 거리를 떼어서 벨트의 하부 부분에 접하여 배열되어질 수 있으며 그 결과로 위에서 기술한 의미에서의 적하를 보증하기 위한 벨트길이가 충분하게 된다.
추가적인 가열장치에 의하여 방울 잔여분이 역시 구멍들로부터 적하되어 나오게 하기 위하여 마련되어질수 있다. 벨트의 장력은 공지된 방법으로 조정되어질 수 있다. 벨트의 공동작용하는 파이프몸체의 외면이 거의 양쪽전향드럼에 접하는 접선에 의하여 결정되는 평면의 위로 하방으로 튀어나온다면 이 벨트의 장력으로 파이프몸체의 갈라진틈에 벨트의 확실하고 밀폐된 이루어질 수 있다.
구멍이 뚫린 벨트가 그아래로 평행하게 설치된 냉각벨트 혹은 콘베이어벨트와 같은 속도로 주행한다면 하나의 뒤의 장소에 나와서 눌려진 방울은 이미 그 아래에 존재하는 방울부분위에 떨어지기 때문에 다수의 파이프몸체를 구멍이 뚫린 벨트내부에 설치하는 것도 역시 물론 가능하다.
벨트와 그때 그때마다 접촉을 하는 파이프몸체의 외면은 갈라진틈의 양쪽이 아아치형으로 나오게 목적에 맞게 형성되어진다. 파져프몸체 자체는 적하시키려는 물질을 위한 관로와, 이 관로에 향한 일렬로 배열이된 다수의 가로구멍과 상기의 가로구멍을 서로서로 결합하고 있는 홈이 갖추어질 수 있으며 이홈은 밖으로 향하여 열려져 있으며 이 홈의 외부표면에 접하고 있는 측부로서 배출구를 형성한다.
파이프몸체는 역시 방울을 내보내려고 하는 재료가 방울형성을 하는 동안에 그 온도로 인하여 원하는 점도를 가지도록 배려된 가열요소 혹은 온도조절요소가 갖추어질 수 있다. 역시 측방의 안내장치가 파이프몸체와 벨트 사이에 측방으로 나오고 있는 제품을 구멍들에 공급하기 위하여 파이프몸체에 접하여 설치되어질 수있다. 끝의로 순환하는 동안에 구멍이 뚫린 벨트의 확실한 청결을 이루기 위하여 한가지는 양쪽의 전향드럼이 가열되어지거나 그리고/혹은 상부의 벨트면에 열복사기기류를 설치할 수가 있으며 이들은 아직도 구멍안에 존재하는 잔여물질을 적하하도록 강제한다
물론 파이프몸체를 포함하여 전체의 벨트를 상당하게 온도조절된 케이싱안에 설치하는 것도 역시 가능하다. 그러한 장치에 있에서 적하하려고 하는 물질을 무한벨트의 하부벨트면에 의하여 밖으로 눌려지게 된다. 상기의 무한벨트와 그밑에 설치된 콘배이어벨트 혹은 냉각벨트는 동일한 방향에서 그리고 특히 동일한 속도로 움직이므로 벨트운동도중에 아직도 구멍개구로부터 하방으로 떨어지는 잔여방울들은 냉각벨트 혹은 콘베이어벨트에 조절이 안된 비산을 초래하지 않는다. 적하되는 재료는 이미 존재하는 방울위에 떨어지는 것이다.
그러나 역시 추가적인 가열장치에 의하여 벨트가 회전하는 동안 잔여물질을 완전히 제거하는 것도 점차로 가능하다는 것도 보여져 왔다.
개구에서 그리고 역시 부분적으로는 회전하는 구멍이 뚫린 벨트의 외측에는 아직도 유동성의 점성을 가진 물질의 잔여분이 남아 있으며 이 물질이 회전후에 다수의 구멍개구에 다시 삽입되는 충전과정의 장애를 초래할 수가 있다.
새로운 장치의 개선은 회전하는 벨트의 상부벨트면위에 벨트폭에 대하여 횡으로 지나가는 벽면의 하부모서리를 설치하며 이 하부모서리가 벨트의 외측에 아직도 부착되어 있는 물질을 구멍들을 통하여 안으로 향하여 누른다.
그러므로 외측에 있는 물질은 강제로 구멍들속으로 들어가게 되며 그래서 회전하는 벨트의 내측에 도달하며 거기서부터 다시 새로운 적하과정을 하게 될 수 있다. 벨트의 상부측위에 올려져 있는 벽은 벨트진행방향에 반대로 깔대기 모양으로 열려 있는 벽면으로 목적에 맞게 구성된다. 따라서 상기벽면은 아직도 벨트의 외측위에 붙어있는 모든 물질을 모우며 벨트의 중앙으로 인도하여 여기서 물고임효과에 의하여 구멍을 통하여 안으로 눌려진다. 상기 목적을 위해서는 벽면이 평탄한 표면이며 이 표면들이 한각도로 서로 경사를 가지고 배열되고 있으며, 벨트진행방향에 대향하여 열려져 있으며 둔각으로 형성되어 있으면 충분하다. 물론 이 배열은 이 경우에 대칭적인 구성이 얻어지도록 할 수가 있다. 또다른 개선은 벨트표면범위에서 벨트표면에의 접선이 벨트표면에 대하여 예각으로 경사져 있으며 마찬가지로 벨트진행방향에 대하여 열려져 있도록 그렇게 벽면이 형성되고 있는 것에 있다.
상기의 구성에 의하여 일종의 주걱효과를 얻을 수 있는 데 이것은 모아진 재료를 가급적이면 잘 구멍들속으로 되돌려 눌려지도록 배려하고 있다.
상기의 물고임 면 및 주걱표면은 내부로 눌려진 물질이 상부 벨트면의 순환시에 예를 들어서 추가가열의 작용하에 하방으로 적하하는데 충분한 시간을 갖게하기 위하여 상부의 벨트면의 진행방향에서 앞쪽의 전향 드럼의 범위에 설치되어진다.
그러나 역시 상부의 벨트면의 벨트진행방향에서 뒤쪽의 전향드럼의 범위에는 상부의 벨트면의 내측에 잡혀있는 문질름 모서리가 설치될 수가 있으며 이 문질름모서리는 벨트폭에 대하여 가로질러서 뻗쳐지며 이것은 첫번째의 벽면에 의하여 내부로 밀려진 물질이 늦어도 문질름모서리의 장소에서는 벨트의 내면으로부터 제거되고 강제로 하부벨트면위로 도달하도록 하는데 기여한다.
문질름 모서리는 이 경우에 목적에 맞게 적하벽의 상부모서리이며 이적하벽은 하부의 벨트면의 진행방향에서 보면 링모양의 몸체의 전에 놓여있다. 문질러져서 하부로 인도된 물질은 적하가 일어나는 장소이전에 도달하며 다시 하부의 벨트면에 가며 새로운 물질과 함께 방울형태로 하부로 눌려진다.
상부벨트면의 앞끝에 배열되었으며 깔대기 모양으로 부착되고 있는 벽면에 의하여 대부분의 물질이 벨트 중앙에서 안쪽으로 눌려지기 때문에 적하벽이 그의 하부 모서리에다 흘러내리는 재료를 위한 포집홈통이 설치되어진다면 그래서 적하벽의 중앙에 모인 물질은 이 홈통위로 오바플로우둑의 모양으로 균일하게 하부의 벨트면에 주어진다면 유리할 것이다. 도면에는 새로운 방울형성 장치의 실시예를 보였으며 다음에 명세서에 설명된다. 제1도와 제2도는 하나의 콘베이어벨트(1)의 상부에 무한의 회전하는 벨트(2)가 2개의 전향드럼(3,4)에 인도되고 있으며 이 전향드럼은 상세히 표현되지 않은 방법으로 콘베이어벨트(1)의 상부에 예를 들면 지지가대에 축수되어 있다. 전향드럼(3)은 화살표(5)의 방향으로 구동되어진다. 이것은 그 전향드럼의 축수축(3a)이 한쪽을 향하여 연장되며 하나의 치차(6)가 장착되며 이 치차는 작은치차(7)와 전동모우터(8)를 거쳐 혹은 하나의 다른 적합한 구동모우터를 거쳐서 구동되어지는 것에 의하여 행하여진다.
양쪽의 전향드럼(3,4)은 그들 상호간의 거리가 어떤 일정한 범위에서 조정되어질 수 있도록 표시되지 않는 지지가대에 축수되어 있다
이목적을 위하여 전향드럼(4)은 제1도에서 파선으로 보여진 긴 갈라진틈(9)에서 지지되고 있으며 여기서 양 전향드럼(3,4) 사이의 거리는 동시에 역시 지지가대의 부분일 수도 있는 간격유지기(10)에 의하여 조정 되어진다. 이것은 부분(10a,10b)으로 구성되어 있는 간격유지기(10)의 길이가 예를 들면 나사보올트(11)에 의하여 조정되어질 수 있는것에 의하여 행하여진다.
이러한 간격유지기(10)는 전향드럼(3,4)의 양측위에 장착되어 있다. 그러나 제2도에서는 두개의 간격유지기(10)의 하나가 생략되어 있다. 전향드럼(3,4) 사이의 간격의 변동에 의하여 벨트(2)의 장력이 조정되어지며 이 벨트는 이 실시예에서는 다수의 개구(12)가 구멍뚫려진 합성수지벨트, 예를 들어 PVC로 된 것이다
상부의 벨트면이 생략되어 있는 제2도에서는 알수 있는 상기의 PVC벨트의 하부벨트면(2a)은 제3도에서 볼수 있는 바와 같이 벨트의 내부측의로서 파이프몸체(14)의 아아치형을 이룬 외측면(13)에 접하고 있으며 이 파이프몸체는 하부벨트면(2a)에 향아고 있는 외측면(13)위에 벨트(2)에 가로질러서 지나고 있는 갈라진틈(15)이 만들어져 있고 이 갈라진틈은 밀접하게 접촉하고 있는 구멍이 뚫린 벨트(2)에 의하여 차단되거나 혹은 때에 따라서한줄의 개구(12)가 곁에 오게 된다면 이 개구에 의하여 개방되어진다. 파이프몸체(14)는 전향드럼(3,4)과 마찬가지로 콘베이어벨트(1)위에 예를 들어 하나의 지지가대에 단단이 지지되고 있으며 이것은 그러나 제1도와 제2도에서는 표시하지 않았다. 파이프몸체는 전성의 그리고 유동성의 물질을 위한 안내관로(16)를 가지며 이물질은 유동성의 상태에서 압력이 걸려서 화살표(17)의 방향으로 공급되어진다.
상기의 안내관로(16)로부터 가로구멍들(18)이 시작하며 이 가로구멍은 하나의 홈(19)으로 들어가며 이 홈은 외측면(13)쪽으로는 개방되어 있으며 외측면의 입구로서 갈라진틈(15)을 형성한다 이 안내관로(16)가 적하하려고 하는 물질로 압력하에서 충전되면 이 물질은 가로 구멍들(18)을 거처서 홈(19)으로 들어가며 조절구멍으로서 작용하는 가로구멍(18)의 배열로 인하여 홈(19)의 폭에 걸쳐 균일하게 분포한다. 여기서부터 그뒤에 이물질은 하부를 향하여 콘베이어 벨트(1)위로 개개의 방울(20)로 적하하며 이 콘베이어벨트는 예를 들면 냉각벨트로 형성되어질 수 있으며 더운상태에서 방울형태로 그 표면에 도달한 물질을 계속하여 작은 콩모양의 몸체로 응고하게 한다. 파이프몸체(14)의 내부에서 적하하고자 하는 물질의 온도를 바로 유지하기 위하여는 안내관로(16)에 평행하게 흐름관로(21)등이 설치되어질 수 있으며 이 흐름관로를 통하여 온도조절을 하는 보온유가 흐른다. 물론 상기의 흐름관로를 예를 들면 전기가열소자로 대체하는 것도 역시 가능하다.
파이프몸체(14)의 벨트(2)사이에서 측방으로 나오고 있는 제품물질이 벨트(2)로부터 측방으로 떨어지는 것을 방지하기 위하여 파이프몸체(14)는 방사상으로 내려서고 있는 리브의 형태로 되어 있는 안내장치(14b)가 설치되어 있으며 이것은 제품을 벨트내면에 그리고 구멍개구(12)에 되돌려 몬다.
제1도로부터 알수 있는 바와 같이 무한벨트(2)는 하나의 케이싱(22)에 의하여 둘러싸여 있으며 이 케이싱의 내부공간에서는 온도가 유지되어질 수 있고 이 온도는 가공하려고 하는 물질의 유동성과 적하성을 보증한다. 뒤에 더 설명되어지는 바와같이 역시 다른 파이프몸체 예를 들면 (14a)에 의하여 보충되어질 수 있는 파이프몸체(14)가 전향드럼(4)의 범위에 배열되며 그 결과로 구멍들이 전향드럼(3)에 인도되어지기 전에는 벨트(2)의 하부벨트면(2a)의 구멍들(12)이 아직도 콘베이어벨트(1)에 평행하게 큰 연장을 통과하지 않으면 안되는 것을 제1도로부터 알수 있다.
그 때문에 아직도 개구(12)에 걸려서 아래로 향하여 적하지 않는 잔여물질은 그래서 파이프몸체(14)로부터 전향드럼(3)까지의 전체의 도정에서 아직도 하방으로 적하할 수 있는 기회를 가지고 있다.
상기의 잔여방울이 콘베이어벨트위로 조절되지 않고 떨어지지 않는 것을 보증하기 위하여 벨트(2)의 속도를 동일한 크기로 선정하였다. 이것은 구멍개구(12)로부터 잔여방울들이 파이프몸체(14)로부터 전향드럼(3)까지의 하부벨트면(2a)의 전체 도정위에서 그때그때마다 이미 그밑에 존재하는 큰방울위로 떨어지며 거기서 상기의 물질들과 함께 약간 더큰 방울로 진행한다는 것을 의미한다. 그러므로 콘베이어벨트(1)위에 원하지 않는 비산물이 나타나지 않는다. 전향드럼(3)에서의 전향시에 이개구(12)는 더 스스로 청소되어지며 그 결과 거기서 원심력으로 인한 재료의 비산이 더 나타나지 아니한다. 그러므로 이 구성은 벨트(2)를 비교적 큰 속도로 주행하게 하며 그결과로 이 새로운 장치는 낮은 점성의 물질의 경우에 대단히 큰 생산능력을 갖게하는 것이 가능하다.
제5도 내지 7도는 원리에 있어서 제1도와 같은 형성을 나타낸다. 여기서는 물론 적외선 방사기(24) 따위가 벨트(2)의 상부벨트면(2b)의 영역에 설치되고 있으며 이것은 아직도 남아있는 잔여물질들이 다시 파이프몸체(14)로 인도되기전에 상기 장소에서 집중적인 가열에 의하여 어떤 경우에도 아직 남아있는 잔여물질을 개구(12)로부터 제거되어지도록 하는 것이다. 하나의 파이프몸체(14)에 다시 하나의 두번째 것을 재연결 하도록 제6도에 따라서 마련한다면 적하시키려하는 물질의 통과량은 높아질 수 있다.
역시 상기한 경우에도 제2의 파이프몸체(14a)로부터 나오는 방울(20a)는 이미 제1의 파이프몸체(14)로부터 적출된 방울(20) 위로 떨어지며 이것과 결합하여 더 큰 방울(120')로 되며 이 큰방울은 점성여하에 따라서 다소 큰 구단면의 형태를 가지며 예를 들면 냉각터널속으로 진행할 수도 있고, 예를 들어서 철강으로 될 수도 있고 밑으로부터 냉각염수로 뿌려지는 냉각벨트로서 직접 형성되어질 수 있는 그러한 냉각벨트(1)에 의하여 계속 운반되어진다면 이 형태에서 냉각한다.
이러한 냉각은 방울형성장치의 영역뒤에서 행하여진다. 제2의 파이프몸체(14a)의 방울(20a)과 마찬가지로 구멍개구(12)로 부터의 잔여방울도 역시 방울(20)과 결합한다. 벨트(2)의 이동속도와 이에 대햐여 평행하게 설치된 콘베이어벨트(1)는 상기 목적을 위하여 같은 크기로 선택되지 않으면 안된다. 전에 고찰한 도면에서와 같이 역시 제8도 및 제9도에서는 콘베이어 벨트 혹은 냉각벨트(1)의 상부에 무한하게 회전하는 벨트(2)가 2개의 전향드럼(3,4)에 안내되고 있으며 이들 전향드럼은 상세히 표현하지는 않은 방법으로 콘베이어벨트(1)의 위에서 예를 들면 지지가대에 축수되고 있다. 이 드럼(3)은 화살표방향으로 구동되고 있다. 이것은 이들 드럼의 축수축(3a)이 한측방으로 연장되어 있고 하나의 치차(6)가 장착되며 이 치차는 소치차(7)와 전동모우터(8)를 거쳐서 혹은 또다른 적당한 구동 모우터를 거쳐서 구동되고 있다는 것에 의하여 행하여진다. 양쪽의 전향드럼(3,4)은 그들 상호간의 간격이 일정한 벙위에서 조정할 수 있도록 도시하지는 않은 지지가대내에서 축수되어 있다. 이 목적을 위하여 전향드럼(3,4)은 제8도에서 파선으로 나타낸 긴 갈라진틈(9)에서 지지되며 여기서 양쪽 전향드럼(3,4)사이의 간격은 역시 지지가대의 부분이 동시에 될 수도 있는 간격유지기(10)에 의하여 조정되어진다. 이것은 부분(10a,10b)로부터 구성되어 있는 간격유지기(10)의 길이는 예를 들면 나사보울트(11)을 거쳐서 조정되어진다는 것에 의하여 행하여진다. 그러한 간격 유지기(10)는 선회드럼(3,4)의 양측에 장착되어 있다. 그러나 제9도에는 양쪽 간격유지기(10)의 하나는 생략되고 있다.
전향드럼(3,4) 사이의 간격의 변동에 의하여 벨트(2)의 장력이 조정되게 되어 있으며 이 벨트는 이 실시예에서 예를 들면 PVC로부터 되어있고 다수의 개구(12)로 구멍뚫려진 합성수지벨트이다. 이 PVC벨트의 하측벨트면(2a)은 파이프몸체(14)의 아아치형을 이룬 외면에 벨트의 내측과 접촉하고 있으며 이 파이프몸체는 하측벨트면(2a)을 향하고 있는 외측 면에 벨트(2)에 가로질러서 지나가는 긴 갈라진틈을 갖추고 있으며 이 긴 갈라진틈은 밀접하게 접촉하고 있는 구멍이 뚫어진 벨트(2)에 의하여 폐쇄되거나 혹은 때에 따라서 개구들(12)이 주위에 온다면 이 개구들을 통하여 개방되어 진다.
파이프몸체(14)는 전향드럼(3,4)과 마찬가지로 콘베이어벨트(1)위에 제8도 및 제9도에서는 보이지 아니한 예를 들면 지지가대에 단단히 지지되고 있다. 전에 고찰한 도면의 실시예에서와 같이 파이프몸체(14)가 적하하려는 물질로서 압력을 걸어 충전된다면 이물질은 벨트(2)의 개구(12)를 통하여 방울(20)의 형태로 하부로 향하여 나오며 방울(20)로 콘베이어벨트(1)위에 낙하한다.
무한벨트(2)는 하나의 케이싱(22)에 의하여 둘러싸이고 있으며 이 케이싱의 내부공간은 가공하려고 하는 물질의 유동성과 이와함께 적하성을 보증하는 어떤 온도가 유지되어질 수 있다. 파이프몸체(14)는 생산량이 더 높아져야 한다면 또다른 파이프몸체(14a)에 의하여 보충되어질수 있다. 방울형성의 새로운 과정을 방해가 되게 영향할 수 있기 전에 적하과정에서 회전하는 벨트(2)의 외측에 아직도 부착하고 있는 물질이 제거되게 하기 위하여는 벨트(2)의 상부벨트면(2b)의 상부측위에는 2개의 벽면(25a,25b)으로 구성되어 있으며 벨트(2)를 가로지르는 물고임벽(25)이 설치되며 벽면은 둔각(α)을 형성하며 벨트 진행방향(5)에 대하여 열려져 있고 서로 경사져서 배열되고 있으며 그 때문에 벨트진행방향에 대하여 깔대기모양으로 열려있다. 벨트(2)의 양쪽의 외측모서리에는 각각 벨트진행방향(5)으로 되어 있는 단부벽 부분(25c)이 설치되어있다. 각(α)의 정점(26)은 벨트의 중앙에 놓여있다. 그래서 벽면(25a,25b)의 배열은 벨트(2)의 중앙에 대하여 대칭이다. 벽면(25a,25b)의 하부모서리는 벨트(2)의 상부벨트면(2b)의 상부측에 단단히 접촉하고 있으며 그 결과로 벨트(2)의 외측에 아직도 부착하고 있는 물질은 깔대기모양의 물고임벽(25)내에 벨트중앙에서 우세하게 모아진다.
상기의 물질을 상기의 물고임 과정에 의하여 상부의 벨트면(2b)에서 개구(12)를 통하여 눌려지며 그다음에 하부의 벨트면(2a)에 낙하하던가 혹은 상부의 벨트면(2b)의 하측에 방울(20a)의 형태로 남는다.
상기의 방울(20a) 혹은 내측에 부착되어 있는 다른물질을 전향드럼에 도착하기전에 확실하게 제거하기 위하여 전향드럼(4)의 범위에 회전하는 벨트(2)의 내측에 마찬가지로 벨트(2)의 폭에 가로질러서 뻗쳐있고 문지름모서리(27a)를 가지고 있는 하나의 적하벽(27)을 설치하여 이 문지름 모서리는 특히 제11도에서 알수 있는 바와같이 상부벨트면(2b)에서 진행방향(5b)에 대하여 향하여질 수 있으며 이것은 상부벨트면(2b)의 하측에 아직도 부착되어 있는 방울(20a) 혹은 다른물질을 실로 아직도 전향드럼(4)에 도달하기전에 적하벽(27)에서 하방으로 인도되도록 하는 것을 위하여 배려한다.
하방으로 내려오는 물질은 그다음에 적하벽(27)이 하부모서리에 설치된 포집홈통(28)에 도달하며 이 포집홈통은 물막이벽(25)의 깔대기 모양의 배열때문에 대부분이 적하벽(27)의 중앙에 모여진 물질이 다시 벨트(2)의 폭에 걸쳐서 균일하게 분포하며 포집홈통(28)으로부터 오바플로우둑에서와 같이 하부의 벨트면(2a)위에 첫번째 파이프몸체(14)의 이전에 주어지도록 배려하면 그다음에 역시 상기의 잔여물질은 새로운 물질과 함께 방울(20)이 형성되며 그 뒤에 이 방울은 벨트(1)위로 낙하하도록 배려한다. 제10도는 제8도 및 9도의 물고임벽(25)의 또하나의 변화를 보인다. 제10도의 물고임벽은 벨트(2)의 상부의 벨트면(2b)의 표면에 대하여 예각(β)으로 경사져 있다. 이 물고임벽(25')은 이 경우에 마찬가지로 평탄한 벨트면으로 구성된다.
상기의 비스듬한 배열은 제8도 및 제9도에서와 같이 점을 찍어 나타내고 있는 물고임벽에 모여지는 물질위에 주걱의 모양으로 물고임벽의 누름효과를 개선한다. 물고임벽(25')을 상부의 벨트면의 진행방향에 대하여 볼록하게 아아치형을 이룬 벽으로서 형성하는 것도 물론 가능하며 이벽은 이때에 상부의 벨트면(2b)의 표면에 대하여 예각으로 지나가는 접선을 나타내게 될지도 모른다.
도시된 실시예는 그러나 현저하게 간단하고 마찬가지로 유효하다. 물고임벽은 역시 하나의 정점(26)에서 함께 지나고 있는 평탄한 벽부분으로부터 구성되어서는 안될 것이다. 물론 이 물고임벽은 역시 아아치형을 이룰수도 있다. 이때는 역시 이들은 상부의 벨트면에서 진행방향에 대하여 깔대기모양으로 열려 있으며 이로써 물을 고이게 하려는 재료를 모우며 벨트로부터 가장자리로 밀어떨어뜨리지 않게 해야한다.
Claims (25)
- 주기적으로 그 쪽으로 안내되는 복개면에 의하여 간헐적으로 열려지거나 혹은 닫혀지는 다수의 유출 개구를 가지며 압력이 걸려있는 용기로부터 구성되며 방울형상으로 만들어서 응고하거나 고화하는 유동성의 점성을 가지는 물질로부터 입자를 제조하기 위한 장치에 있어서, 그 용기가 유출극간(15)을 갖추고 있는 파이프몸체(14)이며 이 파이프몸체는 갈라진틈(15)을 설치하고 있는 그의 외측표면(13)에 그것에 접촉하여 지나가는 구멍뚫린 벨트(2)가 접촉하고 있는 것을 특징으로 하는 장치.
- 제1항에 있어서, 구멍이 뚫린 벨트(2)는 무한벨트이며 이 벨트는 2개의 전향드럼(3,4) 주위에 인도되고 있으며 이들 전향드럼중에 하나는 구동되고 있는 것을 특징으로 하는 장치.
- 제1항 또는 제2항에 있어서, 파이프몸체(14)는 양쪽의 전향드럼(3,4) 사이에 벨트(2)의 하부벨트면(2a)에서 벨트의 진행방향에서 뒤에 있는 전향드럼(3)앞에 거리를 띄우고 설치되어 있는 것을 특징으로 하는 장치.
- 제1항에 있어서, 벨트(2)의 장력이 조정될 수 있으며 벨트와 상호작용하는 파이프몸체(14)의 외측면(13)이 양쪽의 전향드럼(3,4)에 대한 접선에 의하여 정하여지는 평면의 약간 위로 하부를 향하여 튀어나오게 하는 것을 특징으로 하는 장치.
- 제1항에 있어서, 하부벨트면(2a)의 하부에는 적하하는 물질을 위한 콘베이어벨트(1)가 설치되어 있으며 이 콘베이어벨트는 구멍이 뚫린 벨트(2)와 같은 속도(V)를 가지며 이 구멍이 뚫린 벨트의 하부벨트면(2a)에 평행하게 주행하는 것을 특징으로 하는 장치.
- 제5항에 있어서, 다수의 파이프몸체(14,14a)가 구멍이 뚫린 벨트(2)내에 설치되어 있는 것을 특징으로 하는 장치.
- 제1항에 있어서, 구멍이 뚫린 벨트(2)는 합성수지벨트, 특히 외장한 PVC 벨트인 것을 특징으로 하는 장치.
- 제1항에 있어서, 벨트(2)와 접촉하고 있는 파이프몸체(14)의 외측면(13)은 갈라진틈(15)의 양측이 아아치형으로 형성되어 있는 것을 특징으로 하는 장치.
- 제1항에 있어서, 파이프몸체(14)가 적하하려는 물질을 위한 안내관로(16)와, 이에 대하여 일렬로 배열된 다수의 가로구멍(18)과, 그리고 이 가로구멍에 서로 결합되고 있는 홈(19)이 설치되어 있으며 이 홈은 밖으로 향해서는 개방되어 있고 외측면(13)으로 들어가는 쪽에는 배출구(15)를 형성하고 있는 것을 특징으로 하는 장치.
- 제9항에 있어서, 안내관로(16)에 평행하게 유출하는 물질의 온도조절을 위하여 온도조절유를 위한 흐름관로(21) 혹은 다른 가열장치가 설치되어 있는 것을 특징으로 하는 장치.
- 제1항에 있어서, 파이프몸체(14)는 파이프몸체(14)와 벨트(2)사이에 측방으로 나오는 제품을 구멍들에 인도하는 안내장치(25)가 설치되어 있는 것을 특징으로 하는 장치.
- 제1항에 있어서, 구멍이 뚫린 벨트(2)와 파이프몸체(14,14a)들은 하나의 케이싱(22)에 의하여 둘러싸여 있으며 이 케이싱의 내부공간이 온도조절되고 있는 것을 특징으로 하는 장치.
- 제1항에 있어서, 구멍이 뚫린 벨트(2)의 상부 벨트면(2b)과 진행방향에서 상기 벨트면의 끝에 놓여있는 전향드럼(4)에 열방사기(24)가 부설되어 있는 것을 특징으로 하는 장치.
- 제1항 또는 제2항에 있어서, 양쪽 전향드럼(3,4)은 하나의 가열 매체에 의 하여 관류되어지고 있는 것을 특징으로 하는 장치.
- 제1항에 있어서, 벨트(2)의 상부의 벨트면(2b) 위에는 벨트폭에 가로 질러서 지나가는 벽(25,25')이 올려져 있으며 이벽은 벨트(2)의 외측에 아직도 부착하고 있는 재료를 구멍(12)들을 통하여 안으로 누르는 것을 특징으로 하는 장치.
- 제15항에 있어서, 벽(25)은 상부의 벨트면(2b)의 진행방향(5b)에 대하여 깔대기 모양으로 열려져 있는 벽면(25a,25b)으로부터 구성되는 것을 특징으로 하는 장치.
- 제16항에 있어서, 벽면(25a,25b)은 서로가 각도(α)을 이루고 경사져서 배치되어 있는 평탄하 면인 것을 특징으로 하는 장치.
- 제17항에 있어서, 그 각도(α)가 둔각인 것을 특징으로 하는 장치.
- 제16항에 있어서, 각(α)의 정점(26)이 벨트의 중앙에 놓여 있으며 양쪽의 벽면(25a,25b)이 벨트중앙에 대하여 대칭을 이루고 있는 것을 특징으로 하는 장치.
- 제16항에 있어서, 벽면(25')이 벽표면의 범위에서 이 벽표면에 놓여지는 접선이 벽표면에 대하여 예각(β)을 이루면서 경사져 있으며 이것은 상부의 벨트벽면(2b)의 진행방향(5b)에 대하여 개방되어 있는 것을 특징으로 하는 장치.
- 제20항에 있어서, 벽면(25')은 평탄하며 벨트표면에 대하여 그러한 것으로서 경사져 있는 것을 특징으로 하는 장치.
- 제16항에 있어서, 벽면(25a,25b,25')은 상부의 벨트면(2b)의 진행방향에서 앞에 있는 전향드럼(3)의 영역에 설치되어 있는 것을 특징으로 하는 장치.
- 제21항에 있어서, 상부의 벨트면(2b)의 진행방향에서 뒤에 있는 전향드럼(4)의 영역에 상부의 벨트면의 내측에 파지되어 있는 문지름 모서리(27a)가 설치되어 있으며 이 문지름 모서리는 진행방향(5b)에 가로질러서 뻗쳐 있는 것을 특징으로 하는 장치.
- 제23항에 있어서, 문지름 모서리(27a)는 적하벽(27)의 하부모서리이며 이 적하벽은 하부의 벨트면(2a)의 진행방향(5a)에서 보면 링모양의 몸체(14)의 앞에 놓여 있는 것을 특징으로 하는 장치.
- 제24항에 있어서, 적하벽(27)이 그의 하부모서리에 흘러내리는 물질을 위한 포집홈통(28)을 설치하고 있는 것을 특징으로 하는 장치.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DEP3327479.7 | 1983-07-29 | ||
| DE19833327479 DE3327479C1 (de) | 1983-07-29 | 1983-07-29 | Vorrichtung zur Herstellung von Granulat |
| DE3336208A DE3336208C2 (de) | 1983-07-29 | 1983-10-05 | Vorrichtung zur Herstellung von Granulat |
| DEP3336208.4 | 1983-10-05 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR850002409A KR850002409A (ko) | 1985-05-13 |
| KR910007169B1 true KR910007169B1 (ko) | 1991-09-19 |
Family
ID=25812755
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019840003795A KR910007169B1 (ko) | 1983-07-29 | 1984-07-02 | 입자의 제조를 위한 장치 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US4559000A (ko) |
| EP (1) | EP0134944B1 (ko) |
| JP (1) | JPS6044033A (ko) |
| KR (1) | KR910007169B1 (ko) |
| AU (1) | AU560394B2 (ko) |
| CA (1) | CA1205966A (ko) |
| DE (2) | DE3336208C2 (ko) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0653805B2 (ja) * | 1986-10-31 | 1994-07-20 | 鐘淵化学工業株式会社 | 円板状粒子の製造方法 |
| US5129315A (en) * | 1987-10-02 | 1992-07-14 | Nestec S.A. | Apparatus for forming an array of extruded filaments |
| NZ226405A (en) * | 1987-10-02 | 1991-09-25 | Nestle Sa | Food product: lattice structure of parallel chocolate filaments |
| DE3813756C1 (ko) * | 1988-04-23 | 1989-03-02 | Santrade Ltd., Luzern, Ch | |
| US4968134A (en) * | 1988-06-29 | 1990-11-06 | Ricoh Company, Ltd. | Overhead projector |
| US5295799A (en) * | 1989-02-13 | 1994-03-22 | Diversey Corporation | Pellet forming apparatus |
| US5256362A (en) * | 1989-07-14 | 1993-10-26 | Nippon Shokubai Co., Ltd. | Method for production of granular cysteamine hydrochloride |
| IT1236944B (it) * | 1989-10-13 | 1993-05-07 | Steel Belt Systems Srl | Unita' per la formazione di elementi a pastiglia. |
| JP2677699B2 (ja) * | 1990-02-26 | 1997-11-17 | アスモ 株式会社 | 高粘度材料の充填方法および充填装置 |
| DE4032683C3 (de) * | 1990-10-15 | 1996-06-13 | Santrade Ltd | Vorrichtung zur Bildung von Tropfen |
| US5286181A (en) * | 1991-04-26 | 1994-02-15 | Berndorf Belt Systems, Inc. | Extrusion apparatus having a nozzle-headed drum |
| AT398635B (de) * | 1992-08-28 | 1995-01-25 | Berndorf Band Gmbh | Vorrichtung zur portionierten abgabe von fliessfähigen massen |
| DE4332952C1 (de) * | 1993-09-28 | 1994-06-16 | Santrade Ltd | Vorrichtung zur Herstellung von Granulat |
| DE4332954C1 (de) * | 1993-09-28 | 1994-06-16 | Santrade Ltd | Vorrichtung zur Herstellung von Granulat |
| DE4332953C1 (de) * | 1993-09-28 | 1994-06-16 | Santrade Ltd | Vorrichtung zur Herstellung von Granulat |
| DE4402722C1 (de) * | 1994-01-29 | 1995-02-16 | Santrade Ltd | Vorrichtung zur Herstellung von Granulat |
| DE19758450C2 (de) * | 1997-09-18 | 2000-04-06 | Santrade Ltd | Vorrichtung zur Herstellung von Granulat |
| DE19741076C1 (de) * | 1997-09-18 | 1998-09-24 | Santrade Ltd | Vorrichtung zur Herstellung von Granulat |
| JP2002030280A (ja) * | 2000-07-14 | 2002-01-31 | Sumitomo Chem Co Ltd | 塩水和物の過冷却防止剤顆粒の製造方法 |
| DE10144257B4 (de) * | 2001-09-03 | 2005-06-16 | Santrade Ltd. | Vorrichtung zur Herstellung von Granulat |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1707066A (en) * | 1926-03-04 | 1929-03-26 | Samuel C Peckham | Candy making machine |
| US1848332A (en) * | 1930-09-25 | 1932-03-08 | Williams Patent Crusher & Pulv | Pellet making machine |
| US2904827A (en) * | 1954-02-03 | 1959-09-22 | Sebastian Nicholas Rosin | Method and apparatus for the manufacture of small articles or pellets from paste material |
| US2979764A (en) * | 1958-06-26 | 1961-04-18 | Olin Mathieson | Pelleting apparatus |
| US3737328A (en) * | 1970-10-30 | 1973-06-05 | Grace W R & Co | Apparatus and method for preparing confectionery drops |
| DE2541419C3 (de) * | 1975-09-17 | 1978-06-08 | Mjoelkcentralen Arla, Ekonomisk Foerening, Stockholm | Vorrichtung zur Ausgabe eines verhältnismäßig dickflüssigen Produktes wie Schokolade oder dergleichen in vorgegebenen Portionen |
| EP0012192B1 (de) * | 1978-12-08 | 1983-01-12 | Santrade Ltd. | Vorrichtung zum Auspressen von fliessfähigen Massen aus einem Behälter |
| DE3327479C1 (de) * | 1983-07-29 | 1984-09-13 | Santrade Ltd., Luzern | Vorrichtung zur Herstellung von Granulat |
-
1983
- 1983-10-05 DE DE3336208A patent/DE3336208C2/de not_active Expired
-
1984
- 1984-05-31 CA CA000455533A patent/CA1205966A/en not_active Expired
- 1984-06-19 US US06/622,192 patent/US4559000A/en not_active Expired - Lifetime
- 1984-06-19 AU AU29511/84A patent/AU560394B2/en not_active Ceased
- 1984-06-29 EP EP84107555A patent/EP0134944B1/de not_active Expired
- 1984-06-29 DE DE8484107555T patent/DE3460616D1/de not_active Expired
- 1984-07-02 KR KR1019840003795A patent/KR910007169B1/ko not_active IP Right Cessation
- 1984-07-13 JP JP59146690A patent/JPS6044033A/ja active Granted
Also Published As
| Publication number | Publication date |
|---|---|
| DE3460616D1 (en) | 1986-10-09 |
| US4559000A (en) | 1985-12-17 |
| KR850002409A (ko) | 1985-05-13 |
| DE3336208C2 (de) | 1986-01-16 |
| JPS6044033A (ja) | 1985-03-08 |
| CA1205966A (en) | 1986-06-17 |
| AU2951184A (en) | 1985-06-13 |
| AU560394B2 (en) | 1987-04-02 |
| EP0134944A1 (de) | 1985-03-27 |
| DE3336208A1 (de) | 1985-04-25 |
| JPH0579373B2 (ko) | 1993-11-02 |
| EP0134944B1 (de) | 1986-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR910007169B1 (ko) | 입자의 제조를 위한 장치 | |
| JP3324043B2 (ja) | 流動可能な材料を区分して引き渡す装置 | |
| TWI589340B (zh) | 過濾設備 | |
| US7160443B2 (en) | Apparatus for removing material from a liquid flowing through a channel | |
| US5569315A (en) | Process and device for cleaning the waste air of systems for the solidification of melts | |
| JP2681544B2 (ja) | 粒状材料を製造する装置 | |
| AU2021360515B2 (en) | Hbi slow cooling system and method | |
| SU974928A3 (ru) | Устройство дл очистки загр зненной пластмассовой крошки | |
| JPH0476668B2 (ko) | ||
| US20210077917A1 (en) | Method and apparatus with outlet for extracting molten salt | |
| SE437367B (sv) | Uppvermningsanordning for glaspellets | |
| US2574493A (en) | Classifier and separator | |
| US5004620A (en) | Method and apparatus for enrobing confections | |
| US2175272A (en) | Automatic powdering machine for thermographic raised printing | |
| WO2001068230A1 (en) | Pellet-freezing device | |
| RU2623468C1 (ru) | Линия для дражирования опушенных семян | |
| RU2100196C1 (ru) | Устройство для получения гранулята | |
| DK166077B (da) | Tilfoerselsindretning til faststof-/vaeskeblandinger | |
| US3448721A (en) | Apparatus for sealing cigarette wrappers on continuous rod machines | |
| LU502253B1 (en) | Hbi slow cooling system and method | |
| JPH11188723A (ja) | 顆粒を製造するための装置 | |
| RU2304020C2 (ru) | Устройство для получения гранулята | |
| US2261574A (en) | Machine for extracting precious metals | |
| ZA200710180B (en) | Recovery of diamonds | |
| SE203361C1 (ko) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 19980903 Year of fee payment: 8 |
|
| LAPS | Lapse due to unpaid annual fee |