KR20240055775A - 연속식 압연기의 캠버 제어 장치 - Google Patents
연속식 압연기의 캠버 제어 장치 Download PDFInfo
- Publication number
- KR20240055775A KR20240055775A KR1020247009868A KR20247009868A KR20240055775A KR 20240055775 A KR20240055775 A KR 20240055775A KR 1020247009868 A KR1020247009868 A KR 1020247009868A KR 20247009868 A KR20247009868 A KR 20247009868A KR 20240055775 A KR20240055775 A KR 20240055775A
- Authority
- KR
- South Korea
- Prior art keywords
- leveling
- tip
- camber
- rolling
- amount
- Prior art date
Links
- 238000005096 rolling process Methods 0.000 title claims abstract description 177
- 238000012937 correction Methods 0.000 claims abstract description 81
- 239000000463 material Substances 0.000 claims abstract description 56
- 238000005259 measurement Methods 0.000 claims abstract description 50
- 230000009467 reduction Effects 0.000 claims abstract description 49
- 238000004364 calculation method Methods 0.000 claims abstract description 29
- 238000000034 method Methods 0.000 claims description 8
- 230000008569 process Effects 0.000 claims description 3
- 238000011144 upstream manufacturing Methods 0.000 claims description 3
- 229910000831 Steel Inorganic materials 0.000 abstract description 9
- 239000010959 steel Substances 0.000 abstract description 9
- 238000012545 processing Methods 0.000 description 22
- 238000010586 diagram Methods 0.000 description 14
- 230000006870 function Effects 0.000 description 6
- 230000007423 decrease Effects 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 239000002436 steel type Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/58—Roll-force control; Roll-gap control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/68—Camber or steering control for strip, sheets or plates, e.g. preventing meandering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B38/00—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product
- B21B38/04—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product for measuring thickness, width, diameter or other transverse dimensions of the product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C51/00—Measuring, gauging, indicating, counting, or marking devices specially adapted for use in the production or manipulation of material in accordance with subclasses B21B - B21F
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control Of Metal Rolling (AREA)
- Metal Rolling (AREA)
Abstract
압연재의 선단부의 캠버를 저감하고, 강대 코일에 있어서의 텔레스코프의 발생을 억제 가능한 연속식 압연기의 캠버 제어 장치를 제공한다. 선단 캠버 측정부는, 사행량 검출기에서 검출된 압연재의 사행량에 기초하여, 압연재 선단부에 있어서의 선단 캠버 측정치를 산출한다. 캠버 수정 레벨링 연산부는, 선단 캠버 측정치에 기초하여 캠버 수정 레벨링량을 산출한다. 선단 레벨링 설정부는, 각 압연 스탠드의 압하 레벨링 장치에 대해서, 선단 캠버를 저감하기 위한 선단 레벨링 보정량과 선단 레벨링 제어 길이를 설정한다. 압하 레벨링 제어부는, 각 압연 스탠드에 압연재가 진입하기 전에, 선단 레벨링 보정량을 가산한 위치에 압하 레벨링 장치를 조정하여, 각 압연 스탠드에 있어서의 압연 길이가 선단 레벨링 제어 길이에 도달한 후, 서서히 선단 레벨링 보정량이 감소하도록 압하 레벨링 장치의 위치를 조정한다.
Description
본 개시는 열간 마무리 압연기 등의 연속식 압연기의 캠버 제어 장치에 관한 것으로서, 보다 상세하게는, 연속식 압연기가 압하 레벨링 장치를 각각 갖는 복수의 압연 스탠드를 구비하는 것에 관한 것이다.
연속식 압연기에서 압연재를 압연할 때에 있어서, 압연재가 압연 롤 폭 방향 중심 위치로부터 어긋나, 좌우 (구동측과 작업측) 어느 방향으로 이동하는 현상을 사행이라고 한다. 한편, 압연재 자체가 폭 방향으로 만곡된 형상으로 된 것을 캠버라고 한다. 압연재의 선단 부근이나 미단 부근에서는, 국소적으로 큰 캠버가 발생되기 쉬운 것이 알려져 있다. 압연 후의 강대에 남는 캠버는, 권취 후의 강대 코일에, 텔레스코프라고 하는 권취 어긋남을 야기한다. 강대 코일의 텔레스코프는, 코일 반송시의 사고로 어어질 가능성이 있다. 또, 압연재 선미단이 큰 캠버는, 압연 스탠드간의 사이드 가이드나, 권취기 입측의 사이드 가이드에 충돌하여, 통판 트러블에 이르는 경우도 한다. 이와 같은 트러블이 발생되면, 사고 처리나, 설비의 보수 작업 등이 발생되어 생산성이 저하된다. 이 때문에, 캠버를 억제할 필요가 있다.
여기에서, 캠버는, 압연 프로세스에 있어서, 좌우의 압하량의 차가 압연 방향의 연신의 차로서 나타난 것이다. 좌우의 압하량의 차가 발생되는 원인으로는, 압하 레벨링의 조정 어긋남, 압연재의 좌우의 온도차 등에 의한 압연 반력의 차, 압연 롤이 치우친 마모, 혹은, 모재의 판두께의 좌우차 등이 있다.
캠버를 억제하기 위해서는, 압하 레벨링 장치에서 상하 압연 롤간의 좌우 개도를 적절히 조정할 필요가 있다. 선단부 등 국소적 캠버를 수정하기 위해서는, 압연재 길이 방향의 각 위치에 있어서의 캠버 형상을 정확하게 측정할 필요가 있다. 그러나, 압연재 전체 길이에 걸친 캠버 형상의 측정은 기술적으로 어려운 면이 있어, 캠버 형상 대신에, 사행량의 측정 결과를 사용한 제어 방법이 많이 제안되어 있다. 조(粗)압연기는, 측정과, 압하 레벨링의 조정을 반복하여 실시할 수 있기 때문에, 조압연기에 적용하는 제어 방법의 제안이 많지만, 마무리 압연기에서도 캠버는 발생된다. 특히, 장력의 구속이 없는 선단 부근이나 미단 부근에 대응하는 부분에 캠버가 남는 경우가 많다.
특허문헌 1 에서는, 강대 코일의 텔레스코프의 발생을 억제하기 위해서, 최종 압연 스탠드의 출측과 입측에 설치된 사행량 검출기에서 검출된 사행량에 기초하여, 사행량이 소정의 범위에 들어가도록 최종 압연 스탠드의 압하 레벨링을 제어 하고 있다. 특허문헌 1 에 기재된 방법은, 이른바 사행량 검출치에 기초하는 피드백 제어이다. 또, 특허문헌 2 에서는, 마무리 압연기의 입측에 설치한 형상 검출기에 의해서 캠버의 길이와 휨량을 검출하고, 당해 검출치에 기초하여, 마무리 압연기의 압연 스탠드의 레벨링 보정량을 설정하고 있다.
그러나, 마무리 압연기 출측의 사행량 검출기는, 통상적으로 최종 압연 스탠드로부터 15 m 정도의 거리만큼 떨어져 설치되어 있고, 특허문헌 1 에 기재된 바와 같은 피드백 제어에서는, 압연재 선단부의, 당해 거리 이하의 길이에 있어서의, 압연재의 사행량이나 캠버를 제어할 수 없다.
또, 특허문헌 2 에 기재된 방법과 같이, 마무리 압연기 입측에서 검출된 캠버에 기초하여 압하 레벨링의 위치를 조정하는 방법에 의하면, 조압연기에서 만들어진 캠버를 저감할 수 있었다고 해도, 마무리 압연기의 각 압연 스탠드의 압하 레벨링의 조정 어긋남 등, 마무리 압연기에 내재하는 요인 (경도) 으로 인한 캠버를 억제할 수 없다. 또, 각 압연 스탠드의 압하 레벨링은, 압연 중, 일정한 압하 레벨링 위치로 조정, 유지되어 있다고 생각되지만, 이와 같이 압하 레벨링 위치를 조정하는 것만으로는, 압연재 전체 길이에 걸쳐 동일한 교정 효과를 부여하여, 선단부의 국소적 휨을 수정하는 것은 불가능하고, 이것으로는 수율을 향상시킬 수 없다.
본 개시는, 상기 서술한 바와 같은 과제를 해결하기 위해서 이루어진 것으로서, 연속식 압연기에서 압연재를 압연할 때에, 압연재의 선단부의 캠버를 저감하여, 강대 코일에 있어서의 텔레스코프의 발생을 억제 가능한 연속식 압연기의 캠버 제어 장치를 제공하는 것을 목적으로 한다.
제 1 관점은, 연속식 압연기의 캠버 제어 장치에 관련된다. 연속식 압연기는, 압하 레벨링 장치를 갖는 복수의 압연 스탠드를 구비한다. 캠버 제어 장치는, 압연재의 사행량을 검출하는 사행량 검출기와, 사행량 검출기에서 검출된 사행량에 기초하여, 압연재 선단부에 있어서의 선단 캠버 측정치를 산출하는 선단 캠버 측정부와, 선단 캠버 측정부에서 산출된 선단 캠버 측정치에 기초하여, 각 압연 스탠드에 있어서의 선단 캠버를 저감하는 데에 필요한 압하 레벨링량인 캠버 수정 레벨링량을 산출하는 캠버 수정 레벨링 연산부와, 각 압연 스탠드의 상기 압하 레벨링 장치에 대해서, 선단 캠버를 저감하기 위한 설정치인 선단 레벨링 보정량과 선단 레벨링 제어 길이를 설정하는 선단 레벨링 설정부와, 각 압연 스탠드에 압연재가 진입하기 전에, 선단 레벨링 보정량을 가산한 위치에 압하 레벨링 장치를 조정하여, 각 압연 스탠드에 있어서의 압연 길이가 선단 레벨링 제어 길이에 도달한 후, 서서히 선단 레벨링 보정량이 감소하도록 압하 레벨링 장치의 위치를 조정하는 압하 레벨링 제어부를 구비한다.
제 2 관점은, 제 1 관점에 더하여, 다음의 특징을 추가로 갖는다. 사행량 검출기는, 최종 압연 스탠드 출측에 배치된다. 캠버 수정 레벨링 연산부는, 최종 압연 스탠드 출측에 있어서의 선단 캠버 측정치에 기초하여 캠버 수정 레벨링량을 산출한다. 캠버 제어 장치는, 캠버 수정 레벨링량에 기초하여, 다음의 압연재 이후의 압연에 적용되는 선단 레벨링 보정량을 학습적으로 갱신하는 선단 레벨링 학습부를 추가로 구비한다. 선단 레벨링 설정부는, 선단 레벨링 학습부에서 갱신된 최신치를 선단 레벨링 보정량으로서 설정한다.
제 3 관점은, 제 1 관점에 더하여, 다음의 특징을 추가로 갖는다. 사행량 검출기는, 최종 압연 스탠드 출측에 배치되는 제 1 사행량 검출기와, 어느 압연 스탠드간에 배치되는 적어도 1 개의 제 2 사행량 검출기를 포함한다. 캠버 수정 레벨링 연산부는, 제 2 사행량 검출기보다 상류측의 압연 스탠드에 대해서는, 최종 압연 스탠드 출측에 있어서의 선단 캠버 측정치와, 압연 스탠드간에 있어서의 선단 캠버 측정치에 기초하여 캠버 수정 레벨링량을 산출한다. 캠버 수정 레벨링 연산부는, 제 2 사행량 검출기보다 하류측의 압연 스탠드에 대해서는, 최종 압연 스탠드 출측에 있어서의 선단 캠버 측정치에 기초하여 캠버 수정 레벨링량을 산출한다. 캠버 제어 장치는, 캠버 수정 레벨링량에 기초하여, 다음의 압연재 이후의 압연에 적용되는 선단 레벨링 보정량을 학습적으로 갱신하는 선단 레벨링 학습부를 추가로 구비한다. 선단 레벨링 설정부는, 선단 레벨링 학습부에서 갱신된 최신치를 선단 레벨링 보정량으로서 설정한다.
제 4 관점은, 제 1 관점에 더하여, 다음의 특징을 추가로 갖는다. 사행량 검출기는, 어느 압연 스탠드간에 적어도 1 개 배치된다. 사행량 검출기에서, 선단 캠버 측정치의 산출에 필요한 압연 길이에 걸친 측정을 종료한 후, 선단 캠버 측정부, 캠버 수정 레벨링 연산부 및 선단 레벨링 설정부의 각 처리를 즉석에서 실행한다. 상기 캠버 수정 레벨링 연산부는, 사행량 검출기에 있어서의 선단 캠버 측정치에 기초하여, 사행량 검출기보다 하류측의 각 압연 스탠드의 캠버 수정 레벨링량을 산출한다. 선단 레벨링 설정부는, 캠버 수정 레벨링량에 기초하여, 현(現)압연재의 압연에 있어서의 사행량 검출기보다 하류측의 각 압연 스탠드의 압하 레벨링 장치에 선단 레벨링 보정량과 선단 레벨링 제어 길이를 설정한다.
본 개시에 의하면, 적어도 1 개의 사행량 검출기를 구비한 연속식 압연기에 있어서, 압연재 선단부의 국소적 캠버를 저감할 수 있고, 권취기에서 권취한 강대 코일의 텔레스코프를 억제할 수 있다. 또, 선단 통판 중에, 사이드 가이드로 만곡된 압연재 선단부가 충돌하는 트러블을 회피할 수 있다.
도 1 은, 본 개시에 관련된 캠버 제어 장치가 적용되는 연속식 압연기의 구성예를 나타내는 도면이다.
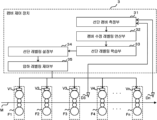
도 2 는, 실시형태 1 에 의한 캠버 제어 장치의 구성을 나타내는 블록도이다.
도 3 은, 실시형태 1 에 있어서의 압하 레벨링 제어부에 의한 압하 레벨링 장치의 조작에 대해서 설명하기 위한 도면이다.
도 4 는, 실시형태 1 에 있어서의 캠버 수정 레벨링 연산부에 의한 처리를 설명하기 위한 도면이다.
도 5 는, 실시형태 2 에 의한 캠버 제어 장치의 구성을 나타내는 블록도이다.
도 6 은, 실시형태 2 에 있어서의 캠버 수정 레벨링 연산부에 의한 처리를 설명하기 위한 도면이다.
도 7 은, 캠버 제어 장치가 갖는 처리 회로의 하드웨어 구성예를 나타내는 개념도이다.
도 2 는, 실시형태 1 에 의한 캠버 제어 장치의 구성을 나타내는 블록도이다.
도 3 은, 실시형태 1 에 있어서의 압하 레벨링 제어부에 의한 압하 레벨링 장치의 조작에 대해서 설명하기 위한 도면이다.
도 4 는, 실시형태 1 에 있어서의 캠버 수정 레벨링 연산부에 의한 처리를 설명하기 위한 도면이다.
도 5 는, 실시형태 2 에 의한 캠버 제어 장치의 구성을 나타내는 블록도이다.
도 6 은, 실시형태 2 에 있어서의 캠버 수정 레벨링 연산부에 의한 처리를 설명하기 위한 도면이다.
도 7 은, 캠버 제어 장치가 갖는 처리 회로의 하드웨어 구성예를 나타내는 개념도이다.
이하, 도면을 참조하여, 본 발명의 실시형태에 대해서 상세하게 설명한다. 또한, 각 도면에 있어서 공통되는 요소에는, 동일한 부호를 붙여 중복되는 설명을 생략한다.
[연속식 압연기]
도 1 은, 본 개시에 관련된 캠버 제어 장치가 적용되는 연속식 압연기의 구성예를 나타내는 도면이다. 연속식 압연기 (1) 는, 복수의 압연 스탠드 (F1, F2, ···, Fn) 를 구비하는 복수 단의 압연기이다. n 은, 2 이상의 자연수이다. 압연재 (M) 는, 철강 또는 그 밖의 금속재이다. 압연재 (M) 는, 도면 중의 좌측으로부터 우측으로 이동하면서, 열간에서 소정의 판두께로 압연된다. 판상으로 압연된 압연재 (M) 는, 도시 생략된 권취기에 의해서 권취되어 강대 코일이 된다.
각 압연 스탠드 (Fi) (1 ≤ i ≤ n) 는, 상하 2 개의 워크 롤 (Rw) 과, 워크 롤 (Rw) 의 상하 방향 외측에 각각 배치되는 상하 2 개의 백업 롤 (Rb) 을 구비한다. 백업 롤 (Rb) 의 작업측과 구동측에는, 도시 생략된 압하 장치가 각각 설치되어, 상하 워크 롤 (Rw) 의 간극을 조정할 수 있다. 각 압연 스탠드 (Fi) 는, 압하 레벨링 장치 (Vi) (1 ≤ i ≤ n) 를 추가로 구비하고, 압하 장치에 의해서 상하 워크 롤 (Rw) 의 작업측과 구동측의 양방, 혹은 일방의 평행도를 조정하여, 상하 워크 롤 (Rw) 간극의 작업측과 구동측의 차를 변경할 수 있다. 또한, 압하 레벨링 장치 (Vi) 는, 상하 워크 롤 (Rw) 을 접촉시켜, 작업측과 구동측의 압하 장치를 일정량 조였을 때에, 작업측과 구동측의 로드 셀에서 검출된 하중이 거의 동등해지는 위치를 압하 레벨링 장치 (Vi) 의 제로 기준으로 한다.
연속식 압연기 (1) 는, 압연 스탠드 (F1, F2, ···, Fn) 의 스탠드간, 혹은 최종 압연 스탠드의 출측에, 적어도 1 개의 사행량 검출기 (Di) 를 갖는다. 사행량 검출기 (Di) 는, 최종 압연 스탠드 (Fn) 의 출측에 배치되는 제 1 사행량 검출기 (Dn) 와, 압연 스탠드 (F3, F4) 의 스탠드간에 배치되는 제 2 사행량 검출기 (D3) 를 포함한다. 각 사행량 검출기 (Di) (1 ≤ i ≤ n) 는, 압연 스탠드 (Fi) 의 하류측에 거리 LDi 떨어져 설치된다. 사행량 검출기 (Di) 는, 광학식 또는 접촉식 중 어느 방식의 검출기여도 되고, 압연재 (M) 의 좌우 단부 위치를 검출하여, 압연재 (M) 의 좌우 단부 위치로부터 정해지는 압연재 중심 위치의 압연기 중심 위치로부터의 편차를 사행량으로서 출력한다.
연속식 압연기 (1) 는, 셋업 장치 (2) 와 캠버 제어 장치 (3) 를 구비한다. 셋업 장치 (2) 는, 캠버 제어 장치 (3) 에 필요한 각종 셋업치, 구체적으로는, 각 압연 스탠드 (Fi) 에 있어서의, 압연재 (M) 의 판두께, 영향 계수, 및 최종 압연 스탠드 (Fn) 의 선단 레벨링 제어 길이 등을 당해 압연재의 압연 개시 전에 캠버 제어 장치 (3) 에 출력한다.
캠버 제어 장치 (3) 는, 셋업 장치 (2) 로부터 취득한 셋업치와, 사행량 검출기 (Di) 에서 수집한 사행량에 기초하여, 각 압연 스탠드 (Fi) 의 압하 레벨링 설정치를 계산하여, 압하 레벨링 장치 (Vi) 를 조정한다.
실시형태 1.
도 2 는, 실시형태 1 에 의한 캠버 제어 장치 (3) 의 구성을 나타내는 블록도이다. 캠버 제어 장치 (3) 는, 선단 캠버 측정부 (31), 캠버 수정 레벨링 연산부 (32), 선단 레벨링 학습부 (33), 선단 레벨링 설정부 (34) 및 압하 레벨링 제어부 (35) 를 구비한다. 이하, 캠버 제어 장치 (3) 를 구성하는 기능을 상세하게 설명한다.
캠버 제어 장치 (3) 는, 압연 개시 전에, 선단 레벨링 설정부 (34) 를 실행한다. 선단 레벨링 설정부 (34) 는, 셋업 장치 (2) 로부터 취득한 다음 압연재의 셋업치 및 선단 레벨링 학습부 (33) 로부터 취득한 학습치에 기초하여, 각 압연 스탠드 (Fi) 의「선단 레벨링 보정량」과「선단 레벨링 제어 길이」를 결정한다. 선단 레벨링 제어 길이는, 선단 캠버를 제어하고자 하는 압연재 선단부의 길이이다. 최종 압연 스탠드 (Fn) 에 있어서의 선단 레벨링 제어 길이 LCMB,N 으로는, 임의의 길이가 설정되고, 예를 들어, 15 m ∼ 20 m 의 범위 내로 설정된다. 각 압연 스탠드 (Fi) 에 있어서의 선단 레벨링 제어 길이 LCMB,i 는, 하기 식 (1) 에 나타내는 바와 같이, 최종 압연 스탠드 (Fn) 의 선단 레벨링 제어 길이 LCMB,N 에 대한 각 압연 스탠드 (Fi) 의 출측 판두께 hi 의 판두께비 (hi/hN) 로 정해진다.
선단 레벨링 설정부 (34) 는, 선단 레벨링 학습부 (33) 로부터 취득한 최신의 학습치를 선단 레벨링 보정량으로 정한다. 선단 레벨링 설정부 (34) 는, 각 압연 스탠드 (Fi) 에 압연재 (M) 가 진입하기 전의 지정된 타이밍으로, 선단 레벨링 보정량과 선단 레벨링 제어 길이를 압하 레벨링 제어부 (35) 에 설정한다.
압하 레벨링 제어부 (35) 는, 각 압연 스탠드 (Fi) 에 있어서의 압연 길이를 계산하는 트랙킹 기능을 갖고, 선단 레벨링 설정부 (34) 에 의해서 설정된 선단 레벨링 보정량과 선단 레벨링 제어 길이에 기초하여, 압하 레벨링 장치 (Vi) 를 조작한다.
도 3 은, 압하 레벨링 제어부 (35) 에 의한 압하 레벨링 장치 (Vi) 의 조작에 대해서 설명하기 위한 도면이다. 선단 레벨링 설정부 (34) 에 의해서 선단 레벨링 보정량과 선단 레벨링 제어 길이가 설정되면, 선단 레벨링 보정량을 가산한 위치에 압하 레벨링 장치 (Vi) 를 조정한다. 당해 압연 스탠드 (Fi) 의 압연 거리가 선단 레벨링 제어 길이에 도달하면, 가산된 선단 레벨링 보정량을 서서히 감소시키도록, 압하 레벨링 장치 (Vi) 의 위치가 조정된다.
캠버 제어 장치 (3) 는, 최종 압연 스탠드 (Fn) 출측의 사행량 검출기 (Dn) 에 있어서의 압연재 선단부의 측정이 완료된 후, 이하에 설명하는 바와 같이, 선단 캠버 측정부 (31), 캠버 수정 레벨링 연산부 (32) 및 선단 레벨링 학습부 (33) 의 각 처리를 순차 실시한다.
선단 캠버 측정부 (31) 는, 압연 스탠드간 및 최종 압연 스탠드 (Fn) 출측의 각각의 사행량 검출기 (Di) 에 있어서, 압연재 선단부의 사행량을 측정한다. 각각의 사행량은, 압연재 선단부가 사행량 검출기 (Di) 에 도달하고 나서, 선단 레벨링 제어 길이로 지정되는 길이를 통과하는 기간의 검출치를 수집한다. 다음으로, 선단 캠버 측정부 (31) 는, 상기 사행량의 측정 데이터를 사용하여, 압연재 (M) 의 선단 캠버 측정치를 산출한다. 선단 캠버의 크기는, 압연재 선단 부근에 있어서의 사행량의 변화를 곡선에 근사시켰을 때의 곡률의 평균치로 정의한다. 채취된 사행량의 측정 데이터를 사용하여 선단 캠버의 곡률을 구하는 방법의 하나로서, 사행량의 측정 데이터를, 측정 위치를 X 축, 사행량을 Y 축으로 하여 플롯한 관계로부터 근사 다항식을 구하고, 하기 식 (2) 에 나타내는 방법으로 산출하는 방법을 이용할 수 있다. 하기 식 (2) 는, 측정 위치마다의 곡률을 부여한다. 이 때문에, 근사 다항식이 3 차 이상인 경우, 각 측정 위치에 대해서 산출된 곡률의 평균치를 계산하게 된다. 근사 다항식이 2 차인 경우에는, 동일한 곡률이 산출되기 때문에, 그 결과가 평균 곡률로 된다.

캠버 수정 레벨링 연산부 (32) 는, 선단 캠버를 수정하는 데에 필요한 압하 레벨링의 보정량을 산출한다. 도 4 는, 캠버 수정 레벨링 연산부 (32) 에 의한 처리를 설명하기 위한 도면이다. 먼저, 캠버 수정 레벨링 연산부 (32) 는, 선단 캠버 측정부 (31) 에서 산출된 압연 스탠드간 및 최종 압연 스탠드 출측에 있어서의 선단 캠버 측정치를 사용하여, 각 압연 스탠드에 있어서의 선단 캠버의 추정치를 결정한다. 어느 압연 스탠드간에도 사행량 검출기가 구비되어 있지 않은 경우, 각 압연 스탠드에 있어서의 선단 캠버 추정치는, 최종 압연 스탠드 (Fn) 출측에 있어서의 선단 캠버 측정치와 동일하게 한다. 어느 압연 스탠드간에 사행량 검출기가 구비되어 있고, 선단 캠버 측정치가 채취되어 있을 경우, 당해 사행량 검출기보다 상류측의 압연 스탠드에 있어서의 선단 캠버 추정치는, 하기 식 (3) 에 나타내는 바와 같이, 최종 압연 스탠드 출측에 있어서의 선단 캠버 측정치와 압연 스탠드간 사행량 검출기에 있어서의 선단 캠버 측정치를 안분하여 산출한다. 당해 사행량 검출기의 하류측의 압연 스탠드에 있어서의 선단 캠버는, 최종 압연 스탠드 출측에 있어서의 선단 캠버 측정치와 등치로 한다.

다음으로, 캠버 수정 레벨링 연산부 (32) 는, 하기 식 (4) 에 나타내는 바와 같이, 각 압연 스탠드의 선단 캠버 추정치와 영향 계수를 사용하여 각 압연 스탠드의 캠버 수정 레벨링량을 산출한다.
선단 레벨링 학습부 (33) 는, 하기 식 (5) 에 나타내는 바와 같이, 캠버 수정 레벨링 연산부 (32) 에서 계산된 캠버 수정 레벨링량에 기초하여, 각 압연 스탠드의 선단 레벨링 보정량을 갱신한다. 「OLD 치」는, 현재 압연재 이전의 결과에 기초하여 정해진 값으로서, 압연재 (M) 의 강종이나 사이즈, 가열로 번호, 및 압연 스탠드 번호 등의 조건으로 구분된 층별 테이블에 격납되어 있다. 층별 테이블은, 후술하는 메모리 (30c) 에 격납되어 있다. 「NEW 치」는, 현재 압연재의 결과에 기초하여 갱신한 값으로서, 갱신된 최신의 선단 레벨링 보정량은, 당해 층별 테이블에 덮어쓰기 격납된다.

이상 설명한 바와 같이, 본 실시형태에 의하면, 최종 압연 스탠드 (Fn) 출측에 있어서의 선단 캠버 측정치와 중간 압연 스탠드에 있어서의 선단 캠버 측정치에 기초하여, 전체 압연 스탠드의 압하 레벨링 장치의 설정치를 적응적으로 수정함으로써, 선단 캠버를 저감할 수 있다.
실시형태 2.
도 5 는, 실시형태 2 에 의한 캠버 제어 장치의 구성을 나타내는 블록도이다. 본 실시형태에서는, 선단 캠버 측정부 (31) 는, 압연 스탠드 (F3, F4) 간의 사행량 검출기 (D3) 에 의해서 압연재 선단부의 선단 레벨링 제어 길이로서 부여되는 재료 길이의 범위의 사행량 측정이 완료된 후, 즉석에서, 선단 캠버 측정치를 산출하는 점에서, 상기 실시형태 1 과 상이하다. 선단 캠버 측정부 (31) 의 처리가 완료된 후, 즉석에서, 캠버 수정 레벨링 연산부 (32) 의 처리가 실시된다.
도 6 은, 캠버 수정 레벨링 연산부 (32) 에 의한 처리를 설명하기 위한 도면이다. 캠버 수정 레벨링 연산부 (32) 는, 사행량 검출기보다 하류측의 각 압연 스탠드에 있어서의 선단 캠버 추정치를, 상기 선단 캠버 측정치와 등치로 하여 결정한다. 다음으로, 캠버 수정 레벨링 연산부 (32) 는, 상기 식 (4) 에 나타내는 바와 같이, 선단 캠버 추정치와 영향 계수를 사용하여, 당해 사행량 검출기보다 하류측의 각 압연 스탠드의 캠버 수정 레벨링량을 산출한다. 캠버 수정 레벨링 연산부 (32) 의 처리가 완료된 후, 즉석에서, 선단 레벨링 설정부 (34) 가 실시된다.
선단 레벨링 설정부 (34) 는, 캠버 수정 레벨링량에 기초하여, 사행량 검출기 (Di) 보다 하류측의 각 압연 스탠드의 압하 레벨링 장치에 설정하는 선단 레벨링 보정량을 및 선단 레벨링 제어 길이를 결정한다.
압하 레벨링 제어부 (35) 는, 상기 실시형태 1 (도 3 참조) 과 마찬가지로, 선단 레벨링 설정부 (34) 로부터 설정된 선단 레벨링 보정량과 선단 레벨링 제어 길이에 따라서, 각 압연 스탠드의 압하 레벨링 장치 (Vi) 를 조작한다.
이상 설명한 바와 같이, 본 실시형태에 의하면, 연속식 압연기 (1) 를 압연재 선단부가 통판하고 있는 도중의 선단 캠버를 측정하고, 나머지의 압연 스탠드의 압하 레벨링을 조정함으로써, 최종 압연 스탠드 (Fn) 출측에 있어서의 압연재 (M) 의 선단 캠버를 저감할 수 있다.
상기 실시형태 1 및 2 에 있어서의 캠버 제어 장치 (3) 의 구체적 구조에 한정은 없지만, 일례로서 다음과 같은 것이어도 된다. 도 7 은, 캠버 제어 장치 (3) 가 갖는 처리 회로의 하드웨어 구성의 일례를 나타내는 도면이다. 캠버 제어 장치 (3) 의 기능은, 도 7 에 나타내는 처리 회로 (30) 에 의해서 실현할 수 있다. 이 처리 회로 (30) 는, 전용 하드웨어 (30a) 여도 된다. 이 처리 회로는, 프로세서 (30b) 및 메모리 (30c) 를 구비하고 있어도 된다. 이 처리 회로는, 일부가 전용 하드웨어 (30a) 로서 형성되고, 추가로 프로세서 (30b) 및 메모리 (30c) 를 구비하고 있어도 된다. 도 7 의 예는, 처리 회로의 일부가 전용 하드웨어 (30a) 로서 형성됨과 함께, 처리 회로가 프로세서 (30b) 및 메모리 (30c) 도 구비하고 있다.
처리 회로 중 적어도 일부가, 적어도 1 개의 전용 하드웨어 (30a) 여도 된다. 이 경우, 처리 회로는, 예를 들어, 단일 회로, 복합 회로, 프로그램화된 프로세서, 병렬 프로그램화된 프로세서, ASIC, FPGA, 또는 이것들을 조합한 것이 해당한다.
처리 회로가, 적어도 1 개의 프로세서 (30b) 및 적어도 1 개의 메모리 (30c) 를 구비해도 된다. 이 경우, 캠버 제어 장치 (3) 의 각 기능은, 소프트웨어, 펌웨어, 또는 소프트웨어와 펌웨어의 조합에 의해서 실현된다. 소프트웨어 및 펌웨어는 프로그램으로서 기술되고, 메모리 (30c) 에 격납된다. 프로세서 (30b) 는, 메모리 (30c) 에 기억된 프로그램을 판독 출력하여 실행함으로써, 각 부의 기능을 실현한다.
프로세서 (30b) 는, CPU (Central Processing Unit), 중앙 처리 장치, 처리 장치, 연산 장치, 마이크로 프로세서, 마이크로 컴퓨터, DSP 라고도 한다. 메모리 (30c) 는, 예를 들어, RAM, ROM, 플래시 메모리, EPROM, EEPROM 등의, 불휘발성 또는 휘발성의 반도체 메모리 등이 해당한다.
이와 같이, 처리 회로는, 하드웨어, 소프트웨어, 펌웨어, 또는 이것들의 조합에 의해서, 캠버 제어 장치 (3) 의 각 기능을 실현할 수 있다.
이상, 본 발명의 실시형태에 대해서 설명했지만, 본 발명은 상기한 실시형태에 한정되는 것이 아니고, 본 발명의 취지를 일탈하지 않는 범위에서 다양하게 변형시켜 실시할 수 있다. 연속식 압연기의 구성은, 도 1 에 나타내는 예에 한정되지 않고, 다양하게 변형된 구성의 연속식 압연기에 본 발명을 적용할 수 있다. 또, 상기 서술한 실시형태에 있어서 각 요소의 개수, 수량, 양, 범위 등의 수로 언급했을 경우, 특히 명시했을 경우나 원리적으로 명확하게 그 수로 특정되는 경우를 제외하고, 그 언급된 수에 이 발명이 한정되는 것은 아니다. 또, 상기 서술한 실시형태에 있어서 설명하는 구조 등은, 특별히 명시한 경우나 명확하게 원리적으로 그것으로 특정되는 경우를 제외하고, 이 발명에 반드시 필수적인 것은 아니다.
1 : 마무리 압연기 (연속식 압연기),
3 : 캠버 제어 장치,
Vi : 압하 레벨링 장치,
Fi : 압연 스탠드,
M : 압연재,
Di : 사행량 검출기,
Dn : 제 1 사행량 검출기,
D3 : 제 2 사행량 검출기,
31 : 선단 캠버 측정부,
32 : 캠버 수정 레벨링 연산부,
33 : 선단 레벨링 학습부,
34 : 선단 레벨링 설정부,
35 : 압하 레벨링 제어부
3 : 캠버 제어 장치,
Vi : 압하 레벨링 장치,
Fi : 압연 스탠드,
M : 압연재,
Di : 사행량 검출기,
Dn : 제 1 사행량 검출기,
D3 : 제 2 사행량 검출기,
31 : 선단 캠버 측정부,
32 : 캠버 수정 레벨링 연산부,
33 : 선단 레벨링 학습부,
34 : 선단 레벨링 설정부,
35 : 압하 레벨링 제어부
Claims (4)
- 연속식 압연기의 캠버 제어 장치로서,
상기 연속식 압연기가, 압하 레벨링 장치를 갖는 복수의 압연 스탠드를 구비하는 것에 있어서,
압연재의 사행량을 검출하는 사행량 검출기와,
상기 사행량 검출기에서 검출된 사행량에 기초하여, 압연재 선단부에 있어서의 선단 캠버 측정치를 산출하는 선단 캠버 측정부와,
상기 선단 캠버 측정부에서 산출된 선단 캠버 측정치에 기초하여, 각 압연 스탠드에 있어서의 선단 캠버를 저감하는 데에 필요한 압하 레벨링량인 캠버 수정 레벨링량을 산출하는 캠버 수정 레벨링 연산부와,
각 압연 스탠드의 상기 압하 레벨링 장치에 대해서, 선단 캠버를 저감하기 위한 설정치인 선단 레벨링 보정량과 선단 레벨링 제어 길이를 설정하는 선단 레벨링 설정부와,
각 압연 스탠드에 압연재가 진입하기 전에, 상기 선단 레벨링 보정량을 가산한 위치에 상기 압하 레벨링 장치를 조정하여, 각 압연 스탠드에 있어서의 압연 길이가 상기 선단 레벨링 제어 길이에 도달한 후, 서서히 선단 레벨링 보정량이 감소하도록 상기 압하 레벨링 장치의 위치를 조정하는 압하 레벨링 제어부를 구비하는 것을 특징으로 하는 연속식 압연기의 캠버 제어 장치. - 제 1 항에 있어서,
상기 사행량 검출기는, 최종 압연 스탠드 출측에 배치되고,
상기 캠버 수정 레벨링 연산부는, 최종 압연 스탠드 출측에 있어서의 선단 캠버 측정치에 기초하여 캠버 수정 레벨링량을 산출하며,
상기 캠버 수정 레벨링량에 기초하여, 다음의 압연재 이후의 압연에 적용되는 선단 레벨링 보정량을 학습적으로 갱신하는 선단 레벨링 학습부를 추가로 구비하고,
상기 선단 레벨링 설정부는, 상기 선단 레벨링 학습부에서 갱신된 최신치를 상기 선단 레벨링 보정량으로서 설정하는 것을 특징으로 하는 연속식 압연기의 캠버 제어 장치. - 제 1 항에 있어서,
상기 사행량 검출기는, 최종 압연 스탠드 출측에 배치되는 제 1 사행량 검출기와, 어느 압연 스탠드간에 배치되는 적어도 1 개의 제 2 사행량 검출기를 포함하고,
상기 캠버 수정 레벨링 연산부는, 상기 제 2 사행량 검출기보다 상류측의 압연 스탠드에 대해서는, 최종 압연 스탠드 출측에 있어서의 선단 캠버 측정치와, 압연 스탠드간에 있어서의 선단 캠버 측정치에 기초하여 캠버 수정 레벨링량을 산출하여, 상기 제 2 사행량 검출기보다 하류측의 압연 스탠드에 대해서는, 최종 압연 스탠드 출측에 있어서의 선단 캠버 측정치에 기초하여 캠버 수정 레벨링량을 산출하며,
상기 캠버 수정 레벨링량에 기초하여, 다음 압연재 이후의 압연에 적용되는 선단 레벨링 보정량을 학습적으로 갱신하는 선단 레벨링 학습부를 구비하고,
상기 선단 레벨링 설정부는, 상기 선단 레벨링 학습부에서 갱신된 최신치를 선단 레벨링 보정량으로서 설정하는 것을 특징으로 하는 연속식 압연기의 캠버 제어 장치. - 제 1 항에 있어서,
상기 사행량 검출기는, 어느 압연 스탠드간에 적어도 1 개 배치되고,
상기 사행량 검출기에 의한 선단 캠버 측정치의 산출에 필요한 압연 길이에 걸친 측정을 종료한 후, 상기 선단 캠버 측정부, 상기 캠버 수정 레벨링 연산부 및 상기 선단 레벨링 설정부가 각 처리를 즉석에서 실행하며,
상기 캠버 수정 레벨링 연산부는, 상기 사행량 검출기에 있어서의 선단 캠버 측정치에 기초하여, 상기 사행량 검출기보다 하류측의 각 압연 스탠드의 캠버 수정 레벨링량을 산출하고,
상기 선단 레벨링 설정부는, 상기 캠버 수정 레벨링량에 기초하여, 현재 압연재의 압연에 있어서의 상기 사행량 검출기보다 하류측의 각 압연 스탠드의 압하 레벨링 장치에 선단 레벨링 보정량과 선단 레벨링 제어 길이를 설정하는 것을 특징으로 하는 연속식 압연기의 캠버 제어 장치.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2022/034450 WO2024057454A1 (ja) | 2022-09-14 | 2022-09-14 | 連続式圧延機のキャンバー制御装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20240055775A true KR20240055775A (ko) | 2024-04-29 |
Family
ID=90274508
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020247009868A KR20240055775A (ko) | 2022-09-14 | 2022-09-14 | 연속식 압연기의 캠버 제어 장치 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JPWO2024057454A1 (ko) |
| KR (1) | KR20240055775A (ko) |
| CN (1) | CN118043148A (ko) |
| WO (1) | WO2024057454A1 (ko) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2526323Y2 (ja) | 1991-02-22 | 1997-02-19 | 矢崎総業株式会社 | メータの文字盤 |
| JP2020131196A (ja) | 2019-02-13 | 2020-08-31 | 日本製鉄株式会社 | 熱延コイルの製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2956934B2 (ja) * | 1996-12-16 | 1999-10-04 | 川崎製鉄株式会社 | ホットストリップ仕上圧延機における圧延制御方法 |
| CN103611736B (zh) * | 2013-11-08 | 2016-03-02 | 首钢总公司 | 热轧带钢镰刀弯的快速测量方法 |
| JP6356094B2 (ja) * | 2015-05-21 | 2018-07-11 | 株式会社神戸製鋼所 | 圧延制御装置及び圧延制御方法 |
-
2022
- 2022-09-14 WO PCT/JP2022/034450 patent/WO2024057454A1/ja active Application Filing
- 2022-09-14 CN CN202280063254.0A patent/CN118043148A/zh active Pending
- 2022-09-14 JP JP2024500513A patent/JPWO2024057454A1/ja active Pending
- 2022-09-14 KR KR1020247009868A patent/KR20240055775A/ko unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2526323Y2 (ja) | 1991-02-22 | 1997-02-19 | 矢崎総業株式会社 | メータの文字盤 |
| JP2020131196A (ja) | 2019-02-13 | 2020-08-31 | 日本製鉄株式会社 | 熱延コイルの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN118043148A (zh) | 2024-05-14 |
| JPWO2024057454A1 (ko) | 2024-03-21 |
| TW202410983A (zh) | 2024-03-16 |
| WO2024057454A1 (ja) | 2024-03-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4847111B2 (ja) | 多段式圧延機及び多段式圧延機の制御方法 | |
| KR102478274B1 (ko) | 압연 재료의 스트립의 편평도를 제어하는 방법, 제어 시스템 및 생산 라인 | |
| JP7036241B2 (ja) | 熱間圧延鋼帯の蛇行制御方法、蛇行制御装置及び熱間圧延設備 | |
| KR102045604B1 (ko) | 열연 마무리 압연 스탠드 간의 초기 장력 제어 장치 및 방법 | |
| KR20240055775A (ko) | 연속식 압연기의 캠버 제어 장치 | |
| TWI851148B (zh) | 連續式壓延機之弧曲控制裝置 | |
| KR101726088B1 (ko) | 스트립 형상 교정장치 및 방법 | |
| JP2012091193A (ja) | 熱間仕上圧延におけるクラウン制御方法 | |
| JP7314921B2 (ja) | 熱間圧延鋼帯の蛇行制御方法、蛇行制御装置及び熱間圧延設備 | |
| US20240226978A1 (en) | Plate crown control device | |
| JP7331801B2 (ja) | 圧延機の蛇行制御装置 | |
| JP6743835B2 (ja) | 形鋼の圧延方法及び形鋼の圧延におけるレベリング量の調整方法 | |
| JP6569655B2 (ja) | 圧下レベリング制御装置および圧下レベリング制御方法 | |
| JP2019107675A (ja) | 圧延機の制御装置および制御方法 | |
| JP2002336906A (ja) | 圧延機の制御方法および装置 | |
| JP6414101B2 (ja) | 圧下レベル制御装置および圧下レベル制御方法 | |
| WO2024142253A1 (ja) | 圧延機の板厚制御装置 | |
| JP6562010B2 (ja) | 圧延機の制御装置および制御方法 | |
| KR950010602B1 (ko) | 연속냉간압연기에서 극박재의 형상제어방법 | |
| JP6269538B2 (ja) | 圧延機の制御方法、圧延機の制御装置、及び鋼板の製造方法 | |
| JP3664067B2 (ja) | 熱間圧延鋼板の製造方法 | |
| JP6673285B2 (ja) | 被圧延材の形状制御装置及び形状制御方法ならびに金属薄板の製造方法 | |
| KR20220152393A (ko) | 연속식 압연기의 사행 제어 장치 | |
| KR20240046210A (ko) | 열간 압연기의 판두께 제어 장치 | |
| JP2003285113A (ja) | 板プロフィルの良好な金属板の製造方法 |