KR20230110794A - 회전 부재 및 그 제조 방법 - Google Patents
회전 부재 및 그 제조 방법 Download PDFInfo
- Publication number
- KR20230110794A KR20230110794A KR1020237021661A KR20237021661A KR20230110794A KR 20230110794 A KR20230110794 A KR 20230110794A KR 1020237021661 A KR1020237021661 A KR 1020237021661A KR 20237021661 A KR20237021661 A KR 20237021661A KR 20230110794 A KR20230110794 A KR 20230110794A
- Authority
- KR
- South Korea
- Prior art keywords
- carbon fibers
- cnts
- carbon fiber
- carbon
- rotating member
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 20
- 229920000049 Carbon (fiber) Polymers 0.000 claims abstract description 374
- 239000004917 carbon fiber Substances 0.000 claims abstract description 374
- 239000002041 carbon nanotube Substances 0.000 claims abstract description 204
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims abstract description 187
- 238000004513 sizing Methods 0.000 claims abstract description 151
- 239000003795 chemical substances by application Substances 0.000 claims abstract description 104
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims abstract description 21
- 229910021393 carbon nanotube Inorganic materials 0.000 claims abstract description 19
- VPKDCDLSJZCGKE-UHFFFAOYSA-N carbodiimide group Chemical group N=C=N VPKDCDLSJZCGKE-UHFFFAOYSA-N 0.000 claims abstract description 4
- 229920005989 resin Polymers 0.000 claims description 121
- 239000011347 resin Substances 0.000 claims description 121
- 239000000835 fiber Substances 0.000 claims description 98
- 239000011159 matrix material Substances 0.000 claims description 82
- 239000007788 liquid Substances 0.000 claims description 68
- 239000006185 dispersion Substances 0.000 claims description 50
- 238000011282 treatment Methods 0.000 claims description 47
- 238000000034 method Methods 0.000 claims description 26
- -1 carbodiimide compound Chemical class 0.000 claims description 25
- 238000004804 winding Methods 0.000 claims description 15
- 238000000465 moulding Methods 0.000 claims description 7
- 230000015572 biosynthetic process Effects 0.000 claims description 5
- 238000004132 cross linking Methods 0.000 claims description 4
- 230000008569 process Effects 0.000 claims description 3
- 239000002131 composite material Substances 0.000 abstract description 105
- 239000012783 reinforcing fiber Substances 0.000 abstract description 23
- 239000000463 material Substances 0.000 abstract description 19
- 125000000524 functional group Chemical group 0.000 abstract description 8
- 150000001718 carbodiimides Chemical class 0.000 abstract description 6
- 230000036544 posture Effects 0.000 abstract description 2
- 238000012360 testing method Methods 0.000 description 121
- 238000005259 measurement Methods 0.000 description 69
- 238000010438 heat treatment Methods 0.000 description 63
- 230000000052 comparative effect Effects 0.000 description 32
- 239000010410 layer Substances 0.000 description 16
- 238000005452 bending Methods 0.000 description 13
- 239000000853 adhesive Substances 0.000 description 10
- 230000001070 adhesive effect Effects 0.000 description 10
- 239000002612 dispersion medium Substances 0.000 description 10
- 239000003822 epoxy resin Substances 0.000 description 10
- 230000005484 gravity Effects 0.000 description 10
- 229920000647 polyepoxide Polymers 0.000 description 10
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 9
- 230000007423 decrease Effects 0.000 description 9
- 239000002270 dispersing agent Substances 0.000 description 9
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 8
- 238000002835 absorbance Methods 0.000 description 8
- 239000000203 mixture Substances 0.000 description 8
- 239000002356 single layer Substances 0.000 description 8
- 239000000243 solution Substances 0.000 description 8
- 229920001187 thermosetting polymer Polymers 0.000 description 8
- 230000008859 change Effects 0.000 description 7
- 238000011156 evaluation Methods 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 6
- 238000001035 drying Methods 0.000 description 6
- 238000002474 experimental method Methods 0.000 description 6
- 238000013001 point bending Methods 0.000 description 6
- 230000008602 contraction Effects 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- 239000011229 interlayer Substances 0.000 description 5
- 239000004745 nonwoven fabric Substances 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 229920005992 thermoplastic resin Polymers 0.000 description 5
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 4
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 4
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 4
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 4
- 239000004642 Polyimide Substances 0.000 description 4
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 4
- 229920001807 Urea-formaldehyde Polymers 0.000 description 4
- 239000004918 carbon fiber reinforced polymer Substances 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 229920006351 engineering plastic Polymers 0.000 description 4
- 238000007656 fracture toughness test Methods 0.000 description 4
- 238000007654 immersion Methods 0.000 description 4
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 229920001721 polyimide Polymers 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 239000004094 surface-active agent Substances 0.000 description 4
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 239000004643 cyanate ester Substances 0.000 description 3
- 238000009730 filament winding Methods 0.000 description 3
- 230000009477 glass transition Effects 0.000 description 3
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 3
- 229930195733 hydrocarbon Natural products 0.000 description 3
- 238000005470 impregnation Methods 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 238000010998 test method Methods 0.000 description 3
- 239000011800 void material Substances 0.000 description 3
- 229920000877 Melamine resin Polymers 0.000 description 2
- BGPVFRJUHWVFKM-UHFFFAOYSA-N N1=C2C=CC=CC2=[N+]([O-])C1(CC1)CCC21N=C1C=CC=CC1=[N+]2[O-] Chemical compound N1=C2C=CC=CC2=[N+]([O-])C1(CC1)CCC21N=C1C=CC=CC1=[N+]2[O-] BGPVFRJUHWVFKM-UHFFFAOYSA-N 0.000 description 2
- 229930182556 Polyacetal Natural products 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004697 Polyetherimide Substances 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 description 2
- 238000005411 Van der Waals force Methods 0.000 description 2
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 2
- 229920000180 alkyd Polymers 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 238000011088 calibration curve Methods 0.000 description 2
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 2
- 239000003431 cross linking reagent Substances 0.000 description 2
- 230000006378 damage Effects 0.000 description 2
- 238000013016 damping Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 208000037265 diseases, disorders, signs and symptoms Diseases 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000010304 firing Methods 0.000 description 2
- 238000013467 fragmentation Methods 0.000 description 2
- 238000006062 fragmentation reaction Methods 0.000 description 2
- 150000002430 hydrocarbons Chemical class 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 239000000113 methacrylic resin Substances 0.000 description 2
- 239000011259 mixed solution Substances 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 239000005011 phenolic resin Substances 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 229920002239 polyacrylonitrile Polymers 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920001230 polyarylate Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 229920001601 polyetherimide Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 229920006324 polyoxymethylene Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 230000002441 reversible effect Effects 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000009864 tensile test Methods 0.000 description 2
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 description 2
- 229920006305 unsaturated polyester Polymers 0.000 description 2
- XQUPVDVFXZDTLT-UHFFFAOYSA-N 1-[4-[[4-(2,5-dioxopyrrol-1-yl)phenyl]methyl]phenyl]pyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C(C=C1)=CC=C1CC1=CC=C(N2C(C=CC2=O)=O)C=C1 XQUPVDVFXZDTLT-UHFFFAOYSA-N 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- 229920000298 Cellophane Polymers 0.000 description 1
- 229920000106 Liquid crystal polymer Polymers 0.000 description 1
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- XBDQKXXYIPTUBI-UHFFFAOYSA-M Propionate Chemical compound CCC([O-])=O XBDQKXXYIPTUBI-UHFFFAOYSA-M 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- KXKVLQRXCPHEJC-UHFFFAOYSA-N acetic acid trimethyl ester Natural products COC(C)=O KXKVLQRXCPHEJC-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 150000001338 aliphatic hydrocarbons Chemical class 0.000 description 1
- 150000004945 aromatic hydrocarbons Chemical class 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 239000003245 coal Substances 0.000 description 1
- 239000011280 coal tar Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 238000001879 gelation Methods 0.000 description 1
- 238000007429 general method Methods 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 239000003208 petroleum Substances 0.000 description 1
- 229920006287 phenoxy resin Polymers 0.000 description 1
- 239000013034 phenoxy resin Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229920003192 poly(bis maleimide) Polymers 0.000 description 1
- 229920001652 poly(etherketoneketone) Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000000644 propagated effect Effects 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 102200082816 rs34868397 Human genes 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- 235000013311 vegetables Nutrition 0.000 description 1
- 229920001567 vinyl ester resin Polymers 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/042—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with carbon fibres
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/28—Means for mounting or fastening rotating magnetic parts on to, or to, the rotor structures
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K5/00—Casings; Enclosures; Supports
- H02K5/02—Casings or enclosures characterised by the material thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/005—Reinforced macromolecular compounds with nanosized materials, e.g. nanoparticles, nanofibres, nanotubes, nanowires, nanorods or nanolayered materials
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/04—Details of the magnetic circuit characterised by the material used for insulating the magnetic circuit or parts thereof
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/27—Rotor cores with permanent magnets
- H02K1/2706—Inner rotors
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/27—Rotor cores with permanent magnets
- H02K1/2706—Inner rotors
- H02K1/272—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis
- H02K1/274—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis the rotor consisting of two or more circumferentially positioned magnets
- H02K1/2753—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis the rotor consisting of two or more circumferentially positioned magnets the rotor consisting of magnets or groups of magnets arranged with alternating polarity
- H02K1/278—Surface mounted magnets; Inset magnets
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/03—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies having permanent magnets
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/12—Impregnating, heating or drying of windings, stators, rotors or machines
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/14—Casings; Enclosures; Supports
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2300/00—Characterised by the use of unspecified polymers
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K2213/00—Specific aspects, not otherwise provided for and not covered by codes H02K2201/00 - H02K2211/00
- H02K2213/03—Machines characterised by numerical values, ranges, mathematical expressions or similar information
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Inorganic Chemistry (AREA)
- Nanotechnology (AREA)
- Reinforced Plastic Materials (AREA)
- Moulding By Coating Moulds (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Carbon And Carbon Compounds (AREA)
Abstract
경량이면서, 보다 높은 인장 강도를 갖는 회전 부재 및 그 제조 방법을 제공한다. 고속으로 회전하는 회전 부재는, 복합 소재(10)를 강화 섬유로 하는 탄소 섬유 강화 성형체이다. 복합 소재(10)는, 그것을 구성하는 탄소 섬유 다발(12)의 각 탄소 섬유(11)의 표면에 복수의 카본 나노튜브(17)로 구성된 구조체(14)가 형성되어 있다. 카본 나노튜브(17)는, 구부러진 형상의 것이다. 카본 나노튜브(17)는, 곡면인 탄소 섬유(11)의 표면에 대하여 다양한 자세로 부착되어 구조체(14)가 형성되어 있다. 제1 사이징제는, 카본 나노튜브(17)의 관능기와 카르보디이미드기가 반응한 카르보디이미드 유래의 구조를 통해, 직접 접촉한 카본 나노튜브(17)끼리를 가교한다.
Description
본 발명은, 회전 부재 및 그 제조 방법에 관한 것이다.
고속으로 회전하는 회전 부재로서, 예를 들어 표면 자석형 전동기의 로터에 외부 끼움되는 것이 알려져 있다(예를 들어, 특허문헌 1을 참조). 표면 자석형 전동기의 로터에는, 그 외주면에 복수의 영구 자석이 조립되어 넣어져 있고, 그것들의 영구 자석이 원심력에 의해 로터로부터 박리되어서 비산하는 것을 방지하기 위해서, 회전 부재의 중공나 내부에 로터가 압박 끼움되어 있다. 회전 부재에는, 그 직경 방향 외측을 향하는 영구 자석으로부터의 힘이 작용하기 때문에, 회전 부재의 주위 방향으로 높은 인장 강도가 요구되고 있다. 또한, 회전 부재 자체의 질량에도 원심력이 작용한다. 이 때문에, 회전 부재로서, 탄소 섬유를 강화 섬유로 한 탄소 섬유 강화 플라스틱제의 것도 알려져 있다. 이 밖에, 고속으로 회전하는 회전 부재로서는, 원심 분리에 사용되는 원심 분리기의 통 형상의 회전 통 등도 있다.
상기와 같은 탄소 섬유 강화 플라스틱으로 제작된 회전 부재는, 경량이고, 인장 강도도 높지만, 표면 자석형 전동기나 원심 분리기의 보다 고속의 회전에 대응하여, 보다 높은 인장 강도가 요망되고 있다.
본 발명은 경량이면서, 보다 높은 인장 강도를 갖는 회전 부재 및 그 제조 방법을 제공하는 것을 목적으로 한다.
본 발명의 회전 부재는, 주위 방향을 따라 회전하는 회전 부재에 있어서 주위 방향으로 감은 탄소 섬유와, 상기 탄소 섬유를 포매하는 매트릭스 수지와, 굴곡부를 갖는 구부러진 형상의 복수의 카본 나노튜브로 구성되고, 상기 카본 나노튜브끼리가 직접 접촉한 접촉부를 갖는 네트워크 구조를 형성하고, 상기 탄소 섬유의 표면에 마련된 구조체를 구비하는 것이다.
본 발명의 회전 부재의 제조 방법은, 굴곡부를 갖는 구부러진 형상의 카본 나노튜브가 분산됨과 함께 초음파 진동을 인가한 분산액에 탄소 섬유를 침지하고, 상기 탄소 섬유에 복수의 상기 카본 나노튜브를 부착시켜서, 상기 카본 나노튜브끼리가 직접 접촉한 접촉부를 갖는 네트워크 구조를 구비하는 구조체를 상기 탄소 섬유의 표면에 형성하는 구조체 형성 공정과, 상기 구조체가 형성된 상기 탄소 섬유에 매트릭스 수지를 도포하고, 상기 매트릭스 수지를 도포한 상기 탄소 섬유를 맨드럴에 권회하고, 상기 매트릭스 수지를 경화시킨 후에 상기 맨드럴을 인발하는 성형 공정을 갖는 것이다.
본 발명에 따르면, 표면에 카본 나노튜브에 의한 구조체가 형성된 탄소 섬유를 매트릭스 수지가 포매하는 구조이기 때문에, 경량이면서 인장 강도가 보다 높아진 회전 부재를 제공할 수 있다.
도 1은, 실시 형태에 관한 표면 자석형 전동기의 주요부 구성을 도시하는 설명도이다.
도 2는, 회전 부재 중의 복합 소재를 도시하는 부분 단면도이다.
도 3은, 복합 소재의 구성을 도시하는 설명도이다.
도 4는, CNT에 대한 제1 사이징제의 부착 상태를 도시하는 설명도이다.
도 5는, CNT끼리가 접촉하고 있는 접촉부에 있어서의 제1 사이징제의 부착 상태를 도시하는 설명도이다.
도 6은, CNT에 대한 제1 사이징제의 다른 부착 상태를 도시하는 설명도이다.
도 7은, CNT끼리가 접촉하고 있는 접촉부에 있어서의 제1 사이징제의 다른 부착 상태를 도시하는 설명도이다.
도 8은, 회전 부재를 제작하는 수순의 개략을 도시하는 설명도이다.
도 9는, 탄소 섬유에 CNT를 부착하는 부착 장치의 구성을 도시하는 설명도이다.
도 10은, 가이드 롤러 상에서 개섬된 상태의 탄소 섬유 다발을 도시하는 설명도이다.
도 11은, 분산액 중에 있어서의 탄소 섬유의 통과 위치를 도시하는 설명도이다.
도 12는, 필라멘트 와인더의 예를 도시하는 사시도이다.
도 13은, 수지 부여 장치의 예를 도시하는 설명도이다.
도 14는, 매트릭스 수지를 경화시킬 때에 가열 온도를 단계적으로 변화시키는 예를 나타내는 그래프이다.
도 15는, 탄소 섬유끼리가 가교한 상태를 도시하는 설명도이다.
도 16은, 복합 소재를 사용한 로드의 X선 CT에 의한 내부 구조를 도시하는 화상이다.
도 17은, 탄소 섬유의 원사를 사용한 로드의 X선 CT에 의한 내부 구조를 도시하는 화상이다.
도 18은, CNT에 대한 제2 사이징제의 부착 상태를 도시하는 설명도이다.
도 19는, 실시예에 사용한 재료 CNT의 구부러진 상태를 도시하는 SEM 사진이다.
도 20은, 실시예 3의 3점 굽힘 시험의 결과를 나타내는 그래프이다.
도 21은, 실시예 4의 NOL링 시험의 결과를 나타내는 그래프이다.
도 22는, 실시예 5의 프래그먼테이션법에 의한 절단 섬유 길이를 나타내는 그래프이다.
도 23은, 사이징제 질량 비율 Rm이 0.8%의 구조체에 대한 제1 사이징제의 부착 상태를 나타내는 SEM 사진이다.
도 24는, 사이징제 질량 비율 Rm이 1.1%의 구조체에 대한 제1 사이징제의 부착 상태를 나타내는 SEM 사진이다.
도 25는, 사이징제 질량 비율 Rm이 1.5%의 구조체에 대한 제1 사이징제의 부착 상태를 나타내는 SEM 사진이다.
도 26은, 실시예 6, 비교예 6에 있어서의 NOL링 시험의 결과를 나타내는 그래프이다.
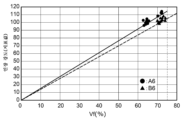
도 27은, 실시예 6, 비교예 6에 있어서의 NOL링 시험의 결과 중 섬유 체적 함유율 60% 이상, 인장 강도(지표값) 90 이상의 영역을 확대하여 나타내는 그래프이다.
도 28은, 단층 파괴 모드에서 파괴한 링 시험편을 도시하는 사진이다.
도 29는, 층간 파괴 모드에서 파괴한 링 시험편을 도시하는 사진이다.
도 30은, 실시예 8에 있어서의 링 시험편으로부터 빼낸 관찰 샘플의 단면을 도시하는 SEM 사진이다.
도 31은, 비교예 8에 있어서의 링 시험편으로부터 빼낸 관찰 샘플의 단면을 도시하는 SEM 사진이다.
도 32는, 실시예 8에 있어서의 링 시험편으로부터 빼낸 관찰 샘플의 단면을 더 확대하여 도시하는 FE-SEM 사진이다.
도 33은, 비교예 8에 있어서의 링 시험편으로부터 빼낸 관찰 샘플의 단면을 더 확대하여 도시하는 FE-SEM 사진이다.
도 2는, 회전 부재 중의 복합 소재를 도시하는 부분 단면도이다.
도 3은, 복합 소재의 구성을 도시하는 설명도이다.
도 4는, CNT에 대한 제1 사이징제의 부착 상태를 도시하는 설명도이다.
도 5는, CNT끼리가 접촉하고 있는 접촉부에 있어서의 제1 사이징제의 부착 상태를 도시하는 설명도이다.
도 6은, CNT에 대한 제1 사이징제의 다른 부착 상태를 도시하는 설명도이다.
도 7은, CNT끼리가 접촉하고 있는 접촉부에 있어서의 제1 사이징제의 다른 부착 상태를 도시하는 설명도이다.
도 8은, 회전 부재를 제작하는 수순의 개략을 도시하는 설명도이다.
도 9는, 탄소 섬유에 CNT를 부착하는 부착 장치의 구성을 도시하는 설명도이다.
도 10은, 가이드 롤러 상에서 개섬된 상태의 탄소 섬유 다발을 도시하는 설명도이다.
도 11은, 분산액 중에 있어서의 탄소 섬유의 통과 위치를 도시하는 설명도이다.
도 12는, 필라멘트 와인더의 예를 도시하는 사시도이다.
도 13은, 수지 부여 장치의 예를 도시하는 설명도이다.
도 14는, 매트릭스 수지를 경화시킬 때에 가열 온도를 단계적으로 변화시키는 예를 나타내는 그래프이다.
도 15는, 탄소 섬유끼리가 가교한 상태를 도시하는 설명도이다.
도 16은, 복합 소재를 사용한 로드의 X선 CT에 의한 내부 구조를 도시하는 화상이다.
도 17은, 탄소 섬유의 원사를 사용한 로드의 X선 CT에 의한 내부 구조를 도시하는 화상이다.
도 18은, CNT에 대한 제2 사이징제의 부착 상태를 도시하는 설명도이다.
도 19는, 실시예에 사용한 재료 CNT의 구부러진 상태를 도시하는 SEM 사진이다.
도 20은, 실시예 3의 3점 굽힘 시험의 결과를 나타내는 그래프이다.
도 21은, 실시예 4의 NOL링 시험의 결과를 나타내는 그래프이다.
도 22는, 실시예 5의 프래그먼테이션법에 의한 절단 섬유 길이를 나타내는 그래프이다.
도 23은, 사이징제 질량 비율 Rm이 0.8%의 구조체에 대한 제1 사이징제의 부착 상태를 나타내는 SEM 사진이다.
도 24는, 사이징제 질량 비율 Rm이 1.1%의 구조체에 대한 제1 사이징제의 부착 상태를 나타내는 SEM 사진이다.
도 25는, 사이징제 질량 비율 Rm이 1.5%의 구조체에 대한 제1 사이징제의 부착 상태를 나타내는 SEM 사진이다.
도 26은, 실시예 6, 비교예 6에 있어서의 NOL링 시험의 결과를 나타내는 그래프이다.
도 27은, 실시예 6, 비교예 6에 있어서의 NOL링 시험의 결과 중 섬유 체적 함유율 60% 이상, 인장 강도(지표값) 90 이상의 영역을 확대하여 나타내는 그래프이다.
도 28은, 단층 파괴 모드에서 파괴한 링 시험편을 도시하는 사진이다.
도 29는, 층간 파괴 모드에서 파괴한 링 시험편을 도시하는 사진이다.
도 30은, 실시예 8에 있어서의 링 시험편으로부터 빼낸 관찰 샘플의 단면을 도시하는 SEM 사진이다.
도 31은, 비교예 8에 있어서의 링 시험편으로부터 빼낸 관찰 샘플의 단면을 도시하는 SEM 사진이다.
도 32는, 실시예 8에 있어서의 링 시험편으로부터 빼낸 관찰 샘플의 단면을 더 확대하여 도시하는 FE-SEM 사진이다.
도 33은, 비교예 8에 있어서의 링 시험편으로부터 빼낸 관찰 샘플의 단면을 더 확대하여 도시하는 FE-SEM 사진이다.
도 1에 실시 형태에 관한 회전 부재(2)를 도시한다. 이 예의 회전 부재(2)는, 표면 자석형 전동기(3)의 비산 방지 부재로서 마련되어 있다. 회전 부재(2)는 환상체, 이 예에서는 원통 형상이다. 회전 부재(2)는, 로터(4)에 외부 끼움되어 있다. 즉, 회전 부재(2)는, 그 중공나 내부에 로터(4)가 압입에 의해 감입되어서 고정되어, 로터(4)와 일체로 회전한다. 따라서, 회전 부재(2)는, 그 주위 방향으로 회전한다. 로터(4)의 외주면에는, 복수의 영구 자석(5)이 로터(4)의 주위 방향을 따라 소정의 간격을 두고 매립되어 있다. 회전 부재(2)는, 로터(4)의 고속 회전 시에, 영구 자석(5)이 그것에 작용하는 원심력으로 로터(4)의 직경 방향 외측에 박리되어서 비산하지 않도록, 원심력에 저항하여 영구 자석(5)을 억제한다. 또한, 회전 부재(2)는, 폭이 좁은(축심 방향의 길이가 짧은) 링상 등이어도 된다. 또한, 폭이 좁은 링상의 것을 복수 조합하여 사용해도 된다.
도 2에 모식적으로 도시하는 바와 같이, 회전 부재(2)는, 복합 소재(10)와, 이 복합 소재(10)의 탄소 섬유(11)(도 3 참조)를 포매하는 매트릭스 수지 M을 갖는 탄소 섬유 강화 성형체(탄소 섬유 강화 플라스틱)이다. 복합 소재(10)(탄소 섬유(11))는, 회전 부재(2)의 주위 방향 즉 회전 방향(도면 중 A 방향)으로 감겨, 복수의 복합 소재(10)가 회전 부재(2)의 직경 방향으로 1층 이상의 섬유층을 형성하고 있다. 섬유층은, 축심 방향으로 치밀하게 나열된 복합 소재(10)로 구성된다.
복합 소재(10)는, 회전 부재(2)의 주위 방향으로 감겨 있다. 회전 부재(2)의 주위 방향으로 감겨 있다란, 복합 소재(10)가 회전 부재(2)의 주위 방향을 따른 성분을 갖고 있는 것, 즉 회전 부재(2)의 축심 방향에 대하여 소정의 사교 각도(≠0°)로 감겨 있는 것을 의미한다. 따라서, 후술하는 바와 같이, 섬유층은, 맨드럴의 외주면에 그 축심에 대하여 거의 직각(사교 각도≒90°)이 되도록 복합 소재(10)를 감는 후프 감기(평행 감기) 또는 축심에 대하여 90° 미만의 사교 각도로 복합 소재(10)를 감는 헬리컬 감기(나선 감기)에 의해 형성된다. 회전 부재(2)가 필요로 하는 특성으로부터, 사교 각도는, 링 조립 시 등에 후프층이 무너지는 것을 방지하기 위한 것이고, 임의로 정할 수 있다. 복수의 섬유층이 있는 경우, 섬유층마다 사교 각도를 정할 수 있다.
또한, 도 2에서는, 설명의 편의상, 복합 소재(10)를 과장하여 그리고 있고, 또한 하나하나의 복합 소재(10)의 단면을 원형으로 하여 구별할 수 있도록 그리고 있지만, 실제로는 이렇게 구별할 수 있는 것은 아니다.
[복합 소재]
도 3에 있어서, 복합 소재(10)는, 복수의 연속된 탄소 섬유(11)를 통합한 탄소 섬유 다발(12)을 포함한다. 각 탄소 섬유(11)의 표면에는, 각각 구조체(14)가 형성되어 있고, 구조체(14)에는, 제1 사이징제(15)(도 4 참조)가 부여되어 있다.
탄소 섬유 다발(12)을 구성하는 탄소 섬유(11)은, 실질적으로 서로 얽히는 일 없이 각 탄소 섬유(11)의 섬유 축 방향이 정렬되어 있다. 섬유 축 방향은, 탄소 섬유(11)의 축 방향(연장된 방향)이다. 이 예에서는, 탄소 섬유 다발(12)은, 1만 2천개의 탄소 섬유(11)로 구성되어 있다. 탄소 섬유 다발(12)을 구성하는 탄소 섬유(11)의 개수는, 특별히 한정되지는 않지만, 예를 들어 1만개 이상 10만개 이하의 범위 내로 할 수 있다. 또한, 도 3에서는, 도시의 편의상, 십수개만의 탄소 섬유(11)를 그리고 있다. 또한, 이 예에서는, 상기와 같은 구조체(14) 및 제1 사이징제(15)를 갖는 복수의 탄소 섬유(11)를 갖고 복합 소재(10)로 하고 있지만, 복합 소재(10)는, 상기와 같은 구조체(14) 및 제1 사이징제(15)를 갖는 1개의 탄소 섬유(11)여도 된다. 또한, 이하의 설명에서는, 표면에 구조체(14)가 형성된 섬유(이 예에서는 탄소 섬유(11))를 그 구조체(14)와 합쳐서 CNT 복합 섬유라고 칭하는 경우가 있다.
탄소 섬유 다발(12) 중에 있어서의 탄소 섬유(11)의 서로 얽힘은, 탄소 섬유(11)의 흐트러짐 정도에 의해 평가할 수 있다. 예를 들어, 주사형 전자 현미경(SEM: Scanning Electron Microscope)에 의해 탄소 섬유 다발(12)을 일정 배율로 관찰하고, 관찰되는 범위(탄소 섬유 다발(12)의 소정 길이의 범위)에 있어서의, 소정의 개수(예를 들어 10개)의 탄소 섬유(11)의 길이를 측정한다. 이 측정 결과로부터 얻어지는 소정의 개수의 탄소 섬유(11)에 관한 길이의 변동, 최댓값과 최솟값의 차, 표준 편차에 기초하여, 탄소 섬유(11)의 흐트러짐 정도를 평가할 수 있다. 또한, 탄소 섬유(11)가 실질적으로 서로 얽히지 않고 있는 것은, 예를 들어 JIS L1013: 2010 「화학 섬유 필라멘트사 시험 방법」의 교락도 측정 방법에 준하여 교락도를 측정하여 판단할 수도 있다. 측정된 교락도가 작을수록, 탄소 섬유 다발(12)에 있어서의 탄소 섬유(11)끼리의 서로 얽힘은 적은 것이 된다.
탄소 섬유(11)끼리가 실질적으로 서로 얽히지 않고 있는, 혹은 서로 얽힘이 적은 탄소 섬유 다발(12)은, 탄소 섬유(11)를 균일하게 개섬하기 쉽다. 이에 의해, 원사인 각 탄소 섬유(11)에 CNT(17)를 균일하게 부착시키기 쉽고, 또한 CNT 복합 섬유에서는, 탄소 섬유 다발(12)에 매트릭스 수지 M이 균일하게 함침되고, 탄소 섬유(11)의 각각을 강도에 기여시킬 수 있다.
탄소 섬유(11)는, 특별히 한정되지는 않고, 폴리아크릴니트릴, 레이온, 피치 등의 석유, 석탄, 콜타르 유래의 유기 섬유의 소성에 의해 얻어지는 PAN계, 피치계의 것, 목재나 식물 섬유 유래의 유기 섬유의 소성에 의해 얻어지는 것 등을 사용할 수 있고, 시판되고 있는 것이어도 된다. 또한, 탄소 섬유(11)의 직경 및 길이에 대해서도, 특별히 한정되지는 않는다. 탄소 섬유(11)는, 그 직경이 약 5㎛ 이상 20㎛ 이하의 범위 내의 것을 바람직하게 사용할 수 있고, 5㎛ 이상 10㎛ 이하의 범위 내의 것을 보다 바람직하게 사용할 수 있다. 탄소 섬유(11)는, 긴 것이 바람직하게 사용될 수 있고, 그 길이는, 50m 이상이 바람직하고, 보다 바람직하게는 100m 이상 100000m 이하의 범위 내, 더욱 바람직하게는 100m 이상 10000m 이하의 범위 내이다. 또한, 프리프레그, 탄소 섬유 강화 성형체로 한 때에, 탄소 섬유(11)가 짧게 절단되어 있어도 상관없다.
상술한 바와 같이 탄소 섬유(11)의 표면에는, 구조체(14)가 형성되어 있다. 구조체(14)는, 복수의 카본 나노튜브(이하, CNT라고 칭함)(17)가 서로 얽힌 것이다. 구조체(14)를 구성하는 CNT(17)는, 탄소 섬유(11)의 표면의 거의 전체에서 균 등하게 분산하여 서로 얽힘으로써, 복수의 CNT(17)가 서로 얽힌 상태에서 접속된 네트워크 구조를 형성한다. 여기에서 말하는 접속이란, 물리적인 접속(단순한 접촉)과 화학적인 접속을 포함한다. CNT(17)끼리는, 그것들 사이에 계면 활성제 등의 분산제나 접착제 등의 개재물이 존재하지 않고, CNT(17)끼리가 직접 접촉하는 직접 접촉이다.
구조체(14)를 구성하는 일부의 CNT(17)는, 탄소 섬유(11)의 표면에 직접 부착되어서 고정되어 있다. 이에 의해, 탄소 섬유(11)의 표면에 구조체(14)가 직접 부착되어 있다. CNT(17)가 탄소 섬유(11)의 표면에 직접 부착된다란, CNT(17)와 탄소 섬유(11)의 표면 사이에 계면 활성제 등의 분산제나 접착제 등이 개재하지 않고, CNT(17)가 탄소 섬유(11)에 직접 부착되어 있는 것이고, 그 부착(고정)은 반데르발스힘에 의한 결합에 의한 것이다. 구조체(14)를 구성하는 일부의 CNT(17)가 탄소 섬유(11)의 표면에 직접 부착하고 있음으로써, 분산제나 접착제 등이 개재하지 않고, 탄소 섬유(11)의 표면에 구조체(14)가 직접 접촉한 상태로 되어 있다.
또한, 구조체(14)를 구성하는 CNT(17)에는, 탄소 섬유(11)의 표면에 직접 접촉하지 않고, 다른 CNT(17)와 얽힘으로써 탄소 섬유(11)에 고정되어 있는 것도 있다. 또한, 탄소 섬유(11)의 표면에 직접 부착됨과 함께 다른 CNT(17)와 얽힘으로써 탄소 섬유(11)에 고정되어 있는 것도 있다. 이하에서는, 이들 탄소 섬유(11)로의 CNT(17)의 고정을 통합하여 탄소 섬유(11)로의 부착으로 칭하여 설명한다. 또한, CNT(17)가 얽히는 또는 서로 얽히는 상태에는, CNT(17)의 일부가 다른 CNT(17)에 압박되어 있는 상태를 포함한다.
구조체(14)를 구성하는 CNT(17)는, 상기와 같이 탄소 섬유(11)의 표면에 직접 부착되어 있는 것 이외에, 탄소 섬유(11)의 표면에 직접 접촉하고 있지 않지만 다른 CNT(17)와 서로 얽히는 것 등으로 탄소 섬유(11)에 고정되어 있는 것이 있다. 이 때문에, 이 예의 구조체(14)는, 종래의 복합 소재의 구조체와 같이 탄소 섬유의 표면에 직접 부착된 CNT만으로 구성되는 것보다도 많은 CNT(17)로 구성된다. 즉, 탄소 섬유(11)에 CNT(17)가 부착되는 개수가 종래의 것보다도 많게 되어 있다.
상기한 바와 같이, 복수의 CNT(17)가 서로의 표면에 개재물 없이 서로 접속되어 구조체(14)를 구성하고 있으므로, 복합 소재(10)는, CNT 유래의 전기 도전성, 열전도성의 성능을 발휘한다. 또한, CNT(17)가 탄소 섬유(11)의 표면에 개재물 없이 부착되어 있으므로, 구조체(14)를 구성하는 CNT(17)는, 탄소 섬유(11)의 표면으로부터 박리되기 어렵고, 복합 소재(10)를 포함하는 회전 부재(2)는, 인장 강도를 포함하는 기계적 강도가 향상된다.
상술한 바와 같이 회전 부재(2)에서는, 구조체(14)가 형성된 복수의 탄소 섬유(11) 즉 복수의 CNT 복합 섬유로 구성되는 탄소 섬유 다발(12)에 매트릭스 수지 M이 함침하여 경화되어 있다. 구조체(14)에 매트릭스 수지 M이 함침하고 있으므로, 각 탄소 섬유(11)의 구조체(14)가 탄소 섬유(11)의 표면과 함께 매트릭스 수지 M에 고정된다. 이에 의해, 각 탄소 섬유(11)가 매트릭스 수지 M에 강고하게 접착된 상태, 즉 탄소 섬유(11)와 매트릭스 수지 M의 계면 접착 강도가 높고, 회전 부재(2)의 인장 강도가 높게 되어 있다.
후술하는 바와 같이 CNT(17)를 구부러진 형상으로 함으로써, 직선성이 높은 CNT를 사용한 경우에 비하여, 탄소 섬유(11)로의 CNT(17)의 부착 개수를 많게, 구조체(14)의 두께가 큼과 함께, CNT(17)가 부직포의 섬유와 같이 엮어진 것과 같은 구조체(14)가 구성되어 있다. 회전 부재(2)의 각 탄소 섬유(11)의 주위에는, 구조체(14)에 매트릭스 수지 M이 함침하여 경화한 영역(이하, 복합 영역이라고 함)(18)(도 14 참조)이 형성되어 있다. 이러한 복합 영역(18)이 형성되어 있음으로써, 탄소 섬유(11)와 매트릭스 수지 M의 계면 접착 강도가 보다 높아지고, 회전 부재(2)의 인장 강도가 보다 높아진다. 또한, 인접하는 탄소 섬유(11) 사이의 수지 부분에 CNT(17)가 개재함으로써, 탄소 섬유 사이의 상호 작용이 강해져, 탄소 섬유(11)에 존재하는 결함 기인의 강도 저하를 인접하는 다른 탄소 섬유(11)가 지지하기 때문에, 결함 기인의 강도 저하가 억제된다.
또한, 탄소 섬유(11)의 표면에 CNT(17)가 부착되는 것 및 두께가 큰 부직포상의 구조체(14)를 형성함으로써 향상되는 탄소 섬유 강화 성형체(회전 부재(2))의 특성으로서는, 인장 강도 이외에, 탄성률, 진동 감쇠 특성(제진성), 반복 굽힘에 대한 내구성 등이 있다.
복수의 탄소 섬유(11)에 각각 형성된 구조체(14)는, 서로 독립된 구조이고, 하나의 탄소 섬유(11)의 구조체(14)와 다른 탄소 섬유(11)의 구조체(14)는, 동일한 CNT(17)를 공유하고 있지 않다. 즉, 하나의 탄소 섬유(11)에 마련된 구조체(14)에 포함되는 CNT(17)는, 다른 탄소 섬유(11)에 마련된 구조체(14)에 포함되지 않는다.
제1 사이징제(15)는, 도 4에 도시하는 바와 같이, CNT(17)끼리가 서로 직접 접촉하고 있는 접촉부를 둘러싸 덮는 상태에서 CNT(17)에 부여되어 있다. 제1 사이징제(15)는, CNT(17)의 표면에 존재하는 관능기, 예를 들어 히드록시기(-OH), 카르복실기(-COOH) 등의 친수기와, 카르보디이미드 화합물의 카르보디이미드기(-N=C=N-)가 반응함으로써 발생한 카르보디이미드 유래의 구조를 갖는 것이다. 즉, 제1 사이징제(15)는, 카르보디이미드 유래의 구조를 통해, 직접 접촉한 CNT(17)끼리를 가교한다. 이에 의해, CNT(17)끼리는, 그것들이 서로 직접 접촉하는 접촉부와 제1 사이징제(15)로 고정된다.
CNT(17)의 표면의 관능기의 부여 방법은, 특별히 한정되지는 않고, CNT(17)를 제작한 후에 행해지는 각종 처리에 의해 결과적으로 부여되어도 되고, 관능기 부여 처리에 의해 부여해도 된다. 관능기 부여 처리는, 예를 들어 습식에서 행해지는 양극 전해 산화법이나 오존 산화법 등을 사용할 수 있다. 제1 사이징제(15)를 구조체(14)에 부여하는 제1 사이징 처리 시에 CNT(17)의 표면에 관능기가 있으면, CNT(17)의 표면에 관능기를 부여하는 타이밍은 특별히 한정되지는 않는다.
카르보디이미드 화합물은, n을 1 이상의 정수로 하여, 식 (1)에 나타내는 구조를 2 이상 포함하는 화합물이다. R은, 예를 들어 탄화수소이다. 탄화수소로서는, 지방족 탄화수소, 지환식 탄화수소, 방향족 탄화수소를 들 수 있다.

카르보디이미드 화합물로서는, 예를 들어 일본 특허 공개 제2007-238753호 공보 등에 기재된 바와 같이, 수성 수지용 경화제 등으로서 사용되고 있는 것을 사용할 수 있고, 시판되고 있는 것이어도 된다. 카르보디이미드 화합물의 시판품으로서는, 예를 들어 「카르보딜라이트 V-02」(상품명, 닛신보 케미컬사제) 등을 들 수 있다. 친수성 세그먼트를 갖는 카르보디이미드 화합물은, 물에 용해하여, CNT(17)끼리를 가교시키는 수성 가교제로서 기능한다.
접촉부에 있어서의 CNT(17)끼리는, 도 5에 도시하는 바와 같이 직접 접촉이 유지되어 있고, 각 CNT(17)의 표면이 근접한 접촉부의 주위에서는 CNT(17)끼리가 제1 사이징제(15)에 의해 가교되어 있다.
상기한 바와 같이 제1 사이징제(15)는, 가교제가 되고, 구조체(14)를 구성하는 접촉하고 있는 CNT(17)끼리를 가교함으로써, CNT(17)끼리가 부착되어 있는 상태를 보다 강고한 것으로 하고, 구조체(14)를 보다 붕괴되기 어렵게 하고 있다.
또한, 제1 사이징제(15)는, 도 4에 도시하는 바와 같이, 탄소 섬유(11)와 이것에 직접 접촉하고 있는 CNT(17)의 접촉부를 둘러싸 덮는 상태에서 탄소 섬유(11)와 CNT(17)에 부착되어 있다. 제1 사이징제(15)는, CNT(17)끼리의 경우와 마찬가지로, 그 카르보디이미드기가, 탄소 섬유(11) 및 CNT(17)의 표면 관능기와 반응을 함으로써 발생한 카르보디이미드 유래의 구조에 의해, 탄소 섬유와 CNT(17)를 가교한다. 이와 같이, 제1 사이징제(15)는, 탄소 섬유와 CNT(17)를 가교함으로써, 탄소 섬유(11)에 CNT(17)가 부착되어 있는 상태를 보다 강고한 것으로 하고, 탄소 섬유(11)로부터 구조체(14)를 박리되기 어렵게 하고 있다.
상기의 제1 사이징제(15)에 의해, 복합 소재(10) 내지 회전 부재(2)의 제조 시에 있어서, 탄소 섬유(11)로부터의 구조체(14)의 탈락, 구조체(14)로부터의 CNT(17)의 탈락이 억제되고, 그것들에 의해 계면 접착 강도의 저하 나아가서는 회전 부재(2)의 인장 강도를 포함하는 특성의 저하를 방지할 수 있고, 균일한 바람직한 특성을 얻을 수 있다.
또한, CNT(17)끼리의 직접 접촉이 유지되고, 또한 직접 접촉하고 있는 접촉부의 주위에서 CNT(17)끼리가 제1 사이징제(15)에 의해 가교하고 있으면, 상기와 같이 CNT(17)가 제1 사이징제(15)에 의해 둘러싸여 덮여 있어도 되고, 도 6 및 도 7에 도시하는 바와 같이, CNT(17)가 둘러싸 덮여 있지 않아도 된다. 마찬가지로, 탄소 섬유(11)와 CNT(17)의 직접 접촉이 유지되고, 또한 직접 접촉하고 있는 접촉부의 주위에서 탄소 섬유(11)와 CNT(17)가 제1 사이징제(15)에 의해 가교하고 있으면, 도 6에 도시되는 바와 같이, 제1 사이징제(15)가 CNT(17)를 둘러싸서 덮지 않고 있어도 된다.
또한, 구조체(14)에서는, 복수개의 CNT(17)에 의해, 그것들이 둘러싸는 공극부(메시)(19)가 형성된다. 구조체(14) 내로의 매트릭스 수지 M의 함침을 방해하지 않기 위해서, 제1 사이징제(15)는, 그 공극부(19)를 폐색하지 않도록 하는 것이 바람직하다. 공극부(19)를 폐색하지 않도록 하기 위해서, 구조체(14)에 부착되어 있는 제1 사이징제(15)의 질량 탄소 섬유(11)의 질량에 대한 비율인 사이징제 질량 비율 Rm은, 0.6% 이상 1.1% 이하의 범위 내로 하는 것이 바람직하다.
탄소 섬유(11)의 직경의 대소에 의해, 탄소 섬유(11)의 단위 길이당의 질량이 증감하고, 구조체(14)에 부착시키는 적합한 제1 사이징제(15)의 질량도 증감한다. 그러나, 일반적으로 탄소 섬유 강화 성형체에 사용되고 있는 탄소 섬유(11)의 직경 범위에서는, 탄소 섬유(11)의 직경 변화에 대한 적합한 사이징제 질량 비율 Rm의 변화는 미소하며, 어느 직경의 탄소 섬유(11)라도 상기의 사이징제 질량 비율 Rm의 범위 내이면 공극부(19)의 폐색을 방지할 수 있다. 직경이 4㎛ 이상 8㎛ 이하의 범위 내의 탄소 섬유(11)에 대하여 사이징제 질량 비율 Rm이 0.6% 이상 1.1% 이하라면 공극부(19)를 폐색하지 않는 것을 확인하고 있다. 매트릭스 수지 M이 구조체(14) 내에 함침하여 경화하는 것은, 매트릭스 수지 M이 구조체(14)로부터 나아가서는 탄소 섬유(11)로부터 박리되기 어려워져, 기계적 강도의 향상에 유리하다.
탄소 섬유(11)에 부착된 CNT(17)는, 구부러진 형상이다. 이 CNT(17)의 구부러진 형상은, CNT(17)의 그래파이트 구조 중에 탄소의 5원환과 7원환 등의 존재에 의해 굴곡된 부위(굴곡부)를 갖는 것에 의한 것이고, SEM에 의한 관찰에서 CNT(17)가 만곡하고 있는, 절곡되어 있는 등이라고 평가할 수 있는 형상이다. 예를 들어, CNT(17)의 구부러진 형상은, CNT(17)의 후술하는 이용 범위의 평균 길이당에 적어도 1군데 이상에 굴곡부가 있는 것을 말한다. 이러한 구부러진 형상의 CNT(17)는, 그것이 긴 경우에도, 곡면인 탄소 섬유(11)의 표면에 대하여 다양한 자세로 부착된다. 또한, 구부러진 형상의 CNT(17)는, 그것이 부착된 탄소 섬유(11)의 표면 사이나 부착된 CNT(17)끼리 사이에 공간(간극)이 형성되기 쉽고, 그 공간에 다른 CNT(17)가 들어간다. 이 때문에, 구부러진 형상의 CNT(17)를 사용함으로써, 직선성이 높은 형상의 CNT를 사용한 경우에 비하여, 탄소 섬유(11)에 대한 CNT(17)의 부착 개수(구조체(14)를 형성하는 CNT(17)의 개수)가 커진다.
CNT(17)의 길이는, 0.1㎛ 이상 10㎛ 이하의 범위 내인 것이 바람직하다. CNT(17)는, 그 길이가 0.1㎛ 이상이면, CNT(17)끼리가 서로 얽혀서 직접 접촉 내지는 직접 접속된 구조체(14)를 보다 확실하게 형성할 수 있음과 함께, 전술한 바와 같이 기타의 CNT(17)가 들어가는 공간을 보다 확실하게 형성할 수 있다. 또한 CNT(17)의 길이가 10㎛ 이하이면, CNT(17)가 탄소 섬유(11) 사이에 걸쳐서 부착되는 것과 같은 경우는 없다. 즉, 상술한 바와 같이, 하나의 탄소 섬유(11)에 마련된 구조체(14)에 포함되는 CNT(17)가 다른 탄소 섬유(11)에 마련된 구조체(14)에 포함되는 것과 같은 경우가 없다.
CNT(17)의 길이는, 보다 바람직하게는 0.2㎛ 이상 5㎛ 이하의 범위 내이다. CNT(17)의 길이가 0.2㎛ 이상이면, CNT(17)의 부착 개수를 증가시켜서 구조체(14)를 두껍게 할 수 있고, 5㎛ 이하이면, CNT(17)를 탄소 섬유(11)에 부착시킬 때에, CNT(17)가 응집되기 어렵고, 보다 균등하게 분산되기 쉬워진다. 이 결과, CNT(17)가 보다 균일하게 탄소 섬유(11)에 부착된다.
또한, 탄소 섬유(11)에 부착되는 CNT로서, 직선성이 높은 CNT가 혼재하는 것이나, 상기와 같은 길이의 범위 외의 CNT가 혼재하는 것을 배제하는 것은 아니다. 혼재가 있어도, 예를 들어 CNT(17)로 형성되는 공간에 직선성이 높은 CNT가 인입함으로써, 탄소 섬유(11)에 대한 CNT의 부착 개수를 많게 할 수 있다.
CNT(17)는, 평균 직경이 0.5nm 이상 30nm 이하의 범위 내인 것이 바람직하고, 보다 바람직하게는 3nm 이상 10nm 이하의 범위 내이다. CNT(17)는, 그 직경이 30nm 이하이면, 유연성이 풍부하고, 탄소 섬유(11)의 표면을 따라 부착하기 쉽고, 또한 다른 CNT(17)와 얽혀서 탄소 섬유(11)에 고정되기 쉽고, 나아가 구조체(14)의 형성이 보다 확실해진다. 또한, 10nm 이하이면, 구조체(14)를 구성하는 CNT(17)끼리의 결합이 강고가 된다. 또한, CNT(17)의 직경은, 투과형 전자 현미경(TEM: Transmission Electron Microscope) 사진을 사용하여 측정한 값으로 한다. CNT(17)는, 단층, 다층을 불문하지만, 바람직하게는 다층의 것이다.
탄소 섬유(11)에 대한 CNT(17)의 부착 개수는, 구조체(14)의 두께(탄소 섬유(11)의 직경 방향의 길이)로 평가할 수 있다. 구조체(14)의 각 부의 두께는, 예를 들어 탄소 섬유(11)의 표면 구조체(14)의 일부를 셀로판 테이프 등에 접착하여 박리하고, 탄소 섬유(11)의 표면에 남은 구조체(14)의 단면을 SEM 등으로 계측함으로써 취득할 수 있다. 탄소 섬유(11)의 섬유 축 방향을 따른 소정 길이의 측정 범위를 거의 균등하게 망라하도록, 측정 범위의 10군데에서 구조체(14)의 두께를 각각 측정한 것의 평균을 구조체(14)의 두께로 한다. 측정 범위의 길이는, 예를 들어 상술한 CNT(17)의 길이 범위의 상한의 5배의 길이로 한다.
상기와 같이 하여 얻어지는 구조체(14)의 두께(평균)는, 10nm 이상 300nm 이하의 범위 내, 바람직하게는 15nm 이상 200nm 이하의 범위 내, 보다 바람직하게는 50nm 이상 200nm 이하의 범위 내이다. 구조체(14)의 두께가 200nm 이하이면, 탄소 섬유(11) 사이의 수지 함침성이 보다 양호하다.
또한, 탄소 섬유(11)에 부착되어 있는 CNT(17)의 CNT 복합 섬유에 대한 질량비인 CNT 질량비 Rc를 사용하여, 탄소 섬유(11)에 대한 CNT(17)의 부착 상태를 평가할 수 있다. 소정의 길이의 탄소 섬유(11)만의 질량(이하, CF 질량이라고 함)을 Wa, 그 탄소 섬유(11)에 부착되어 있는 CNT(17)의 질량(이하, CNT 질량이라고 함)을 Wb로 한 때에, CNT 질량비 Rc는, 「Rc=Wb/(Wa+Wb)」에서 얻어진다.
CNT(17)는, 탄소 섬유(11)에 균일하게 부착되어 있는 것이 바람직하고, 탄소 섬유(11)의 표면을 덮도록 부착되어 있는 것이 바람직하다. 탄소 섬유(11)에 대한 CNT(17)의 균일성을 포함하는 부착 상태는, SEM에 의해 관찰하고, 얻어진 화상을 눈으로 보아 평가할 수 있다. 이 경우, 섬유 축 방향을 따라서 탄소 섬유(11)의 소정의 길이의 범위(예를 들어 1cm, 10cm, 1m의 범위)을 거의 균등하게 망라하도록 복수 개소(예를 들어 10군데)에 대하여 관찰하여 평가하는 것이 바람직하다.
또한, 상술한 CNT 질량비 Rc를 사용하여, 탄소 섬유(11)에 대한 CNT(17)의 부착 균일성을 평가할 수 있다. CNT 질량비 Rc는, 0.001 이상 0.008 이하인 것이 바람직하다. CNT 질량비 Rc가 0.001 이상이면, 회전 부재(2)로 한 때에, 상기와 같은 구조체(14)에 의한 특성의 향상의 효과를 확실하게 얻을 수 있다. CNT 질량비 Rc가 0.008 이하이면 구조체(14)로의 매트릭스 수지 M의 수지 함침이 확실하게 이루어진다. 또한, CNT 질량비 Rc가 0.002 이상 0.006 이하인 것이 보다 바람직하다. CNT 질량비 Rc가 0.002 이상이면, 거의 모든 탄소 섬유(11) 사이에서 구조체(14)(CNT(17))가 보다 확실하게 기능한다. CNT 질량비 Rc가 0.006 이하이면, 구조체(14)로의 매트릭스 수지 M의 수지 함침이 확실하게 이루어지고, 또한 회전 부재(2)에 있어서의 매트릭스 수지 M의 비율이 낮은 경우에도 구조체(14)가 보다 확실하게 기능한다. 또한, 수지 M의 비율이 낮은 경우에도, 탄소 섬유 사이 수지에는 고농도로 CNT(17)가 존재하기 때문에, 그 보강 효과에 의해 인성 강도를 높일 수 있다.
1개의 탄소 섬유(11)의 길이 1m의 범위(이하, 평가 범위라고 칭함) 내에 설정되는 10점의 측정 부위의 각 CNT 질량비 Rc의 표준 편차 s가 0.0005 이하인 것이 바람직하고, 0.0002 이하인 것이 보다 바람직하다. 또한, 표준 편차 s의 CNT 질량비 Rc의 평균에 대한 비율은, 40% 이하인 것이 바람직하고, 15% 이하인 것이 보다 바람직하다. 10점의 측정 부위는, 평가 범위를 거의 균등하게 망라하도록 설정하는 것이 바람직하다. 표준 편차 s는, 탄소 섬유(11)에 부착된 CNT(17)의 부착 개수(부착량), 구조체(14)의 두께의 변동의 지표가 되고, 변동이 작을수록 작은 값이 된다. 따라서, 이 표준 편차 s가 작을수록 바람직하다. CNT(17)의 부착 개수, 구조체(14)의 두께 변동은, 복합 소재(10) 및 그것을 사용한 회전 부재(2)의 CNT(17)에서 유래의 특성 차이로서 나타난다. 표준 편차 s가 0.0005 이하이면, 복합 소재(10) 및 탄소 섬유 강화 성형체의 CNT(17)에서 유래된 특성을 보다 확실하게 발휘할 수 있고, 0.0002 이하이면, CNT(17)에서 유래된 특성을 충분히 또한 확실하게 발휘할 수 있다. 또한, 표준 편차 s는, 식 (2)에 의해 구해진다. 식 (2) 중의 값 n은, 측정 부위에 수(이 예에서는 n=10), 값 Ri는, 측정 부위의 CNT 질량비 Rc이고, 값 Ra는 CNT 질량비 Rc의 평균이다.

[CNT 질량비의 측정]
CNT 질량비 Rc는, 그것을 구하려고 하는 측정 부위에 대해서 1m 정도에 탄소 섬유 다발(12)(예를 들어 12000개 정도의 CNT 복합 섬유)을 잘라내서 측정 시료로서, 하기와 같이 하여 구한다.
(1) CNT(17)의 분산매가 되는 액(이하, 측정액이라고 함)에 측정 시료를 투입한다. 측정액으로서는, 예를 들어 NMP(N-메틸-2-피롤리돈, CAS 등록 번호: 872-50-4)에 분산제를 넣은 것을 사용한다. 분산제는, CNT(17)를 탄소 섬유(11)에 재부착시키지 않기 위하여 측정액에 첨가하고 있지만, 첨가하지 않아도 된다. 측정 액의 양은, 예를 들어 측정 시료 10g에 대하여 100ml이다.
(2) 측정 시료를 투입하기 전의 측정액의 질량과, 투입 후의 측정 시료를 포함하는 측정액의 질량의 차분을 계측하고, 이것을 측정 시료의 질량, 즉 탄소 섬유(11)의 CF 질량 Wa와 그 탄소 섬유(11)에 부착되어 있는 CNT(17)의 CNT 질량 Wb의 합(Wa+Wb)으로 한다.
(3) 측정 시료를 포함하는 측정액을 가열하여, 탄소 섬유(11)로부터 그것에 부착되어 있는 CNT(17)를 완전히 분리하고, CNT(17)를 측정액 중에 분산한다.
(4) 흡광 광도계를 사용하여, CNT(17)가 분산되어 있는 측정액의 흡광도(투과율)를 측정한다. 흡광 광도계에 의한 측정 결과와, 미리 제작해 둔 검량선으로부터 측정액 중의 CNT(17)의 농도(이하, CNT 농도라고 함)를 구한다. CNT 농도는, 그 값을 C, 측정액의 질량을 W1, 이 측정액에 포함되는 CNT(17)의 질량을 W2로 한 때에, 「C=W2/(W1+W2)」로 부여되는 질량 퍼센트 농도이다.
(5) 얻어지는 CNT 농도와 측정 시료를 투입하기 전의 측정액의 질량으로부터 측정액 중의 CNT(17)의 CNT 질량 Wb를 구한다.
(6) (2)에서 구해지는 CF 질량 Wa와 CNT 질량 Wb의 합(Wa+Wb)과, CNT(17)의 CNT 질량(Wb)으로부터, CNT 질량비 Rc(=Wb/(Wa+Wb))를 산출한다.
상기 흡광도의 측정에서는, 분광 광도계(예를 들어, SolidSpec-3700, 가부시키가이샤 시마즈 세이사쿠쇼제 등)를 사용할 수 있고, 측정 파장으로서는 예를 들어 500nm 등을 사용하면 된다. 또한, 측정 시에는, 측정액을 석영제의 셀에 수용하는 것이 바람직하다. 또한, 분산제 이외의 불순물을 포함하지 않는 분산매의 흡광도를 레퍼런스로서 측정하고, CNT(17)의 농도 C는, CNT(17)가 분산되어 있는 측정액의 흡광도와 레퍼런스의 차분을 사용하여 구할 수 있다. 또한, CNT 질량비 Rc의 측정에 있어서는, 탄소 섬유 다발(12)로부터 제1 사이징제(15)를 제거한 것을 사용한다. 단, 탄소 섬유(11)의 질량에 대하여 제1 사이징제(15)의 1/100 정도인 경우에는, 제1 사이징제(15)의 부착의 유무, 즉 제1 사이징제(15)의 질량은, CNT 질량비 Rc의 바람직한 범위에 실질적으로 영향을 미치는 경우가 없기 때문에, 이 경우에는, 제1 사이징제(15)가 부착되어 있는 CNT 복합 섬유의 질량을, CF 질량 Wa와 CNT 질량 Wb의 합(Wa+Wb)으로 간주할 수 있다.
CNT 질량비 Rc에 의해 균일성을 평가하는 경우에는, 평가하는 탄소 섬유 다발(12)의 평가 범위(예를 들어, 길이 1m)를 거의 균등하게 망라하도록 10군데의 측정 부위를 설정한다. 이들 10군데의 측정 부위는, 평가 범위의 양단과 그 사이의 8군데로 하고, 각 측정 부위 각각에 대해서, 상술한 수순으로 CNT 질량비 Rc를 구한다.
[사이징제 질량비의 측정]
사이징제 질량 비율 Rm의 측정에서는, 각 탄소 섬유(11)의 구조체(14)에 제1 사이징제(15)를 부착시켜서 제작한 탄소 섬유 다발(12)로부터, 예를 들어 3개의 CNT 복합 섬유를 잘라내서 측정 시료로 하여, 하기와 같이 하여 구한다. 측정 시료로서 잘라내는 CNT 복합 섬유의 길이는 예를 들어 5m로 한다. 또한, 측정 시료로 하는 CNT 복합 섬유의 개수, 길이는 이들에 한정되지는 않는다.
(1) CNT(17)의 측정액에 측정 시료를 투입한다. 측정액 및 분산매의 조건은, 상기의 CNT 질량비 Rc를 측정하는 경우와 동일하다.
(2) 측정 시료를 투입하기 전의 측정액의 질량과, 투입 후의 측정 시료를 포함하는 측정액의 질량의 차분을 계측하고, 이것을 측정 시료의 질량, 즉 탄소 섬유(11)의 CF 질량 Wa, 탄소 섬유(11)에 부착되어 있는 CNT(17)의 CNT 질량 Wb 및 CNT(17)에 부착되어 있는 제1 사이징제(15)의 사이즈제 질량 Wc의 합(Wa+Wb+Wc)으로 한다.
(3) 측정 시료를 포함하는 측정액 가열하여, 탄소 섬유(11)로부터 그것에 부착되어 있는 CNT(17)를 완전히 분리하고, CNT(17)를 측정액 중에 분산한다.
(4) CNT 질량비 Rc를 측정하는 경우와 마찬가지로, 흡광 광도계를 사용하여 CNT(17)가 분산되어 있는 측정액의 흡광도를 측정하고, 그 흡광도와, 미리 제작해 둔 검량선으로부터 측정액 중의 CNT(17)의 CNT 농도를 구한다. 얻어지는 CNT 농도와 측정 시료를 투입하기 전의 측정액의 질량으로부터 측정액 중의 CNT 질량 Wb를 구한다.
(5) 사용하고 있는 탄소 섬유(11)(원사)의 카탈로그 값으로부터 CF 질량 Wa를 특정한다.
(6) 측정 시료의 질량(Wa+Wb+Wc)으로부터, (5)에서 얻어지는 CF 질량 Wa 및 (4)에서 얻어지는 CNT 질량 Wb를 감산한 차를 구하고, 이것을 측정 시료에 부여되어 있었던 제1 사이즈제의 사이즈제 질량 Wc로 한다.
(7) (5)에서 얻어지는 CF 질량 Wa와, (6)에서 얻어지는 사이즈제 질량 Wc로부터 사이징제 질량 비율 Rm(=(Wc/Wa)×100%)을 산출한다.
또한, 상기의 사이징제 질량 비율 Rm의 측정에 있어서, 탄소 섬유(11)(원사)의 카탈로그 값으로부터 CF 질량 Wa를 특정하는 경우에, 사이징제가 부착되어 있지 않은 탄소 섬유(11)(원사)의 질량을 특정한다. 여기에서 말하는 사이징제는, 탄소 섬유(11)(원사)끼리의 얽힘 등을 방지하기 위하여 탄소 섬유(11)(원사)의 표면에 부착되어 있는 것이며, 제1 사이징제와는 다르다. 단, 얽힘 등을 방지하기 위한 사이징제의 질량은, 일반적으로 탄소 섬유(11)의 CF 질량 Wa에 대하여 1/100 정도이며, 이러한 경우에는 당해 사이징제의 부착의 유무는, 사이징제 질량 비율 Rm의 바람직한 범위에 실질적으로 영향을 미치는 경우는 없다. 따라서, 이러한 경우에는 사이징제가 부착되어 있는 탄소 섬유(11)의 질량을, 사이징제 질량 비율 Rm을 구할 때의 CF 질량 Wa로 간주해도 된다.
또한, CF 질량 Wa의 특정은, 카탈로그 값으로부터 특정하는 것에 한정되지는 않는다. 예를 들어, CNT(17)를 분리한 후의 탄소 섬유(11)의 질량을 실측하여 CF 질량 Wa로 해도 된다. 또한, 측정 시료로 한 CNT 복합 섬유에 사용하고 있는 탄소 섬유(11)와 동종이며, CNT(17)를 부착시키지 않고 있는 탄소 섬유에 대하여 질량을 측정한 것으로부터 CF 질량 Wa를 특정해도 된다.
회전 부재(2)는, 도 8에 도시하는 바와 같이, 구조체 형성 공정 ST1, 제1 사이징 처리 공정 ST2, 성형 공정 ST3을 거쳐서 제작된다. 구조체 형성 공정 ST1에서는, 탄소 섬유 다발(12)의 각 탄소 섬유(11)(원사)의 각각에 CNT(17)를 부착시켜서 구조체(14)를 형성한다. 이 때문에, CNT(17)가 단리 분산한 CNT 단리 분산액(이하, 단순히 분산액이라고 칭함) 중에 탄소 섬유 다발(12)을 침지하고, 분산액에 기계적 에너지를 부여한다. 단리 분산이란, CNT(17)가 1개씩 물리적으로 분리하여 서로 얽히지 않고 분산매 중에 분산되어 있는 상태를 말하고, 2 이상의 CNT(17)가 다발상으로 집합한 집합물의 비율이 10% 이하인 상태를 가리킨다. 여기서 집합물의 비율이 10% 이상이면, 분산매 중에서의 CNT(17)의 응집이 촉진되고, CNT(17)의 탄소 섬유(11)에 대한 부착이 저해된다.
도 9에 일 예를 도시하는 바와 같이, 부착 장치(21)는, CNT 부착 조(22), 가이드 롤러(23 내지 26), 초음파 발생기(27), 탄소 섬유 다발(12)을 일정한 속도로 주행시키는 주행 기구(도시 생략) 등으로 구성된다. CNT 부착 조(22) 내에는, 분산액(28)이 수용된다. 초음파 발생기(27)는, 초음파를 CNT 부착 조(22)의 하측보다 CNT 부착 조(22) 내의 분산액(28)에 인가한다.
부착 장치(21)에는, 구조체(14)가 형성되어 있지 않은 긴(예를 들어 100m 정도) 탄소 섬유 다발(12)이 연속적으로 공급된다. 공급되는 탄소 섬유 다발(12)은, 가이드 롤러(23 내지 26)에 차례로 감아져, 주행 기구에 의해 일정한 속도로 주행한다. 부착 장치(21)에는, 각 탄소 섬유(11)에 사이징제가 부착되어 있지 않은 탄소 섬유 다발(12)이 공급된다. 또한, 여기에서 말하는 사이징제는, 상술한 탄소 섬유(11)의 관련 등을 방지하기 위한 것이다.
탄소 섬유 다발(12)은, 개섬된 상태에서 가이드 롤러(23 내지 26)에 각각 감아져 있다. 가이드 롤러(23 내지 26)에 감아진 탄소 섬유 다발(12)은, 적당한 장력이 작용함으로써 탄소 섬유(11)가 서로 얽힐 우려가 저감된다. 탄소 섬유 다발(12)의 가이드 롤러(24 내지 26)에 대한 감김은, 보다 작은 감김 각(90° 이하)로 하는 것이 바람직하다.
가이드 롤러(23 내지 26)는, 모두 평 롤러이다. 도 10에 도시하는 바와 같이, 가이드 롤러(23)의 롤러 길이(축 방향의 길이) L1은, 개섬된 탄소 섬유 다발(12)의 폭 WL보다도 충분히 크게 하고 있다. 가이드 롤러(24 내지 26)에 대해서도, 가이드 롤러(23)와 마찬가지이고, 그것들의 롤러 길이는, 개섬된 탄소 섬유 다발(12)의 폭 WL보다도 충분히 크게 하고 있다. 예를 들어, 가이드 롤러(23 내지 26)는, 모두 동일한 사이즈이고, 롤러 길이 L1이 100mm, 롤러의 직경(외경)이 50mm이다. 개섬된 탄소 섬유 다발(12)은, 두께 방향(가이드 롤러의 직경 방향)으로 복수개의 탄소 섬유(11)가 나열된다.
가이드 롤러(23 내지 26) 중 가이드 롤러(24, 25)는, CNT 부착 조(22) 내에 배치되어 있다. 이에 의해, 가이드 롤러(24, 25) 사이에서는, 탄소 섬유 다발(12)은, 분산액(28) 중을 일정한 깊이로 직선적으로 주행한다. 탄소 섬유 다발(12)의 주행 속도는, 0.5m/분 이상 100m/분 이하의 범위 내로 하는 것이 바람직하다. 탄소 섬유 다발(12)의 주행 속도가 높을수록, 생산성을 향상시킬 수 있고, 주행 속도가 낮을수록, CNT(17)의 균일 부착에 유효하고, 또한 탄소 섬유(11)끼리의 얽힘 억제에 효과적이다. 또한, 탄소 섬유(11)끼리의 얽힘이 적을수록 탄소 섬유(11)에 대한 CNT(17)의 부착 균일성을 높일 수 있다. 탄소 섬유 다발(12)의 주행 속도가 100m/분 이하이면, 탄소 섬유(11)끼리의 얽힘이 보다 효과적으로 억제됨과 함께, CNT(17)의 부착 균일성을 보다 높게 할 수 있다. 또한, 탄소 섬유 다발(12)의 주행 속도는, 5m/분 이상 50m/분 이하의 범위 내로 하는 것이 보다 바람직하다.
초음파 발생기(27)는, 기계적 에너지로서의 초음파 진동을 분산액(28)에 인가한다. 이에 의해, 분산액(28) 중에 있어서, CNT(17)가 분산된 분산 상태와 응집된 응집 상태가 교호로 변화하는 가역적 반응 상태를 만들어 낸다. 이 가역적 반응 상태에 있는 분산액(28) 중에 탄소 섬유 다발(12)을 통과시키면, 분산 상태로부터 응집 상태로 이행할 때에 각 탄소 섬유(11)에 CNT(17)가 반데르발스힘에 의해 부착된다. CNT(17)에 대한 탄소 섬유(11)의 질량은, 10만배 이상으로 크고, 부착된 CNT(17)가 탈리하기 위한 에너지는, 초음파 진동에 의한 에너지보다 커진다. 이 때문에, 분산액(28) 중에 있어서, 탄소 섬유(11)에 한번 부착된 CNT(17)는, 부착 후의 초음파 진동에 의해서도 탄소 섬유(11)로부터 박리되지 않는다. 또한, CNT(17)끼리에서는, 모두 질량이 매우 작기 때문에, 초음파 진동에 의해 분산 상태와 응집 상태로 교호로 변화한다.
분산 상태로부터 응집 상태로의 이행이 반복하여 행해짐으로써, 각 탄소 섬유(11)에 많은 CNT(17)가 각각 부착되어서 구조체(14)가 형성된다. 상술한 바와 같이, CNT(17)로서 구부러진 형상의 것을 사용함으로써, CNT(17)와 그것이 부착된 탄소 섬유(11)의 표면 사이나 부착된 CNT(17)끼리의 사이 등에 형성된 공간에 다른 CNT(17)가 들어감으로써, 보다 많은 CNT(17)가 탄소 섬유(11)에 부착되고, 구조체(14)가 형성된다.
분산액(28)에 인가하는 초음파 진동의 주파수는, 40kHz 이상 950kHz 이하인 것이 바람직하다. 주파수가 40kHz 이상이면, 탄소 섬유 다발(12) 중의 탄소 섬유(11)끼리의 서로 얽힘이 억제된다. 또한, 주파수가 950kHz 이하이면, 탄소 섬유(11)에 CNT(17)가 양호하게 부착된다. 탄소 섬유(11)의 얽힘을 보다 저감하기 위해서는, 초음파 진동의 주파수는, 100kHz 이상이 바람직하다.
또한, 탄소 섬유(11)에 부착되는 CNT(17)의 개수는, CNT(17)의 분산 상태로부터 응집 상태로의 이행 횟수가 10만회 이상이 됨으로써, 탄소 섬유(11)끼리의 얽힘이 양호하게 억제되고, 또한 구조체(14)의 두께의 균일성을 확보할 수 있는 것을, 발명자들은 발견하였다. 또한, 부착 개수의 최댓값은, 분산액(28)의 CNT 농도에 따라 변화되고, 분산액(28)의 CNT 농도가 높을수록 커진다. 단, 분산액(28)의 CNT 농도가, 초음파 진동을 인가하고 있을 때에 CNT(17)가 분산 상태를 취할 수 없을 만큼의 고농도가 되면, 탄소 섬유(11)에 대한 CNT(17)의 부착을 실시할 수 없게 된다.
이 때문에, 탄소 섬유 다발(12)이 분산액(28) 중을 주행하고 있는 기간의 길이, 즉 가이드 롤러(24, 25) 사이를 주행하고 있는 시간(이하, 침지 시간이라고 함)이 분산액(28)에 인가하는 초음파 진동의 주기의 10만배 또는 그것 이상이 되도록, 탄소 섬유 다발(12)의 주행 속도, 탄소 섬유 다발(12)이 분산액(28) 중을 주행하는 거리(가이드 롤러(24, 25)의 간격), 분산액(28)에 인가하는 초음파 진동의 주파수를 정하는 것이 바람직하다. 즉, 초음파 진동의 주파수를 fs(Hz), 침지 시간을 Ts(초)로 한 때에, 「Ts≥100000/fs」를 만족시키도록 하는 것이 바람직하다. 예를 들어, 초음파 진동의 주파수가 100kHz, 탄소 섬유 다발(12)이 분산액(28) 중을 주행하는 거리가 0.1m이면, 탄소 섬유 다발(12)의 주행 속도를 6m/분 이하로 하면 된다. 또한, 탄소 섬유 다발(12)을 복수회로 나누어서 분산액(28)에 침지하는 경우에도, 합계한 침지 시간이 초음파 진동의 주기의 10만배 또는 그 이상으로 하면 CNT(17)의 부착 개수를 거의 최대로 할 수 있다.
도 11에 모식적으로 도시하는 바와 같이, 초음파 발생기(27)로부터 인가되는 초음파 진동에 의해 CNT 부착 조(22) 내의 분산액(28)에는, 음압(진폭)의 분포가 정해진 정재파가 발생한다. 이 부착 장치(21)에서는, 분산액(28) 중에 있어서, 초음파 진동의 정재파의 절 즉 음압이 극소가 되는 깊이를 탄소 섬유 다발(12)이 주행하도록, 가이드 롤러(24, 25)의 깊이 방향의 위치가 조정되어 있다. 따라서, 탄소 섬유 다발(12)이 분산액(28) 중을 주행하는 분산액(28)의 액면으로부터의 깊이는, 그 깊이를 D, 분산액(28) 중에 발생하는 초음파 진동의 정재파의 파장을 λ, n을 1 이상의 정수로 한 때에, 「D=n·(λ/2)」를 만족시키도록 정해져 있다. 또한, 정재파의 파장 λ는, 분산액(28) 중의 음속, 초음파 발생기(27)로부터 인가되는 초음파 진동의 주파수에 기초하여 구할 수 있다.
상기한 바와 같이 분산액(28) 중을 주행하는 탄소 섬유 다발(12)의 깊이를 조정함으로써, 음압에 의한 탄소 섬유(11)의 진동을 억제하고, 실 느슨해짐에 의한 실 흐트러짐을 방지할 수 있고, 탄소 섬유(11)끼리 또는 각 탄소 섬유(11)의 표면에 부착되어 있는 CNT(14)끼리의 마찰을 억제하고, 두께가 큰 구조체(14)를 형성할 수 있다. 또한, 마찰이 억제됨으로써, 구조체(14)의 두께가 커도, CNT 질량비 Rc의 변동이 억제되고, 상술한 표준 편차 s가 작아진다. 또한, 탄소 섬유 다발(12)이 분산액(28) 중을 주행하는 깊이는, 정재파의 절에서 다소 어긋나도 되고, 그 경우에는 n·λ/2-λ/8 이상 n·λ/2+λ/8 이하의 범위 내(n·λ/2-λ/8≤D≤n·λ/2+λ/8)로 하는 것이 바람직하다. 이에 의해, 탄소 섬유(11)의 실 느슨해짐에 의한 실 흐트러짐을 허용할 수 있는 범위로 할 수 있다.
분산액(28)은, 예를 들어 긴 CNT(이하, 재료 CNT라고 칭함)를 분산매에 첨가하여, 균질기나, 전단력, 초음파 분산기 등에 의해, 재료 CNT를 절단하여 소망으로 하는 길이의 CNT(17)로 함과 함께, CNT(17)의 분산 균일화를 도모함으로써 조제된다.
분산매로서는, 물, 에탄올, 메탄올, 이소프로필알코올 등의 알코올류나 톨루엔, 아세톤, 테트라히드로푸란(THF), 메틸에틸케톤(MEK), 헥산, 노르말헥산, 에틸에테르, 크실렌, 아세트산메틸, 아세트산에틸 등의 유기 용매 및 이들의 임의의 비율의 혼합액을 사용할 수 있다. 분산액(28)은, 분산제, 접착제를 함유하지 않는다.
상술한 바와 같이 구부러진 형상의 CNT(17)의 원래가 되는 재료 CNT는, 구부러진 형상의 것이다. 이러한 재료 CNT는, 개개의 재료 CNT의 직경이 정렬되어 있는 것이 바람직하다. 재료 CNT는, 절단에 의해 생성되는 각 CNT의 길이가 커도, CNT를 단리 분산할 수 있는 것이 바람직하다. 이에 의해, 상술한 바와 같은 길이의 조건을 만족시키는 CNT(17)를 단리 분산한 분산액(28)이 용이하게 얻어진다.
이 예의 복합 소재(10)에서는, 상술한 바와 같이, CNT(17)로서 구부러진 형상의 것을 부착시키고 있으므로, CNT(17)와 그것이 부착된 탄소 섬유(11)의 표면 사이나 부착된 CNT(17)끼리 사이 등에 형성된 공간에 다른 CNT(17)가 들어간다. 이에 의해, 보다 많은 CNT(17)가 탄소 섬유(11)에 부착된다. 또한, 강고하게 CNT(17)가 탄소 섬유(11)에 부착되어서 구조체(14)가 형성되므로, 탄소 섬유(11)로부터 CNT(17)가 보다 박리되기 어렵다. 그리고, 이러한 복합 소재(10)를 사용하여 제작되는 회전 부재(2)는, CNT에서 유래하여 특성이 보다 높게 되어 있다.
분산액(28)의 CNT(17)의 농도는, 0.003wt% 이상 3wt% 이하의 범위 내인 것이 바람직하다. 분산액(28)의 CNT(17)의 농도는, 보다 바람직하게는 0.005wt% 이상 0.5wt% 이하이다.
탄소 섬유 다발(12)은, 분산액(28) 중에서 인출된 후에 건조된다. 건조된 탄소 섬유 다발(12)에 대하여 제1 사이징 처리를 행함으로써, 제1 사이징제(15)가 구조체(14)에 부여된다.
제1 사이징 처리 공정 ST2는, 제1 사이징 처리를 행한다. 제1 사이징 처리는, 건조된 탄소 섬유 다발(12)에 대하여 제1 사이징 처리액을 부여하는(접촉시키는) 공정과 건조시키는 공정을 포함한다. 제1 사이징 처리액은, 상술한 카르보디이미드 화합물을, 용매에 용해함으로써 만들 수 있다. 카르보디이미드 화합물을 용해하는 용매로서는, 물, 알코올, 케톤류 및 그것들의 혼합물 등을 사용할 수 있다.
제1 사이징 처리액의 부여는, 제1 사이징 처리액이 수용된 액조에 탄소 섬유 다발(12)을 침지하는 방법, 탄소 섬유 다발(12)에 제1 사이징 처리액을 분무하는 방법, 탄소 섬유 다발(12)에 제1 사이징 처리액을 바르는 방법 등, 어느 방법을 사용해도 된다. 제1 사이징 처리액은, CNT(17)끼리의 직접 접촉을 유지한 상태에서, CNT(17)의 표면에 부여된 상태가 되고, 점도가 낮을수록, CNT(17)끼리의 접촉부 근방 및 탄소 섬유(11)와 CNT(17)의 접촉부 근방에 응집하기 쉽다.
제1 사이징 처리 공정 ST2에 있어서, 탄소 섬유 다발(12)에 대한 제1 사이징 처리액의 부여량, 제1 사이징 처리액에 있어서의 카르보디이미드 화합물의 농도 등을 조정함으로써, 소망으로 하는 사이징제 질량 비율 Rm으로 할 수 있다.
제1 사이징 처리액의 부여 후의 건조는, 제1 사이징 처리액의 용매(이 예에서는 물)를 증발시킨다. 건조의 방법은, 제1 사이징 처리액이 부여된 탄소 섬유 다발(12)을 방치 건조하는 방법, 탄소 섬유 다발(12)에 공기 등의 기체를 보내는 방법, 탄소 섬유 다발(12)을 가열하는 방법 등의 공지된 건조 방법을 사용할 수 있고, 방치 건조 또는 기체를 보내는 어느 것의 방법에 가열을 병용해도 된다.
성형 공정 ST3은, 제1 사이징 처리 공정 ST2를 거친 복합 소재(10)를 사용하여, 필라멘트 와인딩법에 의해 회전 부재(2)를 성형한다. 도 12의 일 예를 도시하는 바와 같이, 예를 들어 복수개의 복합 소재(10)가 크릴(급사 장치)(31)로부터 소정의 장력으로 조정되면서 풀어내어지고, 풀어내어진 복합 소재(10)가 수지 부여 장치(32)를 통해 필라멘트 와인더(33)에 급사된다. 복합 소재(10)는, 수지 부여 장치(32)를 통과할 때에 CNT 복합 섬유의 표면에 미경화의 액상 매트릭스 수지 M이 부여된다. 이때에, 수지 부여 장치(32)는, 탄소 섬유(11)의 표면에 형성된 구조체(14)에 매트릭스 수지 M을 함침시킨다.
필라멘트 와인더(33)에는, 맨드럴(34)이 회동 가능하게 세트되어 있다. 필라멘트 와인더(33)에 의해 맨드럴(34)이 회전됨으로써, 매트릭스 수지 M이 부여된 복합 소재(10)는, 거기에 소정의 장력이 부여되면서, 맨드럴(34)에 권회된다. 맨드럴(34)로의 복합 소재(10)의 감기 위치는, 수지 부여 장치(32)에 마련된 헤드(도시 생략)에 의해 정해져 있다. 맨드럴(34)의 회전에 동기하여 수지 부여 장치(32)를 맨드럴(34)의 축심 방향으로 왕복 이동함으로써, 맨드럴(34)에 대한 복합 소재(10)의 감기 위치를 맨드럴(34)의 축심 방향에 어긋나게 하면서 권회한다.
이때에, 맨드럴(34)의 축심 방향에 대한 복합 소재(10)의 감기 각도(사교 각도)를, 예를 들어 거의 90°로 조정함으로써, 매트릭스 수지 M이 부여된 CNT 복합 섬유는, 맨드럴(34)에 후프 감기 즉 맨드럴(34)의 외주면에 그 축심에 대하여 거의 직각이 되는 방향으로 치밀하게 감긴다. 또한, 맨드럴(34)의 축심 방향에 대한 복합 소재(10)의 감기 각도를, 90°보다도 작은 각도, 예를 들어 45°로 조정함으로써, 매트릭스 수지 M이 부여된 CNT 복합 섬유는, 맨드럴(34)에 헬리컬 감기 즉 맨드럴(34)의 외주면에 그 축심에 대하여 45°가 되는 각도를 갖고 치밀하게 감긴다.
상기와 같이 맨드럴(34)의 외주면 상에 복합 소재(10)를 소정의 층수(1층 이상)로 권회한 성형체를 형성한 후, 성형체와 함께 맨드럴(34)을 필라멘트 와인더(33)로부터 떼어낸다. 성형체는, 예를 들어 제외된 맨드럴(34)과 함께 가열되고, CNT 복합 섬유에 부여된 매트릭스 수지 M이 경화된다. 매트릭스 수지 M이 경화된 성형체는, 맨드럴(34)로부터 떼어져, 필요에 따라 소망으로 하는 폭(축심 방향의 길이)으로 절단되어서 회전 부재(2)가 된다.
수지 부여 장치(32)로서는, 예를 들어 도 13에 도시하는 바와 같이, 터치 롤 방식의 것을 사용하고 있다. 이 수지 부여 장치(32)는, 저류조(36) 내에 저류된 미경화의 액상 매트릭스 수지 M에 터치 롤(35)의 하부가 침지되어, 그 터치 롤(35)의 상부 외주면에 복합 소재(10)가 한 쌍의 가이드 롤러(35a)로 압박되어 있다. 터치 롤(35)이 회전함으로써, 저류되어 있는 액상의 매트릭스 수지 M이 터치 롤(35)의 외주면을 통해 CNT 복합 섬유에 도포된다. 터치 롤(35)의 회전 속도, 한 쌍의 가이드 롤러(35a)에 의한 터치 롤(35)에 대한 복합 소재(10)의 압박력 등을 조정함으로써, 복합 소재(10) 즉 구조체(14)가 형성된 탄소 섬유(11)로의 매트릭스 수지 M의 부여량이 조정됨과 함께, 구조체(14)에 부여된 매트릭스 수지 M이 충분히 함침하도록 되어 있다.
매트릭스 수지 M은, 특별히 한정되지는 않고, 여러 가지의 열경화성 수지, 열가소성 수지를 사용할 수 있다. 예를 들어, 열경화성 수지로서는, 에폭시 수지, 페놀 수지, 멜라민 수지, 요소 수지(우레아 수지), 불포화 폴리에스테르, 알키드 수지, 열경화성 폴리이미드, 시아네이트에스테르 수지, 비스말레이미드 수지, 비닐에스테르 수지 등을 들 수 있고, 이들의 수지의 혼합물이어도 된다. 또한, 열가소성 수지로서는 폴리에틸렌, 폴리프로필렌, 폴리염화비닐, 폴리스티렌, 아크릴로니트릴/스티렌(AS) 수지, 아크릴로니트릴/부타디엔/스티렌(ABS) 수지, 메타크릴 수지(PMMA 등), 열가소성 에폭시 수지 등의 범용 수지, 폴리아미드, 폴리아세탈, 폴리에틸렌테레프탈레이트, 초고분자량 폴리에틸렌, 폴리카르보네이트, 페녹시 수지 등의 엔지니어링 플라스틱, 폴리페닐렌술피드, 폴리에테르에테르케톤, 폴리에테르케톤케톤, 액정 폴리머, 폴리테트라플루오로에틸렌, 폴리에테르이미드, 폴리아릴레이트, 폴리이미드 등의 슈퍼 엔지니어링 플라스틱을 들 수 있다.
회전 부재(2)의 인장 강도와 탄소 섬유(11)의 섬유 체적 함유율(Vf)은, 정의 상관성을 갖고 있는 것을 확인하고 있고, 인장 강도를 높이는 관점에서 탄소 섬유(11)의 섬유 체적 함유율(Vf)이 보다 높은 것이 바람직하고, 그 탄소 섬유(11)의 섬유 체적 함유율이 예를 들어 75% 이상이어도 75% 미만이어도 상관없다. 한편으로, 회전 부재(2)의 내취성의 관점에서 섬유 체적 함유율을 75% 미만으로 해 두는 것이 바람직하다. 또한, 회전 부재(2)의 제조 시에 있어서의 성형의 용이성의 관점에서는 탄소 섬유(11)의 섬유 체적 함유율을 50% 이상으로 하는 것이 바람직하다. 이러한 점에서, 회전 부재(2)의 섬유 체적 함유율을 50% 이상 75% 미만으로 하는 것은 바람직한 양태이다. 또한, 회전 부재(2)에 있어서의 탄소 섬유(11)의 섬유 체적 함유율은, 예를 들어 수지 부여 장치(32)에 의한 복합 소재(10)에 대한 매트릭스 수지 M의 부여량이나 맨드럴(34)에 감기 시의 복합 소재(10)의 장력을 조정함으로써 바꿀 수 있다.
또한, 회전 부재(2)의 탄소 섬유(11)의 섬유 체적 함유율은, 예를 들어 식 (3)을 사용하여 다음과 같이 하여 구할 수 있다. 식 (3) 중에 있어서의 값 ρ는, 회전 부재(2)의 비중, 값 ρf는, 탄소 섬유(11)의 비중, 값 ρm은, 매트릭스 수지 M의 비중이다. 회전 부재(2)의 비중 ρ 및 매트릭스 수지 M의 비중 ρm은, 측정기(예를 들어, 고정밀도 전자 비중계 SD-200L(알파 미라주(주)제))에 의해 측정되는 값이 사용된다. 탄소 섬유(11)의 비중 ρf는, 회전 부재(2) 등과 마찬가지로 측정기로 측정되는 값을 사용해도 되고, 카탈로그 값(탄소 섬유(11)의 메이커 공칭값)을 사용해도 된다. 또한, 탄소 섬유(11)에 부착되어 있는 CNT(17), 제1 사이징제(15)의 각 비중은, 탄소 섬유(11)의 비중에 대하여 매우 작은 값이기 때문에, 탄소 섬유(11) 단체의 비중을 비중 ρf로 간주해도 된다.

상기 성형 공정 ST3에 있어서, 맨드럴(34)에 복합 소재(10)를 권회하여 제작한 성형체의 매트릭스 수지 M을 경화시킬 때에, 그 매트릭스 수지 M이 에폭시 수지 등의 열경화성 수지인 경우에는, 회전 부재(2)의 내경 치수의 정밀도를 높이는 데에 가열 온도를 단계적으로 변화시키는 것도 바람직하다. 도 14에 도시하는 예는, 성형체의 매트릭스 수지 M을 경화시키는 경화 공정에서 2단계로 온도를 변화시키는 것이고, 실온으로부터 제1 가열 온도 T1까지 승온하여 그 제1 가열 온도 T1에 소정의 시간 유지하고, 그 후에 제1 가열 온도 T1보다도 높은 제2 가열 온도 T2까지 승온하여, 제2 가열 온도 T2를 소정의 시간 유지한다. 제2 가열 온도 T2를 소정의 시간 유지한 후에는, 성형체를 자연 냉각하고, 그 후에 맨드럴(34)로부터 성형체가 떼어내져 회전 부재(2)로 된다.
제1 가열 온도 T1로 성형체를 가열하는 제1 가열 공정은, 제작되는 회전 부재(2)의 내경 치수의 오차를 작게 하기 위해서, 가열에 의한 맨드럴(34)의 열팽창 내지 열수축을 억제한 상태에서 성형체를 사이즈 변동이 적은 안정된 형상으로까지 경화하는 것을 주된 목적으로 하여 매트릭스 수지 M의 겔화를 진행시켜서 경화시키는 공정이다. 이 때문에, 제1 가열 온도 T1로서는, 맨드럴(34)의 열팽창을 작게 억제하는 것과 같은 온도로 설정된다. 또한, 제1 가열 온도 T1에서의 가열은, 성형체의 안정 형상이 얻어질 때까지, 즉 최종 강도를 유리한 아직도 경화했다고 할 수 있는 정도가 될 때까지 행해진다. 보다 구체적으로는, 제1 가열 온도 T1로 유지하는 시간은, 예를 들어 매트릭스 수지 M의 저장 탄성률이 거의 일정해질 때까지의 시간으로서 결정된다. 또한, 제1 가열 공정에 있어서, 성형체의 열팽창 내지 열수축을 억제하는 것은, 회전 부재(2)의 내경 치수의 오차를 보다 작게 하는 데 있어서 바람직하다. 이 경우에는, 제1 가열 온도 T1은, 맨드럴(34)의 열팽창 또는 열수축을 작게 억제하는 것과 같은 온도이며, 성형체의 열팽창 내지 열수축을 억제하기 위하여 제1 가열 공정의 종료 시에 있어서의 매트릭스 수지 M의 유리 전이점 이하의 온도(제1 가열 공정 중에 증대하는 매트릭스 수지 M의 유리 전이점 이하의 일정한 온도)로 설정한다. 이 예에서도 그렇게 하고 있다.
제1 가열 온도 T1에 유지하는 시간은, 매트릭스 수지 M의 저장 탄성률의 변화율(증가율)이 감소로 돌아갈 때까지, 손실 탄성률이 피크에 도달할 때까지 혹은 피크 아웃할 때까지의 시간 등으로 해도 된다. 또한, 예를 들어 레오미터를 사용하여, 가열 온도마다의 가열 시간에 대한 매트릭스 수지 M의 저장 탄성률, 손실 탄성률의 변화를 알 수 있고, 제1 가열 온도 T1에 유지하는 시간을 미리 정해 둘 수 있다. 또한, 매트릭스 수지 M의 유리 전이점도 미리 알 수 있다.
제2 가열 온도 T2에서 성형체를 가열하는 제2 가열 공정은, 제1 가열 온도 T1보다도 높은 제2 가열 온도 T2에서 성형체를 가열함으로써, 제1 가열 공정을 거친 매트릭스 수지 M의 경화를 진행시켜, 회전 부재(2)의 최종적인 강도, 탄성률, 또한 내열성을 얻는다. 매트릭스 수지 M이 시아네이트에스테르 수지인 경우에는, 예를 들어 제1 가열 온도 T1은, 100℃ 이상 200℃ 이하의 범위 내, 제2 가열 온도 T2는, 200℃ 이상 300℃ 이하의 범위 내인 것이 바람직하다.
상기와 같이 단계적으로 가열 온도를 변화시킴으로써, 제1 가열 공정에 있어서 제1 가열 온도 T1에서 성형체가 가열됨으로써, 매트릭스 수지 M이 경화하여 성형체의 안정 형상이 형성된다. 이 후에 제2 가열 공정에 있어서, 성형체의 매트릭스 수지 M의 경화가 진행되어, 성형체가 최종적인 강도, 탄성률, 내열성이 된다. 이와 같이 하여 제작되는 회전 부재(2)의 내경 치수는, 제1 가열 공정에 있어서 성형체의 안정 형상이 형성된 시점에서 거의 결정되고, 제1 가열 공정에서는, 제1 가열 온도 T1에서 가열을 행하고 있기 때문에, 맨드럴(34)의 열팽창 및 매트릭스 수지 M의 열팽창 내지 열수축이 각각 작다. 이에 의해, 내경 치수의 오차가 작은 성형체 즉 회전 부재(2)가 얻어진다.
또한, 제2 가열 공정에 있어서 제2 가열 온도 T2에서 성형체가 가열됨으로써, 맨드럴(34)이 제1 가열 공정보다도 크게 열팽창하고, 그 열팽창에 의해 안정 형상이 된 성형체가 변형되지만, 그 변형의 대부분은 탄성 변형이므로 냉각 후에 원래로 돌아간다. 이 때문에, 제2 가열 공정에 있어서, 성형체의 내경 치수가 미치는 영향은 매우 작다.
상기와 같이 단계적으로 가열 온도를 변화시켜서, 실제로 맨드럴(34)의 재료로서 기계 구조용 탄소강 강재 S45C를 사용하여, 50개의 회전 부재(2)를 제작한 때의 내경 치수는, 40mm±0.003mm였다. 이에 비해, 성형체를 동일한 재료로 제작한 맨드럴(34)과 함께 실온으로부터 제2 가열 온도 T2까지 승온하여 경화시켜서 50개의 회전 부재(2)를 제작한 때의 내경 치수는, 40mm±0.01mm 이상이었다. 또한, 전자의 경우에는, 실온으로부터 승온하여 제1 가열 온도 T1을 90분간 유지하고, 그 후에 제1 가열 온도 T1로부터 승온하여 제2 가열 온도 T2를 120분간 유지하였다. 후자의 경우에는, 실온으로부터 제2 가열 온도 T2까지 승온하고, 제2 가열 온도 T2를 210분간 유지하였다. 전자에 있어서의 제1 가열 온도 T1은 145℃, 전자 및 후자의 제2 가열 온도 T2는 200℃로 하였다. 따라서, 상기와 같이 단계적으로 가열 온도를 변화시켜서 성형체의 매트릭스 수지 M을 경화시킴으로써, 제작되는 회전 부재(2)의 내경 치수의 제어가 용이해져, 소망으로 하는 내경 치수에 대하여 오차가 억제된 회전 부재(2)를 제작할 수 있는 것을 알 수 있다. 또한, 이러한 방법은, 구조체(14)나 제1 사이징제(15) 등의 유무에 관계없이 필라멘트 와인딩 방식으로 회전 부재를 제작하는 경우에 사용할 수 있다. 또한, 제1 가열 공정에서의 가열 온도를 2단계 이상으로 단계적으로 변화시켜서, 가열 온도마다 소정의 시간 가열하게 해도 된다.
상기의 복합 소재(10)를 사용한 회전 부재(2)에서는, 도 15에 모식적으로 도시하는 바와 같이, 탄소 섬유(11) 사이의 복합 영역(18)의 일부가 서로 고착한 가교부 CL에 의해, 탄소 섬유(11)끼리가 가교한 가교 구조를 갖는다. 상술한 바와 같이 복합 영역(18)은, 구조체(14)와 이 구조체(14)에 함침하여 경화한 매트릭스 수지 M으로 이루어지는 영역이다. 복합 영역(18)은, 경화한 매트릭스 수지 단체보다도 경도가 높아짐과 함께, 고탄성 즉 탄성 한계가 크다. 또한, 복합 영역(18)은, 매트릭스 수지보다도 내마모성이 높다. 이러한 복합 영역(18)끼리의 결합에 의해, 탄소 섬유(11)끼리의 결합이 강고한 것이 되고, 복합 소재(10)를 사용한 회전 부재(2)의 인장 강도를 향상시킨다.
가교 구조는, 구조체(14)끼리가 접촉할 정도로 탄소 섬유(11) 사이의 거리가 근접하고 있는 경우에 형성되기 때문에, 구조체(14)의 두께가 클수록, 가교를 많게 하는 데에 유리하다. 단, 구조체(14)의 두께는, 균일한 두께에 의한 품질 안정성의 확보, 탄소 섬유(11)로부터의 탈락의 방지 등의 관점에서, 크더라도 300nm 이하로 하는 것이 바람직하다. 특히는, 구조체(14)의 두께를 50nm 이상 200nm 이하의 범위 내로 하는 것이 좋다.
또한, 구조체(14)는, 복수의 CNT(17)가 부직포상으로 두께를 갖고서 서로 얽혀 있기 때문에, 탄소 섬유(11)에 부여된 매트릭스 수지 M이 구조체(14) 내에 함침한 상태에서 유지된다. 따라서, 회전 부재(2)와 같은 탄소 섬유 강화 성형체에 있어서, 그 성형 방법에 상관없이 탄소 섬유(11)의 표면에서 매트릭스 수지 M의 치우침이 거의 없고, 탄소 섬유끼리의 간격이 균일해진다. 이 때문에, 매트릭스 수지 M의 전단력을 개재한 탄소 섬유 사이에 있어서의 하중 전달이 균일하게 행해지고, 회전 부재(2)의 인장 강도가 효과적으로 커진다.
도 16은, 인발 성형법이지만 복합 소재(10)를 사용하여 탄소 섬유 강화 성형체로서 제작한 원주상의 로드의 X선 CT에 의한 내부 구조의 화상을 도시하고 있다. 복합 소재(10)를 사용하여 제작한 로드에서는, 매트릭스 수지 M의 큰 치우침 및 보이드가 없고, 탄소 섬유 사이의 거리가 로드 전체에서 거의 균일하게 되어 있는 것을 확인할 수 있다. 이에 비해, CNT를 부착시키지 않고 있는 탄소 섬유(원사)를 사용하여 마찬가지로 제작한 로드의 내부 구조는, 도 17에 도시하는 바와 같이, 매트릭스 수지 M의 큰 치우침 및 보이드가 발생하고 있는 것이 확인되었다.
복합 소재에, 카르보디이미드 유래의 구조를 갖는 제1 사이징제와는 별도로, 구조체의 CNT의 표면을 덮는 피복제로서의 제2 사이징제를 부여해도 된다. 도 18에 도시하는 바와 같이, 제2 사이징제(37)는, 구조체(14)의 CNT(17)의 표면을 덮도록, CNT(17)에 부착되어 있다. 이 제2 사이징제(37)는, 반응 경화성 수지, 열경화성 수지 혹은 열가소성 수지의 경화물 혹은 미경화물로 이루어진다.
제2 사이징제(37)는, 제1 사이징제(15)를 부여하는 제1 사이징 처리의 후에, 제2 사이징 처리에 의해 복합 소재(10)에 부여한다. 제2 사이징 처리는, 일반적인 방법에 의해 행할 수 있고, 분산매에 제2 사이징제(37)가 되는 수지(폴리머)를 용해한 제2 사이징 처리액에, 제1 사이징 처리 후의 개섬한 탄소 섬유 다발(12)(탄소 섬유(11))를 접촉시켜서 탄소 섬유 다발(12)에 제2 사이징제(37)를 부여한 후, 분산매를 증발시킴과 함께 제2 사이징제(37)을 경화 또는 반경화시킨다. 또한, 제2 사이징제가 되는 액적상의 수지를 포함하는 에멀션 타입의 제2 사이징 처리액을 사용할 수도 있다.
제2 사이징제(37)가 되는 수지는, 특별히 한정되지는 않고, 여러 가지의 반응 경화성 수지, 열경화성 수지, 열가소성 수지 등을 사용할 수 있다. 예를 들어, 열경화성 수지로서는, 에폭시 수지, 페놀 수지, 멜라민 수지, 요소 수지(우레아 수지), 불포화 폴리에스테르, 알키드 수지, 열경화성 폴리이미드, 시아네이트에스테르 수지, 반응성 기를 갖는 수지 등을 들 수 있다. 또한, 열가소성 수지로서는, 폴리에틸렌, 폴리프로필렌, 폴리스티렌, 아크릴로니트릴/스티렌(AS) 수지, 아크릴로니트릴/부타디엔/스티렌(ABS) 수지, 메타크릴 수지(PMMA 등), 염화비닐, 열가소성 에폭시 수지 등의 범용 수지, 폴리아미드, 폴리아세탈, 폴리에틸렌테레프탈레이트, 초고분자량 폴리에틸렌, 폴리카르보네이트 등의 엔지니어링 플라스틱, 폴리페닐렌술피드, 폴리에테르에테르케톤, 액정 폴리머, 폴리테트라플루오로에틸렌, 폴리에테르이미드, 폴리아릴레이트, 폴리이미드 등의 슈퍼 엔지니어링 플라스틱을 들 수 있다.
제2 사이징제(37)는, 제1 사이징제(15)를 포함하는 CNT(17)의 표면을 덮는다. 이러한 제2 사이징제(37) 중, 제1 사이징제(15)의 부분은 이 제1 사이징제(15)와 가교하지만, 제1 사이징제(15)가 없는 부분에서는 가교가 발생하지 않기 때문에 점조성을 갖고 있다. 이 제2 사이징제(37)에 의해, 구조체(14)가 형성된 복수의 탄소 섬유(11)로 이루어지는 섬유 다발의 집속성이 향상된다. 제2 사이징제(37)는, 제1 사이징제(15)와 마찬가지로, 구조체(14)의 공극부(19)를 폐색하지 않도록 하는 것이 바람직하다.
상기에서는 표면 자석형 전동기에 사용되는 회전 부재에 대하여 설명하고 있지만, 회전 부재란, 이것에 한정되는 것은 아니다. 예를 들어, 상기 표면 자석형 전동기와 마찬가지의 구조를 갖는 발전기의 로터에 외부 끼움되는 것, 원심 분리기에 사용되는 회전 통 등의 회전 부재여도 된다. 또한, 원통상, 링상 등의 회전 부재의 내주나 외주 등에 다른 부재가 일체로 형성 내지 조립되어 있는 구조여도 된다. 따라서, 다른 부재를 포함하는 부재의 일부로서 회전 부재가 되는 탄소 섬유 강화층이 형성되어 있어도 된다.
실시예
<실시예 1>
실시예 1에서는, 상기 수순에 의해 복합 소재(10)를 제작하고, CNT(17)의 박리 실험을 행하여, 제1 사이징제(15)의 효과를 확인하였다. 복합 소재(10)의 제작 시에 사용한 분산액(28)은, 상술한 바와 같이 구부러진 형상을 갖는 재료 CNT를 사용하여 조제하였다. 도 19에 분산액(28)의 조제에 사용한 재료 CNT의 SEM 사진을 도시한다. 이 재료 CNT는 다층이고, 직경이 3nm 이상 10nm 이하의 범위였다. 재료 CNT는, 황산과 질산의 3:1 혼산을 사용하여 세정하여 촉매 잔사를 제거한 후, 여과 건조하였다. 분산액(28)의 분산매로서의 아세톤에 재료 CNT를 첨가하고, 초음파 균질기를 사용하여 재료 CNT를 절단하고, CNT(17)로 하였다. 분산액(28) 중의 CNT(17)의 길이는, 0.2㎛ 이상 5㎛ 이하였다. 또한, 분산액(28) 중의 CNT(17)는, 구부러진 형상으로 평가할 수 있는 것이었다. 분산액(28)의 CNT(17)의 농도는, 0.12wt%(=1200wtppm)로 하였다. 분산액(28)에는, 분산제나 접착제를 첨가하지 않았다.
탄소 섬유 다발(12)로서는, 토레카(등록 상표) T700SC-12000(도레이 가부시키가이샤제)을 사용하였다. 이 탄소 섬유 다발(12)에는, 12000개의 탄소 섬유(11)가 포함되어 있다. 탄소 섬유(11)의 직경은 7㎛ 정도이고, 길이는 500m 정도이다. 또한, 탄소 섬유 다발(12)은, CNT(17)의 부착에 앞서, 탄소 섬유(11)의 표면으로부터 탄소 섬유(11)의 관련 등을 방지하기 위한 사이징제를 제거하였다.
탄소 섬유 다발(12)를 개섬한 상태에서 가이드 롤러(23 내지 26)에 감아 걸어, CNT 부착 조(22) 내의 분산액(28) 중을 주행시켰다. 탄소 섬유 다발(12)의 주행 속도는, 1m/분으로 하고, 분산액(28)에는, 초음파 발생기(27)에 의해 주파수가 200kHz의 초음파 진동을 부여하였다. 또한, 가이드 롤러(24, 25)의 사이를 주행하고 있는 침지 시간은, 6.25초였다. 이 침지 시간은, 분산액(28)에 부여하는 초음파 진동의 1250000 주기 분이다. 분산액(28) 중에서는, 탄소 섬유 다발(12)은, 「D=n·(λ/2)」를 만족시키는 분산액(28)의 액면으로부터의 깊이 D를 주행시켰다.
분산액(28)으로부터 인출된 탄소 섬유 다발(12)을 건조시킨 후에, 제1 사이징 처리를 실시하여, 구조체(14)를 구성하는 CNT(17)에 제1 사이징제(15)를 부여하였다. 제1 사이징 처리에서는, 카르보디이미드 화합물로서 「카르보딜라이트 V-02」(상품명, 닛신보 케미컬사제)를 물에 용해한 제1 사이징 처리액을 사용하였다. 제1 사이징 처리액의 카르보디이미드 화합물의 농도는, 사이징제 질량 비율 Rm이 1.0%가 되도록 조정하였다. 제1 사이징 처리를 실시한 탄소 섬유 다발(12)을 건조시켜서 복합 소재(10)를 얻었다.
상기와 같이 제1 사이징 처리를 실시한 탄소 섬유 다발(12)의 일부를 잘라내서 취득한 복수개의 탄소 섬유(11)(이하, 샘플 섬유라고 함)에 복수의 CNT(17)가 균일하게 분산하여 부착되어 있는 것을 SEM 관찰하였다. 이 결과, 탄소 섬유(11)의 섬유 축 방향의 좁은 범위(국소적)에서도, 또한 넓은 범위에서도 균일하게 CNT(17)가 부착되어서 구조체(14)가 형성되어 있는 것이 확인되었다. 또한, 구조체(14)는, 다수의 CNT(17)로 이루어지는 3차원적인 메시 구조 즉 공극부(19)를 갖는 부직포상으로 형성되어 있고, 공극부(19)의 대부분이 제1 사이징제(15)로 폐색되어 있지 않은 것이 확인되었다.
CNT(17)의 박리 실험에서는, 물과 계면 활성제를 혼합한 혼합액에, 샘플 섬유를 침지하고, 그 혼합액에 초음파 발생기로부터 초음파 진동을 10분간 부여하였다. 혼합액에 침지한 탄소 섬유(11)의 길이는, 1m, 혼합액에 있어서의 계면 활성제의 농도는 0.2질량%, 혼합액에 부여한 초음파 진동의 주파수는 100kHz였다.
비교예 1로서, 카르보디이미드 화합물 대신에 에폭시 수지를 아세톤에 용해한 사이징 처리액을 사용하여 제1 사이징 처리를 행하여 얻어진 탄소 섬유에 대하여 CNT의 박리 실험을 행하였다. 이 비교예 1에서는, 사이징 처리액이 다른 것 외에는 상기와 동일한 조건으로 하였다. 사이징 처리액의 에폭시 수지 농도는, 사이징제 질량 비율 Rm이 1.0%가 되도록 조정하였다.
비교예 1의 박리 실험에서는 혼합액이 검게 탁하고, 박리 실험 후에 확인한 바 9할 이상의 CNT가 탄소 섬유로부터 탈락하고 있는 것이 확인되었다. 이에 비해, 실시예 1에 있어서의 박리 실험에서는 혼합액이 약간 탁해진 정도이고, 탄소 섬유(11)로부터의 CNT(17)의 탈락이 거의 없는 것을 확인할 수 있었다. 즉, 카르보디이미드 유래의 구조를 갖는 제1 사이징제(15)에 의해, CNT(17)끼리 및 CNT(17)와 탄소 섬유(11)의 접촉이 강고한 것이 되고, 구조체(14)의 붕괴 및 탄소 섬유(11)로부터의 구조체(14)의 박리가 효과적으로 억제되는 것을 알 수 있었다.
<실시예 2>
실시예 2에서는, 실시예 1과 동일 조건에서 제작한 복합 소재(10)를 사용하여, 탄소 섬유 강화 성형체인 시험편 A21을 제작하고, 모드 I 층간 파괴 인성 시험을 행하였다. 시험편 A21은, 길이 160mm로 하고, 폭 23mm, 두께 3mm가 되도록 제작하였다. 실시예 2에서는, 제1 사이징 처리를 실시한 복합 소재(10)를 사용하여 프리프레그를 제작하고, 직사각형(160mm×23mm)으로 절단한 복수매의 프리프레그를 적층하고, 가압하면서 가열하여 매트릭스 수지를 경화시킴으로써 시험편 A21을 제작하였다. 각 프리프레그는, 긴 쪽 방향이 탄소 섬유(11)의 섬유 축 방향과 일치하도록 절단하고, 시험편 A21은, 그 긴 쪽 방향으로 모든 탄소 섬유(11)의 섬유 축 방향을 일치시켰다.
모드 I 층간 파괴 인성 시험은, 상기 시험편 A21에 대하여, 오토그래프 정밀 만능 시험기 AG5-5kNX((주)시마즈 세이사쿠쇼제)를 사용하고, JIS K7086에 준거하여 행하였다. 시험법으로서는, 쌍컨틸레버 층간 파괴 인성 시험법(DCB법)을 사용하였다. 즉, 예리한 칼날 등으로 시험편 A21의 선단으로부터 2 내지 5mm의 초기 균열을 형성하고, 그 후에 균열을 더 진전시켜서 초기 균열의 선단으로부터, 균열 진전 길이가 60mm에 도달한 시점에서 시험을 종료시켰다. 시험기의 크로스헤드 속도는, 균열 진전량에 따라서 변경하였다. 구체적으로는, 균열 진전량이 20mm까지의 크로스헤드 속도는, 0.5mm/분으로 하였다. 균열 진전량이 20mm를 초과한 때에는, 크로스헤드 속도는 1mm/분으로 하였다. 균열 진전 길이는 현미경을 사용하여 시험편 A21의 양측면에서 측정하고, 하중 및 균열 개구 변위를 계측함으로써, 하중-COD(Crack Opening Displacement) 곡선으로부터 모드 I 층간 파괴 인성값(GIC)을 구하였다.
비교예 2로서, 카르보디이미드 화합물 대신에 에폭시 수지를 아세톤에 용해한 사이징 처리액을 사용하여 제1 사이징 처리를 행하여 얻어지는 복합 소재를 사용하고, 이 복합 소재를 강화 섬유로 한 탄소 섬유 강화 성형체인 시험편 B21과, CNT를 부착시키지 않고 있는 탄소 섬유(원사)를 강화 섬유로 한 탄소 섬유 강화 성형체인 시험편 B22를 각각 제작하고, 모드 I 층간 파괴 인성 시험을 행하였다. 시험편 B22에서는, 사이징 처리는 행하고 있지 않다. 비교예 2에서는, 상기의 조건의 기타는, 시험편 A21과 동일한 조건으로 하였다.
균열 진전량 20mm에 있어서의 모드 I 층간 파괴 인성값(GIC)의 모드 I 층간 파괴 인성 강도 GIR은, 실시예 2의 시험편 A21이 0.425kJ/㎡, 비교예 2의 시험편 B21이 0.323kJ/㎡, 시험편 B22가 0.231kJ/㎡였다. 이 결과로부터, 실시예 2의 시험편(탄소 섬유 강화 성형체) A21은, 모드 I 층간 파괴 인성 강도 GIR이 비교예 2의 시험편 B21에 대하여 약 1.32배, 시험편 B22에 대하여 약 1.84배 향상되어 있는 것을 알 수 있다.
<실시예 3>
실시예 3에서는, 실시예 1과 마찬가지로 제작한 복합 소재(10)를 강화 섬유로 한 탄소 섬유 강화 성형체인 중실의 로드 A31, A32를 제작하고, 이들 로드 A31, A32에 대해서 3점 굽힘 시험을 행하였다. 실시예 3에서는, 인발 성형법에 의해 복합 소재(10)와 매트릭스 수지로부터 직접 직경 약 2.6mm의 원주상의 성형체를 제작하고, 이 성형체에 센터리스 연마를 행하여 단면이 보다 진원에 가까운 직경 약 2.2mm의 로드 A31, A32를 제작하였다. 따라서, 로드 A31, A32는, 그 축심 방향과 탄소 섬유(11)의 섬유 축 방향이 일치한다. 또한, 로드 A31의 탄소 섬유(11)(원사)로서는, 토레카 T700SC(도레이 가부시키가이샤제)를 로드 A32의 탄소 섬유(11)(원사)로서는, 토레카 T800SC(도레이 가부시키가이샤제)를 각각 사용하였다. 로드 A31, A32의, 다른 제작 조건은, 실시예 1과 같이 하였다.
상기의 로드 A31, A32를 각각 절단하여, 길이 120mm의 시험편을 복수 제작하고, 그것들 시험편에 대하여 JIS K 7074: 1988 「탄소 섬유 강화 플라스틱의 굽힘 시험 방법」에 준거하여 3점 굽힘 시험을 행하였다. 지점 간 거리는, 80mm로 하였다. 3점 굽힘 시험은, 압자의 강하 속도를 상대적으로 저속으로 한 것(이하, 저속 굽힘 시험이라고 함)과, 고속의 것(이하, 고속 굽힘 시험이라고 함)을 행하여, 각각 파괴 하중(N)을 구하였다. 저속 굽힘 시험에서는, 압자의 강하 속도를 5mm/초로 하고, 고속 굽힘 시험에서는, 압자의 강하 속도를 1m/초와 5m/초의 2종류로 하였다. 파괴 하중(N)으로서는, 저속 굽힘 시험 및 2종류의 고속 굽힘 시험의 각 결과의 각각에 대해서, 섬유 체적 함유율(Vf)이 60% 환산의 값을 구하였다. 또한, 로드 A31, A32의 각각에 대해서, 저속 굽힘 시험 및 2종류의 고속 굽힘 시험의 모두 복수의 시험편을 사용하여 복수회의 시험을 행하였다.
비교예 3으로서, CNT를 부착시키지 않고 있는 탄소 섬유(원사)를 강화 섬유로 한 탄소 섬유 강화 성형체인 중실의 로드 B31, B32를 제작하고, 이들의 로드 B31, B32에 대해서 3점 굽힘 시험을 행하였다. 로드 B31의 탄소 섬유는, 로드 A31의 것과 동일하고, 로드 B32의 탄소 섬유는, 로드 A32의 것과 동일하다. 로드 B31, B32는, 탄소 섬유를 원사로 사용한 것 이외에는, 로드 A31, A32와 동일 조건에서 제작하였다. 또한, 로드 B31, B32에 관한 3점 굽힘 시험은, 로드 A31, A32와 동일 조건에서 행하여, 파괴 하중(N)을 구하였다.
상기의 시험 결과를 도 20에 나타낸다. 저속 굽힘 시험에서는, 로드 A31은 로드 B31보다도 11%, 로드 A32는 로드 B32보다도 23% 파괴 강도가 향상되어 있었다. 또한, 고속 굽힘 시험에서는, 로드 A31은 로드 B31보다도 14%, 로드 A32는 로드 B32보다도 11% 파괴 강도가 향상되어 있었다.
<실시예 4>
실시예 4에서는, 실시예 1과 마찬가지로 제작한 복합 소재(10)를 사용한 탄소 섬유 강화 성형체인 링상 시험편 A41, A42를 회전 부재로서 제작하고, NOL링 시험(ASTM D2290 준거)을 행하였다. 즉, 섬유 기재로서의 복합 소재(10)를 일방향으로 평행 감기한 링상 시험편 A41, A42를 사용하여 원주 방향의 인장 강도를 구하였다. 링상 시험편 A41, A42는, 상술한 바와 같이, 필라멘트 와인딩법을 사용하여 제작하였다. 즉, 필라멘트 와인더(33)에 장착한 원통상의 맨드럴(34)에, 제1 사이징 처리 후의 복합 소재(10)(CNT 복합 섬유)에 매트릭스 수지 M을 함침시키고 나서 감아서 성형체를 형성하였다. 성형체는, 맨드럴(34)과 함께 가열하여 매트릭스 수지 M을 경화시켰다. 매트릭스 수지 M의 경화 후, 맨드럴(34)을 뺀 성형체를 소정의 폭으로 절단하여 링상 시험편 A41, A42로 하였다. 매트릭스 수지 M은, 롤 코터를 사용하여 제1 사이징 처리 후의 복합 소재(10)에 도포하였다. 탄소 섬유(11)(원사)로서는, 토레카 T1100(도레이 가부시키가이샤제)을 사용하였다. 복합 소재(10)의 다른 제작 조건은, 실시예 1과 동일하게 하였다.
링상 시험편 A41, A42는, 내경 35mm, 외경 40mm, 폭 3mm로 하였다. NOL 링 시험에서는, 5582형 만능 재료 시험기(인스트론사제)를 사용하여, 인장 속도 2mm/min으로 행하였다. 이 시험 결과를 도 21에 나타낸다. 도 21은, 횡축이 섬유 체적 함유율(Vf)이고, 종축은, 섬유 체적 함유율이 100%일 때의 이론 강도를 100으로 한 경우의 상대적인 인장 강도를 나타내는 지표값이다. 또한, 도 21의 그래프에는, 링상 시험편 A41, A42와 같은 섬유 체적 함유율에 관한 인장 강도의 이론 값을 아울러 나타내고 있다.
비교예 4로서, CNT를 부착시키지 않고 있는 탄소 섬유(원사)를 강화 섬유로 한 탄소 섬유 강화 성형체인 링상 시험편 B41 내지 B44를 제작하고, NOL 링 시험을 행하였다. 링상 시험편 B41 내지 B44의 탄소 섬유는, 링상 시험편 A41, A42의 것과 동일한 것을 사용하고, 탄소 섬유를 원사로 사용한 것 이외에는, 링상 시험편 A41, A42와 동일 조건에서 제작하였다. 이들 비교예 4의 링상 시험편 B41 내지 B44의 시험 결과를 도 21에 나타낸다.
도 21의 그래프로부터, CNT(17)를 부착시킨 탄소 섬유(11)를 강화 섬유로 하고 있는 링상 시험편 A41, A42는, 탄소 섬유(원사)를 강화 섬유로 한 링상 시험편 B41 내지 B44보다도 인장 강도가 향상되고, 인장 강도의 이론값에 가까워지고 있는 것을 알 수 있다.
[실시예 5]
실시예 5에서는, 프래그먼테이션법에 의해 탄소 섬유(11)와 매트릭스 수지와의 계면 접착 강도를 평가하였다. 아울러, 사이징제 질량 비율 Rm의 차이에 의한 탄소 섬유(11)와 매트릭스 수지의 계면 접착 강도를 평가하였다.
먼저, 제1 사이징 처리액의 카르보디이미드 화합물의 농도를 조정하고, 사이징제 질량 비율 Rm이 0.6%, 0.8%, 1.0%, 1.1%, 1.5%가 되는 복합 소재(10)를 각각 제작하였다. 제작한 복합 소재(10)의 각각에 대해서, 탄소 섬유 다발(12)로부터 1개의 CNT 복합 섬유를 빼내고, 그 CNT 복합 섬유를 연질 에폭시 수지 중에 매설한 시험편 A51 내지 A55를 제작하였다. 시험편 A51 내지 A55는, 복합 소재(10)의 복수의 제작 로트에 대하여 각각 3개 제작하였다. 탄소 섬유(11)로서는, 토레카 T700SC(도레이 가부시키가이샤제)를 사용하였다. 또한, 이 밖의 복합 소재(10)의 제작 조건은, 실시예 1과 동일하다.
시험편 A51 내지 A55의 각각에 대해서, 탄소 섬유(11)가 절단되지 않게 될 때까지 인장 하중을 가하고 나서, 일정 길이에 있어서의 탄소 섬유(11)의 각 절단편의 길이를 개개의 시험편에 대하여 측정하고, 시험편 A51 내지 A55의 각각에 대해서, 제작 로트마다 절단편의 길이 평균(절단 섬유 길이)을 구하였다. 이 측정 결과를 도 22의 그래프에 나타낸다.
비교예 5로서, CNT를 부착시키지 않고 있는 1개의 탄소 섬유(원사)를 연질 에폭시 수지 내에 매설한 시험편 B51을 제작하였다. 시험편 A51 내지 A55와 마찬가지로, 시험편 B51에 인장 하중을 가하고, 제작 로트마다 절단편의 길이 평균(절단 섬유 길이)을 구하였다. 이 측정 결과를 도 22의 그래프에 나타낸다. 또한, 시험편 B51의 제작 조건은, CNT가 탄소 섬유에 부착되어 있지 않은 것 외에는 시험편 A51 내지 A55와 동일하게 하였다.
시험편 A51 내지 A55의 절단 섬유 길이는, 비교예 5의 시험편 B51의 절단 섬유 길이보다도 짧아지고 있고, CNT 복합 섬유와 매트릭스 수지의 계면 접착 강도가, CNT를 부착시키지 않고 있는 탄소 섬유(원사)의 것보다도 높게 되어 있는 것을 알 수 있다. 또한, 시험편 B51에 대하여, 사이징제 질량 비율 Rm이 0.6% 이상 1.1% 이하의 범위 내의 시험편 A51 내지 A54의 계면 접착 강도가 현저하게 높게 되어 있는 것을 알 수 있다.
상기와 같이 제작된 복합 소재(10) 중 사이징제 질량 비율 Rm이 0.8%, 1.1%, 1.5%인 것에 대해서, 구조체(14)의 표면의 제1 사이징제(15)를 전계 방출형 주사 전자 현미경(FE-SEM)으로 관찰한 상태를 도 23 내지 도 25에 나타낸다. 사이징제 질량 비율 Rm이 0.8%, 1.1%의 구조체(14)에서는, CNT(17)가 형성하는 공극부(19)가 제1 사이징제(15)에 의해 폐색되어 있지 않았지만, 사이징제 질량 비율 Rm이 1.5%의 구조체(14)에서는 많은 공극부(19)가 제1 사이징제(15)에 의해 폐색되어 있는 것이 확인되었다.
[실시예 6]
실시예 6에서는, 복합 소재(10)를 강화 섬유로서, 탄소 섬유의 섬유 체적 함유율(Vf)이 다른 회전 부재(2)로서의 복수의 링상 시험편 A6을 제작하고, 각각의 인장 강도를, NOL 링 시험(ASTM D2290 준거)에 의해 측정하였다. 또한, 비교예 6으로서, 원사(탄소 섬유)를 강화 섬유로서, 탄소 섬유의 섬유 체적 함유율(Vf)이 다른 복수의 링상 시험편 B6을 제작하고, 각각의 인장 강도를 마찬가지로 측정하였다. 실시예 6, 비교예 6의 NOL링 시험은, 모두 전술한 5582형 만능 재료 시험기를 사용하여, 인장 속도 2mm/min으로서 행하였다. 또한, 링상 시험편 A6, B6은, 실시예 4와 마찬가지로 제작하였다. 단, 링상 시험편 A6, B6 모두, 탄소 섬유(11)로서 토레카 T1100SC-12000(도레이 가부시키가이샤제)을 사용하였다.
상기의 측정 결과를 도 26에 나타낸다. 도 26의 ●은, 실시예 6의 각 측정 결과의 플롯, ▲는, 비교예 6의 각 측정 결과의 플롯이다. 또한, 도 26은, 횡축이 링상 시험편에 있어서의 탄소 섬유의 섬유 체적 함유율(Vf)이고, 종축은, 인장 강도(지표값)이다. 실선은, 실시예 6의 측정값에 기초하여, 최소 제곱법으로 구한 섬유 체적 함유율과 인장 강도(지표값)의 관계를 나타내는 근사 직선이고, 파선은, 비교예 6의 측정값에 기초하여, 실시예 6과 마찬가지로 구한 섬유 체적 함유율과 인장 강도(지표값)의 관계를 나타내는 근사 직선이다. 인장 강도(지표값)는, 비교예 6의 섬유 체적 함유율과 인장 강도(지표값)의 관계(근사 직선)로부터 구한 강화 섬유의 섬유 체적 함유율이 70%일 때의 인장 강도를 「100」으로 한 경우의 상대적인 인장 강도를 나타내는 값이다. 또한, 도 27에는, 도 26의 섬유 체적 함유율 60% 이상, 인장 강도(지표값) 90 이상의 영역을 확대하여 도시한다.
도 26, 도 27로부터, 섬유 체적 함유율에 정비례하여 인장 강도가 향상되는 것을 확인할 수 있었다. 각 링상 시험편 A6의 인장 강도(지표값)는, 비교적으로 섬유 체적 함유율이 낮은 60% 이상 70% 미만의 범위에서도, 또한 섬유 체적 함유율이 높은 70% 이상(75% 미만)의 범위에서도, 비교예 6의 섬유 체적 함유율과 인장 강도(지표값)의 관계를 나타내는 근사 직선보다도 상측에 플롯되어 있다. 즉 CNT 복합 섬유를 강화 섬유로 하는 각 링상 시험편 A6은, 동일한 섬유 체적 함유율의 탄소 섬유의 원사를 강화 섬유로 하는 링상 시험편보다도 높은 인장 강도를 갖는 것을 알 수 있다. 구체적으로는, 동일한 섬유 체적 함유율의 경우에 있어서, 실시예 6과 같이 복합 소재(10)를 강화 섬유로 한 링상 시험편의 인장 강도는, 비교예 6과 같이 원사를 강화 섬유로 한 링상 시험편의 인장 강도에 비해 약 10% 높은 값이다. 또한, 동일한 인장 강도를 얻기 위한 섬유 체적 함유율은, 복합 소재(10)를 강화 섬유로 한 경우에는 원사를 강화 섬유로 한 경우에 비해 약 10% 작은 값이 된다. 근사 직선으로부터, 복합 소재(10)를 강화 섬유로 한 링상 시험편의 섬유 체적 함유율 74%의 경우의 인장 강도는, 원사를 강화 섬유로 한 링상 시험편의 섬유 체적 함유율 81%의 경우의 인장 강도 값에 상당한다.
일반적으로 탄소 섬유 강화 성형체는, 섬유 체적 함유율이 80%를 초과하면 매트릭스 수지량의 감소에 의해, 그 자체가 취성이 되기 때문에, 인장 강도를 향상시키기 위한 섬유 체적 함유율의 증가에도 한계가 있지만, 회전 부재(2)의 강화 섬유로서 복합 소재(10)를 사용함으로써, 상대적으로 작은 섬유 체적 함유율이라도, 강화 섬유로서 원사를 사용한 것보다도 높은 인장 강도가 얻어지기 때문에, 높은 인장 강도와 높은 내취성을 양립시킬 수 있다.
[실시예 7]
실시예 7로서, 섬유 체적 함유율(Vf)이 다른 복수의 링상 시험편에 대해서, 파괴 상태를 평가하였다. 평가한 복수의 링상 시험편은, 상술한 실시예 6에서 인장 강도의 측정을 실시한 각 링상 시험편 A6을 포함하고 있다. 파괴 상태의 평가는, 이하와 같이 행하였다. 먼저, 평가 대상의 복수의 링상 시험편 A6을, 섬유 체적 함유율 60% 이상 70% 미만의 제1 그룹과, 70% 이상의 제2 그룹으로 그룹을 나누었다. 그리고, 5582형 만능 재료 시험기를 사용하여 2mm/min의 인장 속도로 인장하고, 파괴한 각 링 시험편의 파괴 상태를 조사하였다. 링 시험편의 파괴 상태는, 단층 파괴 모드와 층간 파괴 모드의 2종류로 대략 분류할 수 있는 것을 알 수 있었다. 그룹마다 단층 파괴 모드와 층간 파괴 모드로 분류하였다. 각 그룹에 있어서 각 파괴 모드로 분류된 개수의 비율을 백분율로 구하였다. 구한 비율은, 평가 결과로서 표 1에 나타낸다. 또한, 비교예 7로서, 원사를 강화 섬유로 하고, 탄소 섬유의 섬유 체적 함유율(Vf)이 다른 복수의 링상 시험편에 대해서, 실시예 7과 마찬가지로 파괴 상태를 평가하였다. 평가한 복수의 링상 시험편은, 상술한 비교예 6에서 인장 강도의 측정을 실시한 각 링상 시험편 B6을 포함하고 있다. 이 평가 결과를 표 2에 나타낸다.
상기 단층 파괴 모드는, 도 28에 도시하는 바와 같이, 링상 시험편을 구성하는 복수의 탄소 섬유의 각각이 절단되는 파괴 형태이다. 이 단층 파괴 모드는, X선 CT 화상의 해석의 결과, 각 섬유층을 비스듬히 횡단하여 균열이 발생하여 파괴에 이르고, 파괴 후의 각 섬유층 사이의 전부 또는 대부분에서 박리가 발생하고 있지 않은 것이 확인되었다. 한편, 층간 파괴 모드는, 도 29에 도시하는 바와 같이, 원주 방향으로 균열이 생겨서 무너진 형상이 되는 파괴 형태이다. 층간 파괴 모드는, X선 CT 화상의 해석의 결과, 링상 시험편의 각 섬유층 사이에 박리가 발생하여 파괴에 이른 흔적이 X선 CT 화상에 의해 확인되었다. 파괴 후의 각 섬유층 사이의 박리는 거의 전체층에서 발생하고 있는 것이 확인되었다.


비교예 7에 있어서는, 인장 강도가 상대적으로 높은 제2 그룹(70%≤Vf)에서는, 모두 단층 파괴 모드이고, 인장 강도가 상대적으로 작은 제1 그룹(60%≤Vf<70%)에서는 모두 층간 파괴 모드가 되고 있다. 이에 비해, 실시예 7에서는, 제2 그룹에서는 비교예 7과 마찬가지로 모두 단층 파괴 모드였지만, 제1 그룹에서는, 21%가 층간 파괴 모드이고 79%가 단층 파괴 모드였다. 이것은, 실시예 7에서는, 섬유 체적 함유율이 60% 이상 70% 미만의 경우에도, 복합 영역(18)의 형성에 의해 실질적인 매트릭스 수지 M과 탄소 섬유(11)의 계면 접착 강도의 향상에 의해 유층 층간의 박리가 발생하기 어려워져, 비교예 7에 대하여 층간 파괴 모드가 적어졌기 때문이라고 생각된다.
[실시예 8]
실시예 8에서는, 실시예 6의 인장 시험에서 파단한 링상 시험편 A6의 일부를 잘라내서 절단면을 관찰하기 위한 관찰 샘플로 하였다. 이 관찰 샘플의 절단면을 연마하고, 주사 전자 현미경(SEM, Scanning Electron Microscope)과, 전계 방출형 주사 전자 현미경(FE-SEM, Field-Emission Scanning Electron Microscope)의 각각에서 관찰하였다. 또한, 비교예 8에서는, 비교예 6의 인장 시험에서 파단한 링상 시험편 B6의 일부를 잘라내서 관찰 샘플을 만들고, 실시예 8과 마찬가지로 관찰하였다. 도 30은 실시예 8의 SEM 사진, 도 31은 비교예 8의 SEM 사진, 도 32는 실시예 8의 FE-SEM 사진, 도 33은 비교예 8의 FE-SEM 사진이다. 또한, 관찰 샘플을 잘라낸 링상 시험편 A6은 72.2%의 섬유 체적 함유율, 링상 시험편 B6은 72.5%의 섬유 체적 함유율의 것이다.
링상 시험편 A6, B6은, 도 30 및 도 31에 파선으로 둘러싸인 영역과 같이, 링상 시험편 A6, B6의 모두 탄소 섬유가 매우 밀하게 충전된 최밀 충전 개소가 관찰되고, 실시예 8과 비교예 8에 명확한 차는 보이지 않았다. 섬유 체적 함유율이 72% 정도의 경우에, 최밀 충전 개소가 확인되는 점에서, 섬유 체적 함유율을 더 증가시키면, 변형을 흡수하는 매트릭스 수지량이 적어지는 것에 의한 취약화가 문제가 되는 영역이 된다고 생각된다. 따라서, 섬유 체적 함유율을 증가시키는 것에 의한 인장 강도의 향상에는 한계가 있다.
링상 시험편 A6은, 도 32에 도시되는 바와 같이, 탄소 섬유(11)와 매트릭스 수지 M의 계면에 두께 약 0.1㎛의 복합 영역(18)이 탄소 섬유(11)의 표면을 덮도록 균일한 막 두께로 존재하고 있고, 복수의 CNT(17)가 부직포상으로 서로 얽힌 즉 입체적인 그물눈상의 구조체(14) 내의 공극에 매트릭스 수지 M이 들어가 그 매트릭스 수지 M이 입체적인 그물눈상이 되어서 서로 그물눈 구조로서 들어가 있고, CNT(17)와 매트릭스 수지 M이 나노 레벨에서 상호 그물눈 구조를 형성하고 있는 것이 관찰되었다. 최밀 충전 개소에 있어서, 인접하는 탄소 섬유(11)가 접근하고 있는 영역에서는, 복합 영역(18)이 압축되어 두께가 0.01㎛ 이하로 되어 있는 것이 확인되었다. 이러한 인접하는 탄소 섬유(11) 상의 복합 영역(18)끼리는, 서로 고착하여 일체화되어 있고, 상술한 탄소 섬유(11)끼리가 가교한 가교 구조를 형성하고 있는 것을 알 수 있다.
한편, 도 33에 도시되는 바와 같이, 링상 시험편 B6은, 탄소 섬유와 매트릭스 수지의 계면에, 명료한 경계선이 관찰되었다. 최밀 충전 개소에 있어서, 인접하는 탄소 섬유는 서로 접촉하고 있거나, 인접하는 탄소 섬유 사이에 극히 얇은 매트릭스 수지가 개재하고 있는 것에 지나지 않는다. 따라서, 인접하는 2개의 탄소 섬유의 결합 강도는, 탄소 섬유와 매트릭스 수지의 계면에 있어서의 접착 강도를 초과하는 일은 없다.
링상 시험편 A6에서는, 가교 구조에 의해 인접하는 2개의 탄소 섬유(11)가 링상 시험편 B6보다도 강고하게 접착한 상태로 되어 있다. 이 때문에, 링상 시험편 A6에 그 직경 방향 외향으로 큰 인장력을 작용시킨 경우에도, 인접하는 탄소 섬유(11)끼리의 가교 구조에 의한 결합이 용이하게 파괴되지 않고, 일체화한 복수의 탄소 섬유(11)에 의해 링상 시험편 B6보다도 높은 인장 강도가 발현하는 것을 알 수 있다.
2: 회전 부재
3: 표면 자석형 전동기
4: 로터
10: 복합 소재
11: 탄소 섬유
14: 구조체
15: 제1 사이징제
17: 카본 나노튜브
37: 제2 사이징제
M: 매트릭스 수지
3: 표면 자석형 전동기
4: 로터
10: 복합 소재
11: 탄소 섬유
14: 구조체
15: 제1 사이징제
17: 카본 나노튜브
37: 제2 사이징제
M: 매트릭스 수지
Claims (8)
- 주위 방향을 따라 회전하는 회전 부재에 있어서,
주위 방향으로 감은 탄소 섬유와,
상기 탄소 섬유를 포매하는 매트릭스 수지와,
굴곡부를 갖는 구부러진 형상의 복수의 카본 나노튜브로 구성되고, 상기 카본 나노튜브끼리가 직접 접촉한 접촉부를 갖는 네트워크 구조를 형성하고, 상기 탄소 섬유의 표면에 마련된 구조체를
구비하는 것을 특징으로 하는 회전 부재. - 제1항에 있어서, 상기 구조체는, 두께가 50nm 이상 200nm 이하의 범위 내인 것을 특징으로 하는 회전 부재.
- 제1항 또는 제2항에 있어서, 상기 탄소 섬유의 섬유 체적 함유율이 75% 미만인 것을 특징으로 하는 회전 부재.
- 굴곡부를 갖는 구부러진 형상의 카본 나노튜브가 분산됨과 함께 초음파 진동을 인가한 분산액에 탄소 섬유를 침지하고, 상기 탄소 섬유에 복수의 상기 카본 나노튜브를 부착시켜서, 상기 카본 나노튜브끼리가 직접 접촉한 접촉부를 갖는 네트워크 구조를 구비하는 구조체를 상기 탄소 섬유의 표면에 형성하는 구조체 형성 공정과,
상기 구조체가 형성된 상기 탄소 섬유에 매트릭스 수지를 도포하고, 상기 매트릭스 수지를 도포한 상기 탄소 섬유를 맨드럴에 권회하고, 상기 매트릭스 수지를 경화시킨 후에 상기 맨드럴을 인발하는 성형 공정을
갖는 것을 특징으로 하는 회전 부재의 제조 방법. - 제4항에 있어서, 상기 구조체 형성 공정 후에, 카르보디이미드기를 갖는 카르보디이미드 화합물을 용해한 제1 사이징 처리액에 상기 탄소 섬유를 접촉시켜서, 직접 접촉한 상기 카본 나노튜브끼리를 가교하는 제1 사이징제를 부여하는 제1 사이징 처리 공정을 갖는 것을 특징으로 하는 회전 부재의 제조 방법.
- 제5항에 있어서, 상기 제1 사이징 처리 공정은, 상기 제1 사이징제의 질량을 상기 탄소 섬유의 질량에 대하여 0.6% 이상 1.1% 이하의 범위 내에서 부여하는 것을 특징으로 하는 회전 부재의 제조 방법.
- 제5항 또는 제6항에 있어서, 상기 구조체 형성 공정은, 두께가 50nm 이상 200nm 이하의 범위 내의 상기 구조체를 형성하는 것을 특징으로 하는 회전 부재의 제조 방법.
- 제4항 내지 제7항 중 어느 한 항에 있어서, 상기 성형 공정은, 회전 부재에 있어서의 탄소 섬유의 섬유 체적 함유율이 75% 미만이 되도록 상기 매트릭스 수지를 도포한 상기 탄소 섬유를 맨드럴에 권회하는 것을 특징으로 하는 회전 부재의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020199243 | 2020-11-30 | ||
| JPJP-P-2020-199243 | 2020-11-30 | ||
| PCT/JP2021/043891 WO2022114225A1 (ja) | 2020-11-30 | 2021-11-30 | 回転部材及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20230110794A true KR20230110794A (ko) | 2023-07-25 |
Family
ID=81755652
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020237021661A KR20230110794A (ko) | 2020-11-30 | 2021-11-30 | 회전 부재 및 그 제조 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11958948B2 (ko) |
| EP (1) | EP4254748A1 (ko) |
| JP (1) | JP7337289B2 (ko) |
| KR (1) | KR20230110794A (ko) |
| CN (1) | CN116670983A (ko) |
| TW (1) | TW202236777A (ko) |
| WO (1) | WO2022114225A1 (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7382460B1 (ja) | 2022-07-14 | 2023-11-16 | ニッタ株式会社 | 射出成形体及びその製造方法、複合繊維の製造方法、cnt付着炭素繊維及びその製造方法、並びに炭素繊維複合材の製造方法 |
| GB2621836A (en) * | 2022-08-22 | 2024-02-28 | Victrex Mfg Ltd | Polymeric materials |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003319581A (ja) | 2002-04-19 | 2003-11-07 | Toyoda Mach Works Ltd | 表面磁石貼付け型モータおよびその組み付け方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007238753A (ja) | 2006-03-08 | 2007-09-20 | Atomix Co Ltd | 水性樹脂用硬化剤、およびそれを用いたコーティング剤 |
| JP5026208B2 (ja) | 2007-09-27 | 2012-09-12 | 富士フイルム株式会社 | カーボンナノチューブ層含有構造体、及びその製造方法 |
| CN105121339B (zh) * | 2013-04-24 | 2018-11-09 | 霓达株式会社 | 复合材料及成形品 |
| EP3508340A4 (en) | 2016-08-31 | 2019-09-04 | Konica Minolta, Inc. | SUBSTRATE WITH FUNCTIONAL FINE LINE AND METHOD FOR PRODUCING A FUNCTIONAL FINE LINE |
| WO2018151009A1 (ja) | 2017-02-14 | 2018-08-23 | ニッタ株式会社 | バドミントンラケット、テニスラケット、ゴルフクラブ、スノーボード、又は自転車に使用するシャフトおよびフレーム |
| JP2018043521A (ja) | 2017-11-21 | 2018-03-22 | グンゼ株式会社 | マグネット型モータの回転子の被覆部材 |
| GB2582345B (en) | 2019-03-20 | 2023-06-28 | Safran Electrical & Power | Improved method for manufacturing a rotor |
-
2021
- 2021-11-30 US US18/039,357 patent/US11958948B2/en active Active
- 2021-11-30 JP JP2022565511A patent/JP7337289B2/ja active Active
- 2021-11-30 CN CN202180079985.XA patent/CN116670983A/zh active Pending
- 2021-11-30 WO PCT/JP2021/043891 patent/WO2022114225A1/ja active Application Filing
- 2021-11-30 KR KR1020237021661A patent/KR20230110794A/ko unknown
- 2021-11-30 TW TW110144709A patent/TW202236777A/zh unknown
- 2021-11-30 EP EP21898196.7A patent/EP4254748A1/en active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003319581A (ja) | 2002-04-19 | 2003-11-07 | Toyoda Mach Works Ltd | 表面磁石貼付け型モータおよびその組み付け方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2022114225A1 (ja) | 2022-06-02 |
| EP4254748A1 (en) | 2023-10-04 |
| US11958948B2 (en) | 2024-04-16 |
| JPWO2022114225A1 (ko) | 2022-06-02 |
| CN116670983A (zh) | 2023-08-29 |
| JP7337289B2 (ja) | 2023-09-01 |
| US20230416474A1 (en) | 2023-12-28 |
| TW202236777A (zh) | 2022-09-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20230110794A (ko) | 회전 부재 및 그 제조 방법 | |
| WO2017110902A1 (ja) | 高圧容器および高圧容器の製造方法 | |
| US9758628B2 (en) | Method of fabricating carbon nanotube sheet scrolled fiber reinforced polymer composites and compositions and uses thereof | |
| US8470946B1 (en) | Enhanced strength carbon nanotube yarns and sheets using infused and bonded nano-resins | |
| KR20210019059A (ko) | 복합 소재, 프리프레그, 탄소 섬유 강화 성형체 및 복합 소재의 제조 방법 | |
| Kim et al. | Modifying carbon nanotube fibers: A study relating apparent interfacial shear strength and failure mode | |
| JP2019522740A (ja) | 炭素繊維ランダムマットと炭素繊維複合材料 | |
| WO2022114217A1 (ja) | 複合素材、その製造方法及び強化繊維基材の製造方法 | |
| Mamolo et al. | Interfacial reinforcement of carbon fiber composites through a chlorinated aramid nanofiber interphase | |
| JP2022029523A (ja) | Cf-smcおよびcf-smcの製造方法 | |
| JP2018039162A (ja) | 繊維強化プラスチック成形物 | |
| WO2021100735A1 (ja) | 複合素材及びその製造方法 | |
| EP4063559A1 (en) | Composite material and method for producing same | |
| JP7382460B1 (ja) | 射出成形体及びその製造方法、複合繊維の製造方法、cnt付着炭素繊維及びその製造方法、並びに炭素繊維複合材の製造方法 | |
| JP2019171676A (ja) | 繊維強化樹脂管状体、及びその製造方法 | |
| Weisenberger et al. | Carbon nanotube polymer composites: recent developments in mechanical properties | |
| JP7406959B2 (ja) | 複合素材、炭素繊維強化成形体及び複合素材の製造方法 | |
| JP7360786B2 (ja) | 複合素材の製造方法 | |
| Jinasena | Electrospun nano-mat strengthened aramid fibre hybrid composites: improved mechanical properties by continuous nanofibres | |
| Fangtao | Improvement of compression performance of fiber reinforced polymer | |
| Farah | Interlaminar fracture toughness and fatigue delamination of carbon nanofibers modified polyester/glass fiber laminates | |
| Rahmandoust et al. | CNT/FRP Composites | |
| Kiasat et al. | Carbon nanofiber hybrid laminates fabrication and characterization | |
| JP2004197056A (ja) | ロービングプリプレグパッケージおよびその製造方法 |