KR20230019842A - 초음파 용접 시스템, 이를 사용하는 방법, 및 용접된 전도성 핀을 포함하는 관련 작업물 - Google Patents
초음파 용접 시스템, 이를 사용하는 방법, 및 용접된 전도성 핀을 포함하는 관련 작업물 Download PDFInfo
- Publication number
- KR20230019842A KR20230019842A KR1020227042460A KR20227042460A KR20230019842A KR 20230019842 A KR20230019842 A KR 20230019842A KR 1020227042460 A KR1020227042460 A KR 1020227042460A KR 20227042460 A KR20227042460 A KR 20227042460A KR 20230019842 A KR20230019842 A KR 20230019842A
- Authority
- KR
- South Korea
- Prior art keywords
- conductive pin
- workpiece
- sonotrode
- head assembly
- ultrasonic welding
- Prior art date
Links
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/10—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating making use of vibrations, e.g. ultrasonic welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/002—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating specially adapted for particular articles or work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/328—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/40—Semiconductor devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/42—Printed circuits
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/48—Arrangements for conducting electric current to or from the solid state body in operation, e.g. leads, terminal arrangements ; Selection of materials therefor
- H01L23/488—Arrangements for conducting electric current to or from the solid state body in operation, e.g. leads, terminal arrangements ; Selection of materials therefor consisting of soldered or bonded constructions
- H01L23/49—Arrangements for conducting electric current to or from the solid state body in operation, e.g. leads, terminal arrangements ; Selection of materials therefor consisting of soldered or bonded constructions wire-like arrangements or pins or rods
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/02—Details related to mechanical or acoustic processing, e.g. drilling, punching, cutting, using ultrasound
- H05K2203/0285—Using ultrasound, e.g. for cleaning, soldering or wet treatment
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Manufacturing Of Electrical Connectors (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
초음파 용접 시스템이 제공된다. 초음파 용접 시스템은, 작업물을 지지하기 위한 지지 구조를 포함한다. 초음파 용접 시스템은 또한 소노트로드를 운반하는 초음파 변환기를 포함하는 용접 헤드 어셈블리를 포함한다. 초음파 용접 시스템은 또한 소노트로드를 사용하여 용접하기 위한 복수의 전도성 핀을 제공하도록 구성되는 전도성 핀 공급부를 포함한다.
Description
관련 출원에 대한 상호 참조
본 출원은 2020년 6월 3일에 출원된 미국 가특허 출원 제63/034,345호의 이익을 주장하며, 그 내용은 여기에 참조로 포함된다.
본 발명은 초음파 용접에 관한 것으로, 보다 상세하게는 전도성 핀 용접을 포함하는 초음파 용접 작업을 수행하기 위한 개선된 시스템 및 방법에 관한 것이다.
초음파 에너지는 둘 이상의 재료 사이의 상호 연결을 형성하는데 널리 사용된다. 예를 들어, 와이어 본딩 머신(예를 들어, 볼 본딩 머신, 웨지 본딩 머신, 리본 본딩 머신, 등)이 본딩 위치에 와이어 또는 리본을 본딩하는데 사용된다. 그러나, 와이어 본딩은 상대적으로 낮은 수준의 에너지(예를 들어, 본드 힘, 초음파 에너지, 등)를 사용한다. 예시적인 와이어 본딩 머신은, 펜실베니아, 포트 워싱턴 소재의 Kulicke and Soffa Industries, Inc에서 판매되고 있다.
특정 적용은 와이어 이외의 재료의 결합을 포함한다. 이러한 적용에 용접이 고려되었다. 초음파 용접 또한 널리 사용되는 기술이다. 초음파 용접은 전기 에너지를 기계적 운동/스크럽(예를 들어, 선형 이동/스크럽, 비틀림 이동/스크럽, 등)으로 변환하기 위해 초음파 변환기(예를 들어, 소노트로드(sonotrode)를 운반함)를 사용할 수 있다. 그러나, 존재하는 초음파 용접 기술 및 장비는, 비용, 작업 효율성, 유연성, 휴대성, 및 관련 요소 측면에서 시장 요구를 충족할 수 있는 솔루션을 제공하는 능력에 한계가 있다.
Kulicke and Soffa Industries, Inc에 양도된 국제 공개 번호 제2018/187364호(발명의 명칭: "초음파 용접 시스템 및 이를 사용하는 방법(Ultrasonic Welding Systems and Methods of Using the Same)")는 초음파 용접 기술의 개선에 관한 것이며, 그 전체 내용이 참조로 포함된다.
여전히, 초음파 핀 용접(이러한 핀은 일반적으로 전원 모듈에 납땜 및/또는 압입됨)을 포함하여, 초음파 용접의 적용과 관련하여 개선이 필요하다. 따라서, 초음파 핀 용접을 포함한 초음파 용접 기술의 개선이 요구된다.
본 발명의 다른 예시적인 실시예에 따르면, 초음파 용접 시스템이 제공된다. 초음파 용접 시스템은 작업물을 지지하기 위한 지지 구조를 포함한다. 초음파 용접 시스템은 또한 소노트로드를 운반하는 초음파 변환기를 포함하는 용접 헤드 어셈블리를 포함한다. 초음파 용접 시스템은 또한 소노트로드를 사용하여 용접하기 위한 복수의 전도성 핀을 제공하도록 구성되는 전도성 핀 공급부를 포함한다.
본 발명의 또 다른 예시적인 실시예에 따르면, 초음파 용접 시스템을 작동하는 방법이 제공된다. 방법은, (a) 초음파 용접 시스템의 지지 구조 상에 작업물을 지지하는 단계; 및 (b) 초음파 용접 시스템의 용접 헤드 어셈블리의 소노트로드를 사용하여 작업물에 초음파 용접 시스템의 전도성 핀 공급부로부터의 전도성 핀을 용접하는 단계로서, 전도성 핀 공급부는 복수의 전도성 핀을 포함하는 단계를 포함한다.
본 발명의 또 다른 예시적인 실시예에 따르면, 작업물이 제공된다. 작업물은: 기판; 및 기판에 초음파적으로 용접되는 전도성 핀을 포함한다.
본 발명은 첨부 도면과 연결 지어 읽을 때 다음의 상세한 설명으로부터 가장 잘 이해된다. 일반적인 실시에 따라, 도면의 다양한 특징은 스케일 대로 도시된 것이 아니라는 점이 강조된다. 반면에, 다양한 특징의 치수는 명확성을 위해 임의로 확대 또는 축소된다. 도면은 다음을 포함한다:
도 1은, 본 발명의 예시적인 실시예에 따른 초음파 용접 시스템의 블록 다이어그램 측면도이고;
도 2a는 본 발명의 다른 예시적인 실시예에 따른 다른 초음파 용접 시스템의 블록 다이어그램 측면도이고;
도 2b는, 도 2a의 초음파 용접 시스템의 소노트로드 팁 부분의 사시도이고;
도 2c는, 도 2b의 초음파 용접 시스템의 전도성 핀 공급부로부터의 전도성 핀의 측면도이고;
도 3a는 본 발명의 또 다른 예시적인 실시예에 따른 또 다른 초음파 용접 시스템의 블록 다이어그램 측면도이고;
도 3b 내지 도 3c는, 도 3a의 초음파 용접 시스템을 사용하여 전도성 핀 공급부로부터 전도성 핀을 인출하는 것을 도시하는 측면 블록도이고;
도 3d는 도 3a의 초음파 용접 시스템의 전도성 핀 공급부로부터의 전도성 핀의 측면도이고;
도 4는 본 발명의 또 다른 예시적인 실시예에 따른 또 다른 초음파 용접 시스템의 블록 다이어그램 측면도이고;
도 5는 본 발명의 또 다른 예시적인 실시예에 따른 또 다른 초음파 용접 시스템의 블록 다이어그램 측면도이고;
도 6a 내지 6g는 본 발명의 다양한 예시적인 실시예에 따른 키잉 특징부와의 정렬을 도시하는 전도성 핀 및 소노트로드의 다양한 도면이고; 및
도 7은 본 발명의 예시적인 실시예에 따른 초음파 용접 시스템의 블록 다이어그램 측면도이다.
도 1은, 본 발명의 예시적인 실시예에 따른 초음파 용접 시스템의 블록 다이어그램 측면도이고;
도 2a는 본 발명의 다른 예시적인 실시예에 따른 다른 초음파 용접 시스템의 블록 다이어그램 측면도이고;
도 2b는, 도 2a의 초음파 용접 시스템의 소노트로드 팁 부분의 사시도이고;
도 2c는, 도 2b의 초음파 용접 시스템의 전도성 핀 공급부로부터의 전도성 핀의 측면도이고;
도 3a는 본 발명의 또 다른 예시적인 실시예에 따른 또 다른 초음파 용접 시스템의 블록 다이어그램 측면도이고;
도 3b 내지 도 3c는, 도 3a의 초음파 용접 시스템을 사용하여 전도성 핀 공급부로부터 전도성 핀을 인출하는 것을 도시하는 측면 블록도이고;
도 3d는 도 3a의 초음파 용접 시스템의 전도성 핀 공급부로부터의 전도성 핀의 측면도이고;
도 4는 본 발명의 또 다른 예시적인 실시예에 따른 또 다른 초음파 용접 시스템의 블록 다이어그램 측면도이고;
도 5는 본 발명의 또 다른 예시적인 실시예에 따른 또 다른 초음파 용접 시스템의 블록 다이어그램 측면도이고;
도 6a 내지 6g는 본 발명의 다양한 예시적인 실시예에 따른 키잉 특징부와의 정렬을 도시하는 전도성 핀 및 소노트로드의 다양한 도면이고; 및
도 7은 본 발명의 예시적인 실시예에 따른 초음파 용접 시스템의 블록 다이어그램 측면도이다.
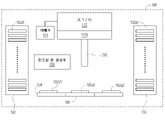
도 1은 초음파 용접 시스템(100)을 도시한다. 초음파 용접 시스템(100)은 작업물(102a1)을 제공하기 위한 입력 작업물 공급부(102)를 포함하고, 입력 작업물 공급부(102)는 복수의 작업물(102a1)을 운반하도록 구성된다(예를 들어, 작업물 공급부(102)는 복수의 작업물(102a1)을 운반하기 위한 매거진 핸들러와 같은 캐리어, 또는 특정 작업물 적용을 위한 적절한 다른 공급부 구조, 등일 수 있다.). 입력 작업물 공급부(102)에 의해 운반되는 예시적인 작업물(102a1)은 전력 모듈, 전력 모듈의 구성 요소, 리드 프레임, 배터리 모듈, 등을 포함한다. 작업물(102a1)은 (그리퍼 어셈블리와 같은, 재료 핸들링 시스템(104)에 포함될 수 있는 임의의 원하는 이송 어셈블리에 의해) 입력 작업물 공급부(102)로부터 재료 핸들링 시스템(104)으로 제공된다. 재료 핸들링 시스템(104)은 (예를 들어, 컨베이어 어셈블리 사용, 그리퍼 어셈블리 사용, 등) 입력 작업물 공급부(102)로부터 지지 구조(106)로 작업물(102a1)을 이동시킨다. 지지 구조(106)는 용접 작업 동안 작업물(도 5에 도시된, 작업물 클램프(108)를 사용하여 지지 구조(106)에 대해 클램핑된 경우의, 이제 클램핑된 작업물(102a2)로 표시되는)을 지지한다. 용접 작업 후(용접 헤드 어셈블리(112)에 대해 아래에서 설명됨), 이제 용접된 작업물(102a3)이 지지 구조(106)의 하류의 재료 핸들링 시스템(104)의 일부로부터, 출력 작업물 공급부(110)로 이동된다(예를 들어, 컨베이어 어셈블리 사용, 그리퍼 어셈블리 사용, 등). 출력 작업물 공급부(110)는 용접 헤드 어셈블리(112)(여기서 용접 헤드 어셈블리(112)는 소노트로드(202)를 운반하는 초음파 변환기(112b)를 포함함)에 의한 처리 후에 용접된 작업물(102a3)을 수용하도록 구성된다. 출력 작업물 공급부(110)는 복수의 용접된 작업물(120a3)을 운반하기 위한 매거진 핸들러와 같은 캐리어, 또는 특정 작업물 적용을 위한 적절한 다른 공급부 구조일 수 있다.
초음파 용접 시스템(100)은 용접 헤드 어셈블리(112)를 포함한다. 용접 헤드 어셈블리는 소노트로드(202)를 운반하는 초음파 변환기(112b)를 포함하고, 복수의 실질적으로 수평인 축을 따라 이동 가능하다. 도 1에 도시된 예에서, 용접 헤드 어셈블리(112)는 초음파 용접 시스템(100)의 x 축 및 y 축을 따라 이동하도록 구성된다. 도 1에 도시된 예에서, 용접 헤드 어셈블리(112)는 또한 초음파 용접 시스템(100)의 z 축을 따라, 그리고 초음파 용접 시스템(100)의 세타 축(θ 축) 중심으로 이동하도록 구성된다. 각각의 적용에 이들 이동 축이 모두 필요한 것은 아니다. 용접 헤드 어셈블리(112)의 이동 축을 사용하여, 소노트로드(202)는 클램핑된 작업물(102a2)에 대해 적절한 용접 위치로 이동될 수 있다. 카메라(114)는 또한 소노트로드(202)와 클램핑된 작업물(102a2) 사이의 정렬, 클램핑된 작업물(102a2) 자체의 구성 요소의 정렬, 용접 작업 후 용접부의 광학적 검사, 등에 관한 이미징 작업을 위해 제공된다(카메라는 선택적으로 용접 헤드 어셈블리(112)에 의해 운반될 수 있거나, 또는 초음파 용접 시스템(100)의 다른 부분에 의해 운반될 수 있음).
다양한 유형의 작업물이 초음파 용접 시스템(100)(또는 본 발명의 범위 내의 다른 시스템)을 사용하여 용접될 수 있다. 예시적인 작업물은, 전력 모듈, 리드 프레임 및 배터리 모듈을 포함한다.
본 발명에 따른 다양한 유형의 초음파 이동이 전도체(예를 들어, 전도성 핀, 신호 커넥터, 전도성 단자, 전원 단자, 등) 상에 부여될 수 있다. 예를 들어, 소노트로드는 선형 초음파 이동 및 비틀림 초음파 이동 중 적어도 하나를 사용하여 작업물에 전도체를 용접하도록 구성될 수 있다.
이들 작업물 중 일부는 전도성 핀을 수용하도록 구성된다. 여기서 사용되는 바와 같이, "전도성 핀(conductive pin)"이라는 용어는 작업물에 용접되도록 의도된 전도성 구조이다. 전도성 핀은 (작업물에 용접된 후) 자유 단부를 가질 수 있고, 전도성 핀의 본체 부분은 "용접된(welded)" 단부로부터 자유 단부까지 실질적으로 수직으로 연장될 수 있다. 전도성 핀의 단면은 원형, 정사각형, 직사각형, 또는 원하는 임의의 단면을 가질 수 있다. 전도성 핀이라는 용어는 또한 전도성 리셉터클 또는 슬리브(예를 들어, 관 형상)를 포함하는 것으로 해석되며, 전도성 리셉터클/슬리브는 작업물에 초음파적으로 용접되고, 다른 전도성 요소를 수용하도록 구성된다. 본 발명의 특정 예시적인 실시예에 따르면, 초음파 용접 시스템(100)은 소노트로드(202)를 사용하여 용접하기 위한 복수의 전도성 핀을 제공하도록 구성되는 전도성 핀 공급부(200)를 포함한다. 전도성 핀 공급부를 위한 예시적인 구성은: 그리드 배열(전도성 핀의 열과 행을 포함하며, 픽업하기 용이한 방식으로 배향됨), 보울 피더(bowl feeder), 호퍼(hopper), 스풀(spool), 등을 포함한다. 대안적인 구성이 고려된다. 전도성 핀 공급부(200)는 핀이 용접을 위해 픽업될 준비가 된 스테이징 영역을 통해 공급되도록 버퍼 시스템과 함께 작동하도록 구성될 수 있다.
전도성 핀 공급부(200) 및 소노트로드(202)를 포함하는 초음파 용접 시스템(100)은 다양한 형태를 취할 수 있다. 보다 구체적으로, 전도성 핀 공급부(200)의 상이한 구성, 소노트로드(202)의 상이한 구성 등이 고려된다. 도 2a 내지 도 2c는 전도성 핀 공급부(이제 전도성 핀(200a1)을 포함하는 전도성 핀 공급부(200a)로 지칭됨)의 예시적인 구성 및 소노트로드(이제 진공 채널(202a1)을 형성하고, 배관(204a)을 통해 진공 공급원(204)과 결합되는 소노트로드(202a)로 지칭됨)의 예시적인 구성을 포함하는 예시적인 초음파 용접 시스템(100a)을 도시한다. 도 3a 내지 도 3c는 전도성 핀 공급부(이제 전도성 핀(200b1)을 포함하는 전도성 핀 공급부(200b)로 지칭됨)의 다른 예시적인 구성 및 소노트로드(이제 그리퍼 액추에이터(206) 및 그리퍼 암(206a)과 함께 작업하도록 구성된 소노트로드(202b)로 지칭됨)의 예시적인 구성을 포함하는 예시적인 초음파 용접 시스템(100b)을 도시한다. 도 4는 초음파 용접 시스템(100c)은 그리퍼 액추에이터(208), 제1 그리퍼 암(208a), 및 제2 그리퍼 암(208b)을 포함한다는 것을 제외하고는, 초음파 용접 시스템(100b)(도 3a 내지 도 3c)와 실질적으로 유사한 또 다른 예시적인 초음파 용접 시스템(100c)을 도시한다. 여기서 기술된 것을 제외하고, 각각의 초음파 용접 시스템(100a, 100b, 100c)은 전술한 초음파 용접 시스템(100)과 실질적으로 유사하다.
구체적으로 도 2a 내지 도 2c를 참조하면, 소노트로드(202a)는 전도성 핀 공급부(200a)로부터 전도성 핀(200a1)을 인출하도록 구성되고, 용접 헤드 어셈블리(112)는 클램핑된 작업물(102a2)을 향해 인출된 전도성 핀(200a1)을 운반하도록(그 다양한 이동 축을 통해), 그리고 전도성 핀(200a1)을 클램핑된 작업물(102a2)에 초음파적으로 용접하도록 구성된다. 소노트로드(202a)는 전도성 핀 공급부(200a)로부터 전도성 핀(200a1)을 인출하기 위해 배관(204a)을 통해 진공 공급원(204)에 연결된 진공 채널(202a1)을 형성한다.
구체적으로 도 2b를 참조하면, 소노트로드(202)의 팁 부분(202a3)이 도시된다. 진공 채널(202a1)은 소노트로드(202a)에 의해 형성된다. 소노트로드(202a)의 작업 표면(202a2)은 전도성 핀의 용접 부분과 접촉하고 초음파 용접을 위해 이를 작업물에 대해 가압하도록 구성된다(예를 들어, 도 2c에 도시된 전도성 핀의 용접 부분 참조). 소노트로드(202a)(도 2a에 도시된 바와 같이 배관(204a)과 결합되도록 구성됨)의 진공 홀(202a4)도 도시된다. 도 2c는 본체 부분(200a1a), 용접 부분(200a1b), 및 자유 단부(200a1c)를 포함하는 전도성 핀(200a1)(예를 들어, 원형 전도성 핀)의 측면도이다. 용접 부분(200a1b)을 통해 작업물에 용접된 후, 본체 부분(200a1a)은 용접 부분(200a1b)으로부터 자유 단부(200a1c)까지 실질적으로 수직으로 연장될 수 있다. 자유 단부(200a1c)(또는 용접된 전도성 핀(200a1)의 일부 다른 부분)는 주어진 작업물에서 필요에 따라 전기 연결을 위해 이용 가능하다.
도 3a 내지 도 3c를 참조하면, 용접 헤드 어셈블리(112)는 전도성 핀 공급부(200b)로부터 전도성 핀(200b1)을 인출하도록 구성된 그리퍼 메커니즘을 포함한다. 도 3a에서, 그리퍼 메커니즘은 그리퍼 액추에이터(206) 및 이동 가능한 암(206a)을 포함한다. 그리퍼 액추에이터(206)의 작동을 통해, 이동 가능한 암(206a)은 (i) 전도성 핀(200b1)을 결합하기 위한 도 3b에 도시된 것과 같은 개방 위치, 및 (ii) 클램핑된 작업물(102a2)을 향해 이동하기 위한 위치에서 전도성 핀(200b1)을 유지하기 위한 도 3c에 도시된 것과 같은 폐쇄 위치 사이에서 이동하도록 구성된다. 도 3b에 도시된 바와 같이, 이동 가능한 암(206a)은 폐쇄 위치에서 전도성 핀(200b1)을 소노트로드(202b)와 정렬하고, 전도성 핀(200b1)을 소노트로드(202b)에 대해 제 위치에 유지한다. 용접 헤드 어셈블리(112)는 인출된 전도성 핀(200b1)을 작업물을 향해 운반하고, 전도성 핀(200b1)을 클램핑된 작업물(102a2)에 초음파적으로 용접하도록 구성된다.
구체적으로 도 4를 참조하면, 용접 헤드 어셈블리(112)는, 전도성 핀 공급부(200b)로부터 전도성 핀(200b1)을 인출하도록 구성되는 다른 그리퍼 메커니즘을 포함한다. 도 4에서, 그리퍼 메커니즘은, 그리퍼 액추에이터(208), 이동 가능한 암(208a), 및 고정 암(208b)을 포함한다. 그리퍼 액추에이터(208)의 작동을 통해, 이동 가능한 암(208a)은, (i) 전도성 핀(200b1)을 결합하기 위한 개방 위치, 및 (ii) 클램핑된 작업물(102a2)을 향한 이동을 위한 위치에서 전도성 핀(200b1)을 유지하기 위한 폐쇄 위치 사이에서 이동하도록 구성된다. 도 4에 도시된 바와 같이, 이동 가능한 암(208a)은 폐쇄 위치에서 고정 암(208b)에 대해 제 위치에 전도성 핀(200b1)을 고정하도록 이동하여, 전도성 핀(200b1)을 소노트로드(202b)와 정렬시킨다. 용접 헤드 어셈블리(112)는 인출된 전도성 핀(200b1)을 클램핑된 작업물(102a2)을 향해 운반하고, 전도성 핀(200b1)을 클램핑된 작업물(102a2)에 초음파적으로 용접하도록 구성된다.
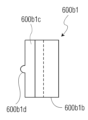
구체적으로 도 3a 내지 도 3c, 및 도 4에 도시되고, 도 3d에서 상세히 설명된 전도성 핀(200b1)을 참조하면, 전도성 핀(200b1)은 도 2a 내지 도2c로부터의 전도성 핀(200a1)에 비하여 상이한 구성을 가지고 있다. 전도성 핀(200b1)은, 본체 부분(200b1a), 용접 부분(200b1b), 및 자유 단부(200b1c)를 포함한다. 용접 부분(200b1b)을 통해 작업물에 용접된 후, 본체 부분(200b1a)은 용접 부분(200b1b)으로부터 자유 단부(200b1c)까지 실질적으로 수직으로 연장될 수 있다. 자유 단부(200b1c)(또는 용접된 전도성 핀(200b1)의 일부 다른 부분)는 주어진 작업물에서 필요에 따라 전기적 연결을 위해 이용 가능하다.
본 발명의 측면은 구체적으로 전도성 핀을 작업물에 용접하기 위한 초음파 용접 시스템에 관한 것이지만, 이에 제한되지 않는다는 것이 이해될 것이다. 예를 들어, 본 발명의 특정 예시적인 실시예에 따르면, 소노트로드는 전도성 핀을 작업물에 용접하기 위해, 그리고 다른 전도체(예를 들어, 전원 단자와 같은 전도성 단자)를 작업물에 용접하기 위해 구성된다. 소노트로드는 전도성 핀 및 전원 단자와 같은 다른 전도체를 모두 용접하도록 단일 작업 영역(예를 들어, 도 2b에 도시된 작업 표면(202a2)과 같은)을 사용할 수 있다. 그러나, 본 발명의 다른 실시예에서, 소노트로드는 작업물에 용접하기 위한 전도성 핀과 접촉하기 위해 구성되는 제1 영역, 및 작업물에 용접하기 위한 전원 단자와 접촉하기 위한 제2 영역을 포함한다.
본 발명의 다른 예시적인 실시예에서, 초음파 용접 시스템은 제2 소노트로드를 운반하는 제2 초음파 변환기를 갖는 제2 용접 헤드 어셈블리를 포함하고, 제2 용접 헤드 어셈블리는 전원 단자를 작업물에 용접하도록 구성된다. 구체적으로 도 5를 참조하면, 초음파 용접 시스템(500)이 도시된다. 초음파 용접 시스템(500)은 제1 초음파 용접 서브 시스템(502)(이는 국제 공개 제2018/187364호의 도 1에 도시된 초음파 용접 시스템(100)과 실질적으로 유사할 수 있고, 또한 제1 초음파 용접 서브 시스템(502)이 소노트로드(112a)를 포함하고 전도성 핀 공급부는 포함하지 않는다는 점을 제외하면, 여기에 개시된 용접 시스템과 유사함) 및 제2 초음파 용접 서브 시스템(504)을 포함한다. 제2 초음파 용접 서브 시스템(504)은, 다른 것들 중 예를 들어, 도 1에 도시된 초음파 용접 시스템(100), 도 2a에 도시된 초음파 용접 시스템(100a), 도 3a에 도시된 초음파 용접 시스템(100b), 도 4a에 도시된 초음파 용접 시스템(100c)일 수 있다. 제1 초음파 용접 서브 시스템(502)은 특정 전도체(예를 들어, 전원 단자(506)와 같은 더 큰 전원 전도체)를 용접하도록 구성되는 반면, 제2 초음파 용접 서브 시스템(504)은 여기서 전도성 핀을 용접하도록 구성된다. 도 5는 초음파 용접 시스템(500)의 출력 작업물(102a3')의 예를 도시한다. 출력 작업물(102a3')은 기판(표시되지 않음), 기판에 초음파적으로 용접된 전도성 단자(506) 및 기판에 초음파적으로 용접된 전도성 핀(200a1)을 포함한다. 예를 들어, 작업물(102a3')은 전도성 단자(506)가 전력 반도체 모듈의 전원 단자이고, 전도성 핀(200a1)이 전력 반도체 모듈의 신호 연결부인 전력 반도체 모듈일 수 있다.
도 5가 전도성 핀(200a1)을 포함하는 전도성 핀 공급부(200a)를 도시하지만(즉, 도 2a의 구성과 유사함), 초음파 용접 시스템(500)(초음파 용접 시스템(504) 포함)의 본 발명 특징은, 용접 헤드 어셈블리에 대한 대응하는 변경과 함께 본 발명의 범위 내에서 임의의 유형의 전도성 핀(예를 들어, 도 3a에 도시된 전도성 핀(200b1))에 적용될 수 있다.
본 발명의 특정 예시적인 실시예에 따르면, 용접 작업 동안 예시적인 기술 사양은: (i) 소노트로드는 5-500kg 사이의 본드 힘에서 작동하도록 구성되고, 또는 소노트로드는 5-300kg 사이의 본드 힘에서 작동하도록 구성되고, 또는 소노트로드는 5-100kg 사이의 본드 힘에서 작동하도록 구성되고; (ii) 소노트로드 팁 이동 진폭이 5-150 미크론 사이이고, 또는 소노트로드 팁 이동 진폭이 5-120 미크론 사이이고, 또는 소노트로드 팁 이동 진폭이 5-100 미크론 사이이고; (iii) 소노트로드는 작업물의 제1 부분과 1.5-30mm2 사이의 범위의 면적을 갖는 작업물의 제2 부분 사이에 초음파 용접을 형성하도록 구성되고; 또는 소노트로드는 작업물의 제1 부분과 1.5-20mm2 사이의 범위의 면적을 갖는 작업물의 제2 부분 사이에 초음파 용접을 형성하도록 구성되고; 또는 소노트로드는 작업물의 제1 부분과 1.5-16mm2 사이의 범위의 면적을 갖는 작업물의 제2 부분 사이에 초음파 용접을 형성하도록 구성되고; 및 (iv) 소노트로드는 15-40kHz 사이의 범위의 주파수에서 작동하도록 구성되고, 또는 소노트로드는 20-35kHz 사이의 범위의 주파수에서 작동하도록 구성되고, 또는 소노트로드는 20-30kHz 사이의 범위의 주파수에서 작동하도록 구성됨을 포함한다. 접촉 요소(소노트로드에 의해 작업물의 부분이 접촉되는)의 전도성 접촉의 예시적인 두께는: 0.2-3mm; 0.2-1.5mm; 및 0.2-1.2mm를 포함한다.
예시되지 않더라도, 본 발명의 범위 내의 변형이 고려된다. 예를 들어, 본 발명의 특정 예시적인 실시예에 따르면, 용접 헤드 어셈블리는 전도성 핀의 대응하는 키잉(keying) 특징부와 정렬하도록 구성되는 키잉 특징부를 형성하여, 용접 헤드 어셈블리에 의해 유지되는 전도성 핀이 소노트로드에 대해 적절하게 정렬되도록 한다. 도 6a 내지 도 6d, 및 도 6e 내지 도 6g는 본 발명의 이러한 실시예의 예를 도시한다. 도 6a 내지 도 6d, 및 도 6e 내지 도 6g의 전도성 핀 및 소노트로드는 여기서 개시된 임의의 초음파 용접 시스템(예를 들어, 초음파 용접 시스템(100, 100a, 100b, 100c, 504, 700)), 또는 본 발명의 범위 내의 임의의 다른 초음파 용접 시스템과 관련하여 구현될 수 있다.
도 6a 및 도 6b는, 각각, 본체 부분(600a1a), 용접 부분(600a1b), 자유 단부(600a1c), 및 키잉 특징부(600a1d)를 포함하는 전도성 핀(600a1)(예를 들어, 원형 전도성 핀)의 측면도 및 평면도이다. 전도성 핀(600a1)의 키잉 특징부(600a1d)는 용접 헤드 어셈블리(예를 들어, 키웨이(keyway))의 대응하는 키잉 특징부와 정렬하는데 사용될 수 있어서, 용접 헤드 어셈블리에 의해 유지되는 전도성 핀(600a1)이 소노트로드(602a)에 대해 적절하게 정렬되도록 한다. 용접 부분(600a1b)을 통해 작업물에 용접된 후, 본체 부분(600a1a)은 용접 부분(600a1b)으로부터 자유 단부(600a1c)까지 실질적으로 수직으로 연장될 수 있다. 자유 단부(600a1c)(또는 용접된 전도성 핀(600a1)의 일부 다른 부분)는 주어진 작업물에서 필요에 따라 전기적 연결을 위해 이용 가능하다. 도 6c는 소노트로드(602a)에 의해 형성되는 진공 채널(602a1)을 포함하는 소노트로드(602a)의 단부 도면이다. 진공 채널(602a1)에서, 소노트로드(602a)는 키잉 특징부(602a1d)(예를 들어, 리세스)를 형성한다. 전도성 핀(600a1)이 소노트로드(602a)와 결합되는 경우, 키잉 특징부(600a1d)는 키잉 특징부(602a1d)와 결합된다. 도 6d는 용접 헤드 어셈블리(미도시, 그러나 다양한 도면을 통해 용접 헤드 어셈블리(112) 참조)의 소노트로드(602a)에 대해 정렬된 전도성 핀(600a1)을 도시한다.
도 6e 및 도 6f는, 각각, 본체 부분(600b1a), 용접 부분 (600b1b), 자유 단부(600b1c), 및 키잉 특징부(600b1d)(예를 들어, 돌출부)를 포함하는 전도성 핀(600b1)(예를 들어, "L" 형상을 갖는 전도성 핀)의 측면도 및 평면도이다. 전도성 핀(600b1)의 키잉 특징부(600b1d)는 그리퍼 암(206a')(예를 들어, 도 3a 내지 도 3c의 그리퍼 암(206a)과 유사함)의 대응하는 키잉 특징부(예를 들어, 키웨이)와 정렬하는데 사용될 수 있어서, 전도성 핀(600b1)이 용접 헤드 어셈블리의 그리퍼 암(206a')에 의해 제 위치에 유지되고, 이에 의해 전도성 핀(600b1)을 소노트로드(602a)에 대해 정렬하도록 한다. 용접 부분(600b1b)을 통해 작업물에 용접된 후, 본체 부분(600b1a)은 용접 부분(600b1b)으로부터 자유 단부(600b1c)까지 실질적으로 수직으로 연장될 수 있다. 자유 단부(600b1c)(또는 용접된 전도성 핀(600b1)의 일부 다른 부분)는 주어진 작업물에서 필요에 따라 전기적 연결을 위해 이용 가능하다. 도 6g는 전도성 핀(600b1)과 결합된 그리퍼 암(206a')의 평면도이다. 그리퍼 암(206a')은 키잉 특징부(206a'1)(즉, 리세스)를 형성한다. 전도성 핀(600b2)이 그리퍼 암(206a')과 결합될 경우, 키잉 특징부(206a'1)는 키잉 특징부(602b1d)와 결합된다.
도 6a 내지 도 6g와 관련하여 도시되고 설명된 키잉 특징부는 본질적으로 예시적이며; 대안적인 키잉 특징부 또는 정렬 특징부가 본 발명의 범위 내에서 고려된다. 예를 들어, 키잉 특징부(600a1d)는 전도성 핀(600a1)의 본체 부분(600a1a)으로부터 돌출하나; 리세스된 키잉 특징부가 이러한 전도성 핀과 관련하여 사용될 수 있으며, 여기서 소노트로드(또는 본드 헤드 어셈블리의 다른 부분)의 정합 키잉 특징부는 돌출 특징부일 수 있다.
또한, 본 발명의 특정 예시적인 실시예에 따르면, 소노트로드(또는 그리퍼 메커니즘과 같은 용접 헤드 어셈블리의 다른 측면)는 픽 툴로서 작용하지 않을 수 있다. 오히려, 초음파 용접 시스템은 전도성 핀 공급부로부터 전도성 핀을 인출하도록 구성된 픽 툴을 더 포함할 수 있고, 여기서 인출된 전도성 핀은 작업물에 대한 용접을 위해 용접 헤드 어셈블리로 이송된다.
구체적으로 도 7을 참조하면 초음파 용접 시스템(700)이 도시된다. 초음파 용접 시스템(700)(여기서 기술된 앞서 상세히 설명된 초음파 용접 시스템과 유사함)은 픽 툴(702)을 포함한다. 픽 툴(702)은 접촉 부분(702a)을 포함한다. 본 발명의 특정 예시적인 실시예에 따르면, 픽 툴(702)은 전도성 핀 공급부(200a)로부터 전도성 핀(200a1)을 인출(또는 그렇지 않으면 수용)한다. 전도성 핀(200a1)은 작업물(102a2)에 용접하기 위해 용접 헤드 어셈블리(112)로 이송된다. 접촉 부분(702a)은 전도성 핀 공급부(200a)로부터 전도성 핀(200a1)을 선택하고, 전도성 핀(200a1)을 용접 헤드 어셈블리(112)의 소노트로드(202a)로 이송하는데 결합하기 위한 다수의 상이한 대안적인 구성을 가질 수 있다. 접촉 부분(702a)의 예시적인 구성은: 다른 것들 중 자기 유지 메커니즘; 기계적 파지 메커니즘; 진공 기반 유지 메커니즘;을 포함한다.
다시 도 7을 참조하면, 일단 픽 툴(702)이 전도성 핀(200a1)을 유지하면, 픽 툴(702)은 전도성 핀(200a1)(소노트로드(202a)과 결합된 전도성 핀(200a1)의 점선 부분 참조)의 이송을 위해 소노트로드(202a)를 향해 이동할 수 있다. 대안적으로, 소노트로드(202a)(용접 헤드 어셈블리(112)에 의해 운반됨)는 전도성 핀(200a1)의 이송을 위해 픽 툴(702)을 향해 이동될 수 있다. 또 다른 대안에서, 픽 툴(702) 및 소노트로드(202a) 모두는 전도성 핀(200a1)의 이송을 위해 서로를 향해 이동될 수 있다. 도 7이 전도성 핀(200a1)을 포함하는 전도성 핀 공급부(200a)(즉, 도 2a의 구성과 유사함)를 도시하나, 초음파 용접 시스템(700)의 본 발명의 특징은, 용접 헤드 어셈블리에 대한 대응하는 변경과 함께 본 발명의 범위 내에서 임의의 유형의 전도성 핀(예를 들어, 도 3a에 도시된 전도성 핀(200b1))에 적용될 수 있다.
본 발명은 특정 실시예를 참조하여 도시되고 설명되지만, 본 발명은 도시된 세부 사항으로 한정되지 않는다. 오히려, 청구항의 균등물 범위 내에서 본 발명을 벗어나지 않는 범위 내에서 상세하게 다양한 수정이 이루어질 수 있다.
Claims (34)
- 초음파 용접 시스템으로서,
작업물을 지지하기 위해 구성된 지지 구조;
소노트로드(sonotrode)를 운반하는 초음파 변환기를 포함하는 용접 헤드 어셈블리; 및
상기 소노트로드를 사용하는 용접을 위한 복수의 전도성 핀을 제공하도록 구성된 전도성 핀 공급부를 포함하는 초음파 용접 시스템. - 청구항 1에 있어서,
상기 용접 헤드 어셈블리는 복수의 개별 이동 축을 따라 이동하도록 구성되는 초음파 용접 시스템. - 청구항 2에 있어서,
상기 복수의 개별 이동 축은, x 축, y 축, 및 z 축을 포함하는 초음파 용접 시스템. - 청구항 2에 있어서,
상기 복수의 개별 이동 축은 세타 축을 포함하는 초음파 용접 시스템. - 청구항 1에 있어서,
상기 용접 헤드 어셈블리의 상기 소노트로드는 상기 전도성 핀 공급부로부터 전도성 핀을 인출하도록 구성되고, 상기 용접 헤드 어셈블리는 인출된 상기 전도성 핀을 상기 작업물을 향해 운반하고, 상기 전도성 핀을 상기 작업물에 초음파적으로 용접하도록 구성되는 초음파 용접 시스템. - 청구항 5에 있어서,
상기 소노트로드는 상기 전도성 핀 공급부로부터 상기 전도성 핀을 인출하기 위한 진공 채널을 형성하는 초음파 용접 시스템. - 청구항 1에 있어서,
상기 용접 헤드 어셈블리는 상기 전도성 핀 공급부로부터 전도성 핀을 인출하도록 구성된 그리퍼 메커니즘(gripper mechanism)을 포함하고, 상기 용접 헤드 어셈블리는 인출된 상기 전도성 핀을 상기 작업물을 향해 운반하고, 상기 전도성 핀을 상기 작업물에 초음파적으로 용접하도록 구성되는 초음파 용접 시스템. - 청구항 7에 있어서,
상기 그리퍼 메커니즘은, (i) 상기 전도성 핀을 결합하기 위한 개방 위치와, (ii) 상기 작업물을 향한 이동을 위한 위치에서 상기 전도성 핀을 유지하기 위한 폐쇄 위치 사이에서 이동하도록 구성되는 이동 가능한 암(arm)을 포함하는 초음파 용접 시스템. - 청구항 8에 있어서,
상기 이동 가능한 암은, 상기 전도성 핀을 상기 폐쇄 위치에서 상기 소노트로드와 정렬시키는 초음파 용접 시스템. - 청구항 7에 있어서,
상기 그리퍼 메커니즘은, 이동 가능한 암 및 고정 암을 포함하고, 상기 이동 가능한 암은 (i) 상기 전도성 핀을 결합하기 위한 개방 위치와, (ii) 상기 작업물을 향한 이동을 위한 위치에서 상기 전도성 핀을 유지하기 위한 폐쇄 위치 사이에서 이동하도록 구성되고, 상기 이동 가능한 암은 상기 전도성 핀을 상기 폐쇄 위치에서 상기 소노트로드와 정렬시키는 초음파 용접 시스템. - 청구항 1에 있어서,
상기 용접 헤드 어셈블리는 상기 전도성 핀의 대응하는 특징부와 정렬하도록 구성되는 키잉(keying) 특징부를 형성하여, 상기 용접 헤드 어셈블리에 의해 유지되는 상기 전도성 핀이 상기 소노트로드에 대해 적절하게 정렬되도록 하는 초음파 용접 시스템. - 청구항 1에 있어서,
상기 전도성 핀 공급부로부터 전도성 핀을 인출하도록 구성되는 픽 툴(pick tool)을 더 포함하고, 인출된 상기 전도성 핀은 상기 작업물에 용접하기 위해 상기 용접 헤드 어셈블리로 이송되는 초음파 용접 시스템. - 청구항 1에 있어서,
상기 소노트로드는 상기 작업물에 상기 전도성 핀을 용접하고, 상기 작업물에 전원 단자를 용접하기 위해 구성되는 초음파 용접 시스템. - 청구항 1에 있어서,
상기 소노트로드는 상기 작업물에 용접하기 위한 상기 전도성 핀과 접촉하기 위해 구성되는 제1 영역, 및 상기 작업물에 용접하기 위한 전원 단자와 접촉하기 위한 제2 영역을 포함하는 초음파 용접 시스템. - 청구항 1에 있어서,
제2 소노트로드를 운반하는 제2 초음파 변환기를 포함하는 제2 용접 헤드 어셈블리를 더 포함하고, 상기 제2 용접 헤드 어셈블리는 상기 작업물에 전원 단자를 용접하기 위해 구성되는 초음파 용접 시스템. - 초음파 용접 시스템 작업 방법으로서,
상기 초음파 용접 시스템의 지지 구조 상에 작업물을 지지하는 단계; 및
상기 초음파 용접 시스템의 용접 헤드 어셈블리의 소노트로드를 사용하여 상기 작업물에 상기 초음파 용접 시스템의 전도성 핀 공급부로부터의 전도성 핀을 용접하는 단계로서, 상기 전도성 핀 공급부는 복수의 전도성 핀을 포함하는 단계를 포함하는 방법. - 청구항 16에 있어서,
상기 용접 헤드 어셈블리는, 상기 초음파 용접 시스템의 복수의 개별 이동 축을 따라 이동하도록 구성되는 방법. - 청구항 17에 있어서,
상기 복수의 개별 이동 축은, x 축, y 축, 및 z 축을 포함하는 방법. - 청구항 17에 있어서,
상기 복수의 개별 이동 축은 세타 축을 포함하는 방법. - 청구항 16에 있어서,
상기 용접하는 단계 전, 상기 방법은, (i) 상기 용접 헤드 어셈블리의 상기 소노트로드를 사용하여 상기 전도성 핀 공급부로부터 상기 전도성 핀을 인출하는 단계, 및 (ii) 상기 용접 헤드 어셈블리를 사용하여 상기 작업물을 향해 인출된 상기 전도성 핀을 운반하는 단계를 더 포함하는 방법. - 청구항 20에 있어서,
상기 소노트로드는 상기 전도성 핀 공급부로부터 상기 전도성 핀을 인출하기 위한 진공 채널을 형성하는 방법. - 청구항 16에 있어서,
상기 용접 헤드 어셈블리는 그리퍼 메커니즘을 포함하고,
상기 방법은, (i) 상기 그리퍼 메커니즘을 사용하여 상기 전도성 핀 공급부로부터 상기 전도성 핀을 인출하는 단계, 및 (ii) 상기 용접 헤드 어셈블리를 사용하여 상기 작업물을 향해 인출된 상기 전도성 핀을 운반하는 단계를 더 포함하는 방법. - 청구항 22에 있어서,
상기 그리퍼 메커니즘은, (i) 상기 전도성 핀을 결합하기 위한 개방 위치와, (ii) 상기 작업물을 향한 이동을 위한 위치에서 상기 전도성 핀을 유지하기 위한 폐쇄 위치 사이에서 이동하도록 구성되는 이동 가능한 암을 포함하는 방법. - 청구항 23에 있어서,
상기 이동 가능한 암은, 상기 전도성 핀을 상기 폐쇄 위치에서 상기 소노트로드와 정렬시키는 방법. - 청구항 22에 있어서,
상기 그리퍼 메커니즘은, 이동 가능한 암 및 고정 암을 포함하고, 상기 이동 가능한 암은 (i) 상기 전도성 핀을 결합하기 위한 개방 위치와, (ii) 상기 작업물을 향한 이동을 위한 위치에서 상기 전도성 핀을 유지하기 위한 폐쇄 위치 사이에서 이동하도록 구성되고, 상기 이동 가능한 암은 상기 전도성 핀을 상기 폐쇄 위치에서 상기 소노트로드와 정렬시키는 방법. - 청구항 16에 있어서,
상기 용접 헤드 어셈블리는 상기 전도성 핀의 대응하는 특징부와 정렬하도록 구성되는 키잉 특징부를 형성하여, 상기 용접 헤드 어셈블리에 의해 유지되는 상기 전도성 핀이 상기 소노트로드에 대해 적절하게 정렬되도록 하는 방법. - 청구항 16에 있어서,
(i) 픽 툴을 사용하여 상기 전도성 핀 공급부로부터 상기 전도성 핀을 인출하는 단계, 및 (ii) 상기 작업물에 용접하기 위해 상기 픽 툴로부터 상기 용접 헤드 어셈블리로 상기 전도성 핀을 이송하는 단계를 더 포함하는 방법. - 청구항 16에 있어서,
상기 소노트로드를 사용하여 상기 작업물에 전원 단자를 용접하는 단계를 더 포함하는 방법. - 청구항 28에 있어서,
상기 소노트로드는 상기 작업물에 용접하기 위한 상기 전도성 핀과 접촉하기 위해 구성되는 제1 영역, 및 상기 작업물에 용접하기 위한 전원 단자와 접촉하기 위한 제2 영역을 포함하는 방법. - 청구항 16에 있어서,
상기 초음파 용접 시스템은 제2 소노트로드를 운반하는 제2 초음파 변환기를 포함하는 제2 용접 헤드 어셈블리를 포함하고, 상기 방법은 상기 제2 소노트로드를 사용하여 상기 작업물에 전원 단자를 용접하는 단계를 더 포함하는 방법. - 작업물로서,
기판; 및
상기 기판에 초음파적으로 용접되는 전도성 핀을 포함하는 작업물. - 청구항 31에 있어서,
상기 기판에 초음파적으로 용접되는 전도성 단자를 더 포함하는 작업물. - 청구항 32에 있어서,
상기 전도성 단자는 상기 작업물의 전원 단자이고, 상기 전도성 핀은 상기 작업물의 신호 연결부인 작업물 - 청구항 33에 있어서,
상기 작업물은 전력 반도체 모듈인 작업물.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US202063034345P | 2020-06-03 | 2020-06-03 | |
| US63/034,345 | 2020-06-03 | ||
| PCT/US2021/034847 WO2021247414A1 (en) | 2020-06-03 | 2021-05-28 | Ultrasonic welding systems, methods of using the same, and related workpieces including welded conductive pins |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20230019842A true KR20230019842A (ko) | 2023-02-09 |
Family
ID=78816841
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227042460A KR20230019842A (ko) | 2020-06-03 | 2021-05-28 | 초음파 용접 시스템, 이를 사용하는 방법, 및 용접된 전도성 핀을 포함하는 관련 작업물 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US11850676B2 (ko) |
| EP (1) | EP4161726A1 (ko) |
| JP (1) | JP2023527970A (ko) |
| KR (1) | KR20230019842A (ko) |
| CN (1) | CN115697615A (ko) |
| WO (1) | WO2021247414A1 (ko) |
Family Cites Families (48)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3347730A (en) * | 1958-12-09 | 1967-10-17 | Messerschmitt Ag | Production of seam-like connections between flat fabric members by means of thermoplastic materials |
| FR2472351A1 (fr) * | 1979-11-26 | 1981-07-03 | Papazian Richard | Procede de fixation d'un element tel qu'un bouton sur un tissu, bouton et appareil de fixation pour la mise en oeuvre de ce procede |
| WO1981001498A1 (fr) * | 1979-11-26 | 1981-06-11 | R Papazian | Procede et dispositif de fixation par ultrasons d'un element tel qu'un bouton sur un tissu |
| US4529115A (en) * | 1983-04-12 | 1985-07-16 | Fairchild Industries, Inc. | Thermally assisted ultrasonic welding apparatus and process |
| CH651781A5 (en) * | 1984-02-28 | 1985-10-15 | Joseph N Kamoo | Device for fixing a plastic disc on a prayer mat using ultrasound |
| FR2561985B3 (fr) * | 1984-04-03 | 1986-07-04 | Pouteau Michel | Machine pour la pose de boutons en matiere plastique sur un materiau textile par soudage ultrasons desdits boutons avec des pointes en matiere plastique, associees |
| US4631685A (en) * | 1984-12-07 | 1986-12-23 | General Motors Corporation | Method and apparatus for ultrasonic plastic forming and joining |
| US5917707A (en) * | 1993-11-16 | 1999-06-29 | Formfactor, Inc. | Flexible contact structure with an electrically conductive shell |
| US4850772A (en) * | 1988-04-15 | 1989-07-25 | Trw Inc. | Friction-weldable stud |
| DE4030989A1 (de) * | 1990-10-01 | 1992-04-09 | Airbus Gmbh | Verfahren und vorrichtung zum verstaerken von bauteilen aus lagen von faserverstaerktem thermoplastischem kunststoff |
| DE4400787A1 (de) * | 1993-01-19 | 1994-07-21 | Eastman Kodak Co | Vorrichtung und Verfahren zum Positionieren und Ultraschallverschweißen von einzelnen Elementen aus lichtdichtem Material in einer Kassette |
| US5606844A (en) * | 1993-12-27 | 1997-03-04 | Sumitomo Bakelite Company, Limited | Process for producing a self-supporting package having an outlet stopper and an apparatus for producing said package |
| US5397408A (en) * | 1994-05-23 | 1995-03-14 | Motorola, Inc. | Ultrasonic welding of metallized plastic |
| DE69908179T2 (de) * | 1998-12-18 | 2003-10-09 | Accor Technology Inc | Rohrverbindung |
| JP2001168127A (ja) * | 1999-12-08 | 2001-06-22 | Japan Em Kk | 微小球体移載装置 |
| JP4046281B2 (ja) * | 2003-02-28 | 2008-02-13 | 河西工業株式会社 | 樹脂部品の超音波接合方法 |
| JP4062168B2 (ja) * | 2003-05-19 | 2008-03-19 | ソニー株式会社 | 端子部材の構造 |
| US6988651B2 (en) * | 2004-02-17 | 2006-01-24 | General Motors Corporation | Friction stir rivet drive system and stir riveting methods |
| US8240539B2 (en) * | 2004-05-28 | 2012-08-14 | Panasonic Corporation | Joining apparatus with UV cleaning |
| DE102004034498A1 (de) * | 2004-07-16 | 2006-02-16 | Ejot Gmbh & Co. Kg | Verfahren zum Reibschweißen von Bauteilen |
| JP2008506533A (ja) * | 2004-07-16 | 2008-03-06 | エー・ヨット・オー・テー・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング・ウント・コンパニー・コマンディート・ゲゼルシャフト | 平らな構成要素への摩擦溶接用固定要素 |
| DE102004039398B4 (de) * | 2004-08-13 | 2014-11-27 | Ejot Gmbh & Co. Kg | Futter zur Halterung von Befestigungselementen für eine Reibschweißverbindung |
| DE102004059625A1 (de) * | 2004-12-10 | 2006-06-22 | Ejot Gmbh & Co. Kg | Reibschweißverbindung zwischen einem Blechteil und einem Rotationskörper |
| FR2883499B1 (fr) * | 2005-03-23 | 2015-04-10 | Daimler Chrysler Ag | Procede pour assembler des pieces et element d'assemblage pour ce procede. |
| JP2006346951A (ja) * | 2005-06-15 | 2006-12-28 | Ito Yoshihiko | 超音波溶着装置における溶着ホーンとその使用法。 |
| DE202005017524U1 (de) * | 2005-11-09 | 2005-12-29 | Ejot Gmbh & Co. Kg | Befestigungselement für eine Reibschweißverbindung |
| JP4844255B2 (ja) * | 2006-06-20 | 2011-12-28 | セイコーエプソン株式会社 | 超音波溶着方法および液状体吐出ヘッドの製造方法、並びに超音波溶着装置 |
| WO2009134458A1 (en) * | 2008-05-02 | 2009-11-05 | Sonics & Materials Inc. | System to prevent overloads for ultrasonic staking applications |
| US7896219B2 (en) * | 2009-03-03 | 2011-03-01 | GM Global Technology Operations LLC | Method and apparatus for ultrasonic welding of terminals |
| US8376016B2 (en) | 2010-10-26 | 2013-02-19 | Rinco Ultrasonics Usa Inc. | Sonotrode and anvil energy director grids for narrow/complex ultrasonic welds of improved durability |
| US8563364B2 (en) | 2011-09-29 | 2013-10-22 | Infineon Technologies Ag | Method for producing a power semiconductor arrangement |
| BR112015010332B1 (pt) | 2012-11-13 | 2021-05-04 | Woodwelding Ag | método de fabricação de um artigo de material compósito reforçado com fibras |
| US9751257B2 (en) * | 2014-06-17 | 2017-09-05 | GM Global Technology Operations LLC | Ultrasonic welder clamp |
| WO2016054751A1 (en) * | 2014-10-09 | 2016-04-14 | Woodwelding Ag | Anchoring a joining element in an object |
| CN104439684A (zh) * | 2014-10-23 | 2015-03-25 | 上海交通大学 | 一种超声辅助的自冲铆接方法 |
| US9782928B2 (en) | 2015-09-02 | 2017-10-10 | Northrop Grumman Systems Corporation | Method and system for reinforcing a workpiece |
| KR20170074026A (ko) * | 2015-12-21 | 2017-06-29 | 주식회사 보국전자 | 전기매트 제조를 위한 초음파융착장치 |
| KR20170074024A (ko) * | 2015-12-21 | 2017-06-29 | 주식회사 보국전자 | 전기매트 제조를 위한 초음파융착장치 |
| CN105459390A (zh) * | 2015-12-31 | 2016-04-06 | 成都航天模塑股份有限公司 | 手工超声波刺穿焊的焊接结构 |
| CN107755875A (zh) * | 2016-08-23 | 2018-03-06 | 南京航空航天大学 | 一种摩擦塞焊的焊接设备 |
| US20180126445A1 (en) * | 2016-11-10 | 2018-05-10 | GM Global Technology Operations LLC | Hybrid workpiece joining |
| CN106738939A (zh) * | 2016-12-13 | 2017-05-31 | 江苏辰阳电子有限公司 | 一种充电器自动铆合打标检测一体化设备 |
| KR101759465B1 (ko) * | 2017-03-13 | 2017-07-19 | 디티씨 주식회사 | 보이드 방지형 인쇄회로기판의 솔더링 장치 |
| CN110891726B (zh) | 2017-04-04 | 2021-08-24 | 库利克和索夫工业公司 | 超声焊接系统及其使用方法 |
| CN107718567A (zh) * | 2017-11-13 | 2018-02-23 | 常熟通成塑料制品有限公司 | 自动化超音波网膜焊接机 |
| CN108213985A (zh) * | 2018-03-20 | 2018-06-29 | 杭州异客科技有限公司 | 一种中空件自动化生产设备 |
| CN109202261A (zh) * | 2018-11-28 | 2019-01-15 | 上海骄成机电设备有限公司 | 一种全自动超声波焊接装置 |
| CN113165102B (zh) | 2018-11-28 | 2022-11-25 | 库利克和索夫工业公司 | 超声焊接系统及其使用方法 |
-
2021
- 2021-05-28 WO PCT/US2021/034847 patent/WO2021247414A1/en unknown
- 2021-05-28 JP JP2022572295A patent/JP2023527970A/ja active Pending
- 2021-05-28 KR KR1020227042460A patent/KR20230019842A/ko unknown
- 2021-05-28 CN CN202180039539.6A patent/CN115697615A/zh active Pending
- 2021-05-28 US US17/333,875 patent/US11850676B2/en active Active
- 2021-05-28 EP EP21817544.6A patent/EP4161726A1/en active Pending
-
2023
- 2023-11-16 US US18/510,842 patent/US20240091876A1/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| WO2021247414A1 (en) | 2021-12-09 |
| JP2023527970A (ja) | 2023-07-03 |
| US11850676B2 (en) | 2023-12-26 |
| EP4161726A1 (en) | 2023-04-12 |
| CN115697615A (zh) | 2023-02-03 |
| US20240091876A1 (en) | 2024-03-21 |
| US20210379690A1 (en) | 2021-12-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4150697B2 (ja) | コンポーネント用の複式配送デバイスを備えた半導体装置 | |
| US6616030B2 (en) | Gantry mounted ultrasonic wire bonder with orbital bonding tool head | |
| US11364565B2 (en) | Ultrasonic welding systems and methods of using the same | |
| KR101990242B1 (ko) | 다이 본딩 장치 및 반도체 장치의 제조 방법 | |
| JP2006297451A (ja) | リード線のスポット溶接装置およびこれを用いた加工装置 | |
| US6382494B1 (en) | Automatic ultrasonic bonding machine with vertically tiered orthogonally translatable tool support platforms | |
| JP2023169199A (ja) | ダイ取り付けシステム、およびダイを基板に取り付ける方法 | |
| KR20230019842A (ko) | 초음파 용접 시스템, 이를 사용하는 방법, 및 용접된 전도성 핀을 포함하는 관련 작업물 | |
| CN210443533U (zh) | 双工位固晶装置 | |
| KR20070082944A (ko) | 초음파 본딩장치 및 초음파 본딩방법 | |
| JP3592924B2 (ja) | Icチップの供給方法、供給装置、及びそれに使用する短冊テープ状支持体 | |
| CN114643546A (zh) | 用于操纵器的夹持器 | |
| KR101452963B1 (ko) | 반도체 리볼링 장치 | |
| JP2000221235A (ja) | 半導体検査装置 | |
| JP2002321063A (ja) | 抵抗溶接装置 | |
| WO2024084715A1 (ja) | ワーク検査装置 | |
| KR100740594B1 (ko) | 범프 형성 장치 | |
| CN215200158U (zh) | 一种激光焊接机 | |
| KR20240009651A (ko) | 프로브 본딩장치 | |
| KR20240009643A (ko) | 프로브 본딩장치 및 이를 이용한 프로브 본딩방법 | |
| KR20240009653A (ko) | 프로브 본딩장치 및 이를 이용한 프로브 본딩방법 | |
| CN117597770A (zh) | 基板搬运装置、基板搬运方法以及接合装置 | |
| KR20240009647A (ko) | 프로브 본딩장치 및 이를 이용한 프로브 본딩방법 | |
| JP2021119598A (ja) | アキシャルフィーダ、およびアキシャルフィーダによるアキシャルリード部品供給方法 | |
| JP2021093560A (ja) | アキシャルフィーダ、および部品実装装置 |