KR20220122707A - 리드 부재, 이차 전지의 패키지, 및 리드 부재의 제조 방법 - Google Patents
리드 부재, 이차 전지의 패키지, 및 리드 부재의 제조 방법 Download PDFInfo
- Publication number
- KR20220122707A KR20220122707A KR1020227026045A KR20227026045A KR20220122707A KR 20220122707 A KR20220122707 A KR 20220122707A KR 1020227026045 A KR1020227026045 A KR 1020227026045A KR 20227026045 A KR20227026045 A KR 20227026045A KR 20220122707 A KR20220122707 A KR 20220122707A
- Authority
- KR
- South Korea
- Prior art keywords
- conductor
- insulating film
- inner layer
- lead member
- insulating
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 75
- 238000000034 method Methods 0.000 title claims description 54
- 239000004020 conductor Substances 0.000 claims abstract description 183
- 239000000463 material Substances 0.000 claims abstract description 114
- 239000011810 insulating material Substances 0.000 claims abstract description 60
- 238000002844 melting Methods 0.000 claims abstract description 29
- 230000008018 melting Effects 0.000 claims abstract description 29
- 229920000098 polyolefin Polymers 0.000 claims description 30
- 230000004927 fusion Effects 0.000 claims description 9
- -1 polyethylene Polymers 0.000 description 31
- 229920005989 resin Polymers 0.000 description 21
- 239000011347 resin Substances 0.000 description 21
- 239000004743 Polypropylene Substances 0.000 description 16
- 229920001155 polypropylene Polymers 0.000 description 15
- 229920005672 polyolefin resin Polymers 0.000 description 14
- 125000004122 cyclic group Chemical group 0.000 description 11
- 238000009413 insulation Methods 0.000 description 8
- 239000000178 monomer Substances 0.000 description 8
- 238000007789 sealing Methods 0.000 description 8
- 239000000853 adhesive Substances 0.000 description 6
- 230000001070 adhesive effect Effects 0.000 description 6
- 239000005020 polyethylene terephthalate Substances 0.000 description 6
- 229920000139 polyethylene terephthalate Polymers 0.000 description 6
- 239000004698 Polyethylene Substances 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 229920000573 polyethylene Polymers 0.000 description 5
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 4
- 239000005977 Ethylene Substances 0.000 description 4
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 4
- 239000002253 acid Substances 0.000 description 4
- 229920001400 block copolymer Polymers 0.000 description 4
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 238000007731 hot pressing Methods 0.000 description 4
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 4
- 229920005604 random copolymer Polymers 0.000 description 4
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 3
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 3
- 150000008064 anhydrides Chemical class 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 229920001684 low density polyethylene Polymers 0.000 description 3
- 239000004702 low-density polyethylene Substances 0.000 description 3
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 239000004711 α-olefin Substances 0.000 description 3
- ZGEGCLOFRBLKSE-UHFFFAOYSA-N 1-Heptene Chemical compound CCCCCC=C ZGEGCLOFRBLKSE-UHFFFAOYSA-N 0.000 description 2
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 238000004566 IR spectroscopy Methods 0.000 description 2
- 239000005062 Polybutadiene Substances 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 2
- 150000001336 alkenes Chemical class 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000007795 chemical reaction product Substances 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- MGNZXYYWBUKAII-UHFFFAOYSA-N cyclohexa-1,3-diene Chemical compound C1CC=CC=C1 MGNZXYYWBUKAII-UHFFFAOYSA-N 0.000 description 2
- ZSWFCLXCOIISFI-UHFFFAOYSA-N cyclopentadiene Chemical compound C1C=CC=C1 ZSWFCLXCOIISFI-UHFFFAOYSA-N 0.000 description 2
- 238000004925 denaturation Methods 0.000 description 2
- 230000036425 denaturation Effects 0.000 description 2
- 238000000113 differential scanning calorimetry Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000003792 electrolyte Substances 0.000 description 2
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 238000010559 graft polymerization reaction Methods 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- 238000007641 inkjet printing Methods 0.000 description 2
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 2
- 229920000092 linear low density polyethylene Polymers 0.000 description 2
- 239000004707 linear low-density polyethylene Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 2
- 239000011976 maleic acid Substances 0.000 description 2
- 229920001179 medium density polyethylene Polymers 0.000 description 2
- 239000004701 medium-density polyethylene Substances 0.000 description 2
- JFNLZVQOOSMTJK-KNVOCYPGSA-N norbornene Chemical compound C1[C@@H]2CC[C@H]1C=C2 JFNLZVQOOSMTJK-KNVOCYPGSA-N 0.000 description 2
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 2
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 229920002857 polybutadiene Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 238000006116 polymerization reaction Methods 0.000 description 2
- 229920005606 polypropylene copolymer Polymers 0.000 description 2
- 229920005629 polypropylene homopolymer Polymers 0.000 description 2
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 2
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 2
- 229920001897 terpolymer Polymers 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- 150000007934 α,β-unsaturated carboxylic acids Chemical class 0.000 description 2
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 1
- HECLRDQVFMWTQS-RGOKHQFPSA-N 1755-01-7 Chemical compound C1[C@H]2[C@@H]3CC=C[C@@H]3[C@@H]1C=C2 HECLRDQVFMWTQS-RGOKHQFPSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- OFNISBHGPNMTMS-UHFFFAOYSA-N 3-methylideneoxolane-2,5-dione Chemical compound C=C1CC(=O)OC1=O OFNISBHGPNMTMS-UHFFFAOYSA-N 0.000 description 1
- 239000004709 Chlorinated polyethylene Substances 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- 238000005481 NMR spectroscopy Methods 0.000 description 1
- 229920002367 Polyisobutene Polymers 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- IAQRGUVFOMOMEM-UHFFFAOYSA-N butene Natural products CC=CC IAQRGUVFOMOMEM-UHFFFAOYSA-N 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 238000005253 cladding Methods 0.000 description 1
- 238000005352 clarification Methods 0.000 description 1
- 230000010485 coping Effects 0.000 description 1
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 1
- 229920003244 diene elastomer Polymers 0.000 description 1
- 150000001993 dienes Chemical class 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000008151 electrolyte solution Substances 0.000 description 1
- QHZOMAXECYYXGP-UHFFFAOYSA-N ethene;prop-2-enoic acid Chemical compound C=C.OC(=O)C=C QHZOMAXECYYXGP-UHFFFAOYSA-N 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- 238000002290 gas chromatography-mass spectrometry Methods 0.000 description 1
- 229920000578 graft copolymer Polymers 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 229920000554 ionomer Polymers 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 229910001416 lithium ion Inorganic materials 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- 229920001083 polybutene Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- KKEYFWRCBNTPAC-UHFFFAOYSA-N terephthalic acid group Chemical group C(C1=CC=C(C(=O)O)C=C1)(=O)O KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 230000008719 thickening Effects 0.000 description 1
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 1
Images













Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/562—Terminals characterised by the material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/534—Electrode connections inside a battery casing characterised by the material of the leads or tabs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/04—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by at least one layer folded at the edge, e.g. over another layer ; characterised by at least one layer enveloping or enclosing a material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/085—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/08—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by added members at particular parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0036—Heat treatment
- B32B38/004—Heat treatment by physically contacting the layers, e.g. by the use of heated platens or rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/027—Thermal properties
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/105—Pouches or flexible bags
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/172—Arrangements of electric connectors penetrating the casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/172—Arrangements of electric connectors penetrating the casing
- H01M50/174—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells
- H01M50/178—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells for pouch or flexible bag cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/533—Electrode connections inside a battery casing characterised by the shape of the leads or tabs
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/552—Terminals characterised by their shape
- H01M50/553—Terminals adapted for prismatic, pouch or rectangular cells
- H01M50/557—Plate-shaped terminals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/564—Terminals characterised by their manufacturing process
- H01M50/566—Terminals characterised by their manufacturing process by welding, soldering or brazing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/572—Means for preventing undesired use or discharge
- H01M50/584—Means for preventing undesired use or discharge for preventing incorrect connections inside or outside the batteries
- H01M50/586—Means for preventing undesired use or discharge for preventing incorrect connections inside or outside the batteries inside the batteries, e.g. incorrect connections of electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/572—Means for preventing undesired use or discharge
- H01M50/584—Means for preventing undesired use or discharge for preventing incorrect connections inside or outside the batteries
- H01M50/59—Means for preventing undesired use or discharge for preventing incorrect connections inside or outside the batteries characterised by the protection means
- H01M50/595—Tapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/09—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/06—Coating on the layer surface on metal layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
- B32B2255/205—Metallic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/28—Multiple coating on one surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/202—Conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/206—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/10—Batteries
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/38—Layered products comprising a layer of synthetic resin comprising epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Sealing Battery Cases Or Jackets (AREA)
Abstract
도체와, 피복재를 갖는 이차 전지용의 리드 부재로서, 상기 도체는, 길이 방향 및 폭 방향으로 연신되고, 서로 대향하는 상면 및 하면과, 상기 길이 방향 및 두께 방향으로 연신되고, 상기 상면과 상기 하면을 접속하는, 서로 대향하는 제 1 측면 및 제 2 측면을 갖고, 상기 피복재는, 상기 상면, 상기 제 1 측면, 상기 하면 및 상기 제 2 측면을 둘러싸도록, 복수의 절연 필름을 접합하는 것에 의해 구성되어 있으며, 각 절연 필름은, 상기 도체에 가까운 측으로부터 순서대로, 내층 및 외층을 갖고, 당해 리드 부재는, 상기 도체의 상기 피복재로 둘러싸인 영역에 있어서, 상기 도체의 상기 제 1 측면 및 상기 제 2 측면에, 각각, 제 1 절연재 및 제 2 절연재를 갖고, 상기 제 1 절연재 및 상기 제 2 절연재는, 상기 내층보다도 융점이 낮고, 상기 제 1 절연재 및 상기 제 2 절연재는 각각 분리되어 마련되는, 리드 부재.
Description
본 출원은, 2020년 2월 17일 출원된 일본 특허출원 제2020-024013호에 기초하는 우선권을 주장하는 것으로, 동 일본 출원의 전체 내용을 본원에 참조에 의해 원용한다.
본 개시는, 리드 부재, 이차 전지의 패키지, 및 리드 부재의 제조 방법에 관한 것이다.
이차 전지의 본체는, 봉입 용기 내에 수용되고 패키지화되어 사용된다. 그와 같은 이차 전지의 패키지는, 리드 부재를 구비한다. 리드 부재는, 봉입 용기에 수용된 이차 전지 본체의 양극 및 음극의 각각의 단자를, 봉입 용기 밖으로 도출하기 위해서 사용된다. 리드 부재는, 도체의 일부에, 상기 도체의 주위를 덮도록 절연 필름을 접착시키는 것에 의해 구성된다.
이와 같은 리드 부재에 있어서, 도체의 일단을 한쪽 전극과 전기적으로 접속시켜 두고, 도체의 타단을, 봉입 용기로부터 도출시키는 것에 의해, 리드 부재를 개재시켜 전극과의 전기적 접속이 가능해진다(예를 들면, 특허문헌 1).
본 개시에서는, 도체와, 피복재를 갖는 이차 전지용의 리드 부재로서,
상기 도체는,
길이 방향 및 폭 방향으로 연신되고, 서로 대향하는 상면 및 하면과,
상기 길이 방향 및 두께 방향으로 연신되고, 상기 상면과 상기 하면을 접속하는, 서로 대향하는 제 1 측면 및 제 2 측면
을 갖고,
상기 피복재는, 상기 상면, 상기 제 1 측면, 상기 하면 및 상기 제 2 측면을 둘러싸도록, 복수의 절연 필름을 접합하는 것에 의해 구성되어 있으며,
각 절연 필름은, 상기 도체에 가까운 측으로부터 순서대로, 내층 및 외층을 갖고,
당해 리드 부재는, 상기 도체의 상기 피복재로 둘러싸인 영역에 있어서, 상기 도체의 상기 제 1 측면 및 상기 제 2 측면에, 각각, 제 1 절연재 및 제 2 절연재를 갖고,
상기 제 1 절연재 및 상기 제 2 절연재는, 상기 내층보다도 융점이 낮고,
상기 제 1 절연재 및 상기 제 2 절연재는 각각 분리되어 마련되는, 리드 부재가 제공된다.
또한, 본 개시에서는, 이차 전지용의 리드 부재의 제조 방법으로서,
a) 서로 대향하는 제 1 면 및 제 2 면과, 서로 대향하고, 상기 제 1 면 및 상기 제 2 면에 직교하는 제 3 면 및 제 4 면을 갖는 도체를 준비하는 공정과,
b) 상기 제 1 면의 일부 및 상기 제 2 면의 일부에 절연성의 절연재용 재료를 설치하는 공정과,
c) 제 1 내층 및 제 1 외층을 갖는 제 1 절연 필름을, 상기 제 3 면으로부터 보았을 때 상기 절연재용 재료를 덮고, 상기 제 1 내층이 상기 제 3 면과 면하도록 설치하는 공정과,
d) 제 2 내층 및 제 2 외층을 갖는 제 2 절연 필름을, 상기 제 4 면으로부터 보았을 때 상기 절연재용 재료를 덮고, 상기 제 2 내층이 상기 제 4 면과 면하도록 설치하는 공정과,
e) 상기 제 1 절연 필름 및 상기 제 2 절연 필름을, 상기 제 1 면 및 상기 제 2 면의 측에서 서로 용융 접합하는 공정
을 갖는, 제조 방법이 제공된다.
또한, 본 개시에서는, 이차 전지용의 리드 부재의 제조 방법으로서,
a) 제 1 내층 및 제 1 외층을 갖는 제 1 절연 필름, 및 제 2 내층 및 제 2 외층을 갖는 제 2 절연 필름을 준비하는 공정과,
b) 상기 제 1 절연 필름에 있어서, 상기 제 1 내층의 일부에 제 1 절연재용 재료를 설치하는 공정과,
c) 서로 대향하는 제 1 면 및 제 2 면과, 서로 대향하고, 상기 제 1 면 및 상기 제 2 면에 직교하는 제 3 면 및 제 4 면을 갖는 도체를 준비하는 공정과,
d) 상기 제 3 면으로부터 보았을 때, 상기 도체에 대해서 상기 제 1 내층이 상기 제 3 면과 면하도록 상기 제 1 절연 필름을 설치하여, 상기 제 1 절연재용 재료가 상기 도체의 상기 제 1 면의 일부 및 상기 제 2 면의 일부에 배치되는, 공정과,
e) 상기 제 4 면으로부터 보았을 때, 상기 도체에 대해서 상기 제 2 내층이 상기 제 4 면과 면하도록 상기 제 2 절연 필름을 설치하는 공정과,
f) 상기 제 1 절연 필름 및 상기 제 2 절연 필름을, 상기 제 1 면 및 상기 제 2 면의 측에서 서로 용융 접합하는 공정
을 갖는, 제조 방법이 제공된다.
[도 1] 도 1은, 종래의 이차 전지용의 리드 부재의 구성을 개략적으로 나타낸 단면도이다.
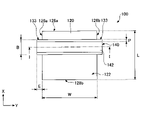
[도 2] 도 2는, 본 개시의 일 실시형태에 의한 이차 전지용의 리드 부재의 구성을 개략적으로 나타낸 상면도이다.
[도 3] 도 3은, 도 2에 나타낸 본 개시의 일 실시형태에 의한 이차 전지용의 리드 부재의 I-I선을 따른 단면을 개략적으로 나타낸 도면이다.
[도 4] 도 4는, 본 개시의 일 실시형태에 의한 리드 부재를 구비하는 이차 전지의 패키지의 구성예를 개략적으로 나타낸 사시도이다.
[도 5] 도 5는, 도 4에 나타낸 이차 전지의 패키지의 II-II선을 따른 단면을 개략적으로 나타낸 도면이다.
[도 6] 도 6은, 본 개시의 일 실시형태에 의한 리드 부재의 제조 방법의 플로의 일례를 모식적으로 나타낸 도면이다.
[도 7] 도 7은, 본 개시의 일 실시형태에 의한 리드 부재의 제조 방법에 있어서 사용되는 도체를 개략적으로 나타낸 상면도이다.
[도 8] 도 8은, 도 7에 나타낸 도체의 III-III선을 따른 단면을 개략적으로 나타낸 도면이다.
[도 9] 도 9는, 본 개시의 일 실시형태에 의한 리드 부재의 제조 방법에 있어서 사용되는 조립체를 개략적으로 나타낸 상면도이다.
[도 10] 도 10은, 도 9에 나타낸 조립체의 IV-IV선을 따른 단면을 개략적으로 나타낸 도면이다.
[도 11] 도 11은, 본 개시의 일 실시형태에 의한 리드 부재의 제조 방법에 있어서 제조된 리드 부재의 구성을 개략적으로 나타낸 단면도이다.
[도 12] 도 12는, 본 개시의 다른 실시형태에 의한 리드 부재의 제조 방법의 플로를 모식적으로 나타낸 도면이다.
[도 13] 도 13은, 본 개시의 다른 실시형태에 의한 리드 부재의 제조 방법에 사용되는 절연 필름을 모식적으로 나타낸 도면이다.
[도 14] 도 14는, 본 개시의 다른 실시형태에 의한 리드 부재의 제조 방법에 있어서의 일 공정을 개략적으로 나타낸 도면이다.
[도 2] 도 2는, 본 개시의 일 실시형태에 의한 이차 전지용의 리드 부재의 구성을 개략적으로 나타낸 상면도이다.
[도 3] 도 3은, 도 2에 나타낸 본 개시의 일 실시형태에 의한 이차 전지용의 리드 부재의 I-I선을 따른 단면을 개략적으로 나타낸 도면이다.
[도 4] 도 4는, 본 개시의 일 실시형태에 의한 리드 부재를 구비하는 이차 전지의 패키지의 구성예를 개략적으로 나타낸 사시도이다.
[도 5] 도 5는, 도 4에 나타낸 이차 전지의 패키지의 II-II선을 따른 단면을 개략적으로 나타낸 도면이다.
[도 6] 도 6은, 본 개시의 일 실시형태에 의한 리드 부재의 제조 방법의 플로의 일례를 모식적으로 나타낸 도면이다.
[도 7] 도 7은, 본 개시의 일 실시형태에 의한 리드 부재의 제조 방법에 있어서 사용되는 도체를 개략적으로 나타낸 상면도이다.
[도 8] 도 8은, 도 7에 나타낸 도체의 III-III선을 따른 단면을 개략적으로 나타낸 도면이다.
[도 9] 도 9는, 본 개시의 일 실시형태에 의한 리드 부재의 제조 방법에 있어서 사용되는 조립체를 개략적으로 나타낸 상면도이다.
[도 10] 도 10은, 도 9에 나타낸 조립체의 IV-IV선을 따른 단면을 개략적으로 나타낸 도면이다.
[도 11] 도 11은, 본 개시의 일 실시형태에 의한 리드 부재의 제조 방법에 있어서 제조된 리드 부재의 구성을 개략적으로 나타낸 단면도이다.
[도 12] 도 12는, 본 개시의 다른 실시형태에 의한 리드 부재의 제조 방법의 플로를 모식적으로 나타낸 도면이다.
[도 13] 도 13은, 본 개시의 다른 실시형태에 의한 리드 부재의 제조 방법에 사용되는 절연 필름을 모식적으로 나타낸 도면이다.
[도 14] 도 14는, 본 개시의 다른 실시형태에 의한 리드 부재의 제조 방법에 있어서의 일 공정을 개략적으로 나타낸 도면이다.
[본 개시가 해결하려고 하는 과제]
이차 전지용의 리드 부재에 있어서, 도체와 절연 필름 사이에 극간이 생기는 경우가 있다. 이와 같은 문제에 대처하기 위해, 특허문헌 2에는, 도체의 상면 및 하면으로부터 측면을 향해, 도체를 테이퍼상으로 가공하는 것이 제안되어 있다.
그러나, 본원 발명자들에 의하면, 특허문헌 2에 기재된 대처법을 채용하더라도, 종종, 전술한 「극간」이 여전히 존재하는 경우가 있는 것이 확인되고 있다.
본 개시는, 이와 같은 배경을 감안하여 이루어진 것으로, 본 개시에서는, 도체의 측면과 절연 필름 사이에 극간이 생기는 것이 유의하게 억제된 리드 부재를 제공하는 것을 목적으로 한다. 또한, 본 개시에서는, 그와 같은 리드 부재를 구비하는 이차 전지의 패키지, 및 그와 같은 리드 부재의 제조 방법을 제공하는 것을 목적으로 한다.
[본 개시의 효과]
본 개시에서는, 도체의 측면과 절연 필름 사이에 극간이 생기는 것이 유의하게 억제된 리드 부재를 제공할 수 있다. 또한, 본 개시에서는, 그와 같은 리드 부재를 구비하는 이차 전지의 패키지, 및 그와 같은 리드 부재의 제조 방법을 제공할 수 있다.
[본 개시의 실시형태의 설명]
이하, 도면을 참조해서, 본 개시의 일 실시형태에 대하여 설명한다.
(종래의 이차 전지용의 리드 부재)
우선, 본 개시의 일 실시형태에 의한 특징을 보다 잘 이해하기 위해, 도 1을 참조해서, 종래의 이차 전지용의 리드 부재의 구성에 대하여 간단히 설명한다.
도 1에는, 종래의 이차 전지용의 리드 부재의 일 단면을 모식적으로 나타낸다. 도 1에 나타내는 바와 같이, 종래의 이차 전지용의 리드 부재(1)는, 도체(20)와, 절연 필름(42)을 갖는다.
절연 필름(42)은, 도체(20)의 상하에 설치된다. 또한, 상측의 절연 필름(42)과 하측의 절연 필름(42)을 서로 접합하는 것에 의해, 양자 사이에 도체(20)의 일부가 봉입된다.
도 1로부터는 명확하지는 않지만, 도체(20)는, 판상의 형상을 갖는다. 즉, 도체(20)는, 서로 대향하는 직사각 형상의 상면(22) 및 하면(24)과, 서로 대향하는 제 1 측면(26a) 및 제 2 측면(26b)과, 서로 대향하는 제 1 단면 및 제 2 단면을 갖는다. 한편, 도 1에서는, 도체(20)의 제 1 및 제 2 단면은, 시인할 수 없다.
제 1 측면(26a) 및 제 2 측면(26b), 및 제 1 단면 및 제 2 단면은, 모두 상면(22)과 하면(24)을 접속하는 면이다.
도 1은, 도체(20)의 제 1 단면 및 제 2 단면과 평행한 방향에 있어서의 리드 부재(1)의 단면을 나타내고 있다. 도 1에 있어서, 도체(20)의 좌우의 측은, 각각, 제 1 측면(26a) 및 제 2 측면(26b)에 대응한다.
상하의 절연 필름(42)은, 모두 2층으로 구성되어 있고, 내층(44) 및 외층(46)을 갖는다. 절연 필름(42)의 내층(44)은, 수지 재료로 구성된다. 또한, 절연 필름(42)의 외층(46)은, 내층(44)보다도 융점이 높아, 내열성을 갖는 수지 재료로 구성된다.
이와 같은 리드 부재(1)를 제조할 때에는, 우선, 도체(20)의 상면(22)측과 하면(24)측의 소정의 위치에, 장방 형상의 절연 필름(42)이 서로 위치 맞춤하여 배치된다.
도 1에 있어서, 좌우의 방향을 폭 방향이라고 칭하면, 각 절연 필름(42)의 폭 방향의 치수는, 도체(20)의 폭 방향의 치수보다도 길어지도록 선정된다. 따라서, 절연 필름(42)을 도체(20)의 상측 및 하측에 배치했을 때에, 각 절연 필름(42)은, 도체(20)의 제 1 측면(26a) 및 제 2 측면(26b)보다도 돌출한다.
다음으로, 이 상태에서, 절연 필름(42)이 핫 프레스 처리된다. 즉, 절연 필름(42)에 열을 가한 상태에서, 절연 필름(42)에 상하 방향으로부터(또는 상측으로부터) 압압(押壓)이 가해진다.
핫 프레스 처리는, 절연 필름(42)의 내층(44)은 용융되지만, 외층(46)은 용융되지 않는 온도에서 실시된다. 이 때문에, 핫 프레스 처리 시에는, 각 절연 필름(42)의 내층(44)만이 용융된다. 따라서, 도체(20)를 사이에 봉입한 상태에서, 각각의 절연 필름(42)의 내층(44)의 돌출된 단부끼리가 용융 접합된다.
그 결과, 도 1에 나타내는 바와 같이, 도체(20)의 제 1 측면(26a) 및 제 2 측면(26b)의 각각의 측에, 절연 필름(42)의 돌출부(33)가 형성된다. 이에 의해, 리드 부재(1)가 구성된다.
여기에서, 종래의 리드 부재(1)의 제조 방법에서는, 핫 프레스 처리 시에 내층(44)이 충분히 퍼지지 않아, 도체(20)의 제 1 측면(26a) 및 제 2 측면(26b)의 원하는 위치에, 절연 필름(42)의 내층(44)이 적정하게 밀착되지 않는 경우가 있다. 이 경우, 도 1에 나타내는 바와 같이, 얻어진 리드 부재(1)에 있어서, 도체(20)의 제 1 측면(26a)과 내층(44) 사이, 및 도체(20)의 제 2 측면(26b)과 내층(44) 사이에, 극간(55)이 생겨 버린다.
이와 같은 극간(55)은, 리드 부재(1)를 이차 전지를 수용하는 패키지에 적용한 경우, 이차 전지측으로부터의 전해액의 액 누출이나, 외장 용기 내에서 생긴 반응 생성물의 누설 등의 원인이 될 수 있기 때문에, 가능한 한 억제할 필요가 있다.
특히 근년에는, 이차 전지의 고용량화 및 고출력화에 수반하여, 이차 전지의 패키지에 사용되는 각 부재의 온도 상승이 문제시되고 있다. 또한, 이 대책의 일환으로서, 이차 전지로부터의 방열이 촉진되도록, 리드 부재(1)에 사용되는 도체(20)를 두껍게 하는 것이 검토되고 있다.
그러나, 종래의 리드 부재(1)에 있어서, 도체(20)를 두껍게 한 경우, 전술한 극간(55)의 문제는, 보다 현저해질 것이 예상된다.
한편, 종래의 리드 부재(1)에 있어서, 전술한 바와 같은 극간(55)을 억제하기 위해, 핫 프레스 처리 시에, 도체(20)의 제 1 및 제 2 측면(26a, 26b)까지 내층(44)이 충분히 퍼지도록, 절연 시트(40)에 대한 상하 방향으로부터의 강압 압력을 높이거나, 핫 프레스 처리의 온도를 높이거나 하는 것이 생각된다.
그러나, 이와 같은 처치는, 리드 부재(1)의 제조 과정의 장시간화로 이어져, 제조 효율을 저하시키는 원인이 될 수 있다. 또한, 이 경우, 리드 부재(1)의 제조 후에, 도체(20)의 제 1 단면으로부터 제 2 단면의 방향, 또는 그 반대의 방향에 있어서, 내층(44)이 외층(46)으로부터 크게 밀려나와 버린다는 문제가 생길 수 있다.
또한, 다른 대처법으로서, 도체(20)의 제 1 측면(26a) 및 제 2 측면(26b)을 테이퍼상으로 가공하는 것이 생각된다. 그러나, 본원 발명자들에 의하면, 그와 같은 테이퍼 가공을 실시하더라도, 제조 후의 리드 부재(1)에 있어서, 종종, 극간(55)이 여전히 존재하는 경우가 있는 것이 확인되고 있다. 또, 도체(20)의 두께가 두꺼워지면, 테이퍼화에 의한 대처법으로는, 충분한 효과가 얻어지지 않게 될 가능성이 있다.
이에 대해서, 본 개시의 일 실시형태에서는, 도체와, 피복재를 갖는 이차 전지용의 리드 부재로서,
상기 도체는,
길이 방향 및 폭 방향으로 연신되고, 서로 대향하는 상면 및 하면과,
상기 길이 방향 및 두께 방향으로 연신되고, 상기 상면과 상기 하면을 접속하는, 서로 대향하는 제 1 측면 및 제 2 측면
을 갖고,
상기 피복재는, 상기 상면, 상기 제 1 측면, 상기 하면 및 상기 제 2 측면을 둘러싸도록, 복수의 절연 필름을 접합하는 것에 의해 구성되어 있으며,
각 절연 필름은, 상기 도체에 가까운 측으로부터 순서대로, 내층 및 외층을 갖고,
당해 리드 부재는, 상기 도체의 상기 피복재로 둘러싸인 영역에 있어서, 상기 도체의 상기 제 1 측면 및 상기 제 2 측면에, 각각, 제 1 절연재 및 제 2 절연재를 갖고,
상기 제 1 절연재 및 상기 제 2 절연재는, 상기 내층보다도 융점이 낮고,
상기 제 1 절연재 및 상기 제 2 절연재는 각각 분리되어 마련되는, 리드 부재가 제공된다.
한편, 본원에 있어서, 제 1 및 제 2 절연재에 관하여 「각각 분리되어 마련되는」이란, 도체의 상면 및 하면의 어느 것에 있어서도, 제 1 절연재와 제 2 절연재가, 서로 접촉하고 있지 않는 것을 의미한다.
또한, 본 개시의 일 실시형태에서는, 이차 전지용의 리드 부재의 제조 방법으로서,
a) 서로 대향하는 제 1 면 및 제 2 면과, 서로 대향하고, 상기 제 1 면 및 상기 제 2 면에 직교하는 제 3 면 및 제 4 면을 갖는 도체를 준비하는 공정과,
b) 상기 제 1 면의 일부 및 상기 제 2 면의 일부에 절연성의 절연재용 재료를 설치하는 공정과,
c) 제 1 내층 및 제 1 외층을 갖는 제 1 절연 필름을, 상기 제 3 면으로부터 보았을 때 상기 절연재용 재료를 덮고, 상기 제 1 내층이 상기 제 3 면과 면하도록 설치하는 공정과,
d) 제 2 내층 및 제 2 외층을 갖는 제 2 절연 필름을, 상기 제 4 면으로부터 보았을 때 상기 절연재용 재료를 덮고, 상기 제 2 내층이 상기 제 4 면과 면하도록 설치하는 공정과,
e) 상기 제 1 절연 필름 및 상기 제 2 절연 필름을, 상기 제 1 면 및 상기 제 2 면의 측에서 서로 용융 접합하는 공정
을 갖는, 제조 방법이 제공된다.
또한, 본 개시의 일 실시형태에서는, 이차 전지용의 리드 부재의 제조 방법으로서,
a) 제 1 내층 및 제 1 외층을 갖는 제 1 절연 필름, 및 제 2 내층 및 제 2 외층을 갖는 제 2 절연 필름을 준비하는 공정과,
b) 상기 제 1 절연 필름에 있어서, 상기 제 1 내층의 일부에 제 1 절연재용 재료를 설치하는 공정과,
c) 서로 대향하는 제 1 면 및 제 2 면과, 서로 대향하고, 상기 제 1 면 및 상기 제 2 면에 직교하는 제 3 면 및 제 4 면을 갖는 도체를 준비하는 공정과,
d) 상기 제 3 면으로부터 보았을 때, 상기 도체에 대해서 상기 제 1 내층이 상기 제 3 면과 면하도록 상기 제 1 절연 필름을 설치하여, 상기 제 1 절연재용 재료가 상기 도체의 상기 제 1 면의 일부 및 상기 제 2 면의 일부에 배치되는, 공정과,
e) 상기 제 4 면으로부터 보았을 때, 상기 도체에 대해서 상기 제 2 내층이 상기 제 4 면과 면하도록 상기 제 2 절연 필름을 설치하는 공정과,
f) 상기 제 1 절연 필름 및 상기 제 2 절연 필름을, 상기 제 1 면 및 상기 제 2 면의 측에서 서로 용융 접합하는 공정
을 갖는, 제조 방법이 제공된다.
본 개시의 일 실시형태에서는, 도체의 피복재로 둘러싸인 영역에 있어서, 제 1 측면 및 제 2 측면에, 각각, 제 1 및 제 2 절연재가 마련된다. 이와 같은 리드 부재의 구성에서는, 도체의 제 1 측면 및 제 2 측면에, 전술한 바와 같은 극간(55)이 생길 가능성이 유의하게 저감된다.
따라서, 본 개시의 일 실시형태에서는, 종래의 리드 부재(1)에 있어서 생길 수 있는 극간(55)의 문제를, 유의하게 경감하거나 또는 배제할 수 있다.
(본 개시의 일 실시형태에 의한 이차 전지용의 리드 부재)
다음으로, 도 2 및 도 3을 참조해서, 본 개시의 일 실시형태에 의한 이차 전지용의 리드 부재의 구체적인 구성예에 대하여 설명한다.
도 2에는, 본 개시의 일 실시형태에 의한 이차 전지용의 리드 부재의 개략적인 상면도를 나타낸다. 또한, 도 3에는, 도 2에 나타낸 본 개시의 일 실시형태에 의한 이차 전지용의 리드 부재의 I-I선을 따른 단면을 모식적으로 나타낸다.
도 2 및 도 3에 나타내는 바와 같이, 본 개시의 일 실시형태에 의한 이차 전지용의 리드 부재(이하, 「제 1 리드 부재」라고 칭한다)(100)는, 도체(120)와, 피복재(140)를 갖는다.
도 2에 나타내는 바와 같이, 도체(120)는, 판상의 형상을 갖는다. 도체(120)는, 서로 대향하는 직사각 형상의 상면(122) 및 하면(124)과, 서로 대향하는 제 1 측면(126a) 및 제 2 측면(126b)과, 서로 대향하는 제 1 단면(128a) 및 제 2 단면(128b)을 갖는다. 제 1 측면(126a) 및 제 2 측면(126b), 및 제 1 단면(128a) 및 제 2 단면(128b)은, 모두 상면(122)과 하면(124)을 접속하는 면이다.
여기에서, 설명의 명확화를 위해, 본원에서는, 이후, 도 2 및 도 3에 있어서의 X 방향을 「길이 방향」이라고 칭하고, Y 방향을 「폭 방향」이라고 칭하고, Z 방향을 「두께 방향」이라고 칭한다. 따라서, 예를 들면, 도체(120)의 「폭 방향」(Y 방향)은, 「길이 방향」(X 방향) 및 「두께 방향」(Z 방향)에 대해서 수직한 방향이다.
또한, 본원에서는, 도체(120)의 길이 방향에 있어서, 제 1 단면(128a)으로부터 제 2 단면(128b)까지의 거리를, 도체(120)의 「길이 L」이라고 칭한다. 또한, 도체(120)의 제 1 측면(126a)으로부터 제 2 측면(126b)까지의 거리를, 도체(120)의 「폭 W」라고 칭한다. 또, 도체(120)의 상면(122)으로부터 하면(124)까지의 거리를, 도체(120)의 「두께 t」라고 칭한다.
한편, 도체(120)에 있어서, 제 1 단면(128a)으로부터 제 2 단면(128b)까지의 거리가 일정하지는 않은 경우, 도체(120)의 「길이 L」은, 최대 치수를 나타낸다. 도체(120)의 「폭 W」 및 「두께 t」에 대해서도, 마찬가지이다.
피복재(140)는, 도체(120)의 제 1 단면(128a) 및 제 2 단면(128b)을 제외한, 길이 방향(X 방향)의 일부에 있어서, 도체(120)의 주위를 둘러싸도록 배치된다. 한편, 본원에서는, 도체(120)의 피복재(140)로 둘러싸인 영역을, 「피복부」라고도 칭한다.
실제로는, 피복재(140)는, 복수의 절연 필름을, 도체(120)를 개재시킨 상태에서, 서로 용착하는 것에 의해 구성된다.
예를 들면, 도 2 및 도 3에 나타낸 예에서는, 피복재(140)는, 각각이 내층(144) 및 외층(146)을 갖는, 2매의 절연 필름(142)으로 구성된다.
즉, 피복재(140)는, 2매의 절연 필름(142)을, 내층(144)이 내향이 되도록, 도체(120)의 상면(122) 및 하면(124)의 각각의 측에 설치하고, 양 절연 필름(142)의 내층(144)끼리를 서로 용융 접합하는 것에 의해, 구성된다.
도 2 및 도 3에 나타낸 예에서는, 2매의 절연 필름(142)은, 도체(120)의 제 1 측면(126a) 및 제 2 측면(126b)의 측에서 접합된다. 따라서, 도체(120)의 제 1 측면(126a) 및 제 2 측면(126b)의 측에는, 피복재(140)의 돌출부(133)가 형성된다.
여기에서, 도 3에 나타내는 바와 같이, 제 1 리드 부재(100)에서는, 도체(120)의 제 1 측면(126a)에 제 1 추가층(「제 1 절연재」라고도 칭한다)(156a)이 설치되어 있다. 또한, 도체(120)의 제 2 측면(126b)에는, 제 2 추가층(「제 2 절연재」라고도 칭한다)(156b)이 설치되어 있다.
이와 같은 제 1 추가층(156a)의 존재에 의해, 제 1 리드 부재(100)에서는, 도체(120)의 제 1 측면(126a)과, 해당 제 1 측면(126a)에 근접하는, 상하의 절연 필름(142)의 내층(144) 사이에, 극간이 존재하기 어려워진다. 마찬가지로, 제 2 추가층(156b)의 존재에 의해, 도체(120)의 제 2 측면(126b)과, 해당 제 2 측면(126b)에 근접하는, 상하의 절연 필름(142)의 내층(144) 사이에, 극간이 존재하기 어려워진다.
그 결과, 제 1 리드 부재(100)에서는, 종래의 리드 부재(1)와 같은 극간(55)의 문제를, 유의하게 억제할 수 있다.
(각 구성 부재)
다음으로, 본 개시의 일 실시형태에 의한 리드 부재에 사용되는 각 구성 부재에 대하여, 보다 상세히 설명한다. 한편, 여기에서는, 명확화를 위해, 도 2 및 도 3에 나타낸 제 1 리드 부재(100)를 예로, 그 구성 부재에 대하여 설명한다. 따라서, 각 구성 부재를 나타낼 때에는, 도 2 및 도 3에 나타낸 참조 부호를 사용한다.
(도체(120))
도체(120)는, 이차 전지의 전극 또는 그 리드 선과의 사이에, 양호한 전기적 접속이 형성되는 한, 어떠한 재료로 구성되어도 된다.
도체(120)는, 예를 들면, 알루미늄 또는 구리와 같은 금속으로 구성되어도 된다. 또한, 도체(120)는, 기재의 표면에 각종 코팅막을 설치하는 것에 의해, 구성되어도 된다. 그와 같은 코팅막으로서는, 예를 들면, 금속의 도금막 등을 들 수 있다. 한편 이 경우, 기재는, 도전성이어도 절연성이어도 된다.
도체(120)의 길이(도 2에 있어서의 길이 L 참조)는, 이것에 한정되는 것은 아니지만, 예를 들면, 20mm 이상 90mm 이하의 범위여도 된다. 또한, 도체(120)의 폭(도 2에 있어서의 폭 W 참조)은, 이것에 한정되는 것은 아니지만, 예를 들면, 10mm 이상 100mm 이하의 범위여도 된다. 또, 도체(120)의 두께 t는, 이것에 한정되는 것은 아니지만, 예를 들면, 0.1mm 이상 3mm 이하의 범위여도 된다.
특히, 제 1 리드 부재(100)에서는, 도체(120)가 두꺼워져도, 종래의 리드 부재(1)에 있어서 생길 수 있는 극간(55)의 발생을, 유의하게 억제할 수 있다.
또한, 도체(120)의 제 1 측면(126a) 및 제 2 측면(126b) 중 적어도 한쪽은, 테이퍼화되어 있어도 된다. 이 경우, 도체(120)의 제 1 측면(126a) 및 제 2 측면(126b)에 있어서, 극간의 발생을 보다 한층 억제할 수 있다.
(피복재(140))
피복재(140)는, 전술한 바와 같이, 복수의 절연 필름(142)으로 구성된다. 한편, 도 2 및 도 3에 나타낸 예에서는, 피복재(140)는, 상하 2매의 절연 필름(142)을, 도체(120)의 제 1 측면(126a) 및 제 2 측면(126b)에서 접합하는 것에 의해 구성된다.
그러나, 이는 단순한 일례이며, 2매의 절연 필름(142)의 접합 개소는, 특별히 한정되지 않는다. 또한, 피복재(140)는, 3매 이상의 절연 필름(142)으로 구성되어도 된다.
피복재(140)에 있어서, 돌출부(133)의 폭 방향의 길이, 즉 도체(120)의 제 1 측면(126a) 또는 제 2 측면(126b)으로부터의 돌출 부분의 치수(도 2에 나타내는 치수 E 참조)는, 특별히 한정되지 않지만, 예를 들면, 2mm 이상 25mm 이하의 범위이다. 또한, 피복재(140)의 길이 방향의 치수, 즉 도 2에 나타낸 치수 B는, 특별히 한정되지 않지만, 예를 들면, 5mm 이상 20mm 이하의 범위이다.
(절연 필름(142))
절연 필름(142)은, 다층 구조를 갖고, 적어도 내층(144) 및 외층(146)의 2층을 갖는다. 단, 절연 필름(142)은, 3층 이상의 층으로 구성되어도 된다.
절연 필름(142)의 두께는, 적절히 선택할 수 있다. 특히, 절연 필름(142)의 두께가 20μm 이상이면, 지나치게 얇아 파손된다는 문제가 생기기 어려워, 바람직하다. 단, 절연 필름(142)이 지나치게 두꺼우면, 제 1 리드 부재(100)의 후육화(厚肉化)를 초래한다. 따라서, 절연 필름(142)의 두께는, 20μm 이상 100μm 이하가 바람직하고, 30μm 이상 60μm 이하가 보다 바람직하다.
절연 필름(142) 내층(144)은, 통상, 절연성의 수지로 구성된다.
내층(144)은, 예를 들면, 폴리올레핀 수지를 40질량% 이상 포함해도 된다.
폴리올레핀 수지로서는, 예를 들면, 폴리에틸렌, 폴리프로필렌, 아이오노머 수지, 및 변성 폴리올레핀 등이 예시된다. 특히, 도체(120)와의 접착성의 관점에서, 접착성 폴리올레핀 수지가 바람직하다.
접착성 폴리올레핀 수지란, 말레산, 아크릴산, 메타크릴산, 무수 말레산 등의 카복실산이나, 에폭시 등으로 변성되어 접착성의 작용기를 가지는 폴리올레핀 수지를 말한다. 특히, 무수 말레산 변성 폴리올레핀 수지는, 도체(120)와의 접착성, 실링성이 우수하므로 바람직하다.
수지 성분은, 폴리올레핀 수지에 산 함유기가 도입된 산기 함유 폴리올레핀 수지를 함유한다.
폴리올레핀 수지란, 라디칼 중합성 불포화 이중 결합을 갖는 올레핀계 단량체를 중합 또는 공중합시켜 이루어지는 합성 수지이다. 올레핀계 단량체로서는, 특별히 한정되지 않고, 예를 들면, 에틸렌, 프로필렌, 1-뷰텐, 1-펜텐, 1-헥센, 1-헵텐, 1-옥텐, 4-메틸-1-펜텐 등의 α-올레핀이나, 뷰타다이엔, 아이소프렌 등의 공액 다이엔 등을 들 수 있다. 올레핀계 단량체는, 단독으로 이용되어도 2종 이상이 병용되어도 된다.
상기 폴리올레핀 수지로서는, 저밀도 폴리에틸렌, 중밀도 폴리에틸렌, 고밀도 폴리에틸렌, 선상 저밀도 폴리에틸렌 등의 폴리에틸렌; 호모폴리프로필렌, 폴리프로필렌의 블록 코폴리머, 폴리프로필렌의 랜덤 코폴리머 등의 폴리프로필렌; 에틸렌-뷰텐-프로필렌의 터폴리머 등을 들 수 있다. 이들 폴리올레핀 중에서도, 바람직하게는 폴리에틸렌 및 폴리프로필렌을 들 수 있다.
특히, 내층(144)은, 무수 말레산 변성 폴리프로필렌과 같은 산 변성 폴리프로필렌 성분을, 40질량% 이상 함유하는 것이 바람직하다.
절연 필름(142)의 외층(146)도, 통상, 절연성의 수지로 구성된다. 단, 외층(146)은, 내층(144)보다도 융점이 높아, 절연 필름의 접합 처리 시에, 내열성을 갖는 수지로 구성된다.
외층(146)은, 예를 들면, 폴리에틸렌 테레프탈레이트(PET)를 포함하거나, 또는 PET로 구성되어도 된다.
내층(144)의 두께는, 통상의 경우, 장소에 따라 변화한다. 내층(144)은, 도체(120)의 상면(122) 및 하면(124)과 면하는 측(이하, 「상하측」이라고 칭한다)에서는, 비교적 두꺼워지는 데 반해서, 도체(120)의 제 1 측면(126a) 및 제 2 측면(126b)과 면하는 측(이하, 「측부측」이라고 칭한다)에서는, 비교적 얇아지는 경향이 있다.
내층(144)의 두께는, 상하측에서는, 예를 들면, 1μm 이상 10μm 이하의 범위, 바람직하게는 2μm 이상 5μm 이하의 범위여도 된다. 또한, 내층(144)의 두께는, 측부측에서는, 상하측보다도 얇아도 된다.
한편, 외층(146)은, 내층(144)에 비해, 장소에 따른 두께의 변화가 작은 경향이 있다. 외층(146)의 두께는, 상하측 및 측부측의 어느 것에 있어서도, 예를 들면, 30mm 이상 60mm 이하의 범위이다.
내층(144)은, 제 1 추가층(156a) 및 제 2 추가층(156b)보다도 높은 융점을 갖는다. 내층(144)은, 융점이 135℃ 이상 160℃ 이하의 범위인 것이 바람직하고, 융점이 140℃ 이상 160℃ 이하의 범위인 것이 보다 바람직하다.
내층(144)의 융점을 135℃ 이상으로 하는 것에 의해, 피복재(140) 형성을 위한 가열 시에, 내층(144)의 수지 성분이 유동하여, 도체(120)와 절연 필름(142) 사이의 접착력을 충분히 높일 수 있다. 내층(144)의 융점이 160℃ 이상이 되면, 유동성을 얻기 위해서 상응하는 열량을 투여할 필요가 생긴다. 따라서, 내층(144)의 융점은 160℃ 이하가 바람직하다.
한편, 내층(144)의 융점은, 시차 주사 열량 측정(DSC: Differential scanning calorimetry)법에 의해 측정된다.
여기에서, 일반적으로, 제 1 리드 부재(100)에 있어서, 절연 필름(142)의 길이 방향(X 방향)에 있어서의 치수는, 내층(144)쪽이 외층(146)보다도 길어지는 경향이 있다.
이는, 내층(144)은, 핫 프레스 처리에 있어서의 절연 필름(142)끼리의 접합 시에 용융되어, 길이 방향(X 방향)으로 연신되기 쉬운 경향이 있기 때문이다.
이와 같은 내층(144)과 외층(146)의 성질의 차이 때문에, 제조된 제 1 리드 부재(100)의 피복재(140)에 있어서, 길이 방향(X 방향)을 따라, 내층(144)이 외층(146)으로부터 돌출하는, 이른바 「밀려나옴」 현상이 생길 수 있다.
특히, 종래의 리드 부재(1)에서는, 제조 과정에 있어서의 핫 프레스 처리 시에, 극간(55)의 발생의 리스크를 경감하기 위해, 절연 필름(42)에 대한 상하 방향으로부터의 압압을 필요 이상으로 높이거나, 핫 프레스 처리의 온도를 필요 이상으로 높이거나 하는 경우가 있다.
그러나, 이와 같은 처리 조건을 채용한 경우, 얻어지는 리드 부재(1)에 있어서, 내층(44)의 외층(46)에 대한 「밀려나옴」이 보다 현저해져 버린다. 또한, 그와 같은 고온 고압 조건을 채용한 경우, 리드 부재(1)의 제조에 보다 긴 시간이 필요해지고, 이는 제조 효율이 저하되는 원인이 될 수 있다.
한편, 제 1 리드 부재(100)에서는, 도체(120)의 제 1 측면(126a) 및 제 2 측면(126b)에, 각각, 제 1 추가층(156a) 및 제 2 추가층(156b)이 마련되어 있다. 또한, 이에 의해, 도체(120)의 제 1 측면(126a) 및 제 2 측면(126b)에는, 종래와 같은 극간(55)은 생기기 어렵다.
이 때문에, 제 1 리드 부재(100)의 경우, 피복재(140)의 형성 시에, 내층(144)에 필요 이상으로 압압이나 열을 가할 필요가 없어, 보다 작은 압압 및/또는 보다 낮은 온도에서, 절연 필름(142)을 접합할 수 있다.
따라서, 제 1 리드 부재(100)에서는, 종래의 리드 부재(1)에 비해, 길이 방향(X 방향)에 있어서의 내층(144)의 「밀려나옴」을 유의하게 억제할 수 있다.
예를 들면, 도 2에 있어서 「P」로 나타나 있는 내층(144)의 밀려나옴량 P는, 2mm 이하로 할 수 있다.
또한, 이 경우, 절연 필름(142)의 접합 시에, 극단적인 고온 고압 조건이 필요하지는 않게 되어, 제 1 리드 부재(100)의 제조를 위한 시간이 단축화되어, 제 1 리드 부재(100)를 보다 효율적으로 제조하는 것이 가능해진다.
제 1 리드 부재(100)에 있어서, 절연 필름(142)의 내층(144)의 길이 방향(X 방향)에 있어서의 치수는, 예를 들면, 5mm 이상 20mm 이하의 범위이다. 한편, 절연 필름(142)의 외층(146)의 길이 방향(X 방향)에 있어서의 치수는, 예를 들면, 5mm 이상 22mm 이하의 범위이다.
(제 1 추가층(156a), 제 2 추가층(156b))
제 1 추가층(156a)은, 내층(144)보다도 융점이 낮은 재료로 구성된다. 이에 의해, 2매의 절연 필름(142)을 접합할 때에, 제 1 추가층(156a)을, 내층(144)보다도 유동화시킬 수 있다. 또한 그 결과, 도체(120)의 제 1 측면(126a)에, 제 1 추가층(156a)을, 보다 균일하고 신속히 분배시키는 것이 가능해진다.
예를 들면, 제 1 추가층(156a)은, 융점이 110℃ 이상 140℃ 이하의 범위이고, 융점이 120℃ 이상 135℃ 이하의 범위인 것이 바람직하다.
제 1 추가층(156a)의 융점은, 시차 주사 열량 측정(DSC)법에 의해 측정된다.
제 1 추가층(156a)은, 예를 들면, 절연성의 수지로 구성되어도 된다. 제 1 추가층(156a)에 포함되는 수지로서는, 이것에 한정되는 것은 아니지만, 폴리올레핀 수지를 들 수 있다.
폴리올레핀 수지로서는, 예를 들면, 폴리올레핀, 환상 폴리올레핀, 산 변성 폴리올레핀, 및 산 변성 환상 폴리올레핀을 들 수 있다. 즉, 제 1 추가층(156a)을 구성하는 수지는, 폴리올레핀 골격을 포함하고 있어도 포함하고 있지 않아도 되고, 폴리올레핀 골격을 포함하고 있는 것이 바람직하다.
제 1 추가층(156a)을 구성하는 수지가 폴리올레핀 골격을 포함하는 것은, 예를 들면, 적외 분광법, 가스 크로마토그래피 질량 분석법 등에 의해 파악할 수 있다.
예를 들면, 적외 분광법으로 무수 말레산 변성 폴리올레핀을 측정하면, 파수 1760cm-1 부근 및 파수 1780cm-1 부근에 무수 말레산 유래의 피크가 검출된다.
단, 산 변성도가 낮은 경우, 피크가 검출되지 않는 경우가 있다. 그 경우, 폴리올레핀 골격의 유무는, 핵자기 공명 분광법에 의해 분석된다.
상기 폴리올레핀으로서는, 구체적으로는, 저밀도 폴리에틸렌, 중밀도 폴리에틸렌, 고밀도 폴리에틸렌, 선상 저밀도 폴리에틸렌 등의 폴리에틸렌; 호모폴리프로필렌, 폴리프로필렌의 블록 코폴리머(예를 들면, 프로필렌과 에틸렌의 블록 코폴리머), 폴리프로필렌의 랜덤 코폴리머(예를 들면, 프로필렌과 에틸렌의 랜덤 코폴리머) 등의 폴리프로필렌; 에틸렌-뷰텐-프로필렌의 터폴리머 등을 들 수 있다. 이들 폴리올레핀 중에서도, 바람직하게는 폴리에틸렌 및 폴리프로필렌을 들 수 있다.
상기 환상 폴리올레핀은, 올레핀과 환상 모노머의 공중합체이고, 상기 환상 폴리올레핀의 구성 모노머인 올레핀으로서는, 예를 들면, 에틸렌, 프로필렌, 4-메틸-1-펜텐, 뷰타다이엔, 아이소프렌 등을 들 수 있다. 또한, 상기 환상 폴리올레핀의 구성 모노머인 환상 모노머로서는, 예를 들면, 노보넨 등의 환상 알켄; 구체적으로는, 사이클로펜타다이엔, 다이사이클로펜타다이엔, 사이클로헥사다이엔, 노보나다이엔 등의 환상 다이엔 등을 들 수 있다. 이들 폴리올레핀 중에서도, 바람직하게는 환상 알켄, 더 바람직하게는 노보넨을 들 수 있다.
상기 산 변성 폴리올레핀이란, 상기 폴리올레핀을 카복실산 등의 산 성분으로 블록 중합 또는 그래프트 중합하는 것에 의해 변성한 폴리머이다. 변성에 사용되는 산 성분으로서는, 예를 들면, 말레산, 아크릴산, 이타콘산, 크로톤산, 무수 말레산, 무수 이타콘산 등의 카복실산 또는 그의 무수물을 들 수 있다.
상기 산 변성 환상 폴리올레핀이란, 환상 폴리올레핀을 구성하는 모노머의 일부를, α,β-불포화 카복실산 또는 그의 무수물로 대신하여 공중합하는 것에 의해, 혹은 환상 폴리올레핀에 대해서 α,β-불포화 카복실산 또는 그의 무수물을 블록 중합 또는 그래프트 중합하는 것에 의해 얻어지는 폴리머이다. 카복실산 변성되는 환상 폴리올레핀에 대해서는, 상기와 마찬가지이다. 또한, 변성에 사용되는 카복실산으로서는, 상기 산 변성 폴리올레핀의 변성에 사용되는 것과 마찬가지이다.
이들 수지 성분 중에서도, 바람직하게는 폴리프로필렌 등의 폴리올레핀, 카복실산 변성 폴리올레핀; 더 바람직하게는 폴리프로필렌, 산 변성 폴리프로필렌을 들 수 있다.
제 1 추가층(156a)은, 예를 들면, 산 변성 폴리올레핀과 같은 폴리올레핀 수지를 40질량% 이상 포함해도 된다.
제 1 추가층(156a)에 포함되는 그 밖의 재료는, 특별히 한정되지 않는다. 제 1 추가층(156a)은, 예를 들면, 폴리프로필렌 수지보다도 저융점의 열가소성 수지, 예를 들면, 저밀도 폴리에틸렌, 에틸렌·아세트산 바이닐 공중합체, 혹은 에틸렌·아크릴산 에스터 공중합체 등, 폴리뷰텐 및 에틸렌 및/또는 뷰텐과 α-올레핀의 공중합체; 프로필렌과 α-올레핀의 공중합체로서 알려진 블록 코폴리머, 랜덤 코폴리머 혹은 그래프트 코폴리머 등의 저융점 폴리프로필렌; 폴리에틸렌 테레프탈레이트 또는 폴리뷰틸렌 테레프탈레이트에 있어서의, 테레프탈산 유닛 중 적어도 일부분이 아이소프탈산, 아디프산, 프탈산 등의 다이카복실산으로 치환된 저융점 폴리에스터 등의 수지, 또는 합성 고무, 예를 들면, 에틸렌·프로필렌 고무, 에틸렌·프로필렌·다이엔 고무, 스타이렌·뷰타다이엔 고무, 폴리뷰타다이엔, 클로로프렌 고무, 염소화 폴리에틸렌, 폴리아이소뷰틸렌 등 및 이들의 혼합물, 혹은 아이소사이아네이트계 접착제 등의 열경화형 접착제 등을 함유해도 된다.
제 2 추가층(156b)에 대해서도, 제 1 추가층(156a)과 마찬가지의 것을 말할 수 있다.
한편, 제 1 추가층(156a)과 제 2 추가층(156b)은, 반드시 동일한 재료일 필요는 없다. 단, 프로세스의 간소화의 관점에서, 제 1 추가층(156a)과 제 2 추가층(156b)은, 동일한 재료로 구성되는 것이 바람직하다.
(본 개시의 일 실시형태에 의한 리드 부재의 적용예)
다음으로, 본 개시의 일 실시형태에 의한 리드 부재의 적용예에 대하여 설명한다. 한편, 여기에서는, 본 개시의 일 실시형태에 의한 리드 부재의 적용예로서, 이차 전지의 패키지를 들어, 그 구성에 대하여 설명한다. 또한, 여기에서는, 본 개시의 일 실시형태에 의한 리드 부재로서, 전술한 제 1 리드 부재(100)를 예로, 이차 전지의 패키지의 구성에 대하여 설명한다.
도 4 및 도 5에는, 본 개시의 일 실시형태에 의한 리드 부재를 구비하는 이차 전지의 패키지의 구성예를 개략적으로 나타낸다. 도 4는, 본 개시의 일 실시형태에 의한 리드 부재를 구비하는 이차 전지의 패키지의 개략적인 사시도이다. 또한, 도 5는, 도 4에 나타낸 패키지의 II-II선을 따른 단면도이다.
도 4 및 도 5에 나타내는 바와 같이, 이차 전지의 패키지(200)는, 리튬 이온 이차 전지와 같은 이차 전지(도시되어 있지 않음)와, 해당 이차 전지를 수용하는 봉입 용기(210)와, 2개의 제 1 리드 부재(100)를 갖는다.
봉입 용기(210)는, 내부에 이차 전지를 밀폐 수용하는 역할을 갖는다. 또한, 각 리드 부재(100)는, 이차 전지의 전극의 한쪽과 전기적으로 접속되어, 2개의 전극 단자를 외부에 도출하는 역할을 갖는다.
도 5에 나타내는 바와 같이, 제 1 리드 부재(100)는, 제 2 단면(128b)의 근방에서, 이차 전지측으로부터 연신되는 리드 선(204)과 전기적으로 접속된다. 도 5로부터는 분명하지는 않지만, 리드 선(204)은, 이차 전지의 한쪽 전극과 전기적으로 접속되어 있다. 따라서, 각 제 1 리드 부재(100)의 도체(120)는, 이차 전지의 각각의 전극으로의 전기 접속 단자로서 이용할 수 있다.
도 5에 나타내는 바와 같이, 봉입 용기(210)는, 최내층(212), 중간층(214), 및 최외층(216)의, 적어도 3층으로 구성된다. 이 중, 최내층(212)은, 폴리올레핀 수지와 같은, 이차 전지의 전해액에 대해서 내성을 갖는 재료로 구성된다. 또한, 중간층(214)은, 예를 들면, 알루미늄, 구리, 및 스테인리스강과 같은 금속으로 구성된다. 또, 최외층(216)은, 중간층(214)을 보호하기 위해, 예를 들면, 폴리에틸렌 테레프탈레이트(PET)와 같은 수지로 구성된다.
봉입 용기(210)는, 예를 들면, 이차 전지를 상하 방향으로부터 덮도록 배치한 2매의 다층 필름을, 외주를 따라 열융착시키는 것에 의해, 구성된다. 이에 의해, 도 4에 나타내는 바와 같이, 봉입 용기(210)의 주위를 따라, 실링 영역(211)이 형성된다.
또한, 2매의 다층 필름의 열융착 전에, 이들 다층 필름 사이에, 제 1 리드 부재(100)의 제 2 단면(128b)의 측을 미리 삽입해 두는 것에 의해, 다층 필름의 열용착 시에, 제 1 리드 부재(100)가 각각의 다층 필름과 열융착된다. 한편, 이때에는, 제 1 리드 부재(100)는, 피복재(140)의 위치에서 다층 필름과 접착되도록 해서, 2매의 다층 필름에 대해서 배치된다.
이에 의해, 도 5에 나타내는 바와 같이, 각 제 1 리드 부재(100)를, 제 1 단면(128a)이 봉입 용기(210)의 외부에 도출되고, 제 2 단면(128b)이 봉입 용기(210)의 내부에 도입되도록, 봉입 용기(210)에 대해서 배치할 수 있다. 또한, 봉입 용기(210)를, 제 1 리드 부재(100)의 피복재(140)의 위치에서 접착시킬 수 있다.
이와 같은 이차 전지의 패키지(200)에서는, 리드 부재로서, 제 1 리드 부재(100)가 적용되어 있다. 따라서, 이차 전지의 패키지(200)에서는, 리드 부재의 도체의 측면으로부터, 이차 전지의 전해액이 누설되거나, 봉입 용기(210)의 내부에서 발생한 반응 생성물이, 리드 부재 내의 극간을 개재시켜 누설되거나 할 가능성을, 유의하게 억제할 수 있다.
(본 개시의 일 실시형태에 의한 리드 부재의 제조 방법)
다음으로, 도 6∼도 11을 참조해서, 본 개시의 일 실시형태에 의한 리드 부재의 제조 방법의 일례에 대하여 설명한다. 도 6에는, 본 개시의 일 실시형태에 의한 리드 부재의 제조 방법(이하, 「제 1 제조 방법」이라고 칭한다)의 플로를 모식적으로 나타낸다. 또한, 도 7∼도 11에는, 제 1 제조 방법의 일 공정을 개략적으로 나타낸다.
도 6에 나타내는 바와 같이, 제 1 제조 방법은,
(1) 서로 대향하는 상면 및 하면과, 서로 대향하는 제 1 측면 및 제 2 측면을 갖는 도체를 준비하는 공정(공정 S110)과,
(2) 제 1 측면의 일부 및 제 2 측면의 일부에 절연성의 추가층용 재료를 설치하는 공정(공정 S120)과,
(3) 제 1 내층 및 제 1 외층을 갖는 제 1 절연 필름을, 상면으로부터 보았을 때 추가층용 재료를 덮고, 제 1 내층이 상면과 면하도록 설치하는 공정(공정 S130)과,
(4) 제 2 내층 및 제 2 외층을 갖는 제 2 절연 필름을, 하면으로부터 보았을 때 추가층용 재료를 덮고, 제 2 내층이 하면과 면하도록 설치하는 공정(공정 S140)과,
(5) 제 1 절연 필름 및 제 2 절연 필름을, 제 1 측면 및 제 2 측면의 측에서 서로 용융 접합하는 공정(공정 S150)
을 갖는다.
이하, 각 공정에 대하여 설명한다. 한편 여기에서는, 명확화를 위해, 리드 부재로서 도 2 및 도 3에 나타낸 제 1 리드 부재(100)를 예로, 제 1 제조 방법에 대하여 설명한다. 따라서, 각 부재를 나타낼 때에는, 도 2 및 도 3에 나타낸 참조 부호를 사용한다.
(공정 S110)
우선, 도체(120)가 준비된다. 도체(120)는, 판상의 형태를 갖는다. 전술한 바와 같이, 도체(120)는, 상면(122), 하면(124), 제 1 측면(126a), 제 2 측면(126b), 제 1 단면(128a), 및 제 2 단면(128b)을 갖는다.
도체(120)의 두께는, 특별히 한정되지 않지만, 예를 들면, 0.1mm 이상 3mm 이하의 범위이다. 특히, 제 1 제조 방법은, 비교적 두꺼운 도체(120)에 대해서도 적용 가능한 것에 유의할 필요가 있다.
제 1 측면(126a) 및/또는 제 2 측면(126b)은, 테이퍼 가공되어 있어도 된다. 단, 제 1 제조 방법에서는, 테이퍼 가공은 필수는 아니다.
(공정 S120)
다음으로, 후에 제 1 추가층(156a) 및 제 2 추가층(156b)이 되는 추가층용 재료(「절연재용 재료」라고도 칭한다)가 준비된다.
추가층용 재료는, 절연성의 수지를 포함한다. 절연성의 수지로서는, 예를 들면, 전술한 (제 1 추가층(156a), 제 2 추가층(156b))의 항에서 나타낸 바와 같은 수지를 들 수 있다. 특히, 추가층용 재료는, 폴리올레핀을 40질량% 이상 포함하는 것이 바람직하다.
한편, 추가층용 재료는, 후술하는 절연 필름의 내층을 구성하는 수지보다도 융점이 낮은 수지로 구성되는 것이 바람직하다. 이 경우, 이후의 공정에 있어서의 핫 프레스 처리 시에, 추가층용 재료를 충분히 유동화시킬 수 있다. 또한 그 결과, 도체(120)의 제 1 측면(126a) 및 제 2 측면(126b)에, 추가층용 재료를, 보다 균일하고 신속히 분배시키는 것이 가능해진다.
다음으로, 도체(120)의 제 1 측면(126a) 및 제 2 측면(126b)(이하, 이들을 통틀어 「측면(126a, 126b)」이라고도 칭한다)의 각각에, 추가층용 재료가 설치된다.
도 7 및 도 8에는, 도체(120)의 제 1 측면(126a) 및 제 2 측면(126b)의 각각에, 추가층용 재료(152)가 설치된 상태를 모식적으로 나타낸다. 한편, 도 7은, 도체(120)의 상면도이다. 또한, 도 8은, 도 7에 있어서의 III-III선을 따른 단면도이다.
추가층용 재료(152)를 설치하는 방법은, 특별히 한정되지 않는다. 추가층용 재료(152)는, 예를 들면, 솔 등을 이용한 페이스트의 도포, 액체 혹은 액체와 고체를 포함하는 분산액의 스프레이, 또는 잉크젯 인쇄법에 의한 잉크의 인쇄 등의 방법으로, 도체(120)의 측면(126a, 126b)에 설치되어도 된다. 이들 방법에서는, 추가층용 재료(152)를 비교적 간단하게 설치할 수 있다.
(공정 S130∼공정 S140)
다음으로, 제 1 절연 필름(142a) 및 제 2 절연 필름(142b)이 준비된다. 제 1 절연 필름(142a) 및 제 2 절연 필름(142b)은, 각각, 내층(144)과, 외층(146)을 갖는다.
또한, 도 9 및 도 10에 나타내는 바와 같이, 도체(120)의 상측에, 해당 도체(120)의 상면(122)과 대향하도록 해서, 제 1 절연 필름(142a)이 배치되고, 도체(120)의 하측에, 도체(120)의 하면(124)과 대향하도록 해서, 제 2 절연 필름(142b)이 배치된다. 제 1 절연 필름(142a) 및 제 2 절연 필름(142b)은, 각각의 내층(144)이, 도체(120)의 측이 되도록 배치된다.
한편, 도 9는, 제 1 절연 필름(142a)과 제 2 절연 필름(142b) 사이에 끼워진 도체(120)를, 상면(122)의 측으로부터 보았을 때의 모식도이다. 또한, 도 10은, 도 9에 있어서의 조립체의 IV-IV선을 따른 가상적인 단면도이다.
도 9에 나타내는 바와 같이, 제 1 절연 필름(142a) 및 제 2 절연 필름(142b)은, 각각, 도체(120)의 상면(122)의 측으로부터 보았을 때, 측면(126a, 126b)의 추가층용 재료(152)가 설치된 부분을 포함하도록 배치된다. 또한, 도체(120)의 상면(122)의 측으로부터 보았을 때, 제 1 절연 필름(142a) 및 제 2 절연 필름(142b)은, 서로 겹치도록 배치된다.
(공정 S150)
다음으로, 제 1 절연 필름(142a) 및 제 2 절연 필름(142b)이, 도 10의 화살표 F로 나타내는 방향으로 핫 프레스 처리된다.
핫 프레스 처리에 의해, 제 1 절연 필름(142a)이 도체(120)의 상면(122)과 밀착된다. 또한, 제 2 절연 필름(142b)이 도체(120)의 하면(124)과 밀착된다.
또한, 제 1 절연 필름(142a)의 내층(144)과, 제 2 절연 필름(142b)의 내층(144)이, 도체(120)의 측면(126a, 126b)의 측에 있어서 용융 접합된다. 그 결과, 제 1 절연 필름(142a)과 제 2 절연 필름(142b)이 일체화되어, 도체(120)의 일부를 둘러싸도록, 피복재(140)가 형성된다.
여기에서, 도체(120)의 측면(126a, 126b)에는, 추가층용 재료(152)가 설치되어 있다. 이들 추가층용 재료(152)는, 핫 프레스 처리 시에 용융되거나 또는 유동화된다. 따라서, 핫 프레스 처리 후에, 도체(120)의 제 1 측면(126a)과 내층(144) 사이에, 제 1 추가층(156a)을 형성할 수 있다. 또한, 도체(120)의 제 2 측면(126b)과 내층(144) 사이에, 제 2 추가층(156b)을 형성할 수 있다.
이에 의해, 도 11에 나타내는 바와 같은 단면 구성을 갖는, 제 1 리드 부재(100)가 제조된다.
도 11에 나타내는 바와 같이, 제 1 제조 방법으로 제조되는 제 1 리드 부재(100)에서는, 종래의 리드 부재(1)에 있어서 생길 수 있는, 도체(120)의 측면(126a, 126b)과, 피복재(140)의 내층(144) 사이의 극간을 유의하게 억제할 수 있다.
또한, 전술한 바와 같이, 종래의 리드 부재(1)에서는, 제조 과정에 있어서의 핫 프레스 처리 시에, 극간(55)의 발생의 리스크를 경감하기 위해, 절연 필름(42)에 대한 상하 방향으로부터의 압압을 필요 이상으로 높이거나, 핫 프레스 처리의 온도를 필요 이상으로 높이거나 하는 경우가 있다.
그러나, 이와 같은 처리 조건을 채용한 경우, 얻어지는 리드 부재(1)에 있어서, 내층(44)의 외층(46)에 대한 「밀려나옴」이 보다 현저해져 버린다. 또한, 그와 같은 고온 고압 조건을 채용한 경우, 리드 부재(1)의 제조에 보다 긴 시간이 필요해지고, 이는 제조 효율이 저하되는 원인이 될 수 있다.
이에 반해서 제 1 제조 방법에서는, 공정 S150에 있어서, 핫 프레스 처리 시에, 내층(144)에 필요 이상으로 압압이나 열을 가할 필요가 없어, 보다 작은 압압 및/또는 보다 낮은 온도에서, 제 1 및 제 2 절연 필름(142a, 142b)을 접합할 수 있다. 따라서, 제 1 제조 방법에서는, 종래의 리드 부재(1)에 비해, 길이 방향(X 방향)에 있어서의 내층(144)의 「밀려나옴」이 유의하게 억제된 제 1 리드 부재(100)를 제조할 수 있다.
또한, 제 1 제조 방법에서는, 제 1 및 제 2 절연 필름(142a, 142b)의 접합 시에, 고온 고압 조건이 필요하지는 않게 되어, 제조 시간이 단축화되어, 제 1 리드 부재(100)를 보다 효율적으로 제조하는 것이 가능해진다.
(본 개시의 다른 실시형태에 의한 리드 부재의 제조 방법)
다음으로, 도 12∼도 14를 참조해서, 본 개시의 다른 실시형태에 의한 리드 부재의 제조 방법에 대하여 설명한다.
도 12에는, 본 개시의 다른 실시형태에 의한 리드 부재의 제조 방법(이하, 「제 2 제조 방법」이라고 칭한다)의 플로를 모식적으로 나타낸다. 또한, 도 13∼도 14에는, 제 2 제조 방법의 일 공정을 개략적으로 나타낸다.
도 12에 나타내는 바와 같이, 제 2 제조 방법은,
(1) 제 1 내층 및 제 1 외층을 갖는 제 1 절연 필름, 및 제 2 내층 및 제 2 외층을 갖는 제 2 절연 필름을 준비하는 공정(공정 S210)과,
(2) 제 1 절연 필름에 있어서, 제 1 내층의 소정의 2개소의 위치에 추가층용 재료를 설치하는 공정(공정 S220)과,
(3) 서로 대향하는 상면 및 하면과, 서로 대향하는 제 1 측면 및 제 2 측면을 갖는 도체를 준비하는 공정(공정 S230)과,
(4) 상면으로부터 보았을 때, 도체에 대해서 제 1 내층이 상면과 면하도록 제 1 절연 필름을 설치하는 공정으로서, 이에 의해 추가층용 재료가 도체의 제 1 측면의 일부 및 제 2 측면의 일부에 배치되는, 공정(공정 S240)과,
(5) 하면으로부터 보았을 때, 도체에 대해서 제 2 내층이 하면과 면하도록 제 2 절연 필름을 설치하는 공정(공정 S250)과,
(6) 제 1 절연 필름 및 제 2 절연 필름을, 제 1 측면 및 제 2 측면의 측에서 서로 용융 접합하는 공정(공정 S260)
을 갖는다.
이하, 각 공정에 대하여 설명한다. 한편 여기에서는, 명확화를 위해, 리드 부재로서 도 2 및 도 3에 나타낸 제 1 리드 부재(100)를 예로, 제 2 제조 방법에 대하여 설명한다. 따라서, 각 부재를 나타낼 때에는, 도 2 및 도 3에 나타낸 참조 부호를 사용한다.
(공정 S210)
우선, 후에 피복재(140)가 되는, 제 1 절연 필름(142a) 및 제 2 절연 필름(142b)이 준비된다. 제 1 절연 필름(142a) 및 제 2 절연 필름(142b)은, 각각, 내층(144)과, 외층(146)을 갖는다.
제 1 절연 필름(142a) 및 제 2 절연 필름(142b)은, 각각, 전술한 제 1 제조 방법에 있어서의 제 1 절연 필름(142a) 및 제 2 절연 필름(142b)과 동일한 구성이어도 된다.
(공정 S220)
다음으로, 제 1 절연 필름(142a)의 내층(144)의 2개소에, 추가층용 재료가 설치된다.
도 13에는, 제 1 절연 필름(142a)의 상면도를 나타낸다. 도 13은, 제 1 절연 필름(142a)을 내층(144)의 측으로부터 본 도면이다.
도 13에 나타내는 바와 같이, 제 1 절연 필름(142a)은, 해당 제 1 절연 필름(142a)의 연신축 방향(Y 방향)을 따른 2개소에, 연신축 방향에 대해서 수직으로 배치된 줄무늬상의 추가 부분을 갖는다. 이들 줄무늬상의 추가 부분을, 도 13의 좌측으로부터 순서대로, 제 1 추가층용 재료(162ca) 및 제 2 추가층용 재료(162cb)라고 칭한다.
제 1 추가층용 재료(162ca) 및 제 2 추가층용 재료(162cb)는, 전술한 제 1 제조 방법에 있어서, 도체(120)의 측면(126a, 126b)에 사용되는 추가층용 재료(152)와 마찬가지의 재료로 구성된다.
특히, 제 1 추가층용 재료(162ca) 및 제 2 추가층용 재료(162cb)는, 내층(144)보다도 저융점의 수지로 구성되는 것이 바람직하다. 이 경우, 이후의 공정에 있어서의 핫 프레스 처리 시에, 제 1 추가층용 재료(162ca) 및 제 2 추가층용 재료(162cb)를 충분히 유동화시킬 수 있다.
이와 같은 제 1 추가층용 재료(162ca) 및 제 2 추가층용 재료(162cb)는, 예를 들면, 도포법 또는 잉크젯 인쇄법 등에 의해, 제 1 절연 필름(142a)의 내층(144) 상에 설치되어도 된다.
제 1 절연 필름(142a)에 있어서의 제 1 추가층용 재료(162ca) 및 제 2 추가층용 재료(162cb)의 설치 위치는, 이후의 공정 S230에서 사용되는 도체(120)의 폭 및 상대 위치와 대응하도록 선정된다. 예를 들면, 도체(120)의 폭이 W인 경우, 제 1 추가층용 재료(162ca) 및 제 2 추가층용 재료(162cb)의 간격은, W±1mm의 범위로 설정되어도 된다.
또한, 예를 들면, 공정 S220에 있어서, 도체(120)가, 제 1 절연 필름(142a)의 폭 방향(도 13에 있어서의 Y 방향)의 대략 중앙에 배치되는 경우, 제 1 추가층용 재료(162ca) 및 제 2 추가층용 재료(162cb)는, 제 1 절연 필름(142a)의 폭 방향(도 13에 있어서의 Y 방향)의 중심으로부터, 거의 등거리에 설치되어도 된다.
한편, 제 2 절연 필름(142b)에 있어서도 마찬가지로, 내층(144)의 2개소에, 제 3 추가층용 재료(162da) 및 제 4 추가층용 재료(162db)가 설치되어도 된다(도 14 참조).
이 경우, 도체(120)의 제 1 측면(126a) 및 제 2 측면(126b)이 비교적 두꺼운 경우여도, 이후의 공정 S240∼공정 S250에 있어서, 제 1 측면(126a) 및 제 2 측면(126b)에, 추가층용 재료를 확실히 설치할 수 있다.
이하, 제 2 절연 필름(142b)의 내층(144)에도, 제 3 추가층용 재료(162da) 및 제 4 추가층용 재료(162db)가 마련되어 있는 경우를 예로, 공정 S230 이후의 태양을 설명한다.
(공정 S230)
다음으로, 도체(120)가 준비된다. 도체(120)는, 판상의 형태를 갖는다. 전술한 바와 같이, 도체(120)는, 상면(122), 하면(124), 제 1 측면(126a), 및 제 2 측면(126b) 등을 갖는다.
(공정 S240∼공정 S250)
다음으로, 도 14에 나타내는 바와 같이, 도체(120)의 상측에, 해당 도체(120)의 상면(122)과 대향하도록 해서, 제 1 절연 필름(142a)이 배치되고, 도체(120)의 하측에, 도체(120)의 하면(124)과 대향하도록 해서, 제 2 절연 필름(142b)이 배치된다.
제 1 절연 필름(142a) 및 제 2 절연 필름(142b)은, 각각의 내층(144)이, 도체(120)의 측이 되도록 배치된다. 또한, 도 14에 나타내는 바와 같이, 제 1 절연 필름(142a)은, 도체(120)의 상면(122)의 측으로부터 보았을 때, 제 2 절연 필름(142b)과 서로 겹치도록 배치된다.
여기에서, 전술한 바와 같이, 제 1 절연 필름(142a)에는, 내층(144)의 소정의 위치에, 제 1 추가층용 재료(162ca) 및 제 2 추가층용 재료(162cb)가 설치되어 있다. 또한, 제 2 절연 필름(142b)에는, 내층(144)의 소정의 위치에, 제 3 추가층용 재료(162da) 및 제 4 추가층용 재료(162db)가 설치되어 있다.
따라서, 도 14에 나타내는 바와 같이, 도체(120)에 대해서, 제 1 절연 필름(142a) 및 제 2 절연 필름(142b)을 배치한 경우, 도체(120)의 상면(122)으로부터 보았을 때, 제 1 및 제 3 추가층용 재료(162ca, 162da)는, 모두 도체(120)의 제 1 측면(126a)의 위치, 또는 그 근방에 배치된다. 마찬가지로, 도체(120)의 하면(124)으로부터 보았을 때, 제 2 및 제 4 추가층용 재료(162cb, 162db)는, 모두 도체(120)의 제 2 측면(126b)의 위치, 또는 그 근방에 배치된다.
(공정 S260)
다음으로, 제 1 절연 필름(142a) 및 제 2 절연 필름(142b)이, 도 14의 화살표 F로 나타내는 방향으로 핫 프레스 처리된다. 핫 프레스 처리에 의해, 제 1 절연 필름(142a)이 도체(120)의 상면(122)과 밀착된다. 또한, 제 2 절연 필름(142b)이 도체(120)의 하면(124)과 밀착된다.
또한, 제 1 절연 필름(142a)의 내층(144)과, 제 2 절연 필름(142b)의 내층(144)이, 도체(120)의 측면(126a, 126b)의 측에 있어서 용융 접합된다. 그 결과, 제 1 절연 필름(142a)과 제 2 절연 필름(142b)이 일체화되어, 도체(120)의 일부를 둘러싸도록, 피복재(140)가 형성된다.
또한, 이때에, 용융 상태 또는 유동 상태에 있는 제 1 및 제 3 추가층용 재료(162ca, 162da)는, 각각, 위 및 아래 방향으로부터, 도체(120)의 제 1 측면(126a)으로 강압된다. 마찬가지로, 용융 상태 또는 유동 상태에 있는 제 2 및 제 4 추가층용 재료(162cb, 162db)는, 각각, 위 및 아래 방향으로부터, 도체(120)의 제 2 측면(126b)으로 강압된다.
그 결과, 핫 프레스 처리 후에, 도체(120)의 제 1 측면(126a)과 내층(144) 사이에, 제 1 추가층(156a)을 형성할 수 있다. 또한, 도체(120)의 제 2 측면(126b)과 내층(144) 사이에, 제 2 추가층(156b)을 형성할 수 있다.
이에 의해, 전술한 도 11에 나타내는 바와 같은 단면 구성을 갖는 제 1 리드 부재(100)가 제조된다.
도 11에 나타내는 바와 같이, 제 2 제조 방법으로 제조된 제 1 리드 부재(100)에서는, 종래의 리드 부재(1)에 있어서 생길 수 있는, 도체(120)의 측면(126a, 126b)과, 피복재(140)의 내층(144) 사이의 극간을 유의하게 억제할 수 있다.
또한, 제 2 제조 방법에서는, 제 1 제조 방법과 마찬가지로, 종래의 리드 부재(1)에 비해, 길이 방향(X 방향)에 있어서의 내층(144)의 「밀려나옴」이 유의하게 억제된 제 1 리드 부재(100)를 제조할 수 있다.
또한, 제 2 제조 방법에서는, 제 1 및 제 2 절연 필름(142a, 142b)의 접합 시에, 고온 고압 조건이 필요하지는 않게 되어, 제조 시간이 단축화되어, 제 1 리드 부재(100)를 보다 효율적으로 제조하는 것이 가능해진다.
이상, 제 1 및 제 2 제조 방법을 예로, 본 개시의 일 실시형태에 의한 리드 부재를 제조하는 방법에 대하여 설명했다. 그러나, 이들은 단순한 일례이며, 본 개시의 일 실시형태에 의한 리드 부재는, 다른 방법으로 제조되어도 된다.
예를 들면, 상기의 제 2 제조 방법에서는, 공정 S220에 있어서, 제 1 절연 필름(142a)의 2개소에 추가층용 재료(162ca, 162cb)가 설치되고, 제 2 절연 필름(142b)의 2개소에 추가층용 재료(162da, 162db)가 설치된다.
그러나, 이와는 달리, 제 2 절연 필름(142b)의 측에는, 추가층용 재료(162da, 162db)가 설치되지 않아도 된다. 그와 같은 태양은, 특히 도체(120)가 비교적 얇은 경우에는, 유익하다.
혹은, 제 1 절연 필름(142a)에는, 제 1 추가층용 재료(162ca)(또는 제 2 추가층용 재료(162cb))만을 마련하고, 제 2 절연 필름(142b)에는, 제 4 추가층용 재료(162db)(또는 제 3 추가층용 재료(162da))만을 설치해도 된다. 이와 같은 태양도, 특히 도체(120)가 비교적 얇은 경우에는, 유익하다.
이 밖에도, 당업자에게는, 각종 변형이 상정될 수 있다. 따라서, 본 개시의 범위는, 청구범위의 기재에 의해 정해지고, 본 개시에는, 청구범위의 기재와 균등한 의미 및 범위 내에서의 모든 변경이 포함되는 것이 의도된다.
1 종래의 리드 부재
20 도체
22 상면(제 3 면)
24 하면(제 4 면)
26a 제 1 측면(제 1 면)
26b 제 2 측면(제 2 면)
33 돌출부
42 절연 필름
44 내층
46 외층
55 극간
100 제 1 리드 부재
120 도체
122 상면(제 3 면)
124 하면(제 4 면)
126a 제 1 측면(제 1 면)
126b 제 2 측면(제 2 면)
128a 제 1 단면
128b 제 2 단면
133 돌출부
140 피복재
142 절연 필름
142a 제 1 절연 필름
142b 제 2 절연 필름
144 내층
146 외층
152 추가층용 재료(절연재용 재료)
156a 제 1 추가층(제 1 절연재)
156b 제 2 추가층(제 2 절연재)
162ca 제 1 추가층용(절연재용) 재료
162cb 제 2 추가층용(절연재용) 재료
162da 제 3 추가층용(절연재용) 재료
162db 제 4 추가층용(절연재용) 재료
200 이차 전지의 패키지
204 리드 선
210 봉입 용기
211 실링 영역
212 최내층
214 중간층
216 최외층
20 도체
22 상면(제 3 면)
24 하면(제 4 면)
26a 제 1 측면(제 1 면)
26b 제 2 측면(제 2 면)
33 돌출부
42 절연 필름
44 내층
46 외층
55 극간
100 제 1 리드 부재
120 도체
122 상면(제 3 면)
124 하면(제 4 면)
126a 제 1 측면(제 1 면)
126b 제 2 측면(제 2 면)
128a 제 1 단면
128b 제 2 단면
133 돌출부
140 피복재
142 절연 필름
142a 제 1 절연 필름
142b 제 2 절연 필름
144 내층
146 외층
152 추가층용 재료(절연재용 재료)
156a 제 1 추가층(제 1 절연재)
156b 제 2 추가층(제 2 절연재)
162ca 제 1 추가층용(절연재용) 재료
162cb 제 2 추가층용(절연재용) 재료
162da 제 3 추가층용(절연재용) 재료
162db 제 4 추가층용(절연재용) 재료
200 이차 전지의 패키지
204 리드 선
210 봉입 용기
211 실링 영역
212 최내층
214 중간층
216 최외층
Claims (14)
- 도체와, 피복재를 갖는 이차 전지용의 리드 부재로서,
상기 도체는,
길이 방향 및 폭 방향으로 연신되고, 서로 대향하는 상면 및 하면과,
상기 길이 방향 및 두께 방향으로 연신되고, 상기 상면과 상기 하면을 접속하는, 서로 대향하는 제 1 측면 및 제 2 측면
을 갖고,
상기 피복재는, 상기 상면, 상기 제 1 측면, 상기 하면 및 상기 제 2 측면을 둘러싸도록, 복수의 절연 필름을 접합하는 것에 의해 구성되어 있으며,
각 절연 필름은, 상기 도체에 가까운 측으로부터 순서대로, 내층 및 외층을 갖고,
당해 리드 부재는, 상기 도체의 상기 피복재로 둘러싸인 영역에 있어서, 상기 도체의 상기 제 1 측면 및 상기 제 2 측면에, 각각, 제 1 절연재 및 제 2 절연재를 갖고,
상기 제 1 절연재 및 상기 제 2 절연재는, 상기 내층보다도 융점이 낮고,
상기 제 1 절연재 및 상기 제 2 절연재는 각각 분리되어 마련되는, 리드 부재. - 제 1 항에 있어서,
상기 제 1 절연재 및 상기 제 2 절연재는, 폴리올레핀을 40질량% 이상 포함하고, 융점이 110℃ 이상 140℃ 이하의 범위인, 리드 부재. - 제 1 항 또는 제 2 항에 있어서,
상기 내층은, 폴리올레핀을 40질량% 이상 포함하고, 융점이 135℃ 이상 160℃ 이하의 범위인, 리드 부재. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 제 1 절연재 및 상기 제 2 절연재의 융점은, 120℃ 이상 135℃ 이하의 범위이고, 상기 내층의 융점은, 140℃ 이상 160℃ 이하의 범위인, 리드 부재. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
상기 도체는, 상기 두께 방향의 치수가 0.1mm 이상 3mm 이하의 범위인, 리드 부재. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 도체의 상기 제 1 측면 및 상기 제 2 측면 중 적어도 하나는, 상기 폭 방향의 선단을 향해 얇아지도록 테이퍼 가공되어 있는, 리드 부재. - 이차 전지가 봉입 용기 내에 수용되어 구성되는 이차 전지의 패키지로서,
상기 봉입 용기로부터 일부가 돌출하는 리드 부재를 갖고,
상기 리드 부재는, 상기 이차 전지의 전극과 전기적으로 접속되어 있고,
상기 리드 부재는, 제 1 항 내지 제 6 항 중 어느 한 항에 기재된 리드 부재인, 이차 전지의 패키지. - 이차 전지용의 리드 부재의 제조 방법으로서,
a) 서로 대향하는 제 1 면 및 제 2 면과, 서로 대향하고, 상기 제 1 면 및 상기 제 2 면에 직교하는 제 3 면 및 제 4 면을 갖는 도체를 준비하는 공정과,
b) 상기 제 1 면의 일부 및 상기 제 2 면의 일부에 절연성의 절연재용 재료를 설치하는 공정과,
c) 제 1 내층 및 제 1 외층을 갖는 제 1 절연 필름을, 상기 제 3 면으로부터 보았을 때 상기 절연재용 재료를 덮고, 상기 제 1 내층이 상기 제 3 면과 면하도록 설치하는 공정과,
d) 제 2 내층 및 제 2 외층을 갖는 제 2 절연 필름을, 상기 제 4 면으로부터 보았을 때 상기 절연재용 재료를 덮고, 상기 제 2 내층이 상기 제 4 면과 면하도록 설치하는 공정과,
e) 상기 제 1 절연 필름 및 상기 제 2 절연 필름을, 상기 제 1 면 및 상기 제 2 면의 측에서 서로 용융 접합하는 공정
을 갖는, 제조 방법. - 제 8 항에 있어서,
상기 절연재용 재료는, 상기 제 1 절연 필름의 상기 제 1 내층, 및 상기 제 2 절연 필름의 상기 제 2 내층보다도 융점이 낮은, 제조 방법. - 이차 전지용의 리드 부재의 제조 방법으로서,
a) 제 1 내층 및 제 1 외층을 갖는 제 1 절연 필름, 및 제 2 내층 및 제 2 외층을 갖는 제 2 절연 필름을 준비하는 공정과,
b) 상기 제 1 절연 필름에 있어서, 상기 제 1 내층의 일부에 제 1 절연재용 재료를 설치하는 공정과,
c) 서로 대향하는 제 1 면 및 제 2 면과, 서로 대향하고, 상기 제 1 면 및 상기 제 2 면에 직교하는 제 3 면 및 제 4 면을 갖는 도체를 준비하는 공정과,
d) 상기 제 3 면으로부터 보았을 때, 상기 도체에 대해서 상기 제 1 내층이 상기 제 3 면과 면하도록 상기 제 1 절연 필름을 설치하여, 상기 제 1 절연재용 재료가 상기 도체의 상기 제 1 면의 일부 및 상기 제 2 면의 일부에 배치되는, 공정과,
e) 상기 제 4 면으로부터 보았을 때, 상기 도체에 대해서 상기 제 2 내층이 상기 제 4 면과 면하도록 상기 제 2 절연 필름을 설치하는 공정과,
f) 상기 제 1 절연 필름 및 상기 제 2 절연 필름을, 상기 제 1 면 및 상기 제 2 면의 측에서 서로 용융 접합하는 공정
을 갖는, 제조 방법. - 제 10 항에 있어서,
상기 b)의 공정에 있어서, 상기 제 1 내층의 소정의 2개소의 위치에 상기 제 1 절연재용 재료를 설치하는, 제조 방법. - 제 10 항 또는 제 11 항에 있어서,
상기 b)의 공정은, 상기 제 2 내층의 일부에 제 2 절연재용 재료를 설치하는 공정을 포함하는, 제조 방법. - 제 10 항 내지 제 12 항 중 어느 한 항에 있어서,
상기 제 1 절연재용 재료는, 상기 제 1 절연 필름의 상기 제 1 내층, 및 상기 제 2 절연 필름의 상기 제 2 내층보다도 융점이 낮은, 제조 방법. - 제 12 항에 있어서,
상기 제 2 절연재용 재료는, 상기 제 1 절연 필름의 상기 제 1 내층, 및 상기 제 2 절연 필름의 상기 제 2 내층보다도 융점이 낮은, 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2020-024013 | 2020-02-17 | ||
| JP2020024013A JP2021128896A (ja) | 2020-02-17 | 2020-02-17 | リード部材、二次電池のパッケージ、およびリード部材の製造方法 |
| PCT/JP2020/044336 WO2021166358A1 (ja) | 2020-02-17 | 2020-11-27 | リード部材、二次電池のパッケージ、およびリード部材の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220122707A true KR20220122707A (ko) | 2022-09-02 |
Family
ID=77391763
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227026045A KR20220122707A (ko) | 2020-02-17 | 2020-11-27 | 리드 부재, 이차 전지의 패키지, 및 리드 부재의 제조 방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20230070569A1 (ko) |
| JP (1) | JP2021128896A (ko) |
| KR (1) | KR20220122707A (ko) |
| CN (1) | CN115023855A (ko) |
| TW (1) | TW202203497A (ko) |
| WO (1) | WO2021166358A1 (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024014357A (ja) | 2022-07-22 | 2024-02-01 | 住友電気工業株式会社 | タブリードの収納容器、およびタブリードと収納容器との組合せ |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017117705A (ja) | 2015-12-25 | 2017-06-29 | 住友電気工業株式会社 | リード部材および該リード部材を用いた電池 |
| JP2018163896A (ja) | 2018-07-30 | 2018-10-18 | 藤森工業株式会社 | 非水系電池用の電極リード線部材の製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4485614B2 (ja) * | 1999-03-31 | 2010-06-23 | パナソニック株式会社 | 非水電解質電池及びその製造方法 |
| KR20090076278A (ko) * | 2008-01-08 | 2009-07-13 | 주식회사 엘지화학 | 밀봉성이 우수한 이차전지 |
| JP6006104B2 (ja) * | 2012-02-29 | 2016-10-12 | 昭和電工パッケージング株式会社 | タブリードの製造方法 |
| KR20140012601A (ko) * | 2012-07-19 | 2014-02-03 | 주식회사 엘지화학 | 이차전지 및 이를 포함하는 전기화학소자 |
| JP6606834B2 (ja) * | 2015-03-05 | 2019-11-20 | 株式会社Gsユアサ | 蓄電素子及びリード端子 |
| JP6569282B2 (ja) * | 2015-04-27 | 2019-09-04 | 住友電気工業株式会社 | 絶縁リード及び蓄電デバイス |
| KR20170117674A (ko) * | 2016-04-14 | 2017-10-24 | 주식회사 엘지화학 | 실링용 박막층이 코팅된 전극 리드를 포함하고 있는 전지셀 |
-
2020
- 2020-02-17 JP JP2020024013A patent/JP2021128896A/ja active Pending
- 2020-11-27 KR KR1020227026045A patent/KR20220122707A/ko unknown
- 2020-11-27 US US17/759,762 patent/US20230070569A1/en active Pending
- 2020-11-27 WO PCT/JP2020/044336 patent/WO2021166358A1/ja active Application Filing
- 2020-11-27 CN CN202080094833.2A patent/CN115023855A/zh active Pending
- 2020-12-10 TW TW109143586A patent/TW202203497A/zh unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017117705A (ja) | 2015-12-25 | 2017-06-29 | 住友電気工業株式会社 | リード部材および該リード部材を用いた電池 |
| JP2018163896A (ja) | 2018-07-30 | 2018-10-18 | 藤森工業株式会社 | 非水系電池用の電極リード線部材の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2021166358A1 (ja) | 2021-08-26 |
| US20230070569A1 (en) | 2023-03-09 |
| CN115023855A (zh) | 2022-09-06 |
| JP2021128896A (ja) | 2021-09-02 |
| TW202203497A (zh) | 2022-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101494811B1 (ko) | 봉지 필름의 제조 방법 및 봉지 필름 | |
| US9680145B2 (en) | Prismatic secondary battery | |
| US4650951A (en) | Method of welding laminates each having the structure of metal layer/thermally softenable insulating layer/metal layer | |
| JP2014225378A (ja) | タブリード用シール材、タブリードおよびリチウムイオン二次電池 | |
| US6632562B1 (en) | Battery module composed of a plurality of serially connected cells, and method and structure for connecting cells | |
| US20100221601A1 (en) | Electrical part, nonaqueous-electrolyte cell, and lead conductor with insulating coating layer and sealed vessel each for use in these | |
| KR20150104097A (ko) | 2차 전지용 금속 단자 피복 수지 필름 및 그 제조 방법, 및 전지 팩 | |
| EP1921696A1 (en) | Battery pack and method for welding cells | |
| KR20090132494A (ko) | 전극탭 및 이를 포함하는 리튬 이차전지 | |
| KR20160030937A (ko) | 이차 전지용 단자 피복 수지 필름, 이차 전지용 탭 부재, 및 이차 전지 | |
| JP2015170428A (ja) | タブ封止用絶縁フィルム及び電気化学デバイス | |
| KR20220122707A (ko) | 리드 부재, 이차 전지의 패키지, 및 리드 부재의 제조 방법 | |
| CN111933834B (zh) | 树脂薄膜、金属端子部件、以及二次电池 | |
| KR20160110206A (ko) | 라미네이트형 전지 및 그 제조 방법 | |
| CN209401760U (zh) | 二次电池及其极耳组件 | |
| WO2018159310A1 (ja) | 接合体およびその製造方法 | |
| KR20230011575A (ko) | 이차전지 리드탭용 필름 | |
| JP2001189151A (ja) | 電池の外装材 | |
| JP7079694B2 (ja) | 蓄電モジュール | |
| US20200067065A1 (en) | Battery cell and method for producing a battery cell | |
| WO2021246472A1 (ja) | 封止フィルム、電極リード線部材および電池 | |
| US20230235198A1 (en) | Sealing Film, Electrode Lead Member, And Battery | |
| JP2021118108A (ja) | タブリード、電池及びタブリードの製造方法 | |
| US20230187654A1 (en) | Metal-polymer hybrid current collector for an electrode of a battery and method of manufacture | |
| EP4160635A1 (en) | Sealing film, electrode lead member, and battery |