KR20200132876A - 성형품의 제조 방법 - Google Patents
성형품의 제조 방법 Download PDFInfo
- Publication number
- KR20200132876A KR20200132876A KR1020207026698A KR20207026698A KR20200132876A KR 20200132876 A KR20200132876 A KR 20200132876A KR 1020207026698 A KR1020207026698 A KR 1020207026698A KR 20207026698 A KR20207026698 A KR 20207026698A KR 20200132876 A KR20200132876 A KR 20200132876A
- Authority
- KR
- South Korea
- Prior art keywords
- porous body
- decorative layer
- molded article
- manufacturing
- resin
- Prior art date
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/02—Combined thermoforming and manufacture of the preform
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
- B29B15/10—Coating or impregnating independently of the moulding or shaping step
- B29B15/12—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length
- B29B15/14—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length of filaments or wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/18—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
- B29C43/183—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles the preformed layer being a lining, e.g. shaped in the mould before compression moulding, or a preformed shell adapted to the shape of the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/18—Thermoforming apparatus
- B29C51/20—Thermoforming apparatus having movable moulds or mould parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/26—Component parts, details or accessories; Auxiliary operations
- B29C51/42—Heating or cooling
- B29C51/421—Heating or cooling of preforms, specially adapted for thermoforming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/26—Component parts, details or accessories; Auxiliary operations
- B29C51/42—Heating or cooling
- B29C51/421—Heating or cooling of preforms, specially adapted for thermoforming
- B29C51/425—Heating or cooling of preforms, specially adapted for thermoforming using movable heating devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C67/00—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00
- B29C67/20—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00 for porous or cellular articles, e.g. of foam plastics, coarse-pored
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B13/00—Conditioning or physical treatment of the material to be shaped
- B29B13/02—Conditioning or physical treatment of the material to be shaped by heating
- B29B13/023—Half-products, e.g. films, plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/18—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
- B29C43/183—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles the preformed layer being a lining, e.g. shaped in the mould before compression moulding, or a preformed shell adapted to the shape of the mould
- B29C43/184—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles the preformed layer being a lining, e.g. shaped in the mould before compression moulding, or a preformed shell adapted to the shape of the mould shaped by the compression of the material during moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/002—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/08—Deep drawing or matched-mould forming, i.e. using mechanical means only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/10—Forming by pressure difference, e.g. vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/12—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor of articles having inserts or reinforcements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/16—Lining or labelling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/12—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of short lengths, e.g. chopped filaments, staple fibres or bristles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2715/00—Condition, form or state of preformed parts, e.g. inserts
- B29K2715/003—Cellular or porous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3005—Body finishings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/722—Decorative or ornamental articles
Abstract
강성 및 경량성이 우수하고, 의장성을 향상시킴과 함께, 생산성이 우수한 성형품의 제조 방법을 제공한다. 본 발명은, 다공질체의 표면에, 장식층을 일체화시켜 얻어지는 성형품의 제조 방법이며, 상기 장식층을 예열하는 예열 공정과, 상기 다공질체를 상기 장식층에 밀어붙이거나, 또는 상기 장식층을 상기 다공질체에 밀어붙여서 상기 장식층을 부형함과 함께, 상기 다공질체와 상기 장식층을 일체화하는 부형 일체화 공정을 포함하는 것을 특징으로 한다.
Description
본 발명은, 의장성 및 생산성이 우수한 성형품의 제조 방법에 관한 것이다.
근년 자동차, 항공기, 스포츠 제품 등의 산업용 제품에 대하여는, 경량성의 향상에 대한 시장 요구가 해마다 높아지고 있다. 이와 같은 요구에 부응하기 위해, 경량이며, 역학 특성이 우수한 섬유 강화 복합 재료가, 각종 산업 용도에 폭넓게 이용되고 있다. 그 중에서도, 더 한층의 경량화를 목적으로 하여, 수지와 강화 섬유와 공극을 포함하고, 역학 특성이 우수한 구조체가 제안되어 있다(예를 들어, 특허문헌 1 참조).
섬유 강화 복합 재료를 사용한 제품은, 의장성의 부여를 목적으로 하여 장식층을 마련할 것이 필요해지는 경우가 있지만(예를 들어, 특허문헌 2 참조), 공극을 갖는 섬유 강화 복합 재료에의 장식층의 형성에 대하여는, 그다지 검토가 이루어져 있지 않은 상황이다. 예를 들어, 섬유 강화 복합 재료의 표면에 수지 시트가 적층된 성형품으로서, 섬유 강화 열가소성 수지 시트끼리를 접착제로 접착하고, 접착면의 반대측의 면에 열가소성 수지제 비통기성 필름을 접합하여 이루어지는 다층 시트를, 예열하여 두께 방향으로 팽창시킴과 함께, 중공부를 형성한 섬유 강화 열가소성 수지 중공체가 개시되어 있다(예를 들어, 특허문헌 3 참조). 특허문헌 3의 섬유 강화 열가소성 수지 시트 상에 접착되는 열가소성 수지제 비통기성 필름은, 섬유 강화 열가소성 수지 시트를 진공 흡인에 의해 성형하기 위해 마련되는 것이며, 장식층이 아니기 때문에, 의장성을 감안하면 추가의 장식층(표피재)을 마련할 것이 필요해진다. 또한, 특허문헌 3의 성형 방법에서는, 진공 흡인에 의한 성형이기 때문에, 섬유 강화 열가소성 수지 성형품의 역학 특성에 변동이 생길 우려가 있다.
또한, 다공질체의 표면에 스킨재를 마련하는 기술도 제안되어 있지만(예를 들어, 특허문헌 4 참조), 특허문헌 4의 스킨층은 공극을 갖는 코어층의 강성을 향상시킬 것을 목적으로 한 것이며, 의장성을 감안하면 추가의 장식층을 마련할 것이 필요해진다. 또한, 스킨층으로서 연속된 강화 섬유에 매트릭스 수지를 함침시킨 프리프레그를 사용하기 때문에, 복잡한 구조의 성형품에서는, 주름이나 균열이 발생할 우려가 있다.
본 발명은 상기를 감안하여 이루어진 것이며, 강성 및 경량성이 우수하고, 의장성을 향상시킴과 함께, 생산성이 우수한 성형품의 제조 방법을 제공하는 것을 목적으로 한다.
본 발명에 관한 성형품의 제조 방법은, 강화 섬유를 갖는 다공질체의 표면에, 장식층을 일체화시켜 얻어지는 성형품의 제조 방법이며, 상기 장식층을 예열하는 예열 공정과, 상기 다공질체를 상기 장식층에 밀어붙이거나, 또는 상기 장식층을 상기 다공질체에 밀어붙여서 상기 장식층을 부형함과 함께, 상기 다공질체와 상기 장식층을 일체화하는 부형 일체화 공정을 포함한다.
또한, 본 발명에 관한 성형품의 제조 방법은, 강화 섬유를 갖는 다공질체의 표면에, 장식층을 일체화시켜 얻어지는 성형품의 제조 방법이며, 상기 장식층을 예열하는 예열 공정과, 상기 다공질체를 상기 장식층에 밀어붙이거나, 또는 상기 장식층을 상기 다공질층에 밀어붙여서 상기 장식층을 부형하는 부형 공정과, 상기 다공질체와 상기 장식층을 일체화시키는 일체화 공정을 포함한다.
또한, 본 발명에 관한 성형품의 제조 방법에 있어서는, 강화 섬유를 갖는 다공질체의 표면에, 장식층을 일체화시켜 성형품을 얻는 것으로 하고 있고, 상기 장식층을 예열하는 예열 공정과, 상기 장식층을 상기 다공질체에 따라서 부형함과 함께, 상기 다공질체와 상기 장식층을 일체화시키는 부형 일체화 공정을 포함하고, 상기 장식층을 경계로 하여 구획되는, 상기 다공질체를 포함하는 공간과 상기 다공질체를 포함하지 않는 공간을 갖는 폐공간에서, 상기 양쪽 공간의 사이에 압력차를 발생시킴으로써, 상기 부형을 행함과 함께, 상기 다공질체와 상기 장식층을 일체화한다.
또한, 본 발명에 관한 성형품의 제조 방법에 있어서는, 강화 섬유를 갖는 다공질체의 표면에, 장식층을 일체화시켜 성형품을 얻는 것으로 하고 있고, 상기 장식층을 예열하는 예열 공정과, 상기 장식층을 상기 다공질체에 따라서 부형하는 부형 공정과, 상기 다공질체와 상기 장식층을 일체화시키는 일체화 공정을 포함하고, 상기 장식층을 경계로 하여 구획되는, 상기 다공질체를 포함하는 공간과 상기 다공질체를 포함하지 않는 공간을 갖는 폐공간에서, 상기 양쪽 공간의 사이에 압력차를 발생시킴으로써, 상기 부형 공정 및 일체화 공정 중 한쪽 또는 양쪽을 행한다.
본 발명에 관한 성형품의 제조 방법에 의하면, 다공질체의 역학 특성에 변동이 발생할 우려가 없다. 또한, 장식층의 예비 부형 프로세스 및 금형이 불필요해져, 생산성이 우수한 성형품을 얻을 수 있다.
도 1은, 본 발명에 관한 강화 섬유 매트에 있어서의 강화 섬유의 분산 상태의 일례를 나타내는 모식도이다.
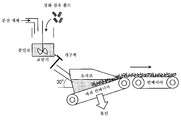
도 2는, 본 발명에 관한 강화 섬유 매트의 제조 장치의 일례를 나타내는 모식도이다.
도 3은, 본 발명에 관한 다공질체의 제조를 설명하는 도면이다.
도 4는, 본 발명에 관한 다공질체의 제조를 설명하는 도면이다.
도 5는, 본 발명에 관한 성형품의 제조를 설명하는 도면이다.
도 6은, 본 발명에 관한 성형품의 제조를 설명하는 도면이다.
도 7은, 본 발명에 관한 성형품의 제조를 설명하는 도면이다.
도 8은, 본 발명에 관한 성형품의 제조를 설명하는 도면이다.
도 2는, 본 발명에 관한 강화 섬유 매트의 제조 장치의 일례를 나타내는 모식도이다.
도 3은, 본 발명에 관한 다공질체의 제조를 설명하는 도면이다.
도 4는, 본 발명에 관한 다공질체의 제조를 설명하는 도면이다.
도 5는, 본 발명에 관한 성형품의 제조를 설명하는 도면이다.
도 6은, 본 발명에 관한 성형품의 제조를 설명하는 도면이다.
도 7은, 본 발명에 관한 성형품의 제조를 설명하는 도면이다.
도 8은, 본 발명에 관한 성형품의 제조를 설명하는 도면이다.
이하, 본 발명에 관한 성형품의 제조 방법에 대하여 설명한다.
본 발명에 관한 성형품의 제조 방법은, 강화 섬유를 갖는 다공질체의 표면에, 장식층을 일체화시켜 얻어지는 성형품의 제조 방법이며, 상기 장식층을 예열하는 예열 공정과, 상기 다공질체를 상기 장식층에 밀어붙이거나, 또는 상기 장식층을 상기 다공질체에 밀어붙여서 상기 장식층을 부형함과 함께, 상기 다공질체와 상기 장식층을 일체화하는 부형 일체화 공정을 포함하는 것을 특징으로 한다.
(다공질체)
본 발명의 성형품에 있어서, 다공질체는 강화 섬유에 더하여, 또한 수지와 공극을 갖는 것이 바람직하다.
본 발명의 다공질체에 있어서, 강화 섬유로서는, 알루미늄, 황동, 스테인리스 등의 금속 섬유, PAN계, 레이온계, 리그닌계, 피치계의 탄소 섬유, 흑연 섬유, 유리 등의 절연성 섬유, 아라미드, PBO, 폴리페닐렌술피드, 폴리에스테르, 아크릴, 나일론, 폴리에틸렌 등의 유기 섬유, 실리콘카바이트, 실리콘나이트라이드 등의 무기 섬유를 예시할 수 있다. 또한, 이들 섬유에 표면 처리가 실시되어 있는 것이어도 된다. 표면 처리로서는, 도전체로서 금속의 피착 처리 이외에도, 커플링제에 의한 처리, 사이징제에 의한 처리, 결속제에 의한 처리, 첨가제의 부착 처리 등이 있다. 또한, 이들 섬유는 1종류를 단독으로 사용해도 되고, 2종류 이상을 병용해도 된다. 그 중에서도, 경량화 효과의 관점에서, 비강도, 비강성이 우수한 PAN계, 피치계, 레이온계 등의 탄소 섬유가 바람직하게 사용된다. 또한, 얻어지는 다공질체의 경제성을 높이는 관점에서는, 유리 섬유가 바람직하게 사용되고, 특히 역학 특성과 경제성의 밸런스로부터 탄소 섬유와 유리 섬유를 병용하는 것이 바람직하다. 또한, 얻어지는 다공질체의 충격 흡수성이나 부형성을 높이는 관점에서는, 아라미드 섬유가 바람직하게 사용되고, 특히 역학 특성과 충격 흡수성의 밸런스로부터 탄소 섬유와 아라미드 섬유를 병용하는 것이 바람직하다. 또한, 얻어지는 다공질체의 도전성을 높이는 관점에서는, 도전성을 갖는 금속을 포함하는 금속 섬유나 니켈이나 구리나 이테르븀 등의 금속을 피복한 강화 섬유를 사용할 수도 있다. 이들 중에서 강도와 탄성률 등의 역학 특성이 우수한 금속 섬유, 피치계 탄소 섬유 및 PAN계 탄소 섬유로 이루어지는 군에서 선택되는 강화 섬유를 보다 바람직하게 사용할 수 있다.
강화 섬유는 불연속이며, 다공질체 중에 랜덤하게 분산되어 있는 것이 바람직하다. 또한 분산 상태가 대략 모노필라멘트상인 것이 보다 바람직하다. 강화 섬유를 이러한 양태로 함으로써, 시트상의 다공질체의 전구체를, 외력을 가하여 성형하는 경우에, 복잡 형상으로의 부형이 용이해진다. 또한, 강화 섬유를 이러한 양태로 함으로써, 강화 섬유에 의해 형성된 공극이 치밀화되고, 다공질체 중에 있어서의 강화 섬유의 섬유 다발 단부에 있어서의 약부(弱部)가 극소화될 수 있기 때문에, 우수한 보강 효율 및 신뢰성에 더하여, 등방성도 부여된다.
여기서, 대략 모노필라멘트상이란, 강화 섬유 단사가 500개 미만인 세섬도 스트랜드로 존재하는 것을 가리킨다. 더욱 바람직하게는 모노필라멘트상, 즉, 단사로서 분산되어 있는 것이다.
여기서, 대략 모노필라멘트상, 또는 모노필라멘트상으로 분산되어 있다는 것은, 다공질체 중에서 임의로 선택한 강화 섬유에 대하여, 그 이차원 배향각이 1° 이상인 단섬유의 비율(이하, 섬유 분산율이라고도 칭함)이 80% 이상인 것을 가리키고, 바꿔 말하면, 다공질체 중에 있어서 단섬유의 2개 이상이 접촉하며 평행한 다발이 20% 미만인 것을 말한다. 따라서, 여기서는, 적어도 강화 섬유에 있어서의 필라멘트수 100개 이하의 섬유 다발의 질량 분율이 100%에 해당하는 것이 특히 바람직하다.
또한, 강화 섬유는 랜덤하게 분산되어 있는 것이, 특히 바람직하다. 여기서, 강화 섬유가 랜덤하게 분산되어 있다는 것은, 다공질체 중에 있어서 임의로 선택한 강화 섬유의 이차원 배향각의 산술 평균값이 30° 이상, 60° 이하의 범위 내에 있는 것을 말한다. 이러한 이차원 배향각이란, 강화 섬유의 단섬유와 이 단섬유와 교차하는 단섬유로 형성되는 각도이며, 교차하는 단섬유끼리가 형성하는 각도 중, 0° 이상 90° 이하의 범위 내에 있는 예각측의 각도라 정의한다.
이 이차원 배향각에 대하여, 도면을 사용하여 재차 설명한다. 도 1의 (a), (b)에 있어서, 단섬유(1a)를 기준으로 하면, 단섬유(1a)는 다른 단섬유(1b 내지 1f)와 교차되어 있다. 여기서, 교차란, 관찰하는 이차원 평면에 있어서, 기준으로 하는 단섬유가 다른 단섬유와 교차하여 관찰되는 상태의 것을 의미하고, 단섬유(1a)와 단섬유(1b 내지 1f)가 반드시 접촉되어 있을 필요는 없고, 투영하여 본 경우에 교차하여 관찰되는 상태에 대해서도 예외는 아니다. 즉, 기준이 되는 단섬유(1a)에 대하여 본 경우, 단섬유(1b 내지 1f)의 모두가 이차원 배향각의 평가 대상이며, 도 1의 (a) 중에 있어서 이차원 배향각은 교차하는 2개의 단섬유가 형성하는 2개의 각도 중, 0° 이상 90° 이하의 범위 내에 있는 예각측의 각도이다.
이차원 배향각을 측정하는 방법으로서는, 특별히 제한은 없지만, 예를 들어 구성 요소의 표면으로부터 강화 섬유의 배향을 관찰하는 방법을 예시할 수 있다. 이차원 배향각의 평균값은 다음 수순으로 측정한다. 즉, 무작위로 선택한 단섬유(도 1에 있어서의 단섬유(1a))에 대하여 교차하고 있는 모든 단섬유(도 1에 있어서의 단섬유(1b 내지 1f))와의 이차원 배향각의 평균값을 측정한다. 예를 들어, 어떤 단섬유에 교차하는 다른 단섬유가 다수인 경우에는, 교차하는 다른 단섬유를 무작위로 20개 선택하여 측정한 산술 평균값을 대용해도 된다. 이 측정을 다른 단섬유를 기준으로 하여 합계 5회 반복하고, 그 산술 평균값을 이차원 배향각의 산술 평균값으로서 산출한다.
강화 섬유가 대략 모노필라멘트상, 또한 랜덤하게 분산되어 있음으로써, 상술한 대략 모노필라멘트상으로 분산된 강화 섬유에 의해 부여되는 성능을 최대한까지 높일 수 있다. 또한, 다공질체에 있어서 역학 특성에 등방성을 부여할 수 있다. 이러한 관점에서, 강화 섬유의 섬유 분산율은 90% 이상인 것이 바람직하고, 100%에 근접할수록 보다 바람직하다. 또한, 강화 섬유의 이차원 배향각의 산술 평균값은, 40° 이상, 50° 이하의 범위 내에 있는 것이 바람직하고, 이상적인 각도인 45°에 가까울수록 바람직하다. 이차원 배향각의 바람직한 범위로서는, 상기한 상한의 어느 값을 상한으로 해도 되고, 상기한 하한의 어느 값을 하한으로 해도 된다.
한편, 강화 섬유가 불연속상의 형태를 취하지 않는 예로서는, 강화 섬유가 1 방향으로 배열되어 이루어지는 시트 기재, 직물 기재 및 논크림프 기재 등이 있다. 이들 형태는, 강화 섬유가 규칙적으로 밀하게 배치되기 때문에, 다공질체 중의 공극이 적어져버려, 수지의 함침이 매우 곤란해지고, 미함침부를 형성하거나, 함침 수단이나 수지종의 선택지를 크게 제한하거나 하는 경우가 있다.
강화 섬유의 형태로서는, 다공질체와 동일한 정도의 길이의 연속성 강화 섬유, 또는 소정 길이로 절단된 유한 길이의 불연속성 강화 섬유 중 어느 것이어도 되지만, 수지를 용이하게 함침시키거나, 그 양을 용이하게 조정할 수 있거나 하는 관점에서는, 불연속성 강화 섬유인 것이 바람직하다.
본 발명의 다공질체에 있어서, 강화 섬유의 질량 평균 섬유 길이가 1mm 이상 15mm 이하의 범위 내에 있는 것이 바람직하다. 이에 의해, 강화 섬유의 보강 효율을 높일 수 있고, 다공질체에 우수한 역학 특성을 부여할 수 있다. 강화 섬유의 질량 평균 섬유 길이가 1mm 이상인 경우, 다공질체 중의 공극을 효율적으로 형성할 수 있기 때문에, 밀도를 낮게 하는 것이 가능해지고, 바꿔 말하면, 동일한 두께이면서 경량의 다공질체를 얻을 수 있으므로 바람직하다. 한편, 강화 섬유의 질량 평균 섬유 길이가 15mm 이하인 경우에는, 다공질체 중에서 강화 섬유가, 자중에 의해 굴곡되기 어려워져, 역학 특성의 발현을 저해하지 않기 때문에 바람직하다. 질량 평균 섬유 길이는, 다공질체의 수지 성분을 소실(燒失)이나 용출 등의 방법에 의해 제거하고, 남은 강화 섬유로부터 무작위로 400개를 선택하여, 그 길이를 10㎛ 단위까지 측정하고, 그들의 질량 평균 섬유 길이로서 산출할 수 있다.
강화 섬유는 부직포상의 형태를 취하는 것이, 강화 섬유에의 수지의 함침 용이함의 관점에서 바람직하다. 또한, 강화 섬유가 부직포상의 형태를 갖고 있음으로써, 부직포 자체의 핸들링성의 용이함에 더하여, 일반적으로 고점도가 되는 열가소성 수지의 경우에 있어서도 함침을 용이한 것으로 할 수 있기 때문에 바람직하다. 여기서, 부직포상의 형태란, 강화 섬유의 스트랜드 및/또는 모노필라멘트가 규칙성 없이 면상으로 분산된 형태를 가리키고, 촙드 스트랜드 매트, 컨티뉴언스 스트랜드 매트, 초지 매트, 카딩 매트, 에어레이드 매트 등을 예시할 수 있다(이하, 이들을 통합하여 강화 섬유 매트라고 칭함).
본 발명의 다공질체에 있어서, 수지로서는, 열가소성 수지나 열경화성 수지를 예시할 수 있다. 또한, 본 발명에 있어서는, 열경화성 수지와 열가소성 수지가 블렌드되어 있어도 된다. 수지는, 다공질체 및 다공질체의 전구체를 구성하는 매트릭스 수지가 된다.
본 발명에 있어서의 하나의 형태에 있어서, 수지는 적어도 1종류 이상의 열가소성 수지를 포함하는 것이 바람직하다. 열가소성 수지로서는, 「폴리에틸렌테레프탈레이트(PET), 폴리부틸렌테레프탈레이트(PBT), 폴리트리메틸렌테레프탈레이트(PTT), 폴리에틸렌나프탈레이트(PEN), 액정 폴리에스테르 등의 폴리에스테르, 폴리에틸렌(PE), 폴리프로필렌(PP), 폴리부틸렌 등의 폴리올레핀, 폴리옥시메틸렌(POM), 폴리아미드(PA), 폴리페닐렌술피드(PPS) 등의 폴리아릴렌술피드, 폴리케톤(PK), 폴리에테르케톤(PEK), 폴리에테르에테르케톤(PEEK), 폴리에테르케톤케톤(PEKK), 폴리에테르니트릴(PEN), 폴리테트라플루오로에틸렌 등의 불소계 수지, 액정 폴리머(LCP)」 등의 결정성 수지, 「스티렌계 수지 외에도, 폴리카르보네이트(PC), 폴리메틸메타크릴레이트(PMMA), 폴리염화비닐(PVC), 폴리페닐렌에테르(PPE), 폴리이미드(PI), 폴리아미드이미드(PAI), 폴리에테르이미드(PEI), 폴리술폰(PSU), 폴리에테르술폰, 폴리아릴레이트(PAR)」 등의 비정질성 수지, 그 밖에도 페놀계 수지, 페녹시 수지, 또한 폴리스티렌계, 폴리올레핀계, 폴리우레탄계, 폴리에스테르계, 폴리아미드계, 폴리부타디엔계, 폴리이소프렌계, 불소계 수지 및 아크릴로니트릴계 등의 열가소 엘라스토머 등이나, 이들의 공중합체 및 변성체 등으로 선택되는 열가소성 수지를 예시할 수 있다. 그 중에서도, 얻어지는 다공질체의 경량성의 관점에서는 폴리올레핀이 바람직하고, 강도의 관점에서는 폴리아미드가 바람직하고, 표면 외관의 관점에서 폴리카르보네이트나 스티렌계 수지와 같은 비정질성 수지가 바람직하고, 내열성의 관점에서 폴리아릴렌술피드가 바람직하고, 연속 사용 온도의 관점에서 폴리에테르에테르케톤이 바람직하고, 또한 내약품성의 관점에서 불소계 수지가 바람직하게 사용된다.
본 발명에 있어서의 하나의 형태에 있어서, 수지는 적어도 1종류 이상의 열경화성 수지를 포함하는 것이 바람직하다. 열경화성 수지로서는, 불포화 폴리에스테르, 비닐에스테르, 에폭시 수지, 페놀 수지, 우레아 수지, 멜라민 수지, 열경화성 폴리이미드, 이들의 공중합체, 변성체 및 이들의 적어도 2종류를 블렌드한 수지를 예시할 수 있다.
또한, 본 발명의 목적을 손상시키지 않는 범위에서, 본 발명에 관한 다공질체는 수지의 성분의 하나로서, 엘라스토머 또는 고무 성분 등의 내충격성 향상제, 다른 충전재나 첨가제를 함유해도 된다. 충전재나 첨가제의 예로서는, 무기 충전재, 난연제, 도전성 부여제, 결정 핵제, 자외선 흡수제, 산화 방지제, 제진제, 항균제, 방충제, 방취제, 착색 방지제, 열 안정제, 이형제, 대전 방지제, 가소제, 활제, 착색제, 안료, 염료, 발포제, 제포제 또는 커플링제를 예시할 수 있다.
본 발명의 다공질체는 공극을 갖는다. 본 발명에 있어서의 공극이란, 수지에 의해 피복된 강화 섬유가 주상의 지지체가 되고, 그것이 중첩되거나, 또는 교차함으로써 형성된 공간을 가리킨다. 예를 들어 강화 섬유에 수지가 미리 함침된 다공질체의 전구체를 가열하여 다공질체를 얻는 경우, 가열에 수반하는 수지의 용융 내지 연화에 의해, 강화 섬유가 기모됨으로써 공극이 형성된다. 이것은, 다공질체의 전구체에 있어서, 가압에 의해 압축 상태로 되어 있던 내부의 강화 섬유가, 그의 탄성률에서 유래하는 기모력에 의해 기모되는 성질에 기초한다. 공극은 적어도 두께 방향으로 연속되어 있다.
본 발명의 다공질체는, 강화 섬유의 체적 함유율(%)이 0.5 내지 55체적%, 수지의 체적 함유율(%)이 2.5 내지 85체적%, 공극의 체적 함유율(%)이 10 내지 97체적%인 것이 바람직하다.
다공질체에 있어서, 강화 섬유의 체적 함유율이 0.5체적% 이상인 경우, 강화 섬유에서 유래하는 보강 효과를 충분한 것으로 할 수 있으므로 바람직하다. 한편, 강화 섬유의 체적 함유율이 55체적% 이하인 경우에는, 강화 섬유에 대한 수지의 체적 함유율이 상대적으로 많아지고, 다공질체 중의 강화 섬유끼리를 결착하고, 강화 섬유의 보강 효과를 충분한 것으로 할 수 있기 때문에, 다공질체의 역학 특성, 특히 굽힘 특성을 만족할 수 있으므로 바람직하다.
다공질체에 있어서, 수지의 체적 함유율이 2.5체적% 이상인 경우, 다공질체 중의 강화 섬유끼리를 결착하여, 강화 섬유의 보강 효과를 충분한 것으로 할 수 있고, 다공질체의 역학 특성, 특히 굽힘 탄성률을 만족할 수 있으므로 바람직하다. 한편, 수지의 체적 함유율이 85체적% 이하이면, 공극의 형성을 저해하지 않기 때문에 바람직하다.
다공질체에 있어서, 강화 섬유는 수지에 피복되어 있으며, 피복되어 있는 수지의 두께(피복 두께)가 1㎛ 이상, 15㎛ 이하의 범위 내에 있는 것이 바람직하다. 수지에 피복된 강화 섬유의 피복 상태는, 적어도 다공질체를 구성하는 강화 섬유의 단섬유끼리의 교차하는 점이 피복되어 있으면, 다공질체의 형상 안정성이나, 두께 제어의 용이함 및 자유도의 관점에서 충분하지만, 더욱 바람직한 양태로 하면, 수지는, 강화 섬유의 주위에, 상술한 두께로 피복된 상태인 것이 바람직하다. 이 상태는, 강화 섬유의 표면이 수지에 의해 노출되지 않은, 바꿔 말하면, 강화 섬유가 수지에 의해 전선상의 피막을 형성하고 있는 것을 의미한다. 이것에 의해, 다공질체는, 또한 형상 안정성을 가짐과 함께, 역학 특성의 발현을 충분한 것으로 한다. 또한, 수지에 피복된 강화 섬유의 피복 상태는, 그 강화 섬유의 모두에 있어서 피복되어 있을 필요는 없고, 본 발명에 관한 다공질체의 형상 안정성이나, 굽힘 탄성률, 굽힘 강도를 손상시키지 않는 범위 내이면 된다.
다공질체에 있어서, 공극의 체적 함유율은, 10체적% 이상 97체적% 이하의 범위 내인 것이 바람직하다. 공극의 함유율이 10체적% 이상임으로써, 다공질체의 밀도가 낮아지므로 경량성을 만족할 수 있기 때문에 바람직하다. 한편, 공극의 함유율이 97체적% 이하인 경우에는, 바꿔 말하면, 강화 섬유의 주위에 피복된 수지의 두께가 충분한 것이 되는 점에서, 다공질체 중에 있어서의 강화 섬유끼리의 보강을 충분히 행할 수 있어, 역학 특성이 높아지므로 바람직하다. 공극의 체적 함유율의 상한값은 97체적%인 것이 바람직하다. 본 발명에 있어서, 체적 함유율은 다공질체를 구성하는 강화 섬유와, 수지와 공극의 각각의 체적 함유율의 합계를 100체적%로 한다.
다공질체에 있어서, 공극은, 다공질체의 전구체의 수지의 점도를 저하시킴으로써, 강화 섬유가 기모되고, 원래 상태로 복귀되려고 하는 복원력에 의해 형성된다. 이에 의해 강화 섬유는 수지(열가소성 수지 또는 열경화성 수지)를 통해 결합함으로써, 보다 견고한 압축 특성과 다공질체의 형상 유지성을 발현하는 점에서 바람직하다.
다공질체의 밀도 ρ는 0.9g/cm3 이하인 것이 바람직하다. 다공질체의 밀도 ρ가 0.9g/cm3 이하인 경우, 다공질체로 한 경우의 질량이 감소되는 것을 의미하고, 결과, 제품으로 한 경우의 질량의 경량화에 공헌하게 되므로 바람직하다. 보다 바람직하게는 0.7g/cm3 이하, 더욱 바람직하게는 0.5g/cm3 이하이다. 밀도의 하한에 대하여는 제한을 두지 않지만, 일반적으로 강화 섬유와 수지를 갖는 다공질체에서는, 그의 구성 성분인 강화 섬유, 수지 및 공극 각각의 체적 비율로부터 산출되는 값이 하한이 될 수 있다. 본 발명에 관한 성형품에 있어서는, 다공질체 자체의 밀도는 사용하는 강화 섬유나 수지에 따라서 다르지만, 다공질체의 역학 특성을 유지한다는 관점에서, 0.03g/cm3 이상인 것이 바람직하다.
다공질체의 JIS K7220으로 측정되는 50% 압축 시의 압축 강도는, 1MPa 이상인 것이 바람직하다. 압축 강도가 1MPa 이상임으로써, 다공질체는 형상 유지성이 우수하기 때문에, 장식층에 다공질체를 밀어붙이거나, 또는 장식층을 다공질체에 밀어붙여서, 장식층을 부형할 수 있다. 압축 강도는 1MPa 이상이면 실용상 문제가 없지만, 바람직하게는 3MPa 이상이다.
또한, 다공질체의 표면 조도 Ra1은 200㎛ 이하인 것이 바람직하다. 다공질체의 표면 조도 Ra1을 200㎛ 이하로 함으로써, 성형품의 표면 조도 Ra2를 원하는 범위로 하는 것이 가능해진다. 장식층과 다공질체의 부착성을 견고하게 하는 관점에서, 기계적인 앵커링의 형성을 용이하게 하기 위해서 10㎛ 이상인 것이 바람직하고, 보다 바람직하게는 30㎛ 이상, 더욱 바람직하게는 50㎛ 이상이다.
다공질체의 공극은, 적어도 두께 방향으로 연속되어 있는 것이 바람직하다. 공극이 두께 방향으로 연속됨으로써, 다공질체는 통기성을 가질 수 있다. 다공질체가 통기성을 갖는 경우, 다공질체와 장식층을 일체화할 때, 다공질체의 장식층과 접하는 면과 반대측으로부터 감압하여 일체화할 수 있다. 이러한 방법의 경우, 다공질체를 통해(다공질체 내의 공극을 통해) 감압하여 일체화되기 때문에, 장식층의 다공질체에 대한 부착성을 향상시킬 수 있다.
(장식층)
본 발명의 성형품에 있어서 장식층이란, 성형품을 최종 제품으로서 제공 가능하게 하는 것을 목적으로 한 의장성을 부여하는 필름상을 포함하는 층이다. 필름상의 것으로서는, 수지제, 금속제, 목재 등을 들 수 있다. 그 중에서도, 수지제의 필름이 바람직하고, 인쇄 도장, 진공 증착, 착색 등으로 장식된 수지 필름이 보다 바람직하다.
장식층의 베이스가 되는 수지는, 열가소성 수지를 사용할 수 있다. 열가소성 수지로서는, 특별히 한정되는 것은 아니지만, 폴리에틸렌테레프탈레이트(PET), 아크릴 수지(MMA), 폴리카르보네이트(PC), 폴리올레핀(PO), 아크릴로니트릴부타디엔스티렌 수지(ABS) 등 임의의 열가소성 수지를 사용할 수 있다. 또한, 장식층을 형성하는 수지 필름은, 단일층뿐만 아니라, 예를 들어 MMA/PC, MMA/PC/MMA 등, 복수층 갖는 수지 필름도 사용할 수 있다. 또한 다공질체를 구성하는 열가소성 수지와 마찬가지로 선택할 수 있다.
장식층은 상기 수지에 더하여, 목적에 따라서 첨가제를 갖고 있어도 된다.
첨가제는, 첨가제로서는 특별히 한정은 되지 않지만, 성형품에 대하여, 착색 그리고 펄감이나 메탈릭감을 비롯한 의장성을 부여하는 것을 목적으로 하여 첨가된다.
또한, 첨가제로서는, 안료나 글래스 비즈 등을 들 수 있다. 구체적으로는 아조 안료, 프탈로시아닌 블루 등의 유기 안료, 알루미늄, 놋쇠 등의 금속 분말을 포함하는 금속 안료, 산화크롬, 코발트 블루 등의 무기 안료를 들 수 있다. 그 중에서도, 내열성의 관점에서 금속 안료, 무기 안료가 바람직하다. 또한, 강화 섬유가 탄소 섬유나 아라미드 섬유 등 농색(濃色)인 경우에는, 굴절률이 다른 구조를 2층 이상 갖는 안료가 바람직하게 사용된다. 예를 들어, 산화티타늄이나 산화철으로 피복한 천연 마이카, 인공 마이카, 알루미나 플레이크, 실리카 플레이크, 유리 플레이크다. 이러한 층 구조로 함으로써, 가시광 영역의 광 간섭, 회절, 산란과 같은 광학 현상에 의해 발색시킬 수 있다. 광의 간섭, 회절, 산란과 같은 광학 현상을 이용하면, 특정 파장의 광 반사에 의해 발색할 수 있기 때문에, 농색의 강화 섬유를 사용한 경우에, 바람직하게 사용된다.
또한, 장식층 및 성형품의 질량 증가를 억제하는 관점에서, 중공 형상의 첨가제를 사용할 수도 있다. 중공 형상의 첨가제로서는, 중공 유리 비즈나 포러스 수지 입자 등이 경량화의 점에서 바람직하다.
첨가제는 구상, 섬유상, 플레이크상의 형태이면 된다. 첨가 시의 최대 치수는 200㎛ 이하인 것이 바람직하다. 여기서, 첨가제의 최대 치수란, 첨가제의 1차 입자의 최대 치수 또는 첨가제가 응집하거나 하는 경우에는 2차 입자의 최대 치수를 의미하는 것이다. 첨가제의 최대 치수가 200㎛ 이하임으로써, 장식층의 표면이 평활해지고, 의장성이 향상된다. 첨가제의 최대 치수는, 전자 현미경을 사용하여 첨가제를 관찰하고, 치수가 적어도 1㎛ 단위까지 측정 가능한 화상이 되게 확대한 화상으로부터, 무작위로 임의의 100개의 첨가제를 선택하고, 각각의 첨가제의 외측 윤곽선 상의 임의의 2점을, 그 거리가 최대가 되도록 선택하였을 때의 길이를 최대 길이로 하여 계측한 값의 평균값이다.
첨가제의 최대 치수는, 보다 바람직하게는 150㎛ 이하이고, 더욱 바람직하게는 100㎛ 이하이다. 첨가제의 최대 치수의 하한은, 1㎛ 이상이 바람직하고, 더욱 바람직하게는 5㎛ 이상이며, 보다 바람직하게는 10㎛ 이상이다.
(성형품)
본 발명의 성형품에 있어서, 장식층의 두께는 10㎛ 이상 500㎛ 이하인 것이 바람직하다. 두께가 10㎛보다 얇은 경우, 부형 일체화 공정에 있어서 장식 필름을 장식층에 부형하였을 때, 장식층이 형상을 유지하는 것이 곤란해지는 경우가 있다. 또한, 두께를 500㎛보다 두껍게 한 경우, 평활한 면이나 의장성이 우수한 면을 형성은 가능하지만, 성형품의 질량이 증가되어버려, 성형품의 경량성을 발언하는 것이 곤란해진다. 더욱 바람직하게는, 장식층의 두께는 50㎛ 이상 400㎛ 이하이다.
본 발명의 성형품에 있어서, 성형품의 장식층의 표면 조도 Ra2는, 100㎛ 이하인 것이 바람직하다. 표면 조도 Ra2가 100㎛ 이하임으로써, 표면이 평활해지고, 보다 바람직하게는 50㎛ 이하, 더욱 바람직하게는 30㎛ 이하로 함으로써, 보다 우수한 의장성을 갖는 성형품을 얻을 수 있다.
본 발명의 성형품에 있어서, 밀도 ρ는 1.0g/cm3 이하인 것이 바람직하다. 성형품의 밀도 ρ가 1.0g/cm3 이하인 경우, 성형품의 질량이 감소, 즉, 제품으로 한 경우의 질량의 경량화에 공헌하게 되므로 바람직하다. 보다 바람직하게는 0.8g/cm3 이하, 더욱 바람직하게는 0.6g/cm3 이하이다. 밀도의 하한에 대하여는 제한을 두지 않지만, 일반적으로 강화 섬유와 수지를 갖는 다공질체와, 주로 수지를 포함하는 장식층을 갖는 성형품에서는, 그의 구성 성분인 강화 섬유, 수지 및 공극 각각의 체적 비율로부터 산출되는 값이 하한이 될 수 있다. 본 발명에 관한 성형품에 있어서는, 성형품의 밀도는, 사용하는 강화 섬유나 수지에 따라서 다르지만, 성형품의 역학 특성을 유지한다는 관점에서, 0.05g/cm3 이상인 것이 바람직하다.
(다공질체의 제조)
다공질체의 전구체 및 다공질체의 제조 방법에 대하여 설명한다.
전구체를 제조하는 방법으로서는, 강화 섬유 매트에 용융 내지 연화된 상태의 수지를 가압 또는 감압하는 방법을 들 수 있다. 구체적으로는, 강화 섬유 매트의 두께 방향의 양측 및/또는 중심으로부터 수지를 배치한 적층물을, 가열, 가압하여 수지를 용융 함침시키는 방법을 제조의 용이함의 관점에서 바람직하게 예시할 수 있다.
다공질체를 구성하는 강화 섬유 매트의 제조 방법으로서는, 예를 들어 강화 섬유를 미리 스트랜드 및/또는 대략 모노필라멘트상으로 분산하여 강화 섬유 매트를 제조하는 방법이 있다. 강화 섬유 매트의 제조 방법으로서는, 강화 섬유를 공기류로 분산 시트화하는 에어레이드법이나, 강화 섬유를 기계적으로 빗으면서 형상을 정돈하여 시트화하는 카딩법 등의 건식 프로세스, 강화 섬유를 수 중에서 교반하여 초지하는 래드라이트법에 의한 습식 프로세스를 공지 기술로서 들 수 있다. 강화 섬유를 보다 모노필라멘트상에 근접시키는 수단으로서는, 건식 프로세스에 있어서는, 개섬 바를 마련하는 방법이나 또한 개섬 바를 진동시키는 방법, 또한 카드의 눈을 미세하게 하는 방법이나, 카드의 회전 속도를 조정하는 방법 등을 예시할 수 있다. 습식 프로세스에 있어서는, 강화 섬유의 교반 조건을 조정하는 방법, 분산액의 강화 섬유 농도를 희박화하는 방법, 분산액의 점도를 조정하는 방법, 분산액을 이송시킬 때에 와류를 억제하는 방법 등을 예시할 수 있다. 특히, 강화 섬유 매트는 습식 프로세스로 제조하는 것이 바람직하고, 투입 섬유의 농도를 증가시키거나, 분산액의 유속(유량)과 메쉬 컨베이어의 속도를 조정하거나 함으로써 강화 섬유 매트의 강화 섬유의 비율을 용이하게 조정할 수 있다. 예를 들어, 분산액의 유속에 대하여 메쉬 컨베이어의 속도를 느리게 함으로써, 얻어지는 강화 섬유 매트중의 섬유의 배향이 인취 방향으로 향하기 어려워져, 부피가 큰 강화 섬유 매트를 제조 가능하다. 강화 섬유 매트는 강화 섬유 단체로 구성되어 있어도 되고, 강화 섬유가 분말 형상이나 섬유 형상의 매트릭스 수지 성분과 혼합되어 있거나, 강화 섬유가 유기 화합물이나 무기 화합물과 혼합되어 있거나, 강화 섬유끼리가 수지 성분으로 눈메우기 되어 있어도 된다.
상기 각 방법을 실현하기 위한 설비로서는, 압축 성형기나 더블 벨트 프레스를 적합하게 사용할 수 있다. 배치식의 경우에는 전자이며, 가열용과 냉각용의 2기 이상을 병렬한 간헐식 프레스 시스템으로 함으로써 생산성의 향상이 도모된다. 연속식의 경우에는 후자이며, 연속적인 가공을 용이하게 행할 수 있으므로 연속 생산성이 우수하다.
계속해서, 전구체를 팽창시켜 다공질체로 성형하는 공정으로서는, 특별히 한정은 되지 않지만, 다공질체를 구성하는 수지의 점도를 저하시킴으로써 다공질체로 성형하는 것이 바람직하다. 수지의 점도를 저하시키는 방법으로서는, 전구체를 가열하는 것이 바람직하다. 가열 방법에 대하여는, 특별히 한정되지 않지만, 원하는 온도로 설정한 금형이나 열판 등에 접촉시켜 가열하는 방법이나, 히터 등을 사용한 비접촉 상태에서 가열하는 방법을 들 수 있다. 다공질체를 구성하는 수지로서 열가소성 수지를 사용하는 경우, 융점 또는 연화점 이상으로 가열하면 되고, 열경화성 수지를 사용하는 경우, 경화 반응이 개시되는 온도보다 낮은 온도에서 가열한다.
다공질체의 두께 제어를 행하는 방법으로서는, 가열되는 전구체를 목적으로 하는 두께로 제어할 수 있다면 방법에 의존하지 않지만, 금속판 등을 사용하여 두께를 구속하는 방법, 전구체에 부여하는 압력에 의해 두께 제어하는 방법 등이 제조의 간편함의 관점에서 바람직한 방법으로서 예시된다. 상기 방법을 실현하기 위한 설비로서는, 압축 성형기나 더블 벨트 프레스를 적합하게 사용할 수 있다. 배치식의 경우에는 전자이며, 가열용과 냉각용의 2기 이상을 병렬한 간헐식 프레스 시스템으로 함으로써 생산성의 향상이 도모된다. 연속식의 경우에는 후자이며, 연속적인 가공을 용이하게 행할 수 있기 때문에 연속 생산성이 우수하다.
(성형품의 제조)
다공질체에 장식층을 형성하는 방법으로서는, 특별히 한정은 되지 않지만, 수지 필름 등의 장식층을 금형 내에 배치하고, 다공질체를 투입하는 인몰드 성형이나 수지 필름 등의 장식층을 다공질체에 밀어붙이거나, 또는 다공질체를 장식층에 밀어붙이는 아웃 몰드 성형을 들 수 있다. 본 발명에서 특히 사용되는 방법은, 아웃 몰드 성형이다. 도 5는, 본 발명에 관한 장식층으로서 수지 필름을 사용한 성형품의 제조를 설명하는 도면이다. 본 발명의 성형품의 제조 방법에서는, 먼저, 장식층(8)을 예열한다(예열 공정). 장식층(8)의 예열 온도는, 사용하는 수지 필름의 종류에 따라서 상이하지만, 장식층(8)이 부형 가능한 온도이면 된다. 장식층(8)의 예열 온도는, 바람직하게는 100℃ 이상이다. 또한, 성형품의 수지와 장식층의 수지가 동일종인 경우, 수지의 융점 또는 연화점 이상으로 가열함으로써, 다공질체(7)와 장식층(8)을 열 용착할 수 있어, 접착성이 향상된다. 장식층(8)의 예열은 온도 조정 가능한 로 등에서 행할 수 있다. 도 5의 (a)에서는, 온도 조정 가능한 로(10) 내에 장식층(8) 및 판상의 다공질체(7)를 배치하여, 장식층(8) 및 다공질체(7)를 예열한다.
다공질체(7)의 예열은 반드시 행할 필요는 없지만, 장식층(8)의 부형성, 다공질체(7)와의 접착성을 향상시킬 수 있으므로, 다공질체(7)를 예열하는 것이 바람직하다. 이 때, 다공질체(7)를, 상기한 예열 공정에서의 장식층(8)의 예열 온도 이하의 온도로 예열하는 것이 바람직하다. 장식층(8)의 예열 온도를 다공질체(7)의 예열 온도보다 높게 할 경우에는, 도 5의 (b)에 나타내는 바와 같이, IR 히터(9) 등에 의해 행할 수 있다. 한편, 다공질체(7)의 온도를 장식층(8)의 예열 온도 이하로 예열하는 방법으로서는, 도 5에 도시한 바와 같이 IR 히터(9)로부터 다공질체(7)까지의 거리를 장식층보다도 먼 위치에 배치하는 방법이나 다공질체(7)가 존재하는 로 내를 장식층(8)이 예열되는 온도보다도 낮은 온도로 설정하는 등을 들 수 있다.
계속해서, 다공질체(7)를 장식층(8)에 밀어붙이거나, 또는 장식층(8)을 다공질층(7)에 밀어붙여서 장식층(8)을 부형함과 함께, 다공질체(7)와 장식층(8)을 일체화한다(부형 일체화 공정). 장식층(8)을 다공질체(7)에 밀어붙이는 방법으로서는, 특별히 한정되지 않지만, 예를 들어 도 5의 (c)에 나타내는 바와 같이 물리적으로 위치를 이동시켜 밀어붙이는 방법이나, 폐공간인 로(10)에 있어서, 장식층(8)을 경계로 하여 구획되는 다공질체(7)를 포함하는 공간과 다공질체(7)를 포함하지 않는 공간 사이에 압력차를 발생시켜 밀어붙여도 된다. 압력차를 발생시켜 밀어붙이는 경우의 예로서는, 도 7의 (c)에 나타내는 바와 같이, 다공질체(7)와 장식층(8) 사이의 공간을 진공 상태로 하여 밀어붙이는 방법, 장식층(8)을 끼워서 다공질체(7)와 반대측의 공간에 압축 공기를 보내어 다공질체(7)에 장식층(8)을 밀어붙이는 방법 등이 있다. 이 때, 진공 상태와 가압 상태를 조합해도 되고, 압축 공기 대신에 물이나 기름 등의 용매를 사용해도 된다. 이와 같이, 폐공간에 있어서 장식층(8)을 경계로 한 각 공간에 압력차를 발생시킴으로써 장식층(8)을 다공질체(7)로 부형함으로써, 보다 복잡한 형상으로의 부형성을 향상시킬 수 있기 때문에 바람직하다. 마찬가지로 장식층(8)을 경계로 한 양쪽 공간에 압력차를 발생시킴으로써, 장식층(8)이 다공질체(7)에 침입하기 쉬워져, 다공질체(7)와 장식층(8)의 일체화도 강고해지기 때문에 바람직하다. 장식층(8)을 경계로 한 양쪽 공간에 압력차를 발생시킴으로써, 부형 또는 일체화 중 어느 한쪽 또는 양쪽을 행하는 것이 보다 바람직하고, 장식층(8)을 경계로 한 양쪽 공간에 압력차를 발생시킴으로써, 부형함과 함께 다공질체와 장식층을 일체화하는 것이 더욱 바람직하다. 또한, 상기 양쪽 공간의 압력차에 의해 상기 일체화를 행하는 경우에도, 후술하는 방법으로 일체화를 보다 견고하게 해도 된다.
도 6의 (c)에서는, 다공질체(7)를 장식층(8)에 밀어붙여서 장식층(8)을 반구상으로 부형하고 있지만, 장식층(8)을 다공질체(7)에 밀어붙여서 장식층(8)을 반구상으로 부형해도 된다. 부형 일체화 공정에 있어서의 밀어붙임력은, 장식층(8) 및 다공질체(7)의 예열 온도에 의해 적절히 선택하면 되지만, 1KN 이하인 것이 바람직하다. 밀어붙임력의 하한에 대하여는 특별히 한정되지 않지만, 장식층(8)을 형상 부형하는 관점에서 1N 이상인 것이 바람직하고, 10N 이상인 것이 보다 바람직하다. 부형 일체화 공정에 있어서, 장식층(8)이 다공질체(7)에 침입하는 것이 바람직하다. 이러한 상태로 함으로써, 앵커링이나 다공질체(7)와 장식층(8)이 접하는 표면적이 증가하여, 접착성이 향상된다. 이 때, 장식층(8)이 다공질체(7)에 침입되어 있는 깊이는 특별히 한정되지 않지만, 다공질체의 두께 방향의 길이로서 30㎛ 이상이 바람직하고, 50㎛ 이상이 보다 바람직하고, 100㎛ 이상이 더욱 바람직하다.
또한, 부형 일체화 공정에 있어서, 로(10) 내를 감압하거나 하면서 장식층(8)을 부형하고, 다공질체(7)와 일체화시키는 것이 바람직하다. 감압 하에서 부형 일체화함으로써, 장식층(8)에 다공질체(7)의 강화 섬유가 침입하면 그 앵커링 효과로 다공질체(7)와 장식층(8)의 접착성이 향상된다. 이 때, 장식층(8)에 강화 섬유가 침입되어 있는 길이에 대해서는 특별히 한정은 되지 않지만, 10㎛ 이상이 바람직하고, 30㎛ 이상이 보다 바람직하고, 50㎛ 이상이 더욱 바람직하다. 또한, 장식층(8)에 침입하는 강화 섬유의 상태는 특별히 한정되지 않지만, 강화 섬유의 전체 길이의 10% 이상이 침입되어 있는 것이 바람직하고, 20% 이상이 침입되어 있는 것이 보다 바람직하다. 또한, 다공질체(7)의 장식층(8)과 접하는 면측과 반대측으로부터 감압하는 것이, 더욱 바람직하다. 감압의 방법에 대하여는 특별히 한정은 되지 않지만, 진공 펌프 등을 가동시킴으로써 감압하는 방법이나, 폐공간에 인접하는 공간을 감압 상태로 해두고, 폐공간과의 접속을 개통함으로써 감압하는 방법 등을 예시할 수 있다. 안정된 감압을 행하는 관점에서, 후자의 방법이 바람직하다. 장식층의 부형성이나 다공질체와의 일체화를 높이는 관점에서는, 감압의 정도를 급격하게 변화시켜 장식층이 용이하게 변형 가능한 상태에서 부형 공정 및 일체화 공정 중 한쪽 또는 양쪽을 행하는 것이 바람직하다. 경량성 등을 고려하여 두께가 얇은 장식층을 깨지지 않게 형성하는 관점에서는, 감압의 정도를 완만하게 변화시켜 부형 공정 및 일체화 공정 중 한쪽 또는 양쪽을 행하는 것이 바람직하다. 이들 감압은, 다공질체의 형상이나 장식층에 사용하는 수지의 종류나 두께에 따라서 적절히 설정할 수 있다. 다공질체(7)측으로부터 감압함으로써, 다공질체(7)와 장식층(8)의 접착성을 더욱 향상시킬 수 있다.
본 발명에 있어서, 장식층(8)의 부형과, 장식층(8)과 다공질체(7)의 일체화를 동시에 행하는 것이 바람직하지만, 다공질체를 장식층에 밀어붙이거나, 또는 장식층을 다공질층에 밀어붙여서 장식층을 부형하는 부형 공정 후, 다공질체와 장식층을 일체화시켜도 된다. 일체화의 방법으로서는, 특별히 한정은 되지 않지만, 접착제를 사용하는 방법, 열 용착 방법을 들 수 있다. 그 중에서도, 열 용착법쪽이 바람직하고, 진동 용착법, 초음파 용착법, 레이저 용착법, 열판 용착법 등을 예시할 수 있다. 접착성이나 공정의 간이성의 관점에서, 초음파 용착법 및 열판 용착법이 바람직하게 사용된다.
이상과 같이 하여 제조한 본 발명의 성형품은, 예를 들어 「개인용 컴퓨터, 디스플레이, OA 기기, 휴대 전화, 휴대 정보 단말기, PDA(전자 수첩 등의 휴대 정보 단말기), 비디오 카메라, 광학 기기, 오디오, 에어컨, 조명 기기, 오락용품, 완구 용품, 기타 가전 제품 등의 하우징, 트레이, 섀시, 내장 부재, 진동판, 스피커 콘, 또는 그의 케이스」 등의 전기, 전자 기기 부품, 「스피커 콘」 등의 음향 부재, 「각종 멤버, 각종 프레임, 각종 힌지, 각종 암, 각종 차축, 각종 차륜용 베어링, 각종 빔」, 「후드, 루프, 도어, 펜더, 트렁크 리드, 사이드 패널, 리어 엔드 패널, 프론트 보디, 언더 보디, 각종 필러, 각종 멤버, 각종 프레임, 각종 빔, 각종 서포트, 각종 레일, 각종 힌지」 등의 외판 또는 보디 부품, 「범퍼, 범퍼 빔, 몰, 언더 커버, 엔진 커버, 정류판, 스포일러, 카울 루버, 에어로 부품」 등의 외장 부품, 「인스트루먼트 패널, 시트 프레임, 도어 트림, 필러 트림, 핸들, 각종 모듈」 등의 내장 부품, 또는 「모터 부품, CNG 탱크, 가솔린 탱크」 등의 자동차, 이륜차용 구조 부품, 「배터리 트레이, 헤드 램프 서포트, 페달 하우징, 프로텍터, 램프 리플렉터, 램프 하우징, 노이즈 실드, 스페어 타이어 커버」 등의 자동차, 이륜차용 부품, 「차음벽, 방음벽 등의 벽내 부재」 등의 건축재, 「랜딩 기어 포드, 윙렛, 스포일러, 엣지, 래더, 엘리베이터, 페일링, 리브, 시트」 등의 항공기용 부품에 적합하게 사용할 수 있다. 역학 특성 및 형상 부형성의 관점에서는, 자동차 내외장, 전기·전자 기기 하우징, 자전거, 스포츠용품용 구조재, 항공기 내장재, 수송용 상자체, 건축재에 바람직하게 사용된다.
실시예
이하, 실시예에 의해 본 발명을 더욱 상세하게 설명한다.
(1) 다공질체에 있어서의 강화 섬유의 체적 함유율 Vf
다공질체로부터 시험편을 잘라내어, 질량 Ws를 측정한 후, 시험편을 공기 중 500℃에서 30분간 가열하여 수지 성분을 연소 제거하고, 남은 강화 섬유의 질량 Wf를 측정하여, 다음 식에 의해 산출하였다. 이 때, 강화 섬유 및 수지의 밀도는 JIS Z8807(2012)의 액중 칭량법을 따라서 측정한 결과를 사용한다.
Vf(체적%)=(Wf/ρf)/{Wf/ρf+(Ws-Wf)/ρr}×100
ρf: 강화 섬유의 밀도(g/cm3)
ρr: 수지의 밀도(g/cm3)
(2) 다공질체의 밀도 ρ
다공질체로부터 시험편으로서 잘라내고, JIS K7222(2005)을 참고로 하여 다공질체의 겉보기 밀도를 측정하였다. 시험편의 치수는 세로 100mm, 가로 100mm로 하였다. 시험편의 세로, 가로, 두께를 마이크로미터로 측정하고, 얻어진 값으로부터 시험편의 체적 V를 산출하였다. 또한, 잘라낸 시험편의 질량 M을 전자 천칭에서 측정하였다. 얻어진 질량 M 및 체적 V를 다음 식에 대입함으로써 다공질체의 밀도 ρ를 산출하였다.
ρ[g/cm3]=M[g]/V[cm3]
(3) 성형품의 밀도 ρm
성형품으로부터 다공질체 및 장식층을 포함하는 부분을 시험편으로서 잘라내고, (2) 다공질체의 밀도 ρ와 마찬가지로 하여 성형품의 겉보기 밀도를 측정하여, 밀도 ρm을 산출하였다.
(4) 다공질체의 공극의 체적 함유율
다공질체로부터 세로 10mm, 가로 10mm로 시험편을 잘라내어, 단면을 주사형 전자 현미경(SEM)((주)히타치 하이테크놀러지즈제 S-4800형)에 의해 관찰하고, 시료편의 표면으로부터, 등간격으로 10군데를 1000배의 배율로 촬영하였다. 각각의 화상에 대하여, 화상 내의 공극의 면적 Aa를 구하였다. 또한, 공극의 면적 Aa를 화상 전체의 면적으로 제산함으로써 공극률을 산출하였다. 다공질체의 공극의 체적 함유율은, 5장의 시험편에서 각각 10군데씩 촬영한 합계 50군데의 공극률로부터 산술 평균에 의해 구하였다.
(5) 다공질체와 장식층의 상태 관찰
(4)와 마찬가지로, 성형품으로부터 시험편을 잘라내고, 시험편을 에폭시 수지로 포매, 연마하여 단면을 레이저 현미경으로 관찰하였다. 이 때, 장식층이 다공질체(특히 표면에 형성되는 구멍, 두께 방향으로 연속된 공극)에 침입되어 있는지, 장식층에 다공질체를 구성하는 강화 섬유가 침입되어 있는지를 관찰하였다.
(6) 다공질체의 표면 조도 Ra1 및 성형품의 표면 조도 Ra2
다공질체 또는 성형품에 대하여, 표면 조도계를 사용하여, JIS-B0601(2001)에 기초하여 컷오프값 및 기준 길이를 선정하고, 표면 조도 Ra1(㎛) 및 Ra2(㎛)를 구하였다.
(7) 다공질체의 통기성(두께 방향으로의 통기성)
하기 (a) 내지 (d)에 의해 다공질체의 통기성을 측정하였다. JIS 규격에서 시험 조건의 상한으로 되어 있는 500Pa까지 통기를 확인할 수 있었던 것은 「통기성 있음」이라 판단하고, 그 이외에는, 「통기성 없음」이라 판단하였다.
(a) 다공질체로부터 100mm×100mm, 두께 5mm의 시험편을 잘라낸다(5mm 이하라면 그대로. 5mm보다도 두꺼운 경우에는, 절삭 가공 등에 의해 두께를 조정한다.).
(b) 시험편의 단부(커트면)를 4면 테이프로 덮는다(두께 방향과 수직 방향으로의 통기를 방지하기 위해서.).
(c) JIS L1096(2010) A법(프래질법)이 측정 가능한 시험기의 원통의 일단부에 시험편을 설치한다.
(d) 경사형 기압계가 500Pa 이하의 압력이 되게 흡입팬 및 공기 구멍을 조정한다.
(8) 다공질체의 압축 강도 시험
다공질체로부터 25mm×25mm의 시험편을 잘라내고, JIS K7220(2006)을 참고로 하여 다공질체의 압축 강도를 만능 시험기를 사용하여 측정하였다. 이 때, 변형률 50%일 때, 도달한 최대의 힘 Fm과 시험편의 시험 전의 저면 단면적 A0을 사용하여, 다음 식으로부터 압축 강도 σm을 산출하였다. 측정 장치로서는 "인스트론(등록 상표)" 5565형 만능 재료 시험기(인스트론·재팬(주)제)를 사용하였다.
σm[kPa]=103×Fm[N]/A0[mm2]
(9) 장식층과 다공질체의 부착성
JIS K5600-5-6(1999) 도료 일반 시험 방법-도막의 기계적 성질-부착성(크로스컷법)에 준하여 장식층의 부착성을 평가하였다. 시료를 레이저 현미경(키엔스(주)제, VK-9510)에서 400배로 확대하여, 관찰을 행하였다. 관찰 화상을 범용 화상 해석 소프트웨어 상에 전개하여, 소프트웨어에 내장된 프로그램을 이용하여 관찰 화상 중에서 보이는 장식층이 박리된 면적을 구하였다. JIS K5600-5-6의 표 1의 시험 결과의 분류 0 내지 3을 양호, 4 내지 5를 불량이라 판정하였다.
하기 실시예 및 비교예에 있어서, 이하의 재료를 사용하였다.
[강화 섬유 매트 1]
도레이(주)제 "도레카" T700S-12K를 카트리지 커터로 5mm로 커트하고, 촙드 탄소 섬유를 얻었다. 물과 계면 활성제(나카라이 텍스(주)제, 폴리옥시에틸렌라우릴에테르(상품명))를 포함하는 농도 0.1질량%의 분산액을 제작하고, 이 분산액과 촙드 탄소 섬유를 사용하고, 도 2에 나타내는 강화 섬유 매트의 제조 장치를 사용하여, 강화 섬유 매트를 제조하였다. 도 2에 나타내는 제조 장치는, 분산조로서의 용기 하부에 개구콕을 갖는 직경 1000mm의 원통 형상의 용기, 분산조와 초지조를 접속하는 직선상의 수송부(경사각 30°)를 구비하고 있다. 분산조의 상면의 개구부에는 교반기가 부속되고, 개구부로부터 촙드 탄소 섬유 및 분산액(분산 매체)을 투입 가능하다. 초지조가, 저부에 폭 500mm의 초지면을 갖는 메쉬 컨베이어를 구비하고, 탄소 섬유 기재(초지 기재)를 운반 가능한 컨베이어를 메쉬 컨베이어에 접속하고 있다. 초지는 분산액 중의 탄소 섬유 농도를 0.05질량%로 하여 행하였다. 초지한 탄소 섬유 기재는 200℃의 건조로에서 30분간 건조시켜, 단위 면적당 중량이 100g/m2인 강화 섬유 매트를 얻었다.
[PP 수지]
미변성 폴리프로필렌 수지(프라임 폴리머(주)제 "프라임 폴리프로"(등록 상표) J105G) 80질량%와, 산 변성 폴리프로필렌 수지(미쓰이 가가쿠(주)제 "애드머" QB510) 20질량%를 포함하는 단위 면적당 중량 100g/m2인 수지 시트를 제작하였다.
[장식층(8A)]
출광 유니텍(주)제 PP 수지 필름 「퓨어서모」를, 장식층(8A)으로서 준비하였다.
[장식층(8B)]
도레이(주)제 PET 수지 필름 「PICASUS」를, 장식층(8B)으로서 준비하였다.
[장식층(8C)]
폴리염화비닐 수지제의 슈링크 필름을, 장식층(8C)으로서 준비하였다.
[발포체]
후루카와 덴키 고교(주)제 발포 폴리프로필렌 시트 「F셀」 CP3030을 발포체로서 준비하였다.
[다공질체의 전구체]
강화 섬유 매트로서 강화 섬유 매트 1, 수지 시트로서 PP 수지를, [수지 시트/강화 섬유 매트/수지 시트/강화 섬유 매트/강화 섬유 매트/수지 시트/강화 섬유 매트/수지 시트]의 차례로 배치한 적층물을 제작하였다. 이어서, 이하의 공정 (I) 내지 (IV)를 거침으로써 다공질체의 전구체를 얻었다.
공정 (I): 적층물을 200℃로 예열한 프레스 성형용 금형 캐비티 내에 배치하여 금형을 닫는다.
공정 (II): 이어서, 3MPa의 압력을 부여하고, 180초간 유지한다.
공정 (III): 공정 (II) 후, 압력을 유지한 상태에서 캐비티 온도를 50℃까지 냉각시킨다.
공정 (IV): 금형을 개방하여 다공질체의 전구체를 취출한다.
[다공질체(7A)]
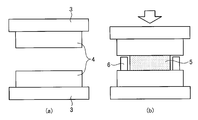
다공질체의 전구체 및 도 3에 나타내는, 프레스기 열판(3), 금형(4)을 갖고, 평판을 제작 가능한 프레스 성형용 금형을 사용하여, 이하의 공정 (I) 내지 (V)를 거침으로써 다공질체(7A)를 얻었다.
공정 (I): 다공질체의 전구체(5)를 260℃로 설정한 IR 히터에서 60초간 예열하였다.
공정 (II): 예열 후, 전구체(5)를 120℃로 설정한 프레스 성형용 금형 캐비티 내에 배치하였다. 이 때, 다공질체의 두께를 조정하기 위한 금속 스페이서(6)를 삽입하였다.
공정 (III): 이어서, 프레스기 열판(3)에 의해 3MPa의 압력을 부여하여 60초간 유지한다.
공정 (IV): 그 후, 압력을 유지한 상태에서 캐비티 온도를 50℃까지 냉각시킨다.
공정 (V): 금형(4)을 개방하여 다공질체를 취출한다.
[다공질체(7B)]
도 4에 도시한 바와 같은 반구상을 제작 가능한 금형(4)을 사용하는 것 이외에는, 다공질체(7A)와 마찬가지로 하여 반구상의 다공질체(7B)를 얻었다.
(실시예 1)
다공질체(7)로서 다공질체(7A), 장식층(8)으로서 장식층(8A)을 준비하였다. 도 5에 도시한 바와 같이, 온도를 80℃로 한 로(10) 내에 다공질체(7)를 배치하고, IR 히터(9)에 의해 장식층(8)을 130℃까지 예열하였다(예열 공정). 장식층(8)의 가열 후, 다공질체(7)를 장식층(8)에 0.03KN으로 밀어붙이고, 장식층(8)을 부형함과 함께, 다공질체(7)와 장식층(8)을 일체화하여(부형 일체화 공정), 성형품을 얻었다. 실시예 1에서 얻은 성형품의 특성을 표 1에 나타낸다.
(실시예 2)
다공질체(7)로서 다공질체(7B)를 사용한 것 이외에는 실시예 1과 마찬가지로 하여, 도 6에 나타내도록 하여 성형품을 얻었다. 실시예 2에서 얻은 성형품의 특성을 표 1에 나타낸다.
(실시예 3)
다공질체(7)로서 다공질체(7B), 장식층(8)으로서 장식층(8C)을 사용하였다. 다공질체(7)에 장식층(8)을 씌우고, 드라이어로 150℃의 온풍을 분사하여, 장식층(8)을 다공질체(7)에 밀착시켰다. 그 후, 초음파 용착기를 사용하여, 다공질체(7)와 장식층(8)을 일체화하여 성형품을 얻었다. 실시예 3에서 얻은 성형품의 특성을 표 1에 나타낸다.
(실시예 4)
장식층(8)으로서 장식층(8B)을 사용하고, 예열 온도 조건을 160℃로 한 것 이외에는 실시예 2와 마찬가지로 하여, 성형품을 얻었다. 실시예 4에서 얻은 성형품의 특성을 표 1에 나타낸다.
(실시예 5)
다공질체(7)로서 상기 다공질체(7A), 장식층(8)으로서 장식층(8A)을 사용하고, 도 7에 나타내는 바와 같이, 로(10) 내의 다공질체(7)와 장식층(8) 사이의 공간을 진공 상태로 하여 다공질체(7)를 장식층(8)에 0.1KN으로 밀어붙이는 것 이외에는 실시예 1과 마찬가지로 하여, 장식층(8)을 부형함과 함께, 다공질체(7)와 장식층(8)을 일체화하여(부형 일체화 공정), 성형품을 얻었다. 실시예 5에서 얻은 성형품의 특성을 표 1에 나타낸다.
(실시예 6)
예열 온도를 150℃로 한 것 이외에는 실시예 5와 마찬가지로 하여, 성형품을 얻었다. 실시예 6에서 얻은 성형품의 특성을 표 1에 나타낸다.
(실시예 7)
다공질체(7)로서 다공질체(7B)를 사용하고, 장식층(8)으로서 장식층(8A)을 사용하고, 도 8에 나타내는 바와 같이, 다공질체(7)를 장식층(8)에 0.1KN으로 밀어붙이는 것 이외에는 실시예 2와 마찬가지로 하여, 장식층(8)을 부형함과 함께, 다공질체(7)측(장식층(8)과 접하는 면측과 반대측)으로부터 감압하여, 다공질체(7)와 장식층(8)을 일체화하여(부형 일체화 공정), 성형품을 얻었다. 실시예 7에서 얻은 성형품의 특성을 표 1에 나타낸다.
(비교예 1)
강화 섬유를 포함하지 않는 수지만을 포함하는 발포체(독립)를 다공질체로서 사용하는 것 이외에는 실시예 5와 마찬가지로 하여, 성형품을 얻었다. 비교예 1에서 얻은 성형품의 특성을 표 1에 나타낸다.
(비교예 2)
발포체(독립)를 포함하는 다공질체를 지지하는 형을 사용하는 것 이외에는, 비교예 1과 마찬가지로 하여, 성형품을 얻었다. 비교예 1에서 얻은 성형품의 특성을 표 1에 나타낸다.
(비교예 3)
장식층(8)을 예열하는 예열 공정을 생략하는 것 이외에는, 실시예 2와 마찬가지로 하여, 성형품을 얻었다. 비교예 3에서 얻은 성형품의 특성을 표 1에 나타낸다.
(비교예 4)
예열 공정 후, 장식층(8)을 다공질체(7)에 밀어붙이지 않고, 부형하지 않고 다공질체(7) 상에 배치한 것 이외에는, 실시예 2와 마찬가지로 하여, 성형품을 얻었다. 비교예 4에서 얻은 성형품의 특성을 표 1에 나타낸다.
[검토]
본 실시예에서 나타난 성형품의 제조 방법에서는, 장식층의 부형과 함께 다공질체와 장식층을 일체화하기 때문에, 생산성이 우수한 것이었다. 또한 다른 양태도 포함하고, 높은 압축 강도를 갖는 다공질체를 사용하기 때문에, 형을 사용하지 않고 성형품을 얻을 수 있었다. 실시예 1 내지 3에 대하여, 간이한 설비에 있어서도 다공질체의 표면에 장식층을 형성하는 것이 가능한 점에서 우수하다. 실시예 4에 대하여, 다공질체와 장식층의 수지가 다른 경우에도, 다공질체에 장식층을 형성하는 것이 가능하였다. 실시예 5에 대하여, 밀어붙임력을 높인 진공 성형에 있어서도, 다공질체가 찌부러지지 않고, 장식층을 형성하는 것이 가능하고, 밀어붙임력을 높임으로써 장식층에 강화 섬유가 침입하여, 부착성을 높일 수 있었다. 또한 실시예 6에 대하여, 예열 조건을 변경함으로써 수지끼리의 열 용착성을 높이고, 부착성을 높이는 것도 가능하였다. 실시예 7에 있어서, 다공질체를 통해 감압하는 것에 의해, 다공질체의 장식층측을 감압 상태로 함으로써, 보다 견고하게 장식층과 다공질체가 일체화되었다. 한편, 비교예 1에 있어서는, 높은 밀어붙임력에 의해 다공질체가 찌부러져버려, 성형품을 얻을 수 없었다. 또한 비교예 2에 있어서, 다공질체의 찌부러짐을 방지하기 위해 부형 일체화 성형용의 형을 사용하였지만, 다공질체가 두께 방향으로 찌부러져(얇아져), 일체화는 가능하였지만 필요한 성형품의 형상을 얻을 수는 없었다. 비교예 3 및 4에 있어서는, 다공질체와 장식층의 접착성이 낮고, 장식층이 다공질체에 따른 형상을 부형할 수도 없어, 필요한 성형품을 얻을 수 없었다. 이들로부터, 본원의 성형품의 제조 방법은, 다공질체에 장식층을 용이하게 부형·일체화 가능할 뿐만 아니라, 성형 조건의 자유도가 높다는 점에서도 우수한 것은 명백하다.

본 발명에 따르면, 강성 및 경량성이 우수하고, 의장성을 구비한 성형품의 생산성을 향상시킬 수 있다.
1 강화 섬유
1a 내지 1f 단섬유
2 2차원 배향각
3 프레스기 열판
4 금형
5 전구체
6 스페이서
7 다공질체
8 장식층
9 IR 히터
10 로
1a 내지 1f 단섬유
2 2차원 배향각
3 프레스기 열판
4 금형
5 전구체
6 스페이서
7 다공질체
8 장식층
9 IR 히터
10 로
Claims (16)
- 강화 섬유를 갖는 다공질체의 표면에, 장식층을 일체화시켜 얻어지는 성형품의 제조 방법이며,
상기 장식층을 예열하는 예열 공정과,
상기 다공질체를 상기 장식층에 밀어붙이거나, 또는 상기 장식층을 상기 다공질체에 밀어붙여서 상기 장식층을 부형함과 함께, 상기 다공질체와 상기 장식층을 일체화하는 부형 일체화 공정
을 포함하는. 성형품의 제조 방법. - 제1항에 있어서, 상기 부형 일체화 공정에 있어서의 밀어붙임력이 1KN 이하인, 성형품의 제조 방법.
- 강화 섬유를 갖는 다공질체의 표면에, 장식층을 일체화시켜 얻어지는 성형품의 제조 방법이며,
상기 장식층을 예열하는 예열 공정과,
상기 다공질체를 상기 장식층에 밀어붙이거나, 또는 상기 장식층을 상기 다공질체에 밀어붙여서 상기 장식층을 부형하는 부형 공정과,
상기 다공질체와 상기 장식층을 일체화시키는 일체화 공정
을 포함하는, 성형품의 제조 방법. - 강화 섬유를 갖는 다공질체의 표면에, 장식층을 일체화시켜 얻어지는 성형품의 제조 방법이며,
상기 장식층을 예열하는 예열 공정과,
상기 장식층을 상기 다공질체에 따라서 부형함과 함께, 상기 다공질체와 상기 장식층을 일체화시키는 부형 일체화 공정을 포함하고,
상기 장식층을 경계로 하여 구획되는, 상기 다공질체를 포함하는 공간과 상기 다공질체를 포함하지 않는 공간을 갖는 폐공간에서, 상기 양쪽 공간의 사이에 압력차를 발생시킴으로써, 상기 부형을 행함과 함께, 상기 다공질체와 상기 장식층을 일체화하는, 성형품의 제조 방법. - 강화 섬유를 갖는 다공질체의 표면에, 장식층을 일체화시켜 얻어지는 성형품의 제조 방법이며,
상기 장식층을 예열하는 예열 공정과,
상기 장식층을 상기 다공질체에 따라서 부형하는 부형 공정과,
상기 다공질체와 상기 장식층을 일체화시키는 일체화 공정을 포함하고,
상기 장식층을 경계로 하여 구획되는, 상기 다공질체를 포함하는 공간과 상기 다공질체를 포함하지 않는 공간을 갖는 폐공간에서, 상기 양쪽 공간의 사이에 압력차를 발생시킴으로써, 상기 부형 공정 및 일체화 공정 중 한쪽 또는 양쪽을 행하는, 성형품의 제조 방법. - 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 다공질체를, 상기 예열 공정의 온도 이하의 온도로 예열하는 공정을 포함하는, 성형품의 제조 방법.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 상기 다공질체의 표면 조도 Ra1이 200㎛ 이하인, 성형품의 제조 방법.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 상기 성형품의 표면 조도 Ra2가 100㎛ 이하인, 성형품의 제조 방법.
- 제1항 내지 제8항 중 어느 한 항에 있어서, 상기 다공질체가 또한 수지와 공극을 갖는, 성형품의 제조 방법.
- 제1항 내지 제9항 중 어느 한 항에 있어서, 상기 다공질체가 두께 방향으로 연속된 공극을 갖는, 성형품의 제조 방법.
- 제1항 내지 제10항 중 어느 한 항에 있어서, 상기 다공질체의 압축 강도가 1MPa 이상인, 성형품의 제조 방법.
- 제1항 내지 제11항 중 어느 한 항에 있어서, 상기 다공질체의 밀도가 0.1 내지 1.0g/cm3인, 성형품의 제조 방법.
- 제1항 내지 제12항 중 어느 한 항에 있어서, 상기 다공질체와 상기 장식층이 열 용착되어 있는, 성형품의 제조 방법.
- 제1항 내지 제13항 중 어느 한 항에 있어서, 상기 장식층이 상기 다공질체에 침입되어 있는, 성형품의 제조 방법.
- 제1항 내지 제14항 중 어느 한 항에 있어서, 상기 장식층에 상기 강화 섬유가 침입되어 있는, 성형품의 제조 방법.
- 제1항 내지 제15항 중 어느 한 항에 있어서, 상기 부형 일체화 공정 또는 상기 일체화 공정에 있어서는, 상기 다공질체의 장식층과 접하는 면측과 반대측으로부터 감압하여, 상기 다공질체와 상기 장식층측을 일체화하는, 성형품의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018069182 | 2018-03-30 | ||
| JPJP-P-2018-069182 | 2018-03-30 | ||
| PCT/JP2019/013619 WO2019189582A1 (ja) | 2018-03-30 | 2019-03-28 | 成形品の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200132876A true KR20200132876A (ko) | 2020-11-25 |
Family
ID=68060293
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207026698A KR20200132876A (ko) | 2018-03-30 | 2019-03-28 | 성형품의 제조 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20210001536A1 (ko) |
| EP (1) | EP3778195B1 (ko) |
| JP (1) | JP7294131B2 (ko) |
| KR (1) | KR20200132876A (ko) |
| CN (1) | CN111936301B (ko) |
| TW (1) | TW201945157A (ko) |
| WO (1) | WO2019189582A1 (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110662639B (zh) * | 2017-03-21 | 2022-06-10 | 麦格纳外饰公司 | 两铰链的一体成型组件 |
| CN111730850B (zh) * | 2020-06-18 | 2023-06-02 | 江苏汤臣新材料科技有限公司 | 一种有机玻璃半球形结构均匀压制方法 |
| DE102021006465A1 (de) | 2021-12-29 | 2023-06-29 | Demmel Aktiengesellschaft | Hinterleuchtetes Fahrzeug-Zierteil, insbesondere Fahrzeug-Emblem |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6123965B2 (ko) | 1980-09-30 | 1986-06-09 | Nippon Kuraisu Kk | |
| JPH09254248A (ja) | 1996-03-21 | 1997-09-30 | Sumitomo Chem Co Ltd | 繊維強化熱可塑性樹脂中空成形体およびその製造方法 |
| WO2015029634A1 (ja) | 2013-08-30 | 2015-03-05 | 東レ株式会社 | サンドイッチ構造体、それを用いた一体化成形品およびそれらの製造方法 |
| JP2016078451A (ja) | 2014-10-17 | 2016-05-16 | 東レ株式会社 | 繊維強化複合材料の製造方法、樹脂基材およびプリフォーム |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69525041T2 (de) * | 1994-03-04 | 2002-10-02 | Armacel Pty Ltd | Verfahren und vorrichtung zum herstellen von strukturierten gegenständen |
| JPH08238705A (ja) * | 1995-03-07 | 1996-09-17 | Sumitomo Chem Co Ltd | 衝撃吸収部品 |
| JP2001150587A (ja) * | 1999-11-30 | 2001-06-05 | Sumitomo Chem Co Ltd | 積層パネル |
| US7837911B2 (en) * | 2004-01-26 | 2010-11-23 | Sabic Innovative Plastics Ip B.V. | Methods of forming a layered article |
| CN1914024B (zh) * | 2004-01-26 | 2011-06-29 | 沙伯基础创新塑料知识产权有限公司 | 结构增强的树脂制品及其制备方法 |
| DE102011000336B9 (de) * | 2011-01-26 | 2012-11-29 | Novem Car Interior Design Gmbh | Verfahren zur Herstellung eines Formteils mittels Tiefziehen |
| EP2732952B1 (en) * | 2011-07-12 | 2017-03-01 | Riken Technos Corporation | Molded article coated with film |
| JP6462547B2 (ja) * | 2015-10-02 | 2019-01-30 | 天昇電気工業株式会社 | 樹脂成形品および樹脂成形品の製造方法 |
| JP2018047680A (ja) * | 2016-09-16 | 2018-03-29 | 山本印刷株式会社 | 加飾樹脂シートを備えた成形品とその製造方法 |
-
2019
- 2019-03-28 US US16/976,838 patent/US20210001536A1/en not_active Abandoned
- 2019-03-28 EP EP19775044.1A patent/EP3778195B1/en active Active
- 2019-03-28 KR KR1020207026698A patent/KR20200132876A/ko unknown
- 2019-03-28 CN CN201980021904.3A patent/CN111936301B/zh active Active
- 2019-03-28 WO PCT/JP2019/013619 patent/WO2019189582A1/ja active Application Filing
- 2019-03-28 JP JP2019517998A patent/JP7294131B2/ja active Active
- 2019-03-29 TW TW108111147A patent/TW201945157A/zh unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6123965B2 (ko) | 1980-09-30 | 1986-06-09 | Nippon Kuraisu Kk | |
| JPH09254248A (ja) | 1996-03-21 | 1997-09-30 | Sumitomo Chem Co Ltd | 繊維強化熱可塑性樹脂中空成形体およびその製造方法 |
| WO2015029634A1 (ja) | 2013-08-30 | 2015-03-05 | 東レ株式会社 | サンドイッチ構造体、それを用いた一体化成形品およびそれらの製造方法 |
| JP2016078451A (ja) | 2014-10-17 | 2016-05-16 | 東レ株式会社 | 繊維強化複合材料の製造方法、樹脂基材およびプリフォーム |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3778195A1 (en) | 2021-02-17 |
| EP3778195B1 (en) | 2023-07-12 |
| JP7294131B2 (ja) | 2023-06-20 |
| EP3778195A4 (en) | 2021-12-01 |
| US20210001536A1 (en) | 2021-01-07 |
| TW201945157A (zh) | 2019-12-01 |
| CN111936301B (zh) | 2023-04-04 |
| CN111936301A (zh) | 2020-11-13 |
| WO2019189582A1 (ja) | 2019-10-03 |
| JPWO2019189582A1 (ja) | 2021-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI609900B (zh) | 纖維強化樹脂片、一體化成形品及其等之製造方法 | |
| TWI633008B (zh) | 夾芯積層體、夾芯構造體及使用其之一體化成形品及彼等之製造方法 | |
| CN108431099B (zh) | 结构体 | |
| KR102117241B1 (ko) | 구조체의 제조 방법 | |
| CN108431098B (zh) | 结构体 | |
| TWI791803B (zh) | 壓合成形品之製造方法及壓合成形品 | |
| TWI798405B (zh) | 成形品之製造方法 | |
| KR20200132876A (ko) | 성형품의 제조 방법 | |
| EP3778210B1 (en) | Method for manufacturing molded article and preform of molded article | |
| TWI820105B (zh) | 成形品及成形品之製造方法 | |
| JP2018104482A (ja) | 構造体 |