KR20200091456A - 일측에 부착된 유지 부재(retaining element)를 갖는 차량 측면창 - Google Patents
일측에 부착된 유지 부재(retaining element)를 갖는 차량 측면창 Download PDFInfo
- Publication number
- KR20200091456A KR20200091456A KR1020207019550A KR20207019550A KR20200091456A KR 20200091456 A KR20200091456 A KR 20200091456A KR 1020207019550 A KR1020207019550 A KR 1020207019550A KR 20207019550 A KR20207019550 A KR 20207019550A KR 20200091456 A KR20200091456 A KR 20200091456A
- Authority
- KR
- South Korea
- Prior art keywords
- adhesive
- side window
- contact surface
- section
- contact
- Prior art date
Links
- 239000000853 adhesive Substances 0.000 claims abstract description 113
- 230000001070 adhesive effect Effects 0.000 claims abstract description 113
- 238000000034 method Methods 0.000 claims description 31
- 238000007789 sealing Methods 0.000 claims description 9
- 238000004519 manufacturing process Methods 0.000 claims description 8
- 230000006641 stabilisation Effects 0.000 claims description 4
- 238000011105 stabilization Methods 0.000 claims description 4
- 239000011521 glass Substances 0.000 description 17
- 230000007246 mechanism Effects 0.000 description 15
- 239000000463 material Substances 0.000 description 10
- 239000012790 adhesive layer Substances 0.000 description 8
- 239000010410 layer Substances 0.000 description 7
- 230000035515 penetration Effects 0.000 description 7
- 229920003023 plastic Polymers 0.000 description 7
- 239000004033 plastic Substances 0.000 description 7
- 239000005357 flat glass Substances 0.000 description 5
- 238000009826 distribution Methods 0.000 description 4
- 238000009434 installation Methods 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 230000001174 ascending effect Effects 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 239000003365 glass fiber Substances 0.000 description 3
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 229910001092 metal group alloy Inorganic materials 0.000 description 3
- 230000000149 penetrating effect Effects 0.000 description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 description 3
- 239000005020 polyethylene terephthalate Substances 0.000 description 3
- 239000005336 safety glass Substances 0.000 description 3
- 238000009736 wetting Methods 0.000 description 3
- 229920002302 Nylon 6,6 Polymers 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 239000011229 interlayer Substances 0.000 description 2
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- -1 polybutylene terephthalate Polymers 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 229920006254 polymer film Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 239000005361 soda-lime glass Substances 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 241000237858 Gastropoda Species 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- 229920006088 Schulamid® Polymers 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000004958 Technyl Substances 0.000 description 1
- 229920006096 Technyl® Polymers 0.000 description 1
- 229920006097 Ultramide® Polymers 0.000 description 1
- 239000004957 Zytel Substances 0.000 description 1
- 229920006102 Zytel® Polymers 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920006332 epoxy adhesive Polymers 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
- B60J1/08—Windows; Windscreens; Accessories therefor arranged at vehicle sides
- B60J1/12—Windows; Windscreens; Accessories therefor arranged at vehicle sides adjustable
- B60J1/16—Windows; Windscreens; Accessories therefor arranged at vehicle sides adjustable slidable
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05F—DEVICES FOR MOVING WINGS INTO OPEN OR CLOSED POSITION; CHECKS FOR WINGS; WING FITTINGS NOT OTHERWISE PROVIDED FOR, CONCERNED WITH THE FUNCTIONING OF THE WING
- E05F11/00—Man-operated mechanisms for operating wings, including those which also operate the fastening
- E05F11/38—Man-operated mechanisms for operating wings, including those which also operate the fastening for sliding windows, e.g. vehicle windows, to be opened or closed by vertical movement
- E05F11/382—Man-operated mechanisms for operating wings, including those which also operate the fastening for sliding windows, e.g. vehicle windows, to be opened or closed by vertical movement for vehicle windows
- E05F11/385—Fixing of window glass to the carrier of the operating mechanism
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14467—Joining articles or parts of a single article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
- B60J1/004—Mounting of windows
- B60J1/006—Mounting of windows characterised by fixation means such as clips, adhesive, etc.
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
- B60J1/08—Windows; Windscreens; Accessories therefor arranged at vehicle sides
- B60J1/12—Windows; Windscreens; Accessories therefor arranged at vehicle sides adjustable
- B60J1/16—Windows; Windscreens; Accessories therefor arranged at vehicle sides adjustable slidable
- B60J1/17—Windows; Windscreens; Accessories therefor arranged at vehicle sides adjustable slidable vertically
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05D—HINGES OR SUSPENSION DEVICES FOR DOORS, WINDOWS OR WINGS
- E05D15/00—Suspension arrangements for wings
- E05D15/16—Suspension arrangements for wings for wings sliding vertically more or less in their own plane
- E05D15/165—Details, e.g. sliding or rolling guides
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05F—DEVICES FOR MOVING WINGS INTO OPEN OR CLOSED POSITION; CHECKS FOR WINGS; WING FITTINGS NOT OTHERWISE PROVIDED FOR, CONCERNED WITH THE FUNCTIONING OF THE WING
- E05F11/00—Man-operated mechanisms for operating wings, including those which also operate the fastening
- E05F11/38—Man-operated mechanisms for operating wings, including those which also operate the fastening for sliding windows, e.g. vehicle windows, to be opened or closed by vertical movement
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05Y—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES E05D AND E05F, RELATING TO CONSTRUCTION ELEMENTS, ELECTRIC CONTROL, POWER SUPPLY, POWER SIGNAL OR TRANSMISSION, USER INTERFACES, MOUNTING OR COUPLING, DETAILS, ACCESSORIES, AUXILIARY OPERATIONS NOT OTHERWISE PROVIDED FOR, APPLICATION THEREOF
- E05Y2201/00—Constructional elements; Accessories therefor
- E05Y2201/60—Suspension or transmission members; Accessories therefor
- E05Y2201/622—Suspension or transmission members elements
- E05Y2201/64—Carriers
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05Y—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES E05D AND E05F, RELATING TO CONSTRUCTION ELEMENTS, ELECTRIC CONTROL, POWER SUPPLY, POWER SIGNAL OR TRANSMISSION, USER INTERFACES, MOUNTING OR COUPLING, DETAILS, ACCESSORIES, AUXILIARY OPERATIONS NOT OTHERWISE PROVIDED FOR, APPLICATION THEREOF
- E05Y2600/00—Mounting or coupling arrangements for elements provided for in this subclass
- E05Y2600/50—Mounting methods; Positioning
- E05Y2600/52—Toolless
- E05Y2600/526—Gluing or cementing
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05Y—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES E05D AND E05F, RELATING TO CONSTRUCTION ELEMENTS, ELECTRIC CONTROL, POWER SUPPLY, POWER SIGNAL OR TRANSMISSION, USER INTERFACES, MOUNTING OR COUPLING, DETAILS, ACCESSORIES, AUXILIARY OPERATIONS NOT OTHERWISE PROVIDED FOR, APPLICATION THEREOF
- E05Y2900/00—Application of doors, windows, wings or fittings thereof
- E05Y2900/50—Application of doors, windows, wings or fittings thereof for vehicles
- E05Y2900/53—Type of wing
- E05Y2900/55—Windows
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Window Of Vehicle (AREA)
- Securing Of Glass Panes Or The Like (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
본 발명은 차량용 측면창(I)에 관한 것으로, 제 1 표면(Ia), 이에 대향하는 제 2 표면(Ib), 및 하부 에지(U)를 가지며, 하부 에지(U)의 영역에 부착된 적어도 하나의 유지 부재(1)를 가지며,
유지 부재(1)는 측면창(I)에 고정하기 위한 접촉면(2a)을 갖는 접촉 섹션(2)과, 차량에 고정하기 위해 접촉 섹션(2)에 연결되는 고정 섹션(3)를 가지며,
유지 부재(1)는 접착제(9)를 통해 접촉면(2a)을 제 1 표면(Ia)에 연결함으로써 일측의 측면창(I)에 고정되고, 접착제(9)는 적어도 1 mm의 두께 및 적어도 150 MPa의 탄성 계수를 갖는다.
유지 부재(1)는 측면창(I)에 고정하기 위한 접촉면(2a)을 갖는 접촉 섹션(2)과, 차량에 고정하기 위해 접촉 섹션(2)에 연결되는 고정 섹션(3)를 가지며,
유지 부재(1)는 접착제(9)를 통해 접촉면(2a)을 제 1 표면(Ia)에 연결함으로써 일측의 측면창(I)에 고정되고, 접착제(9)는 적어도 1 mm의 두께 및 적어도 150 MPa의 탄성 계수를 갖는다.
Description
본 발명은 일측에 유지 부재가 부착된 차량 측면창, 그 제조 방법 및 그 용도에 관한 것이다.
자동차에는 통상 개방 가능한 측면창이 있다. 이러한 측면창에는 실질적으로 수직 변위(즉, 상승 및 하강)에 의해 이동될 수 있는 측면 판유리가 마련되는데, 이것에 의해 측면창이 개방 및 폐쇄될 수 있다. 이것은 창을 이동시킬 수 있도록 차체 내부의 메커니즘에 연결된다.
측면창을 승강 메커니즘에 연결하기 위해, 측면창에는 그 하부 에지 영역에 하나 또는 복수의 구멍이 마련될 수 있다. 대안적으로, 하나 또는 복수의 유지 부재가 또한 하부 에지 영역의 측면창에 부착될 수 있고, 특히 접착될 수 있다. 이러한 유지 부재는 일반적으로 측면창의 두 표면들에 접착되는 2개의 접촉 섹션들을 구비하며, 공통 고정 섹션이 각각 단차를 통해 접촉 섹션들에 연결되는, 실질적으로 Y형 단면을 갖는다. 고정 섹션은 측면창의 하부 에지에 연결되며 승강 메커니즘에 연결하기 위한 구멍이 있다. 이러한 Y형 유지 부재는, 예를 들어 EP1936088A1, EP1936087A1, EP1935557A1, EP1935558A1, EP1745190A1, EP1299611A2, 및 DE4340363A1에 개시된다.
통상, 종래 기술의 Y형 유지 부재는 측면창의 하부 에지에 배치된다. 이후, 접착제는 특히 접촉 섹션의 충전 개구부들을 통해 도포된다. 접촉 섹션과 판유리 표면 사이의 중간 공간으로부터 접착제가 빠져 나가는 것을 방지하기 위해, 이 중간 공간을 접촉 섹션의 측면 에지에 대해 놓이는 씰링 소자로 씰링할 필요가 있다. 대안적으로, 누출된 접착제는 후속 단계에서 제거될 수 있다. 씰링 요소를 사용하고 누출된 접착제를 이후에 제거하는 것은 유지 부재의 부착을 복잡하게 만든다.
부착된 유지 부재의 배향(orientation)은 본질적으로 에지 영역에서 판유리의 곡률에 좌우되는데, 이것은 부분적으로 특정 제조와 관련하여 변동(variation)될 수 있다. 판유리의 하부 에지로부터 레버(lever) 형태로 연장되는 고정 섹션으로 인해, 상승 및 하강 메커니즘에 연결되는 위치도 변동될 수 있고, 때때로 의도된 위치로부터 상당히 벗어날 수 있다. 이로 인해 불량품이 제조될 수 있다.
DE102011011600A1은 위치 설정(positioning) 측면에서 더 큰 유연성을 가능하게 하는 일측에 부착되어 그 결과 공차가 보상될 수 있고 변동이 감소될 수 있는 유지 부재를 제안한다. 유지 부재는 판유리 표면들 중 하나 위에 있는 단일 접촉 섹션만을 갖는 반면, 유지 부재의 어떠한 섹션도 대향 판유리 표면과는 연결되지(associated with) 않는다. 그러나, 유지 부재를 측면창의 일측에만 연결하면 조립체의 안정성이 감소하고, 특히 전체 강성에 악영향을 미친다.
DE3320157A1은 접착제를 위한 접촉 면적을 증가시키기 위해, 그 접촉면에 오목부(depressions), 절개부(incisions), 또는 천공부(perforations)를 갖도록 구현된, 일측에 부착될 유지 부재를 개시한다. US4762904는 그 접촉면에 접착제를 가로방향으로 주입하기 위한 채널이 각각 구비된 유지 부재를 개시한다.
측면창에 유지 부재를 부착하기 위해서는, 탄성 계수의 범위가 약 8 내지 15 MPa인 접착제가 일반적이다.
개선된 유지 부재를 갖는 차량 측면창 및 유지 부재의 부착을 위한 개선된 방법이 필요하다. 본 발명의 목적은 이러한 개선된 측면창 및 방법을 제공하는 것이다. 유지 부재는 (특히, 씰링 소자를 사용하지 않으며) 가능한 신속하고 용이하게 측면창에 부착될 수 있어야 하며, 위치 설정의 높은 유연성을 가능하게 하고, 측면창에 안전하고 안정적으로 부착될 수 있어야 한다.
본 발명의 목적은 청구항 1에 따른 측면창에 의해 본 발명에 따라 달성된다. 바람직한 실시예들은 종속항들로부터 명백해진다.
본 발명은 차량용 측면창과 일측에서 그 위에 부착된 유지 부재를 포함하는, 판유리 조립체를 포함한다. 측면창은 외부 환경으로부터 차량 내부를 분리하기 위한 차량 측면창으로서 의도된다. 측면창은 상부 에지, 하부 에지, 전면 에지, 및 후면 에지를 갖는다. "상부 에지"는 설치 위치에서 위쪽으로 향하는 측면창의 측면 에지를 지칭한다. "하부 에지"는 설치 위치에서 지면을 향해 아래쪽으로 향하는 측면 에지를 지칭한다. "전면 에지"는 운전 방향으로 앞쪽으로 향하는 측면 에지를 지칭한다. "후면 에지"는 운전 방향으로 뒷쪽으로 향하는 측면 에지를 지칭한다. 측면창은 또한 제 1 표면(주(primary) 표면) 및 제 1 표면에 대향하는 제 2 표면(주 표면)을 가지며, 그 사이에서 상기 에지들이 연장된다.
적어도 하나의 유지 부재가 하부 에지 영역의 측면창에 부착된다. 이것은 하부 에지에 인접한 영역이 유지 부재에 의해 덮이고, 여기로부터 유지 부재가 하부 에지를 넘어서 연장된다는 것을 의미한다. 본 발명에 따른 유지 부재는 측면창에 고정하기 위한 적어도 하나의 접촉 섹션 및 차량에 고정하기 위해 이것에 연결된, 특히 견고하게 연결된 고정 섹션을 포함한다. 접촉 섹션은 측면창의 제 1 표면에 접착식으로 고정된다. 접촉 섹션은 의도적으로 측면창의 제 1 표면을 향하거나(faces) 향해 지향되는(is directed toward) 접촉면을 갖는다. 접촉면은 접착제 층을 통해 제 1 표면에 연결된다. 고정 섹션은 의도적으로 측면창의 하부 에지를 넘어 돌출되어 있으며 차량에 고정하기에 적합하다. 이를 위해, 고정 섹션은 차체 내의 측면창의 승강 메커니즘에 연결된다.
본 발명에 따르면, 유지 부재는 일측의 측면창에 고정된다. 이것은 유지 부재가 측면창의 제 1 표면(그리고 아마 하부 에지)에만 연결되고 반대쪽 제 2 표면에는 연결되지 않음을 의미한다. 유지 부재는 통상 정확히 하나의 단일 접촉 섹션을 가지는데, 이것은 고정 섹션에 견고하게 연결된다. 그러나, 원칙적으로, 유지 부재는 또한 복수의 접촉 섹션들을 가질 수 있지만, 이것들은 모두 측면창의 동일한 제 1 표면에 고정된다.
일반적인 유지 부재는 통상 1 mm 미만의 두께의 접착제 층을 통해 측면창에 고정된다. 대조적으로, 본 발명에 따르면, 더 두꺼운 접착제 층이 사용된다. 접착제 층의 두께는 적어도 1 mm, 바람직하게는 적어도 2 mm이다. 본 발명에 따르면, 접착제는 적어도 150 MPa, 바람직하게는 150 MPa 내지 600 MPa의 탄성 계수를 갖는 고 고탄성(high-modulus) 접착제이다.
통상적으로 부착된 유지 부재를 갖는, 판유리의 하부 에지로부터 레버 형태로 연장되는 고정 섹션에 의해, 승강 메커니즘에 대한 연결부의 위치는 또한 변동될 수 있고 때때로 의도된 위치로부터 상당히 벗어날 수 있다. 더 두꺼운 접착제 층 및 결과적인 판유리 표면과 접촉 섹션 사이의 더 큰 거리는, 유지 부재의 배향 측면에서 높은 유연성을 보장한다. 예를 들어, 고정 섹션의 상대적 위치가 개별 판유리의 에지 곡률에 관계없이 원하는 이상적인 위치에 대응하도록 유지 부재가 위치될 수 있다. 판유리 곡률의 편차는 두꺼운 접착제 부분에 의해 보상된다. 따라서, 고정 섹션의 위치 관점에서 제조 변동들(variations)이 감소될 수 있다. 유지 부재는 일측에만 고정되기 때문에, 양측에 고정된 종래의 유지 부재에 비해 더 두꺼운 접착제 층에 의한 차체의 공간적 요구가 증가되지 않는다. 판유리 표면과 접촉 섹션 사이의 거리가 증가함에 따라, 접착제는 판유리 조립체의 전체 강성에 큰 영향을 미친다. 높은 탄성 계수는 강성(rigidity)과 안정성(stability)을 보장한다. 이것들은 본 발명의 주요 장점이다.
본 발명에 따른 측면창은 바람직하게는 자동차, 특히 승용차의, 개방 가능한, 특히 승강 가능한 측면창이다. 이것은 측면창의 차체 내로의 실질적인 수직변위에 의해 열리고 다시 닫힐 수 있는, 측면창을 위한 판유리를 의미한다. 통상, 측면창에는 하부 에지의 영역에서 장착되는 복수의, 특히 2개의 유지 부재들이 마련되며, 이것들은 창의 개방 상태에서 및 폐쇄 상태에서도 차체 내에 감춰진다. 측면창은 프레임이 없거나(frameless) 프레임이 있을 수 있다(framed). 프레임이 있는 측면창은 창 개구부 주위에 완전한 차체 프레임을 가져서, 닫힌 상태에서 측면창의 모든 측면 에지들이 차체 내에서 겹쳐진다. 올려졌을 때, 측면창은 소위, 바디 프레임 내로 안내된다. 프레임이 없는 측면창의 경우, 이러한 바디 프레임이 없다. 대신, 측면창의 상단 에지, 전면 에지 및 후면 에지가 닫힌 상태에서 노출된다.
판유리 표면과 접촉 섹션 사이의 접착제 층의 두께는 바람직하게는 1 mm 내지 5 mm, 특히 바람직하게는 2 mm 내지 4 mm이다. 따라서, 측면창의 에지 곡률 측면에서의 변동이 효과적으로 보상될 수 있는 동시에, 충분한 강성과 안정성이 보장된다.
접착제는 바람직하게는 적어도 300 MPa, 특히 바람직하게는 400 MPa 내지 600 MPa의 탄성 계수를 갖는다. 이것은 측면창과 유지 부재의 연결에 특별한 안정성을 보장한다. 이러한 장점은, 예를 들어 바람에 의해 발생된 후면 에지 방향으로 작용하는 힘에 의해, 측면창과 유지 부재 사이의 연결부가 특히 응력을 받는, 프레임이 없는 측면창의 경우에 특히 중요하다. 적절한 고탄성 접착제는, 예를 들어 폴리우레탄, 아크릴레이트, 또는 에폭시 접착제이다.
통상, 접촉 섹션은 단차(step) 섹션을 통해 고정 섹션에 연결되고, 특히 견고하게 연결된다. 단차 섹션은 고정 섹션이 접촉 섹션에 대해, 특히 접촉면이 향하는 방향으로 오프셋(offset)되도록 한다. 오프셋을 생성하기 위해, 단차 섹션과 접촉 섹션 사이의 각도와 단차 섹션과 고정 섹션 사이의 각도는 0°보다 크고 180°보다 작으며, 통상 45°보다 크거나 같고 180°보다 작다. 접촉 섹션과 고정 섹션 사이의 가로방향 오프셋은 설치 위치에서 측면창의 평면에서 측면창의 하부 에지를 넘어 돌출하는 고정 섹션을 배치할 수 있도록 한다. 다시 말해서, 고정 섹션은 측면창의 하부 에지를 향한다. 이것은 무게 중심의 위치 및 차체에 필요한 공간 측면에서 유리하다.
본 발명에 따른 측면창의 제 1 실시예에서, 유지 부재는 적어도 하나, 바람직하게는 정확히 하나의 충전 개구부(filling opening)를 갖는다. 이것은 측면창으로부터 멀어지는 방향을 향하는 유지 부재의 측면으로부터 접촉 섹션과 판유리 표면 사이의 중간 공간으로 유지 부재를 통해 접착제를 주입하려고 의도되고 이에 적절한, 유지 부재를 통한 관통부를 의미한다. 이러한 충전 개구부는 또한 종래 기술의 유지 부재에서 일반적이다. 충전 개구부의 면적은 통상 0.5 ㎟ 내지 25 ㎟, 바람직하게는 2 ㎟ 내지 12 ㎟이다. 충전 개구부는 접촉 섹션 또는 단차 섹션에 있거나 심지어 두 영역들 사이의 경계에 걸쳐 있을 수 있다.
제 1 실시예의 유리한 추가 개량예에서, 접촉 섹션의 접촉면은 적어도 하나의 채널을 갖는다. 본 발명에서, "채널(channel)"은 접촉면에 만들어진 길쭉한 오목부를 지칭하는데, 접촉면은 그렇지 않았으면 평평하거나 만곡된 표면으로 걸쳐 있으며, 특히 평평하다. 본 발명에 따르면, 채널은 접촉부와 측면창 사이의 중간 공간으로 주입되는 접착제의 유동 거동, 특히 유동 방향에 영향을 미치도록 마련되며, 따라서 유동 채널로도 지칭될 수 있다. 채널은 특히 접촉면에 걸쳐 접착제의 분포를 개선하도록 의도된다. 접촉면 및 그에 대향하는 판유리 표면 일부의 충분한 습윤(wetting)을 보장하기 위해, 종래 기술의 유지 부재에서는, 접촉면과 판유리 표면 사이의 중간 공간이 씰링되어야 하거나 중간 공간으로부터 접착제가 상당히 유출된다는 것을 받아들이고 이후에 제거되어야 한다. 적어도 하나의 유동 채널은 접촉면에 걸쳐 접착제의 분포를 개선시켜서, 접착제가 유출되지 않거나 적어도 접착제의 누출이 크게 감소되며 충분한 습윤이 획득되도록 한다. 따라서, 접촉 섹션과 측면창 사이의 중간 공간을 씰링하거나 여분의 접착제를 제거하기 위한 후속 공정을 생략할 수 있어, 제조 공정을 결정적으로 단순화하고 가속화한다. 적어도 하나의 채널은 접착제가 충전 개구부로부터 시작하여 접촉면에 걸쳐 분포되도록 바람직하게는 충전 개구부를 향해 지향된다. 다시 말해, 채널은 충전 개구부를 향한다. 채널은 충전 개구부까지 연장될 수 있다. 대안적으로, 충전 개구부를 향하는 채널 단부는 충전 개구부로부터 이격된다.
적어도 하나의 채널은, 충전 개구부를 통해 중간 공간으로 주입된 접착제가 채널이 없는 종래의 접촉면을 갖는 유지 부재와 비교하여 접촉면 위에 보다 균일하게 분포되도록 접촉면에 배치된다. 특히, 접착제가 중간 공간으로부터 유출되거나 접촉면을 넘어 유동하기 시작하기 전에, 접촉면 및 대향 판유리 표면 영역의 적어도 95 %가 접착제로 적셔져야 한다. 채널의 기하학적 배치는 다양한 방식으로 구현될 수 있으며, 개별 사안에서의 요구 사항에 따라 당업자에 의해 적절히 선택될 수있다.
원칙적으로, 예를 들어 달팽이 껍질과 같은 충전 개구부 주위로 연장되는 단일 채널이 충분할 수 있다. 바람직한 일 실시예에서, 접촉면은 복수의 채널을 갖는다. 채널은 충전 개구부를 향하고, 접촉면 또는 접촉면의 영역에 걸쳐 부채꼴(fan-like) 방식으로 분포된다. 이것은 개별 채널이 충전 개구부와 접촉면의 측면 에지들 사이에서 방사상으로 연장됨을 의미한다. 채널은 측면 에지까지 연장되거나 그 전에 끝날 수 있다. 채널은 측면 에지까지 연장되지 않고, 대신 그 전에 끝나서, 접촉면을 넘어 접착제가 유출되는 것을 최소화하는 것이 바람직하다. 접촉면의 측면 에지로부터 채널 단부들의 거리는, 바람직하게는 2 mm 내지 15 mm, 특히 바람직하게는 3 mm 내지 8 mm이다. 채널은 충전 개구부까지 연장되거나 충전 개구부로부터 이격될 수 있으며, 전자가 바람직하다.
접촉면은 통상 다각형, 특히 직사각형 형상을 갖는다. 유리한 일 실시예에서, 하나의 채널은 접촉면의 적어도 하나의 모퉁이(corner)와 연관되어(associated with) 있으며, 이것을 향해 지향된다. 바람직하게는, 충전 개구부로부터 가장 먼 접촉면의 모퉁이 또는 모퉁이들과 각각 연관된 것은, 이것들을 향하는 채널이다. 충전 개구부는 통상 고정 섹션을 향하는 충전 개구부의 에지 근처에 배치되기 때문에, 상기 모퉁이는 통상 고정 섹션으로부터 멀어지는 방향을 향하는 접촉면의 모퉁이이다. 이후 접착제는 유리하게는 충전 개구부로부터 먼 모퉁이들의 영역으로 이송되어, 접착제 분포의 균질성을 상당히 개선시킨다.
적어도 하나의 채널의 폭 및 깊이는, 개별 사안의 요구 사항에 기초하여 당업자에 의해 적절히 선택될 수 있다. 적절한 폭 및 깊이는, 특히 접착제의 점도에 좌우되며, 더 높은 점도는 더 넓고 깊은 채널을 필요로 한다. 채널 또는 채널들의 폭은 통상 0.5 mm 내지 3 mm, 바람직하게는 1 mm 내지 2 mm이다. 채널 또는 채널들의 깊이는 통상 0.5 mm 내지 2 mm, 바람직하게는 1 mm 내지 1.5 mm이다. 이 값들, 특히 점도가 1 PaХs 내지 150 PaХs인 일반적인 접착제를 사용하면 양호한 결과가 얻어진다. 개별 채널의 폭 및/또는 깊이는 또한 가변적일 수 있다. 예를 들어, 접촉면의 외부 영역으로 운반될 접착제의 감소된 양을 고려하기 위해, 충전 개구부로부터의 거리가 증가함에 따라 채널의 폭 및/또는 깊이가 감소되는 것이 유리할 수 있다.
본 발명에 따른 측면창의 제 2 실시예에서, 유지 부재는 충전 개구부를 갖지 않는다. 접촉 섹션 및, 경우에 따른 단차 섹션은, 관통부가 없는 것이 바람직하다. 본 발명에 따른 유지 부재는 측면창의 일측에서만 적용되기 때문에, 접착제는 미리 접촉면에 도포될 수 있고, 이후 유지 부재는 판유리 상에 정확하게 위치될 수 있다.
본 발명에 따른 유지 부재의 고정 섹션은 통상 차량에 고정하도록 의도되고 이에 적합한 관통부(장착 구멍)를 갖는다. 관통부는 특히 관통부에 상승 메카니즘의 고정 섹션, 예를 들어, 고정핀을 삽입함으로써 판유리를 고정하도록, 특히 차체, 통상 차량 문에 배치된 상승 메카니즘(측면창을 승강시키는 메커니즘)에 연결하는 역할을 한다. 관통부는 일반적으로 본질적으로 원형이며, 대부분의 종래 기술의 고정 시스템이 이렇게 설계된다. 그러나, 개별 사안의 요구 조건에 따라, 관통부는 다른 형태, 예를 들어 타원형 또는 심지어 불규칙한 형태를 가질 수도 있다. 관통부의 크기는 일반적으로 적어도 20 mm2, 특히 20 mm2 내지 2000 mm2, 바람직하게는 80 mm2 내지 700 mm2이다. 관통부는 이상적으로 대략 원형이며, 직경이 5 mm 내지 50 mm, 바람직하게는 10 mm 내지 30 mm이다.
유지 부재는 금속, 금속 합금, 또는 플라스틱, 특히 바람직하게는 알루미늄, 강철, 스테인리스 강, 또는 유리 섬유, 유리 비드(beads) 또는 유사한 보강재 및 이것과 추가의 플라스틱과의 혼합물(blends)를 갖거나 갖지 않는, 열가소성 물질로 제조되는 것이 바람직하다. 적합한 열가소성 물질은, 예를 들어 폴리아미드(PA), 폴리부틸렌 테레프탈레이트(PBT), 또는 폴리에틸렌 테레프탈레이트(PET)이다. 유지 부재는 알루미늄, PET, 또는 폴리아미드 66으로 제조되는 것이 가장 특히 바람직하다. 적합한 재료는, 예를 들어 Technyl, Zytel, Ultramid, Schulamid, Ultradur, Arnite, Duranex, Crastin, Bergadur, Pocan, 또는 Grivor라는 상표명으로 입수 가능하다. 언급된 재료들의 조합도 고려될 수 있다. 그러나, 바람직하게는, 전체 유지 부재는 일체형이며 동일한 재료로 제조된다. 유지 부재가 플라스틱으로 제조되는 경우, 이 플라스틱은 바람직하게는 유리 섬유 강화 또는 탄소 섬유 강화이다. 프레임이 없는 측면창의 경우, 금속 또는 금속 합금으로 제조된 유지 부재는 안정성이 더 우수하기 때문에 바람직하다. 프레임을 포함한 측면창의 경우, 플라스틱으로 제작된 유지 부재는 무게가 더 가볍기 때문에 바람직하다. 여기서, 금속 유지 부재와 비교하여 플라스틱 유지 부재의 낮은 안정성은, 창문이 닫힌 상태에서 프레임의 안정화 효과(stabilizing effect)에 의해 보상된다.
접촉 섹션 및 고정 섹션은 플레이트 형상이며, 통상, 본질적으로 직사각형이지만, 다른 형상도 고려될 수 있다. 고정 섹션 및 접촉 섹션, 그리고 경우에 따른 단차 섹션의 재료 두께는, 바람직하게는 1 mm 내지 10 mm, 특히 바람직하게는 2 mm 내지 5 mm, 예를 들어 3.5 mm이다. 이것은 과도한 공간 및 재료를 요구하지 않으면서 우수한 안정성을 제공한다. 바람직하게는, 접촉 섹션, 고정 섹션 및 경우에 따른 단계 섹션은 동일한 재료 두께를 갖는다.
접촉 섹션, 고정 섹션, 및 경우에 따른 단차 섹션의 폭은, 바람직하게는 1 cm 내지 100 cm, 특히 바람직하게는 2 cm 내지 15 cm, 예를 들어 10 cm이다. 이것은 양호한 안정성을 제공한다. 특히, 접촉 섹션은 측면창에 연결하기에 충분히 큰 접착면을 제공한다.
접촉 섹션의 길이(또는 높이)는 바람직하게는 1 cm 내지 6 cm, 특히 바람직하게는 2 cm 내지 4 cm, 예를 들어 3 cm이다. 이것은 양호한 안정성을 제공한다. 특히, 접촉 섹션은 측면창에 연결하기에 충분히 큰 접착면을 제공한다. 접촉 섹션의 면적은 바람직하게는 5 cm2 내지 500 cm2, 특히 바람직하게는 10 cm2 내지 50 cm2, 예를 들어 30 cm2이다.
고정 섹션의 길이(또는 높이)는 바람직하게는 2 cm 내지 15 cm, 특히 바람직하게는 4 cm 내지 10 cm, 예를 들어 8 cm이다. 이 범위에서, 고정 섹션은 측면창을 상승 및 하강시키기 위한 종래의 메커니즘에 연결하기에 특히 유리하다. 단차 섹션의 길이는, 예를 들어 2 mm 내지 10 mm이다.
본 발명에서, "폭"은 설치된 위치에서 측면창의 하부 에지를 따른 치수를 지칭한다. "길이"(또는 높이)는 이것에 수직인 치수를 의미하는데, 설치된 위치에서 측면창의 평면에 실질적으로 평행하게 배치된다. 예를 들어, 측면창에 대한 접촉 섹션의 접촉 영역은 접촉 섹션의 길이 및 폭의 곱이다. 재료 두께는 설치된 위치에서 측면창의 평면에 수직인 치수이다.
고정 섹션 및 접촉 섹션은 평면일 수 있다. 측면창의 곡률은 이후 접착제 층에 의해 보상된다. 그러나, 대안적으로, 접촉 섹션 및/또는 고정 섹션은 또한 만곡될 수 있고, 이에 따라 예를 들어 측면창의 곡률에 적응되어 그것을 재현하고, 고정 섹션의 경우, 그것을 지속한다.
유리한 일 실시예에서, 접착제는 신속 경화성(fast curing) 접착제로, 추가적인 안정화 조치없이 직접 탈형(demolding)이 가능하다. 2 성분(2 성분 접착제)을 혼합하여 신속하게 경화시킬 수 있다. 다른 방법은, 예를 들어 열 또는 빛에 의해 외부로부터 에너지를 도입함으로써 경화된다. 2 성분 접착제의 소위 "개방 시간(open time)"은 0.5 분 내지 10 분, 바람직하게는 1 분 내지 5 분이다. 충분한 내부 강도를 가질 때까지의 접착제의 경화 시간(curing time) 또는 응고 시간(setting time)은 10 분 미만, 바람직하게는 1 분 내지 5 분이다. 이것은 측면창에 대한 유지 부재의 위치가 신속하게 고정되어 유지 부재가 부착된 이후의 안정화 수단이 생략될 수 있다는 장점을 갖는다. 그러나, 접착제는 완속 경화성(slow curing) 접착제일 수도 있다.
측면창은, 차량 윈도우에 대해 통상 그러하듯이, 내측면이 오목하고 외측면이 볼록하게 만곡되는 것이 바람직하다. "외부면"은 설치된 위치에서 외부 환경을 향하는 표면을 지칭한다. "내부면"은 설치 위치에서 내부를 향하는 표면을 지칭한다. 본 발명에서, 제 1 표면은 내부면 또는 외부면일 수 있으며, 바람직하게는 내부면일 수 있다.
일 실시예에서, 측면창은 단일 판유리 안전 유리(ESG)이다. 이 경우, 측면창은 열적 또는 화학적으로 강화(템퍼링)된 단일 유리판으로 제조된다. 유리판의 두께는 2 mm 내지 5 mm인 것이 바람직하다.
다른 실시예에서, 측면창은 적층 판유리(VSG: 적층 안전 유리)이다. 적층 판유리는 열가소성 중간층을 통해 서로 결합된 제 1 유리판 및 제 2 유리판을 포함한다. 판유리는 외부 판유리 및 내부 판유리라고도 지칭될 수 있다. 내부 판유리는 설치된 위치에서 내부를 향하고 외부 판유리는 설치된 위치에서 외부 환경을 향한다. 유지 부재가 부착되는 측면창의 노출된 표면은, 중간층으로부터 멀어지는 방향을 향하는 개별 판유리들의 표면들, 즉 외부 판유리의 외부면 및 내부 판유리의 내부면이다. 외부 판유리 및 내부 판유리는 바람직하게는 1 mm 내지 5 mm의 두께를 가지며, 2개의 판유리의 두께는 동일하거나(대칭 판유리) 또는 상이할 수도 있다(비대칭 판유리). 중간층의 두께는 바람직하게는 0.3 mm 내지 2 mm, 특히 바람직하게는 0.5 mm 내지 1 mm이다. 중간층은 통상 중합체 필름으로 제조되고, 바람직하게는 폴리비닐 부티랄(PVB), 에틸렌 비닐 아세테이트(EVA), 또는 폴리우레탄(PU)으로 제조되거나, 이것들을 기반으로 한다. 차량에서의 열적 편안함을 개선하기 위해, 중간층은 통상 적어도 3개의 겹들(plies)을 포함하는 소음 저감 중합체 필름으로 제조될 수 있으며, 중간 겹은 예를 들어, 상이한 가소제 함량의 결과로, 이것을 둘러싼 외부 겹들보다 높은 가소성(plasticity) 또는 탄성(elasticity)을 갖는다.
유리판 또는 유리판들은, 창 판유리에 일반적으로 그러하듯이 소다 석회 유리로 제조되는 것이 바람직하다. 유리판은 투명하고 무색일 수 있지만, 착색되거나(tinted), 뿌옇거나(cloudy), 채색(colored)될 수 있다.
또한, 본 발명은 차체 내에 배치된 개방 가능한 측면창을 위한 상승 메커니즘을 갖는 차량 및 본 발명에 따른 측면창을 포함하며, 상승 메커니즘은 바람직하게는 고정 섹션을 통과하는 관통부의 홀더(holder)를 통해, 유지 부재의 고정 섹션 또는 유지 부재에 부착된다.
또한, 본 발명은 차량용 유지 부재를 갖는 측면창을 제조하는 방법을 포함한다. 본 발명에 따른 측면창 및 유지 부재가 마련된다. 유지 부재는 접촉면을 갖는 접촉 섹션과, 접촉 섹션에 연결된 고정 섹션을 갖는다. 측면창은 제 1 표면, 이에 대향하는 제 2 표면, 및 하부 에지, 상부 에지, 전면 에지 및 후면 에지를 갖는다. 유지 부재는 접착제를 통해 접촉면을 제 1 표면에 연결함으로써, 하부 에지 영역에서 일측의 측면창에 고정된다. 접착제는 적어도 1 mm의 두께 및 적어도 150 MPa의 탄성 계수를 갖는다.
본 방법의 바람직한 제 1 실시예에서, 접착제는 접촉면의 중앙 영역에만 도포된다. 접착제는 접촉면의 측면 에지들로부터 적어도 2 mm, 바람직하게는 2 mm 내지 10 mm의 거리를 갖는다. 따라서, 접촉면의 둘레 에지 영역은 접착제가 없는 상태로 유지된다. 이후, 유지 부재는 제 1 표면에 대해 배치되고, 특히 가압된다. 접착제는 접촉 압력의 결과로 접촉면에 걸쳐 분포된다. 접착제 양을 적절하게 정함으로써, 접착제는 각각의 접촉 섹션과 관련 판유리 표면 사이의 중간 공간으로부터 유출되지 않는다. 적절한 양의 접착제는 판유리 표면과 접촉 섹션 사이의 의도된 거리 및 접촉면의 크기에 좌우되며, 간단한 계산 또는 사전 시험에 의해 당업자에 의해 결정될 수 있다. 접촉면에 접근할 수 있고 접착제가 그 위에 특히 분포될 수 있다는 것은 본 발명에 따른 일측 유지 부재의 특별한 장점이다.
이 제 1 실시예에서, 접착제의 주입을 위한 충전 개구부는 필요하지 않으며, 결과적으로, 존재하지 않는 것이 바람직하다.
제 1 실시예의 유리한 변형예에서, 접착제는 신속 경화성 접착제이다. 결과적으로, 측면창에 대한 유지 부재의 위치가 충분히 신속하게 고정되어, 접착제가 경화되는 동안 임시적인 위치 안정화에 대한 조치가 생략될 수 있다. 따라서 제조 공정이 단순화되고 가속화된다.
제 1 실시예의 유리한 변형예에서, 접착제는 완속 경화성 접착제이다. 접착제가 완전히 경화되기 전에 유지 부재의 변위를 방지하기 위해, 임시적인 위치 안정화를 위한 조치를 취해야 한다. 이것은 실제 접착제가 없는 접착제 표면의 에지 영역, 예를 들어 접착제 표면의 모퉁이 지점들에 도포된, 제 2 접착제, 예를 들어 핫-멜트(hot-melt) 접착제에 의해 유리하게 달성될 수 있다. 신속 경화성 제 2 접착제는 실제 접착제가 경화되는 동안, 유지 부재의 위치를 고정한다. 측면창과 유지 부재 사이의 연결은 일반적으로 유지 부재에 작용하는 중력보다 경화 동안에 더 큰 힘을 받지 않기 때문에, 제 2 접착제의 접착력에 대한 요구는 비교적 낮다.
본 방법의 바람직한 제 2 실시예에서, 유지 부재는 접착제를 접촉 섹션과 측면창의 제 1 표면 사이의 중간 공간으로 주입하기 위한 충전 개구부를 갖는다. 접촉면은 충전 개구부를 향하고 접착제의 유동 방향에 영향을 주기에 적합한, 적어도 하나의 채널을 갖는다. 충전 개구부 및 채널은 본 발명에 따른 측면창과 관련하여 이미 더 상세하게 설명되었으며, 여기에서는 그것을 참조한다. 유지 부재는 측면창에 대해 원하는 위치에 배치되고, 접촉 섹션의 접촉면은 측면창의 제 1 표면을 향한다. 여기서, "원하는 위치"는 완전히 조립된 유지 부재가 취하고자 하는 측면창에 대한 유지 부재의 의도된 배치를 지칭한다. 이후, 접착제는 충전 개구부를 통해 접촉면과 측면창의 제 1 표면 사이의 중간 공간으로 주입된다. 접촉면의 적어도 하나의 채널은 접착제가 균일하게 분포되도록 한다. 이에 따라, 접착면은 접촉면과 판유리 표면 사이의 중간 공간으로부터 임계량의 접착제가 유출되지 않으며 충분히 습윤될(wetted) 수 있다. 따라서, 본 방법은 중간 공간을 씰링하지 않고 수행될 수 있는 장점이 있다.
두 바람직한 실시예들에서, 판유리 표면과 접촉면 사이의 중간 공간으로부터 접착제가 유출되는 것은, 접촉면의 중앙 영역에 미리 도포된 적절한 양의 접착제에 의해 또는 주입된 접착제 상의 채널들의 안내 효과(guiding effect)에 의해 방지될 수 있다. 결과적으로, 접착제의 유출을 막기 위해 상기 중간 공간을 씰링할 필요가 없다. 따라서, 접촉 섹션 주위에 씰링 요소를 임시적으로 도포하는 것과 같은 중간 공간을 씰링하기 위한 조치가 취해지지 않는 것이 바람직하다. 이것은 본 방법을 유리하게 단순화시킨다.
측면창은, 예를 들어 판유리 상의 기준점들에 의해 정해진 특정 위치에서 툴 내에 배치되고 고정되는 것이 바람직하다. 유지 부재는, 예를 들어 조립 보조기(assembly aid) 또는 로봇에 의해 원하는 위치로 이동된다. 유지 부재의 위치는 완전히 조립된 유지 부재의 고정 섹션이 판유리에 대해 원하는 위치에 배치되도록 선택된다.
유지 부재 자체는 당업계의 통상적인 방법에 의해 제조된다. 플라스틱으로 제조된 유지 부재는 사출 주조에 의해 제조되는 것이 바람직하며, 금속 또는 금속 합금으로 제조된 유지 부재는, 예를 들어 펀칭(punching), 압연(rolling) 및/또는 용접에 의해 제조된다. 채널은, 예를 들어 사출 금형에 의해 직접 형성되거나 후속 공정에 의해 마련될 수 있다.
또한, 본 발명은 자동차, 바람직하게는 승용차의 개방 가능한 측면창으로서 본 발명에 따른 측면창을 사용하는 것을 포함하며, 유지 부재는 차체의 상승 메커니즘에 고정하기 위해 사용된다.
이하에서, 본 발명은 도면들 및 예시적인 실시예들을 참조하여 상세하게 설명된다. 도면은 대략적으로 표현되었고 축척에는 맞지 않다. 도면들은 결코 본 발명을 제한하지 않는다.
도 1은 2개의 일반적인 유지 부재를 갖는 측면창의 평면도이고,
도 2는 본 발명에 따른 측면창의 단면도이고,
도 3은 측면창(I)을 향하는 유지 부재(1)의 일 실시예의 표면의 평면도이고,
도 4는 도 3의 유지 부재(1)를 관통하는 A-A'를 따른 단면도이고,
도 5는 측면창의 다른 실시예를 관통하는 단면도이고,
도 6은 측면창(I)을 향하는 유지 부재(1)의 다른 실시예의 표면의 평면도이고,
도 7은 본 발명에 따른 방법의 일 실시예의 순서도이고,
도 8은 본 발명에 따른 방법의 다른 실시예의 순서도이다.
도 1은 2개의 일반적인 유지 부재를 갖는 측면창의 평면도이고,
도 2는 본 발명에 따른 측면창의 단면도이고,
도 3은 측면창(I)을 향하는 유지 부재(1)의 일 실시예의 표면의 평면도이고,
도 4는 도 3의 유지 부재(1)를 관통하는 A-A'를 따른 단면도이고,
도 5는 측면창의 다른 실시예를 관통하는 단면도이고,
도 6은 측면창(I)을 향하는 유지 부재(1)의 다른 실시예의 표면의 평면도이고,
도 7은 본 발명에 따른 방법의 일 실시예의 순서도이고,
도 8은 본 발명에 따른 방법의 다른 실시예의 순서도이다.
도 1은 일반적인 측면창(I)의 평면도로서, 이것은 승용차의 전면 측면창을 위한 개방가능한 측면창으로 의도된다. 차량 문 안의 상승 메커니즘에 연결되는 2개의 유지 부재(1)가 측면창의 하부 에지(U)의 영역에 부착된다. 이를 위해, 유지 부재(1)는 상승 메커니즘이 고정될 수 있는 관통부(8)를 갖는다.
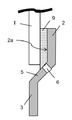
도 2는 유지 부재(1)를 갖는 본 발명에 따른 측면창(I)의 일 실시예를 관통하는 단면도이다. 유지 부재(1)는 일측에서 측면창(I)에 부착된다. 유지 부재(1)는 측면창(I)의 제 1 표면(Ia)에 고정되는, 단일 접촉 섹션(2)으로 구성된다. 이를 위해, 측면창(I)를 향하는 접촉 섹션(2)의 접촉면(2a)은 접착제(9)의 층을 통해 표면(Ia)에 부착된다. 관통부(8)를 갖는 고정 섹션(3)은 단차 섹션(5)을 통해 접촉 섹션(2)에 연결된다. 유지 부재(1)는 하부 에지(U)의 영역 및 이에 인접한 표면(Ia)의 영역을 덮는다. 고정 섹션(3)은 측면창(I)의 하부 에지(U)를 넘어 돌출하고, 측면창(I)의 평면에 대략 배치되도록 접촉 섹션(2)에 대해 가로방향으로 오프셋되고, 하부 에지(U)를 향한다.
유지 부재(1)는 유리 섬유 강화 폴리아미드 66으로부터 일체로 제조된다. 접촉 섹션(2), 고정 섹션(3) 및 단차 섹션(5)은 3 mm의 두께(D)(재료 두께)를 갖는다. 유지 부재(1)의 폭(B)은, 예를 들어 80 mm이다. 접촉 섹션(2)의 길이(L)는, 예를 들어 30 mm이다. 고정 섹션(3)의 길이(L)는, 예를 들어 50 mm이다.
접착제(9)는, 예를 들어 400 MPa의 탄성 계수, 80 %의 파단 신장률(elongation at break), 15 MPa의 인장 강도, 및 6 분의 가용 시간(pot life)을 갖는, DOW사의 Betaforce 9050S이다. 접착제 층의 두께는, 예를 들어 3 mm이다.
측면창(I)는, 예를 들어 3.85 mm 두께의 소다 석회 유리로 제조된 단일 판유리 안전 유리(ESG)로 구현된다. 단순화를 위해, 측면창(I)은 도면에서 평평하게 도시되어 있다. 그러나, 실제로는 승용차 창문에 일반적이듯이 곡률을 갖는다.
도 3은 관통부(8)를 갖는 고정 섹션(3), 단차 섹션(5), 및 접촉 섹션(2)을 갖는 측면창(I)을 향하는 본 발명에 따른 유지 부재(1)의 일 실시예의 측면의 평면도이다. 평면도에서 측면창(I)에 연결된 접촉 섹션(2)의 접촉면(2a)을 볼 수 있다. 접촉면은 단차 섹션(5)을 향하는 에지 근처에, 유지 부재(1)를 조립하는 동안 측면창(I)과 접촉 섹션(2) 사이의 중간 공간으로 접착제가 주입되는, 충전 개구부(6)를 갖는다. 복수의 채널(4)이 접촉면(2a)에 마련된다. 채널(4)은 충전 개구부(6)를 통해 주입된 접착제를 접촉면(2a)에 걸쳐 가능한 한 균일하게 분배하도록 마련된다. 따라서, 접촉면(2a) 및 이에 대향하는 표면(Ia) 영역의 양호한 습윤(wetting)은 중간 공간으로부터 과도하게 접착제가 유출될 위험없이 달성되는데, 이것은 종래 기술의 유지 부재(1)에서는 씰링 소자에 의해 방지되거나 후처리에 의해 교정되어야 했었다. 채널(4)은 직선형이며 한편으로는 충전 개구부(6)를 향하고 다른 한편으로는 접촉면(2a)의 측면 에지를 향한다. 채널(4)은 충전 개구부(6) 주위에 부채꼴(fan-like) 방식으로 분포되고, 충전 개구부(6)와 접촉면(2a)의 측면 에지 사이에서 방사상으로 연장되어 접착제를 분배한다.
대안적으로, 충전 개구부(6)는 단차 섹션(5)에 또는 접촉 섹션(2)과 단차 섹션(5) 사이의 경계 상에 배치될 수도 있다.
도면에서, 화살표는 본 발명에서 폭(B) 및 길이(L)의 치수들을 나타낸다.
도 4는 도 3의 유지 부재(1)를 관통하는 A-A'를 따른 단면도이다. 또한, 화살표는 본 발명에서 두께(D)(재료 두께)의 치수를 나타낸다. 접촉면(2a)에 마련된 채널들(4)이 보인다. 이것들은, 예를 들어 폭은 1.5 mm이고 깊이는 1 mm이다.
도 5는 유지 부재(1)의 다른 실시예를 갖는 본 발명에 따른 측면창(I)을 관통하는 단면도이다. 여기서, 접착제(9)를 주입하기 위한 충전 개구부(6)는 단차 섹션(5)에 배치된다. 이 경우, 채널(4)에 대한 접착제(9)의 분배가 접촉 섹션(2)을 넘어서 단차 섹션(5)으로 계속되는 장점이 있다.
도 6은 관통부(8)를 포함하는 고정 섹션(3), 단차 섹션(5) 및 접촉 섹션(2)을 갖는 측면창(I)의 본 발명에 따른 유지 부재(1)의 다른 실시예의 측면의 평면도이다. 평면도에서는 측면창(I)에 연결된 접촉 섹션(2)의 접촉면(2a)을 식별할 수 있다. 접착제(9)의 층은 접촉면(2a) 상에 도포된다. 접착제(9)는 접촉면(2a)의 중앙 영역에만 도포되어, 접촉면(2a)의 5 mm의 폭을 갖는 둘레 에지 영역이 자유롭게 남아있도록 한다. 유지 부재(1)가 접착될 때, 접착제(9)는 이 자유 표면에 걸쳐 분포되어, 이것이 측면창(I)과 접촉 섹션(2) 사이의 중간 공간으로부터 유출되지 않게 된다.
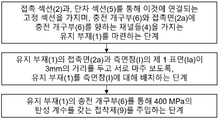
도 7은 유지 부재를 갖는 본 발명에 따른 측면창을 제조하기 위한 본 발명에 따른 방법의 예시적인 일 실시예의 순서도이다. 접착제(9)의 균일한 분포는 채널(4)에 의해 보장되기 때문에, 유지 부재(1)와 측면창(I) 사이의 중간 공간의 씰링은 접착제(9)를 주입할 때 생략될 수 있다.
도 8은 유지 부재를 갖는 본 발명에 따른 측면창을 제조하기 위한 본 발명에 따른 방법의 다른 실시예의 순서도이다. 접착제(9) 부분의 중앙 배치는 접착제(9)가 유지 부재(1)와 측면창(I) 사이의 중간 공간으로부터 유출되지 않도록 보장한다. 결과적으로, 중간 공간을 씰링하기 위한 조치가 생략될 수 있다.
1: 차량의 측면창을 위한 유지 부재
2: 유지 부재(1)의 접촉 섹션
2a: 접촉 섹션(2)의 접촉면
3: 유지 부재(1)의 고정 섹션
4: 채널
5: 유지 부재(1)의 단차 섹션
6: 충전 개구부
8: 고정 섹션(3)을 통과하는 관통부
9: 접착제
I: 차량의 측면창
Ia: 측면창(I)의 제 1 표면
Ib: 측면창(I)의 제 2 표면
O: 측면창(I)의 상부 에지
U: 측면창(I)의 하부 에지
V: 측면창(I)의 전면 에지
H: 측면창(I)의 후면 에지
L: 길이 / 높이
B: 폭
D: 두께 / 재료 두께
A-A' 절단선
2: 유지 부재(1)의 접촉 섹션
2a: 접촉 섹션(2)의 접촉면
3: 유지 부재(1)의 고정 섹션
4: 채널
5: 유지 부재(1)의 단차 섹션
6: 충전 개구부
8: 고정 섹션(3)을 통과하는 관통부
9: 접착제
I: 차량의 측면창
Ia: 측면창(I)의 제 1 표면
Ib: 측면창(I)의 제 2 표면
O: 측면창(I)의 상부 에지
U: 측면창(I)의 하부 에지
V: 측면창(I)의 전면 에지
H: 측면창(I)의 후면 에지
L: 길이 / 높이
B: 폭
D: 두께 / 재료 두께
A-A' 절단선
Claims (15)
- 제 1 표면(Ia), 이에 대향하는 제 2 표면(Ib), 및 하부 에지(U)를 가지며, 하부 에지(U)의 영역에 부착된 적어도 하나의 유지 부재(1)를 갖는 차량용 측면창(I)에 있어서,
유지 부재(1)는 측면창(I)에 고정하기 위한 접촉면(2a)을 갖는 접촉 섹션(2)과, 차량에 고정하기 위해 접촉 섹션(2)에 연결되는 고정 섹션(3)를 가지며,
유지 부재(1)는 접착제(9)를 통해 접촉면(2a)을 제 1 표면(Ia)에 연결함으로써 일측의 측면창(I)에 고정되고, 접착제(9)는 적어도 1 mm의 두께 및 적어도 150 MPa의 탄성 계수를 갖는, 측면창(I). - 제1항에 있어서,
접착제(9)의 두께는 적어도 2 mm, 바람직하게는 2 mm 내지 4 mm 인, 측면창(I). - 제1항 또는 제2항에 있어서,
접착제(9)는 150 MPa 내지 600 MPa, 바람직하게는 400 MPa 내지 600 MPa의 탄성 계수를 갖는, 측면창(I). - 제1항 내지 제3항 중 어느 한 항에 있어서,
접촉 섹션(2)은 단차 섹션(5)을 통해 고정 섹션(3)에 연결되는, 측면창(I). - 제1항 내지 제4항 중 어느 한 항에 있어서,
유지 부재(1)는 접촉 섹션(2)과 측면창(I)의 제 1 표면(Ia) 사이의 중간 공간으로 접착제(9)를 주입하기 위한 충전 개구부(6)를 갖는, 측면창(I). - 제 5 항에 있어서,
접촉면(2a)은 충전 개구부(6)를 향하고 접착제(9)의 유동 방향에 영향을 미치기에 적합한, 적어도 하나의 채널(4)을 갖는, 측면창(I). - 제5항 또는 제6항에 있어서,
접촉면(2a)은 충전 개구부(6)를 향하고 접촉면(2a)에 걸쳐 부채꼴(fan-like) 방식으로 분포되는, 복수의 채널(4)을 갖는, 측면창(I). - 차량용 유지 부재를 갖는 측면창을 제조하는 방법으로,
(a) 접촉면(2a)을 갖는 접촉 섹션(2)과, 접촉 섹션(2)에 연결된 고정 섹션(3)를 갖는 유지 부재(1)와, 제 1 표면(Ia), 이에 대향하는 제 2 표면(Ib), 및 하부 에지(U)를 갖는 측면창(I)이 마련되고,
(b) 유지 부재(1)는, 접착제(9)를 통해 접촉면(2a)을 제 1 표면(Ia)에 연결함으로써 하부 에지(U) 영역 일측의 측면창(I)에 고정되고, 접착제(9)는 적어도 1 mm의 두께 및 적어도 150 MPa의 탄성 계수를 갖는, 방법. - 제8항에 있어서,
- 접착제(9)는 접촉면(2a)의 중앙 영역에만 도포되고, 접촉면(2a)의 측면 에지로부터 적어도 2 mm, 바람직하게는 2 mm 내지 10 mm의 거리를 가지며,
- 유지 부재(1)는 이후 제 1 표면(Ia) 상에 배치되는, 방법. - 제9항에 있어서,
접착제(9)와 접촉면(2a)의 측면 에지 사이에 제 2 접착제가 도포되며, 제 2 접착제는 접착제(9)가 경화될 때까지 측면창(I) 상에서 유지 부재(1)를 임시적으로 안정화하기에 적합한, 방법. - 제8 에 있어서,
충전 개구부(6), 및 충전 개구부(6)를 향하며 접착제(9)의 유동 방향에 영향을 미치는 데 적합한 적어도 하나의 채널(4)을 갖는 접촉면(2a)을 갖는 유지 부재(1)를 구비하고,
- 유지 부재(1)는 측면창(I)에 대해 원하는 위치에 배치되며, 접촉면(2a)은 제 1 표면(Ia)을 향하고,
- 접착제(9)는 이후 충전 개구부(6)를 통해 접촉면(2a)과 제 1 표면(Ia) 사이의 중간 공간으로 주입되는, 방법. - 제 11 항에 있어서,
접착제(9)가 접촉면(2a)을 넘어 유동하기 전에, 접촉면(2a)의 적어도 95 %가 접착제(9)로 습윤되는(wetted), 방법. - 제8항 내지 제12항 중 어느 한 항에 있어서,
접촉면(2a)과 제 1 표면(Ia) 사이의 중간 공간을 씰링하지 않으며 수행되는, 방법. - 제8항 내지 제13항 중 어느 한 항에 있어서,
접착제(9)가 10 분 미만, 바람직하게는 1 분 내지 5 분의 경화 시간을 가지며, 접착제(9)가 경화되는 동안 임시적 위치 안정화를 위한 조치를 취하지 않는, 방법. - 제1항 내지 제7항 중 어느 한 항에 따른 측면창(I)을 자동차, 바람직하게는 승용차의 개방 가능한 측면창으로서의 용도.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020227043203A KR20230004892A (ko) | 2017-12-12 | 2018-10-29 | 일측에 부착된 유지 부재를 갖는 차량 측면창 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17206583.1 | 2017-12-12 | ||
| EP17206583 | 2017-12-12 | ||
| PCT/EP2018/079562 WO2019115080A1 (de) | 2017-12-12 | 2018-10-29 | Fahrzeug-seitenscheibe mit einem einseitig angebrachten halteelement |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227043203A Division KR20230004892A (ko) | 2017-12-12 | 2018-10-29 | 일측에 부착된 유지 부재를 갖는 차량 측면창 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200091456A true KR20200091456A (ko) | 2020-07-30 |
Family
ID=60673276
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227043203A KR20230004892A (ko) | 2017-12-12 | 2018-10-29 | 일측에 부착된 유지 부재를 갖는 차량 측면창 |
| KR1020207019550A KR20200091456A (ko) | 2017-12-12 | 2018-10-29 | 일측에 부착된 유지 부재(retaining element)를 갖는 차량 측면창 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227043203A KR20230004892A (ko) | 2017-12-12 | 2018-10-29 | 일측에 부착된 유지 부재를 갖는 차량 측면창 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US11952819B2 (ko) |
| EP (1) | EP3724437B1 (ko) |
| JP (1) | JP7141455B2 (ko) |
| KR (2) | KR20230004892A (ko) |
| CN (1) | CN110149798B (ko) |
| BR (1) | BR112020010810A2 (ko) |
| MA (1) | MA51124A (ko) |
| MX (1) | MX2020006139A (ko) |
| RU (1) | RU2736897C1 (ko) |
| WO (1) | WO2019115080A1 (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10487558B2 (en) * | 2017-03-15 | 2019-11-26 | Ford Global Technologies, Llc | Bonding bracket for an operable vehicle window having a partially open adhesive channel |
| EP3724437B1 (de) * | 2017-12-12 | 2023-12-13 | Saint-Gobain Glass France | Fahrzeug-seitenscheibe mit einem einseitig angebrachten halteelement |
| US11465468B2 (en) * | 2019-12-18 | 2022-10-11 | Gentex Corporation | Window overmold |
| WO2022029225A1 (en) * | 2020-08-07 | 2022-02-10 | Agc Glass Europe | Vehicle window comprising a window holder |
| FR3144935A1 (fr) * | 2023-01-16 | 2024-07-19 | Saint-Gobain Glass France | Procede de fabrication d’un vitrage coulissant et vitrage coulissant |
Family Cites Families (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3832274A (en) * | 1973-06-06 | 1974-08-27 | Lord Corp | Fast curing adhesives |
| JPS551261Y2 (ko) * | 1975-08-20 | 1980-01-14 | ||
| USD273560S (en) * | 1982-10-06 | 1984-04-24 | Hori Glass Co., Ltd. | Window pane holder or similar article |
| JPS59169323U (ja) * | 1983-04-28 | 1984-11-13 | 日本板硝子株式会社 | 板ガラスと他部材との接合体 |
| DE3320157A1 (de) | 1983-06-03 | 1984-12-06 | VEGLA Vereinigte Glaswerke GmbH, 5100 Aachen | Glasscheibe, insbesondere autoglasscheibe, mit ueber eine klebeschicht mit ihr verbundenen metallischen halteelementen |
| JPS6246709A (ja) * | 1985-08-26 | 1987-02-28 | Hori Glass Kk | 自動車用窓ガラスのホルダ− |
| JPH0650250Y2 (ja) | 1986-03-03 | 1994-12-21 | 株式会社ニフコ | 車輌用窓ガラスのホルダ− |
| US4803257A (en) * | 1987-04-24 | 1989-02-07 | Ashland Oil, Inc. | Flexible, structural polyurethane adhesives with initial pressure sensitive adhesive performance |
| US4987699A (en) * | 1989-08-24 | 1991-01-29 | Gold Peter N | Mounting for an automotive window panel |
| DE4340363A1 (de) | 1993-11-26 | 1995-06-01 | Griwe Innovative Umformtechnik | Verfahren für die Montage einer Kraftfahrzeug-Seitenscheibe |
| US5513468A (en) | 1995-02-09 | 1996-05-07 | Textron Inc. | Window lift bracket |
| JPH09323542A (ja) * | 1996-06-07 | 1997-12-16 | Nifco Inc | ガラスホルダー |
| US5765310A (en) * | 1996-10-01 | 1998-06-16 | Gold; Peter N. | Frangible vehicle window panel mounting bracket |
| RU2133811C1 (ru) * | 1998-01-06 | 1999-07-27 | Закрытое акционерное общество Научно-производственный центр "ПромТех" | Направляющая рычажного механизма стеклоподъемного устройства |
| GB2348232B (en) | 1999-03-25 | 2003-10-01 | Draftex Ind Ltd | Sealing,trimming and finishing strips |
| US6349504B1 (en) * | 1999-10-18 | 2002-02-26 | Elco Textron, Inc. | Window lift bracket |
| AU2001235980A1 (en) * | 2000-01-25 | 2001-08-07 | Societa Italiana Vetro- Siv S.P.A. | A glazing with a mechanical member bonded thereto |
| BE1013572A4 (fr) | 2000-06-23 | 2002-04-02 | Glaverbel | Vitrage mobile pre-ajuste en position. |
| US6425207B1 (en) * | 2000-12-20 | 2002-07-30 | Muncy Corporation | Window regulator with window panel clamp unit |
| KR100487073B1 (ko) * | 2001-10-16 | 2005-05-03 | 가부시키가이샤 니프코 | 유리홀더 및 유리장착방법 |
| KR100463152B1 (ko) * | 2002-04-19 | 2004-12-23 | 현대자동차주식회사 | 자동차의 도어 글래스 승강장치 |
| JP2004324351A (ja) | 2003-04-28 | 2004-11-18 | Asahi Glass Co Ltd | ガラスチャンネルのレギュレータ接続構造 |
| FR2868386B1 (fr) | 2004-03-30 | 2006-05-19 | Saint Gobain | Procede d'assemblage avec precision d'un element rapporte sur un vitrage |
| JP2006274679A (ja) | 2005-03-29 | 2006-10-12 | Ishizaki Honten:Kk | ウインドレギュレータ用のガラスホルダー |
| JP2007146458A (ja) * | 2005-11-28 | 2007-06-14 | Hori Glass Kk | 自動車用ドアガラスとガラスホルダーとの接着構造 |
| JP4529922B2 (ja) * | 2006-03-09 | 2010-08-25 | 株式会社ファルテック | 車両用窓組立体の製造方法および窓ガラスホルダー |
| EP1935558A1 (en) | 2006-12-19 | 2008-06-25 | Pilkington Italia S.p.A. | System and process for manufacturing frameless windows |
| EP1936087B1 (en) * | 2006-12-19 | 2015-11-04 | Pilkington Italia S.p.A. | Frameless window for passenger vehicle |
| EP1935557B1 (en) | 2006-12-19 | 2017-04-26 | Pilkington Italia S.p.A. | Process and apparatus for manufacturing frameless windows |
| EP1936088A1 (en) | 2006-12-19 | 2008-06-25 | Pilkington Italia S.p.A. | Frameless window and process for its manufacture |
| SI1936086T1 (sl) | 2006-12-23 | 2010-04-30 | Roto Frank Ag | Kotni leĺ˝ajni okov za okna, vrata ali podobno |
| FR2944471B1 (fr) * | 2009-04-16 | 2011-05-06 | Saint Gobain | Vitrage a propriete d'amortissement vibro-acoustique ameliore, procede de fabrication d'un tel vitrage et procede de protection acoustique dans un habitacle de vehicule |
| DE102011011600A1 (de) * | 2011-02-17 | 2012-08-23 | Henniges Automotive Gmbh & Co. Kg | An einer Scheibe, vorzugsweise an einer Glasscheibe, zu befestigendes Halteelement |
| CN107208442A (zh) * | 2015-01-22 | 2017-09-26 | 旭硝子株式会社 | 保持件和带保持件的车辆用窗板 |
| KR102513861B1 (ko) * | 2015-06-18 | 2023-03-24 | 다우 글로벌 테크놀로지스 엘엘씨 | 폴리(부틸렌 옥사이드) 기반 이소시아네이트-말단화된 유사-예비폴리머를 사용하여 제조된 2성분 폴리우레탄 접착체 |
| HUE049727T2 (hu) * | 2015-12-08 | 2020-10-28 | Saint Gobain | Berendezés legalább egy emelõsínnel és egy lappal, eljárás a berendezés elõállítására és a berendezés alkalmazása |
| JP2017193881A (ja) * | 2016-04-21 | 2017-10-26 | 旭硝子株式会社 | ホルダ |
| US9970226B2 (en) * | 2016-10-05 | 2018-05-15 | GM Global Technology Operations LLC | Vehicle window assembly |
| US10487558B2 (en) * | 2017-03-15 | 2019-11-26 | Ford Global Technologies, Llc | Bonding bracket for an operable vehicle window having a partially open adhesive channel |
| JP7147484B2 (ja) * | 2017-12-08 | 2022-10-05 | Agc株式会社 | ホルダ付きウインドウガラス及びその製造方法 |
| EP3724437B1 (de) * | 2017-12-12 | 2023-12-13 | Saint-Gobain Glass France | Fahrzeug-seitenscheibe mit einem einseitig angebrachten halteelement |
| EP3724435A1 (de) * | 2017-12-12 | 2020-10-21 | Saint-Gobain Glass France | Halteelement für eine heb- und senkbare fahrzeug-seitenscheibe |
| RU2752069C1 (ru) * | 2017-12-12 | 2021-07-22 | Сэн-Гобэн Гласс Франс | Удерживающий элемент для поднимающегося и опускающегося бокового стекла транспортного средства |
-
2018
- 2018-10-29 EP EP18795545.5A patent/EP3724437B1/de active Active
- 2018-10-29 CN CN201880003342.5A patent/CN110149798B/zh active Active
- 2018-10-29 KR KR1020227043203A patent/KR20230004892A/ko not_active Application Discontinuation
- 2018-10-29 MA MA051124A patent/MA51124A/fr unknown
- 2018-10-29 BR BR112020010810-3A patent/BR112020010810A2/pt not_active Application Discontinuation
- 2018-10-29 US US16/772,372 patent/US11952819B2/en active Active
- 2018-10-29 KR KR1020207019550A patent/KR20200091456A/ko not_active Application Discontinuation
- 2018-10-29 WO PCT/EP2018/079562 patent/WO2019115080A1/de unknown
- 2018-10-29 RU RU2020122944A patent/RU2736897C1/ru active
- 2018-10-29 MX MX2020006139A patent/MX2020006139A/es unknown
- 2018-10-29 JP JP2020531916A patent/JP7141455B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| RU2736897C1 (ru) | 2020-11-23 |
| US11952819B2 (en) | 2024-04-09 |
| MA51124A (fr) | 2021-03-24 |
| EP3724437A1 (de) | 2020-10-21 |
| US20210079709A1 (en) | 2021-03-18 |
| JP2021505798A (ja) | 2021-02-18 |
| CN110149798B (zh) | 2022-04-29 |
| MX2020006139A (es) | 2020-08-13 |
| BR112020010810A2 (pt) | 2020-11-10 |
| EP3724437B1 (de) | 2023-12-13 |
| JP7141455B2 (ja) | 2022-09-22 |
| WO2019115080A1 (de) | 2019-06-20 |
| CN110149798A (zh) | 2019-08-20 |
| KR20230004892A (ko) | 2023-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200091456A (ko) | 일측에 부착된 유지 부재(retaining element)를 갖는 차량 측면창 | |
| KR102454941B1 (ko) | 승강 가능한 차량 측면창을 위한 유지 부재 | |
| US4894972A (en) | Window assembly and method of producing same | |
| US9259994B2 (en) | Automotive glazing | |
| US20100045075A1 (en) | Fixed transparent module roof for a motor vehicle | |
| KR102457441B1 (ko) | 승강 가능한 차량 측면창을 위한 유지 부재 | |
| JPS59173476A (ja) | 窓孔への窓ガラスの取付け部品 | |
| JP7147484B2 (ja) | ホルダ付きウインドウガラス及びその製造方法 | |
| US20180178482A1 (en) | Composite glass pane with a mounting hole | |
| JPH01209116A (ja) | モールまたはホルダー付板状体の製造方法 | |
| US11673453B2 (en) | Fixed window glass having resin frame body, and method for manufacturing same | |
| US20120256447A1 (en) | Window unit for windows in motor vehicles | |
| US20180119478A1 (en) | Encapsulated glass frame assemblies and associated methods for forming same | |
| EP2671742A1 (en) | Attachment structure for window glass | |
| JP2023537306A (ja) | ウィンドウホルダを含む車両ウィンドウ | |
| JPH0714689B2 (ja) | 窓部材およびその製造法 | |
| JPS63159125A (ja) | 窓部材およびその製造方法 | |
| JP2017007483A (ja) | ガラス板モジュール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |