KR20200082402A - 계면결합이 강화된 현무암 섬유 강화 에폭시 복합소재 및 이의 제조방법 - Google Patents
계면결합이 강화된 현무암 섬유 강화 에폭시 복합소재 및 이의 제조방법 Download PDFInfo
- Publication number
- KR20200082402A KR20200082402A KR1020180172977A KR20180172977A KR20200082402A KR 20200082402 A KR20200082402 A KR 20200082402A KR 1020180172977 A KR1020180172977 A KR 1020180172977A KR 20180172977 A KR20180172977 A KR 20180172977A KR 20200082402 A KR20200082402 A KR 20200082402A
- Authority
- KR
- South Korea
- Prior art keywords
- basalt fiber
- composite material
- basalt
- sizing
- fiber
- Prior art date
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/06—Reinforcing macromolecular compounds with loose or coherent fibrous material using pretreated fibrous materials
-
- C08J5/044—
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K9/00—Use of pretreated ingredients
- C08K9/08—Ingredients agglomerated by treatment with a binding agent
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/002—Physical properties
- C08K2201/004—Additives being defined by their length
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Or Physical Treatment Of Fibers (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
Abstract
본 발명은 현무암 섬유 강화 에폭시 복합소재 및 이의 제조방법에 관한 것으로, 보다 상세하게는 표면이 플라즈마 및 사이징 처리되어 계면의 결합성이 강화된 현무암 섬유와 에폭시 매트릭스 수지를 포함하여 우수한 기계적 특성을 나타내는 현무암 섬유 강화 에폭시 복합소재에 관한 것이다.
Description
본 발명은 현무암 섬유 강화 에폭시 복합소재 및 이의 제조방법에 관한 것으로, 보다 상세하게는 표면이 플라즈마 및 사이징 처리되어 계면의 결합성이 강화된 현무암 섬유와 에폭시 매트릭스 수지를 포함하여 우수한 기계적 특성을 나타내는 현무암 섬유 강화 에폭시 복합소재에 관한 것이다.
현무암 섬유는 수천만년 이상 풍화가 이루어지고 안정화과정을 거친 현무암만으로 제조된 환경친화적 섬유로서, 내열성, 내알카리성, 기계적인 물성 등이 뛰어나다. 이러한 현무암 섬유는 연속섬유와 단섬유(스테이플섬유)로 대별되고, 대개 연속섬유는 제한이 없는 긴 길이와 수평 배열이 특징이며, 단섬유는 길이가 길지 않고 굴곡이 있으며 불규칙적인 배열상태가 특징이다.
이와 같은 현무암 섬유는 기존 보강재로서 주로 사용되고 있는 유리섬유보다 고강도이며 고탄성률을 나타낼 뿐만 아니라 우수한 내열성 및 내화학 특성을 갖고 있어 섬유강화 복합재료 제조에 있어서 우수한 보강재로 그 사용 용도가 눈에 띄게 증가하고 있다.
한편, 상기 섬유강화 복합재료의 물성은 섬유의 계면 물성 및 매트릭스(Matrix) 수지의 친화성 및 반응성에 따라 달라지는 것으로 알려져 있다. 상기 섬유와 매트릭스 수지의 결합력에 따라서 복합재료의 물리적 특성 또한 달라지므로, 우선 표면처리를 통해 상기 섬유의 계면 결합력을 향상시키는 것이 중요하다.
상기 표면처리 방법으로 주로 플라즈마 처리법을 사용하는데, 종래 알려진 대부분의 플라즈마 처리로는 섬유의 단순한 화학적 상태 변화만 가능할 뿐, 이와 같은 플라즈마 처리를 단독 수행하는 것만으로는 섬유의 계면 물성을 효과적으로 향상시키는데에 한계가 있다는 문제점이 있었다.
이에, 상기 섬유강화 복합재료가 우수한 물성을 나타내도록 하기 위해 섬유의 계면 결합력을 유의있게 향상시킬 수 있는 표면처리 방법에 대한 연구개발이 이루어지고 있다.
본 발명에 따른 현무암 섬유 강화 에폭시 복합소재 및 이의 제조방법은 상기한 문제점을 해결하고자 하는 것으로, 종래 사용되던 플라즈마 처리를 단독으로 수행하지 않고, 사이징제를 이용한 표면 처리를 상기 플라즈마 처리와 함께 수행하여 현무암 섬유의 계면 결합력을 향상시키고, 상기 계면 결합력이 향상된 현무암 섬유를 이용하여 복합소재를 제조하고자 하였다.
따라서, 본 발명의 목적은 플라즈마 처리 및 사이징 표면 처리되어 계면 결합력이 향상된 현무암 섬유와 매트릭스 수지를 포함하여 우수한 기계적, 물리적 특성을 나타내는 현무암 섬유 강화 에폭시 복합소재를 제공하기 위한 것이다.
한편으로, 본 발명은
플라즈마 및 사이징 처리된 현무암 섬유와 에폭시 수지를 포함하는, 계면결합이 강화된 현무암 섬유 강화 에폭시 복합소재를 제공한다.
다른 한편으로, 본 발명은
(i) 현무암 섬유를 플라즈마 처리하는 단계;
(ii) 상기 플라즈마 처리된 현무암 섬유를 사이징시켜 표면 처리하는 단계;
(iii) 상기 표면 처리된 현무암 섬유를 에폭시 수지와 혼합하여 혼합용액을 제조하는 단계;
(iv) 상기 혼합용액을 몰드에 타설하고 기포를 제거하는 단계; 및
(v) 상기 기포가 제거된 혼합용액을 경화하여 복합소재를 제조하는 단계;를 포함하는,
계면결합이 강화된 현무암 섬유 강화 에폭시 복합소재의 제조방법을 제공한다.
본 발명에 따른 현무암 섬유 강화 에폭시 복합소재는, 현무암 섬유를 플라즈마 처리하여 관능기를 형성시키고, 사이징제를 이용하여 상기 섬유를 표면 처리함으로써 상기 섬유의 계면에 물리적, 화학적 결합(bond)을 형성하여 이에 첨가할 에폭시 매트릭스 수지와 우수한 결합력을 나타낼 뿐만 아니라 복합소재의 기계적, 물리적 특성을 향상시킬 수 있다.
도 1은 본 발명에 따른 현무암 섬유를 플라즈마 및 사이징 표면 처리하는 단계를 나타낸 순서도이다.
도 2는 본 발명의 일 실시예에 따른 현무암 섬유를 나타낸 사진이다.
도 3은 본 발명의 일 실시예에 따른 사이징 표면 처리만을 수행한 현무암 섬유를 나타낸 도면이다.
도 4는 본 발명의 일 실시예에 따른 플라즈마 및 사이징 표면 처리를 수행한 현무암 섬유를 나타낸 도면이다.
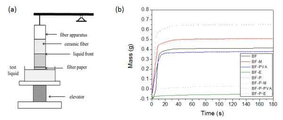
도 5는 본 발명의 일 실시예에 따른 플라즈마 및 사이징 표면 처리된 현무암 섬유의 젖음도(Wettability)를 측정하는 원리(a) 및 결과 그래프(b)를 나타낸 것이다.
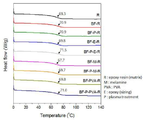
도 6은 본 발명의 일 실시예에 따른 현무암 섬유 강화 에폭시 복합소재의 유리전이 온도를 측정하기 위한 DSC 그래프이다.
도 7은 본 발명의 일 실시예에 따른 현무암 섬유 강화 에폭시 복합소재의 점도를 측정하기 위한 그래프이다.
도 8은 본 발명의 일 실시예에 따른 현무암 섬유 강화 에폭시 복합소재의 탄성도를 측정하기 위한 그래프이다.
도 2는 본 발명의 일 실시예에 따른 현무암 섬유를 나타낸 사진이다.
도 3은 본 발명의 일 실시예에 따른 사이징 표면 처리만을 수행한 현무암 섬유를 나타낸 도면이다.
도 4는 본 발명의 일 실시예에 따른 플라즈마 및 사이징 표면 처리를 수행한 현무암 섬유를 나타낸 도면이다.
도 5는 본 발명의 일 실시예에 따른 플라즈마 및 사이징 표면 처리된 현무암 섬유의 젖음도(Wettability)를 측정하는 원리(a) 및 결과 그래프(b)를 나타낸 것이다.
도 6은 본 발명의 일 실시예에 따른 현무암 섬유 강화 에폭시 복합소재의 유리전이 온도를 측정하기 위한 DSC 그래프이다.
도 7은 본 발명의 일 실시예에 따른 현무암 섬유 강화 에폭시 복합소재의 점도를 측정하기 위한 그래프이다.
도 8은 본 발명의 일 실시예에 따른 현무암 섬유 강화 에폭시 복합소재의 탄성도를 측정하기 위한 그래프이다.
이하, 본 발명을 보다 상세히 설명한다.
본 발명의 일 실시형태에 따른 계면결합이 강화된 현무암 섬유 강화 에폭시 복합소재는,
플라즈마 및 사이징 처리된 현무암 섬유와 에폭시 수지를 포함하는 것을 특징으로 한다.
본 발명의 일 실시형태에서, 상기 현무암 섬유를 고분자 에폭시에 고르게 분포시키기 위하여 섬유의 길이를 약 50 내지 200 ㎛로 조절하여 절단된 현무암 섬유를 사용하고 있으나, 이는 분산 편의성을 위해 상기 범위로 절단한 것이므로 상기 섬유의 길이는 상기 범위에 제한되지 않는다.
본 발명의 일 실시형태에서, 상기 복합소재는 플라즈마 및 사이징 처리된 현무암 섬유 1 내지 80 중량%과 에폭시 수지 20 내지 99 중량%를 포함한다. 상기 범위는 현무암 섬유가 수지 속에 고르게 분포되기 위한 중량비이다. 현무암 섬유의 함량이 1 중량% 이하일 경우, 현무암 섬유의 함량이 낮아 복합체에서 특성을 발현하기 어려우며, 80 중량% 이상일 경우 현무암 섬유의 함량이 높고 수지의 함량이 낮아 현무암 섬유가 수지 속에 고르게 분포되지 않으므로 복합체의 특성이 저하될 수 있다. 그러나 상기 함량에 국한되는 것은 아니다.
본 발명에 따른 복합소재의 매트릭스(Matrix) 수지로 에폭시 수지를 사용함으로써, 에폭시 수지는 경화전 액체 상태로, 현무암 섬유의 고른 분포가 이루어질 수 있으며, 수지 가교 후에 기계적 물성의 높은 향상이 있다. 또한, 압축, 오토클레이브, Resin transfer molding (RTM), Infusion, High-pressure Resin transfer molding (HP-RTM), Compression RTM (C-TRM)의 다양한 공정에 손쉽게 이용될 수 있다. 하지만 위에서 열거한 공정에 국한되는 것은 아니다.
본 발명의 일 실시형태에서, 상기 플라즈마 처리는 Air, N2, Ar 및 O2 분위기 하에서 모두 수행될 수 있다.
본 발명의 일 실시형태에서, 상기 사이징 처리는 하기 화학식 1 내지 3의 화합물로 표시되는 멜라민 수지, PVA 또는 에폭시 수지로 구성되는 사이징제를 이용하여 수행될 수 있으며, 이에 제한되지 않는다. 이중 에폭시 수지를 사용하는 것이 보다 바람직하다.
[화학식 1]

[화학식 2]

[화학식 3]

상기 식에서,
n 은 1 내지 700의 정수이다.
상기 에폭시 수지 사이징제를 이용하여 사이징 표면 처리된 현무암 섬유로 복합소재를 제조하는 경우, 낮은 점도로 인해 흐름성이 높아 성형성이 우수하다. 또한, 복합소재의 탄성도가 우수하여 높은 기계적 강도를 나타낼 수 있다.
상기 사이징제는 물, 에탄올, 아세톤 등의 용매에 용해한 사이징 용액을 사용하는 것이 바람직하고, 이때, 현무암 섬유와 사이징 용액을 약 1:10의 비율로 하여 혼합하는 것이 바람직하다.
본 발명의 일 실시형태에서, 상기 플라즈마 및 사이징 처리를 통해 상기 현무암 섬유 표면에 화학적 및 물리적 결합이 형성되어 상기 에폭시 수지와의 결합력이 향상될 수 있다.
상기 플라즈마 처리 없이 현무암 섬유에 사이징 처리를 하는 경우, 상기 현무암 섬유의 표면은 상기 사이징제와 단순 물리적 결합이 형성된다. 이 경우, 표면 결합력이 매우 저하되어 복합소재 제조시 매트릭스 수지와의 결합력이 낮아 우수한 기계적 특성을 기대할 수 없다(도 2 참조).
반면, 플라즈마 및 사이징 표면 처리를 모두 수행한 현무암 섬유는 플라즈마 처리로 인해 표면에 -OH 기가 형성되고, 상기 사이징제가 -OH와 반응하여 상기 현무암 섬유의 표면 상에 물리적 결합 뿐만 아니라 상기 사이징제로 인한 화학적 결합이 형성된다. 따라서, 복합소재 제조시 매트릭스 수지와의 결합력이 강하므로 우수한 기계적 특성을 나타낼 수 있다(도 3 참조).
본 발명의 일 실시형태에서, 매트릭스 수지로서 상기 복합소재에 포함되는 에폭시 수지와 상기 사이징제로 사용되는 에폭시 수지는, 에폭시 주제와 에폭시 경화제를 약 2:1로 혼합하여 사용하는 것이 바람직하다. 하지만 상기 혼합비에 국한되는 것은 아니며, 경우에 따라 에폭시의 강도를 조절하고자 할 때에는 에폭시 주제와 에폭시 경화제를 약 1:1 내지 10:1 까지 조절하여 사용 가능하다.
본 발명의 일 실시형태에 따른 현무암 섬유 강화 에폭시 복합소재의 제조방법은,
(i) 현무암 섬유를 플라즈마 처리하는 단계;
(ii) 상기 플라즈마 처리된 현무암 섬유를 사이징시켜 표면 처리하는 단계;
(iii) 상기 표면 처리된 현무암 섬유를 에폭시 수지와 혼합하여 혼합용액을 제조하는 단계;
(iv) 상기 혼합용액을 몰드에 타설하고 기포를 제거하는 단계; 및
(v) 상기 기포가 제거된 혼합용액을 경화하여 복합소재를 제조하는 단계;를 포함한다.
본 발명의 일 실시형태에서, 상기 (i) 단계를 수행하기 전에 시판되는 현무암 섬유에 존재하는 사이징제를 제거하기 위해서 디사이징 단계를 추가로 수행할 수 있다.
상기 디사이징 방법으로는 N2 분위기 하에서 열을 일정시간 가해주거나, 섬유를 아세톤 등의 용매에 용해한 후 초음파로 세척한 뒤 여과하는 방법 등 당업계에서 사용되는 방법은 모두 사용할 수 있다.
또한, 상기 (i) 단계를 수행하기 전에 상기 현무암 섬유를 에폭시 수지에 고르게 분포시키기 위하여 섬유의 길이를 약 50 내지 200 ㎛로 조절하여 절단시켜 현무암 섬유를 제조하는 단계를 추가로 수행할 수 있다.
본 발명의 일 실시형태에서, 상기 (ii) 단계에서 사이징 처리는 멜라민 수지, PVA 또는 에폭시 수지로 구성되는 사이징제를 이용하여 수행될 수 있으며, 이에 제한되지 않는다. 이중 에폭시 수지를 사용하는 것이 보다 바람직하다.
본 발명의 일 실시형태에서, 상기 (iii) 단계에서 표면 처리된 현무암 섬유는 1 내지 80 중량%으로 포함하고, 에폭시 수지는 20 내지 99 중량%으로 포함하는 것을 특징으로 한다.
이하, 실시예에 의해 본 발명을 보다 구체적으로 설명하고자 한다. 이들 실시예는 오직 본 발명을 설명하기 위한 것으로, 본 발명의 범위가 이들 실시예에 국한되지 않는다는 것은 당업자에게 있어서 자명하다.
실시예 1: 현무암 섬유의 제조
직경 약 17㎛인 현무암 섬유(YJC사)를 N2 분위기, 600 ℃ 조건 하에서 6시간 동안 열처리 하여 디사이징(desizing)하였다. 이와 같은 과정을 통해 현무암 섬유 표면에 존재하는 사이징제(Sizing Agent)를 제거하였다. 그런 다음, 현무암 섬유의 최조 길이가 50 내지 200 ㎛가 되도록 그라인딩(Grinding)하여 현무암 섬유를 제조하였다(도 2 참조).
실시예 2: 플라즈마 처리된 현무암 섬유의 제조
상기 실시예 1에서 제조된 현무암 섬유를 공기(Air), 45W, 0.2 torr 조건 하에서 1분 30초 동안 플라즈마 처리하였다.
실시예 3 내지 5: 표면 처리된 현무암 섬유의 제조
상기 실시예 2에서 제조된 플라즈마 처리된 현무암 섬유 2g을 각각 멜라민 수지(대양화학, M-85), PVA(이화산업) 및 에폭시 수지(국도화학, YD-128(주제): G-A0435(경화제)=2:1 혼합) 용액 20g(고형분 함량 1wt%)과 혼합하여 교반시켰다. 그런 다음, 여과해준 후 100 ℃에서 30 분 동안 건조하여 표면 처리된 현무암 섬유를 제조하였다.
실시예 6 내지 8: 현무암 섬유 강화 복합소재의 제조
에폭시 수지(국도화학, YD-128(주제): G-A0435(경화제)=2:1 혼합) 90 중량%와 상기 실시예 3 내지 5의 표면 처리된 현무암 섬유를 각각 10 중량%씩 혼합하고, 페이스트 믹서(Paste Mixer)를 이용하여 3000 rpm 조건에서 1분 동안 혼합하였다. 혼합된 액상을 몰드에 부은 후 진공오븐을 이용하여 상온에서 3시간 동안 두어 기포를 제거하였다. 기포가 제거된 액상을 100 ℃의 오븐에서 30 분간 두어 경화시켜 복합소재를 제조하였다.
실시예 9: 현무암 섬유 강화 복합소재의 제조
상기 실시예 3 내지 5의 표면 처리된 현무암 섬유 대신에 상기 실시예 2의 플라즈마 처리된 현무암 섬유를 사용하는 것을 제외하고는 상기 실시예 6과 동일한 방법을 이용하여 복합소재를 제조하였다.
비교예 1 내지 3: 표면 처리된 현무암 섬유의 제조
상기 실시예 2에서 제조된 플라즈마 처리된 현무암 섬유 대신 상기 실시예 1에서 제조된 현무암 섬유를 이용하는 것을 제외하고는 상기 실시예 3 내지 5와 동일한 방법을 이용하여 표면 처리된 현무암 섬유를 제조하였다.
비교예 4: 복합소재의 제조
상기 실시예 3 내지 5의 표면 처리된 현무암 섬유 대신에 상기 실시예 1의 현무암 섬유를 사용하는 것을 제외하고는 상기 실시예 6과 동일한 방법을 이용하여 복합소재를 제조하였다.
비교예 5 내지 7: 현무암 섬유 강화 복합소재의 제조
상기 실시예 3 내지 5의 표면 처리된 현무암 섬유 대신에 상기 비교예 1 내지 3의 표면 처리된 현무암 섬유를 사용하는 것을 제외하고는 상기 실시예 6 내지 8과 동일한 방법을 이용하여 복합소재를 제조하였다.
실험예 1: 젖음도 측정
상기 현무암 섬유의 표면 처리가 잘 이루어졌는지 확인하기 위해 젖음도를 측정하였다. 측정 장비는 force tensionmeter (Sigma700, Biolin Scientific 사)를 사용하였고, 아래를 필터로 막은 원기둥 모양의 관을 사용하여 0.5 g의 현무암 섬유로 채워진 관을 물과 접촉시켜 시간에 따라 충전층으로 올라가는 액체의 질량을 측정하여 섬유의 표면 특성 파악하였다(도 5의 (a) 참조).
측정 결과, 실시예 1의 현무암 섬유(BF) 대비 실시예 2의 플라즈마 처리한 현무암 섬유 (BF-P)의 흡수율이 높아지는 것을 확인하였다. 상기 플라즈마 처리를 통해 BF 표면에 -OH가 형성되었기 때문이다. 사이징제 처리를 하면 플라즈마 처리에 관계없이 사이징제 종류별로 유사한 흡수율을 보이는 것을 확인하였다(도 5의 (b) 참조).
실험예 2: 시차 주사열량 측정(DSC)
상기 복합소재의 열적 전이와 관련된 온도와 열의 흐름을 측정하기 위해 시차 주사 열량 측정법(Differential Scanning Calorimetry)을 이용하였다. 측정 장비는 DSC (differential scanning calorimetry, Q25, TA instruments)를 사용하였고, N2 gas, 5℃/min 조건하에서 수행하였다.
측정 결과, 에폭시 수지(R) 대비 현무암 섬유-에폭시 수지 복합체(BF-R)의 유리전이 온도가 향상되었고, 이는 에폭시 수지의 고분자 체인 유동성에 섬유가 제한을 주기 때문인 것으로 예측된다. 또한, 동일 사이징제를 이용하여 사이징 처리한 경우 플라즈마 처리 후 사이징 표면 처리를 함께 처리하게 되면 유리전이 온도가 더욱 상승하는 것을 알 수 있었다. 이를 통해, 플라즈마 처리를 통해 사이징제가 균일하게 코팅되어 에폭시 수지(matrix)와의 결합력이 향상된 것을 확인하였다(도 6 참조).
실험예 3: 점도 측정
상기 복합소재를 경화하기 전 액체 상태에서의 점도를 측정하였다. 측정 장비는 Rheometer (MCR502, Anton Paar)를 사용하였고, Rotation mode, Shear rate 1-100 s-1, 25 ℃, parallel plate type (직경 25 mm), Gap : 0.5 mm 조건에서 측정 수행하였다.
측정 결과, 플라즈마 처리 유무와는 관계 없이 사이징제에 따라 유사한 거동을 보였고, 점도는 사이징제 미처리 복합소재 용액> 멜라민 수지 처리 복합소재 용액 > PVA 처리 복합소재 용액 ≒ Epoxy 수지 처리 복합소재 용액 순으로 낮게 나타났다. 플라즈마 처리 후 에폭시 사이징제로 사이징을 진행하고, 에폭시 수지와 혼합한 복합소재 용액의 점도가 가장 낮게 나타났다. 낮은 점도를 나타내는 복합소재 용액은 제품 성형 시 흐름성이 높아 우수한 성형성을 나타낼 수 있다. 따라서, 에폭시 사이징제를 이용하여 표면 처리를 수행한 복합소재의 성형성이 가장 우수한 것을 알 수 있었다(도 7 참조).
실험예 4: 탄성도 측정
상기 고체 상태의 복합소재의 탄성도를 측정하였다. 측정 장비는 Rheometer (MCR502, Anton Paar)를 사용하였고, 위의 측정 장비에 Torsional 악세서리를 장착하여 Tosional mode, Strain : 0.005 %, Frequency 10 Hz, 25-130 ℃ 조건에서 측정 수행하였다. 이때, 상기 복합소재의 샘플 사이즈는 길이 50 mm, 너비 10 mm, 두께 1 mm로 하였다. 탄성도 측정 방법은 Dynamic mechanical analyzer (DMA)를 이용해서도 측정 가능하다. 측정 결과는 아래 표 1에 표시하였다.
| 순번 | Sample | Storage modulus(MPa) | 순번 | Sample | Storage modulus(MPa) |
| 1 | R | 864 | - | - | - |
| 2 | BF-R | 758 | 3 | BF-P-R | 2,181 |
| 4 | BF-M-R | 1,002 | 5 | BF-P-M-R | 1,769 |
| 6 | BF-P-R | 1,077 | 7 | BF-P-PVA-R | 1,353 |
| 8 | BF-E-R | 1,602 | 9 | BF-P-E-R | 2,931 |
측정 결과, 사이징제의 종류별 탄성 (G’) 비교시, Epoxy ≥ 사이징제 미처리 > Melamine ≒ PVA 순으로 기계적 강도가 낮아졌으며, 사이징제로 처리한 후 복합소재로 제조하는 경우 사이징제로 처리하지 않았을 때보다 탄성도 값이 증가하였고, 플라즈마 처리 후 사이징제로 처리할 경우 플라즈마 처리하지 않고 사이징제로 처리한 경우보다 탄성도 값이 약 130% 내지 180% 증가하였다. 이를 통해, 플라즈마 처리와 사이징제 처리를 함께 수행하는 표면처리 방법이 섬유의 계면 결합력을 향상시켜 매트릭스 에폭시 수지와의 결합력 또한 향상되어, 복합소재가 우수한 물리적, 기계적 특성을 나타낼 수 있음을 확인하였다.
또한, 플라즈마 처리 유무와 관계없이 에폭시로 사이징을 할 경우 샘플의 탄성(G’)이 우수하게 나타나는 것을 확인하였다. 특히 모든 샘플 중, 플라즈마 처리 후 에폭시 사이징을 진행하고 에폭시 수지와 혼합한 복합소재 샘플의 탄성 (G’)이 가장 높게 나타나 기계적 강도가 가장 우수한 것을 확인하였다(도 8 참조).
따라서, 상기 현무암 섬유를 플라즈마로 처리한 후, 사이징제를 이용하여 표면 처리를 수행하는 경우, 낮은 점도로 인해 가공성 및 성형성이 우수할 뿐만 아니라 기계적 특성이 우수한 것을 알 수 있었다.
이상으로 본 발명의 특정한 부분을 상세히 기술하였는 바, 본 발명이 속한 기술분야에서 통상의 지식을 가진 자에게 있어서 이러한 구체적인 기술은 단지 바람직한 구현예일 뿐이며, 이에 본 발명의 범위가 제한되는 것이 아님은 명백하다. 본 발명이 속한 기술분야에서 통상의 지식을 가진 자라면 상기 내용을 바탕으로 본 발명의 범주 내에서 다양한 응용 및 변형을 행하는 것이 가능할 것이다.
따라서, 본 발명의 실질적인 범위는 첨부된 특허청구범위와 그의 등가물에 의하여 정의된다고 할 것이다.
Claims (9)
- 플라즈마 및 사이징 처리된 현무암 섬유와 에폭시 수지를 포함하는, 계면결합이 강화된 현무암 섬유 강화 에폭시 복합소재.
- 제1항에 있어서, 상기 복합소재는 플라즈마 및 사이징 처리된 현무암 섬유는 1 내지 80 중량%으로 포함하고, 에폭시 수지는 20 내지 99 중량%를 포함하는, 계면결합이 강화된 현무암 섬유 강화 에폭시 복합소재.
- 제1항에 있어서, 상기 현무암 섬유는 섬유의 길이가 50 내지 200 ㎛로 조절하여 절단된, 계면결합이 강화된 현무암 섬유 강화 에폭시 복합소재.
- 제1항에 있어서, 상기 플라즈마 및 사이징 처리를 통해 상기 현무암 섬유 표면에 물리적 및 화학적 결합이 형성되어 상기 에폭시 수지와의 결합력이 향상되는, 계면결합이 강화된 현무암 섬유 강화 에폭시 복합소재.
- 제1항에 있어서, 상기 사이징 처리는 멜라민 수지, PVA 또는 에폭시 수지로 구성되는 사이징제를 이용하여 수행되는, 계면결합이 강화된 현무암 섬유 강화 에폭시 복합소재.
- (i) 현무암 섬유를 플라즈마 처리하는 단계;
(ii) 상기 플라즈마 처리된 현무암 섬유를 사이징시켜 표면 처리하는 단계;
(iii) 상기 표면 처리된 현무암 섬유를 에폭시 수지와 혼합하여 혼합용액을 제조하는 단계;
(iv) 상기 혼합용액을 몰드에 타설하고 기포를 제거하는 단계; 및
(v) 상기 기포가 제거된 혼합용액을 경화하여 복합소재를 제조하는 단계;를 포함하는,
계면결합이 강화된 현무암 섬유 강화 에폭시 복합소재의 제조방법. - 제6항에 있어서, 상기 (i) 단계를 수행하기 전에 상기 현무암 섬유를 에폭시 수지에 고르게 분포시키기 위하여 섬유의 길이를 약 50 내지 200 ㎛로 조절하여 절단시켜 현무암 섬유를 제조하는 단계;를 추가로 수행하는, 계면결합이 강화된 현무암 섬유 강화 에폭시 복합소재의 제조방법.
- 제6항에 있어서, 상기 (ii) 단계에서 사이징 처리는 멜라민 수지, PVA 또는 에폭시 수지로 구성되는 사이징제를 이용하여 수행되는, 계면결합이 강화된 현무암 섬유 강화 에폭시 복합소재의 제조방법.
- 제6항에 있어서, 상기 (iii) 단계에서 표면 처리된 현무암 섬유는 1 내지 80 중량%으로 포함하고, 에폭시 수지는 20 내지 99 중량%으로 포함하는, 계면결합이 강화된 현무암 섬유 강화 에폭시 복합소재의 제조방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180172977A KR20200082402A (ko) | 2018-12-28 | 2018-12-28 | 계면결합이 강화된 현무암 섬유 강화 에폭시 복합소재 및 이의 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180172977A KR20200082402A (ko) | 2018-12-28 | 2018-12-28 | 계면결합이 강화된 현무암 섬유 강화 에폭시 복합소재 및 이의 제조방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200082402A true KR20200082402A (ko) | 2020-07-08 |
Family
ID=71600608
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180172977A KR20200082402A (ko) | 2018-12-28 | 2018-12-28 | 계면결합이 강화된 현무암 섬유 강화 에폭시 복합소재 및 이의 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20200082402A (ko) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112321991A (zh) * | 2020-11-25 | 2021-02-05 | 四川四众玄武岩纤维技术研发有限公司 | 一种玄武岩纤维的处理方法 |
| CN113564763A (zh) * | 2021-07-19 | 2021-10-29 | 盐城荣之圣复合材料有限公司 | 一种纱线的制作工艺 |
| CN114380516A (zh) * | 2021-04-01 | 2022-04-22 | 国网河北省电力有限公司电力科学研究院 | 一种玄武岩纤维表面处理装置及方法 |
| CN114671620A (zh) * | 2022-03-15 | 2022-06-28 | 中国铁道科学研究院集团有限公司铁道建筑研究所 | 一种玄武岩纤维母料及其制备方法 |
| KR20230060967A (ko) * | 2021-10-28 | 2023-05-08 | 주식회사 티제이에어로시스템즈 | 현무암 섬유복합재를 이용한 항공기용 비행제어 컴퓨터 하우징 및 거치대 그리고 그 제조방법 |
| CN117487324A (zh) * | 2023-11-27 | 2024-02-02 | 浙江鑫硕新材料有限公司 | 一种玄武岩纤维增强抗腐蚀复合筋及其制备方法 |
| CN117821863A (zh) * | 2024-01-11 | 2024-04-05 | 潍坊科技学院 | 一种玄武岩纤维增强镁合金复合板材及其制备方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20090006912A (ko) | 2007-07-13 | 2009-01-16 | 홍용철 | 플라즈마를 이용한 탄소나노튜브 개질 방법 및 장치 |
| KR20180039197A (ko) | 2016-10-07 | 2018-04-18 | 주식회사 효성 | 탄소섬유 사이징제 및 이를 이용한 탄소섬유 |
-
2018
- 2018-12-28 KR KR1020180172977A patent/KR20200082402A/ko not_active Application Discontinuation
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20090006912A (ko) | 2007-07-13 | 2009-01-16 | 홍용철 | 플라즈마를 이용한 탄소나노튜브 개질 방법 및 장치 |
| KR20180039197A (ko) | 2016-10-07 | 2018-04-18 | 주식회사 효성 | 탄소섬유 사이징제 및 이를 이용한 탄소섬유 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112321991A (zh) * | 2020-11-25 | 2021-02-05 | 四川四众玄武岩纤维技术研发有限公司 | 一种玄武岩纤维的处理方法 |
| CN112321991B (zh) * | 2020-11-25 | 2023-03-21 | 四川四众玄武岩纤维技术研发有限公司 | 一种玄武岩纤维的处理方法 |
| CN114380516A (zh) * | 2021-04-01 | 2022-04-22 | 国网河北省电力有限公司电力科学研究院 | 一种玄武岩纤维表面处理装置及方法 |
| CN113564763A (zh) * | 2021-07-19 | 2021-10-29 | 盐城荣之圣复合材料有限公司 | 一种纱线的制作工艺 |
| KR20230060967A (ko) * | 2021-10-28 | 2023-05-08 | 주식회사 티제이에어로시스템즈 | 현무암 섬유복합재를 이용한 항공기용 비행제어 컴퓨터 하우징 및 거치대 그리고 그 제조방법 |
| CN114671620A (zh) * | 2022-03-15 | 2022-06-28 | 中国铁道科学研究院集团有限公司铁道建筑研究所 | 一种玄武岩纤维母料及其制备方法 |
| CN117487324A (zh) * | 2023-11-27 | 2024-02-02 | 浙江鑫硕新材料有限公司 | 一种玄武岩纤维增强抗腐蚀复合筋及其制备方法 |
| CN117821863A (zh) * | 2024-01-11 | 2024-04-05 | 潍坊科技学院 | 一种玄武岩纤维增强镁合金复合板材及其制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200082402A (ko) | 계면결합이 강화된 현무암 섬유 강화 에폭시 복합소재 및 이의 제조방법 | |
| Kawaguchi et al. | The effect of particle–matrix adhesion on the mechanical behavior of glass filled epoxies: Part 1. A study on yield behavior and cohesive strength | |
| Yang et al. | Matrix modification with silane coupling agent for carbon fiber reinforced epoxy composites | |
| TWI816760B (zh) | 預浸體及纖維強化複合材料 | |
| KR20070004756A (ko) | 충전된 섬유로 강화된 열가소성 복합재 | |
| KR102185380B1 (ko) | 천연 흑연 박편이 도입된 현무암 섬유 강화 에폭시 복합소재의 제조방법. | |
| CN111392721A (zh) | 一种氧化石墨烯分散液及其制备方法和应用 | |
| CN116162318A (zh) | 一种聚乙烯醇/改性玻璃纤维复合材料及其制法 | |
| CN113897029A (zh) | 一种高速风机叶片用玻璃钢预浸料 | |
| CN116947373B (zh) | 一种聚脲沥青混凝土及其制备方法 | |
| KR20100113489A (ko) | 실리콘 폴리에테르를 포함하는 열경화성 조성물, 이들의 제조 방법 및 용도 | |
| RU2409603C2 (ru) | Полимерная композиция для заливки пьезокомпозитных элементов | |
| Hashemi et al. | Surface modification of bagasse fibers by silane coupling agents through microwave oven and its effects on physical, mechanical, and rheological properties of PP bagasse fiber composite | |
| CN114316870B (zh) | 一种注射式植筋胶及其制备方法 | |
| KR0180229B1 (ko) | 음향 진동 재료 | |
| CN113004517B (zh) | 改性环氧树脂、胶粘剂及其制备方法与应用 | |
| Kim et al. | Mechanical properties of kenaf fiber–cement composites containing kenaf gamma-ray grafted with acrylamide | |
| KR102357709B1 (ko) | 이황화몰리브덴/폴리에테르이미드 나노시트가 도입된 에폭시 복합소재 및 이의 제조방법 | |
| JP3193095B2 (ja) | 複合材料の製造方法 | |
| RU2339662C1 (ru) | Эпоксидное связующее для стеклопластиков | |
| JP2007051189A (ja) | 注型樹脂硬化物及びその製造方法 | |
| CN113845628B (zh) | 一种高阻燃人造石英石板材及其制备方法 | |
| CN114133696B (zh) | 一种模压用石英纤维增强热固性酚醛树脂复合材料及其制备方法 | |
| RU2730319C1 (ru) | Клеевая композиция на основе эпоксидной смолы | |
| KR102706508B1 (ko) | 수성 바인더 조성물을 사용하여 결속된 섬유상 재료 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |