KR20200069015A - 부품 자동 공급 장치 - Google Patents
부품 자동 공급 장치 Download PDFInfo
- Publication number
- KR20200069015A KR20200069015A KR1020180156082A KR20180156082A KR20200069015A KR 20200069015 A KR20200069015 A KR 20200069015A KR 1020180156082 A KR1020180156082 A KR 1020180156082A KR 20180156082 A KR20180156082 A KR 20180156082A KR 20200069015 A KR20200069015 A KR 20200069015A
- Authority
- KR
- South Korea
- Prior art keywords
- oil jet
- seated
- seating
- feeding device
- robot
- Prior art date
Links
- 230000006698 induction Effects 0.000 claims description 12
- 238000000034 method Methods 0.000 claims description 7
- 230000004438 eyesight Effects 0.000 claims description 5
- 238000010586 diagram Methods 0.000 description 6
- 230000000694 effects Effects 0.000 description 2
- 230000004308 accommodation Effects 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000004880 explosion Methods 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/001—Article feeders for assembling machines
- B23P19/002—Article feeders for assembling machines orientating the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/001—Article feeders for assembling machines
- B23P19/007—Picking-up and placing mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/04—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts
- B23P19/042—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts specially adapted for combustion engines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G43/00—Control devices, e.g. for safety, warning or fault-correcting
- B65G43/08—Control devices operated by article or material being fed, conveyed or discharged
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/22—Devices influencing the relative position or the attitude of articles during transit by conveyors
- B65G47/26—Devices influencing the relative position or the attitude of articles during transit by conveyors arranging the articles, e.g. varying spacing between individual articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
- B65G47/92—Devices for picking-up and depositing articles or materials incorporating electrostatic or magnetic grippers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01M—LUBRICATING OF MACHINES OR ENGINES IN GENERAL; LUBRICATING INTERNAL COMBUSTION ENGINES; CRANKCASE VENTILATING
- F01M1/00—Pressure lubrication
- F01M1/08—Lubricating systems characterised by the provision therein of lubricant jetting means
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01P—COOLING OF MACHINES OR ENGINES IN GENERAL; COOLING OF INTERNAL-COMBUSTION ENGINES
- F01P3/00—Liquid cooling
- F01P3/06—Arrangements for cooling pistons
- F01P3/08—Cooling of piston exterior only, e.g. by jets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P2700/00—Indexing scheme relating to the articles being treated, e.g. manufactured, repaired, assembled, connected or other operations covered in the subgroups
- B23P2700/50—Other automobile vehicle parts, i.e. manufactured in assembly lines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Automatic Assembly (AREA)
Abstract
부품 자동 공급 장치가 개시된다. 본 발명의 일 실시 예에 따른 부품 자동 공급 장치는 차량의 엔진 실린더 블록의 설정위치에 장착되는 오일젯을 자동으로 공급 하기 위한 부품 자동 공급 장치로서, 상기 오일젯이 수용되는 수용부, 상기 오일젯이 설정위치로 안착되도록 상기 오일젯을 정위치시키는 복수개의 안착 보올(bowl)를 가지는 로딩부, 및 상기 로딩부와 연결되어 상기 수용부에 수용되는 오일젯을 제1 로봇을 통해 이송받아 가이드라인부를 따라 슬라이드 이동하면서 상기 안착 보올에 안착되도록 구성되는 정렬부를 포함한다.
Description
본 발명은 부품 자동 공급 장치에 관한 것으로, 보다 상세하게는 자동차의 엔진에 적용되는 오일젯을 자동으로 공급할 수 있는 부품 자동 공급 장치에 관한 것이다.
일반적으로 부품 자동 공급 장치(Parts feeder)는 기기의 조립, 가공, 검사 등에 사용되는 부품을 정렬 및 공급하는 자동 공급 장치로서, 작업자가 수작업으로 행하던 공급을 무인화시켜 비용, 생산성 등 여러 분야에서 높은 효율성과 장점을 지닌 자동화 기기이다.
그 종류로는 보울 피더(Bowl feeder), 직진 피더, 및 호퍼 피더(Hopper feeder) 등이 있다.
여기서 상기 보울 피더는 내면에 나선형의 부품 이송로가 형성된 보울을 구비하고, 상기 보울을 진동시켜 상기 부품 이송로를 따라 부품을 이송하는 구조로 이루어진다.
상기한 보울 피더를 통해 공급되는 부품은 지그 상에 정렬되어 해당 기기에 조립되는 것이다.
한편, 차량의 엔진에는 복수의 실린더를 형성하고 있는 실린더 블록과, 상기 실린더 블록의 상부에 결합되고 연소실을 제공하는 실린더 헤드와, 상기 실린더를 따라 왕복 운동하면서 폭발로 인한 팽창과정에서 발생하는 고온 고압의 가스압력을 받아 크랭크 샤프트로 전달하는 피스톤이 구비된다.
여기서 상기 피스톤의 헤드는 고온과 고압에 노출되어 단시간에 충격을 받을 뿐만 아니라, 실린더 내를 고속으로 운동하는 과정에서 실린더 벽과의 사이에 강한 마찰이 생긴다.
그리고 상기 피스톤의 열팽창을 고려하여 피스톤의 상부 외주면에는 다수의 피스톤 링이 개재되는데, 이러한 피스톤 링은 실린더 벽과 접촉하면서 고온에 의해서 고착될 수 있다.
따라서 상기 피스톤과 피스톤 링의 변형 그리고 고착 현상이 발생하지 않도록 하기 위하여 상기 피스톤을 적절히 냉각시키는 것이 중요한 바, 이러한 역할을 수행하는 것이 오일젯(oil jet)이다.
상기 오일젯은 상기 실린더에 장착되는 바디부와, 상기 바디부와 연결된 노즐부로 이루어진다.
이때, 상기 오일젯은 상기 바디부에서부터 노즐부가 길게 돌출되는 구조로 이루어져 있기 때문에, 이를 보울 피더 등을 이용하여 자동 공급 시, 보울의 진동에 의해 품질에 문제가 발생할 수 있다.
더불어 상기 오일젯의 구조로 인해 보울 피더 등을 이용하여 정위치시키기 힘들다는 단점이 있다.
따라서 상기 오일젯과 같은 부품을 자동으로 공급하는 기술개발이 필요하다.
이 배경기술 부분에 기재된 사항은 발명의 배경에 대한 이해를 증진하기 위하여 작성된 것으로서, 이 기술이 속하는 분야에서 통상의 지식을 가진 자에게 이미 알려진 종래 기술이 아닌 사항을 포함할 수 있다.
본 발명의 실시 예는 각종 기기에 장착되는 부품을 자동으로 정렬하기 위한 것으로, 상기 부품의 상품성을 유지하면서 공급이 용이한 부품 자동 공급 장치를 제공하고자 한다.
본 발명의 하나 또는 다수의 실시 예에서는 차량의 엔진 실린더 블록의 설정위치에 장착되는 오일젯을 자동으로 공급 하기 위한 부품 자동 공급 장치로서, 상기 오일젯이 수용되는 수용부, 상기 오일젯이 설정위치로 안착되도록 상기 오일젯을 정위치시키는 복수개의 안착 보올(bowl)를 가지는 로딩부, 및 상기 로딩부와 연결되어 상기 수용부에 수용되는 오일젯을 제1 로봇을 통해 이송받아 가이드라인부를 따라 슬라이드 이동하면서 상기 안착 보올에 안착되도록 구성되는 정렬부를 포함하는 부품 자동 공급 장치를 제공할 수 있다.
또한, 상기 수용부는 복수개의 홈을 가지며, 상기 오일젯이 한쌍으로 이루어져 각 홈에 수용되는 트레이, 및 상기 트레이가 안착되는 다단의 트레이 지그를 포함할 수 있다.
또한, 상기 트레이 지그는 2단으로 이루어져 상면이 경사면으로 이루어질 수 있다.
또한, 상기 로딩부 상에는 복수개의 안착 보올이 일정간격을 두고 배치되며, 상기 안착 보올에는 외측면 일측에 상기 오일젯의 튜브가 안착되는 지지대가 형성될 수 있다.
또한, 상기 제1 로봇은 선단면이 평면으로 형성되는 마그네틱 그립퍼를 포함할 수 있다.
또한, 상기 제1 로봇은 상기 오일젯의 이송 유무를 확인하는 비전센서를 더 포함할 수 있다.
또한, 상기 정렬부는 상단이 라운드 형상의 사각뿔대 형상으로 이루어진 몸체부, 상기 몸체부의 상단부에 형성되고, 상기 몸체부의 양측으로 오일젯을 유도하도록 상측으로 볼록한 라운드 형상으로 형성되는 유도부, 상기 유도부와 연결되어 상기 오일젯을 정위치 시키는 지지부, 및 상기 유도부를 중심으로 상기 몸체부의 양측에 형성되어 상기 지지부와 연결되고, 상기 오일젯을 안착 보올로 안내하는 가이드라인부를 포함할 수 있다.
또한, 상기 지지부는 상기 가이드라인부 측으로 직경이 작아지도록 형성될 수 있다.
또한, 상기 가이드라인부는 상기 오일젯의 튜브가 끼워지는 끼움홈이 형성되며, 상기 오일젯이 자중에 의해 슬라이드 이동되어 상기 안착 보올에 안착되도록 하향 경사지게 형성될 수 있다.
또한, 상기 안착 보올에 정위치로 안착된 오일젯을 상기 엔진 실린더 블록에 가조립시키는 제2 로봇을 더 포함할 수 있다.
본 발명의 실시 예는 튜브 등이 형성된 부품을 해당기기에 장착하기 위하여 정렬 시, 일정패턴으로 공급되도록 하기 위한 것으로, 기존의 정렬시키는 방식에 적용되던 진동을 배제할 수 있어 부품의 파손을 방지할 수 있고, 이로 인해 상품성을 증대시킬 수 있는 효과가 있다.
그 외에 본 발명의 실시 예로 인해 얻을 수 있거나 예측되는 효과에 대해서는 본 발명의 실시 예에 대한 상세한 설명에서 직접적 또는 암시적으로 개시하도록 한다. 즉, 본 발명의 실시 예에 따라 예측되는 다양한 효과에 대해서는 후술될 상세한 설명 내에서 개시될 것이다.
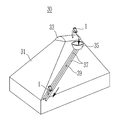
도 1은 본 발명의 실시 예에 따른 부품 자동 공급 장치의 개략적인 구성도이다.
도 2는 본 발명의 실시 예에 따른 부품 자동 공급 장치에 적용되는 로딩부의 일부 구성도이다.
도 3은 본 발명의 실시 예에 따른 부품 자동 공급 장치에 적용되는 정렬부의 일부 구성도이다.
도 2는 본 발명의 실시 예에 따른 부품 자동 공급 장치에 적용되는 로딩부의 일부 구성도이다.
도 3은 본 발명의 실시 예에 따른 부품 자동 공급 장치에 적용되는 정렬부의 일부 구성도이다.
이하, 첨부한 도면을 참고로 하여 본 발명의 실시 예에 대하여 본 발명이 속하는 기술 분야에서 통상의 지식을 가진 자가 용이하게 실시할 수 있도록 상세히 설명한다. 그러나 본 발명은 여러 가지 상이한 형태로 구현될 수 있으며 여기에서 설명하는 실시 예에 한정되지 않는다.
본 발명을 명확하게 설명하기 위해서 설명과 관계없는 부분은 생략하였으며, 명세서 전체를 통하여 동일 또는 유사한 구성요소에 대해서는 동일한 도면부호를 적용하여 설명한다.
또한, 하기의 설명에서 구성의 명칭을 제1, 제2 등으로 구분한 것은 그 구성의 명칭이 동일하여 이를 구분하기 위한 것으로, 반드시 그 순서에 한정되는 것은 아니다.
도 1은 본 발명의 실시 예에 따른 부품 자동 공급 장치의 개략적인 구성도이고, 도 2는 본 발명의 실시 예에 따른 부품 자동 공급 장치에 적용되는 로딩부의 일부 구성도이며, 도 3은 본 발명의 실시 예에 따른 부품 자동 공급 장치에 적용되는 정렬부의 일부 구성도이다.
도 1을 참조하면, 본 발명의 실시 예에 따른 부품 자동 공급 장치는 차량의 엔진 실린더 블록(5)에 장착되는 오일젯(1)을 자동으로 공급하기 위한 것이다.
즉, 상기 부품 자동 공급 장치는 상기 오일젯(1)을 설정패턴으로 정위치 시킨 후, 로봇 등을 통해 상기 엔진 실린더 블록(5)의 설정위치에 조립하는 공정에 적용된다.
본 발명의 실시 예에 따른 부품 자동 공급 장치는 엔진 실린더 블록(5)에 적용되는 오일젯(1)을 예로 들어 설명하였지만, 반드시 이에 한정되는 것은 아니며, 상기 오일젯(1)과 유사한 형상의 부품을 자동으로 공급하기 위하여 적용할 수 있다.
예를 들어, 상기 부품 자동 공급 장치는 일측으로 돌출된 튜브(3) 등이 달린 부품을 공급하기 위하여 적용할 수 있다.
이를 위해, 본 발명의 실시 예에 따른 부품 자동 공급 장치는 수용부(10), 로딩부(20), 및 정렬부(30)를 포함하여 구성된다.
상기 수용부(10)는 트레이(11)와 트레이 지그(13)로 이루어져 오일젯(1)이 수용된다.
이때, 상기 트레이(11)는 복수개의 홈(15)을 가지며, 각 홈(15)에 상기 오일젯(1)이 한쌍으로 이루어져 배치된다.
상기 오일젯(1)이 수용되는 트레이(11)는 상용화되는 제품으로 한쌍의 오일젯(1)의 각 튜브(3)가 상호 겹쳐진 상태로 홈(15)에 배치된다.
또한, 상기 트레이 지그(13)는 상기 트레이(11)가 안착되는 것으로, 다단으로 형성된다.
이러한 트레이 지그(13)는 2단으로 이루어져 상면이 경사면으로 형성되어 상기 트레이(11)가 적재된다.
그리고 상기 로딩부(20)는 상기 오일젯(1)이 설정패턴으로 정위치 되도록 상기 오일젯(1)이 안착되는 안착 보올(bowl, 21)을 포함한다.
즉, 상기 로딩부(20) 상에는 복수개의 안착 보올(21)이 형성되며, 상기 안착 보올(21)이 일정간격을 두고 배치된다.
본 발명의 실시 예에 따른 안착 보올은 로딩부(20) 상에 4개가 형성되는 것을 예로 들어 설명하였지만, 상기 엔진 실린더 블록(5)의 사양에 따라 개수는 가변될 수 있다.
다시 말해, 상기 안착 보올(21)은 공급되는 부품의 개수에 따라 변경하여 적용할 수 있다.
이때, 상기 안착 보올(21)에는, 도 2를 참조하면, 외측면 일측에 상기 오일젯(1)의 튜브(3)가 안착되는 지지대(23)가 형성된다.
상기 오일젯(1)은 상기 지지대(23)에 튜브(3)가 지지된 상태로 상기 안착 보올(21)에 안착된다.
또한, 상기 로딩부(20)는 실린더 작동에 의해 이하에서 설명할 정렬부(30)에 대응하여 이동하게 된다.
예를 들어, 상기 로딩부(20)는 4개의 안착 보올(21)이 형성되면, 2개의 가이드라인부(37)에 대응하여 상기 로딩부(20)가 이동하면서, 4개의 안착 보올(21)에 오일젯(1)이 각각 로딩되도록 구성된다.
그리고 정렬부(30)는, 도 3을 참조하면, 상기 수용부(10)와 로딩부(20) 사이에 배치되어 몸체부(31), 유도부(33), 지지부(35), 및 가이드라인부(37)를 포함하여 구성된다.
상기 정렬부(30)의 몸체부(31)는 사각뿔대 형상으로 이루어진다.
또한, 상기 유도부(33)는 상기 몸체부의 상단부에 형성된다.
이러한 유도부(33)는 상기 몸체부(31)의 양측 상단에 장착된다.
상기 유도부(33)는 상측으로 볼록한 라운드 형상으로 형성된다.
즉, 상기 유도부(33)는 상기 몸체부(31)의 상부에서 라운드 돌기형태로 형성되어 상기 오일젯(1)을 떨어뜨리면, 상기 몸체부(31)를 기준으로 양측으로 떨어져 가이드라인부(37)로 안내되도록 구성된다.
또한, 상기 지지부(35)는 상기 몸체부(31)의 상단부 마주보는 양측에 형성된다.
이러한 지지부(35)에는 몸체부(31)의 측면을 따라 가이드라인부(37)이 연결되는데, 상기 가이드라인부(37)은 상기 지지부(35)와 안착 보올(21) 사이를 연결하도록 형성된다.
상기 지지부(35)는 상단부의 직경이 넓고 하단부의 직경이 상기 상단부에 비하여 비교적 좁게 형성된다.
여기서 상기 가이드라인부(37)에는 오일젯(1)의 튜브(3)가 끼워지는 끼움홈(39)이 형성되며, 상기 오일젯(1)이 자중에 의해 슬라이드 이동되어 상기 안착 보올(21)에 안착되도록 상기 몸체부(31)의 측면을 따라 경사지게 형성된다.
즉, 상기 가이드라인부(37)은 상기 지지부(35)에서 유입된 오일젯(1)의 튜브(3)가 끼움홈(39)에 끼워진 상태로, 슬라이드 이동되어 상기 안착 보올(21)에 일정패턴으로 안착되기 위한 것이다.
그리고 상기 부품 자동 공급 장치는 수용부(10)로부터 상기 정렬부(30)에 제1 로봇(40)을 통해 오일젯(1)을 이송시키도록 구성된다.
상기 제1 로봇(40)은 선단부에 마그네틱 그립퍼(41)를 포함하며, 선단면이 평평한 평면으로 형성된다.
즉, 상기 제1 로봇(40)은 선단면이 평면으로 형성된 마그네틱 그립퍼(41)를 통해 상기 수용부(10)에 공급된 오일젯(1)을 상기 정렬부(30)의 지지부(35)에 이송시키도록 구성된다.
이때, 상기 제1 로봇(40)은 수용부(10)에 수용된 2개의 오일젯(1)을 동시에 그립하여 상기 정렬부(30)의 상단으로 이송한다.
상기와 같이 이송된 오일젯(1)은 상기 몸체부(31)의 상단부에서 떨어져 상기 몸체부(31)의 양측에 형성된 지지부(35)에 각각 투입된다.
이러한 오일젯(1)은 상기 튜브(3)가 끼움홈(39)에 끼워져 가이드라인부(37)을 따라 슬라이드 이동되어 상기 안착 보올(21)에 정위치 배치된다.
또한, 상기 제1 로봇(40)에는 상기 오일젯(1)의 이송 유무를 확인하는 비전센서(43)가 장착된다.
상기 비전센서(43)는 상기 오일젯(1)이 상기 지지부(35)에 이송되어 끼움홈(39)에 튜브(3)가 끼워졌는지를 판별하기 위함이다.
상기와 같이 안착 보올(21)에 로딩된 오일젯(1)은 제2 로봇(50)을 통해 상기 엔진 실린더 블록(5)에 가조립된다.
따라서 본 발명의 실시 예에 따른 부품 자동 공급 장치는 튜브(3) 등이 형성된 부품을 해당기기에 장착하기 위하여 정렬 시, 일정패턴으로 공급되도록 하기 위한 것으로, 기존의 정렬시키는 방식에 적용하던 진동을 배제할 수 있어 부품의 파손을 방지할 수 있다.
상기에서는 본 발명의 바람직한 실시 예를 참조하여 설명하였지만, 해당 기술 분야에서 통상의 지식을 가진 자라면 하기의 특허 청구의 범위에 기재된 본 발명의 사상 및 영역으로부터 벗어나지 않는 범위 내에서 본 발명을 다양하게 수정 및 변경시킬 수 있음을 이해할 수 있을 것이다.
1: 오일젯
3: 튜브
5: 엔진 실린더 블록
10: 수용부
11: 트레이
13: 트레이 지그
15: 홈
20: 로딩부
21: 안착 보올
23: 지지대
30: 정렬부
31: 몸체부
33: 유도부
35: 지지부
37: 가이드라인부
39: 끼움홈
40: 제1 로봇
41: 마그네틱 그립퍼
43: 비전센서
50: 제2 로봇
3: 튜브
5: 엔진 실린더 블록
10: 수용부
11: 트레이
13: 트레이 지그
15: 홈
20: 로딩부
21: 안착 보올
23: 지지대
30: 정렬부
31: 몸체부
33: 유도부
35: 지지부
37: 가이드라인부
39: 끼움홈
40: 제1 로봇
41: 마그네틱 그립퍼
43: 비전센서
50: 제2 로봇
Claims (10)
- 차량의 엔진 실린더 블록의 설정위치에 장착되는 오일젯을 자동으로 공급 하기 위한 부품 자동 공급 장치로서,
상기 오일젯이 수용되는 수용부;
상기 오일젯이 설정위치로 안착되도록 상기 오일젯을 정위치시키는 복수개의 안착 보올(bowl)를 가지는 로딩부; 및
상기 로딩부와 연결되어 상기 수용부에 수용되는 오일젯을 제1 로봇을 통해 이송받아 가이드라인부를 따라 슬라이드 이동하면서 상기 안착 보올에 안착되도록 구성되는 정렬부;
을 포함하는 부품 자동 공급 장치. - 제1항에 있어서,
상기 수용부는
복수개의 홈을 가지며, 상기 오일젯이 한쌍으로 이루어져 각 홈에 수용되는 트레이; 및
상기 트레이가 안착되는 다단의 트레이 지그;
를 포함하는 부품 자동 공급 장치. - 제2항에 있어서,
상기 트레이 지그는
2단으로 이루어져 상면이 경사면으로 이루어지는 부품 자동 공급 장치. - 제1항에 있어서,
상기 로딩부 상에는 복수개의 안착 보올이 일정간격을 두고 배치되며,
상기 안착 보올에는 외측면 일측에 상기 오일젯의 튜브가 안착되는 지지대가 형성되는 부품 자동 공급 장치. - 제1항에 있어서,
상기 제1 로봇은
선단면이 평면으로 형성되는 마그네틱 그립퍼를 포함하는 부품 자동 공급 장치. - 제1항에 있어서,
상기 제1 로봇은
상기 오일젯의 이송 유무를 확인하는 비전센서를 더 포함하는 부품 자동 공급 장치. - 제1항에 있어서,
상기 정렬부는
상단이 라운드 형상의 사각뿔대 형상으로 이루어진 몸체부;
상기 몸체부의 상단부에 형성되고, 상기 몸체부의 양측으로 오일젯을 유도하도록 상측으로 볼록한 라운드 형상으로 형성되는 유도부;
상기 유도부와 연결되어 상기 오일젯을 정위치 시키는 지지부; 및
상기 유도부를 중심으로 상기 몸체부의 양측에 형성되어 상기 지지부와 연결되고, 상기 오일젯을 안착 보올로 안내하는 가이드라인부;
를 포함하는 부품 자동 공급 장치. - 제7항에 있어서,
상기 지지부는
상기 가이드라인부 측으로 직경이 작아지도록 형성되는 부품 자동 공급 장치. - 제7항에 있어서,
상기 가이드라인부는
상기 오일젯의 튜브가 끼워지는 끼움홈이 형성되며, 상기 오일젯이 자중에 의해 슬라이드 이동되어 상기 안착 보올에 안착되도록 하향 경사지게 형성되는 부품 자동 공급 장치. - 제1항에 있어서,
상기 안착 보올에 정위치로 안착된 오일젯을 상기 엔진 실린더 블록에 가조립시키는 제2 로봇을 더 포함하는 부품 자동 공급 장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180156082A KR102633865B1 (ko) | 2018-12-06 | 2018-12-06 | 부품 자동 공급 장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180156082A KR102633865B1 (ko) | 2018-12-06 | 2018-12-06 | 부품 자동 공급 장치 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200069015A true KR20200069015A (ko) | 2020-06-16 |
| KR102633865B1 KR102633865B1 (ko) | 2024-02-05 |
Family
ID=71141942
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180156082A KR102633865B1 (ko) | 2018-12-06 | 2018-12-06 | 부품 자동 공급 장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102633865B1 (ko) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3128972U (ja) * | 2006-11-14 | 2007-02-01 | エヌ・エス・ケイ株式会社 | 部品供給システム |
| KR20090009939U (ko) * | 2008-03-28 | 2009-10-01 | 주식회사 비에스이 | 휴대폰용 진동모터의 스테이터 서브 아세이 로딩장치 |
| JP2013169605A (ja) * | 2012-02-17 | 2013-09-02 | Fanuc Ltd | ロボットを用いた物品組付け装置 |
| JP2014117751A (ja) * | 2012-12-14 | 2014-06-30 | Kofukin Seimitsu Kogyo (Shenzhen) Yugenkoshi | 物質自動供給装置 |
| KR101422416B1 (ko) * | 2013-10-23 | 2014-07-23 | 엘지전자 주식회사 | 부품 공급 장치 |
-
2018
- 2018-12-06 KR KR1020180156082A patent/KR102633865B1/ko active IP Right Grant
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3128972U (ja) * | 2006-11-14 | 2007-02-01 | エヌ・エス・ケイ株式会社 | 部品供給システム |
| KR20090009939U (ko) * | 2008-03-28 | 2009-10-01 | 주식회사 비에스이 | 휴대폰용 진동모터의 스테이터 서브 아세이 로딩장치 |
| JP2013169605A (ja) * | 2012-02-17 | 2013-09-02 | Fanuc Ltd | ロボットを用いた物品組付け装置 |
| JP2014117751A (ja) * | 2012-12-14 | 2014-06-30 | Kofukin Seimitsu Kogyo (Shenzhen) Yugenkoshi | 物質自動供給装置 |
| KR101422416B1 (ko) * | 2013-10-23 | 2014-07-23 | 엘지전자 주식회사 | 부품 공급 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102633865B1 (ko) | 2024-02-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9340372B2 (en) | Workpiece inspection equipment | |
| JP4931937B2 (ja) | 部品自動組付け装置及び方法 | |
| CN101389445A (zh) | 用工业机器人安装发动机活塞的方法和装置 | |
| TW200710383A (en) | Apparatus for inspecting outside appearances | |
| CN105345585A (zh) | 基于视觉的发动机缸体的机器人搬运夹具及搬运系统 | |
| US9586296B2 (en) | Method and device for mounting piston | |
| KR101618276B1 (ko) | 피스톤링 조립장치 | |
| KR20200069015A (ko) | 부품 자동 공급 장치 | |
| JP5741392B2 (ja) | 連続搬送組立装置 | |
| CN109500591B (zh) | 基于视觉定位的装配系统及装配方法和生产线 | |
| RU2018139925A (ru) | Способ наполнения кассеты для заклепок заклепочными элементами | |
| EP2954283B1 (en) | A method and apparatus for use in machine vision | |
| JPWO2019077803A1 (ja) | 部品位置決め用冶具及びそれを用いた部品位置決め装置 | |
| WO2012141491A2 (ko) | 부품 공급장치 | |
| KR101602145B1 (ko) | 블록형 이송 장치 | |
| KR101701261B1 (ko) | 이중 오링의 결합장치 | |
| CN205201178U (zh) | 基于视觉的发动机缸体的机器人搬运夹具及搬运系统 | |
| JP2017052041A (ja) | 装着工具、軸体の製造方法 | |
| JP7132031B2 (ja) | ピストンピンおよびスナップリングの組み付け装置 | |
| KR20110016192A (ko) | 듀얼 피커 실린더 및 이를 구비 장착한 반도체 부품 픽업 이송 장치 | |
| CN205394330U (zh) | 工件快速定位紧固装置 | |
| US11924973B2 (en) | Clamping mechanism and transferring apparatus | |
| KR101468177B1 (ko) | 차체패널 결합 시스템 | |
| CN211136209U (zh) | 螺丝供给机构及其应用的机器手臂 | |
| US20200232777A1 (en) | Automatic three-dimensional measurement-based inspection system for workpieces |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |