KR20200056368A - 공작물의 가공 방법 - Google Patents
공작물의 가공 방법 Download PDFInfo
- Publication number
- KR20200056368A KR20200056368A KR1020200057532A KR20200057532A KR20200056368A KR 20200056368 A KR20200056368 A KR 20200056368A KR 1020200057532 A KR1020200057532 A KR 1020200057532A KR 20200057532 A KR20200057532 A KR 20200057532A KR 20200056368 A KR20200056368 A KR 20200056368A
- Authority
- KR
- South Korea
- Prior art keywords
- workpiece
- tool
- tooth
- machining
- dressing
- Prior art date
Links
Images























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F5/00—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F5/00—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made
- B23F5/20—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made by milling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F5/00—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made
- B23F5/02—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made by grinding
- B23F5/04—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made by grinding the tool being a grinding worm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F1/00—Making gear teeth by tools of which the profile matches the profile of the required surface
- B23F1/02—Making gear teeth by tools of which the profile matches the profile of the required surface by grinding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F19/00—Finishing gear teeth by other tools than those used for manufacturing gear teeth
- B23F19/002—Modifying the theoretical tooth flank form, e.g. crowning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F21/00—Tools specially adapted for use in machines for manufacturing gear teeth
- B23F21/02—Grinding discs; Grinding worms
- B23F21/026—Grinding worms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F21/00—Tools specially adapted for use in machines for manufacturing gear teeth
- B23F21/12—Milling tools
- B23F21/16—Hobs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F23/00—Accessories or equipment combined with or arranged in, or specially designed to form part of, gear-cutting machines
- B23F23/006—Equipment for synchronising movement of cutting tool and workpiece, the cutting tool and workpiece not being mechanically coupled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F23/00—Accessories or equipment combined with or arranged in, or specially designed to form part of, gear-cutting machines
- B23F23/12—Other devices, e.g. tool holders; Checking devices for controlling workpieces in machines for manufacturing gear teeth
- B23F23/1225—Arrangements of abrasive wheel dressing devices on gear-cutting machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F5/00—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made
- B23F5/02—Making straight gear teeth involving moving a tool relatively to a workpiece with a rolling-off or an enveloping motion with respect to the gear teeth to be made by grinding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B53/00—Devices or means for dressing or conditioning abrasive surfaces
- B24B53/06—Devices or means for dressing or conditioning abrasive surfaces of profiled abrasive wheels
- B24B53/075—Devices or means for dressing or conditioning abrasive surfaces of profiled abrasive wheels for workpieces having a grooved profile, e.g. gears, splined shafts, threads, worms
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/004—Measuring arrangements characterised by the use of mechanical techniques for measuring coordinates of points
- G01B5/008—Measuring arrangements characterised by the use of mechanical techniques for measuring coordinates of points using coordinate measuring machines
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/182—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by the machine tool function, e.g. thread cutting, cam making, tool direction control
- G05B19/186—Generation of screw- or gearlike surfaces
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/19—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by positioning or contouring control systems, e.g. to control position from one programmed point to another or to control movement along a programmed continuous path
- G05B19/27—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by positioning or contouring control systems, e.g. to control position from one programmed point to another or to control movement along a programmed continuous path using an absolute digital measuring device
- G05B19/29—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by positioning or contouring control systems, e.g. to control position from one programmed point to another or to control movement along a programmed continuous path using an absolute digital measuring device for point-to-point control
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/4093—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by part programming, e.g. entry of geometrical information as taken from a technical drawing, combining this with machining and material information to obtain control information, named part programme, for the NC machine
- G05B19/40937—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by part programming, e.g. entry of geometrical information as taken from a technical drawing, combining this with machining and material information to obtain control information, named part programme, for the NC machine concerning programming of machining or material parameters, pocket machining
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/41—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by interpolation, e.g. the computation of intermediate points between programmed end points to define the path to be followed and the rate of travel along that path
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/35—Nc in input of data, input till input file format
- G05B2219/35035—Design gear, tooth surfaces
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/36—Nc in input of data, input key till input tape
- G05B2219/36198—Gear, thread cutting
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Automation & Control Theory (AREA)
- Computing Systems (AREA)
- Theoretical Computer Science (AREA)
- Geometry (AREA)
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
- Gear Processing (AREA)
Abstract
본 발명은 기어 절삭 기계 상의 공구를 통해 공작물에 기어를 가공하기 위한 방법에 있어서, 상기 공작물이 롤링 공정에 의해 가공되되, 치형 가공을 위한 공구는 미리 결정된 축방향 거리와 축 교차 각도를 가지고 공작물 상에서 회전하는 가공 방법을 제시하며, 희망하는 플랭크 라인 형상 및/또는 기어 가공의 치형 두께가 상기 롤링 가공 방법에 의해 생간된다. 본 발명의 가공 방법은 다른 또 하나의 조건에 의해 특정된다는 특징을 가지고 있으며, 상기 축방향 거리와 축 교차 각도가 상기 희망하는 플랭크 라인 형상 및/또는 기어 가공의 치형 두께와 상기 다른 또 하나의 조건에 의해 결정된다.
Description
본 발명은 기어 절삭 기계 상의 공구를 통해 공작물에 기어를 가공하기 위한 방법에 관한 것이다. 본 발명에 있어서, 상기 공작물은 롤링 공정(rolling process)에 의해 가공되며, 이 공정에서 치형 가공을 위한 공구는 미리 결정된 축방향 거리와 축 교차 각도를 가지고 공작물 상에서 회전한다.
롤링 공정에 있어서, 공구와 공작물의 회전 운동은 서로 커플되어 있어 공구의 치형이 공작물의 치형 상에서 롤링하게 되며, 이를 소위 롤링 커플링(rolling coupling)이라고 한다. 롤링 운동은 따라서 공구과 공작물에 의해 형성된 치형의 운동에 대응되게 된다. 롤링 운동은 공작물의 폭 방향, 즉 공작물의 축의 회전 방향에서의 공구와 공작물 사이의 상대 운동이고, 이를 통해 공구는 작업 스트로크(processing stroke)에 있어 공작물을 따라 가이드 된다.
공작물과 공구 사이의 축방향 중심 거리는 공구가 공작물에 개입되는 깊이를 결정하고, 치형의 두께가 영향을 받을 수 있도록 한다. 알려진 롤링 가공 방법에 있어서, 축 단면의 앵글은 공구와 공작물의 헬릭스 앵글(helix anlge)에 의해 미리 결정된다.
이와 같은 롤링 공정에 의해, 원하는 플랭크 라인 형상 및/또는 치형 가공의 치형 두께가 생성될 수 있다. 본 발명의 목적을 위해, 플랭크 라이 형상의 컨셉은 한편으로는 수정되지 않은 플랭크 라인으로 형성될 수 있다. 본 발명의 측면에서 플랭크 라이 형상의 개념은 다른 한편으로 플랭크 라이 수정을 포함한다.
롤링 공정에 의해 수정된 플랭크 라인을 제공하고 이를 생산하는 것은 선행기술을 통해 알려져 있다. 이러한 목적을 위해 공작물의 폭 위치와 대응하는 롤링 커플링의 수정의 함수로 축방향 거리 변화를 만들고 이를 통해 공작물의 좌측 및 우측 플랭크에서 플랭크 라인을 수정하는 것이 DE 102 085 31을 통해 알려져 있다.
본 발명의 목적은 롤링 가공의 가능성을 확장시키는 것이다.
상기 목적은 청구항 1항의 방법에 의해 달성된다. 본 발명의 유리한 실시예들은 종속항의 주요 기술적 특징이다.
본 발명의 공작물 가공 방법은 기어 제조 기계 상의 공구를 통해 공작물의 기어 제조 가공을 수행하기 위한 방법에 관한 것으로, 상기 공작물은 공구가 기어 제조 가공을 위해 미리 결정된 축방향 거리와 축방향 교차 앵글을 가지고 롤링하는 창성 절삭에 의해 가공되고, 기어 가공의 희망하는 치형 트레이스 형상과 치형 두께 중 어느 하나 이상은 상기 창성 절삭에 의해 생성되되, 부가 조건이 미리 결정될 수 있으며, 상기 축방향 거리와 축방향 교차 앵글은 기어 가공의 치형 트레이스 형상과 치형 두께 중 어느 하나 이상과 상기 부가 조건에 따라 결정되며, 상기 부가 조건은 기어 가공의 활성 부분과 비활성 부분 중 어느 하나 이상의 기어 형상에 대한 스펙인 것을 특징으로 한다.
또한, 축방향 교차 앵글은 상기 부가 조건에 따라 선택되고, 상기 축방향 교차 앵글은 공구와 공작물의 헬릭스 앵글에 의해 미리 결정된 축방향 교차 앵글과는 구별되고, 중심 거리는 희망하는 치형 트레이스 형상과 치형 두께 중 어느 하나 이상이 헬릭스 앵글의 변화에도 불구하고 생성되도록 설정되고, 중심 거리, 설정될 축방향 교차 앵글과 공구와 공작물의 헬릭스 앵글에 의해 미리 결정된 축방향 교차 앵글의 편차가 상기 부가 조건과 희망하는 치형 트레이스 형상과 치형 두께 중 어느 하나 이상에 의해 결정되는 것을 특징으로 한다.
또한, 상기 중심 거리, 축방향 교차 앵글 및 커플링 생성의 수정은 희망하는 치형 트레이스 형상과 치형 두께 중 어느 하나 이상과 상기 부가 조건에 따라 결정된다.
또한, 상기 부가 조건은, 치형 루트 지오메트리, 헤드 지오메트리 및 공구 상의 수정에 의해 공작물의 활성 치형 플랭크 상에 생성되는 수정 위치에 대한 스펙인 것을 특징을 한다.
또한, 상기 치형 뿌리는, 상기 가공 스트로크 동안 생성되는 치형 두께와 상기 가공 스트로크 동안 생성되는 루트 반경은 각각 독립적으로 사전 결정되어, 적어도 하나의 가공 스트로크 동안 활성 치형 플랭크와 함께 가공되며, 치형 뿌리와 치형 플랭크의 영역에서의 절삭은, 상기 가공 스트로크 동안 생성되는 치형 두께와 상기 가공 스트로크 동안 생성되는 루트 반경이 공구와 공작물 사이의 축방향 교차 앵글과 중심 거리의 설정에 의해 생성되도록, 각각 설정된다.
또한, 상기 공작물은 치형 루트가 적어도 하나의 가공 스트로크에서 활성 치형 플랭크와 함께 가공되고, 축방향 교차 앵글과 공구와 공작물 사이의 중심 거리 설정이 루트 영영에서의 절삭이 이전 가공 스트로크에서 보다 최종 가공 스트로크에서 적어지도록 하는 복수의 가공 스트로크를 통해 가공된다.
또한, 상기 치형의 뿌리는, 하나의 가공 스트로크 동안 생성되는 운동 축의 변화에 기인하는 수정이 없고, 다른 가공 스트로크 동안 생성되는 운동 축의 변화에 기인하여 활성 치형 플랭크만 수정되면서, 적어도 하나의 가공 스트로크에서 상기 활성 치형 플랭크와 함께 가공되고, 상기 공구는, 상기 활성 치형 플랭크의 치형 트레이스 수정을 생성하기 위한 중심 거리, 축방향 교차 앵글 및 커플링 생성의 수정 중 적어도 하나가 다른 가공 스트로크 동안 공작물의 폭 위치에 따라 변화되면서, 상기 치형 루트와 계합되지 않은 상태로 유지된다.
또한, 상기 공구는 연마 웜이고, 좌측 플랭크, 우측 플랭크 및 치형 헤드 중 적어도 하나를 동시에 드레싱하는 드레싱 공구의 조합에 의해 드레싱되며, 공작물 상에서 생성되는 기어의 희망하는 루트 반경과, 희망하는 치형 트레이스 형상 및 치형 두께 중 적어도 하나 이상은, 중심 거리와 축방향 교차 앵글의 설정에 의해 생성되고, 상기 설정은 선택적으로 공작물 가공 동안의 공구와 공작물의 커플링 생성 수정을 포함한다.
또한, 상기 공구는 기어 제조 가공 동안 공작물의 활성 치형 플랭크에 적용되는 수정을 갖게 되며, 상기 공작물의 활성 치형 플랭크 수정 위치는 미리 설정가능하거나, 변화가능하거나, 또는 축방향 교차 앵글 및 공구와 공작물 사이의 중심 거리에 의해 설정된다.
또한, 그 수정이 다른 희망하는 공작물의 지오메트리에 맞게 설계된 공구가 이용되며, 상기 공작물의 수정 위치는 축방향 교차 앵글과 공구와 공작물 간의 중심 거리를 설정함에 따라 새로 희망하는 공작물의 지오메트리에 맞게 설정된다.
또한, 축방향 교차 앵글은 적어도 하나의 가공 스트로크 동안에는 공작물의 폭에 대해 일정하게 유지된다.
또한, 상기 기어 제조 가공은 치형의 두 플랭크 상에서 이루어지는 것을 특징으로 한다.
또한, 상기 중심 거리는, 상기 축방향 교차 앵글이 희망하는 치형 트레이스 형상과 치형 두께 중 어느 하나 이상이 생성되도록 중심 거리에 따라 설정된 상태에서 상기 부가 조건을 만족하도록 결정되는 것을 특징으로 한다.
또한, 기어 가공의 비활성 부분의 기어 형상과 관련된 제1 스펙과 기어 가공의 활성 부분의 기어 형상과 관련된 제2 스펙으로서의 둘 또는 그 이상의 부가 조건이 미리 설정되며, 중심 거리와 축방향 교차 앵글 중 적어도 하나는 상기 둘 또는 그 이상의 부가 조건이 최적 근사를 통해 만족될 수 있도록 하는 커브 피팅에 의해 결정된다.
또한, 우측 및 좌측 플랭크에서의 절삭은, 각각 미리 결정될 수 있고, 축방향 교차 앵글, 공구와 공작물 사이의 축간 거리 및 커플링 생성 수정의 희망하는 설정에 의해 생성된다.
또한, 가공 스트로크 동안 생성되는 기어 두께와 상기 가공 스트로크 동안 생성되는 루트 반경은 입력 함수에 의해 각각 사전 설정될 수 있거나, 우측 플랭크와 좌측 플랭크와 루트에서의 절삭이 각각 사전 결정될 수 있다.
한편, 본 발명의 기어 제조 기계는 공구 수용부와 공작물 수용부와, 공구 수용부 내의 공구로 공작물 수용부 내의 공작물의 기어를 가공하기 위해 공구와 공작물의 상대 위치를 설정하기 위한 NC 축을 갖고, 기어 제조 가공을 위한 공구가 공작물 상에 롤링하는 기어 창성 공정을 수행하기 위한 NC 축을 제어하기 위한 제어부를 갖는 기어 제조 기계에 있어서, 상기 제어부는 희망하는 치형 트레이스 형상과 치형 두께 중 어느 하나 이상과 부가 조건이 미리 결정될 수 있는 입력 함수를 가지며, 상기 부가 조건은 기어 가공의 활성 부분과 비활성 부분 중 어느 하나 이상의 기어 형상에 대한 스펙이고, 상기 제어부는 가공된 공작물이 희망하는 치형 트레이스 형상과 치형 두께 중 적어도 하나 이상을 갖고, 상기 부가 조건을 만족시키도록, 창성 가공 동안 공작물과 공구 사이의 중심 거리와 축방향 교차 앵글을 설정하는 가공 함수를 갖는다.
또한, 상기 기어 제조 기계는 앞서 설명한 공작물 가공 방법을 수행하기 위한 것이다.
한편, 본 발명의 공작물 가공 방법을 수행하기 위한 소프트웨어 저장 매체는 창성 가공을 수행하기 위해 필요한 공구와 공작물의 상대 위치를 계산하기 위한 계산 소프트웨어가 저장된 매체로서, 상기 계산 소프트웨어는 희망하는 치형 트레이스 형상과 치형 두께 중 어느 하나 이상과 부가 조건이 미리 결정될 수 있는 입력 함수를 가지되, 상기 부가 조건은 기어 가공의 활성 부분과 비활성 부분 중 어느 하나 이상의 기어 형상에 대한 스펙이고, 가공된 공작물이 미리 설정된 치형 트레이스 형상과 치형 두께 중 적어도 하나 이상을 갖고, 상기 부가 조건을 만족시키도록, 창성 가공 동안 공작물과 공구 사이의 중심 거리와 축방향 교차 앵글을 설정하는 결정 함수를 갖는다.
또한, 상기 계산 소프트웨어는 제1항 또는 제2항의 방법을 수행하기 위해 필요한 공구와 공작물 사이의 상대 위치를 계산하기 위한 것이다.
본 발명의 발명자는 기어 절삭 가공의 추가의 자유도(degree of freedom)가 축 교차 앵글에 의해 가능할 것이라는 것을 인식하고, 이것이 롤링 가공의 가능성을 확장하는데 이용되었다. 이 추가의 차유도는 롤링 공정 동안 부가의 조건을 특정하는 것이 가능하게 하였고, 중심 거리와 축 교차 앵글이 결정되는데 종속적이다.
본 발명에 따른 방법은 바람직하게 더블 랜스(double-lanced) 롤링 공정에 이용된다.
본 발명은 특히 호빙과 롤러 그라인딩의 경우에 이용될 수 있다. 밀링 공정의 경우에는 회전방향으로 대칭의 형상을 가지고 호브 밀칭 공정에 의한 기어 가공시 제공되는 미가공된 블랭크(undriven blank)가 공작물로서 가공된다. 밀링 공정은 통상 몇 개의 작업 단계에 의해 수행된다.
거친 그라인딩(rough grinding)의 경우에는 통상 미리 치형이 가공된 블랭크(pre-toothed blank)가 공작물로서 가공되고, 이 때 롤링 그라인딩을 기어 가공 외형의 품질을 향상시키기 위해 이용된다. 롤링 그라인딩은 특히 하드 파인(hard-fine) 가공이다. 일반적으로 미리 치형이 가공된 블랭크가 황삭을 수행하기 전에 표면 강화된다. 롤링 그라인딩은 바람직하게는 몇 개의 프로세싱 스트로크를 발생시키고, 특히 적어도 하나의 황삭(roughing cut)과 적어도 하나의 정삭(finishing cut)을 발생시킨다.
공작물은 일반적으로 금속으로 만들어지고, 특히 철로 만들어진다. 기어 밀링의 경우에는 일반적으로 호브(hob)가 공구로 사용되고, 거친 그라인딩의 경우에는 일반적으로 그라인딩 오거(auger)가 공구로 사용된다. 그라인딩 웜은 드레서블(dressible) 또는 논 드레서블(non-dressible)할 수 있다.
본 발명의 범위 내에서는, 바람직하게는 축 교차 앵글이 사용되고, 이 앵글은 종래 기술에서 사용되는 공구와 공작물의 헬릭스 앵글에 의해 미리 정의되는 축 교차 앵글과는 차이를 가지고 있다. 축 교차 앵글이 공구와 공작물헬릭스 앵글에 의해 미리 정의되는 축 교차 앵글과의 차이는 바람직하게는 부가 조건에 따라 선택될 수 있다. 바람직하게는 그 후 중심 거리가 축 교차 앵글의 차이에도 불구하고, 희망하는 치형 자취(tooth trace) 및 또는 치형 두께가 생성될 수 있도록 설정된다.
본 발명의 발명자는 치형의 두께가 축 교차 앵글을 변화됨에 따라 변화될 수 있다는 것을 인식하게 되었다. 특히, 치형 두께는 공구와 공작물의 기술어진 각도에 의해 생성되는 앵커(anchor)들의 각도로부터의 차이에 의해 감소될 수 있다.
축 교차 앵글의 대응하는 조정에 의해, 그에 따라, 더 큰 중심 거리에 의해 발생하는 치형 두께의 증대가 보상될 수 있다. 이는 특정 한계 내에서 축간 간격(axial spacing)을 자유롭게 결정할 수 있도록 하고, 축 교차 앵글의 적절한 선택을 통해 희망하는 플랭크 라인 형상 또는 플랭크 두께를 얻을 수 있도록 한다. 중심 거리를 설정함에 따라, 또한 부가 조건의 달성이 가능하다.
본 발명에 따르면, 축간 간격, 그리고 설정될 축 교차 앵글과 공구와 공작물의 경사각에 의해 정의되는 축의 앵글과의 차이는 바람직하게는, 부가 조건과 희망하는 엣지 라인 형상(edge line shape) 및/또는 치형 두께의 함수로 결정된다. 특히, 중심 거리는 부가 조건의 함수로 결정되고, 축 단면의 앵글은 희망하는 엣지 라인 형상 및/또는 치형 두께가 생성되도록 결정될 수 있다.
또한, 본 발명에 따르면, 축간 거리와 축 교차 앵글의 특정한 조정 이외에도, 롤링 커플링의 보정에 대한 특별한 조정도 발생할 수 있다.
롤링 커플링을 공작물의 폭 위치의 함수에 따라 수정하는 것은 여러 다른 기계 축들에 의해 달성될 수 있다. 특히, 롤링 커플링의 보정은 공작물 및/또는 공구의 부가적인 회전 운동에 의해서 달성될 수 있다. 한편, 롤링 커플링의 보정은 쉬프팅 운동(shifting movement) 및/또는 공작물의 축방향 선행 운동에 의한 경사형 치형에 의해서도 달성될 수 있다. 상기 운동들은 바람직하게는 공작물의 폭방향 위치의 함수에 영향을 받는다.
본 발명에 따르면, 축간 간격, 축 교차 앵글 및 롤링 커플링의 보정이 희망하는 엣지 라인 형상 및/또는 치형 두께 및 부가 조건의 함수로 결정된다. 롤링 커플링의 보정은 플랭크 라인 형상에 영향을 주며, 이는 좌측과 우측의 플랭크에 서로 다른 영향을 준다. 따라서 엣지 형상 및/또는 좌측과 우측의 치형 두께는 축간 거리와 이에 대응하는 롤링 커플링의 보정을 설정함으로써 서로 독립적으로 특정될 수 있다.
본 발명에 따르면, 플랭크 수정은 희망하는 플랭크 라인 형상에 의해 특정될 수 있으며, 바람직하게는 치형 두께 및/또는 플랭크 라인 수정은 좌측과 우측 플랭크에 대해 미리 정의될 수 있다.
선택적으로 또는 부가적으로, 중심 거리 및/또는 롤링 커플링의 보정은 공작물의 폭방향 위치의 함수로 결정될 수 있다. 본 발명에 따르면, 공작물의 폭방향 위치와 이에 대응하는 롤링 커플링의 보정에 종속적인 중심 거리 변수에 의해, 특정 경계 조건 내에서 좌측 또는 우측 플랭크에 대한 자유롭게 정의되는 엣지 라인 수정이 만들어질 수 있다. 부가적으로 본 발명에 따른 중심 거리의 설정은 부가 조건의 수행을 가능하게 한다.
바람직하게는, 상기 부가 조건은, 본 발명에 따라 미리 결정될 수 있고, 치형의 지오메트리와 관련하여, 축 교차 앵글을 조정함으로써 수행될 수 있다.
본 발명의 제1 변형예로서, 부가 조건은 치형의 비활성 부분(inactive part)의 치형 형상의 필요조건이 될 수 있다. 반면, 본 발명의 제2 변형예로서, 부가 조건은 치형의 활성 부분(active part)에서의 치형 형상을 미리 결정하는 것이 될 수 있다. 상기 치형의 비활성 부분은 특히 치형의 논 인볼루트(non-involute) 부분이며, 특히, 치형 뿌리 및/또는 치형 머리 주변이다. 상기 활성 부분은 특히 치형은 인볼루트 부분이며, 특히 좌측 또는 우측 치형 플랭크 주변이다.
제1 변형예의 범위 내에서, 미리 결정되는 것은 치형 뿌리 지오메트리, 특히 치형 뿌리의 반지름, 및/또는 치형 뿌리의 경로, 및/또는 치형 머리 지오매트리, 특히 치형 머리의 반지름, 및/또는 치형 머리의 경로와 관련되어 있다. 본 발명의 범위 내에서 특히 치형 뿌리의 지오메트리는 필요조건으로 관련된다.
제2 변형예의 범위 내에서, 부가 조건은 치형의 활성 부분에 대한 치형의 형상과 관련되며, 특히, 공작물의 활성 치형 플랭크에 대한 공구의 수정에 의해 발생되는 수정 위치와 관련되어 있다.
특히, 공작물에 생성되는 치형 뿌리의 원형 반지름 또는 치형 머리의 원형 반지름은 부가 조건으로 특정될 수 있고, 여기서 대응하는 뿌리 원형 반지름 또는 머리 원형 반지름이 대응하는 축 교차 앵글과 중심거리를 설정하는 본 발명의 방법에 따라 생성될 수 있다.
선택적으로, 공작물의 활성 치형 플랭크에 생성되는 수정의 위치가 부가 조건으로 특정될 수 있고, 여기서 대응하는 수정의 위치는 대응하는 축 교차 앵글과 중심거리를 설정하는 본 발명의 방법에 따라 생성될 수 있다.
만일, 본 발명에 따라, 단지 하나의 조건만이 특정된다면, 이는 본 발명에 따른 방법에 의해 정확하게 만족될 수 있다. 특히, 이러한 목적을 위해, 본 발명에 따르면, 축간 거리와 축 교차 앵글 그리고 만일 적절하다면, 롤링 커플링의 수정이 희망하는 플랭크 라인 형상 및/또는 치형 두께가 생성되고, 부가 조건이 정확히 만족되는 방식으로 결정된다.
한편, 본 발명의 범위 내에서, 둘 또는 그 이상의 부가 조건, 특히, 위에서 언급한 조건들 중 두 개의 부가 조건이 특정될 수 있다. 특히, 첫째로 치형의 비활성 부분의 치형 형상이 먼저 설정되고, 두 번째로 치형의 활성 부분의 치형 형상 특성이 미리 설정될 수 있다. 특히, 본 발명에 따르면, 뿌리 및/또는 머리 원형 반지름에 대한 사전 설정과 공작물의 활성 치형 플랭크에서의 공구 수정에 의해 생성되는 수정 위치의 사전 설정이 제공될 수 있다. 한편, 이 경우에 둘 또는 그 이상의 부가 조건들은 통상 더 이상 정확히 만족되지는 않는다. 따라서 바람직하게는 축간 거리와 축 교차 앵글, 그리고 만일 적절하다면, 롤링 커플링의 보정이 둘 또는 그 이상이 부가 조건이 최적 추정을 만족하는 방식의 보상 계산에 의해 결정될 수 있다.
본 발명은 다수의 새로운 응용이 가능하게 하고, 아래에서 좀 더 자세히 설명된다.
본 발명에 따른 제1 변형예에서, 치형 뿌리는 적어도 하나의 가공 스트로크(machining stroke) 동안의 활성 치형 플랭크와 함께 가공될 수 있다. 본 발명에 따르면, 이 가공 스트로크 동안 생성되는 치형 두께와 이 가공 스트로크 동안 생성되는 뿌리 원형 반지름은 개별적으로 사전 설정될 있고, 또는 치형 뿌리와 치형 플랭크 영역에서의 재료 제거가 개별적으로 설정될 수 있다. 본 발명에 따르면, 이 가공 스트로크 동안 생성되는 치형 두께와 이 가공 스트로크 동안 생성되는 뿌리 원형 반지름은 축 교차 앵글과 공구와 공작물의 축간 거리를 적절히 설정함으로써 생성될 수 있다.
본 발명의 발명자는 치형 뿌리 영역에서의 재료 제거가 필수적으로 축간 거리에만 종속되고, 축 교차 앵글에는 종속되지 않는다는 것을 인식하였다. 반면, 치형 플랭크 영역에서의 재료 제거는 축 교차 앵글 뿐 아니라 축간 거리에 종속적이다. 따라서, 본 발명에 따르면, 축간 거리는 사전 결정된 뿌리 원형 반지름의 함수 또는 치형 뿌리 영역과 치형 플랭크 영역에서의 사전 결정된 재료 제거의 함수에 의해 조정될 수 있다.
본 발명에 따른 방법은 치형 플랭크와 치형 뿌리에서의 재료 제거가 개별적으로 설정될 수 없는 선행기술을 통해 알려진 방법과 비교하여 상당한 장점을 가지고 있다. 기존 방법은 기술적으로 치형 뿌리에서 많은 양의 재료 제거에 부적합하고, 치형 플랭크에서는 불필요하게 작은 양의 재료 제거가 선택되도록 하였다.
본 발명의 범위 내에서, 우측과 좌측 플랭크에서의 재료 제거(material removal)은 바람직하게는 개별적으로 사전 설정된다. 이에 대응하는 재료 제거는 바람직하게는 축 교차 앵글과 공구와 공작물 사이의 축간 거리의 적절한 조절과 롤링 커플링의 적절한 보정에 의해 생성될 수 있다. 롤링 커플링의 보정에 의해, 우측과 좌측 플랭크에서의 재료 제거의 독립적 조절이 또한 가능하다.
바람직하게는 제1 변형예에 따라 수행되는 제2 변형예에서, 공작물은 몇 개의 처리 스트로크에서 처리되고, 치형 뿌리는 적어도 하나의 가공 스트로크 동안 활성 치형 플랭크와 함께 작업된다. 축 교차 앵글과 공구와 공작물 간의 축간 거리는 치형 뿌리 영역에서의 재료 제거가 선행하는 가공 스트로크 보다 후행하는 가공 스트로크에서 작아지도록 설정된다. 본 발명의 발명자는 치형 뿌리 영역에서는 재료 제거의 크기는 치형 플랭크의 활성 영역에서의 치형의 품질에 영향을 미친다는 것은 인식하였다. 따라서, 만일 치형 뿌리 영영에서는 최후 가공 스트로크에서의 재료 제거가 작도록 선택된다면 치형 플랭크 영역에서의 치형 품질에 부정적인 영향을 줄일 수 있다.
치형 뿌리 영역에서의 재료 제거는 바람직하게는 최후 가공 스트로크에서 치형 뿌리 영역에서의 재료 제거 보다 크거나 같게 된다. 선택적으로 또는 부가적으로, 뿌리 영역에서는 최후 가공 스트로크 동안 재료 제거가 전혀 발생하지 않을 수 있다.
제1 변형예 및/또는 제2 변형예와 선택적으로 조합될 수 있는 제3 변형예에서, 치형 뿌리는 적어도 하나의 가공 스트로크 동안 활성 치형 플랭크와 함께 작업되고, 반면 치형 뿌리는 적어도 하나의 다른 가공 스트로크 동안에는 작업되지 않는다. 한편으로는 이것이 기술적 장점을 가질 수 있으며, 활성 치형 플랭크를 가공하는데 있어서 자유도를 증가시키게 된다.
바람직하게는, 치형 뿌리가 활성 치형 플랭크와 함께 가공되는 하나의 가공 스트로크인 경우에는 가공 기계의 운동 축의 변화에 의해 어떠한 수정도 만들어지지 않는다. 이는 치형 뿌리에 어떠한 수정도 적용되지 않는다는 장점을 갖는다. 반면, 다른 가공 스트로크에서는 공구가 치형 뿌리와 계합되지 않고 유지되는 동안 운동 축의 변화에 의해 기인되는 활성 치형 플랭크의 수정이 생성된다. 본 발명에 따르면, 공작물의 치형에서의 치형 뿌리와 공구의 치형 머리 사이의 충분히 큰 거리가 선택되고, 이는 활성 치형 면의 수정이 이루어지는 운동 축의 변화에도 불구하고, 공구가 공작물 치형의 치형 머리로부터 계합되지 않도록 하게 된다.
활성 치형 플랭크의 수정이 생성되는 운동 축의 변화는 특히, 축간 거리 및/또는 축 교차 앵글, 및/또는 롤링 커플링의 보정의 변화일 수 있다. 따라서, 다른 가공 스트로크의 경우에는 활성 치형 플랭크의 플랭크 형상 수정을 생성하기 위한 축간 거리 및/또는 축 교차 앵글, 및/또는 롤링 커플링이 공작물 폭방향 위치의 함수로 변화될 수 있다.
본 발명은 공구로서 이용되는 그라인딩 오거(auger)를 드레싱하기 위해 콤비 브레이커(combi-braker)를 이용하는 것을 허용하고, 여기에서 콤비 드레서(combi dresser)는 동시에 그라인딩 오거의 적어도 하나의 좌측 및 우측 치형 플랭크와 하나의 치형 헤드를 트리밍한다. 이에 따라, 치형 두께와 그라인딩 웜의 머리 원형 반지름이 상호의존적이게 된다. 한편, 본 발명에 따르면, 희망하는 치형 뿌리의 원형 반지름과 희망하는 플랭크 라인 형상 및/또는 공작물에서 생성될 치형의 치형 두께는, 그럼에도 불구하고, 축간 거리와 축 교차 앵글의 적절한 조정 그리고 만일 적절하다면, 공작물을 가공하는 동안의 공구와 공작물 사이의 롤링 커플링의 적절한 수정을 통해 생성될 수 있다.
본 발명의 측면에서 콤비 드레서의 경우에는, 특히, 드레싱 롤러 이거나 및/또는 드레싱 롤러 및/또는 다중 리브 드레싱 롤러 및/또는 드레싱 기어의 조합일 수 있다.
위에서 설명한 본 발명의 변형에서, 각 예에서 부가 조건은 치형 뿌리 및/또는 치형 머리 영역에서 생성될 공구 시스템의 지오메트리를 위한 특성, 특히 희망하는 뿌리 원형 반지름의 사전 결정과 관련된다. 그러나, 본 발명은 치형의 비활성 영역과 관련된 그러한 부가 조건에 한정되지 않는다.
본 발명의 또 다른 변형에서, 치형 가공 동안 공작물의 활성 치형 플랭크에 적용되는 수정을 갖는 공구가 사용된다. 본 발명에 따르면, 공작물의 활성 치형 플랭크에서의 수정 위치는 축 교차 앵글과 공구와 공작물의 축간 거리를 설정하는 것에 의해 미리 결정되거나, 및/또는 변화되거나, 및/또는 조정될 수 있다.
본 발명의 발명자는 공작물의 활성 치형 플랭크에서의 수정 위치가 다양한 형태로 중심 거리와 축 교차 앵글에 종속된다는 것을 인식하였다. 수정 위치는 좀 더 축간 거리에 종속되지만, 또한 축 교차 앵글에도 종속된다. 따라서, 축간 거리는 희망하는 공작물의 활성 치형 플랭크 수정 위치의 함수로서 첫 번째 추정으로 설정될 수 있고, 그 다음으로 희망하는 치형 두께 및/또는 엣지 라인 형상이 생성될 수 있도록 축간 거리의 함수로서 축 교차 앵글이 조정될 수 있다. 한편, 축간 거리와 축 교차 앵글의 정확한 결정을 위해서는 축간 거리와 축 교차 앵글, 필요한 경우 롤링 커플링의 수정의 크기 내에서 희망하는 수정 위치 뿐 아니라 치형 두께 및/또는 플랭크 라인 형상이 달성될 수 있도록 방정식이 풀려야 한다.
하나의 가능한 적용은 그 수정이 서로 다른 공작물의 지오메트리를 위해 설계된 공구를 사용하고, 공작물의 수정 위치가 축 교차 앵글과 공작물과 공작물의 축간 거리를 설정함에 따라 새로운 공작물의 지오메트리에 맞게 설정되는 것이다. 예를 들어, 기어휠의 지오메트리를 갖는 공작물을 위해 실제 설계되는 공구가 이용될 수 있고, 이는 가공될 기어에 맞는 기어 맞춤을 형성한다.
본 발명에 따라 이용되는 공구의 수정은 특히, 해당하는 드레서의 수정에 의해 만들어질 수 있다. 특히, 본 발명의 범위 내에서, 공구는 드레싱에 의해 공구로 전달되는 프로파일 수정을 갖고 있는 드레서에 의해 트리밍 될 수 있다. 특히, 드레서는 최소한 하나의 좌측, 우측 치형의 플랭크를 동시에 드레싱하도록 이용될 수 있다. 특히, 드레싱 롤러, 및/또는 드레싱 롤러 및/또는 다중 리브 드레싱 롤러의 조합, 및/또는 드레싱 기어 휠이 드레서로 이용될 수 있다.
만일 좌측과 우측의 치형 플랭크가 동시에 드레싱되면, 드레싱 동안 프로파일 수정의 위치는 더 이상 치형의 갭 폭 또는 공구의 치형의 치 두께에 대해 독립적으로 설정될 수 없다.
그러나, 본 발명은 축 교차 앵글과 공구와 공작물 간의 축간 거리, 특히, 희망하는 수정의 위치, 또한, 희망하는 치형 두께 및/또는 플랭크 라인 형상을 조절하여, 공작물의 수정의 위치를 공작물의 지오메트리에 따라 조정될 수 있게 한다.
본 발명의 범위 내에서, 적어도 하나의 가공 스트로크는 공작물의 폭에 대해 일정한 축 교차 앵글을 갖는 상태에서 작동될 수 있다. 또한, 모든 동작 스트로크에서 공작물의 폭에 대해 일정한 축 교차 앵글을 갖는 것도 가능하다. 특히, 본 발명의 범위 내에서 일정 축 교차 앵글은 각각의 가공 스트로크에 대해 부가 조건의 함수로 결정될 수 있고, 기어 커팅 프로세스 동안에 이용될 수 있다. 그러나, 본 발명의 범위 내에서, 축 교차 앵글을 공작물의 폭의 함수로 변화시키는 것도 가능하다.
또 하나의 독립적인 측면에서, 본 발명은 공작물의 기어 가공을 위한 기계가 공구 수용부 내에 수용된 공구에 의해 공작물 수용부 내에 수용된 공작물의 기어 가공을 위한 기계에 있어서, 공구와 공작물 간의 상대 위치를 설정하기 위한 NC 축(NC axes) 뿐 아니라, 공구 수용부(receptacle)와 공작물 수용부(receptacle)을 포함하는 기어 가공 기계를 포함한다. 기어 커팅 기계는 롤링 프로세스를 수행하기 위한 NC 축의 제어를 위한 제어 유닛을 포함하고, 이때, 기어 커팅 프로세싱을 위한 공구는 공작물 상에서 롤링한다. 상기 제어 시스템은 입력 함수를 가지고 있고, 이에 의해 희망하는 엣지 라인 형상, 및/또는 치형 두께, 부가 조건이 특정된다. 또한 상기 제어 시스템은 롤링 프로세싱 동안에 공작물과 공구 사이의 축간 거리와 축 교차 앵글을 설정하는 가공함수를 포함하고, 이를 통해 상기 가공된 공작물은 희망하는 플랭크 라인 형상 및/또는 치형 두께를 갖게 되고, 부가 조건을 달성하게 된다.
위에서 이미 설명하였듯이, 희망하는 플랭크 라인 형상은 플랭크 라인 수정 뿐 아니라 수정되지 않은 플랭크 라인이 될 수 있다. 이에 본 발명은 또한 이와 같은 기어 커팅 머신과 관련되어 이의 입력 함수가 플랭크 라인의 수정을 특정하지 않도록 할 수 있다. 하지만, 바람직하게는 본 발명은 플랭크 라인 수정이 입력 함수로 설정될 수 있는 기어 커팅 머신과 관련되어 있다.
선택적으로 또는 부가적으로, 가공 스트로크 동안 생성되는 치형 반지름 및/또는 기어 가공 스트로크 동안 생성되는 치형 뿌리의 원형 반지름은 독립적으로 입력 함수에 의해 특정될 수 있다. 선택적으로 또는 부가적으로, 우측 및 좌측 플랭크, 그리고 치형 뿌리에서의 재료의 제거는 독립적으로 특정될 수 있다. 가공 함수는 바람직하게는 축간 거리, 축 교차 앵글, 만일 적절하다면, 치형 두께 및/또는 치형 뿌리 반지름을 생성하기 위한 또는 미리 결정된 재료의 제거를 위한 롤링 커플링을 보정을 제어한다.
상기 NC 축은 가공 함수에 의해 제어되고, 바람직하게는 미리 결정된 플랭크 라인 형상 및/또는 치형 두께와 부가 조건의 함수로서 자동으로 제어된다.
상기 부가 조건은 특히, 위에서 설명한 부가 조건이 될 수 있다. 또한, 입력 함수와 가공 함수는 바람직하게는 상기 기술된 방법 중 하나가 본 발명에 따른 기어 가공 기계에 의해 수행될 수 있도록 설정된다. 바람직하게는 상기 가공 함수는 입력 및/또는 스펙의 함수로 자동으로 상기 방법 들 중의 하나에 따라 롤링 프로세스를 수행하도록 설정된다.
또 다른 독립적인 측면에서, 본 발명은 롤링 오퍼레이션을 수행하는데 필요한 공구와 공작물 간의 상대 위치를 계산하기 위한 계산 장치를 포함한다. 본 발명은 또한 롤링 오퍼레이션을 수행하는데 필요한 공구와 공작물 간의 상대 위치를 계산하기 위한 소프트웨어를 포함한다.
상기 계산 장치 및/또는 소프트웨어는 희망하는 플랭크 라인 형상 및/또는 치형 두께 및 부가 조건이 특정될 수 있는 입력 함수 뿐 아니라 롤링 가공 동안 가공된 공작물이 미리 결정된 플랭크 라인 형상 및 치형 두께를 갖는 공작물을 가로질러 갈 수 있도록 하고 부가 조건을 달성할 수 있도록, 공작물과 공구 사이의 축간 간격과 교차 각을 결정하는 결정 함수를 포함한다. 바람직하게는, 상기 결정 함수가 롤링 프로세스 동안에 롤링 커플링의 보정을 결정한다.
바람직하게 상기 입력 함수와 상기 결정 함수는, 본 발명에 따르는 방법을 수행하는데 필요한 공구와 공작물의 상대 함수가, 앞서 설명한 바와 같이, 상기 결정 함수를 통해 계산되도록 설계된다. 게다가, 상기 입력 함수는 바람직하게는 앞서 기술된 스펙, 특히, 앞서 기술된 부가 조건 중 적어도 하나가 특정될 수 있도록 설계된다.
상기 계산 장치 및/또는 소프트웨어는 본 발명에 따른 기어 가공 기계의 일부가 될 수 있으며, 상기 데이터는 공작물을 가공하기 위한 가공 함수에 의해 이용되는 결정 함수에 의해 결정된다.
선택적으로, 상기 계산 장치 및/또는 소프트웨어는 기어 커팅 머신과는 별개의 장치일 수 있다. 그러나, 바람직하게는, 상기 계산 장치와 소프트웨어는 상기 결정 함수에 의해 결정된 데이터가 기어 가공 기계로 전달될 수 있는 인터페이스를 가질 수 있으며, 이것이 데이터를 기초로 롤링 동작을 수행하도록 한다.
본 발명은 이제 예시적인 실시예와 도면에 의해 좀 더 자세히 설명된다.
도면들은 원통형 치형가공의 w-z 다이어그램의 예시로써 보여진다. 콘형 치형가공의 경우 치형의 폭에 따라 롤링 경로의 평가 영역(evaluation range)이 달라지므로 w-z 다이어그램이 일반적으로 직사각형이 아니라 사다리꼴로 나타난다.
도 1은 일반적인 치형 로드와 2개의 치형 가공 개입 플레인(engagement plane)을 포함하며, 스크류 앤 피니언 동력 전달에서의 2개의 치형 가공예를 나타낸다. 보다 잘 표현하기 위해서, 상기 2개의 치형 가공의 상대적인 위치는 스크류 타입 유성 기어의 상대적 위치에 대응하는 것은 아니다. 이 도면은 또한 치형 로드를 만들기 위한 원통형 치형가공의 상대적인 위치를 보여준다. (출처 : Niemann, G, Winter, H: Maschinenelemente Volume 3 Second Edition, Springer Verlag, Berlin, 1983)
도 2는 원뿔형 치형가공과 이를 수행하는 치형 로드를 나타낸다. 치형이 형성된 랙은 의 경사각을 가지고 피봇되며, 원추각
의 경사각을 가지고 피봇되며, 원추각  를 가지고 기울어져 있다.
를 가지고 기울어져 있다.
(출처 : From Zierau, S: Geometrical design of conical gears and pairing with parallel axes, Report No. 32, Institute of Design, University of Braunschweig)
도 3은 우측 플랭크(right flank)가 접면부에서 비대칭 랙을 생성하는 개입을 나타낸다.
끝단부에서의 프로파일 각 αtw 는 개입 플레인 Pr의 경사를 정의한다. 치형가공은 회전각 에 따라 회전한다.
에 따라 회전한다.
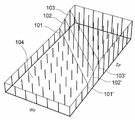
도 4는 공작물 치형의 플랭크 단면을 공작물의 수직 방향에 대한 벡터로 도식적으로 나타낸 것으로 전체 폭에 대해 평평하지 않은 것을 보여준다.
전체 벡터의 숫자는 시뮬레이션 계산에 비해 상당한 수준으로 감축되었다. 여기서 도식적으로 표현된 평면(104)은 수정되지 않은 공작물의 일반적으로 휘어진 플랭크(curved flank)에 해당하며, 여기에 벡터가 위치해 있다. 벡터 101과 101‘은 이미 컨택 경로에 의해 커버되어 있고, 따라서 완전히 단축된다. 벡터 102와 102’는 적어도 1회 단축되지만 아직 컨택 경로에 의해 커버되지는 않았다. 벡터 103과 103‘은 아직 단축되지 않았고, 따라서 선택된 오버사이즈(oversize)에 해당하는 길이를 가지고 있다.
도 5는 선행 기술에 대해 축방향 교차 앵글의 변화 Δγ 에 종속적인, a) 선행 기술에 따른 축방향 교차 앵글을 가지고 생산되는 베이직 갭 앵글에 대해 공작물의 기본 갭 앵글 ΔΣη_b2의 변화; b) 공작물의 치형 두께가 축방향 교차 앵글에 대해 일정하게 유지되도록 하는데 필요한 축방향 거리 변화 Δd를 나타낸다.
도 6은 축방향 교차 앵글 γ에 종속적인, a) 공작물의 고정된 치형 두께를 갖는 프로파일 수정의 변위 Δw; b) 공작물의 이론적 생성 치형 로드의 접면부에서 프로파일 각도 αtw 의 변화;를 나타낸다.
도 7은 1차 및 2차 기계 가공 스트로크(stroke) 후의 사다리꼴 형상으로 단순화된 형태로 표현되는 생성된 갭 지오메트리의 단면부를 나타낸다. a) 스트로크 사이에 교차부 각도가 변화되지 않은 경우, b) 스트로크 사이에 교차부 각도가 변화된 경우
도 8은 좌측, 우측 플랭크와 웜 헤드의 동시 드레싱에 이용될 수 있는 드레싱 휠의 두 가지 변형을 갖는 연마 웜(dressing worm)의 개입을 보여준다.
도 9는 복수 리브 헤드 드레싱 롤러(51, 53)가 웜(52)과 개입되는 것을 보여준다.
도 10은 웜(52)과 개입된 복수 리부 드레서(55)를 나타낸다. a) 웜의 플랭크를 드레싱할 때, b) 웜 플라이트(worm flight)의 헤드를 드레싱할 때
도 11은 웜(52)과 개입된 헤드 드레싱 롤러(54)와 이중 원추형 디스크(56)가 조합된 그라인더를 나타낸다. a) 스크류 플라이트의 플랭크를 드레싱 b) 웜 기어의 헤드를 드레싱
도 12는 도 10에 따른 드레서의 외경의 프로파일 변형을 나타내는 2가지 실시예
도 13은 자연스럽게 꼬여있는 치형 자취 크라운의 w-z diagram을 나타낸다. 라인 20은 컨택 트랙(contact track)을 표시하여, 수정시 일정값을 갖는 선에 해당한다.
도 14는 치형 폭에 대해 재경로 설정된 헤드 위치의 수정시의 w-z diagram을 나타낸다.
도 15는 접선 방향 변화(tangential transition)가 없는 선형 삼각 끝단 리턴의 w-z diagram을 나타낸다.
도 16은 이동된 공구의 프로파일 앵글 α 에 따른 공작물의 왼쪽(LF) 및 오른쪽(RF) 플랭크의 컨택 트랙에서의 변화 위치를 나타낸다.
도 17은 교차각 γ에 따른 공작물의 왼쪽(LF) 및 오른쪽(RF) 플랭크의 컨택 트랙에서의 변화 위치를 나타낸다.
도 18은 치형 폭에 대해 변화되는 헤드 원형 반지름을 갖는 두 개의 원통형 공구를 도식적으로 나타낸다.
도 19는 드레싱 타일의 실시예가 연마면(70)을 나타낸다.
도 20은 3개의 주기적 순환 영역(41, 42, 43)을 갖는 원통형 공수(40)의 표면 몸체에서, 특별히 이 몸체를 커버하기 위해 설계된 헤드의 원형 반지름과 드레싱 플레이트(44)를 도식적으로 나타낸다.
도 21은 a) 원통형 그라인딩 웜을 위한 원통형 툴, b) 원추형 그라인딩 웜을 위한 원추원 툴을 나타낸다.
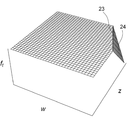
도 22는 원추형 공작물(30) 뿌리부에 곡률을 갖는 자유 곡면 도식적으로 나타내고, 3개의 다른 축방향 이송 위치(33, 34, 35)에 대한 공작물의 위치를 나타낸다.
도 23은 목표 공작물의 근처에서 생성되는 공작물의 편차 f의 관련성을 와
와  의 함수로 나타낸다.
의 함수로 나타낸다.
도 24는 풋 외형(foot geometry)에서 인벌류트(80)와 두 변형(81, 82)를 갖는 치형의 전단부를 나타낸다.
도 25는 공작물의 이론적으로 생성된 치형 로드의 전단부에서의 프로파일 앵글 의 축방향 거리 변화 Δd에 대한 관련성을 나타내고, Δγ> 0 이고 Δγ <0 동안 축 교차 앵글이 변화할 때, 공작물의 치형 두께를 일정하게 유지하는 것이 필요하다.
의 축방향 거리 변화 Δd에 대한 관련성을 나타내고, Δγ> 0 이고 Δγ <0 동안 축 교차 앵글이 변화할 때, 공작물의 치형 두께를 일정하게 유지하는 것이 필요하다.
도 26은 예시로서 도시된 이동 장치를 갖는 기어 절삭 기계를 도식적으로 나타낸다.
도 1은 일반적인 치형 로드와 2개의 치형 가공 개입 플레인(engagement plane)을 포함하며, 스크류 앤 피니언 동력 전달에서의 2개의 치형 가공예를 나타낸다. 보다 잘 표현하기 위해서, 상기 2개의 치형 가공의 상대적인 위치는 스크류 타입 유성 기어의 상대적 위치에 대응하는 것은 아니다. 이 도면은 또한 치형 로드를 만들기 위한 원통형 치형가공의 상대적인 위치를 보여준다. (출처 : Niemann, G, Winter, H: Maschinenelemente Volume 3 Second Edition, Springer Verlag, Berlin, 1983)
도 2는 원뿔형 치형가공과 이를 수행하는 치형 로드를 나타낸다. 치형이 형성된 랙은
(출처 : From Zierau, S: Geometrical design of conical gears and pairing with parallel axes, Report No. 32, Institute of Design, University of Braunschweig)
도 3은 우측 플랭크(right flank)가 접면부에서 비대칭 랙을 생성하는 개입을 나타낸다.
끝단부에서의 프로파일 각 αtw 는 개입 플레인 Pr의 경사를 정의한다. 치형가공은 회전각
도 4는 공작물 치형의 플랭크 단면을 공작물의 수직 방향에 대한 벡터로 도식적으로 나타낸 것으로 전체 폭에 대해 평평하지 않은 것을 보여준다.
전체 벡터의 숫자는 시뮬레이션 계산에 비해 상당한 수준으로 감축되었다. 여기서 도식적으로 표현된 평면(104)은 수정되지 않은 공작물의 일반적으로 휘어진 플랭크(curved flank)에 해당하며, 여기에 벡터가 위치해 있다. 벡터 101과 101‘은 이미 컨택 경로에 의해 커버되어 있고, 따라서 완전히 단축된다. 벡터 102와 102’는 적어도 1회 단축되지만 아직 컨택 경로에 의해 커버되지는 않았다. 벡터 103과 103‘은 아직 단축되지 않았고, 따라서 선택된 오버사이즈(oversize)에 해당하는 길이를 가지고 있다.
도 5는 선행 기술에 대해 축방향 교차 앵글의 변화 Δγ 에 종속적인, a) 선행 기술에 따른 축방향 교차 앵글을 가지고 생산되는 베이직 갭 앵글에 대해 공작물의 기본 갭 앵글 ΔΣη_b2의 변화; b) 공작물의 치형 두께가 축방향 교차 앵글에 대해 일정하게 유지되도록 하는데 필요한 축방향 거리 변화 Δd를 나타낸다.
도 6은 축방향 교차 앵글 γ에 종속적인, a) 공작물의 고정된 치형 두께를 갖는 프로파일 수정의 변위 Δw; b) 공작물의 이론적 생성 치형 로드의 접면부에서 프로파일 각도 αtw 의 변화;를 나타낸다.
도 7은 1차 및 2차 기계 가공 스트로크(stroke) 후의 사다리꼴 형상으로 단순화된 형태로 표현되는 생성된 갭 지오메트리의 단면부를 나타낸다. a) 스트로크 사이에 교차부 각도가 변화되지 않은 경우, b) 스트로크 사이에 교차부 각도가 변화된 경우
도 8은 좌측, 우측 플랭크와 웜 헤드의 동시 드레싱에 이용될 수 있는 드레싱 휠의 두 가지 변형을 갖는 연마 웜(dressing worm)의 개입을 보여준다.
도 9는 복수 리브 헤드 드레싱 롤러(51, 53)가 웜(52)과 개입되는 것을 보여준다.
도 10은 웜(52)과 개입된 복수 리부 드레서(55)를 나타낸다. a) 웜의 플랭크를 드레싱할 때, b) 웜 플라이트(worm flight)의 헤드를 드레싱할 때
도 11은 웜(52)과 개입된 헤드 드레싱 롤러(54)와 이중 원추형 디스크(56)가 조합된 그라인더를 나타낸다. a) 스크류 플라이트의 플랭크를 드레싱 b) 웜 기어의 헤드를 드레싱
도 12는 도 10에 따른 드레서의 외경의 프로파일 변형을 나타내는 2가지 실시예
도 13은 자연스럽게 꼬여있는 치형 자취 크라운의 w-z diagram을 나타낸다. 라인 20은 컨택 트랙(contact track)을 표시하여, 수정시 일정값을 갖는 선에 해당한다.
도 14는 치형 폭에 대해 재경로 설정된 헤드 위치의 수정시의 w-z diagram을 나타낸다.
도 15는 접선 방향 변화(tangential transition)가 없는 선형 삼각 끝단 리턴의 w-z diagram을 나타낸다.
도 16은 이동된 공구의 프로파일 앵글 α 에 따른 공작물의 왼쪽(LF) 및 오른쪽(RF) 플랭크의 컨택 트랙에서의 변화 위치를 나타낸다.
도 17은 교차각 γ에 따른 공작물의 왼쪽(LF) 및 오른쪽(RF) 플랭크의 컨택 트랙에서의 변화 위치를 나타낸다.
도 18은 치형 폭에 대해 변화되는 헤드 원형 반지름을 갖는 두 개의 원통형 공구를 도식적으로 나타낸다.
도 19는 드레싱 타일의 실시예가 연마면(70)을 나타낸다.
도 20은 3개의 주기적 순환 영역(41, 42, 43)을 갖는 원통형 공수(40)의 표면 몸체에서, 특별히 이 몸체를 커버하기 위해 설계된 헤드의 원형 반지름과 드레싱 플레이트(44)를 도식적으로 나타낸다.
도 21은 a) 원통형 그라인딩 웜을 위한 원통형 툴, b) 원추형 그라인딩 웜을 위한 원추원 툴을 나타낸다.
도 22는 원추형 공작물(30) 뿌리부에 곡률을 갖는 자유 곡면 도식적으로 나타내고, 3개의 다른 축방향 이송 위치(33, 34, 35)에 대한 공작물의 위치를 나타낸다.
도 23은 목표 공작물의 근처에서 생성되는 공작물의 편차 f의 관련성을
도 24는 풋 외형(foot geometry)에서 인벌류트(80)와 두 변형(81, 82)를 갖는 치형의 전단부를 나타낸다.
도 25는 공작물의 이론적으로 생성된 치형 로드의 전단부에서의 프로파일 앵글
도 26은 예시로서 도시된 이동 장치를 갖는 기어 절삭 기계를 도식적으로 나타낸다.
본 발명은 기어링 정렬들을 생산하는 방법을 설명하고 있다. 본 발명의 생산은 공작물에 대해 연속적으로 형성되는 기어 트레인, 예를 들어 교차 축을 갖는 기어 트레인을 형성하는 기어 가공 공구를 이용하여 이루어진다. 상기 공작물과 상기 공구는 모두 원통형일 수 있고 원추형일 수도 있다. 원추형 공구 또는 원추형 공작물은 좌측 플랭크와 우측 플랭크의 서로 다른 리드(lead)에 의해 특징지워지염, 종종 베벨로이드(beveloids)라 불린다. 원통형의 경우에는 양측 플랭크에서 리드가 동일하다. 공작물과 공구와 프로파일은 대칭일 수도 있고, 비대칭일 수 있으며, 즉 좌측과 우측 플랭크에서의 프로파일 앵글이 서로 다를 수 있다. 공구는 모두 특정된 엣지를 가질 수도 있고 특정되지 않은 엣지를 가질 수 있다. 특정되지 않은 엣지를 갖는 경우 공구의 표면 기어링은 다음과 같은 계산이 고려되어야 한다. 여기에서 설명되는 본 발명의 생산 방법은 특히, 연속적으로 그라인딩, 기어 호빙, 스카이브 호빙(skive hobbing) 등의 연속적인 생성에 이용된다. 바람직하게는 상기 공정은 공작물의 두 개의 플랭크 가공 중에 이용되지만, 같은 방법으로 한 개의 플랭크 가공에도 이용될 수 있다.
가공중에 축 교차 앵글  특별히 설정하거나, 및/또는 이를 변경하는 것이 본 발명의 기본 사상이다. 축 교차 앵글은 두 가공 스트로크 동안 변화될 수 있고, 각 가공 스트로크 동안 일정하게 유지될 수 있다. 그러나, 축 교차 앵글은 다른 실시예에서 공작물의 축 방향 공급 위치에 따라 가공 스트로크 동안 변화될 수 있다.
특별히 설정하거나, 및/또는 이를 변경하는 것이 본 발명의 기본 사상이다. 축 교차 앵글은 두 가공 스트로크 동안 변화될 수 있고, 각 가공 스트로크 동안 일정하게 유지될 수 있다. 그러나, 축 교차 앵글은 다른 실시예에서 공작물의 축 방향 공급 위치에 따라 가공 스트로크 동안 변화될 수 있다.
축 교차 앵글의 변화가 중심간 거리의 변화에 따라 공작물의 좌축 및 우측 플랭크에 상당한 영항을 끼친다는 것이 본 발명에 내포된 인식이다. 생산된 공작물의 스팬(span) 측정은 따라서 축 교차 앵글에 따라, 예를 들어 축 교차 앵글이 가공 중에 변하지 않는 예시에 따라, 변화될 수 있다. 이에 따라 공작물의 프로파일은 영향 받지 않고 유지된다. 이전에는 이러한 스팬 측정의 변화가 주어진 공구의 중심 거리 변화에 의해서만 가능하였다. 그러나 그러한 중심 거리의 변화는 또한, 만일 뿌리가 가공되는 경우에는 공작물의 뿌리 지름의 변화를 자동적으로 만들어 낸다. 그러나 그러한 뿌리(root) 지름의 변화는 종종 원하지 않는 것이고, 특히 그라인딩을 생성하는 동안에는 기술적으로 부정적 효과를 일으킨다.
가공 스트로크 동안 축 교차 앵글이 변화하는 본 발명의 변형예에서 자유 치형 자취 수정(free tooth trace modification)은 만일 커플링 생성의 보정이 추가적으로 이루어진다면 좌측과 우측에서 이루어질 수 있다. 이러한 자유 치형 자취 수정은 종전에는 중심 거리의 변화와 공작물의 회전각의 변화에 의해서만 이우어질 수 있었다(DE10208532 참조). 만일 뿌리가 함께 가공되는 경우에는 중심 거리의 변화는 공작물의 폭에 대해 공가물의 뿌리 지름이 일정하지 않게 하며, 이는 일반적으로 원하는 바가 아니다. 또한 만일 뿌리가 특히 그라인딩의 생성동안 그라인드 되면, 중심 거리의 변화가 뿌리에서 재료 제거가 서로 다르게 이루어지며, 이른 기술적으로 부정적인 효과를 갖게되어 특정 케이스에서는 뿌리에서 그라인딩 번(grinding burn)을 일으킨다. 또한, 만일 루트가 그라인드 되지 않으면 중심 거리 변화가 루트의 원하지 하는 초기 부분 그라인딩을 만들어 내고, 이는 루트의 하중지지 능력에 부정적이 영향을 끼친다. 뿌리의 가공은 사용 가능한 뿌리 원형 반지름 하부의 논-인벌루트 영역 또는 적어도 이 영역의 일부를 가공하는 것을 의미한다.
만일 사용된 방법이 그라인딩의 연속적 생성인 경우에는, 단지 소위 다음의 "그라인딩 생성", 드레서블 그리고 논-드레서블 그라인딩 웜이 이용될 수 있다. 만일 웜이 장착되는 경우에는 다른 형태의 드레싱 공구와 다른 형태의 드레싱 방법이 이용될 수 있다. 도 8은 이에 따른 팁 드레싱 롤러를 갖는 실시예에서의 드레실 휠을 나타낸다. 다중 리브 드레싱 공구가 또한 사용될 수 있고, 이는 동시에 적어도 둘의 좌측 플랭크 및/또는 적어도 둘의 우측 플랭크를 드레싱하는데 이용될 수 있다. 이러한 다중 리브 드레싱 공구는 도 10은 특별한 실시예에서 나타난다. 또 가능한 드레싱 웜은 드레싱 기어 휠을 이용하는 드레싱이다. 선행 기술로부터 알려지 이러한 드레싱 기어는 연마 필름을 갖는 기어 휠이다. 드레싱 기구학(kinematics)은 그라인딩 생성의 기구학에 해당하고, 여기서 전체 웜 길이에 걸친 드레싱은 웜의 축방향 공급  에 의해 이루어진다. 선택적으로 드레싱 기어 휠의 다른 영역들이 순서대로 드레싱 기어 휠의 축 방향 공급
에 의해 이루어진다. 선택적으로 드레싱 기어 휠의 다른 영역들이 순서대로 드레싱 기어 휠의 축 방향 공급  에 따라, 예를 들어 웜에 위상학적 수정을 가하여, 웜과 접촉되도록 할 수 있다.
에 따라, 예를 들어 웜에 위상학적 수정을 가하여, 웜과 접촉되도록 할 수 있다.
여기에서 설명되는 변형예에서 드레싱은 하나의 플랭크에서 수행될 수도 있고, 두 개의 플랭크에서 수행될 수도 있다. 두 개의 플랭크 드레싱에서는, 적어도 하나의 좌측 플랭크와 적어도 하나의 우측 플랭크가 동시에 드레싱될 수 있으며, 이것이 하나의 드레싱 스트로크이다.
본 발명에서, 드레싱 공구는, 특별히 한정되지 않는 한, 그라인딩 웜, 특히, 드레싱 플레이트, 단일 리브 또는 다중 리브 드레싱 롤러와 드레싱 기어 휠 등을 드레싱하기 위한 모든 적합한 공구를 의미한다. 드레싱은, 특별히 한정되지 않는 한, 상기 드레싱 공구 중 하나를 이용하여 그라인딩 웜을 드레싱하는 공정을 의미한다.
수학적 원칙들은 다음과 같이 기술될 것이다.
좌측과 우측 플랭크에 따라 다르거나 달라질 수 있는 파라미터들은 인덱스 F를 갖는다. F는 l(좌측) 또는 r(우측)일 수 있다. 인덱스 F로 표시되면 항상 좌측 플랭크와 우측 플랭크에 적용된다.
아래에 설명되는 인벌루트 기어링은 베이스 서클 반지름 과 베이스 헬릭스 각
과 베이스 헬릭스 각 에 따라 다음의 네가지 형태로 나뉘어진다.
에 따라 다음의 네가지 형태로 나뉘어진다.
1. 원통형 대칭 :  그리고
그리고 
2. 원통형 비대칭 :  그리고
그리고 
3. 원추형 대칭 :  그리고
그리고 
4. 원추형 비대칭 :  그리고
그리고  그리고
그리고 
공구와 관련된 값들은 인덱스 1로 표시되고, 공작물과 관련된 값들은 인덱스 2로 표시된다.
인벌루트 기어 치를 갖는 공구, 대체적으로 큰 헬릭스 앵글을 갖는 공구가, 인벌루트 기어 치를 생산하기 위해 이용된다. 가공 공정 중에는 공구와 생산될 기어 치의 끝단 지오메트리 사이에 이론적인 점 접촉이 있다. 공작물과 공구 모두의 치형 플랭크의 표면은 전형적으로 생성 경로(w)와 폭의 선 방향으로의 위치(w)에 따라 파라미터화된다.

Sf는 좌측과 우측 플랭크에 대한 방정식을 간단한 형태로 쓰기 위해 사용되고, 다음과 같이 정의된다.
이러한 파라미터화는 공구와 공작물의 접촉점(접촉 경로)의 진행에 대해 간략한 관계의 계산이 가능하도록 한다. 이러한 진행은 축방향 공급을 따라 공작물 상에서 연속적으로 위치된다. 이러한 진행을 인식하는 것은 공작물 상의 점이 공구상의 점과 또는 그 반대로, 모호하지 않게 연관되는 것을 가능하게 한다.
다음의 정의는 관계를 수학적으로 식으로 만들기 위해 만들어졌다.
다음의 용어는 식의 변환을 위해 사용된다.
-  : x 축에 대한 회전각
: x 축에 대한 회전각  . y축 및 z축에 대해서도 같은 방법으로 사용함
. y축 및 z축에 대해서도 같은 방법으로 사용함
-  : x 방향에 대한 경로 이동 v. y축 및 z축에 대해서도 같은 방법으로 사용함
: x 방향에 대한 경로 이동 v. y축 및 z축에 대해서도 같은 방법으로 사용함
-  : A1에서 AN까지 N개의 좌표를 갖는 호모지니어스 행렬에 의해 서술되는 일반 변환
: A1에서 AN까지 N개의 좌표를 갖는 호모지니어스 행렬에 의해 서술되는 일반 변환
여기서 “좌표(coordinates)”는 일반화된 좌표로 사용되며, 반드시 독립적 좌표로 사용되는 것은 아니다.
나머지 시스템에서 기어 치의 회전축은 항상 z축과 일치한다. 기어 치의 중심은 z=0에 있다. 치형 두께는 여기서 고려되는 대체적으로 비대칭 기어 치의 좌측 우측 플랭크의 각도의 반인 nbf의 합 mmm으로 주어진다. 여기서 이 합은 베이스 갭 앵글로 불린다. 여기서 치형 두께는 파라미터 볼 측정, 간격 측정, mmm 또는 다른 체크 크기와 동의어로 이용된다.
또한, 관계식을 수립함에 있어서 공작물과 공구의 상대 위치를 기술하는 기구학적 체인을 정의하는 것이 중요하다. 이는 공구 또는 공작물이 원통형인지 원추형인지에 따라 달라진다. 4개의 모든 가능한 조합이 여기서 검토된다.
원통형 공구와 원통형 공작물에 대한 기구학적 체인
공구와 공작물 사이의 상대적인 위치는 다음의 기구학적 체인 KR에 의해 기술된다.
원추형 공구와 원통형 공작물에 대한 기구학적 체인
공구와 공작물 사이의 상대적인 위치는 다음의 기구학적 체인 KR에 의해 기술된다.
* (3)
(3)
원통형 공구와 원추형 공작물에 대한 기구학적 체인
공구와 공작물 사이의 상대적인 위치는 다음의 기구학적 체인 KR에 의해 기술된다.
원추형 공구와 원추형 공작물에 대한 기구학적 체인
공구와 공작물 사이의 상대적인 위치는 다음의 기구학적 체인 KR에 의해 기술된다.
* : 공작물 원뿔각
: 공작물 원뿔각
이후에 만일 공구 및/또는 공작물이 원추형인 경우에는 중심 거리에 대한 치수 또한 단지 중심 거리라 표현될 수 있다.
이러한 기구학적 체인은 처음에는 단지 서술되는 발명의 수학적 기술을 위해 사용된다. 이들은 본 발명이 사용되는 기계의 실제 축에 매칭될 필요는 없다. 만일 기계가 이동하는 기계인 경우에는 변환에 따라 공구와 공작물의 상대 위치를 가능하게 한다.
본 발명은 앞서 설명된 기구학적 체인으로부터의 각각의 좌표 세트  이 있는 경우에 이용될 수 있으며, 상기 좌표 세트는 본 발명에서 계산되며, 여기서,
이 있는 경우에 이용될 수 있으며, 상기 좌표 세트는 본 발명에서 계산되며, 여기서,
좌표  의 계산은 좌표 변환에 의해 수행될 수 있다.
의 계산은 좌표 변환에 의해 수행될 수 있다.
예를 들어, 모든 필요한 상대 위치를 가능하게 하는 전형적인 운동기구는 아래의 기구학적 체인들로 기술된다.
도 26은  로 기술되는 운동 기구를 갖는 기어 생산 기계를 도식적으로 보여준다.
로 기술되는 운동 기구를 갖는 기어 생산 기계를 도식적으로 보여준다.
도 26은 본 발명에 따른 방법을 수행하기 위해 사용되는 드레싱 기계를 포함하는 기어 생산 기계의 사시도를 나타낸다. 기어 생산 기계는 공구 홀더를 가지며 좌측에 도시된 가공 헤드, 중심에 도시된 공작물 홀더 및 도식적으로 우측에 도시된 드레싱 공구를 갖는다. 공작물 홀더에 클램핑된 공작물은 기어 생산 가공을 수행하기 위해 공구 홀더에 클램핑된 공구에 의해 가공될 수 있다. 드레싱 공정을 수행하기 위해, 공구 홀더에 클램핑된 공구는 드레싱 홀더에 클램핑된 드레싱 공구에 의해 가공될 수 있다. 이는 드레싱을 위한 공구가 공구 홀더에 계속 남아 있을 수 있다는 장점을 갖는다. 가공 헤드의 운동 축은 또한 공구와 드레싱 공구와의 상대적인 위치를 세팅하기 위해 이용될 수 있다. 그러나 드레싱 기능성은 공작물의 가공을 생성하기 위한 본 발명에 따른 방법을 수행하는데 반드시 필요한 것은 아니고, 본 발명의 목적을 위해 사용되는 기어 생산 기계에서 구비되지 않을 수도 있다.
공작물의 기어 생산 가공을 수행하기 위해 기어 생산 기계는 공구 홀더를 이동하기 위한 A1, B1, V1, X1, Z1의 운동 축을 가지고, 공작물 홀더의 이동을 위한 C2 축을 갖는다.
자세히 설명하면, B1은 회전축에 따른 공구의 회전을 가능하게 하고; X1은 공구의 또는 공작물의 회전축에 수직한 공구의 병진 운동을 가능하게 하고; Z1은 공구의 수직 방향으로의 또는 공작물의 회전축과 평행한 방향으로의 병진 운동을 가능하게 하고; A1은 공구의 피봇 운동을 가능하게 하고; V1은 회전축에 대한 공구의 접선 운동 또는 시프트 운동을 가능하게 하고; C2는 공작물의 회전 운동을 가능하게 한다.
기어 생산 기계는 또한 드레싱 공정을 수행하기 위한 드레싱 공구의 운동을 위해 B3, C5의 운동 축을 갖는다. 축 B3은 회전축에 대한 드레싱 공구의 회전 운동을 가능하게 하고, C5는 공구에 대한 압력 각  를 변화하기 위한 드레싱 공구의 피봇 운동을 가능하게 한다.
를 변화하기 위한 드레싱 공구의 피봇 운동을 가능하게 한다.
그러나, 피봇 축 C5는 여기서 논의되는 공정을 위해 반드시 필요한 것은 아니다. 만일 드레싱 플레이트가 사용되면, 회전축 B5 역시 필요없게 된다.
다른 기어 생산 기계 및/또는 드레싱 기계는 또한, 본 발명에 따른 공정을 수행하기 위해 이용될 수 있다.
도 26에 도시된 기어 생산 기계의 실시예에 있어서, 축방향 교차 앵글  의 변화는 A1 축을 통해 시행된다.
의 변화는 A1 축을 통해 시행된다.
좌표  는 가공 공정 동안 움직이며, 이에 따라 공작물의 이송이 수행된다. 원통형 휠에 대해서 이는 축방향 이송이고; 원추형 휠에 대해서 이 이송은 축방향이 아닌 기어 치형의 축에 대해 원추각
는 가공 공정 동안 움직이며, 이에 따라 공작물의 이송이 수행된다. 원통형 휠에 대해서 이는 축방향 이송이고; 원추형 휠에 대해서 이 이송은 축방향이 아닌 기어 치형의 축에 대해 원추각  로 기울어진 것이다.
로 기울어진 것이다.
그러나, 다음 과정에서 이송의 용어는 원통형 공구 또는 공작물 각각에 대한  와
와  에 대해 사용된다.
에 대해 사용된다.
본 발명의 몇 가지 실시예에서, 가공 공정 동안 공구의 축방향 이송 위치  이 축방향 이송
이 축방향 이송  에 따라 변화하는 대각 생성 방법이 이동된다.
에 따라 변화하는 대각 생성 방법이 이동된다.  는 연속적인, 바람직하게는 연속적으로 미분가능한 함수이다.
는 연속적인, 바람직하게는 연속적으로 미분가능한 함수이다.  에서
에서  까지의 변화는 소위 대각 비율(diagonal ratio)라고 불리며, 일반적으로 상수가 아니다. 만일 작업이 일정한 대각 비율을 가지고 수행된다고 하면, 다음의 관계식이 적용된다:
까지의 변화는 소위 대각 비율(diagonal ratio)라고 불리며, 일반적으로 상수가 아니다. 만일 작업이 일정한 대각 비율을 가지고 수행된다고 하면, 다음의 관계식이 적용된다:
이 방법에서는  과
과  의 커플링이 주로 관찰되기 때문에 가공 공정 동안 공작물 및/또는 공구의 속도, 및/또는 공구 및/또는 공작물의 이송이 시간 동안 및/또는 상호 간에 어떻게 작용하는가는 어떤 역할도 하지 못한다. 필요한 커플링이 관찰되는 한 가공 공정 동안 속도와 이송이 변화될 수 있다.
의 커플링이 주로 관찰되기 때문에 가공 공정 동안 공작물 및/또는 공구의 속도, 및/또는 공구 및/또는 공작물의 이송이 시간 동안 및/또는 상호 간에 어떻게 작용하는가는 어떤 역할도 하지 못한다. 필요한 커플링이 관찰되는 한 가공 공정 동안 속도와 이송이 변화될 수 있다.
원통형과 원추형, 공구와 공작물의 4가지 가능한 조합이 각각 관찰된다. 그라인딩을 생성하는 데 있어서 각 케이스에서의 시작점은 공구와 공작물 상의 접촉점의 진행을 이송 위치  과
과  에 따라 변경되는 생성 경로(
에 따라 변경되는 생성 경로( )와 폭 라이 방향 위치(
)와 폭 라이 방향 위치( )와의 관계를 수학적으로 기술하는 것이다.
)와의 관계를 수학적으로 기술하는 것이다.
원통형 공구와 원통형 공작물
공작물과 공구 사이의 접촉점의 진행은 축방향 이송  과
과  에 따라 다음과 같이 기술될 수 있다. 이 진행은 공작물의 기초(base, root) 원 반지름과 기초 헬릭스 앵글에 종속되며, 공구의 중심 거리
에 따라 다음과 같이 기술될 수 있다. 이 진행은 공작물의 기초(base, root) 원 반지름과 기초 헬릭스 앵글에 종속되며, 공구의 중심 거리  와 축방향 교차 앵글
와 축방향 교차 앵글  에 종속된다. 본 관측에서 공작물의 웜에 대한 상대 위치는 식 (2)에 의해 기술된다. 이 진행은 공구의 경우 인덱스 1로, 공작물의 경우 인덱스 2로 표시되어 폭 선 방향 위치 (
에 종속된다. 본 관측에서 공작물의 웜에 대한 상대 위치는 식 (2)에 의해 기술된다. 이 진행은 공구의 경우 인덱스 1로, 공작물의 경우 인덱스 2로 표시되어 폭 선 방향 위치 ( ) 와 생성 경로 (
) 와 생성 경로 ( ) 사이의 관계식 (R6)에 따라 다음과 같이 수학적으로 기술된다:
) 사이의 관계식 (R6)에 따라 다음과 같이 수학적으로 기술된다:
여기서 계수  ,
,  ,
,  및
및  는 다음과 같은 관계를 갖는다:
는 다음과 같은 관계를 갖는다:
이 관계식은  ,
,  및
및  가 공구와 공작물 모두에 대해 선형 관계에 있음을 보여준다.
가 공구와 공작물 모두에 대해 선형 관계에 있음을 보여준다.
만일 생산 공정에서 고정된 생성 경로  를 갖는 공작물의 모든 점이 관찰되면, 웜 상에서 이 모든 점은 이를 통해 생성되는 생성 경로
를 갖는 공작물의 모든 점이 관찰되면, 웜 상에서 이 모든 점은 이를 통해 생성되는 생성 경로  을 갖는 점들과 접촉한다. 공구상의 접촉점의 생성 경로와 공작물의 관계식(R7)은 다음과 같이 주어진다:
을 갖는 점들과 접촉한다. 공구상의 접촉점의 생성 경로와 공작물의 관계식(R7)은 다음과 같이 주어진다:
여기서 계수  ,
,  및
및  는 다음과 같은 관계를 갖는다:
는 다음과 같은 관계를 갖는다:
여기서 소개된 관계식은 식(2)로부터의 기구학적 체인에 따라 서로 오리엔트 되어 있는 두 개의 인벌루트 기어의 치형 정렬의 접촉점에 대한 수학적 계산을 직접 따른다.
식 (11), (12), 및 (17)을 이용하여 주어진 축방향 이송  과
과  에 대해 공구상의 점(
에 대해 공구상의 점( ,
,  ) 을 공작물상의 각각의 점(
) 을 공작물상의 각각의 점( ,
,  )과 연계시키는 것이 가능하고, 반대로 공작물상의 점을 공구상의 각각의 점에 연계시키는 것도 가능하다.
)과 연계시키는 것이 가능하고, 반대로 공작물상의 점을 공구상의 각각의 점에 연계시키는 것도 가능하다.
원추형 공구와 원통형 공작물
이하 검토될 가공 프로세스는 이전에는 원통형 공구에 대해서만 알려져 왔다. 그러나 원추형 공구를 사용하는 경우에도 가능하다. 이 공정의 기구학은 원추형 그리고 원통형 휠을 갖는 기어 트레인을 연속적으로 생성하는 것에 의해 기술될 수 있다. 이 기구학은 식 (3)으로 주어진 기구학적 체인에 의해 기술될 수 있다. 두 개의 원통형 휠을 포함하는 기어 트레인의 연속적 생성에서와 같이 양 휠 간에 이론적 점 접촉이 있다. 이는 원통형 공구에 대해 사용하는 것과 같은 동일한 접근을 가능하게 한다. 공작물과 공구 사이의 접촉점의 진행은 다음과 같이 수학적으로 기술될 수 있다.
여기서 계수  ,
,  ,
,  ,
,  ,
,  및
및  는 다음과 같은 관계를 갖는다:
는 다음과 같은 관계를 갖는다:
식 (17)은 아래 식으로 교체된다.
*
여기서 계수  ,
, 및
및  는 다음과 같은 관계를 갖는다:
는 다음과 같은 관계를 갖는다:
이러한 관계식을 알고 있으면, 공구 상의 점들을 공작물 상의 점들에 대한 매핑, 또는 반대로의 매핑이 원통형 공구와 공작물의 경우와 같은 방법으로 유추되어 계산될 수 있다.
원통형 공구와 원추형 공작물
여기서 기술되는 공정은 직접적으로 원추형 공작물의 생산으로 전용될 수 있다. 원통형 공구의 경우에 대해 먼저 살펴본다. 공구와 공작물은 다시 식 (4)로 주어지는 기구학을 갖는 기어 트레인의 연속적인 생성을 형성한다. 또한 공구와 공작물 간의 이론적 점접촉이 존재한다. 공작물과 공구의 접촉점의 진행은 다음과 같이 수학적으로 기술될 수 있다.
여기서 계수  ,
,  ,
,  ,
,  ,
,  및
및  는 다음과 같은 관계를 갖는다:
는 다음과 같은 관계를 갖는다:
식 (17)은 아래 식으로 교체된다:
여기서 계수  ,
,  ,
,  및
및  는 다음과 같은 관계를 갖는다:
는 다음과 같은 관계를 갖는다:
이러한 관계식을 알고 있으면, 공구 상의 점들을 공작물 상의 점들에 대한 매핑, 또는 반대로의 매핑이 원통형 공구와 공작물의 경우와 같은 방법으로 유추되어 계산될 수 있다.
원추형 공구와 원추형 공작물
원추형 공구와 원추형 공작물에 대한 계산은 이전에 토의된 조합을 유추하여 수행된다. 공구와 공작물은 다시 식 (5)에 의해 주어진 기구학을 갖는 기어 트레인의 연속 생성을 형성한다. 또한 공구와 공작물 간의 이론적 점접촉이 존재한다. 공작물과 공구의 접촉점의 진행은 다음과 같이 수학적으로 기술될 수 있다.
여기서 계수  ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  및
및  는 다음과 같은 관계를 갖는다:
는 다음과 같은 관계를 갖는다:
식 (17)은 아래 식으로 교체된다:
여기서 계수  ,
,  ,
,  ,
,  및
및  는 다음과 같은 관계를 갖는다:
는 다음과 같은 관계를 갖는다:
이러한 관계식을 알고 있으면, 공구 상의 점들을 공작물 상의 점들에 대한 매핑, 또는 반대로의 매핑이 원통형 공구와 공작물의 경우와 같은 방법으로 유추되어 계산될 수 있다.
공구와 공작물 상에서의 접촉 경로를 계산하기 위한 계산 방법
이하에서는 앞에서 사용된 접촉 경로가 이송에 종속되어 계산될 수 있는 계산 방법이 개시될 것이다. 공작물과 공구 사이의 접촉에 대한 이러한 계산은 각각 공작물과 공구에 대한 것이고, 기어를 생성살 수 있는 사다리꼴이고 전체적으로 비대칭 프로파일을 갖는 두 개의 이론적 랙 (기초 랙이라 불리기도 함)에 의해 수행된다. 공구와 공작물 모두 인벌루트 치형이므로, 이러한 관찰은 공구와 공작물의 교환에 대해서도 대칭이다.
도 3은 예를 통해서 횡단면에 대해 프로파일 각  을 갖는 생성 랙의 정 인벌루트 플랭크의 접촉을 도시한다. 치형은 회전각
을 갖는 생성 랙의 정 인벌루트 플랭크의 접촉을 도시한다. 치형은 회전각  . 로 회전되어 있다. 플랭크와 랙의 접촉은
. 로 회전되어 있다. 플랭크와 랙의 접촉은  기울어진 계합 평면
기울어진 계합 평면  위에서 발생한다. 플랭크와 랙 사이의 접촉점은 모든 회전각
위에서 발생한다. 플랭크와 랙 사이의 접촉점은 모든 회전각  를 플랭크와 계합 평면 사이의 교차점으로 만들어 낸다. 치형이 회전하는 동안, 랙은 수평으로 위치되어 미끄러짐 없이 반경
를 플랭크와 계합 평면 사이의 교차점으로 만들어 낸다. 치형이 회전하는 동안, 랙은 수평으로 위치되어 미끄러짐 없이 반경  를 가지고 피치 서클을 구르게 된다. 그를 통해 플랭크와 랙은 접촉 상태로 유지된다. 전체 폭에 대한 기어링을 설명하기 위해서는 랙의 기어링에 대한 상대 위치는 3차원으로 관측되어야 한다. 그것은 원통형 기어링에 대해 헬릭스 앵글
를 가지고 피치 서클을 구르게 된다. 그를 통해 플랭크와 랙은 접촉 상태로 유지된다. 전체 폭에 대한 기어링을 설명하기 위해서는 랙의 기어링에 대한 상대 위치는 3차원으로 관측되어야 한다. 그것은 원통형 기어링에 대해 헬릭스 앵글  로 피봇되어 있다. 원추형 기어링에 대해서는, 랙의 기어링에 대한 위치가 Zierau ([The Geometrical Design of Conical Gears and Pairs Having Parallel Axes], Report No. 32, Institute For Construction Science, Braunschweig Technical University)에 모두 개시되어 있다. 헬릭스 앵글
로 피봇되어 있다. 원추형 기어링에 대해서는, 랙의 기어링에 대한 위치가 Zierau ([The Geometrical Design of Conical Gears and Pairs Having Parallel Axes], Report No. 32, Institute For Construction Science, Braunschweig Technical University)에 모두 개시되어 있다. 헬릭스 앵글  로 피봇될 뿐 아니라, 원추각
로 피봇될 뿐 아니라, 원추각  로 틸팅도 발생한다(도 2 참조). 두 케이스 모두 법선 단면에서
로 틸팅도 발생한다(도 2 참조). 두 케이스 모두 법선 단면에서  의 프로파일 앵글을 갖는다. 법선 모듈
의 프로파일 앵글을 갖는다. 법선 모듈  과 접선 모듈
과 접선 모듈  뿐만 아니라 각
뿐만 아니라 각  ,
,  및
및  의 조합이 DIN 3960 식의 세트로부터 원통형 기어링을 위한, 더불어 Zierau의 식의 세트로부터의 원추형 기어링을 위한 주어진 기어 생성 결과를 가능하게 한다. 이를 위해 얻어식 식은 직접적으로 좌측돠 우측에서의 서로 다른 프로파일을 도입하기 위한 비대칭 기어링에 전달될 수 있다.
의 조합이 DIN 3960 식의 세트로부터 원통형 기어링을 위한, 더불어 Zierau의 식의 세트로부터의 원추형 기어링을 위한 주어진 기어 생성 결과를 가능하게 한다. 이를 위해 얻어식 식은 직접적으로 좌측돠 우측에서의 서로 다른 프로파일을 도입하기 위한 비대칭 기어링에 전달될 수 있다.
만일 지오메트리와 랙의 기어링에 대한 상대 위치가 알려져 있으면, 어떤 희망하는 폭 위치와 그 안에서 랙과 플랭크의 접촉점이 결정될 수 있다. 개별 횡단 섹션에서 이 모든 접촉점은 회전각  에 대한 계합 평면에서 직선(직선 접촉 선)을 형성한다. 만일 식 (1)에서와 같이 이러한 접촉점들이
에 대한 계합 평면에서 직선(직선 접촉 선)을 형성한다. 만일 식 (1)에서와 같이 이러한 접촉점들이  와
와  로 기술되면,
로 기술되면,  ,
,  및
및  간의 선형 관계가 얻어진다. 만일 랙이 공간 상에서 빠르게 유지된다면, 원통형 기어링을 축방향에 위치시키는 것이 가능하다. 축방향 이송
간의 선형 관계가 얻어진다. 만일 랙이 공간 상에서 빠르게 유지된다면, 원통형 기어링을 축방향에 위치시키는 것이 가능하다. 축방향 이송  는 전형적으로 공작물이 전체 치형폭에 걸쳐 가공되도록 세팅되고 공구가 대각 비율을 설정하도록 세팅된다. 기어링이, 기본적으로 두 개의 플랭크에서, 지속적으로 랙과 접촉을 유지하기 위해서는 기어링이 쉬프트될 뿐 아니라 축에 대해 회전해야만 한다. 회전량은 기어링의 리드와 쉬프트의 양, 쓰레드의 핸드로 부터의 회전 감지를 통해 발생한다. 원추형 기어링에 대해서는 이송
는 전형적으로 공작물이 전체 치형폭에 걸쳐 가공되도록 세팅되고 공구가 대각 비율을 설정하도록 세팅된다. 기어링이, 기본적으로 두 개의 플랭크에서, 지속적으로 랙과 접촉을 유지하기 위해서는 기어링이 쉬프트될 뿐 아니라 축에 대해 회전해야만 한다. 회전량은 기어링의 리드와 쉬프트의 양, 쓰레드의 핸드로 부터의 회전 감지를 통해 발생한다. 원추형 기어링에 대해서는 이송  는 축방향에서 발생하는 대신 축방향에 대해 원추각
는 축방향에서 발생하는 대신 축방향에 대해 원추각  로 틸팅되어 발생한다. 회전각의 보정의 계산을 위해 필요한 리드(lead)는
로 틸팅되어 발생한다. 회전각의 보정의 계산을 위해 필요한 리드(lead)는  및
및  로 부터의 원추형 기어링에 대한 동일한 식을 이용하여 계산된다. 횡단 섹션은 축방향 이송 또는 개별 횡단 섹션에서의 접촉점 꼐산을 위해 보정된 회전각에 해당하는 이송에 따라 관찰되어야 한다.
로 부터의 원추형 기어링에 대한 동일한 식을 이용하여 계산된다. 횡단 섹션은 축방향 이송 또는 개별 횡단 섹션에서의 접촉점 꼐산을 위해 보정된 회전각에 해당하는 이송에 따라 관찰되어야 한다.  ,
,  ,
,  및
및  의 선형 관계식 (R2)는 접촉점의 기술을 위한 식 (R1)으로부터 도출된다.
의 선형 관계식 (R2)는 접촉점의 기술을 위한 식 (R1)으로부터 도출된다.
만일 두 개의 기어링의 세트가 연속적인 기어 트레인 생성을 위해 짝을 이루면, 그 두 개의 랙은 도 1에서와 같이 항상 합동을 이루어야 한다. 이는 프로파일 앵글  가 기어링의 두 세트에 대해 같아야 한다는 것을 암시한다. 식 (R3)는 또한
가 기어링의 두 세트에 대해 같아야 한다는 것을 암시한다. 식 (R3)는 또한  . 로부터 도출된다. 이러한 조건은 프로파일 앵글이 서로 메쉬를 이루는 두 개의 주어진 기어링 세트의 주어진 축교차 앵글로부터 두 개의 법선 섹션 또는 횡단 섹션에서 결정될 수 있다. 기초 원 반경과 웜의 기초 헬릭스 앵글 변화는 이에 따라 프로파일 앵글, 및/또는 원추각, 및/또는 축교차 앵글의 변화에 동등하다.
. 로부터 도출된다. 이러한 조건은 프로파일 앵글이 서로 메쉬를 이루는 두 개의 주어진 기어링 세트의 주어진 축교차 앵글로부터 두 개의 법선 섹션 또는 횡단 섹션에서 결정될 수 있다. 기초 원 반경과 웜의 기초 헬릭스 앵글 변화는 이에 따라 프로파일 앵글, 및/또는 원추각, 및/또는 축교차 앵글의 변화에 동등하다.
랙이 항상 합동이기 위해서는 선형 구속 (R4)가 두 회전각과 두 이송 사이에서 발생한다.
만일 두 회전각과 두 이송이 알려져 있으면, 기어 치형 두 세트의 접촉점은 두 직선 접촉 선의 교차점을 계산함으로써 직접적으로 결정될 수 있다. 기어링 1 또는 기어링 2에서의 접촉점을 기술하기 위한 파라미터  와
와  , 또는
, 또는  와
와  ,는 (R5)의
,는 (R5)의  ,
,  ,
,  및
및  (R5)에 선형적으로 종속된다. 만일 이 관계에서 회전각이 제어되면 찾아진 접촉 경로 (R6)가 이에 따른다.
(R5)에 선형적으로 종속된다. 만일 이 관계에서 회전각이 제어되면 찾아진 접촉 경로 (R6)가 이에 따른다.
선형 관계식 (R7)은 두 세트의 기어링에 대한 (R4)와 (R2)로부터  과
과  를 제거함으로써
를 제거함으로써  ,
,  ,
,  및
및  사이에서 도출되고, 이송에 종속되어 기어링 1에서의 어떤 생성 경로가 기어링 2에서의 어떤 생성 경로와 접속하는지 기술하게 된다.
사이에서 도출되고, 이송에 종속되어 기어링 1에서의 어떤 생성 경로가 기어링 2에서의 어떤 생성 경로와 접속하는지 기술하게 된다.
다음은 공구와 공작물이 서로 메쉬를 이루기 위해 적용되어야 한다:
선형 구속 (R4)는 다음의 형태를 갖는다:
계수  (65) 는 여기서 기어링의 기초 파라미터와
(65) 는 여기서 기어링의 기초 파라미터와  에 모두 종속되며, 원추형 기어링에 대해서는 원추각에 종속된다. 계수
에 모두 종속되며, 원추형 기어링에 대해서는 원추각에 종속된다. 계수  (66)는 단지 원통형 기어에 대해서는 기초 파라미터에 종속되며; 원추형 기어링의 경우 해당 계수는 부가적으로
(66)는 단지 원통형 기어에 대해서는 기초 파라미터에 종속되며; 원추형 기어링의 경우 해당 계수는 부가적으로  와 해당 원추각에 종속된다.
와 해당 원추각에 종속된다.
여기서 기초 파라미터는 기초(base, root) 원 반경, 기초 헬릭스 앵글 및 치형/리드이 수 ( 과
과  )를 의미한다.
)를 의미한다.
만일 공구 및/또는 공작물이 원추형이 아닌 경우, 제시된 계산은  의
의  에 대한 종속성을 전달한다는 점에 유의해야 한다. 이는 기술된 기구학적 체인, 특히, 축교차 앵글
에 대한 종속성을 전달한다는 점에 유의해야 한다. 이는 기술된 기구학적 체인, 특히, 축교차 앵글  가 가공 스트로크 동안 변화하는 경우에 고려되어야 한다.
가 가공 스트로크 동안 변화하는 경우에 고려되어야 한다.
인벌루트 기어링에 대한 위에서 언급한 접근 방법 대신에, 시뮬레이션 계산의 도움으로 접촉 경로 (R6)와 피치 앵글 (R7) 사이의 관계를 수행하는 것도 가능하다. 이러한 시뮬레이션을 통해 주어진 공구로부터, 특히 주어진 웜으로부터, 특히 주어진 기구학으로부터, 특히 공구와 공작물 사이의 주어진 상대 위치로부터 공작물의 정확한 지오메트리를 계산하는 것이 가능하다. 이러한 시뮬레이션은 공구와 공작물의 이송에 따라 공구의 어떤 점이 공작물의 어떤 점을 생성하는지 결정하는 것도 가능하다. 이러한 경로에 있어서, 어떤 인벌루트 특성도 사용되지 않기에 논-인벌루트 프로파일을 위해 사용될 수 있다. 이를 위한 알고리즘은 후술될 것이다.
이러한 목적을 위해 공작물은 처음에는 원칙적으로 수정되지 않는 상태로 관찰된다. 사전에 고정된 길이를 갖는 법선 방향의 벡터는 공작물의 치형에서 좌표  를 갖는 개별 포인트 상에 위치한다. 벡터의 길이는 수정되지 않은 공작물에 대한 그라인딩 전 공작물의 허용치에 해당한다. 허용치는 전형적으로 크게 선택되어 각 벡터는 다음에서 기술되는 시뮬레이션 동안 적어도 한 번 이상 단축된다. 치형 상의 포인트의 숫자는 결과의 정확성을 결정한다. 이러한 포인트들은 바람직하게는 등거리로 선택된다. 공작물의 웜에 대한 상대 위치는 매번, 예를 들어 기구학적 연쇄(chain)
를 갖는 개별 포인트 상에 위치한다. 벡터의 길이는 수정되지 않은 공작물에 대한 그라인딩 전 공작물의 허용치에 해당한다. 허용치는 전형적으로 크게 선택되어 각 벡터는 다음에서 기술되는 시뮬레이션 동안 적어도 한 번 이상 단축된다. 치형 상의 포인트의 숫자는 결과의 정확성을 결정한다. 이러한 포인트들은 바람직하게는 등거리로 선택된다. 공작물의 웜에 대한 상대 위치는 매번, 예를 들어 기구학적 연쇄(chain)  에 의해, 특정된다. 모든 벡터들의 일부는 각 개별 시간에서 웜을 이용해 계산된다. 만일 하나의 벡터가 웜과 교차하지 않는다면, 그 벡터는 변화하지 않고 남아 있다. 그러나 만일 웜과 교차하는 경우에는 교차하는 점이 계산되고, 벡터가 단축되어 벡터가 교차하는 점에서 끝나게 된다. 웜 축으로부터 교차점까지의 간격, 즉 교차점의 웜 반경
에 의해, 특정된다. 모든 벡터들의 일부는 각 개별 시간에서 웜을 이용해 계산된다. 만일 하나의 벡터가 웜과 교차하지 않는다면, 그 벡터는 변화하지 않고 남아 있다. 그러나 만일 웜과 교차하는 경우에는 교차하는 점이 계산되고, 벡터가 단축되어 벡터가 교차하는 점에서 끝나게 된다. 웜 축으로부터 교차점까지의 간격, 즉 교차점의 웜 반경  이 또한 계산되고, 단축된 벡터의 부가 정보로 저장된다. 좌표의 보정이 이 그라인딩 동안에는 변화하지 않기 때문에 주어진 공작물의 반경
이 또한 계산되고, 단축된 벡터의 부가 정보로 저장된다. 좌표의 보정이 이 그라인딩 동안에는 변화하지 않기 때문에 주어진 공작물의 반경  , 또는 주어진 생성 경로
, 또는 주어진 생성 경로  상의 모든 벡터는 시뮬레이션이 전체 웜의 폭에 걸쳐 수행된 후에는 대략 같은 길이를 같게 된다.
상의 모든 벡터는 시뮬레이션이 전체 웜의 폭에 걸쳐 수행된 후에는 대략 같은 길이를 같게 된다.
길이에 있어서의 작은 변화는 여기서 기술되는 알고리즘이 호빙 동안 절삭을 생성하는 것과 유사한 마킹을 일으키는 것과 시간의 분할 때문이다. 이러한 마킹, 그리고 그에 따른 공작물의 주어진 반경 상의 벡터 길이의 차이, 는 시간을 좀 더 세분하고, 즉, 타임 스텝을 짧게 하는 것에 의해 감축될 수 있다. 만일 시뮬레이션이 전체 공작물의 폭에 걸쳐 이루어지 않고, 공작물의 주어진 축방향 쉬프트 위치  에서 중단되면, 접촉 경로에 대해 기존에 스윕되었던 벡터들만이 웜 상의 주어진 반경에서 거의 같은 길이를 갖게 된다. 남아 있는 벡터들은 처음에 선택된 길이를 가지고 있거나, 지난번에 이미 단축되었고, 그러나 추후에 다시 단축될 수 있기 때문에 아직 최종 길이를 갖는 것은 아니다(도 4 참조). 이 사실은 공작물과 웜의 현재 이송의 접촉 경로를 매우 정확하게 결정하는데 이용될 수 있다. 공작물
에서 중단되면, 접촉 경로에 대해 기존에 스윕되었던 벡터들만이 웜 상의 주어진 반경에서 거의 같은 길이를 갖게 된다. 남아 있는 벡터들은 처음에 선택된 길이를 가지고 있거나, 지난번에 이미 단축되었고, 그러나 추후에 다시 단축될 수 있기 때문에 아직 최종 길이를 갖는 것은 아니다(도 4 참조). 이 사실은 공작물과 웜의 현재 이송의 접촉 경로를 매우 정확하게 결정하는데 이용될 수 있다. 공작물  또는 생성 경로
또는 생성 경로  에서의 주어진 반경 상의 모든 벡터들은 이러한 목적으로 관찰되고, 어떤 폭 라인 위치에서 거의 동일한 길이를 갖는 벡터에서 다른 길이를 갖는 벡터로 전이될 것인지가 결정된다. 연속적으로 생성되는 기어 트레인은 공작물과 공구에 걸친 스와핑(swapping)에 대해 대칭이므로, 웜 상에서의 접촉 경로도 같은 방법으로 결정될 수 있다. 만일 인벌루트 케이스에 있어서 공작물과 공구가 모두 원통형이면, 식 (11) 또는 (12)의 계수가, 예를 들어 이러한 방식으로 계산된 접촉 경로 상의 점들의 커브 피팅으로부터, 결정된다. 만일 벡터가 접촉 경로가 연장되는 방향을 따라 결정되며, 이미 저장된 웜
에서의 주어진 반경 상의 모든 벡터들은 이러한 목적으로 관찰되고, 어떤 폭 라인 위치에서 거의 동일한 길이를 갖는 벡터에서 다른 길이를 갖는 벡터로 전이될 것인지가 결정된다. 연속적으로 생성되는 기어 트레인은 공작물과 공구에 걸친 스와핑(swapping)에 대해 대칭이므로, 웜 상에서의 접촉 경로도 같은 방법으로 결정될 수 있다. 만일 인벌루트 케이스에 있어서 공작물과 공구가 모두 원통형이면, 식 (11) 또는 (12)의 계수가, 예를 들어 이러한 방식으로 계산된 접촉 경로 상의 점들의 커브 피팅으로부터, 결정된다. 만일 벡터가 접촉 경로가 연장되는 방향을 따라 결정되며, 이미 저장된 웜  상의 반경들이 판독되고 웜
상의 반경들이 판독되고 웜  이 어떤 반경에서 기준이 되는가에 따라 각 공작물
이 어떤 반경에서 기준이 되는가에 따라 각 공작물  의 반경을 위해 그것이 결정되게 된다. 이러한 반경들은 생성 경로들로 전환될 수 있다. 식 (17)의 계수들은, 예를 들어 커브 피팅에 의해, 원통형 공작물과 원통형 웜의 밸류 쌍들로부터 결정될 수 있다.
의 반경을 위해 그것이 결정되게 된다. 이러한 반경들은 생성 경로들로 전환될 수 있다. 식 (17)의 계수들은, 예를 들어 커브 피팅에 의해, 원통형 공작물과 원통형 웜의 밸류 쌍들로부터 결정될 수 있다.
만일, 인벌루트 케이스에서, 웜이 원추형이고 공작물이 원통형이면, 부가적으로 식 (21), (22) 및 (29)의  전의 계수들을 결정하기 위해 적어도 두 개의 다른 이송
전의 계수들을 결정하기 위해 적어도 두 개의 다른 이송  에 대한 접촉 경로가 결정되어야 한다. 유사한 방식으로, 공작물이 원추형이고 웜이 원통형인 경우에는 적어도 두 개의 다른 이송
에 대한 접촉 경로가 결정되어야 한다. 유사한 방식으로, 공작물이 원추형이고 웜이 원통형인 경우에는 적어도 두 개의 다른 이송  가 고려되어야 한다. 만일 공작물과 웜이 원추형인 경우에는 식 (47), (48) 및 (57)의 계수들을 모두 결정하기 위해서는 적어도 두 개의 이송
가 고려되어야 한다. 만일 공작물과 웜이 원추형인 경우에는 식 (47), (48) 및 (57)의 계수들을 모두 결정하기 위해서는 적어도 두 개의 이송  와 적어도 두 개의 이송
와 적어도 두 개의 이송  에 대한 접촉 경로가 고려되어야 한다.
에 대한 접촉 경로가 고려되어야 한다.
식 (64)에서의 미지 계수들이 시뮬레이션을 이용하여 같은 방법으로 결정될 수 있다. 만일  ,
,  ,
,  ,
,  ,
,  ,
,  , 및
, 및  에 대한 밸류 셋에 대해 갭이 완전히 시뮬레이션 된다면, 생성된 갭 지오메트리는 식 (1)에 따르는 인벌루트에 대한 커브 피팅을 통해 근사화 될 수 있다.
에 대한 밸류 셋에 대해 갭이 완전히 시뮬레이션 된다면, 생성된 갭 지오메트리는 식 (1)에 따르는 인벌루트에 대한 커브 피팅을 통해 근사화 될 수 있다.  는 같은 방식으로 좌측 및 우측 플랭크에 대해 결정될 수 있다. 만일 먼저 고정된
는 같은 방식으로 좌측 및 우측 플랭크에 대해 결정될 수 있다. 만일 먼저 고정된  가 선택되면, 이를 위해 검색된 6개의 계수가 관련
가 선택되면, 이를 위해 검색된 6개의 계수가 관련  가
가  ,
,  ,
,  ,
,  및
및  에 대한 3개의 다른 밸류 셋을 위한 시뮬레이션을 통해 결정되고, 검색된 계수에 대해 선형인
에 대한 3개의 다른 밸류 셋을 위한 시뮬레이션을 통해 결정되고, 검색된 계수에 대해 선형인  식 (64)의 계산 결과를 통해 계산될 수 있다.
식 (64)의 계산 결과를 통해 계산될 수 있다.  에 대한 계수에 대한 종속성을 결정하기 위해서는 이 계산이 다른
에 대한 계수에 대한 종속성을 결정하기 위해서는 이 계산이 다른  에 대해 수행될 수 있다.
에 대해 수행될 수 있다.
가공 스트로크에 대한 고정 축교차 앵글
본 발명의 첫 번째 면은 다음에서 자세히 기술된다. 여기서 축교차 앵글은 특히 가공 스트로크에 대해 미리 정의된다. 치형 두께와 치형 반지름을 이 가공 후에 원하는 방식으로 서로 독립적으로 설정하는 것이 주요 목적이다. 원추형 공작물의 경우에는 기본(root) 반지름은 항상 기본 원추각을 갖는, 특정 고정된 단면 섹션에서의 기본 치형 반지름을 의미하고 공작물의 기본 콘(cone)을 정의한다. 유사한 방식으로, 원추형 공구의 경우에는 팁 반경은 항상 팁 원추각을 가진, 특정 고정된 단면 섹션에서의 팁 반경을 의미하고 공구의 팁 콘을 정의한다. 만일 공구와 공작물이 모두 원추형인 경우에는 공구의 팁 반경, 공작물의 기본 반경 그리고 원추를 감싸는 중심 거리 d의 관계가 서로 연관되어야 하고, 다른 하나를 향한 둘의 상대 위치가 앞서 주어진 기구학적 체인에 의해 주어져야 한다. 원추의 포락면(envelop)은 원통형 공구 또는 공작물의 경우에는 원통 재킷(jacket)에 의해 대체될 수 있다.
치형 두께와 기본 반지름의 독립적 설정을 위한 수학적 원리는 다음의 관계이다:
공작물의 기본 반경은 공구의 기본 반경과 d로부터 산출된다. 따라서 d는 공구의 주어진 팁 반경에 영향을 주게 된다. 선행 기술에 따르면, 공작물의 치형 두께는 또한 자동적으로 주어진 치형 두께를 갖는 공구에 대해 이를 통해 산출된다. 그러나, 축교차 앵글은 기어링의 프로파일에 영향을 주지 않는다는 인식과 식 (67)을 통해 축교차 앵글은 희망하는 치형 두께가 덧붙여 희방하는 기본 반경에 이를 수 있도록 결정될 수 있다. 이를 위해  는 식 (67)이 만족되도록 결정되어야 한다. 이러한 점에서 희망하는 결과를 만들기 위한 희망하는 치형 두께에 대한 축교차 앵글
는 식 (67)이 만족되도록 결정되어야 한다. 이러한 점에서 희망하는 결과를 만들기 위한 희망하는 치형 두께에 대한 축교차 앵글  에 대해 일반적으로 2개의 해가 있다는 점에 주목해야 한다(도 5a 참조). 만일 공작물의 치형 두께가 미리 결정된다면, 다른 축교차 앵글과 관련 중심 거리를 가지고 다다를 수 있다. 도 5b는 선행 기술에 대해, 이러한 목적을 달성하기 위한 축교차 앵글과 중심 거리의 변화를 나타낸다. 선행 기술에 따르는 축교차 앵글은
에 대해 일반적으로 2개의 해가 있다는 점에 주목해야 한다(도 5a 참조). 만일 공작물의 치형 두께가 미리 결정된다면, 다른 축교차 앵글과 관련 중심 거리를 가지고 다다를 수 있다. 도 5b는 선행 기술에 대해, 이러한 목적을 달성하기 위한 축교차 앵글과 중심 거리의 변화를 나타낸다. 선행 기술에 따르는 축교차 앵글은  으로부터 계산되는 축교차 앵글
으로부터 계산되는 축교차 앵글  을 의미하고, 여기서
을 의미하고, 여기서  및
및  는 각각 공구와 공작물의 헬릭스 앵글이다. 이 그림에서 도시된 예에서는 주어진 중심 거리에 대해 최대 가능 치형 두께는 축교차 앵글에 다다른다. 축교차 앵글의 변화는 도 5a에서와 같이 치형 두께의 감소를 만들거나 기초 갭 앵글의 증가를 만들게 된다.
는 각각 공구와 공작물의 헬릭스 앵글이다. 이 그림에서 도시된 예에서는 주어진 중심 거리에 대해 최대 가능 치형 두께는 축교차 앵글에 다다른다. 축교차 앵글의 변화는 도 5a에서와 같이 치형 두께의 감소를 만들거나 기초 갭 앵글의 증가를 만들게 된다.
본 인식의 실제적인 사용은 몇 가지 응용예를 통해 보여질 것이다.
만일 공작물이 여기서 검토된 공정 중 하나를 이용한 루트를 통해 생산된다면, 전형적으로 미리 결정된 절삭 깊이를 가지고 정확한 치형 두께와 정확한 루트 반경을 갖는 갭을 생산하는 공구가 사용된다. 그러나, 만일 공구가 선행 기술에 따르는 축교차 앵글을 이용해서 동시에 달성될 수 없도록 생산되어 왔다면, 이전에는 정확하게 생산될 가능성이 없었던 것이다. 이는 축교차 앵글의 정확한 선택을 통해 이제 수정될 수 있다. 맞지 않는 공구의 경우는 생산의 상이에 기인하지만, 다른 기어링 또는 적어도 다른 루트 반경 및/또는 다른 치형 두께를 위해 설정된 공구가 사용되었다는 것에 기인한다.
만일 드레싱 그라인딩 웜이 가공을 위해 사용되었다면, 이러한 문제는 동일한 드레싱 공정에서 드레싱 공구를 이용해서 웜이 웜 팁(인벌루트 영역 위의 웜 스레드의 팁 영역)을 가지고 두 개의 플랭크 상에 드레스 되었을 때 발생한다. 만일 드레싱 공구가 드레싱 휠인 경우에는 예를 들어 팁 드레싱 롤러를 구비할 수 있다. 이러한 드레싱 휠의 두가지 변형예가 도 8에 도시되어 있다. 이러한 드레싱 공구는 같은 드레싱 스트로크에서 하나 또는 그 이상의 웜 팁 뿐 아니라 하나의 좌측 플랭크 및/또는 하하 이상의 우측 플랭크를 드레싱 할 수 있는 복수의 드레싱 휠을 갖는 멀티 리브 드레싱 툴의 형태로 구현된다. 그러나 드레싱 툴은 선행 기술로 알려진 것과 같은 동일 드레싱 스트로크에서 웜 팁을 드레싱하기에 적절한 드레싱 기어 휠의 형태로 구현될 수도 있다.
만일 드레싱 툴이 이용되는 경우, 웜의 치형 두께와 웜의 팁 반경은 더 이상 드레싱 동안 서로 독립적으로 미리 설정될 수 없다. 웜의 주어진 팁 반경의 경우 상기 웜은 따라서 영향을 주지 않는 치형 두께를 갖는다. 만일 선행 기술에 따르는 축교차 앵글과 공작물에 원하는 루트 반경을 생성하는 중심 거리를 가지고 이 웜을 이용하여 그라인딩이 일어나면, 공작물에 비-영향(non-influenceable) 치형 두께가 생성된다. 공작물의 루트 반경과 치형 두께는 이제 여기서 제시되는 공정을 이용하여 서로 독립적으로 자유롭게 정의될 수 있다. 문제는, 예를 들어, 드레싱 공구에 생산 변형이 있거나, 드레싱 툴이 다른 기어링에 사용되거나, 및/또는 가공 공정 중 루트를 포함하고 또는 포함하지 않고 변화가 있어야 하는 경우에 발생할 수 있다.
만일 루트가 가공되지 않는다면, 공정은 공구의 팁 간격을 정확하게 설정하도록 이용될 수 있다. 이를 위해 팁 간격에 의해 증가되는 루트 반경이 실제 루트 반경 대신 계산에 이용된다. 공구의 팁 간격(clearance)은 가공 동안 공작물의 루트에서 공구의 팁까지의 거리이다. 팁 간격은 일반적으로 가공 동안의 공작물과 공구의 생산 변경과 수정 이동, 특히 중심 거리의 수정, 등을 고려하면서 적어도 루트가 가공되지 않는 일이 발생하지 않도록 크게 설정된다. 그러나 사용 가능한 루트 원의 최대가 달성될 수 있도록 설정될 수 있다.
만일 기어링이 반드시 같은 기계와 같은 공정에서 수행될 필요가 없는 복수의 가공 스트로그에서 가공된다면, 특정 재료 제거(절삭)  이 루트에서 일어나고, 다음 각 스트로크에서 좌측 그리고 우측 플랭크에서 특정 재료 제거
이 루트에서 일어나고, 다음 각 스트로크에서 좌측 그리고 우측 플랭크에서 특정 재료 제거  또는
또는  이 일어난다. 만일 선행 기술에 따는 가공 스트로크 사이에서 중심 거리만이 감축되면, 다음이 적용된다:
이 일어난다. 만일 선행 기술에 따는 가공 스트로크 사이에서 중심 거리만이 감축되면, 다음이 적용된다:

따라서, 루트에서의 절삭은 플랭크에서의 두 절삭에 의해 고정적으로 주어지고, 이는 일반적으로 플랭크에서의 두 절삭에 보다 크다.  인 대칭형 공작물에 대해서는, 예를 들어 다음이 적용된다:
인 대칭형 공작물에 대해서는, 예를 들어 다음이 적용된다:  .
.  가 작아지면서, 이 영향은 기존 적용된
가 작아지면서, 이 영향은 기존 적용된  에 대해
에 대해  로 점점 증가한다. 도 7a는 제1 스트로크 후의 갭 1과 제2 스트로크 후의 갭 2를 도시한다. 3은 연속 절삭 영역을 도시한다. 루트에서의 대량의 절삭은 기술적으로 부정적인 효과를 갖는다. 예를 들어 기어 호빙 동안, 그에 의해 두꺼운 칩이 루트 영역에서 발생하고, 이는 세 개의 플랭 칩이 호브의 증가된 마모를 일으킬 때는 특히 문제가 된다. 만일 그라인딩을 생성하는 동안 루트가 그라운드 되어 있다면, 루트에서의 더 큰 절삭 볼륨은 그라인딩 번을 일으킬 수 있고, 이는 더 작은 이송 또는 더 작은 전달, 또는 둘 모두에 의해서만 피할 수 있는데, 이는 더 긴 가공 시간을 만들어 낸다.
로 점점 증가한다. 도 7a는 제1 스트로크 후의 갭 1과 제2 스트로크 후의 갭 2를 도시한다. 3은 연속 절삭 영역을 도시한다. 루트에서의 대량의 절삭은 기술적으로 부정적인 효과를 갖는다. 예를 들어 기어 호빙 동안, 그에 의해 두꺼운 칩이 루트 영역에서 발생하고, 이는 세 개의 플랭 칩이 호브의 증가된 마모를 일으킬 때는 특히 문제가 된다. 만일 그라인딩을 생성하는 동안 루트가 그라운드 되어 있다면, 루트에서의 더 큰 절삭 볼륨은 그라인딩 번을 일으킬 수 있고, 이는 더 작은 이송 또는 더 작은 전달, 또는 둘 모두에 의해서만 피할 수 있는데, 이는 더 긴 가공 시간을 만들어 낸다.
매 스트로크 이후에 루트 반경과 치형 두께를 서로 독립적으로 사전에 설정하는 것이 가능하면, 절삭  ,
,  , 및
, 및  는 같은 방법으로 서로 독립적으로 미리 설정될 수 있고, 앞서 설명한 기술적 문제들은 해결될 수 있다. 예를 들어 그라인딩을 생성하는데 있어서, 루트에서와 플랭크에서의 절삭을 한 스트로크 동안 같게 선택하거나, 또는 루트에서의 절삭량을 플랭크에서의 절삭량 보다 적게 선책하는 것이 유리할 수 있다. 이는 특히 루트의 그라인딩이 플랭크에서 편차를 발생할 수 있기 때문에 마지막 피니싱 스트로크에서 유리할 수 있다.
는 같은 방법으로 서로 독립적으로 미리 설정될 수 있고, 앞서 설명한 기술적 문제들은 해결될 수 있다. 예를 들어 그라인딩을 생성하는데 있어서, 루트에서와 플랭크에서의 절삭을 한 스트로크 동안 같게 선택하거나, 또는 루트에서의 절삭량을 플랭크에서의 절삭량 보다 적게 선책하는 것이 유리할 수 있다. 이는 특히 루트의 그라인딩이 플랭크에서 편차를 발생할 수 있기 때문에 마지막 피니싱 스트로크에서 유리할 수 있다.
루트에서의 절삭의 자유로운 선택은 또한 상기 절삭이 하나의 스트로크에 대해 음으로 선택되는 것도 가능하게 하고, 이는 플랭크가 가공되더라도 이 스트로크에서 루트가 가공되지 않는 것을 의미한다. 그러한 상황인 도 7b에 도시되어 있다. 11은 제1 스트로크 이후의 갭을 표시하고, 12는 제2 스트로크 이후의 갭을 표시한다. 절삭 영역 13과 14는 이제 더 이상 인접하지 않는다. 영역 15는 이전 스트로크에서 이미 가공되었다. 루트의 가공은 이에 따라 마지막 절삭에서 피할 수 있고, 이는 플랭크의 품질을 향상시킬 수 있다. 또 다른 응용 사례는 치형 트레이스의 수정, 예를 들어 치형 트레이스 크라우닝을 갖는 기어링 배열을 생산에 있다. 이러한 치형 트레이스 수정은 이송 위치에 종속하는 중심 거리의 변화에 의해 이미 이행되었다. 그러나 중심 거리의 이 변화는 공작물 폭에 걸쳐 일정하지 않은 루트 반경을 만들어 내고, 이는 일반적으로 원하는 것이 아니다. 그러나, 만일, 예를 들어, 그 전 두 번째의 스트로크에서 최종 루트 서클이 생성되고, 만일 치형 트레이스 수정이 아직 생성되지 않고, 만일 최종 스트로크에 이어 단지 원하는 치형 트레이스 수정을 갖는 플랭크가 가공된다면, 일정한 루트 반경이 기어링 폭에 걸쳐 만들어진다. 단지 루트가 마지막 스크로크에서 가공되도록 두 스트로크의 교환 또한 가능하다.
특별한 응용 사례에서는 공구 루트의 기어 치형의 팁에 걸쳐 절삭 또는 그라인딩하는 것이 바람직하다. 이 사계에서는 공작물의 치형 두께와 팁 반경을 서로 독립적으로 설정하고, 하나의 스트로크에서 플랭크와 공작물에서의 절삭량을 서로 독립적으로 미리 설정하는 것이 바람직하다. 같은 방법으로 제안된 공정과 모든 고려 및 계산이 직접적으로 취해지는 것도 가능하다; 공구 팁 지름 대신 단지 공구 루트 지름이 관찰되고, 공작물 루트 지름 대신 공작물 칩 지름이 관찰된다. 2개의 플랭크 드레싱의 경우에는, 공구 루트 반경은 드레싱 공구의 외부 지름에 따라 결정되어 이 지름이 팁 드레싱 공구의 외부 지름 대신에 관찰된다.
세 개의 희망하는 절삭을 달성하기 위한 가공의 셋팅, 특히, 축교차 앵글, 중심 거리 및 커플링 생성의 변화는 이후 기술되는 좌측 및/또는 우측 플랭크, 그리고 루트 반경 또는 공작물의 팁 반경의 자유 진행에 대한 치형 트레이스 수정에 대한 본 발명의 설명의 특별한 케이스로 귀결된다.
관계 (R7)에서 보이듯이,  와
와  은 공구에서의 생성 앵글과 공작물에서 생성 앵글의 관계에 영향을 준다. 이 관계는 특히 수정된 프로파일을 갖는 공구에 의해 공작물에서 수정이 생성될 때 중요하다. 이러한 프로파일 수정은 예를 들어 프로파일 앵글 수정, 프로파일 크라우닝 또는 팁 완화와 루트 완화 등이다. 공구의 생성 앵글의 공작물의 생성 앵글 관계가 프로파일 앵글 수정을 갖는 생산 수정에는 어떤 영향도 미치지 않지만, 다른 프로파일 수정에서는 그 위치에 영향을 끼친다. 예를 들어 팁 완화의 비틀림 위치는 따라서 관계에 의해 영향을 받는다. 선행 기술에 따르면 중심 거리 d의 영향이 이전에서는 공작물의 프로파일 수정의 위치에 영향을 주기 위해 사용되었다. 그러나, 이는 자동으로 2개의 플랭크 가공에서 치형 두께의 변화를 일으킨다. 변수
은 공구에서의 생성 앵글과 공작물에서 생성 앵글의 관계에 영향을 준다. 이 관계는 특히 수정된 프로파일을 갖는 공구에 의해 공작물에서 수정이 생성될 때 중요하다. 이러한 프로파일 수정은 예를 들어 프로파일 앵글 수정, 프로파일 크라우닝 또는 팁 완화와 루트 완화 등이다. 공구의 생성 앵글의 공작물의 생성 앵글 관계가 프로파일 앵글 수정을 갖는 생산 수정에는 어떤 영향도 미치지 않지만, 다른 프로파일 수정에서는 그 위치에 영향을 끼친다. 예를 들어 팁 완화의 비틀림 위치는 따라서 관계에 의해 영향을 받는다. 선행 기술에 따르면 중심 거리 d의 영향이 이전에서는 공작물의 프로파일 수정의 위치에 영향을 주기 위해 사용되었다. 그러나, 이는 자동으로 2개의 플랭크 가공에서 치형 두께의 변화를 일으킨다. 변수  와
와  에 대해 연립식을 구성하는 관계식 (R7)과 식 (67)을 통해, 이제 프로파일 수정의 위치와 공작물의 치형 두께를
에 대해 연립식을 구성하는 관계식 (R7)과 식 (67)을 통해, 이제 프로파일 수정의 위치와 공작물의 치형 두께를  에 의해 서로 독립적으로 설정하는 것이 가능하다. 계수
에 의해 서로 독립적으로 설정하는 것이 가능하다. 계수  과
과  은
은  와
와  에 종속적이지 않으므로,
에 종속적이지 않으므로,  와
와  의 변화는 공작물 상의 프로파일 수정의 변위 만을 생성하고, 신장 또는 압축을 일으키지 않는다. 도 6a는 공작물 상에서의 프로파일 수정의 변위를 나타내고, 생성 앵글의 변위에서 측정되며,
의 변화는 공작물 상의 프로파일 수정의 변위 만을 생성하고, 신장 또는 압축을 일으키지 않는다. 도 6a는 공작물 상에서의 프로파일 수정의 변위를 나타내고, 생성 앵글의 변위에서 측정되며,  에 종속되고, 치형 두께는 일정하게 유지되고, 중심거리 d는 도 5b에서와 같이
에 종속되고, 치형 두께는 일정하게 유지되고, 중심거리 d는 도 5b에서와 같이  에 종속된다. 일반적으로 프로파일 수정의 희망하는 변위를 만드는 두 개의 교차 앵글이 존재한다. 프로파일 수정과 치형 두께의 변위를 독립적으로 설정할 가능성은, 예를 들어, 논-드레서블 공구로 그라인딩을 생성할 때 뿐 아니라 기어 호빙과 스카이브 호빙에서 특히 중요하다. 따라서 공구는 이제 희망하는 치형 두께의 프로파일 수정시 부적절하게 위치할 때 이용될 수 있다. 이는 예를 들어 공구가 부정확하게 형성되거나, 및/또는 생산되거나 또는 다른 공작물, 특히 비슷한 공작물에 대해 형성되었을 경우에 해당한다.
에 종속된다. 일반적으로 프로파일 수정의 희망하는 변위를 만드는 두 개의 교차 앵글이 존재한다. 프로파일 수정과 치형 두께의 변위를 독립적으로 설정할 가능성은, 예를 들어, 논-드레서블 공구로 그라인딩을 생성할 때 뿐 아니라 기어 호빙과 스카이브 호빙에서 특히 중요하다. 따라서 공구는 이제 희망하는 치형 두께의 프로파일 수정시 부적절하게 위치할 때 이용될 수 있다. 이는 예를 들어 공구가 부정확하게 형성되거나, 및/또는 생산되거나 또는 다른 공작물, 특히 비슷한 공작물에 대해 형성되었을 경우에 해당한다.
두 번째 응용 사례는 그라인딩 웜의 두 개의 플랭크 드레싱과 함께 그라인딩을 생성하는 것이다. 공작물에서 프로파일 수정을 생산하기 위한 드레싱 웜에 대해 웜의 표면에서 필요한 수정을 하는 수정된 드레싱 공구가 사용된다. 두 개의 플랭크 드레싱 동안, 웜의 치형 두께는 웜과 드레싱 공구 사이의 중심 거리에 의해 설정된다. 그러나, 이 중심 거리는 동시에 웜의 표면의 프로파일 수정의 위치를 결정한다. 만일 웜이 선행 기술에 따라 필요한 치형 두께를 가지고 드레싱 되었다면, 웜의 프로파일 수정의 고정 위치는 선행 기술에 따른 그라인딩 생성 동안 공작물 상에서 프로파일 수정의 고정 위치를 만들어 낸다. 여기서 기술된 공정은 이제 공작물 상에서의 프로파일 수정의 위치가 이 응용예에서 영향을 받도록 하고, 따라서 희망하는 치형 두께에 독립적으로 목표하는 방법으로 설정하거나 수정가능하게 한다.
가공 스트로크별 고정 축교차 앵글에 대한 앞서 기술된 모든 특징들은 다음에 따르는 가공 스트로크 동안 축교차 앵글이 변화하는 특징들의 특별한 사례를 형성한다.
가공 스트로크 별 변동 축교차 앵글
두 번째 중요한 본 발명의 특징은 가공 스크로트 동안 축교차 앵글은 연속 함수  를 따르는 공작물의 축방향 이송 위치
를 따르는 공작물의 축방향 이송 위치  에 종속되는 축교차 앵글의 변화를 제공한다는 것이다. 이는 치형 두께 및 공작물의 루트 반경, 공작물의 팁 반경, 좌측 플랭크 상에서의 프로파일 수정 위치, 우측 플랭크 상에서의 프로파일 수정 위치 중 적어도 하나가 공작물 폭 위치에 종속되어 사전에 설정될 수 있도록 한다. 어떻게, 무엇보다도, 어디에서 이러한 스펙들이 축방향 이송 위치
에 종속되는 축교차 앵글의 변화를 제공한다는 것이다. 이는 치형 두께 및 공작물의 루트 반경, 공작물의 팁 반경, 좌측 플랭크 상에서의 프로파일 수정 위치, 우측 플랭크 상에서의 프로파일 수정 위치 중 적어도 하나가 공작물 폭 위치에 종속되어 사전에 설정될 수 있도록 한다. 어떻게, 무엇보다도, 어디에서 이러한 스펙들이 축방향 이송 위치  에 종속되어 영향을 미치는지를 아는 것이 본 발명의 특징적 성능에 결정적인 요소이다. 원추형 공구와 원추형 공작물의 사례에 대한 영향력이 있는 파라미터들에 대해서는 다음에 검토될 것이다. 원통형 공작물 및/또는 원통형 공구의 사례에 대한 결과는 관련 관계식과 원추형 포락면 대신 원통형 재킷 표면에 대한 관찰을 이용한 특별한 사례의 결과로 이용된다.
에 종속되어 영향을 미치는지를 아는 것이 본 발명의 특징적 성능에 결정적인 요소이다. 원추형 공구와 원추형 공작물의 사례에 대한 영향력이 있는 파라미터들에 대해서는 다음에 검토될 것이다. 원통형 공작물 및/또는 원통형 공구의 사례에 대한 결과는 관련 관계식과 원추형 포락면 대신 원통형 재킷 표면에 대한 관찰을 이용한 특별한 사례의 결과로 이용된다.
공작물의 폭에 걸친 치형 두께의 변화는 치형 트레이스 수정이라 불린다. 여기서 살펴볼 제조 공정에는, 공구와 공작물 간의 이론적 점 접촉이 존재한다. 접촉점은 식 (48)에 따라 주어진 공구의 축방향 이송 위치  와 공작물의 축방향 이송 위치
와 공작물의 축방향 이송 위치  에 대해 공작물 상에 주어진 접촉 트랙을 따라 이동하며 축방향 이송은 무시된다. 이 식은 접촉 트랙이
에 대해 공작물 상에 주어진 접촉 트랙을 따라 이동하며 축방향 이송은 무시된다. 이 식은 접촉 트랙이  와
와  상에 직선으로 주어진다. 계수
상에 직선으로 주어진다. 계수  가 단지 공작물의 기초 파라미터에서 종속되지 때문에 직선의 방향은 중심 거리 d 및/또는 축교차 앵글
가 단지 공작물의 기초 파라미터에서 종속되지 때문에 직선의 방향은 중심 거리 d 및/또는 축교차 앵글  의 변화에 상관없이 변하지 않고 남아 있다. 가공 기구학의 변화, 특히
의 변화에 상관없이 변하지 않고 남아 있다. 가공 기구학의 변화, 특히  및/또는
및/또는  의 변화, 공구 및/또는 공작물의 회전각, 및/또는 공구의 축방향 이송 위치
의 변화, 공구 및/또는 공작물의 회전각, 및/또는 공구의 축방향 이송 위치  및/또는 공작물의 축방향 이송 위치
및/또는 공작물의 축방향 이송 위치  의 변화에 따른 커플링 생성의 해제는 현재 접촉 트랙을 따라 일정 값을 갖고 다음의 수식으로 기술되는 공작물의 수정
의 변화에 따른 커플링 생성의 해제는 현재 접촉 트랙을 따라 일정 값을 갖고 다음의 수식으로 기술되는 공작물의 수정  을 발생한다:
을 발생한다:
함수  는 특정 범위 내에서 어떤 희망하는 연속함수가 가능하다.
는 특정 범위 내에서 어떤 희망하는 연속함수가 가능하다.  는 바로 식 (48)에 의해 접촉 트랙의 방향에 따라 결정된다. 도 13은 자연스럽게 꼬인 치형 트레이스 크라우닝의 예에 대한 식 (69)에 따르는 수정을 도시하고 있다. 직선 20은 가공 시간 동안 특정 지점에서 접촉 트랙의 진행에 해당한다. 수정은 20을 따라 일정한 값을 갖는다.
는 바로 식 (48)에 의해 접촉 트랙의 방향에 따라 결정된다. 도 13은 자연스럽게 꼬인 치형 트레이스 크라우닝의 예에 대한 식 (69)에 따르는 수정을 도시하고 있다. 직선 20은 가공 시간 동안 특정 지점에서 접촉 트랙의 진행에 해당한다. 수정은 20을 따라 일정한 값을 갖는다.
다음에서는 가공 기구학의 필요한 변화가  및/또는
및/또는  및/또는
및/또는  의 부가 조건(예를 들어, 팁/루트 반경, 프로파일 수정의 위치, 공구 팁 간격, 공구 루트 간격)을 고려하여 좌측 및 우측 플랭크에 대한 주어진 함수
의 부가 조건(예를 들어, 팁/루트 반경, 프로파일 수정의 위치, 공구 팁 간격, 공구 루트 간격)을 고려하여 좌측 및 우측 플랭크에 대한 주어진 함수  및
및  로부터 계산될 수 있음이 보여질 것이다. 다음의 식은 그 시작점이다.
로부터 계산될 수 있음이 보여질 것이다. 다음의 식은 그 시작점이다.
이는 식 (64)로부터 유래되고, 햇(^)의 파라미터가 있는 것은 변화된 기구학(kinematics)에 관련되고, 햇의 파라미터가 없는 것은 변화되지 않는 기구학과 관련된 것이다. 다음은 회전각에 적용된다:
여기서 수정되지 않은 가공 기구학은 수정되지 않은 공작물의 가공에 대한 선행 기술로부터 알려진 기구학을 의미한다. 이러한 수정되진 않은 기구학은 그러나, 헬리컬 기어링 정렬을 위한 차분(differential) 회전 또는 대각 생성 가공에 필요한 차분 회전을 포함한다. 이러한 차분 회전은 같은 방법으로 선행 기술로부터 알려져 왔고, 통상의 가공에 필요하여 구속식 (R4)는 항상 만족된다. 만일 축교차 앵글이 가공 동안 변화된다면, 차분 회전은 치형 트레이스 수정을 위해 필요한 회전각의 수정과 함께 결정될 것이고, 이는 다음에서 보여질 것이다.

이러한 점에서 이러한 수정은 특히  및
및  에 종속적인 접촉 트랙의 현재 위치를 따라 각 사례에서 양쪽의 플랭크에서 형성됨에 유의해야 한다. 수정 값은 현재 접촉 트랙을 따라 일정하다. 만일 접촉 트랙의 위치가 특히 공작물 전체에 걸쳐 공작물의 축방향 이송을 따라 위치한다면, 접촉 트랙은 플랭크 전체에 걸쳐 스윕되고, 그것을 완전하게 생산한다.
에 종속적인 접촉 트랙의 현재 위치를 따라 각 사례에서 양쪽의 플랭크에서 형성됨에 유의해야 한다. 수정 값은 현재 접촉 트랙을 따라 일정하다. 만일 접촉 트랙의 위치가 특히 공작물 전체에 걸쳐 공작물의 축방향 이송을 따라 위치한다면, 접촉 트랙은 플랭크 전체에 걸쳐 스윕되고, 그것을 완전하게 생산한다.
접촉 트랙의 위치는 식 (69)로부터  에 의해 기술될 수 있다.
에 의해 기술될 수 있다.  는 식 (48)에 의해, 특히 기구학적 체인의 좌표에 따라, 특히, 축방향 이송
는 식 (48)에 의해, 특히 기구학적 체인의 좌표에 따라, 특히, 축방향 이송  에 의해, 직접 계산될 수도 있다. 여기서
에 의해, 직접 계산될 수도 있다. 여기서  가 또한
가 또한  에 종속된다는 점에 유의해야 한다. 다음이 적용된다:
에 종속된다는 점에 유의해야 한다. 다음이 적용된다:
이로부터 식 (72)와 함께 따르면 다음 식이 된다:
식 (70)과 함께, 가공 기구학과 함수  와
와  사이의 관계가 가능하다. 접촉 트랙의 변위가 전형적으로 공작물의 축방향 이송
사이의 관계가 가능하다. 접촉 트랙의 변위가 전형적으로 공작물의 축방향 이송  에 의해 실행되기 때문에, 이 좌표는 주 좌표와
에 의해 실행되기 때문에, 이 좌표는 주 좌표와  의 함수로서 다른 좌표들의 희망하는 수정으로 고려된다. 더구나
의 함수로서 다른 좌표들의 희망하는 수정으로 고려된다. 더구나  로 설정될 수 있다.
로 설정될 수 있다.
변화  와
와  와
와  는 모두 하나의 플랭크에서의 수정 값이 커짐에 따라서 다른 하나의 플랭크가 작아지는 효과를 갖는다. 어떤 값이 변경되어야 하는지는 중요하지 않기 때문에 새로 도입되는 변화로 조합될 수 있다:
는 모두 하나의 플랭크에서의 수정 값이 커짐에 따라서 다른 하나의 플랭크가 작아지는 효과를 갖는다. 어떤 값이 변경되어야 하는지는 중요하지 않기 때문에 새로 도입되는 변화로 조합될 수 있다:
그리고 나서 식 (70)은 다음과 같이 간략화 된다:
그리고 나서 식 (74)에 따라 다음 식이 된다.

공구와 공작물은 여기서 검토되는 프로세스 중 하나를 이용한 가공 동안 연속적인 기어 트레인의 생성에서 결합된 방식으로 생성하는 것으로 수행된다. 수정  은 이 커플링 생성을 해산하는 것을 초래하며, 그에 따라, 상술한 바와 같이, 수정 값이 하나의 플랭크에서 증가하고, 다른 플랭크에서는 감소한다.
은 이 커플링 생성을 해산하는 것을 초래하며, 그에 따라, 상술한 바와 같이, 수정 값이 하나의 플랭크에서 증가하고, 다른 플랭크에서는 감소한다.
여기서 검토되고, 일반적으로 공구의 축방향 이송 위치  에 종속적인
에 종속적인  및/또는
및/또는  에 대한 부가 조건은 다름에서 논의될 것이다.
에 대한 부가 조건은 다름에서 논의될 것이다.
도 22는 원추형 공작물 30을 도식적으로 나타낸다. 직선 31은 선행 기술에 따른 원추형 공작물에 대한 루트 반경(치형 베이스의 범위)의 진행을 표시한다. 직선은 회전축에 대한 루트 원추각으로 기울어져 있다. 루트 반경의 이러한 진행은 수정되지 않은 가공 기구학과 같이 나타난다. 원추형 공작물의 각 폭 위치에 대한 루트 반경은 이제 여기서 기술되는 공정을 이용하여 자유롭게 미리 설정될 수 있다. 32는 공작물의 폭에 걸친 루트 반경의 자유 진행을 나타낸다. 만일 이 진행은 공작물의 회전축 36에 대해 회전한다면, 생성된 회전체가 3차원 상에서 루트 지름의 진행을 기술하게 된다. 일반적으로 원추형 공구를 이용하여 루트 반경의 자유 진행을 생성하기 위해서는 중심 거리  는, 축교차 앵글
는, 축교차 앵글  가 공구의 팁 지름을 둘러싸는 원추 포락면이 항상 회전체에 접선으로 접촉하는 것을 고려하며, 축 이송 위치
가 공구의 팁 지름을 둘러싸는 원추 포락면이 항상 회전체에 접선으로 접촉하는 것을 고려하며, 축 이송 위치  에 종속적으로 설정되어야 한다.
에 종속적으로 설정되어야 한다.  및/또는
및/또는  에 대한 구하고자 하는 부가 조건은 이를 통해 바로 도출된다. 도 22는 도식적으로, 3개의 서로 다른 축방향 이송 위치
에 대한 구하고자 하는 부가 조건은 이를 통해 바로 도출된다. 도 22는 도식적으로, 3개의 서로 다른 축방향 이송 위치  에 대한 회전체의 접선으로 접촉하는 공구의 원추 33, 34 및 35를 둘러싸는 포락면의 단면을 원으로써 간략히 나타내고 있다. 루트 반경의 진행은 넓은 한계를 가지고 자유롭게 선택될 수 있다. 이에 따라 직선 진행에서의 편차는 수
에 대한 회전체의 접선으로 접촉하는 공구의 원추 33, 34 및 35를 둘러싸는 포락면의 단면을 원으로써 간략히 나타내고 있다. 루트 반경의 진행은 넓은 한계를 가지고 자유롭게 선택될 수 있다. 이에 따라 직선 진행에서의 편차는 수  범위 내에서 가능하고, 그러나 또한, 공작물의 모듈러스의 0.5 내지 1 배의 범위 내에 있다. 내측으로 굽어진 진행의 경우 진행의 곡률 반경이 도 22에서 나타난 바와 같이 공구의 곡률 반경보다 커야한다는 것은 진행의 형상과 관련된 실질적인 제한이다. 이러한 경우 공구의 외경이 충분히 작도록 선택되어야 한다. 외측으로 굽어진 또는 직선 진행에 대해서는 이러한 제한이 없고, 공구 직경은 원하는 대로 선택될 수 있다. 진행은 어떤 점에서는 내측으로 굽어지고 어떤 점에서는 외측으로 굽어져, 예를 들면, 웨이브와 같은 형상을 가질 수 있다. 이러한 자유 진행을 생성할 가능성은 루트 강도가 더 최적화되거나 및/또는 장착된 상태에서 더 좋은 오일 흐름을 제공할 수 있다. 자유 진행은 특히 진선으로 선택될 수 있다. 직선은 회전축에 대한 원추 앵글과 다른 앵글로 기술어져 있다. 이에 따라, 원추 기어링 정렬은, 예를 들어, 회전축에 평행하게 연장되는 루트 반경을 가지고 생성되어 루트 반경의 진행이 원통형 휠의 진행에 대응되도록 생성될 수 있다. 그러나, 루트 반경의 진행을 갖는 원통형 기어링 정렬을 회전축에 대해 기울어지게 생산하는 것도 가능하다.
범위 내에서 가능하고, 그러나 또한, 공작물의 모듈러스의 0.5 내지 1 배의 범위 내에 있다. 내측으로 굽어진 진행의 경우 진행의 곡률 반경이 도 22에서 나타난 바와 같이 공구의 곡률 반경보다 커야한다는 것은 진행의 형상과 관련된 실질적인 제한이다. 이러한 경우 공구의 외경이 충분히 작도록 선택되어야 한다. 외측으로 굽어진 또는 직선 진행에 대해서는 이러한 제한이 없고, 공구 직경은 원하는 대로 선택될 수 있다. 진행은 어떤 점에서는 내측으로 굽어지고 어떤 점에서는 외측으로 굽어져, 예를 들면, 웨이브와 같은 형상을 가질 수 있다. 이러한 자유 진행을 생성할 가능성은 루트 강도가 더 최적화되거나 및/또는 장착된 상태에서 더 좋은 오일 흐름을 제공할 수 있다. 자유 진행은 특히 진선으로 선택될 수 있다. 직선은 회전축에 대한 원추 앵글과 다른 앵글로 기술어져 있다. 이에 따라, 원추 기어링 정렬은, 예를 들어, 회전축에 평행하게 연장되는 루트 반경을 가지고 생성되어 루트 반경의 진행이 원통형 휠의 진행에 대응되도록 생성될 수 있다. 그러나, 루트 반경의 진행을 갖는 원통형 기어링 정렬을 회전축에 대해 기울어지게 생산하는 것도 가능하다.
루트 대신에 팁이 가공되어야 한다면, 팁 반경의 자유 진행도 여기에서 생성되어야 한다. 계산은 같은 방식으로 수행된다; 공구의 루트 원추 만이 각 축방향 이송 위치  에 대한 팁 지름의 자유 진행에 접선으로 접촉해야 한다. 팁 지름의 진행의 공작물의 회전축 36에 대한 회전으로 발생하는 회전체는 공작물의 포락체(envelop body)라고 불린다.
에 대한 팁 지름의 자유 진행에 접선으로 접촉해야 한다. 팁 지름의 진행의 공작물의 회전축 36에 대한 회전으로 발생하는 회전체는 공작물의 포락체(envelop body)라고 불린다.
좌측 또는 우측 플랭크에서의 프로파일 수정 위치가 기어링의 폭에 걸쳐 변화되는 경우에는 다른 대안의 부가 조건이 형성될 수 있다. 이는 가공 스트로크 동안 축교차 앵글이 일정한 케이스와 유사한 방법으로 진행될 수 있다. 관계 (R7)이 직접 구하고자하는 조건을 전달한다. 예를 들어, 만일 생성경로  상에서 공구의 프로파일 상의 점이 공작물 상의
상에서 공구의 프로파일 상의 점이 공작물 상의  에 종속적인 생성 경로
에 종속적인 생성 경로  와 관련된다면,
와 관련된다면,  는 식 (57)에서
는 식 (57)에서  로 대체될 수 있다. 식 (48)과 함께, 이 방정식은 전체 방정식을 풀어 결정되어야 할 새롭게 추가된
로 대체될 수 있다. 식 (48)과 함께, 이 방정식은 전체 방정식을 풀어 결정되어야 할 새롭게 추가된  에 대한 부가 조건을 형성한다. 도 14는 예로서 팁 릴리프의 위치가 기어링 폭에 걸쳐 변화하는 팁 릴리프 22를 갖는 기어링의 수정을 도시한다. 이 예에서, 팁 릴리프는 정상과 바닥에서 더 길고 더 긴 값을 가진다; 반면 중심에서는 더 짧고 더 작은 값을 갖는다. 직선 21은 팁 릴리프의 다양한 시작점을 나타낸다. 프로파일 수정의 위치는 특정 한계를 가지로 자유 형상을 선택할 수 있다. 예를 들어 변위는 이에 따라, 팁 릴리프의 길이가 기어링의 한쪽 끝에서 다른 쪽 끝으로 연속적으로 증가하거나 또는 감소하는 것으로 선택될 수 있다. 삼각형의 끝단 릴리프(relief) 24는 따라서, 예를 들어, 도 15와 같이 나타내어질 수 있다. 프로파일 수정의 형상(예를 들어, 크라우닝, 팁 릴리프/루트 릴리프)은 오로지 공구에 의해 결정되기 때문에 이러한 공정은 어떤 수의 프로파일 수정도 위치할 수 있도록 이용될 수 있다. 프로파일 수정의 변위(displacement)는 항상 현재 접촉 트랙을 따라 영향을 미칠 수 있음에 유의해야 한다.
에 대한 부가 조건을 형성한다. 도 14는 예로서 팁 릴리프의 위치가 기어링 폭에 걸쳐 변화하는 팁 릴리프 22를 갖는 기어링의 수정을 도시한다. 이 예에서, 팁 릴리프는 정상과 바닥에서 더 길고 더 긴 값을 가진다; 반면 중심에서는 더 짧고 더 작은 값을 갖는다. 직선 21은 팁 릴리프의 다양한 시작점을 나타낸다. 프로파일 수정의 위치는 특정 한계를 가지로 자유 형상을 선택할 수 있다. 예를 들어 변위는 이에 따라, 팁 릴리프의 길이가 기어링의 한쪽 끝에서 다른 쪽 끝으로 연속적으로 증가하거나 또는 감소하는 것으로 선택될 수 있다. 삼각형의 끝단 릴리프(relief) 24는 따라서, 예를 들어, 도 15와 같이 나타내어질 수 있다. 프로파일 수정의 형상(예를 들어, 크라우닝, 팁 릴리프/루트 릴리프)은 오로지 공구에 의해 결정되기 때문에 이러한 공정은 어떤 수의 프로파일 수정도 위치할 수 있도록 이용될 수 있다. 프로파일 수정의 변위(displacement)는 항상 현재 접촉 트랙을 따라 영향을 미칠 수 있음에 유의해야 한다.
프로파일 수정의 변위에 대해 단지 1 자유도만이 가능하기 때문에 좌측 또는 우측 플랭크에 대해 미리 정확하게 정의될 수 있다. 변위는 각 다른 플랭크에 대해서는 자동적으로 산출된다. 이 변위는 식 (57)와 (48)을 이용하여 결정될 수 있다.
프로파일 수정의 어느 변위가 다른 플랭크에 영향을 미치는가는 플랭크의 접촉 트랙의 위치에 의해 영향을 받고 식 (48)을 이용하여 계산될 수 있다. 주어진 축방향 이송 위치  및
및  에 대한 좌측과 우측 플랭크에서의 접촉 트랙의 다른 위치는 특히 사용된 공구의 프로파일 앵글에 의해 영향을 받고, 또한 축교차 앵글에 의해 설정된다.
에 대한 좌측과 우측 플랭크에서의 접촉 트랙의 다른 위치는 특히 사용된 공구의 프로파일 앵글에 의해 영향을 받고, 또한 축교차 앵글에 의해 설정된다.
여기에서 살펴본 공정에서는, 생성 조건 (63)을 만족하는 한, 주어진 공작물을 생성하기 위해 다른 프로파일 앵글을 갖는 다른 공구를 이용하는 것이 가능하다. 이 공구의 프로파일 앵글을 선택하는 것은 좌측과 우측 플랭크에서의 접촉 트랙의 공통 위치에 영향을 준다. 도 16은 접촉 트랙이 사용된 공구의 3개의 다른 프로파일 앵글  에 대한 고정된 축방향 이송 위치를 위해 어떻게 좌측 및 우측 플랭크로 연장되는지를 보여준다. 도시된 예에서, 공구의 더 큰 프로파일 앵글은 우측 플랭크의 폭 방향에서는 위쪽으로, 좌측 플랭크의 폭 방향에서는 아래쪽으로 접촉 트랙의 변위에 영향을 준다.
에 대한 고정된 축방향 이송 위치를 위해 어떻게 좌측 및 우측 플랭크로 연장되는지를 보여준다. 도시된 예에서, 공구의 더 큰 프로파일 앵글은 우측 플랭크의 폭 방향에서는 위쪽으로, 좌측 플랭크의 폭 방향에서는 아래쪽으로 접촉 트랙의 변위에 영향을 준다.
가공을 위해 설정된 축교차 앵글  는 같은 방식을 좌측과 우측 플랭크에서의 접촉 라인 위치에 동시에 영향을 준다. 도 17은 접촉 트랙이 3개의 다른 축교차 앵글
는 같은 방식을 좌측과 우측 플랭크에서의 접촉 라인 위치에 동시에 영향을 준다. 도 17은 접촉 트랙이 3개의 다른 축교차 앵글  에 대한 고정된 축방향 이송 위치를 위해 어떻게 좌측 및 우측 플랭크로 연장되는지를 보여준다. 도시된 예에서, 더 큰 축교자 앵글은 우측 플랭크의 폭 방향에서는 위쪽으로, 좌측 플랭크의 폭 방향에서는 아래쪽으로 접촉 트랙의 변위에 영향을 준다. 이 영향은 항상 관찰되어야(observed) 하고, 그러나 식 (48)에 의해 자동으로 고려된다. 미리 설정된 공작물의 가공에서 주어진 중심 거리를 위해 설정되어야 할 축교차 앵글은 공구의 치형 두께에 의해 주어지고, 식 (67)에 의해,
에 대한 고정된 축방향 이송 위치를 위해 어떻게 좌측 및 우측 플랭크로 연장되는지를 보여준다. 도시된 예에서, 더 큰 축교자 앵글은 우측 플랭크의 폭 방향에서는 위쪽으로, 좌측 플랭크의 폭 방향에서는 아래쪽으로 접촉 트랙의 변위에 영향을 준다. 이 영향은 항상 관찰되어야(observed) 하고, 그러나 식 (48)에 의해 자동으로 고려된다. 미리 설정된 공작물의 가공에서 주어진 중심 거리를 위해 설정되어야 할 축교차 앵글은 공구의 치형 두께에 의해 주어지고, 식 (67)에 의해,  에 대한 두 개의 해를 가지면서, 계산될 수 있다. 반대로, 공구의 치형 두께는 주어진 축교차 앵글에 대해 계산될 수 있다.
에 대한 두 개의 해를 가지면서, 계산될 수 있다. 반대로, 공구의 치형 두께는 주어진 축교차 앵글에 대해 계산될 수 있다.
따라서, 공구의 지오메트리에 대해 좌측과 우측의 플랭크에서의 접촉 트랙의 상대 위치에 각각 또는 함계 영향을 주기 위해 사용되는 두 파라미터가 가능하다. 이 접촉 트랙의 상대 위치는 여기에서 기술되는 프로세스에 의해 하나의 플랭크에서의 수정 위치의 변위가 다른 플랭크에 어떻게 영향을 주주는지에 영향을 준다. 만일, 예를 들어, 프로파일 수정의 변위가 양측의 플랭크에서 실현되고, 폭방향의 진행이 유사하지만 폭 방향으로 서로 각각 위치한다면, 접촉 라인의 위치는 하나의 플랭크에서의 프로파일 수정의 위치가 자동적으로, 적어도 자동으로, 다른 플랭크에서의 프로파일 수정의 정확한 위치를 초래하도록 설정될 수 있다. 서로에 대한 접촉 트랙의 위치 및 플랭크에서의 수정의 위치를 달성할 수 있는 진행은, 예를 들어 커브 피팅에 의해, 바람직하게 최적화되어 프로파일 수정의 위치의 진행이 가능한 최적으로 양측의 플랭크에서 초래될 수 있도록 최적화된다. 기어링 폭에 걸힌 달성된 위치로부터 프로파일 수정의 희망하는 위치까지의 거리는, 예를 들어, 양측 플랭크에서 구해진 해의 품질의 측정 수단으로 이용될 수 있다. 만일 프로파일 수정의 희망하는 변위가 기어링 폭에 걸쳐 및/또는 좌측, 우측 플랭크에서 다른 허용치를 가져야 한다면, 거리 함수는 부가적으로 다른 폭 위치 및/또는 플랭크에 대해 다른 가중치를 주도록 선택되어야 한다.
만일 공구의 지오메트리, 특히, 프로파일 앵글, 치형 두께, 및 함수  ,
,  , 및
, 및  가 커브 피팅에 바로 입력되면 더 좋은 결과가 달성될 수 있다. 목표로 하는 치형 트레이스 수정을 고려하는 동안, 후자는 선택적으로 거리함수를 고려하여, 좌측과 우측의 플랭크에서의 프로파일 수정 위치의 차이가 최적이 되도록 결정될 수 있다.
가 커브 피팅에 바로 입력되면 더 좋은 결과가 달성될 수 있다. 목표로 하는 치형 트레이스 수정을 고려하는 동안, 후자는 선택적으로 거리함수를 고려하여, 좌측과 우측의 플랭크에서의 프로파일 수정 위치의 차이가 최적이 되도록 결정될 수 있다.
접촉 트랙의 위치에 영향을 줄 가능성, 특히, 폭방향에서 좌측과 우측 플랭크에서 접촉 트랙 사이의 간격을 증가시킬 가능성은 하나의 플랭크에서의 기어 치형의 상단과 하단에서의 직접적인 가공에 이용될 수 있다. 이러한 상황은 도 17의 마지막 예에 나타나 있다. 만일 우측 플랭크의 탑이 공구와의 접촉에서 멀어져 이동하면, 공구는 좌측 플랭크가 또한 계합에서 멀어져 나갈때까지 조금 이동해야 한다. 이는 실제로 런-인(run-in) 길이와 런-아웃(run-out) 길이를 증가시켜 따라서 가공 시간을 증가시키지만, 특정한 예에서, 관련된 다른 플랭크에서의 프로파일 수정의 위치에 영향을 주지 않고, 좌측 플랭크의 상측 영역과 우측 플랭크의 하측 영역에서 프로파일 수정의 위치를 자유롭게 선택할 수 있다. 이러한 공정의 실시예에 대한 특별한 응용 예제는 도 15의 삼각형 끝단 릴리프이다. 만일 이러한 삼삼형 끝단 릴리프가 양측 플랭크에서 생성되어야 한다면, 프로파일 수정은 첫 번째 플랭크에서는 상측으로 위치하고 두 번째 플랭크에서는 하측으로 위치해야 할 것이다. 만일 두 개의 플랭크가 항상 계합되어 있다면, 첫 번째 플랭크에서의 프로파일 수정은 자동으로 하측으로 위치하고, 두 번째 플랭크에서의 프로파일 수정은 하측으로 위치할 것이다. 이를 피하기 위해서는 이제 접촉 트랙은 서로 폭방향으로 멀리 떨어져 위치되어 두 번째 플랭크가 이미 첫 번째 플랭크에서의 프로파일 수정이 상측으로 위치되어야 하는 폭방향 위치로부터 더 이상 계합되지 않게 하거나, 반대로 할 수 있다.
만일 루트의 가공이 희망하지 않는 것이라면, 프로파일 수정에 의해 루트에 대해 위치할 수 있는 최대 가능 양은 단지 가공 동안 가능한 공구의 팁 클리어런스 양에 의해 제한된다. 루트에 대한 프로파일 수정의 위치는 중심 클리어런스의 축소에 의해 실현되고, 따라서 공구의 팁 클리어런스의 축소가 이루어진다.
만일 프로파일 수정이 팁을 향해 위치한다면, 중심 거리가 증가한다. 이는 공작물에서 생성되는 가장 작은 직경이 증가되는 결과를 갖는다. 만일 생산될 이용가능한 루트 서클이 초과된다면 팁 방향으로 최대 가능 변위해 도달한다.
만일 루트 또는 가공되면, 프로파일 수정의 위치의 변위는 루트 반경의 변화된 진행의 결과를 필연적으로 갖는다. 만일 루트 반경의 이러한 변화가 여전히 주어진 허용치 안에 있거나 희망하는 것이면 프로세스는 이것으로 이용될 수 있다.
만일 프로파일 수정의 위치가 여기서 기술된 제한으로 인해 희망하는 정도까지 가능하지 않다면, 공구 폭에 걸치도록 채택된 팁 반경을 갖는 공구가 이용될 수 있다 프로세스는 대각 생성 방법에 의해 수행될 수 있다. 축 방향으로는 공구의 변위로 인해, 공작물의 축방향 위치  에 종속되어, 공구의 다른 영역 그리고 따라서 공구의 포착체의 다른 영역이 공작물의 폭과 다른 팁 반경을 갖는 공구의 영역에 계합된다. 공구의 팁 직경과 공구
에 종속되어, 공구의 다른 영역 그리고 따라서 공구의 포착체의 다른 영역이 공작물의 폭과 다른 팁 반경을 갖는 공구의 영역에 계합된다. 공구의 팁 직경과 공구  의 축방향 이송이 매칭되어 공구의 팁 반경이 루트의 희망하지 않는 가공을 방지하거나, 희망하는 루트 반경으로 루트를 가공하고 공작물의 사용 가능한 루트 서클의 가공을 보장하는 어떤 공작물 위치에서든 활성되도록 한다. 공구의 이러한 맹칭은 팁 직경에서 수행되어야 함을 주목해야 한다. 그를 통해 플랭크의 형상은 변화하기 않고 유지된다.
의 축방향 이송이 매칭되어 공구의 팁 반경이 루트의 희망하지 않는 가공을 방지하거나, 희망하는 루트 반경으로 루트를 가공하고 공작물의 사용 가능한 루트 서클의 가공을 보장하는 어떤 공작물 위치에서든 활성되도록 한다. 공구의 이러한 맹칭은 팁 직경에서 수행되어야 함을 주목해야 한다. 그를 통해 플랭크의 형상은 변화하기 않고 유지된다.
만일, 사용 가능한 루트 서클의 희망하는 진행을 갖는 공작물이 주어지고,  ,
,  , 및
, 및  및, 그리고,
및, 그리고,  로부터 좌표
로부터 좌표  ,
,  , 및
, 및  가 프로파일 수정의 희망하는 위치를 달성하도록 결정된다면, 공작물의 팁 반경의 진행은 공구의 주어진 축방향 이송
가 프로파일 수정의 희망하는 위치를 달성하도록 결정된다면, 공작물의 팁 반경의 진행은 공구의 주어진 축방향 이송  에 대해 결정될 수 있다. 이를 위해, 공작물의 루트 반경의 진행을 초래하는 회전체가 먼저 관찰된다. 그리고 나서 공작물의 폭 위치에서 계합되는 팁 직경이, 전체 알려진 기구학을 고려하여, 팁 반경의 진행으로 초래되는 회전체가 항상 공작물의 루트 반경의 진행이 회전체와 접선으로 접촉하도록 결정된다. 이 계산은 모든 공구의 축방향 이송
에 대해 결정될 수 있다. 이를 위해, 공작물의 루트 반경의 진행을 초래하는 회전체가 먼저 관찰된다. 그리고 나서 공작물의 폭 위치에서 계합되는 팁 직경이, 전체 알려진 기구학을 고려하여, 팁 반경의 진행으로 초래되는 회전체가 항상 공작물의 루트 반경의 진행이 회전체와 접선으로 접촉하도록 결정된다. 이 계산은 모든 공구의 축방향 이송  에 대한 해가 있지 않다는 것을 보여준다. 더 긴 쉬프트 거리와 그를 통한 공구에서의 더 긴 영역을 초래하는 대각 비율의 증가가 여기서 개선방안을 제공한다. 대각 비율은 이러란 목적을 가지고 해가 구해질 때까지 증가한다. 바람직한 변형예에서, 일정하지 않은 대각 비율이 가정되고, 이는 공작물의 축방향 이송 위치
에 대한 해가 있지 않다는 것을 보여준다. 더 긴 쉬프트 거리와 그를 통한 공구에서의 더 긴 영역을 초래하는 대각 비율의 증가가 여기서 개선방안을 제공한다. 대각 비율은 이러란 목적을 가지고 해가 구해질 때까지 증가한다. 바람직한 변형예에서, 일정하지 않은 대각 비율이 가정되고, 이는 공작물의 축방향 이송 위치  에 대해 하나의 해가 발견되도록 결정될 수 있다. 이 계산 프로세스는 가능한 가장 짧은 쉬프트 거리를 전달하고, 공구에서 가능한 가장 짧은 영역을 전달한다. 더 바람직한 계산 프로세스는 공작물에서 루트 반경의 희망하는 진행 뿐 아니라 부가적으로 루트 반경의 진행의 허용된 허용치를 고려함으로써 더 단축된 쉬프트 거리를 생산한다.
에 대해 하나의 해가 발견되도록 결정될 수 있다. 이 계산 프로세스는 가능한 가장 짧은 쉬프트 거리를 전달하고, 공구에서 가능한 가장 짧은 영역을 전달한다. 더 바람직한 계산 프로세스는 공작물에서 루트 반경의 희망하는 진행 뿐 아니라 부가적으로 루트 반경의 진행의 허용된 허용치를 고려함으로써 더 단축된 쉬프트 거리를 생산한다.
도 18a는 예로서 공구 폭에 걸쳐 아치형으로 변화는 팁 반경을 갖는 원통형 공구의 포락체를 나타낸다. 이러한 공구는 예를 들어 도 14에 보여진 것과 같은 프로세스를 이용한 일전한 대각 비율을 갖는 공작물에 대해 아치형으로 프로파일 위치를 갖는 변위를 생성하도록 이용될 수 있다. 만일 공작물의 상단 및/또는 하단이 생산되면, 중심 거리는 루트의 방향으로 프로파일 수정을 위치시키기 위해 감축되어야 한다. 때에 따라, 이 점들에서, 공구의 영역들은 공작물의 루트 반경에 데미지를 주지 않기 위해 감축된 팁 반경과 접촉해야만 한다. 만일 기어링의 중심이 생성되면, 중심 거리가 프로파일 수정을 팁의 방향에 위치시키기 위해 증가되어야 한다. 여전히 공구의 사용가능한 루트 서클에 도달하기 위해서는 큰 팁 반경을 갖는 공구 영역이 접촉되어야 한다.
도 18b는 폭 양단에서 선형적으로 크기가 줄고, 예를 들어 도 15에서와 같이 일정한 대각 비율을 갖는 수정을 생산하기 위해 이용될 수 있는 팁 반경을 갖는 원통형 공구의 포락체를 나타낸다.
도 15에서와 같은 수정은, 그러나, 도 18a와 같은 공구를 이용하여 생산될 수 있다. 이를 뒤해, 그러나, 공구의 축방향 이송  는 공구의 영역이 항상 희망하는 팁 직경에 대응하는 팁 직경과 접촉하도록
는 공구의 영역이 항상 희망하는 팁 직경에 대응하는 팁 직경과 접촉하도록  에 대해 종속적으로 선택될 수 있다. 대각 비율은 이에 따라 처음에는 작아지고, 수정되지 않은 영역이 생성되는 동안 0이 되고, 이후 다시 지속적으로 증가한다.
에 대해 종속적으로 선택될 수 있다. 대각 비율은 이에 따라 처음에는 작아지고, 수정되지 않은 영역이 생성되는 동안 0이 되고, 이후 다시 지속적으로 증가한다.
또 다른 변형은 한쪽 끝에서 다른 한쪽 끝으로 1방향으로, 예를 들어 선형적으로, 증가하는 팁 직경이다. 이러한 공구를 이용한 예를 통해 보여진 도 14 및 도 15의 두 수정을 위해서는 대각 비율의 역방향이 필요하다.
도 18은 예로써 단지 원통형 공구만을 나타낸다. 만일 원추형 공구가 이용되면, 팁 반경의 원추를 감싸는 표면에 대한 매칭이 원통형 재킷 표면이 수행되는 것을 대신한다.
만일 같은 참조 프로파일을 가지고, 그러나 팁 반경의 다른 진행을 필요로 한는, 다른 부품이 하나의 공구를 가지고 생산되어야 한다면, 공구의 다른 영역이 각 필요한 영역에 대해 제공되어야 한다.
팁 반경의 주기적으로 순환하는 진행이 공구에 제공될 수 있다. 그러한 공구 40는 도 20에서 예로 보여진다. 여기에는 3개의 주기적인 순환 영역 41, 42, 43이 있다. 이 영역 각각은 도 18a에 보여진 공구와 유사한 팁 반경의 진행을 가지고 있다. 예를 들어, 황삭과 정삭이 다른 영역에서 수행되어야 할 때, 그러한 영역으로의 분할이 감지된다.
공구에서의 다른 영역의 폭은 넓은 한계를 가지고 자유롭게 선택될 수 있으며, 바람직하게는 공구가 최적으로 사용되도록 및/또는 마모가 가능한 최소가 되도록 설정된다. 따라서, 예를 들어, 그라인딩을 생성하는 동안, 가능한 많은 동일 영역을 웜에 제공하고, 먼저 정삭을 위해 이러한 영역들을 이용하고, 다 사용된 이후 황삭을 위해 사용하도록 계속하는 것이 장점이 있다.
만일 공구가 그라인딩 웜인 경우에는, 예를 들어, 다른 영역들은 황삭/정삭을 위해, 또는 연마 가공을 위해 이용될 수 있고, 각기 다른 연마제 또는 연마제 특성이 이러한 목적을 위해 이들 영역에 이용될 수 있다.
또 다른 응용 사례는 아직 다 사용되지 않았을 떼 영역이 먼저 정삭을 위해 이용되고, 이에 따라 좋은 프로파일을 생성할 수 있고, 다 사용된 이후에는 황삭을 위해 사용되는 것을 제공한다. 20개 또는 그 이상의 분할이 특히 이 사례에서 생각할 수 있다.
만일 공정이 드레서블 웜을 가지고 그라인딩을 생성하는데 이용된다면, 웜 팁을 드레싱하는 다른 가능성이 가능하다. 만일 루트가 웜을 이용하여 가공되면, 희망하는 루트 지오메트리를 생성하기 위해 특별한 방법은 웜 팁을 둥글게 하는 것이 바람직하다. 팁 드레싱 롤러를 이용하는 웜 팁의 드레싱은 이러한 목적을 위해 필요하다. 그러한 팁 드레싱 롤러 50은 도 8에서 드레싱 공구 조합의 일부로 나타내어 질 수 있고, 선행 기술로부터 알려져 있다. 모든 웜 쓰레드는 그러한 팁 드레싱 롤러를 이용하여 단일으로 드레싱된다. 이 목적을 위해 웜은 팁 드레싱 롤러를 지나 축방향으로 리드하며, 그 리드를 따라 커플된 회전축에 대해 회전한다. 원추 웜들에 대해서 웜과 팁 드레싱 롤러 사이의 중심 거리는 웜의 테이퍼에 따라 부가적으로 매칭된다. 만일 이제 미리 정해진 팁 반경의 진행을 갖는 웜이 드레싱되려면, 팁 드레싱 롤어와 웜 사이의 중심 거리가 드레싱 동안 희망하는 팁 반경의 진행이 웜의 폭에 걸쳐 형성되도록, 웜의 축방향 위치에 종속적으로, 채택되어야 한다. 이러한 방식으로 단지 하나의 영역(도 18)을 갖는 웜, 복수의 다른 영역을 갖는 웜, 또는 주기적으로 순환하는 영역(도 20)을 갖는 웜이 드레싱 될 수 있다. 팁 반경의 진행은 단지 드레싱 기구학에 의해 형성되기 때문에 그러한 팁 드레싱 롤러는 매우 범용적으로 팁 반경의 모든 희망하는 진행에 이용될 수 있다.
다중-스레드 웜에서 웜 팁의 드레싱 시간을 현저하게 감축하기 위해서, 다중-리브 팁 드레싱 롤러 51이 주기적으로 순환하는 영역(도 9a)에서 이용될 수 있다. 복수의 쓰레드를 갖는 팁, 바람직하게는 웜의 모든 스레드가 그러한 멀티-리브 팁 드레싱 롤러를 이용하여 하나의 드레싱 스트로크에서 드레싱된다. 그러한 멀티-리브 팁 드레싱 롤러가 사용되었을 때, 드레싱 동안의 기구학은 통상의 팁 드레싱 롤러 50의 기구학과 동일하다. 단지 더 긴 런-인 길이 및/또는 런-아웃 길이가 모든 웜 스레드가 드레싱되도록 선택되어야 하고, 그를 통해 전체적으로 필요한 쉬프트 거리가 드레싱 동안 증가한다. 만일 미리 결정된 팁 반경의 진행을 갖는 웜이 그러한 멀티 리브 팁 드레싱 롤러를 이용하여 드레싱된다면, 웜과 팁 드레싱 롤러 사이의 중심 거리 변화는 똑같이 동시에 접촉하지만, 다른 위치에 있는 모든 웜 스레드에 영향을 준다. 만일 웜의 폭 방향 순환 영역의 주기가 웜 폭 방향에서 팁 드레싱 롤러와 웜 사이의 두 인접 접촉점의 주기에 해당하도록 정확히 선택되면, 팁 반경의 주기적 진행은 폭 방향에 걸쳐 모든 스레드와 같게 매핑되고 포락체 상에서 팁 반경의 희망하는 주기적 진행에 다다른다. 만일 순환 영역의 주기가 정확히 웜 폭 방향에서 팁 드레싱 롤러와 웜 사이의 인접하는 두 접촉점의 주기에 훌-넘버(whole-number)  를 곱한 값에 해당하면, 개별 리브의 간격이 횡단면에서 보았을 때, 모든
를 곱한 값에 해당하면, 개별 리브의 간격이 횡단면에서 보았을 때, 모든  번째 스레드가 접촉되어 있도록 정확하게 선택되는 간격의 멀티 리브 드레싱 롤러가 사용될 수 있다.
번째 스레드가 접촉되어 있도록 정확하게 선택되는 간격의 멀티 리브 드레싱 롤러가 사용될 수 있다.  에 대한 그러한 멀티 리브 팁 드레싱 롤러는 도 9b의 예에 의한 웜과 계합된 것으로 나타내어질 수 있다. 예를 들어, 만일 웜이, 이 예에서 3개의 스레드를 갖는다면, 모든 스레드는 또한 하나의 스트로크에서 드레싱 될 수 있다. 반면에 웜이, 예를 들어, 6개의 스레드를 가지고 있다면, 단지 세 개의 스레드만이 드레싱되고, 즉, 두 번째 웜 스레드만이 드레싱된다. 모든 웜 스레드를 드레싱하기 위해서는 드레싱 공구는 단지 웜 스레드에 의한 웜 오프셋을 가지고 계합되면서, 플랭크의 드레싱과 웜 팁의 드레싱 모두를 위한, 드레싱 스트로크가 반복되어야 한다. 그러나 웜의 스레드 숫자는 드레싱 공구에서 리브의 숫자에 훌-넘버를 곱한 값일 필요는 없다. 만일 이렇지 않은 경우에는 하나의 웜 스레드가 두 드레싱 스트로크 동안 드레싱된다.
에 대한 그러한 멀티 리브 팁 드레싱 롤러는 도 9b의 예에 의한 웜과 계합된 것으로 나타내어질 수 있다. 예를 들어, 만일 웜이, 이 예에서 3개의 스레드를 갖는다면, 모든 스레드는 또한 하나의 스트로크에서 드레싱 될 수 있다. 반면에 웜이, 예를 들어, 6개의 스레드를 가지고 있다면, 단지 세 개의 스레드만이 드레싱되고, 즉, 두 번째 웜 스레드만이 드레싱된다. 모든 웜 스레드를 드레싱하기 위해서는 드레싱 공구는 단지 웜 스레드에 의한 웜 오프셋을 가지고 계합되면서, 플랭크의 드레싱과 웜 팁의 드레싱 모두를 위한, 드레싱 스트로크가 반복되어야 한다. 그러나 웜의 스레드 숫자는 드레싱 공구에서 리브의 숫자에 훌-넘버를 곱한 값일 필요는 없다. 만일 이렇지 않은 경우에는 하나의 웜 스레드가 두 드레싱 스트로크 동안 드레싱된다.
웜의 플랭크는 더 이상 수정되지 않기 때문에, 필요한 프로파일 수정 이외에서는, 특히, 폭에 걸쳐 수정되지 않고, 선행 기술에 의해 알려진 모든 드레싱 방법을 이용하여 드레싱될 수 있다. 이는 특히 프로파일 롤러 셋, 듀얼 원추 췰, 다중-리브 드레싱 툴 및 드레싱 기어 휠을 포함한다. 필요한 프로파일 수정은 사용된 드레싱 공구에 의해 웜 상에 형성된다.
가장 경제적인 프로세스는 멀티-리브 드레싱 공구를 사용하는 것이다. 이들은 적어도 두 개의 좌측 플랭크 및/또는 적어도 두 개의 우측 플랭크를 동시에 드레싱하고, 그러나, 바람직하게는 모든 웜 스레드의 좌측 및 우측 플랭크들을 동시에 드레싱한다. 그러한 드레싱 공구는 전체 프로파일 롤러로 디자인 될 수 있고, 따라서 웜 및 웜 팁의 플랭크를 동시에 드레싱하기 위해 이용될 수 있다. 그러나, 이러한 예에서, 웜과 드레싱 공구 사이의 중심 거리 변화가 웜의 플랭크 형상에 영향을 줄기 때분에 웜에서 팁 반경의 자유 진행을 미리 결정하는 것은 더 이상 가능하지 않다.
본 발명은 따라서 웜 스레드의 팁을 외경에서 드레싱하기 위해 사용될 수 있는 팁 드레싱 기능을 갖는 드레싱 공구 55를 제공한다. 상기 드레싱 공구는 3개의 리즈 드레싱 공구에 대한 도 10의 예에서와 같이 다중 리브를 가지고 디자인될 수 있다; 그러나 단일 리브를 가지도록 디자인될 수 도 있다. 웜의 플랭크를 드레싱하기 위해서는 웜 및 플랭크는 선행 기술로부터 알려진 하나 또는 그 이상의 스트로크에서 가공되며, 팁 드레싱 기능을 갖는 드레싱 공구가 도 10a에 도시된 바와 같이 계합된다. 외경에서 드레싱 공구의 리브는 하나 또는 그 이상의 이전 또는 이후 스트로크에서 웜의 팁과 접촉한다. 드레싱 기구학은 플랭크의 드레싱 동안 그것들에 대응한다. 웜은 축방향으로 이동하고, 그 리드에 따라 회전축에 대해 회전한다; 원추형 웜의 경우에는 드레싱 공구와 웜 사이의 중심거리는 부가적으로 원추각을 가지고 변화된다. 드레싱 공구는 웜 스레드의 팁의 희망하는 형상에 종속되어 외경에서 대응하는 프로파일을 가질 수 있다.
도 12a는 외경에서 라운드되어 있는 프로파일 65를 갖는 팁 드레싱 기능과 연마 재료가 구비된 드레싱 공구 62와 계합된 플랭크에 대해 라운드되어 있는 웜 팁을 갖는 웜 스레드 60을 나타낸다. 팁 드레싱 기능을 갖는 그러한 드레싱 공구는 공작물의 루트가 그라운드되어야 하는 경우 특별히 적합하다. 드레싱 공구에서의 라운딩은 희망하는 형상, 특히, 라운딩 형상이, 공작물의 루트에서 형성되도록 선택될 수 있다. 이의 변형은 완전히 라운드된 웜 팁이 될 수 있다. 64와 64'은 각각 웜의 좌측 및 우측 플랭크를 가공하기 위한 연마 물질이 도포된 프로파일이다.
도 12b는 외경에서 편평한 프로파일 67을 갖는 팁 드세싱 기능과 연마 재료가 구비된 드레싱 공구 63과 계합된 라운드 되지 않은 팁을 갖는 웜 스레스 60을 나타낸다. 그러한 드레싱 공구는 특히 공작물의 루트가 그라운드될 필요가 없을 때에 적합하다. 이 변형예에서 웜 스레드의 팁을 완전히 드레싱하기 위해서는 도 12a의 변형예와 비교하여 외경에서 더 좁은 드레싱 공구가 충분하다. 66과 66'은 각각 웜의 좌측 및 우측 플랭크를 가공하기 위한 연마 물질이 도포된 프로파일이다.
만일, 팁 드레싱 기능을 갖는 드레싱 공구가 단일 리브로 디자인되면, 그를 통해 팁 반경의 자유 진행이 실현될 수 있다.
만일, 팁 드레싱 기능을 갖는 드레싱 공구가 다중-리브로 디자인되면, 다중 리브 팁 드레싱 롤러 51과 53과 같이 웜 폭에 걸쳐 자유롭게 미리 설정된 팁 반경의 주기적 순환 진행을 위해 이용될 수 있다. 그러나, 다중-리브 팁 드레싱 롤러의 장점은 팁 드레싱 기능을 갖는 드레싱 공구가 플랭크의 드레싱과 웜 스레드 팁의 드레싱 모두를 위해 이용될 수 있다는 것이다. 따라서, 단지 하나의 공구와 하나의 드레싱 공구 스핀들이 기어 제조 기계에서 필요하다. 만일 웜의 폼 방향에서 순환 영역의 주기가 웜 방향으로 팁 드레싱 기능을 갖는 다중 리브 드레싱 공구와 웜 사이에서 두 접촉점의 거리에 해당하면, 팁 드레싱 기능을 갖는 드레싱 팁 55가 인접 갭을 동시에 드레싱하도록 사용될 수 있다. 만일 웜의 폭방향에서 순환영역의 주기가 웜 방향으로 팁 드레싱 기능을 갖는 다중 리브 드레싱 공구와 웜 사이에서 두 접촉점의 거리에 훌-넘버  를 곱합 값에 해당하는 경우에는, 팁 드레싱 롤러 53과 유사한 방법으로, 팁 드레싱 기능을 갖는, 각 리브의 간격이 단지 모든
를 곱합 값에 해당하는 경우에는, 팁 드레싱 롤러 53과 유사한 방법으로, 팁 드레싱 기능을 갖는, 각 리브의 간격이 단지 모든  번째 스레드가 접촉하도록 선택되는, 멀티-리브 드레싱 공구가 이용될 수 있다.
번째 스레드가 접촉하도록 선택되는, 멀티-리브 드레싱 공구가 이용될 수 있다.
본 발명은 또한 외경에서 모든 리브에서 웜 팁을 드레싱하기에 적합한 프로파일을 갖지 않는 팁 드레싱 기능(function)을 갖는 다중-리브 드레싱 공구를 제공한다. 이러한 감축된 리브는 외경에서 프로파일이 제공되는 리브보다 더 작은 외경을 가지기에 이러한 리브들은 웜 팁을 드레싱할 때 웜과 접촉하지 않는다. 단지  번째 리브에만, 바람직하게는, 외경에서 프로파일이 제공된다. 그러한 드레싱 공구는 그를 통해 웜의 플랭크가 매
번째 리브에만, 바람직하게는, 외경에서 프로파일이 제공된다. 그러한 드레싱 공구는 그를 통해 웜의 플랭크가 매  번째 리브를 갖는 드레싱 공구에서 필요한 수보다 더 적은 수의 스트로크에서 드레싱되도록 한다. 만일, 예를 들어, 6 개의 스레드 웜이 드레싱되어야 한다면, 만일 웜에서의 팁 반경의 주기적 순환 진행이 단지 매 두 번째 웜 팁이 동시에 팁 드레싱 기능을 갖는 다중-리브 드레싱 툴일 이용하여 드레싱될 수 있다면, 팁 드레싱 기능을 갖는 6 개의 리브를 갖는 드레싱 공구는 단지 매 두 번째 리브만 외경에서 웜 팁을 드레싱 하기 위한 프로파일을 갖도록 사용될 수 있다. 그러한 드레싱 공구를 이용하여, 모든 웜 스레드의 플랭크는 한번의 드레싱 스트로크에서 드레싱 될 수 있다; 모든 웜 팁은 두 번의 드레싱 스트로크에서 드레싱될 수 있다. 감축된 리브의 외경은 웜의 플랭크의 드레싱 동안 이러한 리브에 의해 웜이 충분히 깊게 프로파일 될 수 있도록 충분히 커야 하여 그에 따라 웜은 원하지 않는 방식으로는 공작물의 팁에서 스윕되지 않는다. 그러나, 외경은 웜과 드레싱 공구 사이의 중심 거리 변화에 의해 웜 팁의 드레싱 동안 웜 팁과 감축된 리브의 원하지 않는 접촉이 없도록 충분히 작게 선택되어야 한다.
번째 리브를 갖는 드레싱 공구에서 필요한 수보다 더 적은 수의 스트로크에서 드레싱되도록 한다. 만일, 예를 들어, 6 개의 스레드 웜이 드레싱되어야 한다면, 만일 웜에서의 팁 반경의 주기적 순환 진행이 단지 매 두 번째 웜 팁이 동시에 팁 드레싱 기능을 갖는 다중-리브 드레싱 툴일 이용하여 드레싱될 수 있다면, 팁 드레싱 기능을 갖는 6 개의 리브를 갖는 드레싱 공구는 단지 매 두 번째 리브만 외경에서 웜 팁을 드레싱 하기 위한 프로파일을 갖도록 사용될 수 있다. 그러한 드레싱 공구를 이용하여, 모든 웜 스레드의 플랭크는 한번의 드레싱 스트로크에서 드레싱 될 수 있다; 모든 웜 팁은 두 번의 드레싱 스트로크에서 드레싱될 수 있다. 감축된 리브의 외경은 웜의 플랭크의 드레싱 동안 이러한 리브에 의해 웜이 충분히 깊게 프로파일 될 수 있도록 충분히 커야 하여 그에 따라 웜은 원하지 않는 방식으로는 공작물의 팁에서 스윕되지 않는다. 그러나, 외경은 웜과 드레싱 공구 사이의 중심 거리 변화에 의해 웜 팁의 드레싱 동안 웜 팁과 감축된 리브의 원하지 않는 접촉이 없도록 충분히 작게 선택되어야 한다.
드레싱이 팁 드레싱 기능을 갖는 드레싱 공구를 이용하여 일어나야 하는 그라인딩 공정을 설계함에 있어, 드레싱 공구가 외경에서 웜 팁들을 드레싱 할 수 있도록 충분히 넓은 폭을 가져야 한다는 점에 유의해야 한다. 드레싱 공구의 외경에서의 폭은 웜 스레드의 치형 두께에 의해 결정된다. 웜의 필요한 치형 두께는 그라인딩 가공 동안 축교차 앵글  의 선택에 의해 영향을 받을 수 있으며, 식 (67)을 이용하여 계산될 수 있다. 도 5로부터 간접적으로 읽을 수 있듯이, 선행 기술로부터 알려진 축교차 앵글에 대한 축교차 앵글
의 선택에 의해 영향을 받을 수 있으며, 식 (67)을 이용하여 계산될 수 있다. 도 5로부터 간접적으로 읽을 수 있듯이, 선행 기술로부터 알려진 축교차 앵글에 대한 축교차 앵글  의 변화는 웜의 치형 두께의 감소를 일으키고, 따라서 자동적으로 갭 폭의 증가를 일으킨다. 따라서 축교차 앵글의 변화는 웜 스레드의 팁에서 더 작은 치형 두께를 초래하고, 반면 드레싱 공구의 최소 폭은 외경에서 감축되고, 반면 더 작게 설계될 수 있다. 동시에 드레싱 공구의 폭은 증가된 갭 폭에 의해 증가된다. 설계시에 사용될 수 있는 추가의 파라미터는 웜의 프로파일 앵글이다. 만일 후자가 크기가 감축되면, 큰 갭 폭이 웜 베이스를 만들고, 웜 스레드의 팁에서 같은 치형 두께를 가지며, 반면, 드레싱 공구는 외경에서 더 큰 폭을 갖도록 설계되어야 한다.
의 변화는 웜의 치형 두께의 감소를 일으키고, 따라서 자동적으로 갭 폭의 증가를 일으킨다. 따라서 축교차 앵글의 변화는 웜 스레드의 팁에서 더 작은 치형 두께를 초래하고, 반면 드레싱 공구의 최소 폭은 외경에서 감축되고, 반면 더 작게 설계될 수 있다. 동시에 드레싱 공구의 폭은 증가된 갭 폭에 의해 증가된다. 설계시에 사용될 수 있는 추가의 파라미터는 웜의 프로파일 앵글이다. 만일 후자가 크기가 감축되면, 큰 갭 폭이 웜 베이스를 만들고, 웜 스레드의 팁에서 같은 치형 두께를 가지며, 반면, 드레싱 공구는 외경에서 더 큰 폭을 갖도록 설계되어야 한다.
하나의 드레싱 공구만을 이용하여 플랭크와 웜 팁을 모두 드레싱하고, 팁 반경의 자유 진행을 형성하도록 하는 다른 변형예는 도 11에 보여진 드레싱 공구의 조합에 의해 제공되고 팁 드레싱 롤러 54와 이중 원추 휠 56로부터 결합된다. 플랭크 또는 웜 팁은 이 드레싱 공구를 이용하여 하나의 스트로크로 드레싱 된다. 이를 위해 웜 팁의 드레싱 동안 플랭크의 드레싱에 비해 작은 드레싱 공구와 웜 사이의 중심 거리가 선택된다. 팁 드레싱 롤러 54는 그에 따라 웜 팁과 접촉하게 된다. 이중 원추 휠 56이 이 작은 중심 거리에서 플랭크와 접촉하여 드레싱하는 것을 피하기 위해 플랭크의 드레싱 동안, 드레싱 공구의 회전축과 웜의 회전축 사이에서 웜 스레드의 팁의 드레싱과는 다른 축교차 앵글이 설정된다. 드레싱 공구의 회전축과 웜의 회전축 사이의 축교차 앵글은 전형적으로 이중 원추 휠을 가지고 드레싱하는 동안 웜의 헬릭스 앵글과 같도록 선택된다. 그에 따라 이중 원추 휠은 이 축교차 앵글을 위해 설계된다. 그러나, 웜을 웜의 헬릭스 앵글과는 다른 축교차 앵글로 드레싱하고, 이 축교차 앵글이 양 방향에서 변화될 수 있게 드레싱 하는 것이 가능하다. 만일 이중 교차 휠이 그러한 대안의 축교차 앵글을 위해 설계되면, 이중 원추 휠은 더 작아질 수 있다. 이 효과는 여기서 제안되는 드레싱 공구 조합과 제안된 프로세스와 함께 이용된다. 이를 위해 이중 원추 휠은 축 교차 앵글이 웜의 헬릭스 앵글과는 다르게 설계되고, 이 축교차 앵글에서 플랭크를 드레싱하도록 사용되고(도 11a), 반면 드레싱은 하나의 플랭크와 두 개의 플랭크에서 모두 일어날 수 있다. 웜 스레드의 팁(도 11b)을 드레싱하기 위해서는, 웜의 헬릭스 앵글에 가까운 축교차 앵글이 설정되고, 바람직하게는 웜의 헬릭스 앵글과 같다. 이 축교차 앵글을 위한 이중 원추 휠은 따라서, 플랭크를 드레싱하기에 너무 좁고 그것들과 접촉하지 않는다. 대안의 축교차 앵글은 이중 원추 휠이 웜과 웜 스레드의 팁의 드레싱을 위해 필요한 드레싱 공구 조합 사이의 중심 거리의 감소시에 플랭크를 향해 충분한 간극을 갖도록 선택되어야 한다. 대안의 축교차 앵글은 바람직하게는 웜의 헬릭스 앵글로부터 0.1°와 10° 사이에서 변화된다.
선택적으로 팁 드레싱 롤러를 이용하여 드레싱하기 위해서는 웜은 드레싱 플레이트를 이용하여 드레싱 되어야 한다. 그러한 드레싱 플레이트는 기어 그라인딩 머신에 고정되어 결합되고 웜은 필요한 절삭 스피드에 도달하기 위한 충분이 높은 스피드로 회전하며 드레싱 플레이트를 축방향으로 지나며 리드된다. 팁 반경의 자유 진행을 달성하기 위해서는, 웜으로부터 드레싱 플레이트 까지의 거리는 축방향 위치에 종속하여 변화되어야 하고 이를 통해 팁 반경의 희망하는 진행이 웜 상에서 형성된다. 이 프로세스를 이용하기 위해서는, 예를 들어, 드레싱 플레이트는 도 19에서와 같이, 평면 연마 표면 70을 이용하여 수행될 수 있다. 추가의 실시예는 팁 반경의 진행이 작은 곡률 반지름을 가질 때 특히 바람직한 니들 플레이트의 사용을 제공한다. 그러한 드레싱 플레이트와 니들 플레이트는 특히 높은 유연성 때문에 작은 런(run)의 생산에 바람직하게 이동된다. 대량 생산에 특히 바람직한, 실시예는 연마 표면 47의 모양이 정확하게 팁 반경의 진행에 대응하는 특별한 드레싱 플레이트 44를 제공한다. 그러한 드레싱 플레이트는 드레싱 플레이트가 설계되는 웜의 포락체 40과 함께 도 20에 나타난다. 따라서 웜은 수정 거리에서 회전하는 방법으로 한번 드레싱 플레이트로 이동해야 한다. 희망하는 진행은 웜이 드레싱 플레이트를 지나 리드될 필요없이 형성되어, 그를 통해 드레싱 시간이 상당히 줄어든다. 드레싱 플레이트의 길이는 바람직하게는 웜의 길이에 대응된다. 추가의 실시예는 웜의 일부를 동시에 드레싱하기에 적합한 더 짧고 덜 비싼 드레싱 플레이트를 제공한다. 연마 표면 46의 형상은 정확히 웜의 팁 반경의 진행의 일부에 대응한다. 만일 웜이 주기적으로 순환하는 팁 반경의 진행을 갖는다면, 웜은 전체 길이에 걸쳐 복수의 가공 스텝으로 드레싱될 수 있다. 단지 하나의 주기 영역 또는 복수의 주기 영역이 실시예에 따른 가공 스텝 마다 드레싱된다. 도 20에서 종이 플레인으로 연장되는 이 특별한 드레싱 플레이트의 폭은 자유롭게 선택될 수 있다. 폭이 넓어질수록 더 많은 폭 위치가 이용될 수 있으며, 마모될 때까지 더 많은 사이클에서 이용될 수 있다.
만일 자유 치형 트레이스 수정이 달성되고, 적어도 두 개의 부가 조건이 동시에 만족되려면, 여기서 보여진 공정으로는 일반적으로 불가능하다. 그러나, 예를 들어 커브 피팅을 통해 부가 조건이 적어도 대략 달성될 수 있는 기구학의 변화를 계산하는 것이 가능하고, 특별한 케이스에서는 허용된 허용치 내애서 부가 조건을 만족하는 것이 가능하다. 만일 허용된 허용치가 축방향 이송 위치  에 종속되면, 선택적으로, 부가 조건은 축방향 이송 위치
에 종속되면, 선택적으로, 부가 조건은 축방향 이송 위치  에 따라 다르게 가중될 수 있다. 부가 조건은 루트 직경의 진행 또는 공작물 폭 위치에 종속적인 공작물의 팁 직경 또는 공작물의 폭 위치에 종속적인 공작물의 좌측 또는 우측 플랭크에서의 프로파일 수정의 변위 등이다.
에 따라 다르게 가중될 수 있다. 부가 조건은 루트 직경의 진행 또는 공작물 폭 위치에 종속적인 공작물의 팁 직경 또는 공작물의 폭 위치에 종속적인 공작물의 좌측 또는 우측 플랭크에서의 프로파일 수정의 변위 등이다.
논-메슁 공구를 이용한 근사적 제조
여기서 살펴본 가공 프로세스 중 하나를 이용하여 기어링을 정확히 생산하기 위해서는 공작물과 메쉬되는 공구가 사용되어야 하고, 즉 식 63이 좌측 및 우측 프랭크에 대해 만족되어야 한다. 이 식은 DIN3960 관계를 이용하여 다음과 같이 옮겨써질 수 있다.
정확한 생산을 위해서는 노말 모듈  과 노말 압력 앵글
과 노말 압력 앵글  이 공작물을 제조하기에 적합한 공구가 따라서 이용되어야 한다. 만일 공구가 공작물과 맞물리지(mesh) 않는다면, 공작물은 대략적으로 생산될 수 밖에 없다. 그러나 그러한 근사적 생산은 특별한 케이스에서는 충분하고, 특히 프리-기어(pre-gear) 가공 프로세스로터 기어 호빙에서는 충분한다. 특히 논-메슁 툴을 이용한 생산은 하나의 파트 생산과 새롭고 비싼 공구가 구매될 필요가 없고, 생산이 낭비 시간의 생략으로 인해 일찍 발생하는 작은 런 생산에서는 장점을 제공한다. 프리-기어 가공 동안 발생하는 희망하는 지오메트리로부터의 편차는 후속 정삭에 의해 다시 보상될 수 있다. 추가의 응용예는 메슁 공구에 의한 정삭에 뒤따르는 논-메슁 공구를 이용한 황삭이 될 수 있다. 황삭으로 인한 편차는 정삭 동안 다시 평탄화된다. 더 비싼 황삭 공구의 구매는 특히 대형 기어링 정렬의 생산에서 면제될 수 있고, 이미 제안된 황상 공구가 이용될 수 있다.
이 공작물을 제조하기에 적합한 공구가 따라서 이용되어야 한다. 만일 공구가 공작물과 맞물리지(mesh) 않는다면, 공작물은 대략적으로 생산될 수 밖에 없다. 그러나 그러한 근사적 생산은 특별한 케이스에서는 충분하고, 특히 프리-기어(pre-gear) 가공 프로세스로터 기어 호빙에서는 충분한다. 특히 논-메슁 툴을 이용한 생산은 하나의 파트 생산과 새롭고 비싼 공구가 구매될 필요가 없고, 생산이 낭비 시간의 생략으로 인해 일찍 발생하는 작은 런 생산에서는 장점을 제공한다. 프리-기어 가공 동안 발생하는 희망하는 지오메트리로부터의 편차는 후속 정삭에 의해 다시 보상될 수 있다. 추가의 응용예는 메슁 공구에 의한 정삭에 뒤따르는 논-메슁 공구를 이용한 황삭이 될 수 있다. 황삭으로 인한 편차는 정삭 동안 다시 평탄화된다. 더 비싼 황삭 공구의 구매는 특히 대형 기어링 정렬의 생산에서 면제될 수 있고, 이미 제안된 황상 공구가 이용될 수 있다.
회전축에 대해 자유롭게 미리 설정될 수 있는 각으로 기울어진 루트 반경의 직선 진행을 갖는 공작물의 본 발명에서 나타난 가능성은 논-메슁 공구를 이용한 가공에서 일어나는 편차를 상당히 줄이기 위해 이용될 수 있다. 이러한 목적을 위해 베이스 서클 반경  , 베이스 헬릭스 앵글
, 베이스 헬릭스 앵글  그리고 루트 원추 앵글
그리고 루트 원추 앵글  그리고, 노말 모듈
그리고, 노말 모듈  과 노말 압력 앵글
과 노말 압력 앵글  를 갖는 공구를 갖는 주어진 공작물이 검토될 것이다. 만일 일반적으로 원추형이 기어링이 최초에 자유롭게 선택되는 헬릭스 앵글
를 갖는 공구를 갖는 주어진 공작물이 검토될 것이다. 만일 일반적으로 원추형이 기어링이 최초에 자유롭게 선택되는 헬릭스 앵글  와 자유롭게 선택되는 원추 앵글
와 자유롭게 선택되는 원추 앵글  을 갖는 공구로 생산되면, 이런 방식으로 생산된 공작물의 베이스 서클 반경
을 갖는 공구로 생산되면, 이런 방식으로 생산된 공작물의 베이스 서클 반경  및 베이스 헬릭스 앵글
및 베이스 헬릭스 앵글  이 근사적으로 계산될 수 있다.
이 근사적으로 계산될 수 있다.



희망하는 지오메트리로부터의 편차는  및
및  ; 로부터 결정될 수 있다; 이 편차는 바람직하게는 생성된 지오메트리로부터 희망하는 지오메트리의 최대 편차로 결정되고, 더 바람직하게는 치형 면의 앵글 편차
; 로부터 결정될 수 있다; 이 편차는 바람직하게는 생성된 지오메트리로부터 희망하는 지오메트리의 최대 편차로 결정되고, 더 바람직하게는 치형 면의 앵글 편차  와 프로파일 앵글 편차
와 프로파일 앵글 편차  의 합으로 결정된다.
의 합으로 결정된다.  와
와  에 종속적인 희망하는 지오메트리의 편차는 도 23에 예로 나타나 있다. 편차는 점 71에서 최소가 된다. 최소값은 일반적으로 공작물의 루트 원추 앵글
에 종속적인 희망하는 지오메트리의 편차는 도 23에 예로 나타나 있다. 편차는 점 71에서 최소가 된다. 최소값은 일반적으로 공작물의 루트 원추 앵글  에서 파생된
에서 파생된  값에서 발생한다. 만일 기어링이 선행 기술에 따라 편차가 최소가 되는
값에서 발생한다. 만일 기어링이 선행 기술에 따라 편차가 최소가 되는  및
및  의 값을 가지고 가공되었다면, 공작물은 부정확한 루트 원추 앵글
의 값을 가지고 가공되었다면, 공작물은 부정확한 루트 원추 앵글  를 가지고 생산될 것이다. 희망하는 루트 원추 앵글에 대한
를 가지고 생산될 것이다. 희망하는 루트 원추 앵글에 대한  의 편차는 메슁 공구로부터 공구가 어느 정도 편향되었냐에 따라 수백분의 1 도에서 5° 또는 그 이상의 범위에 있을 수 있다. 특히
의 편차는 메슁 공구로부터 공구가 어느 정도 편향되었냐에 따라 수백분의 1 도에서 5° 또는 그 이상의 범위에 있을 수 있다. 특히  의 큰 편차는 전형적인 허용 공차 밖으로 벗어나는 희망하는 루트 서클 반경의 편차를 일으킨다. 본 발명은 이제 공작물이
의 큰 편차는 전형적인 허용 공차 밖으로 벗어나는 희망하는 루트 서클 반경의 편차를 일으킨다. 본 발명은 이제 공작물이  및
및  . 의 결정값을 이용하여 가공되어야만 하는 가공 프로세스의 설계를 제공한다. 이 프로세스는 공작물에 대해 희망하는 지오메트리로 부터의 최소한의 편차를 전달한다. 그러나 그리고 나서 본 프로세스는 회전축에 대해 루트 원추 앵글
. 의 결정값을 이용하여 가공되어야만 하는 가공 프로세스의 설계를 제공한다. 이 프로세스는 공작물에 대해 희망하는 지오메트리로 부터의 최소한의 편차를 전달한다. 그러나 그리고 나서 본 프로세스는 회전축에 대해 루트 원추 앵글  만큼 기울어진 직선에 의해 기술되는 직선 진행이 루트 서클 반경의 희망하는 진행으로 미리 결정되도록 수행된다. 플랭크에서 희망하는 지오메트리로부터 최소한의 변경을 가지지만, 정확하게 생산되는 루트 원추 앵글을 갖는 공작물이 그에 따라 더 생산된다.
만큼 기울어진 직선에 의해 기술되는 직선 진행이 루트 서클 반경의 희망하는 진행으로 미리 결정되도록 수행된다. 플랭크에서 희망하는 지오메트리로부터 최소한의 변경을 가지지만, 정확하게 생산되는 루트 원추 앵글을 갖는 공작물이 그에 따라 더 생산된다.
만일 공정이 원통형 공작물에 이용되면, 루트 원추 앵글은 일반적으로  이 된다.
이 된다.
이 프로세스는, 공구 및/또는 공작물이 비대칭 프로파일을 갖고 및/또는 공작물이 원추형일 때, 특히  만이 최적화를 위해 이용되고,
만이 최적화를 위해 이용되고,  가 공작물의 희망하는 원추 앵글과 같도록 선택되는 변형에서 큰 장점을 제공한다.
가 공작물의 희망하는 원추 앵글과 같도록 선택되는 변형에서 큰 장점을 제공한다.
만일 이 공정이 루트 서클 반경의 자유 진행을 생성하는 공정을 이용하기 위해 그 디자인 때문에 공정 동안 축교차 앵글  이 변화하는 것을 허용하지 않는 기계에 사용되면, 축교차 앵글은 그에따라 단지 공작물의 복수의 특정한 축방향 이송 위치에서 조정될 수 있고, 특히, 큰 기어링 정렬에서는, 공작물의 이러한 축방향 이송 위치에서 일정하게 유지될 수 있다. 축교차 앵글의 변화 동안 공작물의 축방향 이송을 일정하게 유지하는 것도 생각할 수 있고, 가공을 간략히 정지시키거나, 공구를 간략히 계합에서 빼는 것도 생각할 수 있다. 그렇게 수행되는 공정은 생성되는 공작물에서 그 후 더 큰 편차, 특히 갑작스런 편차를 발생한다.
이 변화하는 것을 허용하지 않는 기계에 사용되면, 축교차 앵글은 그에따라 단지 공작물의 복수의 특정한 축방향 이송 위치에서 조정될 수 있고, 특히, 큰 기어링 정렬에서는, 공작물의 이러한 축방향 이송 위치에서 일정하게 유지될 수 있다. 축교차 앵글의 변화 동안 공작물의 축방향 이송을 일정하게 유지하는 것도 생각할 수 있고, 가공을 간략히 정지시키거나, 공구를 간략히 계합에서 빼는 것도 생각할 수 있다. 그렇게 수행되는 공정은 생성되는 공작물에서 그 후 더 큰 편차, 특히 갑작스런 편차를 발생한다.
본 발명은 또한 그 공구 또는 그러한 공구들을 지오메트리가 데이터베이스에 저장된 공구들의 선택으로부터 정하는, 예를 들어, 즉, 언급된 공정의 사용에 가장 적합하거나ㅡ 특히 희망하는 지오메트리로부터 가장 작은 편차를 발생시키는 소프트웨어를 제공한다.
랙을 생성하는 프로파일 앵글에 대한 축 교차 앵글의 영향 (Influence of the axial cross angle on the profile angle of the generating rack)
관계 (R3)와 DIN3960의 식 그리고, [Zierau]로부터 축 교차 앵글의 변화가 자동적으로 공작물을 생성하는 이론적인 랙의 횡단 섹션의 프로파일 앵글  의 변화를 만든다는 결과를 얻을 수 있다. 도 6a에는 공작물의 랙 생성 프로파일 앵글
의 변화를 만든다는 결과를 얻을 수 있다. 도 6a에는 공작물의 랙 생성 프로파일 앵글  이 어떻게 축 교차 앵글의 변화에 종속하여 변화하는지를 보여준다. 도시된 예에서와 같이 극히 단조로운 진행이 나타나며, 오른쪽으로 갈수록 점점 가파라진다. 프로파일 앵글의 변화는 생성된 인벌루트에 미치는 영향이 없고, 즉 베이스 원형 반지름과 베이스 헬릭스 앵글은 변화하지 않고 유지된다. 그러나 프로파일 앵글의 변화는 치형 갭, 특히 루트 지오메트리의 생성된 논-인벌루트에는 영향을 미친다. 도 24는 횡단면에서 대칭인 치형 갭의 예시에 대해 이러한 영향을 나타낸다. 생성된 인벌루트 80은 다른 프로파일 앵글과 동일하지만, 루트 지오메트리 81 및 82와는 서로 다르다. 보여진 예시에서 81은 82에 비해 더 큰 프로파일 앵글에 해당한다. 프로파일 앵글이 작을수록 더 많은 재료가 제거되고, 루트 지오메트리는 더 큰 곡률로 생성된다. 실제도 일반적인 루트 지오메트리는, 기구학 이외에도 공구 팁의 형상에 의해 영향을 받지만, 여기서 기술된 프로파일 앵글의 루트 지오메트리에 대한 정성적 영향은 팁의 실제 형상에 종속된다. 실제 생성된 루트 지오메트리는 일정한 축 교차 앵글의 경우와 연속적으로 변하는 축 교차 앵글의 경우에도 기구학과 공구의 치형 형상을 고려하는 제거 시뮬레이션을 이용하여 계산될 수 있다.
이 어떻게 축 교차 앵글의 변화에 종속하여 변화하는지를 보여준다. 도시된 예에서와 같이 극히 단조로운 진행이 나타나며, 오른쪽으로 갈수록 점점 가파라진다. 프로파일 앵글의 변화는 생성된 인벌루트에 미치는 영향이 없고, 즉 베이스 원형 반지름과 베이스 헬릭스 앵글은 변화하지 않고 유지된다. 그러나 프로파일 앵글의 변화는 치형 갭, 특히 루트 지오메트리의 생성된 논-인벌루트에는 영향을 미친다. 도 24는 횡단면에서 대칭인 치형 갭의 예시에 대해 이러한 영향을 나타낸다. 생성된 인벌루트 80은 다른 프로파일 앵글과 동일하지만, 루트 지오메트리 81 및 82와는 서로 다르다. 보여진 예시에서 81은 82에 비해 더 큰 프로파일 앵글에 해당한다. 프로파일 앵글이 작을수록 더 많은 재료가 제거되고, 루트 지오메트리는 더 큰 곡률로 생성된다. 실제도 일반적인 루트 지오메트리는, 기구학 이외에도 공구 팁의 형상에 의해 영향을 받지만, 여기서 기술된 프로파일 앵글의 루트 지오메트리에 대한 정성적 영향은 팁의 실제 형상에 종속된다. 실제 생성된 루트 지오메트리는 일정한 축 교차 앵글의 경우와 연속적으로 변하는 축 교차 앵글의 경우에도 기구학과 공구의 치형 형상을 고려하는 제거 시뮬레이션을 이용하여 계산될 수 있다.
*위에서 이미 기술되고, 도 5와 6a에서 도시된 바와 같이, 도시된 응용예의 대부분에서는 축 교차 앵글에 대해 두 개의 솔루션이 있다. 이들은 일반적으로 선행 기술에 따라 보정되지 않은 축 교차 앵글에 대해 거의 대칭이다. 가공 스트로크 동안 축 교차 앵글이 변하는 프로세스들은 상승하는 축 교차 앵글을 가지고, 하강하는 축 교차 앵글을 가지고 수행되며, 즉 일반적으로 함수  에 대해 적어도 두 개의 솔루션을 가진다. 도 6b의 프로파일 앵글의 극히 단조로운 진행은 솔루션의 선택이 프로파일 앵글에 영향을 끼치며, 따라서 루트를 가공하는 경우에는 생성되는 루트 지오메트리에 영향을 갖게 된다. 이러한 영향은 어떤 솔루션이 선택될지에 대한 선택 기준으로 이용될 수 있다. 예를 들어, 루트에서의 더 높은 재료 제거는 더 약한 루트를 생산하고, 따라서 루트의 파손을 쉽게 만들 수 있다. 반면, 지나치게 작은 제거는 장착된 상태에서 카운터-휠의 립과의 충돌을 일으킬 수 있다.
에 대해 적어도 두 개의 솔루션을 가진다. 도 6b의 프로파일 앵글의 극히 단조로운 진행은 솔루션의 선택이 프로파일 앵글에 영향을 끼치며, 따라서 루트를 가공하는 경우에는 생성되는 루트 지오메트리에 영향을 갖게 된다. 이러한 영향은 어떤 솔루션이 선택될지에 대한 선택 기준으로 이용될 수 있다. 예를 들어, 루트에서의 더 높은 재료 제거는 더 약한 루트를 생산하고, 따라서 루트의 파손을 쉽게 만들 수 있다. 반면, 지나치게 작은 제거는 장착된 상태에서 카운터-휠의 립과의 충돌을 일으킬 수 있다.
루트 지오메트리에서의 프로파일 앵글의 영향은 특히 원추형 공작물에서 공작물의 지오메트리에 대한 루트의 지오메트리의 변화에 영향을 주도록 설정될 수 있다. 만일, 원추형 기어링 정렬이 여기서 보여진 선행 기술의 가공 프로세스 중 하나를 이용하여 생산되는 경우, 루트 지오메트리가 공작물의 폭에 대해 연속적으로 변화되도록 하고, 이어 연속적으로 면하는 프로파일 변위 요소를 만들어 낸다. 이러한 변화하는 루트 지오메트리는 특히 공구의 팁 형상과 원뿔각에 의해 결정된다. 특히 루트 또한 가공될 때, 원뿔각은 루트의 원뿔각에 해당한다. 따라서 단지 공구의 팁의 모양만이 루트 지오메트리에 영향을 주도록 사용될 수 있다. 그러나, 공작물 폭에 대한 루트 지오메트리의 변화에는 아무런 영향을 줄 가능성이 없다. 공작물의 루크 강도를 높이고 동시에 카운터-휠과의 충돌을 방지하기 위해서는, 그러나, 공작물의 폭에 대한 루트 지오메트리의 변화에 영향을 주어 선행 기술을 따르는 가공 공정과 비교하여 루트의 발끝(toe)에서 발뒤꿈치(hee)까지 다소의 재료가 제거되도록 하는 것이 이로울 수 있다. 이러한 목적을 위해, 베이스 원형 반지름  , 베이스 헬릭스 앵글
, 베이스 헬릭스 앵글  및 루트 원뿔각
및 루트 원뿔각  을 갖는 특정 공작물에 대해 검토하나. 만일 이러한 베이스 파라미터들이 식 (79) 및 (81)에 대입되면, 노말 모듈
을 갖는 특정 공작물에 대해 검토하나. 만일 이러한 베이스 파라미터들이 식 (79) 및 (81)에 대입되면, 노말 모듈  , 헬릭스 앵글
, 헬릭스 앵글  , 및 두 개의 프로파일 앵글
, 및 두 개의 프로파일 앵글  이 결정된다. 그러나 만일
이 결정된다. 그러나 만일  이 대체적인 원뿔각
이 대체적인 원뿔각  에 의해 대체 되면, 대체 파라미터
에 의해 대체 되면, 대체 파라미터  ,
,  , 및
, 및  이 결정된다. 이러한 대체 파라미터에 의해 결정된 이론적 랙을 이용하면, 동일한 기초 파라미터를 갖고, 다른 루트 원뿔각을 갖는 원뿔 기어링이 생산될 수 있다. 이러한 공정에 적합한 공구는 공구에 대해 같은 방법으로 적용한 식 (79) 내지 (81), 관계 (R3) 및 노말 프로파일 앵글과 공구와 공작물의 이론적 랙의 노말 모듈이 같아야 한다는 사실로부터 결정될 수 있다. 그러나 희망하는 루트 원뿔각
이 결정된다. 이러한 대체 파라미터에 의해 결정된 이론적 랙을 이용하면, 동일한 기초 파라미터를 갖고, 다른 루트 원뿔각을 갖는 원뿔 기어링이 생산될 수 있다. 이러한 공정에 적합한 공구는 공구에 대해 같은 방법으로 적용한 식 (79) 내지 (81), 관계 (R3) 및 노말 프로파일 앵글과 공구와 공작물의 이론적 랙의 노말 모듈이 같아야 한다는 사실로부터 결정될 수 있다. 그러나 희망하는 루트 원뿔각  는 이제 본 발명에서 제안된 프로세스를 이용하여 실현될 수 있다. 이러한 목적을 위해, 루트 원형 반경의 직선 라인 진행이 미리 결정되고, 즉, 공작물의 회전 축에 대해
는 이제 본 발명에서 제안된 프로세스를 이용하여 실현될 수 있다. 이러한 목적을 위해, 루트 원형 반경의 직선 라인 진행이 미리 결정되고, 즉, 공작물의 회전 축에 대해  기울어진 직선 라인이 주어진다. 이러한 목적을 위해 중심 간격은 보정되지 않은 가공에 대한 공작물의 축방향 이송 위치
기울어진 직선 라인이 주어진다. 이러한 목적을 위해 중심 간격은 보정되지 않은 가공에 대한 공작물의 축방향 이송 위치  에 종속적으로 채택되어야 하고, 축방향 교차 앵글
에 종속적으로 채택되어야 하고, 축방향 교차 앵글  은 도 5b에 따라 채택되어야 하고, 이는 이론적 랙의 프로파일 앵글의 변화 도 6b에 따른 결과를 갖게 되고, 도 24에 도시된 바와 같이 루트의 변화된 제거로 나타난다.
은 도 5b에 따라 채택되어야 하고, 이는 이론적 랙의 프로파일 앵글의 변화 도 6b에 따른 결과를 갖게 되고, 도 24에 도시된 바와 같이 루트의 변화된 제거로 나타난다.
선행기술에 따르는 공정에 대해서는 루트에서의 절삭이 토에서 힐까지 증가하는지 또는 감소하는지는 대체적(alternative) 원뿔각  이
이  보다 더 작게 선택되는지 또는 더 크게 선택되는지, 축방향 교차 앵글이 중심 거리 변화를 보상하기 위해 도 5b의 함수의 좌측 파트(
보다 더 작게 선택되는지 또는 더 크게 선택되는지, 축방향 교차 앵글이 중심 거리 변화를 보상하기 위해 도 5b의 함수의 좌측 파트( ) 또는 우측 파트(
) 또는 우측 파트( ) 에 따라 보상되는지 여부에 따라 조절된다. 만일, 예를 들어, 대체적 원뿔각 이 토에서 힐까자의 중심 거리가 증가하도록 선택되고, 중심 거리의 증가가 도 5b의 함수의 우측 파트에 의해 보상된다면, 이는 토에서 힐까지 축방향 교차 앵글의 증가를 생성하고, 차례로 도 6b의 함수에 따르는 프로파일 앵글의 감소를 일으켜, 도 24에 따라 루트 영역에서 더 많은 절삭이 이루어진다. 도 25는 두 변수
) 에 따라 보상되는지 여부에 따라 조절된다. 만일, 예를 들어, 대체적 원뿔각 이 토에서 힐까자의 중심 거리가 증가하도록 선택되고, 중심 거리의 증가가 도 5b의 함수의 우측 파트에 의해 보상된다면, 이는 토에서 힐까지 축방향 교차 앵글의 증가를 생성하고, 차례로 도 6b의 함수에 따르는 프로파일 앵글의 감소를 일으켜, 도 24에 따라 루트 영역에서 더 많은 절삭이 이루어진다. 도 25는 두 변수  와
와  에 대한 중심 거리 변화에 따른 프로파일 앵글의 종속성을 나타낸다. 두 함수의 그라디언트의 양이 작은 변화에 대해 크고, 큰 변화에 대해 작은 것을 나타낸다. 이는 또한 프로파일 앵글에 덧붙여 토에서 힐 사이의 프로파일 앵글의 진행에 영향을 주기 위해 사용될 수 있다. 만일, 예를 들어, 관찰된 예시에서 중심 거리가 0.5mm 변화하고, 이러한 목적으로 1.5mm에서 2,0mm까지의 범위라면, 공작물의 폭에 대한 프로파일 앵글의 거의 선형적인 변화는 도 25에 따라 나타난다. 그러나, 만일 0mm에서 0.5mm의 범위가 사용되면, 비선형적인 포물선 형태의 변화가 생성된다. 어떤 범위가 사용되는지는 공구의 치형 두께에 따라 조절된다. 만일 공구의 치형 두께가 선행 기술에 따른 것과 다르게 선택되면, 축방향 교차 앵글의 변화는 반드시 공작물에서의 원하는 치형 두께를 달성하기 위해 필요하며, 여기에서 사용되는 범위는 도 25에 따라 결정될 수 있다.
에 대한 중심 거리 변화에 따른 프로파일 앵글의 종속성을 나타낸다. 두 함수의 그라디언트의 양이 작은 변화에 대해 크고, 큰 변화에 대해 작은 것을 나타낸다. 이는 또한 프로파일 앵글에 덧붙여 토에서 힐 사이의 프로파일 앵글의 진행에 영향을 주기 위해 사용될 수 있다. 만일, 예를 들어, 관찰된 예시에서 중심 거리가 0.5mm 변화하고, 이러한 목적으로 1.5mm에서 2,0mm까지의 범위라면, 공작물의 폭에 대한 프로파일 앵글의 거의 선형적인 변화는 도 25에 따라 나타난다. 그러나, 만일 0mm에서 0.5mm의 범위가 사용되면, 비선형적인 포물선 형태의 변화가 생성된다. 어떤 범위가 사용되는지는 공구의 치형 두께에 따라 조절된다. 만일 공구의 치형 두께가 선행 기술에 따른 것과 다르게 선택되면, 축방향 교차 앵글의 변화는 반드시 공작물에서의 원하는 치형 두께를 달성하기 위해 필요하며, 여기에서 사용되는 범위는 도 25에 따라 결정될 수 있다.
만일 공작물의 폭에 대해 연속적으로 변화하는 원추형 공작물의 루트 지오메트리가 미리 결정되면, 대체적 원뿔각과 다음 영향인자 중 하나 이상이 희망하는 루트 지오메트리가 근사화되도록 커브 피팅에 의해 결정될 수 있다. 1) 공구의 팁 형상; 2)  의 부호 ; 3) 도 25에서의 함수의 범위.
의 부호 ; 3) 도 25에서의 함수의 범위.
대체적 원뿔각  과 3개의 영향 인자 중 하나 이상이 사용되는 거동, 특히, 공작물의 루트 하중지지 능력 등이 최적화되도록 결정될 수 있다. 이러한 목적을 위해, 절삭 시뮬레이션이 이용될 수 있고, 공작물의 폭에 걸쳐 연속적으로 변화하는 루트 지오메트리의 상승을 결정하고, 특히 루트 하중지지 능력과 같은, 사용 거동을 결정, 특히, 계산 및/또는 시뮬레이션하는 프로그램을 이용하도록 한다.
과 3개의 영향 인자 중 하나 이상이 사용되는 거동, 특히, 공작물의 루트 하중지지 능력 등이 최적화되도록 결정될 수 있다. 이러한 목적을 위해, 절삭 시뮬레이션이 이용될 수 있고, 공작물의 폭에 걸쳐 연속적으로 변화하는 루트 지오메트리의 상승을 결정하고, 특히 루트 하중지지 능력과 같은, 사용 거동을 결정, 특히, 계산 및/또는 시뮬레이션하는 프로그램을 이용하도록 한다.
여기서 제시되는 대체적 원뿔각을 갖는 공정을 설계하는 가능성과 제시된 공정에 따라 희망하는 원뿔각을 실현하는 것은 공작물의 폭에 걸친 이론적 랙의 프로파일 변화를 생성할 뿐 아니라,  이 선행기술에 따르는 공정에서 변화하고, 프로파일 앵글이 공작물의 폭 전체에 걸쳐 영향을 받게 할 수 있다. 이러한 프로파일 앵글의 영향은 변화되는 원 생성을 일으키고, 공작물의 논 인벌루트 영역, 특히 루트와 팁 영역에 영향을 갖는 생성 조건을 특히 변화시키고, 생성 중에 성취되는 지오메트리의 가능성에 영향을 준다. 어떤 지오메트리들은 특정한 범위에서의 이론적 랙의 프로파일 앵글을 갖는 공작물의 루트와 팀에서나 실현될 수 있다. 생성되는 지오메트리에 어떤 프로파일 앵글이 영향을 주는지는 특히, 논-인벌루트 영영을 고려한 생산 시뮬레이션을 이용하여 결정될 수 있다. 본 발명은 따라서, 대체적 원뿔각
이 선행기술에 따르는 공정에서 변화하고, 프로파일 앵글이 공작물의 폭 전체에 걸쳐 영향을 받게 할 수 있다. 이러한 프로파일 앵글의 영향은 변화되는 원 생성을 일으키고, 공작물의 논 인벌루트 영역, 특히 루트와 팁 영역에 영향을 갖는 생성 조건을 특히 변화시키고, 생성 중에 성취되는 지오메트리의 가능성에 영향을 준다. 어떤 지오메트리들은 특정한 범위에서의 이론적 랙의 프로파일 앵글을 갖는 공작물의 루트와 팀에서나 실현될 수 있다. 생성되는 지오메트리에 어떤 프로파일 앵글이 영향을 주는지는 특히, 논-인벌루트 영영을 고려한 생산 시뮬레이션을 이용하여 결정될 수 있다. 본 발명은 따라서, 대체적 원뿔각  와
와  에 따라 좌측 및 우측 플랭크에서의 프로파일 앵글의 결정을 제안하고, 이를 통해 논-인벌루트 영역 특히, 루트와 팁에서의 희망하는 지오메트리가 달성될 수 있다.
에 따라 좌측 및 우측 플랭크에서의 프로파일 앵글의 결정을 제안하고, 이를 통해 논-인벌루트 영역 특히, 루트와 팁에서의 희망하는 지오메트리가 달성될 수 있다.
이론적 랙의 프로파일 앵글이 축방향 교차 앵글에 종속적이므로,  및/또는 및/또는 d 및/또는
및/또는 및/또는 d 및/또는  의 부가 조건은 그러한 부가 조건이 본 발명에서 이론적 랙의 프로파일 앵글 부가 조건임을 의미한다. 예를 들어, 그러한 부가 조건들은 논-인벌루트 영역에서 특정 지오메트리를 생성하기 위한 특정 범위의 프로파일 앵글을 필요하다는 것이 커버된다.
의 부가 조건은 그러한 부가 조건이 본 발명에서 이론적 랙의 프로파일 앵글 부가 조건임을 의미한다. 예를 들어, 그러한 부가 조건들은 논-인벌루트 영역에서 특정 지오메트리를 생성하기 위한 특정 범위의 프로파일 앵글을 필요하다는 것이 커버된다.
대각 생성 방법과의 조합(Combination with diagonal generating methods)
본 발명의 몇 가지 구현예들은 대각 생성 방법에 있어서 가공을 필요로 한다. 이러한 구현예에서, 대각 비율(diagonal ratio)는 일반적으로 제한적인 하향, 즉, 최소 이동 거리(shift distance)가 요구된다: 대각 비율이 반연 자유롭게 상향으로 선택될 수 있다. 다른 모든 구현예에서 대각 생성 방법에 따른 가공은 반드시는 아니지만, 가능하게는 문제를 가지고 있지 않다. 대각 비율은 모든 케이스에 있어서 일정하거나 일정하지 않을 수 있다.
만일 공정이 대각 생성 방법에 따라 수행되면, 공구들은 폭에 대해 수정 변수를 갖도록 이용될 수 있다. 이러한 수정 공구들은 위상학적 그라인딩 생성에 예를 들어 이용될 수 있다. 본 출원의 주제에서 완전히 포함된 동일 출원인의 DE 10 2015 000 907 및 DE 10 2015 008 956은 대각 그라인딩 생성에서 공구 상의 직선을 공작물 상의 직선에 매핑시키거나, 만일 변화되는 대각 비율이 사용되는 경우에는 공구의 직선을 공작물의 곡선에 매핑시키는 것이 가능하다는 사실을 이용하는 방법을 기술하고 있다. 이 방법들은 본 발명에서 제안된 공정과 결합될 수 있으나, 공구에서의 점들과 공작물에서의 점들의 관계가 축 교차 앵글의 변화에 따라 달라질 수 있음에 유의해야 한다. 따라서, 축방향 교차 앵글이  에 종속적으로 변화할 때는 공구 상의 직선은 더 이상 일정한 대각 비율을 갖는 공작물의 직선과 매핑되지 않는다. 만일
에 종속적으로 변화할 때는 공구 상의 직선은 더 이상 일정한 대각 비율을 갖는 공작물의 직선과 매핑되지 않는다. 만일  에 종속적인 중심 거리와 축방향 교차 앵글의 변화가 주어지면, 공구 상의 점들과 공작물 상의 점들과의 연관이 관계 (R6)과 (R7) 및 이 고려되는 이러한 계수 들의 종속성을 가질 수 있다.
에 종속적인 중심 거리와 축방향 교차 앵글의 변화가 주어지면, 공구 상의 점들과 공작물 상의 점들과의 연관이 관계 (R6)과 (R7) 및 이 고려되는 이러한 계수 들의 종속성을 가질 수 있다.
대각 생성 방법의 조합에 대한 특별한 적용 사례는 부가 조건이 적어도  및/또는
및/또는  및
및  에 만족될 때에 발생하고, 특히, 루트 원형 반경과 공작물에서 팁 원형 반경의 자유 진행이 만족되고 동시에 프로파일 보정을 특별한 변위, 특히 공작물의 폭에 걸쳐서는 나타나지 않는 프로파일 보정을 만들어 낸다. 만일 부가 조건이 여기서 제안된 공정에 의해 만족되면, 이는 자동적으로 공작물의 양쪽 플랭크의 폭에 걸친 프로파일 수정의 변위를 생성한다. 그러나 일반적으로 이 변위는 희망하는 변위에는 해당하지 않는다. 만일 공정이 대각 생성 방법에 의해 수행되면, 공구는 프로파일 보정이 공구 길이에 걸쳐 나타나서 공작물에 대한 올바른 프로파일 보정의 변위가 가공 기구학을 고려하도록 형성되게 된다. 만일 사용된 가공 공정이 드레서블 웜을 가지고 그라인딩을 생성하는 것이라면, 웜도 그에 따라 드레싱되어야 한다. DE 10 2015 000 907은 드레싱 휠의 지름이 웜의 지름 또는 생성 경로에 매핑되고, 웜 폭에 대해 이 관계를 자유롭게 선택하는 것을 허락하는 드레싱 휠을 갖는 웜들 드레싱하는 방법을 설명한다. 응용 사례에 따라, 드레싱은 하나의 플랭크에서 떠는 두 개의 플랭크에서 수행될 수 있다. 드레싱이 두 개의 플랭크에서 수행될 지의 여부는 드레싱 휠의 지름과 웜의 양쪽 플랭크에서의 생성각의 관계가 두 개의 플랭크 드레싱 중에 달성되어 최종적으로 그라인딩이 생성된 양쪽 플랭크의 공작물 폭에 걸친 프로파일 수정의 변위가 희망하는 오차 범위 내에 있는지에 의해 따라 결정된다.
에 만족될 때에 발생하고, 특히, 루트 원형 반경과 공작물에서 팁 원형 반경의 자유 진행이 만족되고 동시에 프로파일 보정을 특별한 변위, 특히 공작물의 폭에 걸쳐서는 나타나지 않는 프로파일 보정을 만들어 낸다. 만일 부가 조건이 여기서 제안된 공정에 의해 만족되면, 이는 자동적으로 공작물의 양쪽 플랭크의 폭에 걸친 프로파일 수정의 변위를 생성한다. 그러나 일반적으로 이 변위는 희망하는 변위에는 해당하지 않는다. 만일 공정이 대각 생성 방법에 의해 수행되면, 공구는 프로파일 보정이 공구 길이에 걸쳐 나타나서 공작물에 대한 올바른 프로파일 보정의 변위가 가공 기구학을 고려하도록 형성되게 된다. 만일 사용된 가공 공정이 드레서블 웜을 가지고 그라인딩을 생성하는 것이라면, 웜도 그에 따라 드레싱되어야 한다. DE 10 2015 000 907은 드레싱 휠의 지름이 웜의 지름 또는 생성 경로에 매핑되고, 웜 폭에 대해 이 관계를 자유롭게 선택하는 것을 허락하는 드레싱 휠을 갖는 웜들 드레싱하는 방법을 설명한다. 응용 사례에 따라, 드레싱은 하나의 플랭크에서 떠는 두 개의 플랭크에서 수행될 수 있다. 드레싱이 두 개의 플랭크에서 수행될 지의 여부는 드레싱 휠의 지름과 웜의 양쪽 플랭크에서의 생성각의 관계가 두 개의 플랭크 드레싱 중에 달성되어 최종적으로 그라인딩이 생성된 양쪽 플랭크의 공작물 폭에 걸친 프로파일 수정의 변위가 희망하는 오차 범위 내에 있는지에 의해 따라 결정된다.
이러한 공정은 사전에 결정된 팁 원경 반경 또는 루트 원형 반경의 진행을 갖는 공구를 이용하여 만들어질 수 있으며, 공작물의 루트 원형 반경 또는 팁 원형 반경은 가공 기구학과 공구의 지오메트리로부터 형성된다. 이는 특히 부가 조건이 루트 반경과 팁 반경에 독립적으로 이용될 때 잇점을 가지며, 이는 이러한 방식으로 루트 서클, 팁 서클, 프로파일 수정의 변위 및 부가 조건이 달성될 수 있기 때문이다.
대각 생성 방법은 또한 특히, 기술적인 이유에서, 예를 들어 공구의 지나치게 큰 마모를 피할 때에 유리하며, 공구의 다른 영역들이 스트로크 동안에 계합되어야 한다.
바람직하게 사용될 수 있는 공구의 요건(Demands on preferably usable tools)
만일 선행 기술에 따르는 공구가 이용된다면, 베이스 갭 앵글은 도 5a에서 볼 수 있는 것과 같이 축방향 교차 앵글  의 변화에 의해 증가될 수 있고, 따라서 공작물의 치형 두께 만이 감소될 수 있다.
의 변화에 의해 증가될 수 있고, 따라서 공작물의 치형 두께 만이 감소될 수 있다.  에 대해 베이스 갭 앵글이 감소도 되고 증가도 되고, 이에 따라 치형 두께가 공구를 이용하여 증가도 되고 감소도 되기 위해서는 치형 두께가 선행 기술에 따르는 공구의 두께에 비해 작은 공구가 사용되어야 한다. 이는 공구가 선행 기술과는 다른 축방향 교차 앵글을 갖도록 설계된 것을 의미한다. 만일 축방향 교차 앵글이 선행 기술에 따른 축방향 교차 앵글의 방향으로 변화한다면, 이는 공작물의 큰 치형 두께를 생성한다. 만일 가공 스트로크 동안 축 방향 교차 앵글이 변화하는 변화에서 공정이 이루어진다면, 축방향 교차 앵글
에 대해 베이스 갭 앵글이 감소도 되고 증가도 되고, 이에 따라 치형 두께가 공구를 이용하여 증가도 되고 감소도 되기 위해서는 치형 두께가 선행 기술에 따르는 공구의 두께에 비해 작은 공구가 사용되어야 한다. 이는 공구가 선행 기술과는 다른 축방향 교차 앵글을 갖도록 설계된 것을 의미한다. 만일 축방향 교차 앵글이 선행 기술에 따른 축방향 교차 앵글의 방향으로 변화한다면, 이는 공작물의 큰 치형 두께를 생성한다. 만일 가공 스트로크 동안 축 방향 교차 앵글이 변화하는 변화에서 공정이 이루어진다면, 축방향 교차 앵글  이 놓여지는 변화의 영역은 치형 두께에 의해 영향을 받게 된다. 공구의 치형 두께가 더 작을수록 동일한 효과를 얻기 위해 더 큰
이 놓여지는 변화의 영역은 치형 두께에 의해 영향을 받게 된다. 공구의 치형 두께가 더 작을수록 동일한 효과를 얻기 위해 더 큰  이 되어야 한다. 만일, 가공이 예를 들어, 치형 트레이스 크라우링(tooth trace cowing)에서와 같이, 처음에, 예를 들어,
이 되어야 한다. 만일, 가공이 예를 들어, 치형 트레이스 크라우링(tooth trace cowing)에서와 같이, 처음에, 예를 들어,  에 종속적인 경우, 상부 에지에서 기어열(gearing) 중심으로 향한 치형 두께에서의 감소를 필요로 하고, 다음에 기어열 중심에서 하부 에지로 향하는 치형 두께의 증가를 필요로 하는 경우, 이는
에 종속적인 경우, 상부 에지에서 기어열(gearing) 중심으로 향한 치형 두께에서의 감소를 필요로 하고, 다음에 기어열 중심에서 하부 에지로 향하는 치형 두께의 증가를 필요로 하는 경우, 이는  으로 떨어져 있고,
으로 떨어져 있고,  의 방향 변화의 감소된 치형 두께를 갖는 공구를 사용하여 실현될 수 있고, 또는 방향 전환
의 방향 변화의 감소된 치형 두께를 갖는 공구를 사용하여 실현될 수 있고, 또는 방향 전환  없이
없이  주변의 매칭된 치형 두께를 갖는 공구에 의해서도 실현될 수 있다. 후자의 변화는 발생할 수 있는 축의 백래쉬 또는 축방향 교차 앵글을 실현하기 위해 이용되는 축이 중요하지 않기 때문에 장점을 가질 수 있다.
주변의 매칭된 치형 두께를 갖는 공구에 의해서도 실현될 수 있다. 후자의 변화는 발생할 수 있는 축의 백래쉬 또는 축방향 교차 앵글을 실현하기 위해 이용되는 축이 중요하지 않기 때문에 장점을 가질 수 있다.
사용 가능성이 있고, 특히 호브 또는 스카이빙 호브와 같은 정의된 날개를 갖는 공구를 고려하는 또 다른 사항은 자유 앵글의 변화가 피봇 앵글의 변화에 의해 발생하고, 공구의 수명에 부정적 영향을 미친다는 것이다. 따라서 공구는 바람직하게는 그 릴리브 그라인딩이 충분히 큰 자유 앵글이 공정중에 모든 축방향 교차 앵글에서 호브의 치형에 이용되도록 설계되도록 사용된다. 채택되는 자유 앵글은, 예를 들어, 생산 시뮬레이션의 프레임 워크 내에서 결정되도록 채택되고, 이에 따라 적용된다. 프리 앵글은 공정 중에 설정되는 모든 축방향 앵글에 대해서 바람직하게는 0.5°보다 커야 하고, 더 바람직하게는 2°보다 커야 한다.
치형 자취 수정의 부가적 사항들(Further aspects of the tooth trace modifications)
순전히 가공 기구학에 따라 생성되는 치형 자취 수정의 형태는 식(69)로 기술된다. 만일 치형 자취 수정이 함수  에 의해 주어지면, 수정이 특정 생성 경로를 따라 이루어지면서,
에 의해 주어지면, 수정이 특정 생성 경로를 따라 이루어지면서,  ,
,  이 다음과 같이 결정된다.
이 다음과 같이 결정된다.
치형 자취 수정은 좌측과 우측 플랭크에서 자유롭게 선택될 수 있으며, 특히 치형 자취 수정, 치형 자취 크라우닝, 치형 자취 할로우 크라우닝 및/또는 엔드 릴리프일 수 있다.
치형 자취의 변화은 가공 중에 발생할 수 있다. 이러한 변화는 기어 생성 기예의 치형 자취 수정에 의해 보상된다. 여기서 살펴지는 치형 자취 수정은 희망하는 치형 자취 수정의 총합으로 이해되고 선택적으로는 치형 자취 보정이다.
치형 자취 수정은 일정할 수 있고, 특히, 하나 또는 양쪽의 플랭크에서, 0일 수 있다. 이러한 경우 공작물은 여기서 제시되는 방법에 의해 치형 자취 수정 없이 생산될 수 있으며, 여전치 부가 조건을 만족한다.
본 발명의 특별한 응용 사례는, 특히 루트를 가공하는데 있어, 루트 반경의 진행이 치형 자취 수정에 영향을 받지 않게 남아 있는 기어 열을 생산하기 위해 회전축에 대한 루트 원뿔각에 의해 기울어진 직선 라인의 형태의 루트 진행을 미리 결정하는 것을 제안한다. 이는 또한 치형 자취 수정이 실질적으로 축방향 교차 앵글의 변화에 의해 실현되고, 중심 거리의 변화에 의해서는 실현되지 않는 결과를 나타낸다. 이는 축방향 교차 앵글의 설정을 위해 사용되는 축이, 중심 거리를 설정하기 위해 사용되는 축보다 더 정확하게 설정될 수 있을 때 장점을 갖는다.
*보호되어야 할 포인트(Points deserving protection)
이하, 본 발명의 중요한 사항들이 제안될 것이며, 이들은 단독으로, 서로 결합되어, 그리고 앞선 설명에서 제안된 사항들과 결합되어 본 발명의 주요 사항이다. 다음으로 보여질 독립적인 사항들은 특히 서로 결합되어, 앞선 설명들에서 나타난 사항들과 결합되어, 및/또는 선택적으로 하나의 기어 가공 기계에 적용될 수 있다. 특히 그러한 그라인딩 웜의 드레싱과 관련되어 나타난 사항들은 공작물의 기어 가공 기계에 사용되는 그라인딩 웜을 제공하는데 이용될 수 있다.
부가 조건에 종속적인 축방향 교차 앵글의 설정:(Setting the axial cross angles in dependence on an additional condition:)
1. 기어 절삭 기계 상의 공구를 통해 공작물을 가공하기 위한 방법에 관한 것으로, 상기 공작물은 치형 가공 공정을 위한 공구가 공작물 상에서 미리 결정된 축방향 거리와 축방향 교차 앵글을 가지는 롤링 공정에 의해 가공되되, 상기 치형 가공 공정은 바람직하게는 두 평면상에서 이루어지되, 또 하나의 부가 조건이 미리 결정되고, 상기 축방향 거리와 축방향 교차 앵글은 희망하는 플랭크 라인 형상 및/또는 기어 가공의 치형 두께와 상기 부가 조건의 함수에 의해 결정되는 것을 특징으로 하는, 공작물 가공 방법.
2. 제1 사항에 따르는 방법에 있어서, 축방향 교차 앵글은 부가 조건의 함수로 선택되고, 축방향 교차 앵글에서 변화되는 앵글은 공구와 공작물의 헬릭스 앵글에 의해 미리 결정된다. 축 간격은 플랭크 라인 형상 및/또는 두께가 달성되도록 설정된다. 축 간격과 축방향 교차 앵글 사이의 변화가 설정되어야 하고, 공구와 공작물 사이의 경사에 의해 미리 결정되는 회전각은 바람직하게는 부가 조건, 희망하는 엣지 라인 형상 및/또는 치형 두께에 따라 결정된다. 부가 조건이 달성되고, 축방향 교차 앵글이 중심 거리의 함수로 설정됨에 따라 희망하는 플랭크 라인 형상 및/또는 치형 두께가 생성된다.
3. 제1 또는 제2 사항에 따르는 방법에 있어서, 축방향 거리, 축 교차 앵글, 롤링 커플링의 수정은 희망하는 엣지 라인 형상 및/또는 치형 두께, 부가 조건에 따라 결정되고, 및/또는 플랭크 라인 수정은 희망하는 엣지 라인 형상으로 특정되고, 치형 두께 및/또는 플랭크 라인 수정은 좌측 및 우측 플랭크에 대해 서로 독립적으로 미리 결정될 수 있고, 바람직하게는 중심 거리 및/또는 롤링 커플링의 수정은 공작물의 폭방향 위치의 함수로 결정된다.
4. 앞선 항 중 어느 한 항의 방법에 있어서, 부가 조건은 치형의 지오메트리와 관련되어 있고, 바람직하게는 치형 가공의 비활성 및/또는 활성 부분의 치형 형상에 대한 스펙과 관련되며, 기본적으로 바람직하게는 치형 루트 지오메트리와 관련되고, 특히, 루트 원형 반지름, 및/또는 치형 헤드의 경로 및/또는 공작물의 활성 플랭크에서의 공구의 수정에 의해 생성되는 수정 위치, 및/또는 치형 헤드 지오메트리의 위치와 관련되며, 둘 또는 그 이상의 부가 조건이 설정될 수 있으며, 특히, 제1 설정은 치형 가공의 비활성 부분에서의 치형의 형상을 미리 설정하는 것이고, 제2 설정은 치형 가공의 활성 부분에서 치형 형상을 미리 설정하는 것이며, 특히 루트 또는 헤드 반경의 설정과 관련되며, 공구에 대한 수정에 의해 공작물의 활성 치형 플랭크에 생성되는 수정 위치에 관한 스펙과 관련되며, 축방향 거리 및 축방향 교차 앵글은, 만일 적절하다면, 커플링을 생성하는 것이, 둘 또는 그 이상의 부가 조건이 최적 근사로 만족될 수 있도록 하는 보상 계산에 의해 결정된다.
5. 앞선 사항 중 어느 한 항에 따르는 방법에 있어서, 치형 루트는 적어도 하나의 가공 스트로크 동안 활성 치형 플랭크와 함께 동작하며, 이 가공 스트로크 동안 생성되는 치형 두께와 이 가공 스트로크 동안 생성되는 루트 반영은 각각 독립적으로 사전 결정될 수 있고, 이 가공 스트로크 동안 생성되는 치형 두께 및 이 가공 스트로크 동안 생성되는 바람직하게는 공구와 공작물 간의 축방향 교차 앵글과 축간 거리를 적절하게 설정함으로써 생성되고, 우측 및 좌측 플랭크에서의 재료 제거는 축방향 교차 앵글과 공구와 공작물 사이의 축간 거리 및 커플링 생성의 수정에 의해 바람직하게는 각각 설정될 수 있다.
6. 앞선 사항 중 어느 한 항에 따르는 방법에 있어서, 공작물은 몇 가지 가공 스트로크를 통해 가공되고, 루트 또는 적어도 하나의 가공 스트로크에서 활성 치형 플랭크와 함께 가공되며, 축방향 교차 앵글과 공구와 공작물 사이의 중심 거리를 설정함에 따라 최종 가공 스트로크에서의 루트 영영에서의 재료 제거가 이전 가공 스트로크에서 보다 작게 되고, 이전의 모든 사전 가공 공정에서 루트 영영에서의 재료 제거가 최종 가공 스트로크에서 루트 영영에서의 재료 제거 보다 크거나 같게 되고, 및/또는 바람직하게는 최종 가공 스트로크에서 루트 영역에서는 재료 제거가 발생하지 않는다.
7. 앞선 사항 중 어느 한 항에 따르는 방법에 있어서, 루트는 적어도 하나의 가공 스트로크에서 활성 치형 플랭크와 함께 가공되고, 루트는 또한 적어도 다른 하나의 가공 스트로크 동안에는 가공되지 않으며, 바람직하게는 하나의 가공 스트로크 동안에 생성되는 이동 축의 변화에 의해서는 수정이 이루어지지 않고, 다른 가공 스트로크 동안 생성되는 이동 축의 변화에 의해서는 활성 치형 플랭크의 수정을 갖게 되며, 공구가 루트와 계합되지 않고 유지되는 동안 활성 치형 플랭크의 치형 자취 수정을 위한 중심 거리 및/또는 축방향 교차 앵글 및/또는 커플링 생성의 수정은, 바람직하게는 다른 가공 스트로크에서 공작물 폭 위치에 따라 변화된다.
8. 앞선 사항 중 어느 한 항에 따르는 방법에 있어서, 공구는 연마 웜이고, 동시에 적어도 하나의 좌측 플랭크 및 적어도 하나의 우측 플랭크 및 하나의 팁을 드레싱하는 드레싱 공구의 조합에 의해 드레싱되며, 희망하는 루트 반경 및 희망하는 치형 플랭크 형상 및/또는 공작물에 생성될 치형 가공의 치형 두께는 중심 거리와 축방향 교차 앵글 및 바람직하게는 공작물의 가공 동안의 공구와 공작물의 커플링 생성을 수정하는 것에 대한 적절한 설정에 의해 생성된다.
9. 앞선 사항 중 어느 한 항에 따르는 방법에 있어서, 공구는 기어 가공 동안 공작물의 활성 치형 플랭크에 적용되는 수정을 가지며, 공작물의 활성 치형 플랭크의 수정 위치는 미리 설정가능하며, 및/또는, 변수들은 축방향 교차 앵글 및 공구와 공작물 사이의 중심 거리를 설정함에 의해 설정된다.
10. 제9 사항에 따르는 방법에 있어서, 그 수정이 서로 다른 공작물의 지오메트리에 맞게 설계되는 공구가 이용되며, 공작물의 수정 위치는 축방향 교차 앵글과 공구와 공작물 간의 중심 거리를 설정함에 따라 새로 희망하는 공작물 지오메트리에 맞게 설정되며, 및/또는 공구는 프로파일 수정을 갖는 드레싱 공구를 이용하여 드레싱되며, 바람직하게는 적어도 하나의 좌측 플랭크와 우측 플랭크를 동시에 드레싱하며, 드레싱 공구의 프로파일 수정은 드레싱에 의해 공구로 전달되고, 공작물의 수정 위치는 축방향 교차 앵글과 공구와 공작물의 중심 거리를 설정함에 따라 희망하는 공작물의 지오메트리에 맞게 설정된다.
11. 전항 중 어느 한 항의 방법에 있어서, 축방향 교차 앵글은 적어도 하나의 가공 스트로크 동안에는 공작물의 폭에 대해 일정하게 유지된다.
12. 공구 수용부와 공작물 수용부와, 공구 수용부 내의 공구로 공작물 수용부 내의 공작물의 기어를 가공하기 위해 공구와 공작물의 상대 위치를 설정하기 위한 NC 축을 갖고, 기어 가공 기계를 위한 공구가 공작물 상에 롤링하는 기어 가공 공정을 수행하기 위한 NC 축을 제어하기 위한 제어부를 갖는 기어 가공 기계에 있어서, 상기 제어부는 희망하는 기어 엣지 라인 형상 및/또는 기어 두께 및 부가 조건이 특정될 수 있는 입력 함수를 가지며, 상기 제어부는 가공된 공작물이 희망하는 기어 엣지 라인 형상 및/또는 기어 두께를 갖고 부가 조건을 만족할 수 있도록 기어 가공에서 공작물과 공구 사이의 중심 거리와 축방향 교차 앵글을 설정하는 가공 함수를 가지고, 가공 스트로크 동안 생성되는 기어 두께와 이 가공 스트로크 동안 생성되는 루트 반경은 바람직하게는 입력 함수에 의해 각각 사전 설정될 수 있으며, 및/또는 우측 플랭크와 좌측 플랭크와 루트에서의 절삭이 각각 사전 결정될 수 있다.
13. 상기 사항 중 어느 한 사항에 따른 공정을 수행하기 위한 12항에 따르는 기어 가공 기계
14. 롤링 공정을 수행하기 위해 필요한 공구와 공작물의 상대 위치를 계산하기 위한 계산 장치 및/또는 계산 소프트웨어로서, 희망하는 기어 엣지 라인 형상 및/또는 기어 두께 및 부가 조건이 미리 설정될 수 있는 입력 함수를 가지고, 가공된 공작물이 희망하는 기어 엣지 라인 형상 및/또는 기어 두께를 갖고 부가 조건을 만족할 수 있도록 기어 가공에서 공작물과 공구 사이의 중심 거리와 축방향 교차 앵글을 설정하는 결정 함수를 가진다.
15. 상기 사항 중 어느 한 사항에 따른 공정을 수행하기 위한 공구와 공작물 사이의 상대 위치를 계산하기 위한 제14 사항에 따르는 계산 장치 및/또는 소프트웨어
축방향 교차 앵글의 변수 설정(Variable setting of the axial cross angle)
1. 기어 절삭 기계 상의 공구를 통해 공작물을 가공하기 위한 방법에 관한 것으로, 상기 공작물은 치형 가공 공정을 위한 공구가 공작물 상에서 미리 결정된 축방향 거리와 축방향 교차 앵글을 가지고, 축방향 교차 앵글이 공작물의 가공 동안 변하는 것을 특징으로 한다.
2. 제1 사항에 따른 방법으로, 공작물은 복수의 가공 스트로크 내에서 가공되고, 축방향 교차 앵글은 특히, 루트 영역에서의 절삭이 치형 플랭크에서의 절삭과 개별적으로 이루어지도록, 축방향 교차 앵글은 바람직하게는 각각의 가공 스트로크에서는 일정하게 유지되면서, 제1 가공 스트로크에서 제2 가공 스트로크와는 달리 선택된다.
3. 제1 사항 또는 제2 사항에 따르는 방법에 있어서, 축방향 교차 앵글은 가공 스트로크 동안 공작물의 폭 위치에 따라 변한다.
4. 제2 사항 또는 제3 사항에 따르는 방법에 있어서, 공작물의 가공동안 축방향 교차 앵글과 중심 거리는 변하게 되고, 공작물은 바람직하게는 복수의 가공 스트로크에서 가공되고, 축방향 교차 앵글과 중심 거리는 제1 가공 스트로크 보다 제2 가공 스트로크에서 다르게 선택되며; 및/또는 축방향 교차 앵글과 중심 거리는 바람직하게는 가공 스트로크 동안 공작물의 폭 위치에 따라 변하게 되고, 및/또는 중심 거리가 공작물의 가공 중에 변하되 바람직하게는 공작물이 복수의 가공 스트로크에서 가공되고, 축방향 교차 앵글, 중심 거리 및 커플링 생성의 보정이 공작물의 가공 중에 변하되 바람직하게는 공작물이 복수의 가공 스트로크에서 가공되고, 축방향 교차 앵글과 중심 거리 및 커플링 생성의 보정이 제1 가공 스트로크 보다 제2 가공 스트로크에서 다르게 선택되며; 및/또는 축방향 교차 앵글과 중심 거리는 바람직하게는 가공 스트로크 동안 공작물의 폭 위치에 따라 변하게 된다.
5. 앞선 항 중 어느 한 항의 방법에 있어서, 공작물의 폭 위치에 종속되는 부가 조건이 미리 설정가능하고, 중심 거리 및 축방향 교차 앵글, 선택적으로, 커플링 생성의 보정이 상기 부가 조전에 따라 종속되어 결정되며, 치형 두께 및/또는 치형 자취의 수정이 공작물 폭 위치에 종속되어 사전에 정의될 수 있고, 중심 거리, 축방향 교차 앵글, 선택적으로, 커플링 생성의 수정이 상기 부가 조건과 미리 설정된 치형 두께 및/또는 치형 자취 수정에 따라 결정되고, 공작물의 폭 위치에 종속적인 두 개의 부가 조건이 미리 설정가능하고, 특히, 치형의 비활성 부분에서의 치형 형상과 관련된 사양과 치형의 활성 부분의 치형 형상과 관련된 사양, 특히, 루트 반경 또는 팁 반경과 관련된 사양, 공구의 수정에 의해 공작물의 활성 치형 플랭크에 생성되는 수정 위치와 관련된 사양이 선택가능하며, 중심 거리, 축방향 교차 앵글, 선택적으로 커플링 수정은 두 개의 부가 조건이 최적 근사로 만족될 수 있도록 하는 보상 계산에 의해 결정된다.
6. 앞선 사항 중 어느 한 항에 따르는 방법에 있어서, 상기 부가 조건은 치형의 폭방향 기어 가공의 지오메트리 변화와 관련되며, 바람직하게는 비활성 부분 및/또는 공작물 폭 위치에 종속적이 기어 가공의 활성 부분의 기어 가공 형상과 관련된 사양이며, 상기 사양은 공작물의 폭 위치에 종속적인 루트 지오메트리, 공작물의 폭 위치에 종속적인 루트 반경 및/또는 루트 형상 및/또는 공작물 폭 위치에 종속적인 팁 지오메트리, 공작물 폭 위치에 종속적인 팁 반경, 및 또는 팁의 진행, 및/또는 공작물의 폭 위치에 종속적인 공구에 의해 활성 치형 플랭크에 생성되는 수정 위치 등이다.
7. 앞선 항 중 어느 한 항의 방법에 있어서, 특히, 원추형 및/또는 비대힝 기어링을 가공 및/또는 생성하기 위한 호빙 공정에서, 가공을 위해 논-메슁(non-meshing) 공구가 바람직하게는 이용되고, 가공중에서의 원뿔각과 치형 생성을 위해 이용되는 이론적 랙의 헬릭스 앵글이 치형 플랭크의 활성 영역의 지오메트리의 최적으로 선택되며, 여기서 루트의 지오메트리의 변화는 적어도 부분적으로 중심 거리, 축방향 교차 앵글, 선택적으로 커플링 생성의 보정에 의해 보상되고, 특히 루트의 원뿔각은 중심 거리, 축방향 교차 앵글, 선택적으로 커플링 생성의 보정을 보정하는 것에 의해 희망하는 값으로 설정된다.
8. 원추형 기어들을 가공 및/또는 생성하기 위한 전항 중 어느 한 항의 방법에 있어서, 가공시의 이동 조성의 원뿔각은 루트의 희망 원뿔각과 다르게 선택되고, 루트의 희망하는 원추각은 중심 거리 및 축방향 교차 앵글, 선택적으로, 커플링 생성의 보정을 채택함에 따라 생성되고, 공구의 지오메트리는, 바람직하게, 희망하는 지오메트리가 치형 플랭크의 활성 영역에 있도록 선택된다.
9. 전항 중 어느 한 항의 방법에 있어서, 상기 공구는 기어 생성 가공 동안 공작물의 치형 활성에 적용될 수 있는 수정을 가지며; 공작물의 활성 치형 영역에서의 추정 위치는 공작물 폭 위치에 따라 미리 설정 가능하며, 상기 수정은 축방향 교차 앵글의 변화와, 공구와 공작물 사이의 중심 거리 변화, 선택적으로 미리 선택된 위치에서 공작물 폭 위치에 따라 변화되는 커플링 생성의 보정, 특히 공작물에서 삼각형 끝단 릴리프(triangular end relief)에 의해 생성되며; 및/또는 루트는 바람직하게는 가공되지 않는다.
10. 제9 사항에 따르는 방법에 있어서, 상기 기어 생성 가공은 대각 생성 방법에 따라 이루어지고, 공구는 가공 스트로크 동안 사용되는 이동 폭에 비해 다른 반경을 갖는 적어도 2개의 팁을 가지며, 공구의 팁 반경은, 바람직하게는, 루트가 또한 가공되지 않도록 선택되거나, 루트가 또한 가공되고, 공구의 팁 반경을 선택함으로써 희망하는 진행이 주어지도록 선택되고; 팁 반경은 바람직하게는 수정 위치에 의해 미리 결정되는 중심거리와 공구 폭 위치에 종속적인 희망하는 루트 반경에 주의하여 적절히 결정되고, 및/또는 치형 자취 수정 및 루트 반경 및 수정의 위치는 공작물 폭 위치에 따라 미리 설정될 수 있다.
11. 제10 사항에 따르는 방법에 있어서, 공구는 가공 스트로크 동안 사용되는 복수의 순환 이동 영역을 가지며, 바람직하게는 이동 영역에서 팁 반경의 진행은 동일하다.
12. 제9 사항에 따르는 방법에 있어서, 공작물은 두 개의 플랭트로 가공되고, 수정 위치는 미치 결정될 수 있으며, 및/또는 각 플랭크의 부분 영역에서 다른 플랭크와는 독립적으로 가공되고; 우측 플랭크와 좌측 플랭크의 접촉 라인의 위치는 공구가 이 부분 영역 들의 가공에서 각 플랭크에만 계합되도록 선택되며; 공작물 기어 가공의 치형 두께는 특히 감소되고, 및/도는 공구의 프로파일 앵글이 접촉 라인의 간격을 증가시키도록 변화되고; 및/또는 공작물 폭 위치에 종속되어 위치하는 프로파일 수정은 미리 설정되고, 양쪽 플랭크에서 서로 독립적으로 생성된다.
13. 특히 상기 사항 중 어느 하나의 방법을 수행하기 위한, 기어 제조 기계에 있어서, 상기 기어 제조 기계는 공구 수용부와 공작물 수용부와, 공구 수용부 내의 공구로 공작물 수용부 내의 공작물의 기어를 가공하기 위해 공구와 공작물의 상대 위치를 설정하기 위한 NC 축을 갖고, 기어 가공 기계를 위한 공구가 공작물 상에 롤링하는 기어 가공 공정을 수행하기 위한 NC 축을 제어하기 위한 제어부를 가지되, 상기 제어부는 기어 가공 공정에서의 공작물 가공 중에 축방향 교차 앵글을 변화시키는 가공 함수를 갖고, 상기 기어 생성 기계는 바람직하게는 가공 스트로크 동안 생성되는 기어 두께 기어 및/또는 기어 자취 수정 및 이 가공 스트로크 동안 생성되는 루트 반경이 각각 미리 설정되거나, 및/또는 이에 따라 루트 영역 및 치형 플랭크의 영역에서의 절삭이 미치 설정되거나, 및/또는 이에 따라 공작물 폭 위치에 따르는 부가 조건이 미리 설정가능한 것을 특징으로 한다.
14. 가공 생성을 위해 수행하는 것에 필요한 공구와 공작물 사이의 상대 위치를 계산하기 위한 계산 장치 및/또는 소프트웨어로서, 가공 스트로크 동안 생성되는 기어 두께 및/또는 기어 자취 수정 및 이 기어 스트로크 동안 생성되는 루트 반경이 각각 미리 설정되고, 및/또는 루트 영역과 치형 플랭크 영역에서의 절삭이 각각 미이 설정되고, 및/또는 공작물 폭 위치에 종속적인 부가 조건이 미리 설정하는 한 입력 함수를 가지고, 그에 따라 가공 생성 동안 공작물과 공구 사이의 중심 거리 및 축방향 교차 앵글을 결정할 수 있는 결정 함수를 포함한다.
15. 제14 사항에 따라 앞선 사항 중 어느 한 항에 따르는 방법을 수행하기 위해 필요한 공구와 공작물 사이의 상대 위치를 계산하기 위한 계산 장치 및/또는 소프트웨어
다른 팁 반경을 갖는 그라인딩 웜의 드레싱 공정(Dressing process for a grinding worm having different tip radii)
1. 그라인딩 공정을 생성함에 의해 공작물의 기어 가공을 위해 사용되는 그라인딩 웜을 드레싱하기 위한 방법으로, 상기 그라인딩 웜의 팁 반경이 웜 폭에 걸쳐 변화되도록 드레싱되는 것을 특징으로 한다.
2. 제1 사항에 따르는 방법에 있어서, 희망하는 그라인딩 웜의 팁 반경의 진행은 미리 결정되고, 및/또는 드레싱 공정에 의해 생성되고, 희망하는 그라인딩 웜의 팁 반경의 진행은, 바람직하게는, 대각 생성 방법에서 사용되는 대각 비율과 그라인딩 생성 동안 사용되는 공작물의 폭 위치에서 폭방향 교차 앵글과 중심 거리의 진행에 따라 결정되고; 및/또는 바람직하게는 팁 반경은 그라인딩 웜의 기어 가공 팁이 가공될 기어열과는 계합되지 않은 채로 남아 있도록 결정되거나, 그라인딩 웜의 기어열의 팁이 그라인딩을 생성하는 동안 가공될 기어열과 계합되도록 하거나, 공작물의 기어열의 루트 반경의 희망하는 진행을 생성하거나; 및/또는 그라인딩 웜의 팁 반경이 웜 폭에 대해 반복적인 진행을 갖도록 그라인딩 웜이 드레싱 된다.
3. 제1 또는 제2 사항에 따르는 방법에 있어서, 드레싱 공구 팁은 웜 폭 방향으로 그라인딩 웜을 따라 이동하고; 그라인딩 웜의 회전축과의 거리는 웜 폭 위치에 따라 변경 가능하고; 드레싱 공구 팁은 바람직하게는 드레싱 플레이트 팁이고; 및/또는 그라인딩 웜은 드레싱을 위해 회전하도록 설정되고; 및/또는 드레싱 공구 팁과 그라인딩 웜의 상대 운동은, 바람직하게는, 그라인딩 웜을 이동시켜 생성되고; 및/또는 그라인딩 웜의 회전축으로부터의 거리는, 바람직하게는, 웜 폭에 대해 복수의 순환적인 진행을 갖는다.
4. 제1 사항 또는 제2 사항에 따르는 방법에 있어서, 웜 폭에 대해 변화하는 경로를 갖는 드레싱 공구 팁이 사용되고, 드레싱 공구 팁은, 바람직하게는, 드레싱 플레이트 팁이고, 및/또는 그라인딩 웜은 드레싱을 위해 회전하도록 설정된다.
5. 제4 사항에 따르는 방법에 있어서, 드레싱 공구 팁의 폭은 드레싱될 그라인딩 웜의 폭에 대응되고, 그라인딩 웜의 드레싱은 드레싱 과정에서 그 폭에 걸쳐 발생하고, 드레싱 공구 팁의 경로는, 바람직하게는, 웜 폭에 대해 복수의 순환적인 진행을 갖는다.
6. 제4 사항에 따르는 방법에 있어서, 드레싱 공구 팁의 폭은 드레싱될 그라인딩 웜의 폭 보다 작고, 그라인딩 웜의 드레싱은 그라인딩 웜 폭 방향으로 옵셋되어, 복수의 드레싱 과정에 의해 그 폭에 걸쳐 발생하고; 바람직하게는, 웜 폭에 대해 복수 회 순환하는 그라인딩 웜 반경의 진행은 그라인딩 웜 폭 방향으로 옵셋되어 적용되는 드레싱 공구 팁의 경로에 따라 생성되고, 및/또는 상기 복수의 드레싱 공정은 동일하게 공유하는 옵셋을 가지고 발생한다.
7. 제1 사항 또는 제2 사항에 따르는 방법에 있어서, 드레싱 휠 팁이 사용되고; 그라인딩 웜과 드레싱 휠 팁 사이의 중심 거리가 웜 폭 위치에 따라 변화하고; 그라인딩 웜과 드레싱 휠 팁 사이의 중심 거리가, 바람직하게는, 웜 폭에 대해 복수의 순환적인 진행을 갖는다.
8. 제7 사항에 따르는 방법에 있어서, 복수의 스레드(thread)에 대한 드레싱 영역을 갖는 드레싱 휠 팁이 동시에 그라인딩 웜의 복수의 스레드를 드레싱하기 위한 이용되고, 중심 거리 진행의 주기가 그라인딩 웜의 치형 간격 보다 작거나 같고, 드레싱 휠 팁이 연속적 스레드로 계합되며; 또는 바람직하게는 중심 거리 진행의 주기가 그라인딩 웜의 치형 간격 보다 크고, 드레싱 휠 팁이 비연속적 스레드와 계합한다.
9. 그라인딩 공정을 생성하여 공작물의 기어 생산 가공을 위해 이용되는 그라인딩 웜을 드레싱하는 방법에 있어서, 특히, 제1 사항, 제2 사항 또는 제7 사항에 따라, 그라인딩 웜의 치형 플랭크와 그라인딩 웜의 팁을 위한 드레싱 영역을 갖는 드레싱 공구 조합이 사용되고; 한편, 그라인딩 웜의 팁의 드레싱과 그라인딩 웜의 치형 플랭크의 드레싱은 별도의 가공 스트로크에서 일어나고; 팁의 드레싱은 바람직하게는 치형 플랭크 드레싱과는 다른 드레싱 공구과 그라인딩 웜 사이의 축방향 교차 앵글을 사용하여 이루어져 치형 플랭크가 팁의 드레싱 동안 드레싱 공구와 계합되지 않도록 한다.
10. 그라인딩 공정을 생성하여 공작물에 기어를 생성하는 가공에 이용되는 그라인딩 웜을 드레싱하는 방법에 있어서, 특히 사항 1, 사항 2, 사항 7에 따라, 복수의 그라인딩 웜의 치형을 동시에 가공하는 드레싱 공구가 사용되고; 가공 스트로크에서 루트 표면을 드레싱하는 드레싱 공구 영역이 다른 가공 스트로크에서 팁을 드레싱하는데 이용되고; 치형 플랭크는, 바람직하게는 루트 표면 또한 드레싱되는 가공 스트로크에서 드레싱되고; 및/또는 작업이 바람직하게는 두 개의 가공 스트로크 동안 드레싱 공구와 그라인딩 웜 사이의 서로 다른 축방향 교차 앵글을 이용하여 수행되고; 및/또는 가공 스트로크에서 루트 표면을 드레싱하는 드레싱 공구 영역이 평평한 또는 안쪽으로 호를 갖는 프로파일을 갖는다.
11. 앞선 항 중 어느 한 항의 방법에 있어서, 그라인딩 웜의 팁의 드레싱과 그라인딩 웜의 치형 플랭크의 드레싱은 각기 다른 가공 공정에서 발생한다.
12. 기어 생성 기계에서 그라인딩 웜에 의해 공작물에 기어 생성을 하는 방법에 있어서, 공작물은 그라인딩 생성 공정에 의해 가공되되, 그라인딩 웜이 사전 설정된 중심 거리와 축방향 교차 앵글을 가지고 기어 생성 가공을 위해 공작물 상에서 롤링하며, 그라인딩 웜의 팁의 반경이 웜 폭에 걸쳐 변화되고, 바람직하게는 상기 제1 내지 제11 사항 중 하나의 방법에 따라 드레싱되는 것을 특징으로 하며, 바람직하게는 기어 생성 가공이 대각 생성 공정에 의해 발생하며, 바람직하게는 그라인딩 웜이 가공 스트로크에 각각 이용되는 복수의 순환 이동 영역을 가지며, 바람직하게는 이동 영역을 위한 팁 반경의 진행이 동일하며, 및/또는 바람직하게는 축방향 교차 앵글이 공작물의 가공동안 변화되며, 바람직하게는 축방향 교차 앵글이 가공 스트로크 동안 공작물 폭 위치에 따라 변화한다.
13. 제12 사항에 따르는 방법에 있어서, 상기 그라인딩 웜은 기어 생성 가공 동안 공작물 폭 위치에 종속하여 공작물의 활성 치형 플랭크에 적용되는 수정을 가지고, 공작물의 활성 치형 플랭크에 대한 수정 위치는 공작물 폭 위치에 따라 미리 설정가능하며, 상기 수정은 미리 설정된 위치에서 공작물의 폭 위치에 종속적인 그라인딩 웜과 공작물 사시의 축방향 교차 앵글과 중심 거리의 변화에 의해 생성되고, 기어 생성 가공은, 바람직하게는, 대각 생성 방법에 의해 발생하고, 그라인딩 웜은 가공 스트로크에 이용되는 이동 폭에 걸친 적어도 2개의 다른 팁 반경을 갖고, 바람지갛게, 그라인딩 웜의 팁 반경은 공작물의 뿌리가 가공되지 않도록 설정되거나, 공작물의 뿌리(root)가 또한 가공되고 그라인딩 웜의 팁 반경의 진행을 선택하는 것에 따른 희망하는 진행을 수용하여, 바람직하게는, 팁 반경의 진행은 수정의 위치와 희망하는 루트 반경에 의해 미리 설정되는 중심 거리를 고려하여 공작물의 폭 위치에 따라 적절하게 결정되며; 및/또는 치형 자취 수정과 루트 반경 및 공작물에서의 수정 위치는 공작물 폭 위치에 따라 미리 설정될 수 있으며, 그라인딩 웜의 팁은 그에 따라 드레싱된다.
14. 그라인딩 웜을 수용하기 위한 공구 수용부와 드레싱 공구를 수용하기 위한 드레싱 공구 홀더; 드레싱 공구와 그라인딩 웜 사이의 상대 운동을 생성하기 위한 NC 축; 웜 폭에 걸쳐 변화하는 그라인딩 웜의 팁 반경 진행을 미리 결정하기 위한 입력 함수; 특히 상기 1 내지 11 중 어느 하나의 방법을 수행하기 위해, 사양에 따라서 드레싱 기계의 NC 축을 제어하여 드레싱 동안 팁 반경의 변화하는 진행을 생성하는 드레싱 함수를 가지고, 바람직하게는 공작물 수용부(holder)를 갖는 기계 조합으로 이루어지며, 상기 조합된 기계는 바람직하게는 입력 함수, 및/또는 제12 또는 제13에 따른 방법을 수행하기 위한 제어 함수를 갖는다.
15. 그라인딩 공정을 생성에 의한 공작물의 기어 생성 가공을 위한 그라인딩 웜, 특히, 1 내지 11 사항 중 하나를 따르는 방법에 의해 드레싱되는, 및/또는 12 또는 13 사항에 따르는 방법을 사용하기 위한 그라인딩 웜에 있어서, 그라인딩 웜의 팁 반경이 웜 폭에 걸쳐 변화하는 것을 특징으로 한다.
16. 4 내지 6, 9, 또는 10의 사항 중 어느 한 항에 따르는 방법의 사용을 위한 드레싱 공구, 특히, 웜 폭에 걸쳐 변화하는 윤곽을 갖는 드레싱 공구 팁, 또는 치형 플랭크를 드레싱하기 위한 영역이 팁을 드레싱하기 위한 영역과는 다른 헬릭스 앵글을 갖도록 설정되는 드레싱 공구 조합, 도는 그라인딩 웜의 복수의 치형을 동시에 드레싱하는 드레싱 툴로서, 루트 표면을 드레싱하는 드레싱 공구의 영영이 편평하거나 안으로 곡률을 갖는 프로파일을 갖는다.
추가적인 독립적인 면들(Further independent aspects):
- 가공 스트로크를 위한 축방향 교차 앵글의 특정한 선택
- 가공 중 축방향 교차 앵글의 변화
- 두 가공 스트로크 사이의 축방향 교차 앵글의 변화
- 가공 스트로크 동안 공작물의 축방향 공급 위치  에 따른 축방향 교차 앵글의 변화
에 따른 축방향 교차 앵글의 변화
- 공직물의 치형 두께의 특정과 다음 파라미터들 중 적어도 하나:
o 공작물의 루트 반경(root radius)
o 공작물의 팁 반경(tip radius)
o 공작물의 좌측 플랭크에서의 프로파일 수정 위치
o 공작물의 우측 플랭크에서의 프로파일 수정 위치
o 적어도 하나의 가공 스트로크 동안
- 동일한 드레싱 공구를 이용하여 동일한 스트로크에서 웜 팁 및/또는 웜 루트와 함께 웜을 그라인딩하는 투-플랭크 드레싱과 후속적으로 공작물에서의 치형 두께와 루트 직경 또는 팁 직경의 사양의 조합에 따라 공작물에 그라인딩을 생성(그라인딩 동안  와
와  을 실현)
을 실현)
- 프로파일 수정을 통해 웜을 그라인딩하는 투-플랭크 드레싱과 후속적으로 치형 두께와 공작물의 플랭크 상의 프로파일 수정의 위치의 사양에 따라 조합하여 공작물에 그라인딩을 생성(그라인딩 동안  와
와  을 실현)
을 실현)
- 팁 간격 또는 공구 반경을 대신한 공구의 루트 간격 또는 공작물의 팁 반경에 대한 특정
- 치형 두께 이외에 하기 중 적어도 두 개의 파라미터를 설정하기 위한 최적 계산:
o 공작물의 루트 반경
o 공작물의 팁 반경
o 공작물의 좌측 플랭크에서의 프로파일 수정 위치
o 공작물의 우측 플랭크에서의 프로파일 수정 위치
o 적어도 하나의 가공 스트로크 동안
- 공구 또는 공작물의 회전각의 수정을 통해 커플링 생성의 해산을 실현
- 적어도 하나의 가공 스트로크 동안 공작물의 좌측 플랭크, 우측 플랭크 및 루트 및/또는 팁에서의 절삭 특정
- 공작물의 좌측 플랭크 및/또는 우측 플랭크에서 자유 치형 자취 수정과 적어도  및/또는
및/또는  과
과  에 따르는 적어도 하나의 가공 스트로크 동안의 부가 조건 특정
에 따르는 적어도 하나의 가공 스트로크 동안의 부가 조건 특정
- 공작물의 좌측 플랭크 및/또는 우측 플랭크에서 자유 치형 자취 수정과 공작물 폭 위치에 따르는 공작물의 루트 지름 또는 팁 지름의 진행에 대한 특정
- 공작물의 좌측 플랭크 및/또는 우측 플랭크에서 자유 치형 자취 수정과 공작물 폭 위치에 따르는 공작물의 좌측 플랭크 또는 우측 플랭크에서의 프로파일 수정의 변위에 대한 특정
- 공작물의 좌측 플랭크 및/또는 우측 플랭크의 자유 치형 자취 수정에 덧붙여 적어도 근사적으로 적어도 두 개의 부가 조건을 만족할 수 있는 최적 계산
- 공작물 폭 위치에서 서로를 향한 좌측과 우측 플랭크의 프로파일 수정 변위를 전달하기 위한 공구의 프로파일 앵글 및/또는 치형 두께의 사용, 특히 좌측과 우측 플랭크에서 프로파일 수정의 변위를 동시에 최적화하기 위한, 및/또는 공작물의 상부 및/또는 하부 끝단에서의 싱글-플랭크 가공을 실현하기 위한 이용
- 가공 중에 공구의 외부 몸체가 공작물의 루트 반경 진행에 접선으로 접촉하도록 하고, 희망하는 공구 팁 간격이 항상 관찰되고, 공작물의 이용 가능한 루트 서클이 또한 가공되도록 하는 공구의 길의 적어도 일부가 팁 반경에 걸쳐 진행하는 공구
- 공구 길이의 적어도 일부에 걸쳐 주기적으로 반복하는 팁 반경의 진행을 갖는 공구
- 하기를 이용하는 팁 반경의 사전 결정된 진행을 갖는 그라인딩 웜을 드레싱하기 위한 방법
o 팁 드레싱 롤러 또는
o 드레싱 플레이트 또는 니들 플레이트
- 다중 리브를 갖는 팁 드레싱 롤러를 이용하여 팁 반경의 사전 결정된 주기적 진행이 이루어지는 그라인딩 웜의 드레싱 방법
- 다중 리브를 갖는 팁 드레싱 롤러
- 팁 드레싱 함수를 갖는 드레싱 공구, 단일 리브를 갖는 또는 다중 리브를 갖는, 또한 이러한 목적에 적합한 웜 지오메트리, 특히 치형 두께와 프로파일 앵글
- 팁 반경의 사전 결정된 주기적 반복의 진행을 갖는 그라인딩 웜의 복수의 스레드, 바람직하게는 모든 스레드를 드레싱하기 위한, 그리고 팁 드레싱 함수를 가지고 다중 리브를 갖는 드레싱 공구를 이용하여 웜의 플랭크를 드레싱하기 위한 방법
- 다중 리브를 갖는 팁 드레싱 롤러 또는 매 ~ 웜 스레드를 드레싱하기 위한 팁 드레싱 함수를 갖는 다중 리브 드레싱 공구과 그에 따른 드레싱 방법
- 외부 반경에서는 모든 리브가 웜 팀을 드레싱하기 위한 프로파일을 제공받는 것이 아닌 팁 드레싱 함수를 갖는 다중 리브를 갖는 팁 드레싱 공구
- 드레싱 스트로크 공안 웜 또는 웜 팁의 플랭크를 드레싱하기 위한 드레싱 공구 조합 및 상기 드레싱 공구를 이용하여 플랭크와 웜 팁을 드레싱하는 방법
- 적어도 웜 길이의 일부에 걸쳐 기어열의 감싸는 형상을 갖는 드레싱 플레이트
- 논-메슁 공구를 이용하여 기어열을 근사치로 생산하는 방법
- 기어열의 최적 근사 생산을 위해 데이터베이스로부터 공구를 선택하는 소프트웨어
- 대체적 원뿔각  을 갖는 원추형 공작물을 생산사고, 루트 원뿔각을 루트 반경의 진행에 대해 자유 사양을 통해 실행하는 방법
을 갖는 원추형 공작물을 생산사고, 루트 원뿔각을 루트 반경의 진행에 대해 자유 사양을 통해 실행하는 방법
- 대체적 원뿔각  와 하나 이상의 영상인자: 1) 공구의 팁 모양; 2)
와 하나 이상의 영상인자: 1) 공구의 팁 모양; 2)  의 부호; 3) 희망하는 루트 지오메트리에 대한 생성되는 루트 지오메트리의 최적 근사치를 위한 도 25의 함수 범위, 특히 루트의 하중 용량 및/또는 오일 흐름을 결정하기 위한 최적 계산
의 부호; 3) 희망하는 루트 지오메트리에 대한 생성되는 루트 지오메트리의 최적 근사치를 위한 도 25의 함수 범위, 특히 루트의 하중 용량 및/또는 오일 흐름을 결정하기 위한 최적 계산
- 폭에 걸쳐 변화하는 수정, 특히, 적어도 근사적으로 공구의 제1 방향을 적어도 부분적으로 따라, 일정한 및/또는 선형적인 및/또는 쿼드러틱 함수로 패턴을 형성하는 수정을 갖는 공구를 이용하여 일정한 또는 일정하지 않는 대각 비율을 가지고 공정을 대각 생성 방법과 조합하는 방법
- 대각 생성 공정을 갖는 공정과 부가 함수가 적어도  및/또는
및/또는  및
및  에 종속적이고, 프로파일 수정의 특정 변위가 적어도 하나의 플랭크에서 달성되도록 하는 프로파일 수정 변위를 가지는 공구의 조합
에 종속적이고, 프로파일 수정의 특정 변위가 적어도 하나의 플랭크에서 달성되도록 하는 프로파일 수정 변위를 가지는 공구의 조합
o 부가 함수는 공작물의 루트 반경과 팁 반경의 자유 진행이 될 수 있다.
o 공구는 부가적으로 부가 조건 프로파일 수정의 변위 와 공작물의 루트 반경 또는 팁 반경의 진행이 달성될 수 있게 하는 팁 반경과 루트 반경의 진행을 갖는다.
- 개조된 치형 두께를 갖는 공정을 수행하기 위한 공구
- 사용된 모든 축방향 교차 앵글에 대해 충분한 자유 앵글을 갖는 정의된 블레이드를 갖는 공구
- 특히, 기어 생성 기계에 장착을 위한 방법의 수행을 위한 소프트웨어
Claims (20)
- 기어 제조 기계 상의 공구를 통해 공작물의 기어 제조 가공을 수행하기 위한 방법에 관한 것으로,
상기 공작물은 공구가 기어 제조 가공을 위해 미리 결정된 축방향 중심 거리와 축방향 교차 앵글을 가지고 롤링하는 창성 절삭에 의해 가공되고,
기어 가공의 희망하는 치형 트레이스 형상과 치형 두께 중 어느 하나 이상은 상기 창성 절삭에 의해 생성되되,
부가 조건이 미리 결정될 수 있으며,
상기 축방향 중심 거리와 축방향 교차 앵글은 기어 가공의 치형 트레이스 형상과 치형 두께 중 어느 하나 이상과 상기 부가 조건에 따라 결정되며,
상기 부가 조건은 기어 가공의 활성 부분과 비활성 부분 중 어느 하나 이상에서의 기어 형상, 공구 루트 간격, 공구 팁 간격 중 적어도 어느 하나에 대한 스펙인 것을 특징으로 하는,
공작물 가공 방법. - 제1항에 있어서,
상기 기어 제조 가공은 치형의 두 플랭크 상에서 이루어지는 것을 특징으로 하는,
공작물 가공 방법. - 제1항에 있어서,
축방향 교차 앵글은 상기 부가 조건에 따라 선택되고,
상기 축방향 교차 앵글은 공구와 공작물의 헬릭스 앵글에 의해 미리 결정된 축방향 교차 앵글과는 구별되고,
중심 거리는 희망하는 치형 트레이스 형상과 치형 두께 중 어느 하나 이상이 헬릭스 앵글의 변화에도 불구하고 생성되도록 설정되고,
중심 거리, 설정될 축방향 교차 앵글과 공구와 공작물의 헬릭스 앵글에 의해 미리 결정된 축방향 교차 앵글의 편차가 상기 부가 조건과 희망하는 치형 트레이스 형상과 치형 두께 중 어느 하나 이상에 의해 결정되는 것을 특징으로 하는,
공작물 가공 방법. - 제1항 또는 제2항에 있어서,
상기 중심 거리는,
상기 축방향 교차 앵글이 희망하는 치형 트레이스 형상과 치형 두께 중 어느 하나 이상이 생성되도록 중심 거리에 따라 설정된 상태에서
상기 부가 조건을 만족하도록 결정되는 것을 특징으로 하는,
공작물 가공 방법. - 제1항 또는 제2항에 있어서,
상기 중심 거리, 축방향 교차 앵글 및 커플링 생성의 수정은 희망하는 치형 트레이스 형상과 치형 두께 중 어느 하나 이상과 상기 부가 조건에 따라 결정되는,
공작물 가공 방법. - 제1항 또는 제2항에 있어서,
상기 부가 조건은,
치형 뿌리(root) 지오메트리, 헤드 지오메트리 및 공구 상의 수정에 의해 공작물의 활성 치형 플랭크 상에 생성되는 수정 위치에 대한 스펙인 것을 특징을 하는,
공작물 가공 방법. - 제1항 또는 제2항에 있어서,
기어 가공의 비활성 부분의 기어 형상과 관련된 제1 스펙과 기어 가공의 활성 부분의 기어 형상과 관련된 제2 스펙으로서의 둘 또는 그 이상의 부가 조건이 미리 설정되며,
중심 거리와 축방향 교차 앵글 중 적어도 하나는 상기 둘 또는 그 이상의 부가 조건이 최적 근사를 통해 만족될 수 있도록 하는 커브 피팅에 의해 결정되는,
공작물 가공 방법. - 제6항에 있어서,
상기 치형 뿌리는, 가공 스트로크 동안 생성되는 치형 두께와 상기 가공 스트로크 동안 생성되는 뿌리(root) 반경이 각각 독립적으로 사전 결정되어, 적어도 하나의 가공 스트로크 동안 활성 치형 플랭크와 함께 가공되며,
치형 뿌리와 치형 플랭크의 영역에서의 절삭은, 상기 가공 스트로크 동안 생성되는 치형 두께와 상기 가공 스트로크 동안 생성되는 뿌리 반경이 공구와 공작물 사이의 축방향 교차 앵글과 중심 거리의 설정에 의해 생성되도록, 각각 설정되는,
공작물 가공 방법. - 제8항에 있어서,
우측 및 좌측 플랭크에서의 절삭은,
각각 미리 결정될 수 있고,
축방향 교차 앵글, 공구와 공작물 사이의 축간 거리 및 커플링 생성 수정의 희망하는 설정에 의해 생성되는,
공작물 가공 방법. - 제1항 또는 제2항에 있어서,
상기 공작물은,
치형 뿌리가 적어도 하나의 가공 스트로크에서 활성 치형 플랭크와 함께 가공되고,
축방향 교차 앵글과 공구와 공작물 사이의 중심 거리 설정이 뿌리 영영에서의 절삭이 이전 가공 스트로크에서 보다 최종 가공 스트로크에서 적어지도록 하는,
복수의 가공 스트로크를 통해 가공되는,
공작물 가공 방법. - 제1항 또는 제2항에 있어서,
치형의 뿌리는,
하나의 가공 스트로크 동안 생성되는 운동 축의 변화에 기인하는 수정이 없고, 다른 가공 스트로크 동안 생성되는 운동 축의 변화에 기인하여 활성 치형 플랭크만 수정되면서,
적어도 하나의 가공 스트로크에서 상기 활성 치형 플랭크와 함께 가공되고,
상기 공구는,
상기 활성 치형 플랭크의 치형 트레이스 수정을 생성하기 위한 중심 거리, 축방향 교차 앵글 및 커플링 생성의 수정 중 적어도 하나가 다른 가공 스트로크 동안 공작물의 폭 위치에 따라 변화되면서,
상기 치형 뿌리와 계합되지 않은 상태로 유지되는,
공작물 가공 방법. - 제1항 또는 제2항에 있어서,
상기 공구는 연마 웜이고, 좌측 플랭크, 우측 플랭크 및 치형 헤드 중 적어도 하나를 동시에 드레싱하는 드레싱 공구의 조합에 의해 드레싱되며,
공작물 상에서 생성되는 기어의 희망하는 뿌리 반경과, 희망하는 치형 트레이스 형상 및 치형 두께 중 적어도 하나 이상은, 중심 거리와 축방향 교차 앵글의 설정에 의해 생성되고, 상기 설정은 선택적으로 공작물 가공 동안의 공구와 공작물의 커플링 생성 수정을 포함하는,
공작물 가공 방법. - 제1항 또는 제2항에 있어서,
상기 공구는 기어 제조 가공 동안 공작물의 활성 치형 플랭크에 적용되는 수정을 갖게 되며,
상기 공작물의 활성 치형 플랭크 수정 위치는 미리 설정가능하거나, 변화가능하거나, 또는 축방향 교차 앵글 및 공구와 공작물 사이의 중심 거리에 의해 설정되는,
공작물 가공 방법. - 제13항에 있어서,
상기 수정이 다른 희망하는 공작물의 지오메트리에 맞게 설계된 공구가 이용되며,
상기 공작물의 수정 위치는 축방향 교차 앵글과 공구와 공작물 간의 중심 거리를 설정함에 따라 새로 희망하는 공작물의 지오메트리에 맞게 설정되는,
공작물 가공 방법. - 제1항 또는 제2항에 있어서,
축방향 교차 앵글은 적어도 하나의 가공 스트로크 동안에는 공작물의 폭에 대해 일정하게 유지되는,
공작물 가공 방법. - 공구 수용부와 공작물 수용부와, 공구 수용부 내의 공구로 공작물 수용부 내의 공작물의 기어를 가공하기 위해 공구와 공작물의 상대 위치를 설정하기 위한 NC 축을 갖고, 기어 제조 가공을 위한 공구가 공작물 상에 롤링하는 기어 창성 공정을 수행하기 위한 NC 축을 제어하기 위한 제어부를 갖는 기어 제조 기계에 있어서,
상기 제어부는 희망하는 치형 트레이스 형상과 치형 두께 중 어느 하나 이상과 부가 조건이 미리 결정될 수 있는 입력 함수를 가지며,
상기 부가 조건은 기어 가공의 활성 부분과 비활성 부분 중 어느 하나 이상의 기어 형상에 대한 스펙이고,
상기 제어부는 가공된 공작물이 희망하는 치형 트레이스 형상과 치형 두께 중 적어도 하나 이상을 갖고, 상기 부가 조건을 만족시키도록, 창성 가공 동안 공작물과 공구 사이의 중심 거리와 축방향 교차 앵글을 설정하는 가공 함수를 갖는,
기어 제조 기계. - 제16항에 있어서,
가공 스트로크 동안 생성되는 기어 두께와 상기 가공 스트로크 동안 생성되는 뿌리 반경은 입력 함수에 의해 각각 사전 설정될 수 있거나,
우측 플랭크와 좌측 플랭크와 뿌리에서의 절삭이 각각 사전 결정될 수 있는,
기어 제조 기계. - 제16항에 있어서,
상기 기어 제조 기계는 제1항 내지 제3항 중 어느 한 항의 방법을 수행하기 위한 것인,
기어 제조 기계. - 창성 가공을 수행하기 위해 필요한 공구와 공작물의 상대 위치를 계산하기 위한 계산 소프트웨어가 저장된 매체로서,
상기 계산 소프트웨어는 희망하는 치형 트레이스 형상과 치형 두께 중 어느 하나 이상과 부가 조건이 미리 결정될 수 있는 입력 함수를 가지되,
상기 부가 조건은 기어 가공의 활성 부분과 비활성 부분 중 어느 하나 이상의 기어 형상에 대한 스펙이고,
가공된 공작물이 미리 설정된 치형 트레이스 형상과 치형 두께 중 적어도 하나 이상을 갖고, 상기 부가 조건을 만족시키도록, 창성 가공 동안 공작물과 공구 사이의 중심 거리와 축방향 교차 앵글을 설정하는 결정 함수를 갖는,
계산 소프트웨어가 저장된 매체. - 제19항에 있어서,
상기 계산 소프트웨어는 제1항 내지 제3항 중 어느 한 항의 방법을 수행하기 위해 필요한 공구와 공작물 사이의 상대 위치를 계산하기 위한 것인,
계산 소프트웨어가 저장된 매체.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016005257.0 | 2016-04-28 | ||
| DE102016005257.0A DE102016005257A1 (de) | 2016-04-28 | 2016-04-28 | Verfahren zur Verzahnbearbeitung eines Werkstückes |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020170055771A Division KR20170123287A (ko) | 2016-04-28 | 2017-04-28 | 공작물의 가공 방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200056368A true KR20200056368A (ko) | 2020-05-22 |
| KR102176657B1 KR102176657B1 (ko) | 2020-11-09 |
Family
ID=58578863
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020170055771A KR20170123287A (ko) | 2016-04-28 | 2017-04-28 | 공작물의 가공 방법 |
| KR1020200057532A KR102176657B1 (ko) | 2016-04-28 | 2020-05-14 | 공작물의 가공 방법 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020170055771A KR20170123287A (ko) | 2016-04-28 | 2017-04-28 | 공작물의 가공 방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10569349B2 (ko) |
| EP (1) | EP3242175B1 (ko) |
| JP (1) | JP6667475B2 (ko) |
| KR (2) | KR20170123287A (ko) |
| CN (1) | CN107335868B (ko) |
| DE (1) | DE102016005257A1 (ko) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10816336B2 (en) * | 2016-03-01 | 2020-10-27 | Gleason Metrology Systems Corporation | Measurement of worm gears |
| DE102016006673A1 (de) * | 2016-05-31 | 2017-11-30 | KAPP Werkzeugmaschinen GmbH | Verfahren zum Abrichten einer mehrgängigen Schleifschnecke mittels einer Abrichtrolle |
| DE102018109067A1 (de) | 2018-04-17 | 2019-10-17 | Klingelnberg Gmbh | Verfahren zum Wälzschleifen eines Zahnrad-Werkstücks und Schleifmaschine mit einer Steuerung zum Wälzschleifen eines Zahnrad-Werkstücks |
| CN109482984B (zh) * | 2018-11-09 | 2020-08-04 | 重庆理工大学 | 一种成型法摆线齿锥齿轮的磨齿方法 |
| CN109570638B (zh) * | 2018-12-29 | 2020-03-24 | 綦江齿轮传动有限公司 | 中间轴螺旋齿对齿的滚齿加工方法 |
| JP2020120445A (ja) * | 2019-01-21 | 2020-08-06 | トヨタ自動車株式会社 | 車両 |
| CN110125489B (zh) * | 2019-05-27 | 2020-11-27 | 中南大学 | 一种铣齿加工参数及路径补偿方法 |
| DE102019209201A1 (de) | 2019-06-26 | 2020-03-12 | Zf Friedrichshafen Ag | Verfahren zur Fertigung eines Verzahnungsbauteils und Verzahnungsschleifmaschine |
| CN112191949A (zh) * | 2019-07-08 | 2021-01-08 | 株式会社捷太格特 | 齿轮加工辅助装置以及齿轮加工装置 |
| DE102019119441B3 (de) * | 2019-07-17 | 2020-12-17 | KAPP NILES GmbH & Co. KG | Verfahren zum Schleifen eines Zahnrads mittels einer Schleifschnecke |
| CN111250941A (zh) * | 2020-02-19 | 2020-06-09 | 惠州市金思维科技有限公司 | 防磕碰丝杆的加工工艺 |
| DE102020004472A1 (de) * | 2020-07-23 | 2022-01-27 | Gleason-Pfauter Maschinenfabrik Gmbh | Verfahren zur Bearbeitung und Erzeugung einer Verzahnung an einem Werkstück |
| CN112123036B (zh) * | 2020-09-21 | 2021-07-30 | 江阴塞特精密工具有限公司 | 一种小模数滚插刀的高精度磨削工艺 |
| CN113333870B (zh) * | 2021-06-28 | 2021-11-26 | 二重(德阳)重型装备有限公司 | 热连轧减速机齿轮磨齿修形方法 |
| CN113953603B (zh) * | 2021-09-10 | 2022-11-04 | 重庆大学 | 变齿厚齿轮包络环面蜗杆双面协同磨齿砂轮机构 |
| AT525262B1 (de) * | 2021-12-13 | 2023-02-15 | Miba Sinter Austria Gmbh | Verfahren zum Pressen eines Grünlings |
| CH719945B1 (de) * | 2022-12-19 | 2024-02-15 | Reishauer Ag | Abrichtwerkzeug zum Abrichten einer Schleifschnecke für die Wälzbearbeitung vorverzahnter Werkstücke |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20100036346A (ko) * | 2007-08-17 | 2010-04-07 | 미츠비시 쥬고교 가부시키가이샤 | 배럴 웜형 공구의 드레싱 방법, 드레싱 장치 및 내접 기어 연삭기 |
| KR20150135139A (ko) * | 2014-05-23 | 2015-12-02 | 리브에르-베르잔테크니크 게엠베하 | 기어들에서 인벌류트들의 위치 결정을 위한 방법 |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2351842A (en) * | 1940-04-19 | 1944-06-20 | Michigan Tool Co | Gear grinding machine |
| US2404573A (en) * | 1943-01-25 | 1946-07-23 | Maag Zahnraeder & Maschinen Ag | Gear grinding machine |
| US2395544A (en) * | 1943-10-20 | 1946-02-26 | Gleason Works | Gear grinding machine |
| US2486020A (en) * | 1948-01-13 | 1949-10-25 | Maag Zahnraeder & Maschinen Ag | Gear grinding machine |
| GB1321996A (en) * | 1969-06-16 | 1973-07-04 | Renault | Method and a machine for cutting gear teeth |
| US3928944A (en) * | 1974-03-08 | 1975-12-30 | Vasily Nikolaevich Kedrinsky | Straight bevel gear grinding machine |
| DE3704607A1 (de) | 1987-02-13 | 1988-08-25 | Liebherr Verzahntech Gmbh | Verfahren zur bearbeitung von zahnraedern |
| DE3816270A1 (de) | 1988-05-12 | 1989-11-23 | Pfauter Hermann Gmbh Co | Verfahren zum diskontinuierlichen profilschleifen bzw. profilfraesen von zahnraedern |
| DE4329358C1 (de) | 1993-09-01 | 1994-10-27 | Hurth Maschinen Werkzeuge | Verfahren zum Feinbearbeiten von Zahnrädern mit einem innenverzahnten Werkzeug sowie Verfahren zum Abrichten dieses Werkzeugs und dafür geeignetes Abrichtrad |
| JP3023400B2 (ja) * | 1994-05-13 | 2000-03-21 | トーヨーエイテック株式会社 | ギアホーニング加工方法及び装置 |
| JP3366772B2 (ja) * | 1995-03-17 | 2003-01-14 | 株式会社不二越 | ハードギヤホーニングのドレス補正方法 |
| DE10131060A1 (de) * | 2001-06-27 | 2003-01-09 | Zahnradfabrik Friedrichshafen | Vorrichtung zum Herstellen und Bearbeiten der Gerad- bzw. Schrägverzahnung von Werkstücken |
| DE10208531B4 (de) * | 2002-02-27 | 2009-06-04 | Reishauer Ag | Verfahren zur Modifikation von Flankenlinien und/oder zur Korrektur von Flankenlinienabweichungen eines Zahnrads |
| DE10343854B4 (de) * | 2003-09-23 | 2005-12-29 | Klingelnberg Gmbh | Wälz-Verfahren für Spiralkegelräder |
| US7938049B2 (en) * | 2006-02-23 | 2011-05-10 | Belvac Production Machinery, Inc. | Trimmer with quick adjustment feature |
| US8087331B2 (en) * | 2009-02-06 | 2012-01-03 | GM Global Technology Operations LLC | Method of machining a carrier assembly |
| RU2542040C2 (ru) * | 2009-08-03 | 2015-02-20 | Те Глисон Воркс | Способ и инструмент для изготовления плоских зубчатых колес |
| JP5511263B2 (ja) * | 2009-08-24 | 2014-06-04 | 三菱重工業株式会社 | 内歯車加工方法及び内歯車加工機 |
| DE102010023728A1 (de) * | 2010-06-14 | 2011-12-15 | Liebherr-Verzahntechnik Gmbh | Verfahren zum Herstellen einer Mehrzahl von identischen Zahnrädern mittles abspanender Bearbeitung |
| DE102010023830B4 (de) | 2010-06-15 | 2015-10-29 | Gleason-Pfauter Maschinenfabrik Gmbh | Verfahren und Werkzeugmaschine zum Bearbeiten einer Verzahnung, Computerprogrammprodukt und Verzahnung |
| CN103945953B (zh) * | 2011-06-24 | 2017-01-18 | Sms集团有限责任公司 | 用于在偏转角下运行的齿部和制造方法 |
| DE102012015846A1 (de) * | 2012-04-17 | 2013-10-17 | Liebherr-Verzahntechnik Gmbh | Verfahren und Vorrichtung zum Hartfeinbearbeiten von modifizierten Verzahnungen |
| DE102012108717A1 (de) * | 2012-09-17 | 2014-03-20 | Präwema Antriebstechnik GmbH | Verfahren zum Modifizieren der Flanken eines Zahns eines Zahnrads mit Hilfe eines Werkzeugs |
| RU2645808C2 (ru) * | 2013-02-19 | 2018-02-28 | Те Глисон Воркс | Способ обкатки со скольжением для изготовления конических шестерней |
| DE102015000907A1 (de) | 2015-01-23 | 2016-07-28 | Liebherr-Verzahntechnik Gmbh | Verfahren zur Verzahnbearbeitung eines Werkstückes durch ein Diagonalwälzverfahren |
| DE102015008956A1 (de) | 2015-07-10 | 2017-01-12 | Liebherr-Verzahntechnik Gmbh | Verfahren zur Herstellung eines verzahnten Werkstückes mit modifizierter Oberflächengeometrie |
| DE102015111663A1 (de) | 2015-07-17 | 2017-01-19 | Präwema Antriebstechnik GmbH | Verfahren zum Honen von Zahnrädern |
-
2016
- 2016-04-28 DE DE102016005257.0A patent/DE102016005257A1/de active Pending
-
2017
- 2017-04-18 EP EP17166807.2A patent/EP3242175B1/de active Active
- 2017-04-24 JP JP2017085375A patent/JP6667475B2/ja active Active
- 2017-04-27 US US15/499,629 patent/US10569349B2/en active Active
- 2017-04-28 KR KR1020170055771A patent/KR20170123287A/ko active IP Right Grant
- 2017-04-28 CN CN201710295478.5A patent/CN107335868B/zh active Active
-
2020
- 2020-05-14 KR KR1020200057532A patent/KR102176657B1/ko active IP Right Grant
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20100036346A (ko) * | 2007-08-17 | 2010-04-07 | 미츠비시 쥬고교 가부시키가이샤 | 배럴 웜형 공구의 드레싱 방법, 드레싱 장치 및 내접 기어 연삭기 |
| KR20150135139A (ko) * | 2014-05-23 | 2015-12-02 | 리브에르-베르잔테크니크 게엠베하 | 기어들에서 인벌류트들의 위치 결정을 위한 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107335868B (zh) | 2020-02-14 |
| KR20170123287A (ko) | 2017-11-07 |
| JP6667475B2 (ja) | 2020-03-18 |
| EP3242175B1 (de) | 2022-01-26 |
| KR102176657B1 (ko) | 2020-11-09 |
| JP2017222022A (ja) | 2017-12-21 |
| EP3242175A2 (de) | 2017-11-08 |
| DE102016005257A1 (de) | 2017-11-02 |
| CN107335868A (zh) | 2017-11-10 |
| EP3242175A3 (de) | 2017-12-06 |
| US10569349B2 (en) | 2020-02-25 |
| US20180161896A1 (en) | 2018-06-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200056368A (ko) | 공작물의 가공 방법 | |
| JP5651345B2 (ja) | 少なくとも5本の軸を含む工作機械で工具を制御するための制御データを発生するための方法および装置 | |
| CN101808771B (zh) | 桶状蜗杆形刀具 | |
| KR102577122B1 (ko) | 정정된 기어 치 기하구조 및/또는 수정된 면 구조를 가지는 워크피스의 제조를 위한 방법 | |
| KR20120040251A (ko) | 페이스 기어를 제작하기 위한 방법 및 공구 | |
| CN104028849A (zh) | 用于齿轮切割机上硬精加工噪声优化齿轮的加工方法 | |
| CN108243609A (zh) | 旋刮加工用刀具 | |
| JPH09510404A (ja) | ねじ切りされたといし車、目直しする方法および加工物のといし車による研削 | |
| US8366513B2 (en) | Apparatus and method for the prototype and small-batch production of gear wheels | |
| CN107908857B (zh) | 齿向修形斜齿轮成形磨削时齿面原理性误差建模方法 | |
| KR102593364B1 (ko) | 대각 창성 방법에 의한 워크피스의 기어 제조 기계 가공을 위한 방법 및 장치 | |
| CN104907897A (zh) | 使用锥形蜗杆砂轮对角展成精加工插齿刀方法 | |
| KR102599064B1 (ko) | 기어 공작물의 위상 생산 연삭용 제어기를 구비한 연삭기 및 기어 공작물의 위상 생산 연삭 방법 | |
| JP2016135538A (ja) | 斜め創成法による、ワークピースの機械加工方法、ギヤ製造機、コンピュータシステム及び動力伝達装置 | |
| CN107020422B (zh) | 生产具有修形的齿轮几何结构的工件的方法 | |
| CN107000090A (zh) | 用于机加工啮合齿的方法、工具布置和切齿机 | |
| JP2017061028A (ja) | 工具のドレッシング方法 | |
| JP2017200721A (ja) | 歯車の歯部又は歯車状輪郭の工作物の歯部を硬質精密機械加工するための方法 | |
| CN108591421B (zh) | 一种范成的渐开线销齿轮齿廓的刀具基准齿形 | |
| KR20230135028A (ko) | 대각 창성 방법에 의한 워크피스의 기어 제조 기계 가공을 위한 방법 및 장치 | |
| US8903537B2 (en) | Methods and apparatus for generating control data for forming a tooth of a spur gear toothing by milling a workpiece at a machine tool | |
| JP2019512684A (ja) | ウォームギアの測定 | |
| CN103817491B (zh) | 一种大模数直槽端面花键的成形磨削加工方法 | |
| CN109153088B (zh) | 齿轮的齿顶面倒角 | |
| US20220258261A1 (en) | Method for grinding a gear wheel by means of a worm grinding wheel, and a dressing roll for dressing the worm grinding wheel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A107 | Divisional application of patent | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |