KR20200044903A - 변형 한계의 평가 방법, 균열 예측 방법 및 프레스 금형의 설계 방법 - Google Patents
변형 한계의 평가 방법, 균열 예측 방법 및 프레스 금형의 설계 방법 Download PDFInfo
- Publication number
- KR20200044903A KR20200044903A KR1020207008715A KR20207008715A KR20200044903A KR 20200044903 A KR20200044903 A KR 20200044903A KR 1020207008715 A KR1020207008715 A KR 1020207008715A KR 20207008715 A KR20207008715 A KR 20207008715A KR 20200044903 A KR20200044903 A KR 20200044903A
- Authority
- KR
- South Korea
- Prior art keywords
- gradient
- bending
- section
- evaluating
- metal plate
- Prior art date
Links
Images










Classifications
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F30/00—Computer-aided design [CAD]
- G06F30/10—Geometric CAD
- G06F30/17—Mechanical parametric or variational design
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D15/00—Shearing machines or shearing devices cutting by blades which move parallel to themselves
- B23D15/06—Sheet shears
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/20—Making tools by operations not covered by a single other subclass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/01—Bending sheet metal along straight lines, e.g. to form simple curves between rams and anvils or abutments
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N3/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N3/24—Investigating strength properties of solid materials by application of mechanical stress by applying steady shearing forces
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N3/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N3/28—Investigating ductility, e.g. suitability of sheet metal for deep-drawing or spinning
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F30/00—Computer-aided design [CAD]
- G06F30/20—Design optimisation, verification or simulation
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F30/00—Computer-aided design [CAD]
- G06F30/20—Design optimisation, verification or simulation
- G06F30/23—Design optimisation, verification or simulation using finite element methods [FEM] or finite difference methods [FDM]
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2203/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N2203/0014—Type of force applied
- G01N2203/0025—Shearing
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2203/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N2203/0058—Kind of property studied
- G01N2203/006—Crack, flaws, fracture or rupture
- G01N2203/0062—Crack or flaws
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F2113/00—Details relating to the application field
- G06F2113/24—Sheet material
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F2119/00—Details relating to the type or aim of the analysis or the optimisation
- G06F2119/14—Force analysis or force optimisation, e.g. static or dynamic forces
Abstract
프레스 성형에 의한 전단 단면의 균열의 발생을 막기 위해, 금속판의 전단 단면의 균열 한계를 평가·예측하고, 프레스 성형 조건을 결정하는 기술을 제공한다. 전단 가공된 금속판(1)을 프레스 성형으로 변형할 때에 있어서의, 상기 금속판(1)의 전단 단면에서의 변형 한계를 평가하는 변형 한계의 평가 방법으로서, 상기 프레스 성형에 의해 상기 금속판(1)의 전단 단면 근방에 발생하는 응력 분포 중, 평가 위치에 있어서의, 판두께 방향(X)의 응력 구배와 전단 단면으로부터 떨어지는 방향의 응력 구배의 2개의 응력 구배로부터 구한 지표값에 의해, 변형 한계를 평가한다.
Description
본 발명은, 전단 가공한 후의 금속판을 프레스 성형으로 성형하여 가공할 때에 있어서의, 굽힘 변형, 인장 변형, 또는 인장 변형과 굽힘 변형의 복합의 변형이 발생하는 전단 가공면(전단 단면)에 발생하는 균열을 평가·예측하는 기술에 관한 것이다. 또한, 본 발명은, 그 기술에 기초하여 금속판의 균열을 억제 가능한 금형 형상의 설계 방법(결정 방법)에 관한 기술이다.
현재, 자동차에는 경량화에 의한 연비 향상과 충돌 안전성의 향상이 요구되고 있다. 이 때문에, 차체의 경량화와 충돌시의 탑승자 보호를 양립하는 목적으로, 자동차 부품에 대하여, 고강도 강판이 사용되는 경향이 있다. 고강도 강판에 있어서의 프레스 성형시의 성형 불량의 하나로 균열이 있다. 특히 전단 가공 후의 전단 가공면으로 이루어지는 단면(이하, 전단 단면이라고도 부름)의 균열이 중요한 과제의 하나가 되고 있다.
전단 단면의 균열은, 크게 나누면 신장 플랜지 변형에 의한 균열과 굽힘 변형에 의한 균열로 분류된다. 신장 플랜지 균열에는, 예를 들면 특허문헌 1∼3에 기재되어 있는 예측 방법이 있다. 특허문헌 1에는, 판면 내방향의 왜곡 구배를 고려한 예측 수법이나, 판면 내의 응력 구배를 고려한 예측 수법이 제안되어 있다. 특허문헌 2에는, 신장 플랜지 변형에 있어서의 왜곡 구배와 왜곡 집중과 파단 왜곡의 관계를 이용하는 방법이 제안되어 있다. 특허문헌 3에는, 성형 한계 왜곡과 판면 내방향 및 판두께 방향의 왜곡 구배의 관계를 이용한 균열 예측 수법이 제안되어 있다.
한편으로, 전단 단면의 굽힘 균열에 관한 균열의 예측 수법은 개발되어 있지 않고, 이 굽힘 균열을 포함하는 전단 단면에서의 균열의 예측 수법의 개발이 요구되고 있다.
프레스 성형하는 금속판으로서 고강도 강판을 채용함으로써, 프레스 성형시에, 신장 플랜지 변형이나 굽힘 변형에 의한 전단 단면의 균열이 현재화되어 왔다.
본 발명은, 상기와 같은 점을 감안하여 이루어진 것으로, 프레스 성형에 의한 전단 단면의 균열의 발생을 막기 위해, 금속판의 전단 단면의 균열 한계를 평가·예측하고, 프레스 성형 조건을 결정하는 기술을 제공하는 것을 목적으로 한다.
그리고, 과제를 해결하기 위해, 본 발명의 일 태양은, 전단 가공된 금속판을 프레스 성형으로 변형할 때에 있어서의, 상기 금속판의 전단 가공면에서의 변형 한계를 평가하는 변형 한계의 평가 방법으로서, 상기 프레스 성형에 의해 상기 금속판의 전단 가공면 근방에 발생하는 응력 분포 중, 평가 위치에 있어서의, 판두께 방향의 표면 응력 분포의 구배와 전단 가공면으로부터 떨어지는 방향의 표면 응력 분포의 구배의 2개의 표면 응력 분포의 구배로부터 구한 지표값에 의해, 변형 한계를 평가하는 것을 특징으로 한다.
본 발명의 일 태양에 의하면, 대상이 되는 금속판을 프레스 성형하기 위해 필요해지는 금속판의 전단 단면의 변형 한계를 정밀도 좋게 평가·예측하는 것이 가능해진다.
이 결과, 본 발명의 일 태양에 의하면, 자동차의 패널 부품, 구조·골격 부품 등의 각종 부품을 프레스 성형할 때에 이용하는 금속판의 선정이 적절한지 아닌지를 정밀도 좋게 예측할 수 있게 되어, 프레스 성형을 안정되게 행할 수 있는 것과 함께, 프레스 성형품의 불량률의 저감에도 크게 기여할 수 있다. 또한, 본 발명의 일 태양에 의하면, 프레스 금형의 형상을 설계 단계에서 정밀도 좋게 예측할 수 있게 되어, 프레스 금형의 제조 기간의 단축에 공헌할 수 있다.
도 1은 굽힘 가공을 포함하는 프레스 성형으로 성형한 성형품의 일 예를 나타내는 도면이다.
도 2는 굽힘 가공시에 형(型)으로부터의 들뜸이 발생한 상태의 일 예를 나타내는 도면이다.
도 3은 변형 한계선 및 전단 단면에서의 균열이 발생하지 않는 영역의 예를 나타내는 도면이다.
도 4는 V 굽힘 시험의 시험편 형상을 나타내는 도면이다.
도 5는 절결 인장 시험의 시험편 형상을 나타내는 도면이다.
도 6은 V 굽힘 시험에서의 균열 길이와 굽힘 반경의 관계를 나타내는 도면이다.
도 7은 절결 인장 시험에서의 균열 길이와 스트로크량의 관계를 나타내는 도면이다.
도 8은 V 굽힘 시험의 FEM 해석으로 취득한 균열 발생부의 최대 주왜곡과 굽힘 반경의 관계를 나타내는 도면이다.
도 9는 절결 인장 시험의 FEM 해석으로 취득한 균열 발생부의 최대 주왜곡과 굽힘 반경의 관계를 나타내는 도면이다.
도 10은 V 굽힘 시험과 절결 인장 시험으로부터 구한 균열 발생부의 변형 한계 왜곡과 조합 응력 구배(본 발명에 기초하는 지표값)의 관계를 나타내는 도면이다.
도 11은 각 성형 시험에 있어서의 균열 발생부의 변형 한계 왜곡과 조합 응력 구배(본 발명에 기초하는 지표값)의 관계를 나타내는 도면이다.
도 12는 각 성형 시험에 있어서의 균열 발생부의 변형 한계 왜곡과 면내 방향의 왜곡 구배의 관계를 나타내는 도면이다.
도 13은 각 성형 시험에 있어서의 균열 발생부의 변형 한계 왜곡과 면내 방향의 응력 구배의 관계를 나타내는 도면이다.
도 2는 굽힘 가공시에 형(型)으로부터의 들뜸이 발생한 상태의 일 예를 나타내는 도면이다.
도 3은 변형 한계선 및 전단 단면에서의 균열이 발생하지 않는 영역의 예를 나타내는 도면이다.
도 4는 V 굽힘 시험의 시험편 형상을 나타내는 도면이다.
도 5는 절결 인장 시험의 시험편 형상을 나타내는 도면이다.
도 6은 V 굽힘 시험에서의 균열 길이와 굽힘 반경의 관계를 나타내는 도면이다.
도 7은 절결 인장 시험에서의 균열 길이와 스트로크량의 관계를 나타내는 도면이다.
도 8은 V 굽힘 시험의 FEM 해석으로 취득한 균열 발생부의 최대 주왜곡과 굽힘 반경의 관계를 나타내는 도면이다.
도 9는 절결 인장 시험의 FEM 해석으로 취득한 균열 발생부의 최대 주왜곡과 굽힘 반경의 관계를 나타내는 도면이다.
도 10은 V 굽힘 시험과 절결 인장 시험으로부터 구한 균열 발생부의 변형 한계 왜곡과 조합 응력 구배(본 발명에 기초하는 지표값)의 관계를 나타내는 도면이다.
도 11은 각 성형 시험에 있어서의 균열 발생부의 변형 한계 왜곡과 조합 응력 구배(본 발명에 기초하는 지표값)의 관계를 나타내는 도면이다.
도 12는 각 성형 시험에 있어서의 균열 발생부의 변형 한계 왜곡과 면내 방향의 왜곡 구배의 관계를 나타내는 도면이다.
도 13은 각 성형 시험에 있어서의 균열 발생부의 변형 한계 왜곡과 면내 방향의 응력 구배의 관계를 나타내는 도면이다.
(발명을 실시하기 위한 형태)
다음으로, 본 발명의 실시 형태에 대해서 도면을 참조하면서 설명한다.
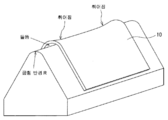
이하에 나타내는 본 실시 형태의 방법은, 프레스 성형으로 굽힘 변형이 발생하지 않는 위치에도 적용 가능하다. 금속판(1)을 굽힘 가공을 포함하는 프레스 성형으로 성형한 성형품(10)의 예를, 도 1에 나타낸다. 도 1은, 금속판(1)을 안장 형상으로 프레스 성형한 경우의 예이다. 이 도 1에 있어서, 부호 1B는, 금속판(1)을 굽힐 때의 굽힘선 위치가 되는 굽힘 능선을 나타낸다. 부호 10A는 단면(전단 단면)을 나타낸다. 또한 부호 Z가, 굽힘 외측 표면과 전단 단면의 경계 근방 중의, 균열이 발생하기 쉬운 개소의 예이다.
도 1과 같이, 상기의 굽힘 능선은, 굽힘 가공(굽힘 변형)으로 전단 단면(전단 가공면)으로부터 떨어지는 방향을 향하는 굽힘 능선이다. 이하, 이 굽힘 능선을 제1 굽힘 능선이라고도 기재한다.
또한, 도 1에 있어서의, 평판 형상의 부분에 기재되어 있는 부호 Z는, 굽힘부 이외의 전단 단면에 평가 위치를 설정한 경우의 예를 병기한 것이다.
굽힘 가공을 포함하는 프레스 성형에 대해서, 발명자들이 여러 가지의 검토를 한 결과, 금속판(1)을 프레스 성형했을 때에, 도 2에 나타내는 바와 같이, 금속판(1)의 단면은 굽힘 가공시에 휘어짐이 발생하여, 금속판(1)의 단면측이 금형의 굽힘부로부터 들뜬다. 이 때문에, 금속판(1)의 중앙부측(도 1의 부호 1Ba 참조)에서는 금형의 굽힘 반경(R)에 가까운 굽힘 반경에서 굽힘 변형을 받지만, 금속판(1)의 단면측(도 1의 1Bb 참조)에서는, 금형의 굽힘 반경(R)과는 상이한 굽힘 반경에서 굽힘 변형을 받는다.
이 때, 굽힘 변형과 인장 변형의 복합 변형의 경우, 인장 변형을 강하게 해가면, 금형에 대한 금속판(1) 단면의 들뜸은 감소하는 경향이 있다. 그러나, 금속판(1)의 강도가 590㎫ 이상 또는 판두께가 1.0㎜ 이상이 되면, 금속판(1)의 단면(10A)에서의 들뜸이 없어지기 전에 균열이 발생해 버리는 것을 알았다. 따라서, 종래와 같이, 금형의 굽힘 반경(R)을 이용한 균열의 예측 수법에서는, 단면(10A)으로부터의 균열을 정밀도 좋게 예측할 수 없는 것을 알았다.
또한, 굽힘 변형시에는 금속판(1)의 판두께 방향(X)으로 매우 큰 응력 구배가 발생하기 때문에, 금속판(1)의 단면(10A)을 따른 방향의 응력 구배나 단면(10A)과 직교하는 면내 방향의 응력 구배는 상대적으로 영향이 작아진다. 그 때문에, 그들을 이용한 종래의 예측 수법에서는, 굽힘 변형이 포함되는 프레스 성형의 경우, 단면(10A)의 균열을 예측하는 것이 곤란하다는 것을 알았다.
또한, 발명자들은, 평가하는 프레스 변형 위치를 확장하여, 전술의 굽힘 가공을 포함하는 프레스 성형에서의 굽힘 변형 위치(굽힘 변형, 인장 변형과 굽힘 변형의 복합 변형)와, 굽힘 변형이 없고 인장 변형을 받는 변형 위치에 있어서의, 전단 단면(10A)의 균열의 발생에 관하여 여러 가지의 검토를 거듭했다. 그 결과, 금속판(1)의 전단 단면(10A)에 균열이 발생하는 성형 조건에 있어서의 전단 단면(10A)의 최대 주왜곡을 한계 왜곡 εlimit, 균열 발생부 근방의 응력 구배를 Δσ로 정한 경우, 발명자들은, 한계 왜곡 εlimit와 균열 발생부 근방의 응력 구배 Δσ의 상관이 강한 것을 발견했다. 추가로, 발명자들은, 프레스 성형시의 전단 단면(10A)의 왜곡과, 응력 구배에 의해 정해지는 한계 왜곡 εlimit를 비교함으로써, 전단 단면(10A)의 균열의 발생을 예측할 수 있다는 인식을 얻었다.
발명자들은, 상기와 같은 인식에 기초하여, 균열 발생부의 근방(Z)의 판두께 방향(X)의 표면 응력 분포의 구배와, 전단 단면(10A)으로부터 떨어지는 방향(Y)(굽힘 변형의 근방에서는, 굽힘 능선 방향으로 평행한 방향)의 표면 응력 분포의 구배의 2개의 표면 응력 분포의 구배로부터 구한 지표값으로부터, 금속판(1)의 전단 단면(10A)에서의 변형 한계를 평가하는 평가 방법, 여기에 기초한 단면 균열의 예측 방법을 고안했다.
즉, 본 실시 형태의 방법에서는, 프레스 성형에 의해 금속판(1)의 전단 단면(10A) 근방에 발생하는 응력 분포 중, 평가 위치에 있어서의, 판두께 방향(X)의 표면 응력 분포의 구배와 전단 단면(10A)으로부터 떨어지는 방향의 표면 응력 분포의 구배의 2개의 표면 응력 분포의 구배로부터 구한 지표값에 의해, 변형 한계를 평가한다. 예를 들면, 평가 위치에서의 지표값과 성형 한계 왜곡의 관계로부터, 전단 단면(10A)에서의 변형 한계를 평가하거나, 균열을 예측하거나 한다.
이 때, 대상으로 하는 프레스 성형이 굽힘 변형을 포함하는 경우에는, 전단 단면(10A)으로부터 떨어지는 방향의 표면 응력 분포의 구배를, 금속판(1)의 굽힘 외측 표면에 있어서의 굽힘 능선 방향과 평행한 방향의 표면 응력 분포의 구배로 하면 좋다.
여기에서, 본 실시 형태의 방법은, 프레스 가공에 있어서의, 금속판(1)의 전단 단면(10A)에서의 단순 굽힘 변형, 인장 변형과 굽힘 변형이 복합한 변형 및, 인장 변형의 어느 것이라도, 전단 단면(10A)(전단에 의해 형성된 단면(10A))에서의 변형 한계의 평가나 균열의 예측을, 하나의 지표값으로 통일적으로 또한 정밀도 좋게 평가 가능하게 하기 위한 기술을 제공하는 것이다. 본 실시 형태의 방법은, 굽힘 변형을 갖지 않는 프레스 가공 위치의 전단 단면(10A)도 대상으로 하는 것이다.
(지표값에 대해서)
본 실시 형태에서 사용하는 금속판(1)의 전단 단면(10A)에서의 변형 한계를 평가하는 평가, 그에 기초한 단면 균열의 예측에 이용하는 지표값에 대해서 설명한다.
본 실시 형태의 지표값은, 균열 발생부의 근방(Z)의 판두께 방향(X)의 표면 응력 분포의 구배와, 전단 단면(10A)으로부터 떨어지는 방향의 표면 응력 분포의 구배의, 2개의 표면 응력 분포의 구배를 변수로 한 값이다.
또한, 표면 응력 분포의 구배를 간단히 응력 구배라고도 호칭하고, 전단 단면(10A)으로부터 떨어지는 방향(Y)의 응력 구배를 면내 방향의 응력 구배라고도 호칭한다.
전단 단면(10A)으로부터 떨어지는 방향은, 예를 들면, 전단 단면(10A)의 법선 방향이나 단면의 가장자리선에 직교하는 방향으로 한다(도 1 참조). 전단 단면(10A)으로부터 떨어지는 방향은, 가장 가까운 굽힘 능선 방향으로 평행한 방향이라도 좋다.
굽힘 변형이 가해지는 변형 위치에 있어서의, 전단 단면(10A)으로부터 떨어지는 방향으로의 응력 구배는, 굽힘 가공을 받는 금속판(1)의 굽힘 외측 표면과 전단 단면(10A)의 경계 근방에 발생하는 응력 분포로서, 가장 가까운 굽힘 능선 방향으로 평행한 방향의 응력 구배이다. 굽힘 외측 표면이란, 굽힘 가공에 의해 볼록하게 변형하는 측의 표면이다.
지표값은, 판두께 방향(X)의 응력 구배 Δσthickness와 면내 방향의 응력 구배 Δσin-plane의 2개를 변수로 한, 하기 (1)식의 함수로 나타난다.
본 실시 형태에서는, 조합 응력 Δσcombine이 지표값이 된다.
Δσcombine=F(Δσthickness, Δσin-plane) …(1)
지표값은, 예를 들면, 하기 (2)식과 같은, 상기 2개의 응력 구배의 평균값으로 한다.
Δσcombine=(Δσthickness+Δσin-plane)/2 …(2)
단면(10A)으로부터 발생하는 균열은, 균열 발생부의 근방(Z)의 판두께 방향(X)과 면내 방향의 2개의 응력 구배와 상관이 있다고 인식을 얻고 있지만, (3)식과 같이, 그들 2방향의 구배의 제곱 평균으로 이루어지는 지표값 Δσcombine은, 추가로 단면(10A)에서의 균열과 상관이 높다. 이 때문에, (3)식에서 산출한 평가값을 이용함으로써, 전단 단면(10A)에서의 변형 한계의 평가나 단면 균열의 예측을, 높은 정밀도로 행하는 것이 가능해진다.
Δσcombine=√((Δσthickness)2+(Δσin-plane)2) …(3)
또한 간편한 방법으로서, (4)식과 같이, 판두께 방향(X)과 면내 방향(Y)의 2개의 응력 구배의 합을 지표값으로 해도 좋다.
Δσcombine=Δσthickness+Δσin-plane …(4)
여기에서, 전술의 (2)식은, 2개의 응력 구배로부터 지표값을 구할 때에, 2개의 응력 구배를 단순 평균으로 평균화한 경우의 예이다. 굽힘 가공에서는 판두께 방향(X)의 응력 구배의 쪽이 균열의 평가에의 기여도가 높다는 관점에서, 굽힘 변형에 따라, (5)식과 같이, 각 응력 구배에 가중도를 부여하여 지표값을 구해도 좋다.
Δσcombine=(a×Δσthickness+b×Δσin-plane) …(5)
여기에서, a, b는 가중 계수이고, 굽힘 가공의 경우에는, a>b의 관계로 설정한다. 예를 들면, a=1.3, b=0.7과 같이 설정한다. 단순 인장 변형의 경우에는, 예를 들면, a<b의 관계로 설정한다. 예를 들면, a=0.7, b=1.3과 같이 설정한다.
마찬가지로, (3)식이나 (4)식에 있어서도, 2개의 응력 구배에 대하여, 전술과 같은 가중도를 행하도록 해도 좋다.
(균열 발생부 근방의 응력 구배의 산출 방법에 대해서)
각 응력 구배는, 예를 들면 다음과 같이 하여 산출한다.
예를 들면, 균열 발생부의 응력 구배는, 균열 판정에 있어서의 성형 조건의 FEM 해석 결과에서 구한다. 균열 발생부의 응력 구배는, 변형 한계 왜곡을 취득한 유한 요소로부터, 시험편의 유한 요소 모델의 판두께 방향(X) 및 전단 단면(10A)의 법선 방향이 되는 면내 방향의 2방향의 응력 구배를 취득한다. 응력 구배를 취득하는 범위는, 균열 판정 기준이 되는 균열 길이로 한다. 또한, 구배의 산출 범위는 10㎜ 이하가 바람직하고, 5㎜ 이하가 보다 바람직하다.
여기에서, 프레스 성형이, 굽힘 변형을 포함하고, 그 굽힘 변형으로 전단 단면(10A)으로부터 떨어지는 방향을 향하는 굽힘 능선(제1 굽힘 능선)이 형성되는 프레스 성형인 경우, 예를 들면, 전단 가공면으로부터 떨어지는 방향의 표면 응력 분포의 구배는, 금속판의 굽힘 외측 표면에 있어서의 제1 굽힘 능선의 방향과 평행한 방향의 표면 응력 분포의 구배로 해도 좋다. 이 경우, 제1 굽힘 능선과 평행한 방향의 표면 응력 분포의 구배를 평가하는 범위 내에, 제1 굽힘 능선과는 상이한 다른 굽힘 능선이 1개 이상 존재하는 경우, 제1 굽힘 능선과 평행한 방향과 다른 굽힘 능선의 교점 중, 전단 가공면에 가장 가까운 교점 미만까지의 거리에 있어서 상기 표면 응력 분포의 구배를 산출하는 것이 바람직하다. 그 이유는, 2개의 굽힘 능선의 교점은 장출하여 변형에 의해 변형함으로써 높은 응력을 나타내고, 전단 단면에 대하여, 이 교점 저쪽의 부분이 전단 단면의 변형 한계에 부여하는 영향은 매우 작기 때문이다. 또한, 제1 굽힘 능선과 평행한 방향(제1 굽힘 능선 방향을 제외함)과 다른 굽힘 능선의 교점은, 당해 교점 미만의 위치에 비하여 국소적으로 높은 응력이 되기 때문에, 제1 굽힘 능선과 평행한 방향(제1 굽힘 능선 방향을 제외함)이라도, 교점 미만까지의 거리의 범위에 있어서 표면 응력 분포의 구배를 산출하는 것이 바람직하다.
응력 구배는, FEM 해석 결과에서, 상당 소성 왜곡을 취득하고, 금속판(1)의 상당 응력-상당 소성 왜곡 관계를 이용하여 상당 응력을 산출하고, 이들 평균 구배로 하는 것이 바람직하다. 이에 따라, 변형 한계 왜곡의 취득 위치를 기준으로, 판두께 방향(X)의 응력 구배와 면내 방향의 응력 구배를 산출한다.
이와 같이, 판두께 방향(X)과 전단 단면으로부터 떨어지는 방향의 2개의 표면 왜곡을 성형 시뮬레이션에 의해 산출하고, 산출한 각 표면 왜곡으로부터, 판두께 방향(X)의 응력 구배와 전단 단면으로부터 떨어지는 방향의 응력 구배를 구한다.
여기에서, 응력 구배를 구하기 위한 표면 왜곡은, 실제로 성형 시험을 행하여 취득해도 좋다.
그리고, 판두께 방향(X)과 면내 방향의 응력 구배를 동시에 고려한 조합 응력 구배로 이루어지는 상기의 지표값을 산출한다.
여기에서, 성형 조건의 FEM 해석 결과 등에 기초하여, 평가 위치로서, 단면의 변형 시에 균열이 발생한다고 추정되는 위치를 설정한다.
(변형 한계 왜곡의 산출 방법)
전단 단면(10A)의 변형 한계를 결정하기 위해서는, 전단 단면(10A)을 갖는 시험편을 준비하고, 변형 중에 발생하는 응력 구배가 상이한 2종류 이상의 시험을 실시할 필요가 있다.
시험 방법으로서는, 변형 중의 전단 단면(10A) 근방의 응력 구배가 큰 V 굽힘 시험과, 변형 중의 전단 단면(10A) 근방의 응력 구배가 작은 절결 인장 시험이 바람직하다. 그러나, 동일한 조건으로 제작한 전단 단면(10A)을 갖는 시험편에 응력 구배가 상이한 변형을 부여할 수 있고, 또한 후술의 FEM 해석으로 시험을 재현할 수 있으면, 어떠한 시험 방법이라도 상관없다.
시험 개시 전에, 각 성형 시험에 있어서의 균열 판정 기준을 결정해 둔다. 균열 판정 기준의 결정 방법은, 특별히 한정되지 않고, 어느 판정 기준을 이용해도 상관없다. 결정 방법으로서는, 예를 들면, 균열 판정으로 하는 균열 길이를 규정해 두는 방법이나, 판두께에 대한 균열 길이의 비율로 규정해 두는 방법이나, 판두께 방향(X)으로의 균열 관통으로 균열로 판정하는 방법 등을 예시할 수 있다.
각종 성형 시험을 실시 후, 전단 단면(10A)에 발생한 균열 길이를 측정하여, 균열 길이와 성형 조건의 관계를 취득한다.
다음으로, 동 조건의 FEM 해석을 실시한다. 해석 결과로부터, 전단 단면(10A)의 균열 발생부의 유한 요소로부터 최대 주왜곡을 취득하고, 전단 단면(10A)의 균열 발생부의 최대 주왜곡과 성형 조건의 관계를 취득한다. 전술의 균열 판정에 있어서의 성형 조건에서의 최대 주왜곡을 구하고, 이를 변형 한계 왜곡으로 정의한다. 이와 같이 하여, 변형 한계 왜곡을 산출한다.
(변형 한계 왜곡과 균열 발생부 근방의 응력 구배의 관계)
전술의 방법에 의해, 각 성형 시험의 변형 한계 왜곡과 균열 발생부 근방의 응력 구배의 관계가 구해진다. 그리고, 2종류 이상의 시험 결과로부터, (6)식에 나타내는 선형 근사의 관계식을 구하고, 이를, 도 3에 나타내는 바와 같은, 전단 단면(10A)의 변형 한계선으로 한다.
εlim=A×Δσcombine+B, B≥0 …(6)
여기에서, A, B는 재료 정수이다.
또한, 이 실시 형태는, 세로축에 변형 한계 왜곡을 채용한 예이지만, 지표값과 상관이 있는 변수이면, 다른 변수를 세로축에 설정해도 좋다. 다른 변수로서, 예를 들면 장력 등을 예시할 수 있다. 또한, 변형 한계 왜곡은, 전술과 같은 최대 주왜곡으로 정의된 것에 한정되지 않는다. 예를 들면, 변형 한계 왜곡은, 상당 소성 왜곡으로 정의한 것이라도 좋다.
(프레스 성형시의 전단 단면(10A)의 균열 판정 방법)
프레스 성형의 FEM 해석을 실시하고, 균열을 판정하고 싶은 평가 위치의 전단 단면(10A)의 최대 주왜곡 εedge 및 판두께 방향(X)의 응력 구배 Δσthickness와 면내 방향의 응력 구배 Δσin-plane를 산출한다. 또한, 전술과 같이 지표값 Δσcombine에 있어서의 변형 한계 왜곡 εlim을 계산하고, 균열을 판정하고 싶은 평가 위치의 전단 단면(10A)의 최대 주왜곡 εedge와 변형 한계 왜곡 εlim을 비교함으로써 균열을 판정한다. 구체적으로는, (7)식의 조건을 충족할 때에 균열이 발생한다고 예측(판정)한다.
εedge ≥ εlim …(7)
(전단 가공에 의한 전단 단면(10A)에 대해서)
여기에서, 전단 가공 후에 의한 전단 단면(10A)에 대해서 설명한다.
전단 가공은, 한 쌍의 펀치와 다이를 이용하여 금속판(1)에 전단 변형을 부여하고, 균열을 일으키게 함으로써, 금속판(1)을 2개 이상으로 분리하는 방법이다.
본 실시 형태에서는, 일반적인 전단 가공에 의해 소정 윤곽 형상으로 전단을 행하여, 전단 단면(10A)을 갖는 금속판(1)이 제작된다.
전단 가공된 전단 단면(10A)의 성상은, 펀치와 다이스의 간격인 클리어런스에 의해 변화하지만, 본 실시 형태는 단면의 성상에 한정되지 않는다. 단, 클리어런스는 가공 하중이 낮고, 펀치와 다이의 손상이 적어지는 금속판(1)의 판두께의 5∼20%의 범위로 하면 좋다. 특히, 인장 강도 590㎫ 이상의 강판에 대해서는 8∼15%로 하는 것이 바람직하다. 또한, 클리어런스를 5% 이하로 하여 전단 가공을 함으로써 전단 단면(10A)을 넓게 작성하는 방법도 있지만, 어떠한 방법으로 전단 가공을 하여, 평가할 시험편(금속판(1))을 제작해도 좋다.
(작용 그 외)
본 실시 형태에 의하면, 대상이 되는 금속판(1)을 프레스 성형하기 위해 필요해지는 금속판(1)의 전단 단면(10A)의 변형 한계를 정밀도 좋게 평가·예측하는 것이 가능해진다.
이 결과, 본 실시 형태에 의하면, 자동차의 패널 부품, 구조·골격 부품 등의 각종 부품을 프레스 성형할 때에 이용하는 금속판(1)의 선정이 적절한지 아닌지를 정밀도 좋게 예측할 수 있게 된다. 그리고, 본 실시 형태에 의하면, 프레스 성형을 안정되게 행할 수 있음과 함께, 프레스 성형품의 불량률의 저감에도 크게 기여할 수 있다. 또한, 본 실시 형태에 의하면, 프레스 금형의 형상을 설계 단계에서 정밀도 좋게 예측할 수 있게 되어, 프레스 금형의 제조 기간의 단축에 공헌할 수 있다.
강도가 높은 금속판(1)은 일반적으로 연성이 낮기 때문에, 금속판(1)의 전단 단면(10A)을 변형시킴으로써 균열이 용이하게 일어나기 쉽다. 그 때문에, 본 발명은 강도가 높은 금속판(1)을 이용할수록 유효하다. 구체적으로는, 인장 강도 590㎫ 이상의 금속판(1)을 대상으로 하는 것이 바람직하고, 인장 굽힘 강도 980㎫ 이상의 금속판(1)은 더욱 바람직하다. 또한, 금속판(1)의 종류로서는, 프레스 성형과 같이 대량 생산을 하는 금속판(1)을 대상으로 하면 비용면에서 뛰어나고, 금속판(1)이나 특히 강판을 대상으로 하는 것이 바람직하다.
실시예 1
다음으로, 본 발명에 기초하는 실시예에 대해서 설명한다.
시험편으로서, 표 1에 나타내는 3종류의 공시재 A, B 및 C를 사용했다. 표 1에 각 공시재의 재료 특성을 나타낸다.
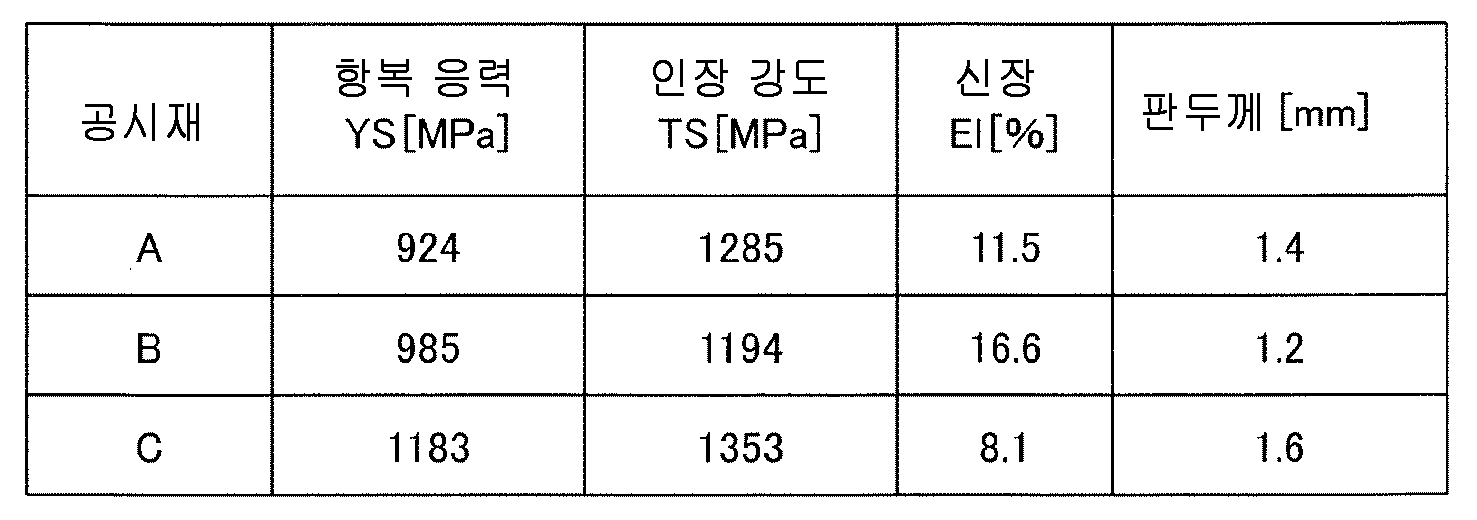
각 공시재에 대하여, 펀칭 구멍을 제작한 후에, 소정의 시험편 형상으로 절단하여 제작했다. 펀칭 클리어런스는 판두께의 5% 이상 20% 이하가 바람직하다. 5% 미만이 되면 2차 전단면이 발생할 우려가 있고, 20%보다 크면 현저한 버(burr)가 발생할 우려가 있다. 그리고, 2차 전단면이나 현저한 버는, 그들이 균열 발생의 기점이 되어, 단면의 성형성을 불안정 또한 저하시키기 때문에 바람직하지 않다. 이는 부품 양산시의 클리어런스로서도 바람직하지 않다. 클리어런스는 보다 좁은 범위의 10% 이상 15% 이하로 하는 쪽이, 성형성이 안정되기 때문에 보다 바람직하다.
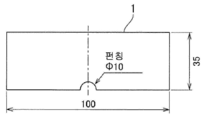
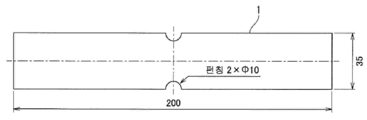
도 4에 V 굽힘 시험용의 시험편 형상을, 도 5에 절결 인장 시험용의 시험편 형상을 나타낸다. 또한, 각 도면에 나타내는 치수의 단위는 ㎜이다.
도 4 및 도 5의 시험편에 대하여 V 굽힘 시험 및 절결 인장 시험을 행함으로써, 도 6 및 도 7과 같은 전단 단면(10A)의 균열 길이와 성형 조건의 관계를 취득했다.
본 실시예에서는, 균열 길이 200㎛ 이상의 시험 결과를 균열로 판정했다. 그러나 전술한 바와 같이 판정 기준은 임의로 결정할 수 있고, 균열 길이에 의한 제약은 없다. 판정 기준의 균열 길이는 판두께의 100%로 해도 좋고, 판두께의 50%로 해도 좋다. 또한, 대상으로 하는 프레스 부품의 불량률을 낮추기 위해서는, 균열 길이가 보다 짧을 때에 균열로 판정하는 쪽이 좋다. 그 경우, 판두께의 50% 이하가 바람직하고, 30% 이하가 보다 바람직하다.
이 균열 판정에서, 각 시험에 있어서의 균열 판정시의 성형 조건을 결정했다.
이어서 시험을 재현한 FEM 해석에 의해, 도 8 및 도 9와 같은 표면 왜곡과 성형 조건의 관계를 취득했다. 이 취득한 결과로부터, V 굽힘 시험 및 절결 인장 시험의 균열 판정 조건에 있어서의 변형 한계 왜곡은 표 2와 같이 되었다.

추가로 균열 판정시의 성형 조건에 있어서의 FEM 해석 결과에서, 균열 발생부 근방의 판두께 방향(X) 및 전단 단면(10A)의 법선 방향이 되는 면내 방향의 응력 구배를 취득하고, 변형 한계 왜곡과 균열 발생부 근방의 지표값으로서의 조합 응력 구배((3)식을 사용)의 관계를 구하면, 도 10이 되었다.
이 도 10의 결과로부터, 다른 성형 조건을 FEM 해석으로 재현하고, 전단 단면(10A)의 왜곡과 응력 구배를 구하면, 전단 단면(10A)의 균열 발생의 유무를 예측할 수 있다.
일 예로서, 원추구멍 확장 시험과 햇 드로잉 시험의 변형 한계 왜곡 및 변형 한계 시의 균열 발생부 근방의 응력 구배의 관계를, 도 10에 겹친 결과를 도 11에 나타낸다.
도 11로부터 알 수 있는 바와 같이, 각 시험의 변형 한계는, 변형 한계 왜곡과 응력 구배의 관계의 근방에 위치하고 있고, 고정밀도로 균열 한계를 예측할 수 있는 것을 나타내고 있다.
(실시예의 유용성의 검증)
<비교예 1>
도 12에, 변형 한계 왜곡과 판면 내방향의 왜곡 구배 Δεin-plane의 관계를 정리한 결과를 나타낸다.
도 12로부터, 특허문헌 1의 판면 내방향의 왜곡 구배 Δεin-plane을 이용한 수법을 그대로 이용하면 예측 정밀도가 나쁜 것을 알 수 있다.
<비교예 2>
도 13에, 변형 한계 왜곡과 판면 내방향의 응력 구배 Δσin-plane의 관계를 정리한 결과를 나타낸다.
도 13으로부터, 특허문헌 1의 판면 내방향의 응력 구배 Δσin-plane을 이용한 수법을 그대로 이용하면 예측 정밀도가 나쁜 것을 알 수 있다.
이 비교예 1, 2에 비하여, 전술과 같이 본 발명에 기초하는 변형 한계의 평가·균열의 예측 방법의 쪽이, 정밀도가 높은 것을 알 수 있다.
본 실시예에서는, 인장 강도가 980㎫급 이상의 강판에 적용한 예를 나타내고 있고, 이와 같은 고강도 강판의 프레스 성형에 적용하는 것이 바람직하지만, 상기의 재료에 한정되는 것은 아니다. 본 발명은, 인장 강도가 590㎫급 이상의 강판이나, 알루미늄판 등의 금속판(1)에 폭넓게 적용할 수도 있다.
이상, 본원이 우선권을 주장하는, 일본특허출원 2017-184706(2017년 9월 26일 출원)의 전체 내용은, 참조에 의해 본 개시된 일부를 이룬다. 여기에서는, 한정된 수의 실시 형태를 참조하면서 설명했지만, 권리 범위는 그들에 한정되는 것이 아니라, 상기의 개시에 기초하는 각 실시 형태의 개선 및 변경은 통상의 기술자에게 있어 자명한 것이다.
1 : 금속판
1B : 굽힘 능선(제1 굽힘 능선)
10 : 성형품
10A : 전단 단면(전단 가공면)
X : 판두께 방향
Y : 전단 단면으로부터 떨어지는 방향(면내 방향)
1B : 굽힘 능선(제1 굽힘 능선)
10 : 성형품
10A : 전단 단면(전단 가공면)
X : 판두께 방향
Y : 전단 단면으로부터 떨어지는 방향(면내 방향)
Claims (10)
- 전단 가공된 금속판을 프레스 성형으로 변형할 때에 있어서의, 상기 금속판의 전단 가공면에서의 변형 한계를 평가하는 변형 한계의 평가 방법으로서,
상기 프레스 성형에 의해 상기 금속판의 전단 가공면 근방에 발생하는 응력 분포 중, 평가 위치에 있어서의, 판두께 방향의 표면 응력 분포의 구배와 전단 가공면으로부터 떨어지는 방향의 표면 응력 분포의 구배의 2개의 표면 응력 분포의 구배로부터 구한 지표값에 의해, 변형 한계를 평가하는 것을 특징으로 하는 변형 한계의 평가 방법. - 제1항에 있어서,
상기 프레스 성형은, 굽힘 변형을 포함하고, 그 굽힘 변형으로 상기 전단 가공면으로부터 떨어지는 방향을 향하는 굽힘 능선이 형성되는 프레스 성형이고,
상기 전단 가공면으로부터 떨어지는 방향의 표면 응력 분포의 구배는, 금속판의 굽힘 외측 표면에 있어서의 굽힘 능선 방향과 평행한 방향의 표면 응력 분포의 구배인 것을 특징으로 하는 변형 한계의 평가 방법. - 제2항에 있어서,
상기 전단 가공면으로부터 떨어지는 방향을 향하는 굽힘 능선을 제1 굽힘 능선으로 기재했을 때,
상기 제1 굽힘 능선과 평행한 방향의 표면 응력 분포의 구배를 평가하는 범위 내에, 상기 제1 굽힘 능선과는 상이한 다른 굽힘 능선이 1개 이상 존재하는 경우, 상기 제1 굽힘 능선과 평행한 방향과 상기 다른 굽힘 능선의 교점 중, 상기 전단 가공면에 가장 가까운 교점 미만까지의 거리에 있어서 상기 표면 응력 분포의 구배를 산출하는 것을 특징으로 하는 변형 한계의 평가 방법. - 제1항 내지 제3항 중 어느 한 항에 있어서,
평가 위치에서의 상기 지표값과 전단 가공면에서의 변형 한계 왜곡의 관계로부터, 전단 가공면에서의 변형 한계를 평가하는 것을 특징으로 하는 변형 한계의 평가 방법. - 제1항 내지 제4항 중 어느 한 항에 있어서,
상기 지표값은, 상기 2개의 표면 응력 분포의 구배의 제곱 평균인 것을 특징으로 하는 변형 한계의 평가 방법. - 제1항 내지 제4항 중 어느 한 항에 있어서,
상기 지표값은, 상기 2개의 표면 응력 분포의 구배의 합인 것을 특징으로 하는 변형 한계의 평가 방법. - 제1항 내지 제6항 중 어느 한 항에 있어서,
판두께 방향과 전단 가공면으로부터 떨어지는 방향의 2개의 표면 왜곡을 성형 시뮬레이션에 의해 산출하고, 산출한 각 표면 왜곡으로부터 상기 2개의 표면 응력 분포의 구배를 구하는 것을 특징으로 하는 변형 한계의 평가 방법. - 제1항 내지 제7항 중 어느 한 항에 있어서,
상기 평가 위치를, 단면의 변형시에 균열이 발생한다고 추정되는 위치로 하는 것을 특징으로 하는 변형 한계의 평가 방법. - 전단 가공된 금속판을 프레스 성형으로 변형한 경우의 균열의 유무를 예측하는 균열 예측 방법으로서,
상기 프레스 성형에 의해 상기 금속판의 전단 가공면 근방에 발생하는 응력 분포 중, 판두께 방향의 표면 응력 분포의 구배와 전단 가공면으로부터 떨어지는 방향의 표면 응력 분포의 구배의 2개의 표면 응력 분포의 구배를 변수로 한 지표값과, 전단 가공면에서의 한계 왜곡의 관계를, 미리 구해 두고,
상기 관계와, 평가 위치에서의 상기 2개의 표면 응력 분포의 구배로부터 구한 지표값으로부터, 전단 가공면에서의 균열을 예측하는 것을 특징으로 하는 균열 예측 방법. - 제1항 내지 제8항 중 어느 한 항에 기재한 변형 한계의 평가 방법, 혹은 제9항에 기재한 균열 예측 방법을 이용하여, 금속판 단면에서의 균열 발생을 억제한 프레스 금형의 형상을 설계하는 것을 특징으로 하는 프레스 금형의 설계 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2017-184706 | 2017-09-26 | ||
| JP2017184706 | 2017-09-26 | ||
| PCT/JP2018/029131 WO2019064922A1 (ja) | 2017-09-26 | 2018-08-02 | 変形限界の評価方法、割れ予測方法及びプレス金型の設計方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200044903A true KR20200044903A (ko) | 2020-04-29 |
| KR102345288B1 KR102345288B1 (ko) | 2021-12-29 |
Family
ID=65901357
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207008715A KR102345288B1 (ko) | 2017-09-26 | 2018-08-02 | 변형 한계의 평가 방법, 균열 예측 방법 및 프레스 금형의 설계 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11590591B2 (ko) |
| EP (1) | EP3689491A4 (ko) |
| JP (1) | JP6769561B2 (ko) |
| KR (1) | KR102345288B1 (ko) |
| CN (1) | CN111163875B (ko) |
| MX (1) | MX2020003456A (ko) |
| WO (1) | WO2019064922A1 (ko) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MX2021010261A (es) * | 2019-02-26 | 2021-09-23 | Jfe Steel Corp | Metodo de evaluacion de grieta por flexion, sistema de evaluacion de grieta por flexion y metodo de fabricacion de un componente formado por presion. |
| WO2020184712A1 (ja) * | 2019-03-14 | 2020-09-17 | Jfeスチール株式会社 | 伸びフランジ割れ評価方法、金属板の選定方法、プレス金型の設計方法、部品形状の設計方法、及びプレス部品の製造方法 |
| CN114080280B (zh) * | 2019-07-12 | 2024-01-12 | 日本制铁株式会社 | 坯料的制造方法及装置、冲压成型品的制造方法、形状判定方法及程序、以及坯料 |
| US11416045B2 (en) * | 2020-04-13 | 2022-08-16 | International Business Machines Corporation | Thermal interface material structures for directing heat in a three-dimensional space |
| EP4239313A4 (en) * | 2020-12-03 | 2024-04-17 | Jfe Steel Corp | METHOD AND PROGRAM FOR EVALUATION OF DELAYED FRACTURE PROPERTIES |
| CN113032958B (zh) * | 2021-02-22 | 2022-04-26 | 中国科学院武汉岩土力学研究所 | 一种边坡土石混合体抗剪强度力学参数的计算方法 |
| JPWO2022185883A1 (ko) * | 2021-03-03 | 2022-09-09 | ||
| CN113128001B (zh) * | 2021-05-17 | 2022-04-15 | 同济大学 | 一种成形极限测试方法 |
| CN113552003B (zh) * | 2021-06-17 | 2023-12-12 | 首钢集团有限公司 | 一种高强钢板冲压零件边部成形极限预测方法 |
| CN114378355B (zh) * | 2022-02-25 | 2022-10-14 | 乐捷家居股份有限公司 | 一种办公家具加工用料板冲剪设备及其冲剪方法 |
| US20230311192A1 (en) * | 2022-04-04 | 2023-10-05 | Ford Global Technologies, Llc | Method and system for lubricating and forming a metal component from sheet metal |
| CN115071200A (zh) * | 2022-08-24 | 2022-09-20 | 深圳市信润富联数字科技有限公司 | 冲压工艺和模具设计方法、装置、设备及可读存储介质 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010069533A (ja) | 2008-08-20 | 2010-04-02 | Nippon Steel Corp | 歪勾配を考慮した伸びフランジ割れの推定方法およびプレス成形シミュレーションの伸びフランジ割れ判定システム |
| JP2011140046A (ja) | 2010-01-08 | 2011-07-21 | Nippon Steel Corp | 板状材料の破断ひずみ特定方法 |
| JP2014115269A (ja) | 2012-11-19 | 2014-06-26 | Jfe Steel Corp | 伸びフランジの限界ひずみ特定方法およびプレス成形可否判定方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4371985B2 (ja) * | 2004-11-30 | 2009-11-25 | 株式会社豊田中央研究所 | 応力解析方法、プログラムおよび記録媒体 |
| JP5294082B2 (ja) * | 2009-08-24 | 2013-09-18 | 新日鐵住金株式会社 | 曲げ限界ひずみ測定法、曲げ割れ判定方法、及び曲げ割れ判定プログラム |
| JP5630311B2 (ja) | 2011-02-16 | 2014-11-26 | Jfeスチール株式会社 | プレス成形における割れ予測方法およびプレス部品の製造方法 |
| JP5375941B2 (ja) | 2011-12-21 | 2013-12-25 | Jfeスチール株式会社 | プレス成形用金型設計方法、プレス成形用金型 |
| CN105283874B (zh) | 2013-06-26 | 2019-03-08 | 新日铁住金株式会社 | 金属板的弯曲断裂判定方法 |
| US10372849B2 (en) | 2014-06-11 | 2019-08-06 | Magna International Inc. | Performing and communicating sheet metal simulations employing a combination of factors |
| EP3165298A4 (en) | 2014-07-02 | 2018-03-07 | Nippon Steel & Sumitomo Metal Corporation | Stretch-flange crack prediction method, stretch-flange crack prediction device, computer program, and recording medium |
| CN105574301A (zh) | 2016-02-25 | 2016-05-11 | 成都亨通兆业精密机械有限公司 | 汽车覆盖件拉延模设计方法 |
| JP2017184706A (ja) | 2016-04-05 | 2017-10-12 | 一繁 松永 | 玉網の浮力調整器 |
-
2018
- 2018-08-02 WO PCT/JP2018/029131 patent/WO2019064922A1/ja unknown
- 2018-08-02 CN CN201880061927.2A patent/CN111163875B/zh active Active
- 2018-08-02 JP JP2019544372A patent/JP6769561B2/ja active Active
- 2018-08-02 KR KR1020207008715A patent/KR102345288B1/ko active IP Right Grant
- 2018-08-02 US US16/649,866 patent/US11590591B2/en active Active
- 2018-08-02 MX MX2020003456A patent/MX2020003456A/es unknown
- 2018-08-02 EP EP18861608.0A patent/EP3689491A4/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010069533A (ja) | 2008-08-20 | 2010-04-02 | Nippon Steel Corp | 歪勾配を考慮した伸びフランジ割れの推定方法およびプレス成形シミュレーションの伸びフランジ割れ判定システム |
| JP2011140046A (ja) | 2010-01-08 | 2011-07-21 | Nippon Steel Corp | 板状材料の破断ひずみ特定方法 |
| JP2014115269A (ja) | 2012-11-19 | 2014-06-26 | Jfe Steel Corp | 伸びフランジの限界ひずみ特定方法およびプレス成形可否判定方法 |
| CN104813156A (zh) * | 2012-11-19 | 2015-07-29 | 杰富意钢铁株式会社 | 伸展凸缘的极限应变确定方法和可否冲压成型判定方法 |
| EP2921841A1 (en) * | 2012-11-19 | 2015-09-23 | JFE Steel Corporation | Method for determining stretch flange limit strain and method for assessing press forming feasibility |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111163875B (zh) | 2021-09-07 |
| JPWO2019064922A1 (ja) | 2020-01-16 |
| EP3689491A4 (en) | 2020-11-25 |
| US11590591B2 (en) | 2023-02-28 |
| EP3689491A1 (en) | 2020-08-05 |
| JP6769561B2 (ja) | 2020-10-14 |
| WO2019064922A1 (ja) | 2019-04-04 |
| US20200276658A1 (en) | 2020-09-03 |
| CN111163875A (zh) | 2020-05-15 |
| KR102345288B1 (ko) | 2021-12-29 |
| MX2020003456A (es) | 2020-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6769561B2 (ja) | 変形限界の評価方法、割れ予測方法及びプレス金型の設計方法 | |
| KR102334109B1 (ko) | 금속판의 전단 가공면에서의 변형 한계의 평가 방법, 균열 예측 방법 및 프레스 금형의 설계 방법 | |
| JP4814851B2 (ja) | 薄板プレス成形シミュレーションにおける伸びフランジ割れの推定方法 | |
| CN110740821B (zh) | 金属板在剪切加工面的变形极限的评价方法、裂纹预测方法以及冲压金属模的设计方法 | |
| US11971390B2 (en) | Stretch flange crack evaluation method, metal sheet selection method, press die design method, component shape design method, and pressed component manufacturing method | |
| KR101951587B1 (ko) | 파단 예측 방법, 프로그램, 기록 매체 및 연산 처리 장치 | |
| Kong et al. | Deep drawing and bulging forming limit of dual-phase steel under different mechanical properties | |
| JP6870670B2 (ja) | 変形限界の評価方法、割れの予測方法及びプレス金型の設計方法 | |
| JP6784346B1 (ja) | プレス部品の製造方法 | |
| JP2015036147A (ja) | バーリング加工用パンチおよびバーリング加工方法 | |
| Gu et al. | A practical methodology to evaluate and predict edge cracking for advanced high-strength steel | |
| JP6773255B1 (ja) | 曲げ割れ評価方法、曲げ割れ評価システム、及びプレス成形部品の製造方法 | |
| JP7288212B2 (ja) | ブランク材の製造方法、プレス成形品の製造方法、形状判定方法、形状判定プログラム、ブランク材の製造装置、及びブランク材 | |
| JP2023119936A (ja) | 破断予測方法、装置、及びプログラム | |
| Hiramoto et al. | Progress in press forming computer aided analysis for high strength steel sheet applications | |
| JP2021001754A (ja) | 金属板の成形可否評価方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |