KR20200043440A - 방향성 전기 강판 - Google Patents
방향성 전기 강판 Download PDFInfo
- Publication number
- KR20200043440A KR20200043440A KR1020207008121A KR20207008121A KR20200043440A KR 20200043440 A KR20200043440 A KR 20200043440A KR 1020207008121 A KR1020207008121 A KR 1020207008121A KR 20207008121 A KR20207008121 A KR 20207008121A KR 20200043440 A KR20200043440 A KR 20200043440A
- Authority
- KR
- South Korea
- Prior art keywords
- steel sheet
- grain
- magnetic domain
- oriented electrical
- less
- Prior art date
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the working step(s) being of interest
- C21D8/1222—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1277—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a particular surface treatment
- C21D8/1283—Application of a separating or insulating coating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the working step(s) being of interest
- C21D8/1233—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
- C21D8/1261—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/147—Alloys characterised by their composition
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/16—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Electromagnetism (AREA)
- Manufacturing & Machinery (AREA)
- Dispersion Chemistry (AREA)
- Power Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
- Soft Magnetic Materials (AREA)
- Chemical Treatment Of Metals (AREA)
Abstract
본 발명에 따라, 강판의 표리면에 소정의 포스테라이트를 주성분으로 하는 피막을 갖고, 상기 강판의 표면에, 복수 개의 홈을 갖는 방향성 전기 강판에 대해, 상기 홈은, 평균 깊이가 상기 강판의 두께의 6 % 이상 및 홈 상호간의 거리가 1 ∼ 15 ㎜ 이고, 주파수 50 Hz 및 최대 자속 밀도 1.5 T 로 교류 자화시켰을 때의 비투자율 μr15/50 이 35000 이상이고, 상기 강판의 압연 방향과 직교하는 단면의, 상기 강판과 상기 피막의 계면에 있어서 상기 피막의 연속 부분으로부터 이간되어 고립되는 부분의 존재 빈도를 0.3 개/㎛ 이하로 함으로써, 방향성 전기 강판의 추가적인 저철손화를 실현할 수 있다.
Description
본 발명은, 주로 변압기의 철심으로서 사용되는 방향성 전기 강판, 특히 응력 제거 어닐링을 실시해도 철손의 저감 효과가 저해되지 않는, 내열형의 자구 세분화를 실시한 방향성 전기 강판에 관한 것이다.
방향성 전기 강판의 자구폭을 좁게 하여 철손을 개선하는 수법으로는, 주로 이하의 2 가지의 자구 세분화 방법을 들 수 있다.
즉, 열변형 영역을 선상으로 형성하는 것에 의해 철손이 개선되기는 하지만, 그 후의 어닐링 등의 가열에 의해 철손 개선 영역이 상실되는 (내열성이 없는) 비내열형의 자구 세분화 방법과, 강판 표면에 소정 깊이의 선상의 홈을 형성하는 내열형의 자구 세분화 방법이다.
특히, 후자는, 열처리를 실시해도 자구 세분화 효과가 소실되지 않아, 권철심 등에도 적용 가능하다는 이점을 갖는다. 그러나, 종래의 내열형의 자구 세분화 방법으로 얻어지는 방향성 전기 강판은, 레이저광이나 플라즈마염의 조사에 의한 비내열형의 자구 세분화 방법으로 얻어지는 방향성 전기 강판에 비해, 철손 저감 효과가 충분하지 않다는 문제를 가지고 있었다.
이러한 내열형의 자구 세분화에 의한 전기 강판의 철손 특성을 개선하기 위해서, 종래, 수많은 제안이 이루어지고 있다. 예를 들어, 특허문헌 1 에는, 최종 마무리 어닐링 후의 강판에 적정한 형상의 홈을 형성시킨 후, 환원성 분위기에서 어닐링하는 방법이 개시되어 있다. 그러나, 적정한 홈 형상을 얻으려면, 날붙이에 의한 가압 처리가 유효하지만, 날붙이의 마모에 의한 비용 증가가 문제가 되고, 또 환원성 분위기에서의 어닐링을 추가하기 때문에, 더욱 비용이 증가한다는 문제를 가지고 있다.
또, 특허문헌 2 에도 홈의 형상을 적정하게 제어함으로써, 내열형의 자구 세분화에 의한 방향성 전기 강판의 철손을 개선하고자 한 기술이 제안되어 있다. 그러나, 홈 형상을 양호한 정밀도로 제어하기 위해서는 레이저광의 조사에 의지할 필요가 있어, 설비 비용의 증가가 불가피함과 함께, 레이저광 조사에 의한 홈 형성은 생산성 면에서 문제가 있다.
이상과 같이, 내열형의 자구 세분화의 기술은, 자구 세분화를 위한 홈 자체에 착안한 개선책이 일반적이었다.
한편, 특허문헌 3 에는, 강판 표면에 홈을 형성하는 것에 더하여, 표면을 경면화하는 기술이 개시되어 있다. 이 기술에서는, 선상의 홈과 표면의 경면화를 복합시키는 것에 특별한 상승 효과가 있는 것은 아니고, 단순히 복수의 철손 개선 수단을 병렬적으로 사용하고 있는 것에 불과하다. 또, 지철 계면의 경면화 처리에는, 다대한 비용의 증가를 초래하는 점이 문제가 된다.
본 발명은, 상기의 문제를 해소하고, 강판의 표면에 포스테라이트 피막을 갖는, 일반적인 내열형의 자구 세분화를 실시한 방향성 전기 강판에 있어서, 추가적인 저철손화를 실현하기 위한 방도에 대해 제안하는 것을 목적으로 한다.
강판 표면에 홈을 형성하는 내열형의 자구 세분화를 실시한 방향성 전기 강판 (이하, 내열형 자구 세분화 강판으로 나타낸다) 에서는, 필연적으로 홈의 부분 (홈 바로 아래의 강판 부분) 의 단면적이 감소하는 점에서, 홈의 부분의 자속 밀도가 증대한다. 예를 들어, 강판 전체의 평균적인 여자 자속 밀도가 1.70 T 로 하고, 홈의 깊이가 판두께의 10 % 로 하면, 홈의 부분에서의 자속 밀도는 1.89 T 에 도달한다. 여기서, 방향성 전기 강판의 자구 구조가 180°자벽으로 구성되어 있는 것을 고려하면, 홈의 부분 전체에서 평균적으로 자속 밀도가 증가하고 있는 것은 아니고, 홈이 없는 면 쪽에서 자벽 이동량이 커지는 결과, 자속 밀도가 증가하고 있는 것으로 생각된다.
한편, 180°자벽은, 강판의 내부나 표면의 피닝사이트에 고착됨으로써, 히스테리시스손이 증가함과 함께, 이러한 자벽의 이동이 불균일화되는 것이 알려져 있다. 이와 같은 피닝사이트로서, 지철 내부의 비자성 이물질이나 강판 표면의 요철이 있다.
여기서, 180°자벽의 이동에 대해, 도 1 을 참조하여 설명한다. 먼저, 이상적인 교류 자화 조건 (자기적인 피닝사이트가 없는 경우) 에 있어서의 자벽 이동에 대해서는, 도 1 에 (0) → (A1) → (A2) → (A3) → (4) 의 계통으로 나타내는 바와 같이, 다수 존재하는 180°자벽이 동일한 속도로 동일한 양만큼 왕복 운동한다. 그 때문에, 교류 자화에 있어서의 최대 자속 밀도가 포화 자화보다 어느 정도 낮으면, 인접하는 자구끼리가 합체하는 경우는 없다.
그런데, 자벽 이동이 불균일한 경우 (자기적인 피닝사이트가 있는 경우) 에 있어서의 자벽 이동에 대해서는, 도 1 에 (0) → (B1) → (B2) → (B3) → (4) 의 계통으로 나타내는 바와 같이, 자벽 이동이 불균일해진다. 그러면, 부분적으로 큰 이동량이 되는 자벽이 발생하여, 평균적인 자속 밀도가 비교적 낮은 조건에서도, 인접하는 자구가 합체하게 된다 (도 1 (B2)). 이 경우, 교류 자화 중, 자속 밀도가 저하되고 있는 시간대에, 도 1 의 (B3) 에 자구 (c) 로서 나타내는 반대 방향의 새로운 자구가 생성될 필요가 있다. 그러나, 새로운 자구의 생성에는 구동 에너지가 필요하기 때문에, 반대 방향의 자구가 남아 있는 경우에 비해, 반대 방향의 자화 성분의 증가가 느려지게 된다. 이와 같이 자벽 이동량이 불균등한 경우에는, 자벽 이동량이 균등하고 최대 자속 밀도 부근에서도 반대 방향의 자구가 남아 있는 이상적인 교류 자화의 경우에 비해, 자속 밀도의 변화 (위상) 가 느려지는 결과, 철손이 증가한다.
상기와 같이, 내열형 자구 세분화 강판은 강판의 편면 (표면) 에 홈을 갖는 점에서, 자벽 이동량이 강판의 표면측과 이면측에서 상이하다. 이 때문에, 자벽의 이동량이 불균일해지면, 홈이 없는 쪽의 이면에서 인접하는 자구끼리가 합체하게 되어, 철손의 증가가 발생하는 것으로 생각된다.
이 점에서, 상기한 비내열형의 자구 세분화를 실시한 방향성 전기 강판 (이하, 비내열형 자구 세분화 강판으로 나타낸다) 의 경우, 자구 세분화의 기점이 되는 환류 자구의 폭이 얇고 (좁고), 또한 판두께 방향의 깊은 영역까지 존재하고 있기 때문에, 강판 표리의 자벽 이동량의 차는 작다.
한편, 강판의 표면에 홈을 가지고 있는, 통상적인 내열형 자구 세분화 강판에서는, 홈이 있는 면에서의 자벽의 이동량이 작기 때문에 홈이 없는 면의 근방에서는 자벽이 크게 이동할 필요가 있다. 이와 같이, 내열형 자구 세분화 강판은, 자벽 이동량의 표리면에서의 차가 크기 때문에, 부분적으로 인접 자구의 합체가 발생하고 있는 것으로 추정된다. 이와 같은 차가 비내열형 자구 세분화 강판과 내열형 자구 세분화 강판의 철손차의 원인이 되고 있는 것으로 생각된다.
그래서, 발명자들은, 내열형 자구 세분화 강판의 철손 개선 방책을 예의 검토하였다. 그 결과, 강판의 표면에 홈을 갖는 내열형 자구 세분화 강판에 있어서는, 교류 여자의 과정에 있어서 개개의 자벽의 이동량을 균일화시키는 것이 중요하고, 이것을 위해서는 자기적인 피닝사이트를 최대한 저감시키는 것이 중요하다는 결론에 도달하였다. 또, 이와 같은 홈을 사용한 내열형 자구 세분화 강판의 포스테라이트 피막과 강판의 계면 (이하, 지철 계면이라고도 한다) 에 있어서, 압연 방향과 직교하는 방향 (이하, 압연 직교 방향이라고 한다) 의 지철 계면 부근의 단면을 관찰하였다. 그 결과, 실용적으로 유효한 자기적 평활도를 얻기 위해서는, 포스테라이트 피막 본체로부터 고립되는 피막의 부분 (본 발명에 있어서, 간단히 고립되는 부분이라고 한다) 의 개수 빈도를 저감시키는 것이 유효한 것을 알아내어, 본 발명을 완성하기에 이르렀다.
본 발명에서는, 현재, 변압기용 철심 재료로서 많이 제조되고 있는, 표면에 포스테라이트 피막을 갖는 방향성 전기 강판을 대상으로 한다. 또한, 통상적으로, 이 포스테라이트 피막 위에 절연 장력 코팅을 도포·베이킹하여 사용에 제공하고 있다.
본 발명은, 이러한 방향성 전기 강판에 있어서, 자벽 이동의 저해 요인을 배제하여 히스테리시스손을 개선하는 것에 더하여, 내열형 자구 세분화 강판 특유의 현상 (자벽 이동의 표리면에서의 차) 을 고려함으로써, 이상적인 철손 저감 효과를 얻고자 하는 것이다.
종래, 포스테라이트 피막의 밀착성 향상을 위해서는, 지철 계면을 복잡한 형상으로 하는 것이 유리하다고 여겨지고 있는 한편, 히스테리시스손 저감을 위해서는, 지철 계면을 평활하게 하는 것이 적합하다고 여겨져 왔다.
덧붙여서, 강판 표면을 경면화한 다음 그 표면에 선상의 홈을 형성하는 기술도 제안되어 있지만, 이와 같은 제품은 제조 비용이 과대해지기 때문에, 상업 베이스로의 제조에 이르고 있지 않은 것이 현상황이다. 이 때문에, 현재의 주요한 제품 형태인, 포스테라이트를 주체로 하는 하지 피막을 갖는 방향성 전기 강판에 유효한 철손 개선 방법은, 전세계적인 송배전 효율 향상의 요구에 따르기 위해서도, 그 중요성은 높다.
본 발명의 요지 구성은 다음과 같다.
1. 강판의 표리면에 Mg 겉보기 중량으로 하여 0.2 g/㎡ 이상의 포스테라이트를 주성분으로 하는 피막을 갖고, 상기 강판의 표면에, 압연 방향과 직교하는 방향과의 이루는 각도가 45°이하이고 압연 방향을 횡단하는 방향으로 선상으로 연장되고 또한 압연 방향으로 간격을 두고 나열되는, 복수 개의 홈을 갖는 방향성 전기 강판으로서,
상기 홈은, 평균 깊이가 상기 강판의 두께의 6 % 이상 및 이웃하는 홈 상호간의 거리가 1 ∼ 15 ㎜ 의 범위이고,
주파수 50 Hz 및 최대 자속 밀도 1.5 T 로 교류 자화시켰을 때의 비투자율 μr15/50 이 35000 이상이고,
상기 강판의 압연 방향과 직교하는 단면의, 상기 강판과 상기 피막의 계면에 있어서 상기 피막의 연속 부분으로부터 이간되어 고립되는 부분의 존재 빈도가 0.3 개/㎛ 이하인 방향성 전기 강판.
2. 상기 고립되는 부분의 존재 빈도가 0.1 개/㎛ 이하인 상기 1 에 기재된 방향성 전기 강판.
3. 상기 고립되는 부분의 존재 빈도의 압연 방향과 직교하는 방향의 분포에 있어서의 표준 편차가 평균치의 30 % 이하인 상기 1 또는 2 에 기재된 방향성 전기 강판.
4. 상기 홈의 평균 깊이가 상기 강판의 두께의 13 % 이상인 상기 1 내지 3 중 어느 하나에 기재된 방향성 전기 강판.
상기 고립되는 부분에 대해, 도 2 를 참조하여 상세하게 설명한다. 도 2 는, 강판의 압연 직교 방향의 단면에 있어서의, 강판 (지철) (1) 과 피막 (2) 의 계면 부근을 나타내는 모식도이다. 여기서, 도시된 단면에 있어서, 포스테라이트 피막 (2) 은 압연 직교 방향으로 연장되는 막이다. 이 압연 직교 방향으로 연속해서 연장되는 피막의 부분을 피막 본체 (20) 로 하고, 이러한 부분의 계면을 피막의 연속 부분이라고 한다. 도 2 에 나타내는 단면도 (단면 사진) 에 있어서, 이 피막 본체 (20) 로부터 이간되어 주위를 강판 지철에 둘러싸여 고립되어 보이는 피막의 계면의 부분, 도 2 에 있어서 a ∼ e 로 나타내는 부분이 피막의 고립 부분 (즉, 본 발명에 있어서의 고립되는 부분) 이 된다. 그리고, 이 고립되는 부분의 개수 N (개), 예를 들어 도 2 에서는 a ∼ e 의 5 개가 N 이 된다. 그리고, 이 영역의 압연 직교 방향의 폭을 L0 (㎛) 으로 하면, 다음 식으로 구해지는 n 을 고립되는 부분의 존재 빈도라고 한다.
n = N/L0 … (1)
여기서, 포스테라이트 피막을 삼차원적으로 보면, 압연 직교 방향 단면에서 관찰되는 도 2 의 a ∼ e 의 부분은 포스테라이트 피막 본체와 연결되어 있는 경우가 많지만, 피막 본체로부터 복잡하게 장출된 구조이기 때문에, 자벽 이동을 피닝하는 효과가 높다. 따라서, 이러한 부분은, 압연 직교 방향 단면에서 보았을 때, 도 2 에 나타내는 바와 같이 고립된 부분으로 간주해도 된다.
본 발명에 의하면, 내열형의 자구 세분화를 실시한 방향성 전기 강판에 있어서, 추가적인 저철손화를 안정적으로 실현할 수 있다.
도 1 은, 자벽 이동을 나타내는 모식도이다.
도 2 는, 지철 계면의 포스테라이트 피막의 연속 부분과 고립되는 부분을 나타내는 모식도이다.
도 2 는, 지철 계면의 포스테라이트 피막의 연속 부분과 고립되는 부분을 나타내는 모식도이다.
이하, 본 발명의 각 구성 요건에 대해, 구체적으로 서술한다.
[포스테라이트를 주성분으로 하는 피막]
상기 서술한 바와 같이, 본 발명에서 대상으로 하는 강판은, 통상적인 제조 방법으로 대량 생산되고 있는, MgO 를 주성분으로 하는 어닐링 분리제를 강판 표면에 도포하고 나서 2 차 재결정 어닐링을 실시한 방향성 전기 강판이다. 이와 같은 현상황의 제조 방법에 의한 방향성 전기 강판으로 철손의 개선 효과가 얻어지면, 강판 표면 (지철) 을 경면화하는 특수한 공정을 거치지 않고, 내열형 자구 세분화 강판 전체의 평균적인 철손 특성을 개선하는 것이 가능해진다. 게다가, 전기 강판 제품의 사용자에게 있어서는 비용 삭감이라는 이점도 있다. 이 때문에, 2 차 재결정 어닐링 후에 강판 표면에 포스테라이트를 주성분으로 하는 피막 (본 발명에 있어서, 간단히 포스테라이트 피막이라고 한다) 이 형성되어 있는, 방향성 전기 강판을 대상으로 한다. 그 때, 강판의 표리면의 Mg 겉보기 중량을, 편면당 0.2 g/㎡ 이상으로 하는 것이 바람직하다. 왜냐하면, MgO 겉보기 중량이 이 값을 하회하면, 포스테라이트 피막 상에 도포하는 절연 장력 코팅 (통상적으로, 인산염계 유리질) 과 강판 표리면 (지철) 의 바인더 효과가 충분히 확보되지 않아, 절연 장력 코팅이 박리되거나, 피막이 강판 표리면 (지철) 에 부여하는 장력이 부족하거나 하기 때문이다. 또한, MgO 를 주성분으로 하는 어닐링 분리제는, Mg 겉보기 중량이 예를 들어 강판 편면당 0.2 g/㎡ 이상이 되는 조성이면 된다. 보다 바람직하게는, MgO 를 주성분으로 하는 어닐링 분리제에, TiO2 를 1 ∼ 20 질량% 첨가함과 함께, 종래 공지된 첨가물인, Ca, Sr, Mn, Mo, Fe, Cu, Zn, Ni, Al, K 및 Li 의 산화물, 수산화물, 황산염, 탄산염, 질산염, 붕산염, 염화물 및 황화물 등에서 선택한 1 종 또는 복수종을 첨가하면 된다. 여기서, 어닐링 분리제 중의 MgO 이외의 첨가 성분은 30 질량% 이하로 하는 것이 바람직하다.
[압연 방향을 횡단하는 방향으로 선상으로 연장되고 또한 압연 방향으로 간격을 두고 나열되는, 복수 개의 홈]
자구 세분화를 위한 홈은, 압연 방향을 횡단하는 방향으로 선상으로 연장되는 것으로 한다. 나아가서는, 홈이 연장되는 방향이 압연 직교 방향과 이루는 각도를 45°이하로 한다. 이 값을 상회하면, 홈 벽면에 발생하는 자극에 의한 자구 세분화 효과가 충분히 발생하지 않아, 철손 특성이 열화되게 된다. 또한, 홈은 압연 방향을 횡단하는 방향으로, 연속해서 연장되는 것이 바람직하지만, 단속해서 연장되어 있어도 된다.
또, 홈의 깊이는, 강판의 판두께에 따라 설정하는 것이 적당하고, 강판의 두께가 두꺼울수록, 홈의 깊이를 깊게 하는 것이 바람직하다. 이것은, 홈을 깊게 할수록 자구 세분화 효과는 높아지지만, 홈을 지나치게 깊게 하면 홈보다 아래의 부분을 통과하는 자속의 밀도가 증가하여, 투자율 및 철손의 열화를 초래하기 때문이다. 따라서, 홈의 깊이는 판두께에 비례하여 증가시키는 것이 좋다. 구체적으로는, 홈의 깊이를 판두께의 6 % 이상으로 하면, 충분한 자구 세분화 효과가 얻어지고, 철손의 개선이 충분해진다. 또한, 홈의 깊이의 적정치는, 변압기로서 사용될 때의 자속 밀도의 수준에 따라 변화한다. 또, 홈의 깊이의 최대치는 대체로 판두께의 30 % 로 하는 것이 좋다.
여기서, 내열형 자구 세분화 강판은, 강판 표면의 홈을 깊게 할수록 자구 세분화 효과는 높아지지만, 자화시키는 자속 밀도를 높게 했을 때의 철손은 열화되는 경향이 있다. 이것은, 강판 전체의 투자율이 저하되어 히스테리시스손이 열화됨과 함께, 홈이 있는 면의 근방의 자벽 이동이 지체되기 때문에, 홈이 없는 면측에서 인접한 자구끼리가 합체하는 빈도가 높아지기 때문이다. 이것에 대해, 후술하는 바와 같이 지철 계면의 고립된 부분의 존재 빈도를 적정하게 제어함으로써, 자벽 이동 중에 인접하는 자구가 합체하는 빈도를 저하시킬 수 있다. 그 때문에, 강판 편면에 형성하는 홈을 깊게 한 경우에도 히스테리시스손의 열화를 방지할 수 있어, 유효하게 철손을 저감시킬 수 있다. 또, 고립되는 부분의 존재 빈도를 적정하게 제어한 다음, 홈의 평균 깊이를 종래의 깊이보다 깊게, 바람직하게는 판두께의 13 % 이상으로 함으로써, 우수한 철손 특성의 전기 강판을 얻을 수 있다. 특히, 내열형 자구 세분화 강판이 사용되는 권철심 변압기의 설계 자속 밀도로서 일반적인 1.5 T 에서의 철손을 보다 유효하게 개선할 수 있다.
상기 조건에 따르는 홈은, 압연 방향으로 간격을 두고 복수 개 형성한다. 그 때, 이웃하는 홈 상호간의 거리 (홈 간격이라고도 한다) 는, 15 ㎜ 이하로 하는 것이 바람직하다. 상기 홈 간격을 15 ㎜ 이하로 함으로써, 충분한 자구 세분화 효과가 얻어지고 철손이 개선된다. 이 홈 간격에 대해서도, 본 발명의 전기 강판이 사용되는 변압기의 자속 밀도의 수준에 따라 변화하지만, 홈 간격의 최소치는 1 ㎜ 로 하는 것이 바람직하다. 왜냐하면, 1 ㎜ 보다 간격이 좁으면 자기 특성의 열화로 이어질 가능성이 있다.
또한, 홈 간격은 어느 부분에서도 대체로 균등한 것이 바람직하다. 홈 간격이 변화하는 경우에는, 평균적인 홈 간격의 ±50 % 정도까지의 변동이 있어도 본 발명의 효과를 저해하는 것은 아니기 때문에 허용된다.
[피막의 연속 부분으로부터 이간되어 고립되는 부분의 존재 빈도가 0.3 개/㎛ 이하]
상기와 같이, 지철 계면의 요철이 크면 자벽 이동시에 이동 거리가 큰 자벽과 작은 자벽이 발생하여, 반대 방향의 자구가 소멸할 가능성이 높아진다. 이와 같은 경우, 반대 방향의 자화가 증가하고 있을 때에는, 반대 방향의 자구가 새롭게 생성될 필요가 있지만, 새로운 자구 생성의 타이밍이 느리기 때문에 철손의 증가를 초래한다. 특히, 홈을 갖는 표면과 반대측의 이면은 자벽이 크게 이동할 필요가 있다. 그 때문에, (강판 편면의) 홈이 형성된 내열형 자구 세분화 강판에서는, 강판 표면에서의 요철이 극심한 경우, 자벽 이동이 보다 불균일해져서, 최대 자속 밀도 부근에서 반대 방향의 자구가 소실되기 쉬워져서, 철손의 증가를 초래하기 쉽다. 이 때문에, 특히 내열형 자구 세분화 강판의 철손을 개선하기 위해서는, 홈을 갖고 있지 않은 통상적인 전기 강판보다 지철 계면의 요철도, 특히 피막 하면의 요철 형태를 적정화하는 것이 중요한 것을 신규로 지견하여 본 발명을 완성하였다.
즉, 강판 표면의 압연 직교 방향 단면에 있어서, 도 2 의 a ∼ e 와 같은 고립되는 부분이 있으면, 이 부분에 자벽이 강하여 피닝되기 쉽다. 여기서, 포스테라이트 피막을 삼차원적으로 보면, 도 2 의 a ∼ e 의 부분은 완전하게 고립되어 있지 않고 포스테라이트 피막 본체와 연결되어 있는 경우가 많다. 그러나, 피막 본체로부터 복잡하게 장출된 구조이기 때문에, 자벽 이동을 피닝하는 작용은 강하다. 따라서, 지철 계면의 요철도, 바꾸어 말하면, 균일한 자벽 이동을 저해하는 인자를 정량화하기 위한 지표로서, 본 발명에서는, 상기한 식 (1) 에서 정의되는, 고립되는 부분의 존재 빈도 n 을 사용한다.
여기서, 자벽은 압연 방향과 직교하는 방향으로 이동하기 때문에, 존재 빈도 n 은 압연 직교 방향의 두께 단면으로 평가하는 것이 적합하다. 또, 존재 빈도의 측정은, 폭 60 ㎛ 이상의 단면을, 평활하게 연마한 후, 광학 현미경이나 주사형 전자 현미경에 의해 10 시야 이상 관찰하여 구하는 것이 바람직하다. 또, 강판의 평균적인 정보를 얻는 관점에서 각 시야는 서로 1 ㎜ 이상 떨어져 있는 것이 바람직하다. 관찰 시야수가 적으면, 국부적인 상태 밖에 평가할 수 없어, 자기적인 영향이 명확하지 않기 때문이다.
존재 빈도 n 은, 교류 여자 도중의 반대 방향의 자구의 소실을 방지하여 철손의 증가를 억제하기 위해서, 0.3 개/㎛ 이하로 한다. 더욱 낮은 철손을 얻기 위해서는, 존재 빈도 n 을 0.1 개/㎛ 이하로 하는 것이 바람직하다.
또, 상기 존재 빈도 n 의 하한은, 특별히 한정되지 않지만, 피막의 밀착성을 확보하는 관점에서, 0.02 개/㎛ 정도가 바람직하다.
[존재 빈도 n 의 압연 직교 방향에 있어서의 분포의 표준 편차가 평균치의 30 % 이하]
먼저, 존재 빈도 n 의 압연 직교 방향에 있어서의 분포의 표준 편차란, 강판의 압연 직교 방향으로, 예를 들어, 폭 100 ㎛ 마다 나눈 영역 내에서의 존재 빈도를 계측하고, 이 폭 100 ㎛ 의 영역에서의 계측을 압연 직교 방향으로, 예를 들어, 10 의 영역에 있어서 실시하여 얻은, 전체 계측 결과에 기초하는 것으로 한다. 또한, 상기 존재 빈도를 측정하는 영역폭은, 교류 여자 과정에 있어서의 자벽 이동의 최소폭 정도로 하는 것이 좋다. 통상적으로, 자벽 간격은 200 ∼ 1000 ㎛ 정도인 점에서, 상기 영역폭은 50 ∼ 100 ㎛ 정도가 적합하다. 마찬가지로, 존재 빈도를 측정하는 영역수는, 10 이상으로 하는 것이 바람직하다. 또, 압연 직교 방향의 측정 부위는, 압연 방향으로 1 ∼ 50 ㎛ 정도의 간격을 둔 복수의 부위에서 실시하는 것이 바람직하다.
이렇게 해서 구한 표준 편차는 평균치의 30 % 이하 (0.3 이하) 인 것이 바람직하다. 여기서, 상기 존재 빈도가 압연 직교 방향에서 불균일하게 분포되어 있으면 자벽 이동도 불균일해져서, 최대 자속 밀도 부근에서 인접한 자구끼리가 합체하는 부분이 발생할 가능성이 높아진다. 즉, 자구폭 및 자벽 이동폭과 동일한 정도로 압연 직교 방향으로 나눈 영역에 있어서, 상기 존재 빈도가 크게 상이한 부분이 복수 존재하면, 자벽의 이동량이 큰 부분과 작은 부분이 발생하여, 교류 자화 중에 인접하는 자구가 합체할 가능성이 높아져서, 철손의 증가가 촉진될 가능성이 발생한다. 그래서, 상기 존재 빈도의 압연 직교 방향의 분포를 표준 편차로서 정리한 결과, 이 표준 편차가 평균치의 30 % 이하 (0.3 이하) 이면, 자벽 이동의 불균일화에 의한 철손의 증가를 방지할 수 있는 것을 지견하였다. 보다 바람직하게는, 15 % 이하 (0.15 이하) 이다.
[50 Hz 및 1.5 T 로 교류 자화시켰을 때의 비투자율 μr15/50 이 35000 이상]
자구 세분화 처리가 완료된 방향성 전기 강판이 충분히 낮은 철손치에 도달하기 위해서는, 2 차 재결정 조직의 방위가, 높은 집적도로 고스 (GOSS) 방위로 일정해져 있을 필요가 있다.
통상적으로, 방향성 전기 강판의 방위 집적도에 관한 자기적인 지표는, 자계의 강도 800 A/m 로 자화되었을 때의 자속 밀도인 B8 이 사용된다. 단, 강판의 표면에 홈을 갖는 경우, B8 은 방위 집적도와는 별도로 홈의 깊이에 영향을 받는다. 한편, 여자 자속 밀도가 비교적 낮은 조건에서의 투자율은 홈의 유무의 영향을 잘 받지 않는다. 그래서, 본 발명과 같은 홈이 형성된 방향성 전기 강판에서 충분한 집적도의 2 차 재결정 조직이 발달하고 있는 것을 판단하기 위한 지표는, 최대 자속 밀도 1.5 T 에서의 투자율 (주파수 50 Hz) 이 적합하다. 그래서, 본 발명에서는, 50 Hz 및 1.5 T 로 교류 자화시켰을 때의 비투자율 μr15/50 을 지철 부분의 결정 방위의 지표로 하였다.
이 지표를 사용하면, 본 발명에 따르는 강판은, 비투자율 μr15/50 이 35000 이상을 실현할 수 있다.
다음으로, 상기 전기 강판의 제조 방법에 대해서는, 반드시 일의적으로 한정되지 않지만, 이하의 방법에 의해 제조하는 것이 바람직하다.
즉, 본 발명은, C : 0.002 ∼ 0.10 질량%, Si : 2.0 ∼ 8.0 질량% 및 Mn : 0.005 ∼ 1.0 질량% 를 함유하고, 잔부가 Fe 및 불가피적 불순물로 이루어지는 강 소재 (강 슬래브) 를 가열 후, 열간 압연하여, 열연판 어닐링한다. 이어서, 냉간 압연을 실시하여, 1 회 또는 중간 어닐링을 사이에 두는 2 회 이상의 냉간 압연에 의해 최종 판두께의 냉연판으로 한 후, 탈탄 어닐링하고 나서 MgO 를 주성분으로 하는 어닐링 분리제를 도포하고, 2 차 재결정과 포스테라이트 피막 형성과 순화를 겸하는 최종 마무리 어닐링을 실시한다. 추가로 잔류한 어닐링 분리제를 제거하고, 절연 코팅 베이킹과 평탄화를 겸하는 연속 어닐링을 실시하는 방향성 전기 강판의 제조 방법을 사용한다. 특히 본 발명에서는, 냉간 압연 후 또는 탈탄 어닐링 후 또는 2 차 재결정 어닐링 후 또는 평탄화 어닐링 후 중 어느 단계에서 강판 표면에 압연 직교 방향과 이루는 각도 45°이하, 깊이가 판두께의 6 % 이상인 홈을 홈 사이의 간격 1 ㎜ 이상 15 ㎜ 이하로 형성한다.
상기 어닐링 분리제로서, 입경 0.6 ㎛ 이상의 입자의 함유율이 50 질량% 이상인 MgO 에 대해, TiO2 를 1 ∼ 20 질량% 첨가하고, 물과 혼합시켜 슬러리상으로 하여 강판 표면에 도포한다. 그 때, 도포·건조 후의 강판의 단위 면적당의 어닐링 분리제 중의 H2O 의 겉보기 중량 (수분량) S (g/㎡) 를 0.4 g/㎡ 이하로 하는 것이 바람직하다. 또한, 상기 방법에 있어서 어닐링 분리제 중에 Sr 화합물을 Sr 환산으로 0.2 ∼ 5 질량% 첨가하는 것이 좋다. 더욱 바람직하게는, 탈탄 어닐링판의 강판 표면에 도포할 때의 어닐링 분리제의 점도를 2 ∼ 40 cP 로 하는 것이 좋다.
즉, 어닐링 분리제에 있어서의 TiO2 는, 포스테라이트 피막 형성 촉진에 유효한 MgO 에 대한 첨가제이고, 1 질량% 를 하회하면 포스테라이트 피막의 형성이 불충분해져서 자기 특성과 외관이 손상된다. 한편, 20 질량% 를 초과하여 첨가하면, 2 차 재결정이 불안정해져서 자기 특성이 저해되기 때문에, 수화 처리 전의 MgO 에 대한 첨가량은 1 ∼ 20 질량% 로 하는 것이 바람직하다.
또, 어닐링 분리제로서 사용하는 MgO 는, 입경 0.6 ㎛ 이상의 입자의 개수 비율 r0.6 을 50 % ∼ 95 % 로 하고, 추가로 탈탄 어닐링판에 도포한 어닐링 분리제의 도포·건조 후의 강판 편면당의 H2O 의 겉보기 중량 S (g/㎡) 를 0.02 ∼ 0.4 g/㎡ 로 하는 것이 좋다. r0.6 을 50 % 이상으로 하고 S 를 0.4 g/㎡ 이하로 함으로써, 최종 마무리 어닐링 중에 지철 계면 부근의 실리카의 부상이 촉진되어, 포스테라이트 피막 하부의 요철의 발달이 억제된다. 그 결과, 지철 계면의 포스테라이트 피막의 고립 부분의 존재 빈도 n 을 0.3 이하로 억제하는 것이 가능해진다. 한편, r0.6 이 95 % 를 초과하거나, S 가 0.02 g/㎡ 를 하회하거나 하는 경우에는, 포스테라이트 피막의 형성이 불량이 되어, 자기 특성과 외관이 손상되기 때문에, 이들 범위는 바람직하지 않다.
또한, 어닐링 분리제 중에 Sr 화합물을 Sr 환산으로 0.2 ∼ 5 질량% 첨가하는 것에 의해, 지철 계면의 평활도가 더욱 향상되고, 포스테라이트 고립 부분의 존재 빈도 n 을 0.1 이하까지 저감시킬 수 있기 때문에 바람직하다. 이 효과는 Sr 이 지철 계면 부근에 농화됨으로써 얻어지는 것으로 추정된다.
탈탄 어닐링판에 도포할 때의 어닐링 분리제의 점도를 2 ∼ 40 cP 의 범위로 하는 것은, 압연 직교 방향에서의 존재 빈도 분포의 표준 편차를 평균치의 30 % 이하로 하는 데에 유효하다. 이 이유에 대해서는 명확하지 않지만, 점도가 높은 어닐링 분리제를 도포한 경우, 강판의 폭 방향에 위치적인 편차가 발생하여, 최종 마무리 어닐링 중에 강판 표면 부근에서 실리카가 부상하는 거동이 위치적으로 변화하기 때문인 것으로 생각된다. 또, 점도가 2 cP 를 하회하는 경우에는, 어닐링 분리제의 안정적인 도포를 실시할 수 없어, 포스테라이트 피막의 불량이 발생하여 제품의 외관이 손상되므로, 이 범위가 바람직하다.
어닐링 분리제의 슬러리의 점도는, 대체로 MgO 의 물성에 의해 결정되고 있다. 따라서, 사용되는 MgO 에 대해 소정의 처리를 실시했을 때의 점도를 측정함으로써 도포시의 점도를 결정할 수 있다. 또한, 점도를 안정적으로 평가하려면, MgO 와 물을 혼합 후, 회전 속도 100 rpm 의 임펠러로 30 분 교반 후에 측정을 실시하는 것이 바람직하다.
다음으로, 본 발명에 사용하기 적합한 강 소재의 성분 조성에 대해 설명한다.
C : 0.002 ∼ 0.10 질량%
C 는, 변태를 이용하여 열연 조직을 개선함과 함께, 고스핵을 발생시키는 데에 유용한 원소이고, C 는 0.002 질량% 이상 함유시키는 것이 바람직하다. 한편, 0.10 질량% 를 초과하면, 탈탄 어닐링으로 자기 시효가 일어나지 않는 0.005 질량% 이하로 저감시키는 것이 곤란해진다. 따라서, C 는 0.002 ∼ 0.10 질량% 의 범위로 하는 것이 바람직하다. 보다 바람직하게는 0.010 ∼ 0.080 질량% 의 범위이다. 또한, C 는 기본적으로는 제품의 지철 성분 중에 잔류하지 않는 것이 바람직하고, 탈탄 어닐링 등의 제조 공정에서 제거되지만, 제품에서는 지철 중에 불가피적 불순물로서 50 ppm 이하가 잔류하는 경우가 있다.
Si : 2.0 ∼ 8.0 질량%
Si 는, 강의 비저항을 높여, 철손을 저감시키는 데에 유효한 원소이다. 상기 효과는, 2.0 질량% 미만으로는 충분하지 않다. 한편, 8.0 질량% 를 초과하면, 가공성이 저하되고, 압연하여 제조하는 것이 곤란해진다. 따라서, Si 는 2.0 ∼ 8.0 질량% 의 범위로 하는 것이 바람직하다. 보다 바람직하게는 2.5 ∼ 4.5 질량% 의 범위이다.
또한, Si 는, 포스테라이트 피막 형성의 재료로서 사용된다. 그 때문에, 제품의 지철 중의 Si 농도는 슬래브 중의 함유량보다 약간 저하되지만 이 양은 미소하며, 슬래브 중의 성분과 제품 지철 중의 성분은 거의 동등하다고 해도 된다.
Mn : 0.005 ∼ 1.0 질량%
Mn 은, 강의 열간 가공성을 개선하기 위해서 유효한 원소이다. 상기 효과는, 0.005 질량% 미만으로는 충분하지 않다. 한편, 1.0 질량% 를 초과하면, 제품판의 자속 밀도가 저하되게 된다. 따라서, Mn 은 0.005 ∼ 1.0 질량% 의 범위로 하는 것이 바람직하다. 보다 바람직하게는 0.02 ∼ 0.20 질량% 의 범위이다. 또한, Mn 은 슬래브 중에 첨가된 거의 전체량이 제품 지철 중에 잔류한다.
상기 Si, C 및 Mn 이외의 성분에 대해서는, 2 차 재결정을 발생시키기 위해서, 인히비터를 이용하는 경우와, 이용하지 않는 경우로 나뉜다.
먼저, 2 차 재결정을 발생시키기 위해서 인히비터를 이용하는 경우로, 예를 들어, AlN 계 인히비터를 이용할 때에는, Al 및 N 을, 각각 Al : 0.010 ∼ 0.050 질량%, N : 0.003 ∼ 0.020 질량% 의 범위에서 함유시키는 것이 바람직하다. 또, MnS·MnSe 계 인히비터를 이용하는 경우에는, 전술한 양의 Mn 과, S : 0.002 ∼ 0.030 질량% 및 Se : 0.003 ∼ 0.030 질량% 중 1 종 또는 2 종을 함유시키는 것이 바람직하다. 각각 첨가량이, 상기 하한치보다 적으면, 인히비터 효과가 충분히 얻어지지 않는다. 한편, 상한치를 초과하면, 인히비터 성분이 슬래브 가열시에 미고용으로 잔존하여, 자기 특성의 저하를 초래한다. 또한, AlN 계와 MnS·MnSe 계의 인히비터는 병용하여 사용해도 된다.
한편, 2 차 재결정을 발생시키기 위해서 상기 인히비터 원소를 이용하지 않는 경우에는, 상기 서술한 인히비터 형성 성분인 Al, N, S 및 Se 의 함유량을 최대한 저감시켜, Al : 0.01 질량% 미만, N : 0.0050 질량% 미만, S : 0.0050 질량% 미만 및 Se : 0.0030 질량% 미만으로 저감시킨 강 소재를 사용하는 것이 바람직하다.
상기에서 서술한 Al, N, S 및 Se 는 고온 장시간의 최종 마무리 어닐링에 있어서 포스테라이트 피막 중 혹은 미반응 어닐링 분리제, 어닐링 분위기 중에 흡수되고, 강 중으로부터 제거되어, 제품에서는 10 ppm 이하 정도의 불가피적 불순물 성분으로서 강 중에 잔류한다.
이상에 추가로 슬래브 강 중에 첨가 가능한 원소로는, 이하의 원소를 들 수 있다.
Cu : 0.01 ∼ 0.50 질량%, P : 0.005 ∼ 0.50 질량%, Sb : 0.005 ∼ 0.50 질량%, Sn : 0.005 ∼ 0.50 질량%, Bi : 0.005 ∼ 0.50 질량%, B : 0.0002 ∼ 0.0025 질량%, Te : 0.0005 ∼ 0.0100 질량%, Nb : 0.0010 ∼ 0.0100 질량%, V : 0.001 ∼ 0.010 질량% 및 Ta : 0.001 ∼ 0.010 질량%
이것들은 모두, 입계에 편석되거나, 보조적인 석출물 분산형의 인히비터 원소이지만, 이들 보조적 인히비터 원소를 첨가함으로써 입자 성장 억제력이 더욱 강화되어, 자속 밀도의 안정성을 높일 수 있다. 어느 원소에 대해서도, 함유량이 하한치를 하회하면 입자 성장 억제력을 보조하는 효과가 충분히 얻어지지 않고, 한편, 상한치를 초과하여 첨가하면 포화 자속 밀도의 저하나 AlN 등의 주인히비터의 석출 상태를 변화시켜 자기 특성의 열화를 초래하므로, 각각 상기의 범위에서 함유시키는 것이 바람직하다.
또한, 이들 첨가 원소의 전체량 또는 일부는 제품의 강 중에 잔류한다.
또, Cr : 0.01 ∼ 0.50 질량%, Ni : 0.010 ∼ 1.50 질량% 및 Mo : 0.005 ∼ 0.100 질량% 의 첨가는, 강의 강도나 γ 변태 거동을 적정하게 함으로써, 제품의 자기 특성이나 표면 성상의 개선에 기여한다. 또한, 이들 첨가 원소의 전체량 또는 일부는 제품의 강 중에 잔류한다.
또, 내열형의 자구 세분화를 위한 홈은 강판 표면에 본 발명 범위의 조건으로 형성할 필요가 있다. 이것을 위한 홈은, 최종의 냉간 압연 후, 혹은 탈탄 어닐링 후, 혹은 최종 마무리 어닐링 후, 평탄화 어닐링 후 중 어느 단계에 있어서 강판 표면에 형성하는 것이 가능하다. 또, 홈의 형성 방법으로는, 에칭이나 볼록형 날붙이의 가압, 레이저 및 전자빔 가공 등을 사용할 수 있다.
실시예 1
질량% 로, C : 0.06 %, Si : 3.3 %, Mn : 0.06 %, P : 0.002 %, S : 0.002 %, Al : 0.025 %, Se : 0.020 %, Sb : 0.030 %, Cu : 0.05 % 및 N : 0.0095 % 를 함유하는 강 슬래브를 가스로에 장입하고, 1230 ℃ 까지 가열하고 나서 60 분 유지한 후, 유도 가열로에서 1400 ℃, 30 분 가열하고 열간 압연에 의해 두께 2.5 ㎜ 의 열연판으로 하였다. 이 열연판에 1000 ℃ 에서 1 분의 열연판 어닐링을 실시하고 나서 산세하고, 1 차 냉간 압연을 실시하여 두께 1.7 ㎜ 로 한 후, 1050 ℃, 1 분간의 중간 어닐링을 실시하고 나서, 산세 후, 2 차 냉간 압연에 의해 0.23 ㎜ 의 최종 판두께로 하고, 계속해서 수소, 질소, 수증기를 혼합시킨 산화성 분위기 중에서 850 ℃ × 100 초 동안 탈탄 어닐링하였다. 또한, MgO 에 TiO2 및 그 밖의 약제를 첨가한 어닐링 분리제를 물과 혼합하여 슬러리상으로 한 후, 강판 표면에 도포·건조시키고 나서 코일상으로 권취하였다. 이 때, 입경이 여러 가지 상이한 MgO 를 사용하고, 이것들과 TiO2 의 혼합물의 수화량과 수화 시간의 조정에 의해 도포 전의 어닐링 분리제 슬러리의 점도를 조정함과 함께, 강판 표면에 대한 도포량을 조정함으로써, 강판 표리면에 편면당의 H2O 의 겉보기 중량 (단위 면적당의 부착량) 을 변화시켰다. H2O 의 겉보기 중량은, 도포 건조 후의 어닐링 분리제 중에 함유되는 수분량을 측정하고, 어닐링 분리제의 도포량으로부터 강판 편면당의 H2O 의 겉보기 중량 S 를 산출하였다.
상기 코일을 박스형 어닐링로에서 최종 마무리 어닐링하고, 잔류한 어닐링 분리제를 수세 제거하고 나서, 인산마그네슘과 콜로이달 실리카를 주성분으로 하는 절연 코팅과 도포·베이킹하는 평탄화 어닐링을 실시하여 제품으로 하였다.
상기에서 얻어진 제품으로부터, 폭 30 ㎜ 및 길이 (압연 방향) 280 ㎜ 의 시험편을 잘라내어, 800 ℃ × 2 h, N2 중에서의 응력 제거 어닐링을 실시하고 나서 엡스타인 시험법에 의해 자기 특성을 평가하였다. 또, 압연 방향과 직교하는 방향의 지철 계면을 조사하기 위해, 압연 직교 방향 12 ㎜, 압연 방향 8 ㎜ 의 샘플을 잘라내어, 수지에 매립하고 나서 연마하고, 광학 현미경으로 압연 직교 방향의 지철 계면의 관찰을 실시하고, 폭 100 ㎛ 의 영역을 15 시야 관찰하여 포스테라이트 고립 부분의 존재 빈도 n 의 평균치 및 표준 편차를 산출하였다.
또, 가열한 수산화나트륨에 의해 절연 장력 코팅을 제거한 후, 표면에 포스테라이트 피막이 부착된 상태의 강판을 화학 분석하는 것에 의해, 강판 표면의 Mg 겉보기 중량 (강판 편면당) 을 측정하였다.
표 1 에 각 조건 및 얻어진 재료의 자기 특성 (μr15/50, W17/50, W15/60) 을 기재한다. 표 1 에 나타내는 결과에 의하면, 본 발명에 따르는 강판은 W17/50 : 0.73 W/㎏ 이하의 철손이 안정적으로 얻어지고 있고, 특히, 존재 빈도가 0.1 이하를 만족시키는 강판은 W17/50 : 0.70 W/㎏ 이하가, 존재 빈도의 표준 편차가 평균치의 0.3 이하를 만족시키는 강판은 W17/50 : 0.68 W/㎏ 이하의 철손치가 안정적으로 얻어지고 있다. 또, 홈의 깊이가 판두께의 13 % 이상을 만족시키는 강판은 W15/60 : 0.65 W/㎏ 이하의 우수한 철손치가 얻어지고 있다.
[표 1]

실시예 2
표 2-1 에 기재된 성분 조성을 갖고, 잔부가 Fe 및 불가피적 불순물로 이루어지는 강 슬래브를 연속 주조법으로 제조하고, 1380 ℃ 의 온도로 가열한 후, 열간 압연하여 판두께 2.0 ㎜ 의 열연판으로 하고, 1030 ℃ × 10 초의 열연판 어닐링을 실시한 후, 냉간 압연하여 최종 판두께가 0.20 ㎜ 인 냉연판으로 마무리하였다. 그 후, 탈탄 어닐링을 실시하였다. 탈탄 어닐링은, 50 vol% H2 ― 50 vol% N2, 이슬점 55 ℃ 의 습윤 분위기 하에서 840 ℃ × 100 초 유지하였다. 이어서, (A) MgO 의 r0.6 = 65 %, 점도 (100 rpm 임펠러 30 분 교반 후) 30 cP 의 MgO 를 주성분으로 하고, TiO2 를 10 % 첨가한 어닐링 분리제 슬러리 또는, (B) MgO 의 r0.6 = 65 %, 점도 (100 rpm 임펠러 30 분 교반 후) 50 cP 의 MgO 를 주성분으로 하고, TiO2 를 10 % 첨가한 어닐링 분리제 슬러리, (C) MgO 의 r0.6 = 40 %, 점도 (100 rpm 임펠러 30 분 교반 후) 50 cP 의 MgO 를 주성분으로 하고, TiO2 를 10 % 첨가한 어닐링 분리제 슬러리의 3 종의 슬러리를 각각의 재료에 도포하였다. 이어서 최종 마무리 어닐링을 실시하고 나서, 미반응의 어닐링 분리제의 제거 후, 선상의 돌기가 형성된 롤로 가압함으로써 선상의 홈 (간격 4 ㎜, 깊이 : 판두께의 9 %, 압연 직교 방향과의 각도 5°) 을 형성하고 나서, 인산마그네슘과 콜로이달 실리카를 주성분으로 하는 절연 코팅과 도포·베이킹하는 평탄화 어닐링을 실시하여 제품으로 하였다.
상기에서 얻어진 제품으로부터, 폭 30 ㎜ 및 길이 (압연 방향) 280 ㎜ 의 시험편을 잘라내어, 800 ℃ × 2 h, N2 중에서의 응력 제거 어닐링을 실시하고 나서 엡스타인 시험법에 의해 자기 특성을 평가하였다. 또, 압연 방향과 직교하는 방향의 지철 계면을 조사하기 위해, 압연 직교 방향 12 ㎜, 압연 방향 8 ㎜ 의 샘플을 잘라내어, 수지에 매립하고 나서 연마하고, 주사형 전자 현미경으로 압연 직교 방향의 지철 계면을 관찰 (폭 60 ㎛ × 20 시야) 함으로써, 식 (1) 의 존재 빈도 n 의 평균치와 표준 편차를 산출하였다.
또, 가열한 수산화나트륨에 의해 절연 장력 코팅을 제거한 후, 표면에 포스테라이트 피막이 부착된 상태의 강판을 화학 분석하는 것에 의해, 강판 표면의 Mg 겉보기 중량 (강판 편면당) 을 측정한 결과, 어느 강판도 강판의 편면당 0.35 ∼ 0.65 g/㎡ 의 범위의 Mg 겉보기 중량이었다.
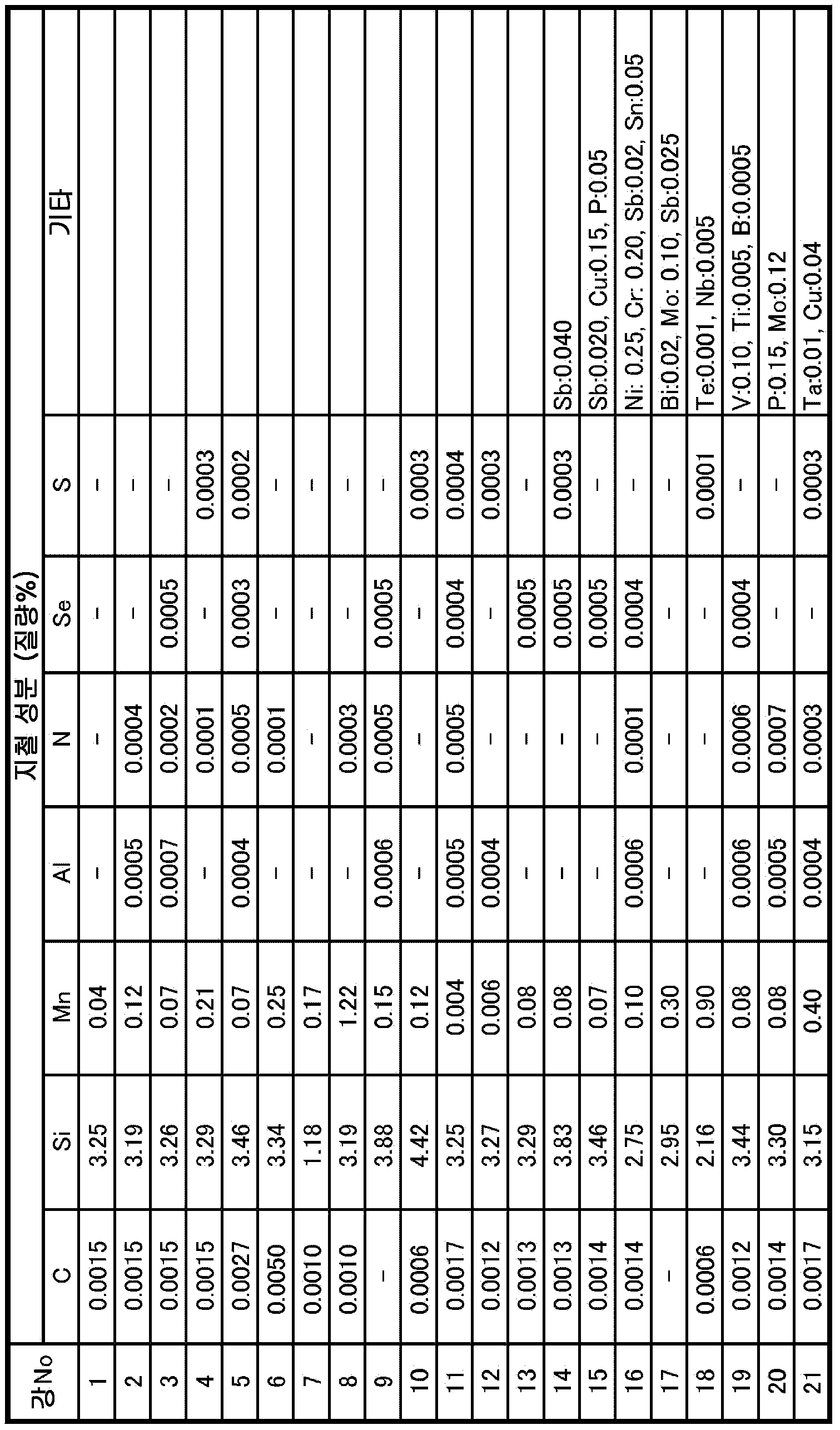
또, 제품의 절연 코팅 및 포스테라이트 피막을 제거하고 나서, 지철 부분을 화학 분석하여 지철 성분을 확정시켰다. 지철 성분의 분석 결과를 표 2-2 에 나타낸다. 어닐링 분리제 조건의 변경에 상관없이 지철 성분은 동등하였다.
표 3-1, 표 3-2 및 표 3-3 에, 어닐링 분리제 조건 및 각각의 어닐링 분리제 조건에서 얻어진 재료의 자기 특성 (μr15/50, W17/50) 을 기재한다. 표 3-1, 표 3-2 및 표 3-3 에 나타내는 결과에 의하면, 본 발명에 따르는 강판에 있어서 W17/50 : 0.67 W/㎏ 이하가 얻어지고 있다. 특히, n 의 표준 편차가 평균치의 0.3 이하를 만족시키는 강판은 W17/50 : 0.65 W/㎏ 이하의 제품이 안정적으로 얻어지고 있다.
[표 2-1]

[표 2-2]
[표 3-1]

[표 3-2]

[표 3-3]

1 : 강판 (지철)
2 : 포스테라이트 피막
20 : 피막 본체
a ∼ e : 피막의 고립 부분 (본 발명에 있어서의 고립되는 부분)
2 : 포스테라이트 피막
20 : 피막 본체
a ∼ e : 피막의 고립 부분 (본 발명에 있어서의 고립되는 부분)
Claims (4)
- 강판의 표리면에 Mg 겉보기 중량으로 하여 0.2 g/㎡ 이상의 포스테라이트를 주성분으로 하는 피막을 갖고, 상기 강판의 표면에, 압연 방향과 직교하는 방향과의 이루는 각도가 45°이하이고 압연 방향을 횡단하는 방향으로 선상으로 연장되고 또한 압연 방향으로 간격을 두고 나열되는, 복수 개의 홈을 갖는 방향성 전기 강판으로서,
상기 홈은, 평균 깊이가 상기 강판의 두께의 6 % 이상 및 이웃하는 홈 상호간의 거리가 1 ∼ 15 ㎜ 의 범위이고,
주파수 50 Hz 및 최대 자속 밀도 1.5 T 로 교류 자화시켰을 때의 비투자율 μr15/50 이 35000 이상이고,
상기 강판의 압연 방향과 직교하는 단면의, 상기 강판과 상기 피막의 계면에 있어서 상기 피막의 연속 부분으로부터 이간되어 고립되는 부분의 존재 빈도가 0.3 개/㎛ 이하인 방향성 전기 강판. - 제 1 항에 있어서,
상기 고립되는 부분의 존재 빈도가 0.1 개/㎛ 이하인 방향성 전기 강판. - 제 1 항 또는 제 2 항에 있어서,
상기 고립되는 부분의 존재 빈도의 압연 방향과 직교하는 방향의 분포에 있어서의 표준 편차가 평균치의 30 % 이하인 방향성 전기 강판. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 홈의 평균 깊이가 상기 강판의 두께의 13 % 이상인 방향성 전기 강판.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017188734 | 2017-09-28 | ||
| JPJP-P-2017-188734 | 2017-09-28 | ||
| PCT/JP2018/035495 WO2019065645A1 (ja) | 2017-09-28 | 2018-09-25 | 方向性電磁鋼板 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200043440A true KR20200043440A (ko) | 2020-04-27 |
| KR102407899B1 KR102407899B1 (ko) | 2022-06-10 |
Family
ID=65902956
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207008121A KR102407899B1 (ko) | 2017-09-28 | 2018-09-25 | 방향성 전기 강판 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US11198916B2 (ko) |
| EP (1) | EP3690067B1 (ko) |
| JP (1) | JP6856114B2 (ko) |
| KR (1) | KR102407899B1 (ko) |
| CN (1) | CN111133118B (ko) |
| CA (1) | CA3075609C (ko) |
| MX (1) | MX2020003640A (ko) |
| WO (1) | WO2019065645A1 (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102174155B1 (ko) * | 2018-09-27 | 2020-11-04 | 주식회사 포스코 | 방향성 전기강판용 소둔 분리제 조성물, 방향성 전기강판 및 방향성 전기강판의 제조방법 |
| KR102133909B1 (ko) * | 2018-12-19 | 2020-07-14 | 주식회사 포스코 | 방향성 전기강판 및 그의 제조 방법 |
| CN115335546B (zh) * | 2020-05-19 | 2023-09-29 | 杰富意钢铁株式会社 | 取向性电磁钢板及其制造方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05202450A (ja) | 1992-01-27 | 1993-08-10 | Nippon Steel Corp | 超低鉄損一方向性電磁鋼板およびその製造方法 |
| JPH06158166A (ja) | 1992-11-17 | 1994-06-07 | Nippon Steel Corp | 極めて低い鉄損をもつ一方向性電磁鋼板及びその製造方法 |
| JPH06200325A (ja) * | 1992-12-28 | 1994-07-19 | Nippon Steel Corp | 高磁性の珪素鋼板の製造法 |
| JP2004162112A (ja) * | 2002-11-12 | 2004-06-10 | Jfe Steel Kk | 磁気特性および被膜特性に優れた方向性電磁鋼板の製造方法並びにこの方法に用いる焼鈍分離剤 |
| JP2011099155A (ja) * | 2009-11-09 | 2011-05-19 | Nippon Steel Corp | 薄手方向性電磁鋼板及び張力絶縁膜被覆薄手方向性電磁鋼板 |
| JP2012126973A (ja) * | 2010-12-16 | 2012-07-05 | Jfe Steel Corp | 方向性電磁鋼板およびその製造方法 |
| JP2013510239A (ja) | 2009-12-04 | 2013-03-21 | ポスコ | 低鉄損高磁束密度の方向性電気鋼板 |
| KR20140135833A (ko) * | 2012-04-26 | 2014-11-26 | 제이에프이 스틸 가부시키가이샤 | 방향성 전기 강판 및 그 제조 방법 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0143548B1 (en) | 1983-10-27 | 1988-08-24 | Kawasaki Steel Corporation | Grain-oriented silicon steel sheet having a low iron loss free from deterioration due to stress-relief annealing and a method of producing the same |
| US5173129A (en) * | 1983-10-27 | 1992-12-22 | Kawasaki Steel Corporation | Grain-oriented silicon steel sheet having a low iron loss free from deterioration due to stress-relief annealing and a method of producing the same |
| JPH06220541A (ja) | 1993-01-27 | 1994-08-09 | Nippon Steel Corp | 磁気鉄損の優れた高磁束密度方向性珪素鋼板およびその製造法 |
| US6395104B1 (en) | 1997-04-16 | 2002-05-28 | Nippon Steel Corporation | Method of producing unidirectional electromagnetic steel sheet having excellent film characteristics and magnetic characteristics |
| DE69810852T2 (de) | 1997-07-17 | 2003-06-05 | Kawasaki Steel Corp., Kobe | Kornorientiertes Elektrostahlblech mit ausgezeichneten magnetischen Eigenschaften und dessen Herstellungsverfahren |
| JP3397293B2 (ja) * | 1998-02-17 | 2003-04-14 | 新日本製鐵株式会社 | 超高磁束密度一方向性電磁鋼板の製造方法 |
| US6309473B1 (en) | 1998-10-09 | 2001-10-30 | Kawasaki Steel Corporation | Method of making grain-oriented magnetic steel sheet having low iron loss |
| JP2002194445A (ja) | 2000-12-27 | 2002-07-10 | Kawasaki Steel Corp | 被膜特性に優れた高磁束密度方向性電磁鋼板の製造方法 |
| EP2602342A4 (en) | 2010-08-06 | 2013-12-25 | Jfe Steel Corp | CORNORATED MAGNETIC STEEL PLATE AND METHOD OF MANUFACTURING THEREOF |
| JP5853352B2 (ja) | 2010-08-06 | 2016-02-09 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
| JP5754097B2 (ja) * | 2010-08-06 | 2015-07-22 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
| BR112013005450B1 (pt) | 2010-09-10 | 2019-05-07 | Jfe Steel Corporation | Chapa de aço elétrico com grão orientado e método para produção da mesma. |
| CN104024455B (zh) * | 2011-12-28 | 2016-05-25 | 杰富意钢铁株式会社 | 方向性电磁钢板及其铁损改善方法 |
| US10629346B2 (en) | 2012-04-26 | 2020-04-21 | Jfe Steel Corporation | Method of manufacturing grain-oriented electrical steel sheet |
| WO2016105053A1 (ko) | 2014-12-24 | 2016-06-30 | 주식회사 포스코 | 방향성 전기강판 및 그 제조방법 |
-
2018
- 2018-09-25 JP JP2019500613A patent/JP6856114B2/ja active Active
- 2018-09-25 CN CN201880062714.1A patent/CN111133118B/zh active Active
- 2018-09-25 CA CA3075609A patent/CA3075609C/en active Active
- 2018-09-25 WO PCT/JP2018/035495 patent/WO2019065645A1/ja unknown
- 2018-09-25 US US16/648,663 patent/US11198916B2/en active Active
- 2018-09-25 KR KR1020207008121A patent/KR102407899B1/ko active IP Right Grant
- 2018-09-25 MX MX2020003640A patent/MX2020003640A/es unknown
- 2018-09-25 EP EP18862120.5A patent/EP3690067B1/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05202450A (ja) | 1992-01-27 | 1993-08-10 | Nippon Steel Corp | 超低鉄損一方向性電磁鋼板およびその製造方法 |
| JPH06158166A (ja) | 1992-11-17 | 1994-06-07 | Nippon Steel Corp | 極めて低い鉄損をもつ一方向性電磁鋼板及びその製造方法 |
| JPH06200325A (ja) * | 1992-12-28 | 1994-07-19 | Nippon Steel Corp | 高磁性の珪素鋼板の製造法 |
| JP2004162112A (ja) * | 2002-11-12 | 2004-06-10 | Jfe Steel Kk | 磁気特性および被膜特性に優れた方向性電磁鋼板の製造方法並びにこの方法に用いる焼鈍分離剤 |
| JP2011099155A (ja) * | 2009-11-09 | 2011-05-19 | Nippon Steel Corp | 薄手方向性電磁鋼板及び張力絶縁膜被覆薄手方向性電磁鋼板 |
| JP2013510239A (ja) | 2009-12-04 | 2013-03-21 | ポスコ | 低鉄損高磁束密度の方向性電気鋼板 |
| JP2012126973A (ja) * | 2010-12-16 | 2012-07-05 | Jfe Steel Corp | 方向性電磁鋼板およびその製造方法 |
| KR20140135833A (ko) * | 2012-04-26 | 2014-11-26 | 제이에프이 스틸 가부시키가이샤 | 방향성 전기 강판 및 그 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102407899B1 (ko) | 2022-06-10 |
| WO2019065645A1 (ja) | 2019-04-04 |
| EP3690067A1 (en) | 2020-08-05 |
| US20200283863A1 (en) | 2020-09-10 |
| CN111133118B (zh) | 2021-10-12 |
| JPWO2019065645A1 (ja) | 2019-11-14 |
| JP6856114B2 (ja) | 2021-04-07 |
| US11198916B2 (en) | 2021-12-14 |
| CA3075609A1 (en) | 2019-04-04 |
| EP3690067B1 (en) | 2024-04-24 |
| CA3075609C (en) | 2022-06-21 |
| CN111133118A (zh) | 2020-05-08 |
| MX2020003640A (es) | 2020-07-29 |
| EP3690067A4 (en) | 2020-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5754097B2 (ja) | 方向性電磁鋼板およびその製造方法 | |
| KR101421387B1 (ko) | 방향성 전기 강판 및 그 제조 방법 | |
| KR101309346B1 (ko) | 방향성 전기 강판 및 그 제조 방법 | |
| KR101593346B1 (ko) | 방향성 전기 강판 및 그 제조 방법 | |
| JP5077470B2 (ja) | 方向性電磁鋼板 | |
| KR20130037216A (ko) | 방향성 전기 강판 및 그 제조 방법 | |
| KR101907768B1 (ko) | 저철손이고 저자기 변형의 방향성 전자 강판 | |
| KR20170043658A (ko) | 저철손 방향성 전기 강판 및 그 제조 방법 | |
| KR101683693B1 (ko) | 방향성 전자 강판의 제조 방법 | |
| WO2012001952A1 (ja) | 方向性電磁鋼板およびその製造方法 | |
| CN110300808B (zh) | 取向性电磁钢板 | |
| KR102407899B1 (ko) | 방향성 전기 강판 | |
| JP2012177164A (ja) | 方向性電磁鋼板の製造方法 | |
| JP4192399B2 (ja) | 方向性電磁鋼板およびその製造方法 | |
| JP6947248B1 (ja) | 方向性電磁鋼板 | |
| JP5845848B2 (ja) | 方向性電磁鋼板の製造方法 | |
| CA3145201C (en) | Grain-oriented electrical steel sheet | |
| JP5754170B2 (ja) | 方向性電磁鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |