KR20200036862A - 포획되어 릴리스 되지 않는 부재들을 가진 공구 홀더, 이러한 공구 홀더 및 절삭 공구의 조립 및 제작 방법 - Google Patents
포획되어 릴리스 되지 않는 부재들을 가진 공구 홀더, 이러한 공구 홀더 및 절삭 공구의 조립 및 제작 방법 Download PDFInfo
- Publication number
- KR20200036862A KR20200036862A KR1020207003084A KR20207003084A KR20200036862A KR 20200036862 A KR20200036862 A KR 20200036862A KR 1020207003084 A KR1020207003084 A KR 1020207003084A KR 20207003084 A KR20207003084 A KR 20207003084A KR 20200036862 A KR20200036862 A KR 20200036862A
- Authority
- KR
- South Korea
- Prior art keywords
- tool holding
- holding system
- engaging
- clamping
- clamping head
- Prior art date
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/10—Chucks characterised by the retaining or gripping devices or their immediate operating means
- B23B31/117—Retention by friction only, e.g. using springs, resilient sleeves, tapers
- B23B31/1177—Retention by friction only, e.g. using springs, resilient sleeves, tapers using resilient metallic rings or sleeves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/10—Chucks characterised by the retaining or gripping devices or their immediate operating means
- B23B31/12—Chucks with simultaneously-acting jaws, whether or not also individually adjustable
- B23B31/20—Longitudinally-split sleeves, e.g. collet chucks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/10—Chucks characterised by the retaining or gripping devices or their immediate operating means
- B23B31/117—Retention by friction only, e.g. using springs, resilient sleeves, tapers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/10—Chucks characterised by the retaining or gripping devices or their immediate operating means
- B23B31/12—Chucks with simultaneously-acting jaws, whether or not also individually adjustable
- B23B31/20—Longitudinally-split sleeves, e.g. collet chucks
- B23B31/201—Characterized by features relating primarily to remote control of the gripping means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/10—Chucks characterised by the retaining or gripping devices or their immediate operating means
- B23B31/12—Chucks with simultaneously-acting jaws, whether or not also individually adjustable
- B23B31/20—Longitudinally-split sleeves, e.g. collet chucks
- B23B31/201—Characterized by features relating primarily to remote control of the gripping means
- B23B31/2012—Threaded cam actuator
- B23B31/20125—Axially fixed cam, moving jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2231/00—Details of chucks, toolholder shanks or tool shanks
- B23B2231/24—Cooling or lubrication means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2240/00—Details of connections of tools or workpieces
- B23B2240/36—Connections using a tongue and a hollow of corresponding prismatic form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2250/00—Compensating adverse effects during turning, boring or drilling
- B23B2250/12—Cooling and lubrication
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2260/00—Details of constructional elements
- B23B2260/02—Cams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2260/00—Details of constructional elements
- B23B2260/072—Grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2260/00—Details of constructional elements
- B23B2260/106—Nuts
Abstract
본 발명에 따른 절삭 공구는 클램핑 부분(28)을 가진 공구 홀딩 시스템(12, 122)을 포함한다. 클램핑 부분(28)은 일체형으로 형성된 내측 결합 부재(36)를 포함하되, 내측 결합 부재(36)는, 절삭 인서트(24)를 클램핑 방식으로 수용하기 위하여, 클램핑 보어(32)를 가진 클램핑 슬리브 부분(30)을 적어도 부분적으로 형성한다. 또한, 클램핑 보어(32)는 내측 결합 부재(36)의 적어도 한 부분 주위에서 반경 방향으로 배열된 일체형으로 형성된 외측 결합 부재(38)를 포함한다. 또한, 공구 홀딩 시스템(12)은 내측 및 외측 결합 부재(36; 38)들 중 하나에 연결된 장착 부분(26)을 가진다. 내측 및 외측 결합 부재(36; 38)들은, 서로에 대해 슬라이딩 가능하게 이동될 수 있는 서로 결합된 제1 및 제2 결합 표면(56, 58)들에 의해, 서로 포획되어 릴리스 되지 않도록 결합된다.
Description
본 발명은 일반적으로 공구 홀딩 시스템에 관한 것으로서, 특히, 이러한 공구 홀딩 시스템은 포획되어 릴리스 되지 않도록 결합된 부분들을 포함하며, 이러한 부분들은 가산 제작 공정에 의해 제작된다.
공구 홀딩 시스템에는, 내부에 절삭 인서트를 클램핑 방식으로 수용하기 위해 클램핑 보어를 가진 클램핑 부분이 제공된다. 일반적으로, 회전 절삭 공구에서, 클램핑 보어는 반경 방향으로 내부를 향해 이동되어(즉 직경 수축) 그에 따라 클램핑 보어 내에 위치된 절삭 인서트와 클램핑 방식으로 결합되는 클램핑 슬리브 내에 형성된다. 반경 방향으로 내부를 향해 이동되는 것은 조임 부재(tightening member), 가령, 조임 너트(tightening nut)에 의해 수행될 수 있다.
이러한 공구 홀딩 시스템에서, 위에서 언급한 직경 수축은, 조임 부재가 조여져서, 반경 방향으로 내부를 향해 밀려지는 클램핑 슬리브에 편향 표면(eccentric surface)을 제공함으로써 구현될 수 있다.
이러한 공구 홀딩 시스템에서, 클램핑 슬리브는 원뿔형 콜릿(collet), 예를 들어, 표준형 ER 콜릿에 의해 형성될 수 있다. 이러한 공구 홀딩 시스템의 예들은, 예를 들어, US 4,699,388호 및 US 8,118,312호에 기술되어 있다. 선택적으로는, 콜릿을 정확하게 배열하기 위하여, 콜릿은 조임 너트에 회전 가능하게 연결된 환형 콜릿 링(annular collet ring)에 착탈식으로 연결될 수 있다(detachably connected). 이러한 공구 홀딩 시스템의 예들은, 예를 들어, US 5,522,605호 및 US 5,911,421호에 기술되어 있는데, 여기서 콜릿 링은 볼 베어링(ball bearing)들에 의해 조임 너트에 회전 가능하게 연결된다.
본 발명의 목적은, 새롭고 개선된 공구 홀딩 시스템을 제공하는 데 있다.
본 발명의 또 다른 목적은, 서로 포획되어 릴리스 되지 않도록 결합된 내측 및 외측 결합 부재들을 포함하는 공구 홀딩 시스템을 제공하는 데 있다.
본 발명의 추가적인 목적은, 새롭고 개선된 절삭 공구를 제공하는 데 있다.
본 발명의 또 다른 목적은, 공구 홀딩 시스템의 새롭고 개선된 조립 및 제작 방법을 제공하는 데 있다.
본 발명의 제1 양태에 따르면, 서로 반대 방향인 전방 및 후방 방향을 형성하는 공구 홀딩 시스템 중심축을 가진 공구 홀딩 시스템(tool holing system)이 제공되는데, 상기 공구 홀딩 시스템은:
클램핑 부분(clamping portion)을 포함하되, 상기 클램핑 부분은:
클램핑 보어(clamping bore)를 포함하는 클램핑 슬리브 부분(clamping sleeve portion)의 적어도 한 부분을 형성하는 일체형으로 형성된 내측 결합 부재(inner coupling member)를 포함하되, 절삭 인서트(cutting insert)를 클램핑 방식으로 수용하기(clampingly receiving) 위하여, 클램핑 보어는 공구 홀딩 시스템의 전방 단부에서 외부로 개방되고(opening out), 내측 결합 부재는 반경 방향으로 외부를 향해 배열된 제1 결합 표면(engagement surface)을 가지며;
반경 방향으로 내부를 향해 배열된 제2 결합 표면을 가진 일체형으로 형성된 외측 결합 부재(outer coupling member)를 포함하고;
내측 및 외측 결합 부재들 중 하나에 연결된 장착 부분(mounting portion)을 포함하되,
상기 외측 결합 부재는 내측 결합 부재의 적어도 한 부분 주위에 외주 방향으로 배열되며(circumferentially disposed), 제1 결합 표면은 제2 결합 표면을 향해 배열되고;
내측 및 외측 결합 부재들은 서로 포획되어 릴리스 되지 않도록 결합되며(captively and non-releasably engaged);
제1 및 제2 결합 표면들은 고정된 위치(locked position)와 릴리스된 위치(released position) 사이에서 내측 및 외측 결합 부재들을 조절하기 위해 서로에 대해 슬라이딩 가능하게 이동될 수 있다(slidingly displaceable).
본 발명의 제2 양태에 따르면, 절삭 공구(cutting tool)이 제공되는데, 상기 절삭 공구는:
위에 기술된 타입의 공구 홀딩 시스템; 및
내부에 클램핑 방식으로 결합되고(clampingly engaged) 클램핑 보어 내에 위치된 절삭 인서트를 포함한다.
본 발명의 제3 양태에 따르면, 위에 기술된 타입의 공구 홀딩 시스템의 조립 및 제작 방법이 제공되는데, 상기 방법은:
장착 부분을 제작하는 단계;
가산 제작 공정(additive manufacturing process)을 이용함으로써, 클램핑 헤드 부분을 제작하는 단계를 포함하되, 상기 클램핑 헤드 부분은:
내측 및 외측 결합 부재;
내측 및 외측 결합 부재들을 연결하는 하나 이상의 연결 부분;
내측 및 외측 결합 부재들과 하나 이상의 연결 부분에 의해 경계가 정해진(bounded) 환형 분리 공동(annular separation cavity);
클램핑 헤드 부분의 적어도 클램핑 헤드 전방 단부 표면에서 외부로 개방되는 클램핑 헤드 보어를 포함하며;
클램핑 헤드 부분을 내측 및 외측 결합 부재들로 분리하는 단계;
클램핑 헤드 부분을 장착 부분에 연결하는 단계를 포함한다.
위에 기술된 내용은 단지 요약이며 하기에 기술되는 특징들은 본 발명에 따른 특징들의 임의의 조합들에 적용될 수 있는데, 예를 들어, 하기 특징들의 임의의 특징들이 공구 홀딩 시스템 또는 절삭 공고 또는 이들의 조립 및 제작 방법에 적용될 수 있다는 것을 이해해야 한다.
제1 및 제2 결합 표면들은 공구 홀딩 시스템 중심축 주위에서 외주 방향으로 연장될 수 있다. 제1 및 제2 결합 표면들은 공구 홀딩 시스템 중심축 주위에서 서로에 대해 외주 방향으로 슬라이딩 가능하게 이동될 수 있다.
제1 및 제2 결합 표면들은 50°보다 작은 각도만큼 서로에 대해 외주 방향으로 슬라이딩 가능하게 이동될 수 있다.
제1 결합 표면은 내부에 리세스 형태로 구성된(recessed) 하나 이상의 결합 리세스(engagement recess)를 포함할 수 있다. 제2 결합 표면은 그로부터 돌출되는 하나 이상의 결합 돌출부(engagement projection)를 포함할 수 있다. 각각의 결합 돌출부는 각각의 결합 리세스에 위치될 수 있다.
하나 이상의 결합 돌출부는 복수의 각도적으로 이격되어 배열된(angularly spaced apart) 결합 돌출부들을 포함할 수 있는데, 상기 결합 돌출부들은 하나 이상의 축방향 돌출 열(axial projection row)에 배열된다. 하나 이상의 결합 리세스는 복수의 각도적으로 이격되어 배열된 결합 리세스들을 포함할 수 있는데, 상기 결합 리세스들은 하나 이상의 축방향 리세스 열(axial recess row)에 배열된다.
각각의 결합 리세스는 중앙의 리세스 바닥 표면을 포함할 수 있다. 각각의 리세스 바닥 표면은 리세스 간격 표면(recess clearance surface)과 외주 방향으로 상기 리세스 간격 표면에 인접하게 위치된 리세스 인접 표면(recess abutment surface)을 포함할 수 있다. 리세스 인접 표면은 공구 홀딩 시스템 중심축으로부터 리세스 간격 표면보다 더 멀리 위치될 수 있다.
각각의 결합 돌출부는 중앙의 돌출 상측 표면을 포함할 수 있다. 각각의 돌출 상측 표면은 공구 홀딩 시스템 중심축으로부터 균일한 반경방향 거리(radial distance)를 가질 수 있다.
제1 결합 표면은 그로부터 돌출되는 하나 이상의 결합 돌출부를 포함할 수 있다. 제2 결합 표면은 내부에 리세스 형태로 구성된 하나 이상의 결합 리세스를 포함할 수 있다. 각각의 결합 돌출부는 각각의 결합 리세스에 위치될 수 있다.
제1 결합 표면은 내측 결합 부재 상에 위치될 수 있으며 반경 방향으로 외부를 향해 배열될 수 있다. 제2 결합 표면은 외측 결합 부재 상에 위치될 수 있으며 반경 방향으로 내부를 향해 배열될 수 있다.
외측 결합 부재는 조임 너트(tightening nut)를 형성할 수 있다.
내측 결합 부재는 장착 부분과 일체형으로 연결되어 일체형 구조(one-piece construction)를 가진 공구 몸체(tool body)를 형성할 수 있다.
외측 결합 부재는 반경 방향으로 내부를 향해 배열된 외측 스레드형 부분(outer threaded portion)을 포함할 수 있다. 장착 부분은 반경 방향으로 외부를 향해 배열된 장착 스레드형 부분(mounting threaded portion)을 포함할 수 있다. 외측 스레드형 부분(outer threaded portion)은 장착 스레드형 부분에 스레드 형태로 결부될 수 있다(threadingly engaged).
내측 결합 부재는 전체적으로 클램핑 슬리브 부분을 형성할 수 있다.
내측 결합 부재는 슬라이딩 콜릿 링(sliding collet ring)을 형성할 수 있다. 클램핑 슬리브 부분은 내측 결합 부재에 릴리스 가능하게 결부된(releasably attached) 콜릿을 추가로 포함할 수 있다. 클램핑 보어는 콜릿 내에 위치될 수 있다.
공구 홀딩 시스템은 공구 홀딩 시스템의 전방 단부에서 외부로 개방된 하나 이상의 냉각제 채널(coolant channel)을 추가로 포함할 수 있다.
각각의 냉각제 채널은 내측 결합 부재 내에 형성되며 상기 내측 결합 부재의 전체 축방향 길이만큼 연장될 수 있다.
내측 결합 부재는 하나 이상의 축방향으로 연장되는 냉각제 리지(coolant ridge)를 포함할 수 있다. 각각의 냉각제 채널은 냉각제 리지 내에 위치될 수 있다.
제1 결합 표면은 복수의 각도적으로 이격되어 배열된 결합 리세스들을 포함할 수 있다. 각각의 쌍의 외주 방향으로 인접한 결합 리세스들의 부재들은 각각의 냉각제 리지에 의해 분리될 수 있다.
내측 결합 부재는 내측 결합 부재의 전체 축방향 길이만큼 연장되는 냉각제 홈(coolant groove)을 포함할 수 있다. 각각의 냉각제 채널은 외측 결합 부재와 냉각제 홈에 의해 형성될 수 있다.
각각의 돌출 상측 표면은 각각의 리세스 인접 표면과 접할 수 있다(abut).
상기 방법은, 정확히 2개의 연결 부분들을 내측 및 외측 결합 부재들에 연결하여 분리 공동(separation cavity)이 전체적으로 밀폐되도록(entirely closed), 클램핑 헤드 부분을 제작하는 단계를 포함할 수 있다.
클램핑 헤드 부분을 내측 및 외측 결합 부재들로 분리하는 단계는 하나 이상의 연결 부분을 제거하는 단계를 포함할 수 있다.
하나 이상의 연결 부분을 제거하는 단계는:
i) 클램핑 헤드 부분에서, 분리 공동으로 연장되는 분리 홈(separation groove)을 페이스 그루빙(face grooving) 하는 단계; 또는
ii) 클램핑 헤드 부분을 분리 공동으로 그라인딩(grinding) 하는 단계; 또는
iii) 클램핑 헤드 부분에서, 분리 공동으로 연장되는 분리 홈을 외부 그루빙(external grooving) 하는 단계; 또는
iv) 클램핑 헤드 보어에서, 분리 공동으로 연장되는 분리 홈을 내부 그루빙(internal grooving) 하는 단계를 포함할 수 있다.
상기 방법은, 비-가산 제작 공정(non-additive manufacturing process)을 이용하여 장착 부분을 제작하는 단계를 포함할 수 있다.
상기 방법은, 가산 제작 공정(additive manufacturing process)을 이용하여 장착 부분을 제작하는 단계를 포함할 수 있다.
상기 방법은, 장착 부분에 직접 클램핑 헤드 부분을 추가로 제작함으로써, 클램핑 헤드 부분을 장착 부분에 연결하는 단계를 포함할 수 있다.
상기 방법은, 단일의 가산 제작 공정으로 장착 부분과 클램핑 헤드 부분을 함께 제작함으로써, 클램핑 헤드 부분을 장착 부분에 연결하는 단계를 포함할 수 있다.
상기 방법은, 장착 부분과 클램핑 헤드 부분을 개별적으로 제작하는 단계를 포함할 수 있다. 그 뒤에, 클램핑 헤드 부분을 장착 부분에 연결하는 단계를 포함할 수 있다.
상기 방법은:
클램핑 헤드 부분을 내측 및 외측 결합 부재들로 분리한 후에, 콜릿을 내측 결합 부재에 릴리스 가능하게 결부시키는 단계를 추가로 포함할 수 있으며;
클램핑 헤드 부분을 장착 부분에 연결하는 단계는, 콜릿을 내측 결합 부재에 릴리스 가능하게 결부시키는 단계 후에, 외측 결합 부재를 장착 부분에 스레드 형태로 결부하는 단계를 포함할 수 있다.
본 발명을 더 잘 이해하고 실제로 실시할 수 있는 지를 보여주기 위하여, 이제, 첨부도면들을 참조하여 밑에서 상세하게 설명될 것이다:
도 1은 본 발명의 제1 실시예에 따른 절삭 공구의 투시도;
도 2는 본 발명의 제1 실시예에 따른 공구 홀딩 시스템을 부분적으로 절단한 투시도;
도 3은 도 2에 도시된 내측 결합 부재의 투시도;
도 4는 도 2에 도시된 외측 결합 부재를 부분적으로 절단한 투시도;
도 5는 도 2에 도시된 공구 홀딩 시스템의 축방향 횡단면도;
도 6a는, 공구 홀딩 시스템이 릴리스된 위치에 있을 때, 도 5의 라인 VIa-VIa를 따라 절단한 축방향 수직 횡단면도;
도 6b는 공구 홀딩 시스템이 고정된 위치에 있을 때 도 6a와 비슷한 도면;
도 7은 본 발명의 제1 실시예에 따른 장착 부분과 개별 클램핑 헤드 부분의 투시도;
도 8은 장착 부분에 연결된 클램핑 헤드 부분의 투시도;
도 9는 클램핑 헤드 부분을 부분적으로 절단한 투시도로서, 분리 전의 내측 및 외측 결합 부재를 보여주고;
도 10은 도 9와 비슷한 도면으로서, 분리 후의 내측 및 외측 결합 부재를 보여주며;
도 11은 본 발명의 제2 실시예에 따른 절삭 공구를 부분적으로 절단한 투시도;
도 12는 본 발명의 제2 실시예에 따른 공구 홀딩 시스템의 클램핑 부분을 부분적으로 절단한 투시도;
도 13은 도 12에 도시된 내측 결합 부재의 투시도;
도 14는 도 12에 도시된 외측 결합 부재를 부분적으로 절단한 투시도;
도 15는 도 12에 도시된 클램핑 부분의 정면도;
도 16은 도 15의 라인 XVII-XVII를 따라 절단한 횡단면도;
도 17은 클램핑 헤드 부분을 부분적으로 절단한 투시도로서, 분리 전의 내측 및 외측 결합 부재를 보여주고;
도 18은 도 17의 "XVIII" 부분을 상세하게 확대하여 도시한 세부도; 및
도 19는 도 17과 비슷한 도면으로서, 분리 후의 내측 및 외측 결합 부재를 보여준다.
예시된 예를 간단하게 하고 명확하게 하기 위하여, 도면에 도시된 요소들은 반드시 실측으로 도시된 것이 아니라는 것을 이해해야 한다. 예를 들어, 몇몇 요소들의 수치는 명확하게 도시하기 위해 다른 요소들에 비해 확대하여 도시될 수 있으며, 몇몇 물리적인 구성요소들은 하나의 기능적 블록 또는 요소 내에 포함될 수도 있다. 추가로, 도면부호들은 상응하는 또는 비슷한 요소들을 가리키기 위해 반복될 수도 있다.
도 1은 본 발명의 제1 실시예에 따른 절삭 공구의 투시도;
도 2는 본 발명의 제1 실시예에 따른 공구 홀딩 시스템을 부분적으로 절단한 투시도;
도 3은 도 2에 도시된 내측 결합 부재의 투시도;
도 4는 도 2에 도시된 외측 결합 부재를 부분적으로 절단한 투시도;
도 5는 도 2에 도시된 공구 홀딩 시스템의 축방향 횡단면도;
도 6a는, 공구 홀딩 시스템이 릴리스된 위치에 있을 때, 도 5의 라인 VIa-VIa를 따라 절단한 축방향 수직 횡단면도;
도 6b는 공구 홀딩 시스템이 고정된 위치에 있을 때 도 6a와 비슷한 도면;
도 7은 본 발명의 제1 실시예에 따른 장착 부분과 개별 클램핑 헤드 부분의 투시도;
도 8은 장착 부분에 연결된 클램핑 헤드 부분의 투시도;
도 9는 클램핑 헤드 부분을 부분적으로 절단한 투시도로서, 분리 전의 내측 및 외측 결합 부재를 보여주고;
도 10은 도 9와 비슷한 도면으로서, 분리 후의 내측 및 외측 결합 부재를 보여주며;
도 11은 본 발명의 제2 실시예에 따른 절삭 공구를 부분적으로 절단한 투시도;
도 12는 본 발명의 제2 실시예에 따른 공구 홀딩 시스템의 클램핑 부분을 부분적으로 절단한 투시도;
도 13은 도 12에 도시된 내측 결합 부재의 투시도;
도 14는 도 12에 도시된 외측 결합 부재를 부분적으로 절단한 투시도;
도 15는 도 12에 도시된 클램핑 부분의 정면도;
도 16은 도 15의 라인 XVII-XVII를 따라 절단한 횡단면도;
도 17은 클램핑 헤드 부분을 부분적으로 절단한 투시도로서, 분리 전의 내측 및 외측 결합 부재를 보여주고;
도 18은 도 17의 "XVIII" 부분을 상세하게 확대하여 도시한 세부도; 및
도 19는 도 17과 비슷한 도면으로서, 분리 후의 내측 및 외측 결합 부재를 보여준다.
예시된 예를 간단하게 하고 명확하게 하기 위하여, 도면에 도시된 요소들은 반드시 실측으로 도시된 것이 아니라는 것을 이해해야 한다. 예를 들어, 몇몇 요소들의 수치는 명확하게 도시하기 위해 다른 요소들에 비해 확대하여 도시될 수 있으며, 몇몇 물리적인 구성요소들은 하나의 기능적 블록 또는 요소 내에 포함될 수도 있다. 추가로, 도면부호들은 상응하는 또는 비슷한 요소들을 가리키기 위해 반복될 수도 있다.
하기 발명의 설명에서, 본 발명의 다양한 양태들이 기술될 것이다. 본 발명을 잘 이해하기 위하여, 특정 형상 및 세부사항들이 상세하게 설명된다. 하지만, 통상의 기술자라면 본 발명이 본 명세서에 기술된 특정 형상 및 세부사항들이 없이도 실시될 수 있다는 것을 이해할 것이다.
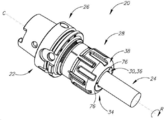
도 1은 본 발명의 한 양태에 따라 칩 제거를 위한 절삭 공구(20, 120)를 도시한다. 도면들에 도시된 비-제한적인 예에서, 절삭 공구(20, 120)은 회전 절삭 공구이다. 특히, 회전 절삭 공구는 드릴링 절삭 공정에 적합한 드릴링 공구(drilling tool)이다. 하지만, 본 발명은 드릴링 공구에만 제한되는 것이 아니며, 예를 들어, 이들에만 제한되지는 않지만, 밀링 공구(milling tool)에도 적용될 수 있다. 게다가, 절삭 공구(20, 120)는 비-회전 절삭 공구, 가령, 이들에만 제한되지는 않지만, 터닝 공구(turning tool)일 수도 있다. 절삭 공구(20, 120)는 공구 종축(C)을 가진다. 본 발명의 몇몇 실시예들에 따르면, 절삭 공구(20, 120)는 공구 종축(C) 주위로 회전 방향(R)으로 회전될 수 있다. 절삭 공구(20, 120)는 공구 홀딩 시스템(22, 122)을 포함한다. 또한, 절삭 공구(20, 120)는 공구 홀딩 시스템(22, 122)에 클램핑 방식으로 결합된(clampingly engaged) 절삭 인서트(24)를 포함한다. 절삭 인서트(24)는 금속 절삭 공정을 수행하도록 구성되며 그를 위해 절삭 에지(도시되지 않음)를 가진다. 도면들에 도시된 비-제한적인 예에서, 절삭 인서트(24)는 드릴 비트(drill bit)이다.
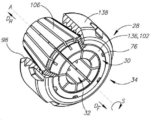
이제, 공구 홀딩 시스템(22, 122)를 도시한 도 2를 보면 본 발명의 또 다른 양태를 보여준다. 공구 홀딩 시스템(22, 122)은 공구 홀딩 시스템 중심축(A)을 가진다. 공구 홀딩 시스템 중심축(A)은 서로 반대 방향인 전방 및 후방 방향(DF, DR)을 형성한다. 본 발명의 몇몇 실시예들에 따르면, 공구 홀딩 시스템 중심축(A)은 공구 종축(C)과 동일할 수도 있다.
본 명세서 전반에 걸쳐 사용되는 용어 "전방을 향해(forward)" 및 "후방을 향해(rearward)"은, 각각, 도 5 및 16에서, 공구 홀딩 시스템 중심축(A)의 방향으로 좌측 및 우측을 향하는 상대 위치를 가리키는 것이라는 점에 유의해야 한다. 본 명세서에서, 용어 "전방을 향해"는 절삭 공구(20, 120)의 절삭 단부와 관련이 있다. 추가로, 본 명세서 전반에 걸쳐 사용되는 용어 "축방향(axial)" 및 "반경방향(radial)"도, 그 밖에 달리 기술되지 않는 한, 공구 홀딩 시스템 중심축(A)에 대한 것이라는 점에 유의해야 한다.
공구 홀딩 시스템(22, 122)은 장착 부분(26)과 장착 부분에 연결된 클램핑 부분(28)을 포함한다. 예를 들어, 회전 절삭 공구의 경우, 장착 부분(26)은 절삭 공구(20, 120)를 회전시키기 위하여 토크 전달 시스템(가령, 스핀들, 도시되지 않음)에 연결되도록 구성된다.
도 2를 보면, 클램핑 부분(28)은 일체형으로 형성된 내측 결합 부재(36, 136)를 포함한다. 또한, 클램핑 부분(28)은 일체형으로 형성된 외측 결합 부재(38, 138)를 포함한다. 외측 결합 부재(38, 138)는 내측 결합 부재(36, 136)의 적어도 한 부분 주위로 외주 방향으로 배열된다(circumferentially disposed).
장착 부분(26)은 내측 및 외측 결합 부재(36, 136; 38, 138)들 중 하나에 연결된다. 본 발명의 제1 실시예에 따르면, 내측 결합 부재(36)는 일체형 구조를 가진 공구 몸체(39)를 형성하는 장착 부분(26)과 일체형으로 연결될 수 있다.
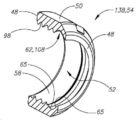
이제, 도 3을 보면, 내측 결합 부재(36, 136)는 클램핑 보어(32)를 포함하는 클램핑 슬리브 부분(30)의 적어도 한 부분을 형성한다. 클램핑 보어(32)는 절삭 인서트(24)를 클램핑 방식으로 수용하도록(clampingly receiving) 구성된다. 클램핑 보어(32)는 공구 홀딩 시스템(22, 122)의 전방 단부(34)에서 외부로 개방된다. 본 발명의 몇몇 실시예들에 따르면, 내측 결합 부재(36, 136)는 2개의 맞은편에 위치된(전방 및 후방) 내측 단부 표면(40, 41)들과 그 사이에서 연장되는 내측 주변 표면(42)을 포함할 수 있다. 내측 주변 표면(42)은 공구 홀딩 시스템 중심축(A) 주위에서 외주 방향으로 연장될 수 있다. 내측 결합 부재(36, 136)는 적어도 전방 내측 단부 표면(40)으로 개방될 수 있는 내측 보어(44)를 포함할 수 있다. 내측 보어(44)는 내측 보어 벽 표면(46)에 의해 형성될 수 있다. 내측 결합 부재(36)가 장착 부분(26)과 일체형으로 연결되는 형상에서, 후방 내측 단부 표면(41)은 내측 결합 부재(36)에 통합되는(즉 변환되는) 장착 부분(26)이 위치되는 가상 표면(imaginary surface)이라는 점에 유의해야 한다.
본 발명의 제1 실시예에 따르면, 내측 결합 부재(36)는 전체적으로 클램핑 슬리브 부분(30)을 형성할 수 있다. 이는 즉 클램핑 슬리브 부분(30)이 내측 결합 부재(36)를 제외하고는 그 밖의 어떠한 다른 부분도 형성하지 않는다는 의미이다. 바람직하게는, 이는 추가적인 부분들로 조립할 필요가 없는 오직 2개의 특정 부분들을 가진 공구 홀딩 시스템(22)을 위해 제공된다. 이러한 형상에서, 내측 보어(44)는 클램핑 보어(32)를 형성할 수 있다. 내측 결합 부재(36)는 후방 단부에서 내측 베이스 부분(49)를 포함할 수 있다. 내측 베이스 부분(49)은 내측 결합 부재(36)의 최대 반경방향 수치를 형성할 수 있다. 외측 결합 부재(38)는 내측 베이스 부분(49)을 포함하지 않는 내측 결합 부재(36)의 한 부분 주위에 외주 방향으로 배열될 수 있다.
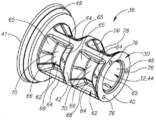
이제, 도 4를 보면, 본 발명의 몇몇 실시예들에 따르면, 외측 결합 부재(38, 138)는 2개의 맞은편에 위치된(전방 및 후방) 외측 단부 표면(48)들과 그 사이에서 연장되는 외측 주변 표면(50)을 포함할 수 있다. 외측 주변 표면(50)은 공구 홀딩 시스템 중심축(A) 주위에서 외주 방향으로 연장될 수 있다. 외측 결합 부재(38, 138)는 2개의 외측 단부 표면(48)들 사이에서 연장될 수 있으며 두 표면들로 개방될 수 있는 외측 관통 보어(52)를 포함할 수 있다. 외측 관통 보어(52)는 반경 방향으로 내부를 향해 배열된 외측 관통 보어 벽 표면(53)에 의해 형성될 수 있다. 내측 결합 부재(36, 136)는 적어도 부분적으로 외측 관통 보어(52) 내에 위치될 수 있다. 외측 결합 부재(38, 138)는 조임 너트(54)를 형성할 수 있다.
도 3 및 4를 보면, 내측 결합 부재(36, 136)는 반경 방향으로 외부를 향하는 제1 결합 표면(56, 58)을 가지는 반면, 외측 결합 부재(38, 138)는 반경 방향으로 내부를 향하는 제2 결합 표면(58)을 가진다. 제1 및 제2 결합 표면(56, 58)들은 그 위에 위치되는 내측 또는 외측 결합 부재(36, 136; 38, 138)의 전체 외주 주위로 연장될 수 있다. 도 2에 도시된 것과 같이, 내측 및 외측 결합 부재(36, 136; 38, 138)들은 서로 결합된(inter-engaged) 제1 및 제2 결합 표면(56, 58)들에 의해 포획되어 릴리스 되지 않도록 결합된다(captively and non-releasably engaged). 제1 및 제2 결합 표면(56, 58)들은 고정된 위치와 릴리스된 위치 사이에서 내측 및 외측 결합 부재들을 조절하기 위해 서로에 대해 슬라이딩 가능하게 이동될 수 있다(slidingly displaceable).
본 발명의 몇몇 실시예들에 따르면, 제1 및 제2 결합 표면(56, 58)은 공구 홀딩 시스템 중심축(A) 주위에서 외주 방향으로 연장될 수 있다. 제1 및 제2 결합 표면(56, 58)들은 서로를 향해 배열될 수 있다. 제1 및 제2 결합 표면(56, 58)들은 공구 홀딩 시스템 중심축(A) 주위에서 서로에 대해 외주 방향(S)으로 슬라이딩 가능하게 이동될 수 있다. 따라서, 제1 및 제2 결합 표면(56, 58)들은 서로에 대해 슬라이딩 가능하게 회전될 수 있다. 외주 방향(S)과 회전 방향(R)은 동일한 방향일 수 있다(co-directional).
본 발명의 제1 실시예에 따르면, 내측 결합 부재의 제1 결합 표면(56)은 내부에 리세스(recess) 형태로 구성된 하나 이상의 결합 리세스(62)를 포함할 수 있다. 외측 결합 부재의 제2 결합 표면(58)은 그로부터 돌출되는 하나 이상의 반경 방향으로 내부를 향해 배열된 결합 돌출부(60)를 포함할 수 있다. 도 및 5를 보면, 각각의 결합 돌출부(60)는 각각의 결합 리세스(62)에 위치될 수 있다. 따라서, 제1 및 제2 결합 표면(56, 58)들은 서로 결합될 수 있다.
도 3에서 볼 수 있듯이, 본 발명의 제1 실시예에 따르면, 하나 이상의 결합 돌출부(60)는 복수의 각도적으로 이격되어 배열된(angularly spaced apart) 결합 돌출부(60)들을 포함할 수 있는데, 상기 결합 돌출부들은 하나 이상의 축방향 돌출 열(axial projection row)에 배열된다. 하나 이상의 결합 리세스(62)는 복수의 각도적으로 이격되어 배열된 결합 리세스(62)들을 포함할 수 있는데, 상기 결합 리세스들은 하나 이상의 축방향 리세스 열(axial recess row)에 배열된다. 도면들에 도시된 비-제한적인 예에서, 정확하게 2개의 축방향 돌출 열들과 2개의 축방향 리세스 열들이 있다.
각각의 결합 리세스(62)는 2개의 각도적으로 이격되어 배열된 리세스 측벽(64)들과 그로부터 연장되는 중앙의 리세스 바닥 표면(66)을 포함할 수 있다. 각각의 리세스 바닥 표면(66)은 리세스 간격 표면(68)과 리세스 인접 표면(70)을 포함할 수 있다. 리세스 인접 표면(70)은 외주 방향(S)으로 리세스 간격 표면(68)에 인접하게 위치될 수 있다. 도 3, 6a 및 6b에서 볼 수 있듯이, 리세스 인접 표면(70)은 공구 홀딩 시스템 중심축(A)으로부터 반경 방향으로 리세스 간격 표면(68)보다 더 멀리 위치될 수 있다. 각각의 결합 리세스(62)는 2개의 맞은편의 축방향으로 이격되어 배열된(axially spaced apart) 리세스 축방향 측벽(65)들을 포함할 수 있다.
도 4에서 볼 수 있듯이, 각각의 결합 돌출부(60)는 2개의 각도적으로 이격되어 배열된 돌출 측벽(72)과 그로부터 연장되는 중앙의 돌출 상측 표면(74)을 포함할 수 있다. 각각의 돌출 상측 표면(74)은 공구 홀딩 시스템 중심축(A)으로부터 균일한 반경방향 거리(D)를 가질 수 있다. 각각의 결합 돌출부(60)는 2개의 맞은편의 축방향으로 이격되어 배열된 돌출 축방향 측벽(73)들을 포함할 수 있다. 리세스 축방향 측벽(65)들 중 하나 또는 그 이상 및 돌출 축방향 측벽(73)들 중 하나 또는 그 이상 사이에서 접촉되면, 외측 결합 부재(38, 138)가 내측 결합 부재(36, 136)에 대해 축방향으로 이동되는 것이 방지된다.
도 3을 보면, 본 발명의 제1 실시예에 따르면, 반경 방향으로 외부를 향해 배열된 제1 결합 표면(56)은 내측 결합 부재(36)의 내측 주변 표면(42)에 위치될 수 있다. 그리고, 도 4에서 볼 수 있듯이, 반경 방향으로 내부를 향해 배열된 제2 결합 표면(58)은 외측 결합 부재(38)의 외측 관통 보어 벽 표면(53)에 위치될 수 있다.
도 2 및 5를 보면, 본 발명의 몇몇 실시예들에 따르면, 공구 홀딩 시스템(22, 122)은 공구 홀딩 시스템(22, 122)의 전방 단부(34)에서 외부로 개방된 하나 이상의 냉각제 채널(76)을 포함할 수 있다. 냉각제 채널(76)은 냉각제가 절삭 인서트(24)의 절삭 부분에 전달될 수 있도록 구성된다.
본 발명의 제1 실시예에 따르면, 각각의 냉각제 채널(76)은 내측 결합 부재(36) 내에 형성될 수 있으며 상기 내측 결합 부재의 전체 축방향 길이만큼 연장될 수 있다. 각각의 냉각제 채널(76)은 내측 단부 표면(40)을 향해 외부로 개방될 수 있다. 내측 결합 부재(36)는 하나 이상의 축방향으로 연장되는 냉각제 리지(78)를 포함할 수 있다. 각각의 냉각제 리지(78)는 축방향으로 연장될 수도 있다. 각각의 냉각제 채널(76)은 냉각제 리지(78) 내에 위치될 수 있다. 각각의 쌍의 외주 방향으로 인접한 결합 리세스(62)들의 부재들은 각각의 냉각제 리지(78)에 의해 분리될 수 있다.
공구 홀딩 시스템(22, 122)은 릴리스된 위치와 고정된 위치 사이에서 조절될 수 있다. 공구 홀딩 시스템(22, 122)의 릴리스된 위치에서, 클램핑 보어(32)는 내부에 절삭 인서트(24)가 삽입될 수 있는 간격을 가진다. 공구 홀딩 시스템(22, 122)의 고정된 위치에서, 절삭 인서트(24)는 클램핑 보어(32) 내에 위치될 수 있고 클램핑 방식으로 결합되어, 절삭 공구(20, 120)를 형성한다.
본 발명의 제1 실시예에 따르면, 릴리스된 위치와 고정된 위치 사이에서 공구 홀딩 시스템(22, 122)를 조절하기 위하여, 제1 및 제2 결합 표면(56, 58)들은 공구 홀딩 시스템 중심축(A) 주위에서 50°보다 작은 각도만큼 서로에 대해 외주 방향(S)으로 슬라이딩 가능하게 이동될 수 있다. 돌출 및 리세스 측벽(72, 64)들 사이의 접촉에 의해 추가적인 회전이 방지될 수 있다. 대안으로, 돌출 상측 표면(74)과 각각의 리세스 인접 표면(70) 사이가 타이트하게 밀접함으로써(tight abutment) 회전이 방지될 수 있다.
앞에서 언급한 것과 같이, 본 발명의 한 양태는 절삭 공구(20, 120)에 관한 것으로서, 절삭 인서트(24)는 클램핑 보어(32) 내에 위치되고 내부에서 클램핑 방식으로 결합된다. 공구 홀딩 시스템(22)이 고정된 위치에 있을 때, 본 발명의 제1 실시예에 따르면, 각각의 돌출 상측 표면(74)은 각각의 리세스 인접 표면(70)과 접할 수 있다. 따라서, 클램핑 슬리브 부분(30)은 반경 방향으로 내부를 향해 밀어져서 절삭 인서트(24)는 클램핑 보어(32)에 클램핑 방식으로 결합된다.
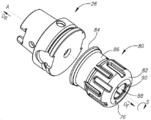
본 발명의 제3 양태는 공구 홀딩 시스템(22, 122)의 조립 및 제작 방법에 관한 것이다. 본 발명의 제1 실시예에 따른 클램핑 헤드 부분(80)과 장착 부분(26)을 도시한 도 7을 보면, 상기 제작 방법은 그 밖의 다른 실시예들에도 적용될 수 있다. 상기 제작 방법은 장착 부분(26)을 제작하는 단계를 포함한다. 본 발명의 몇몇 실시예들에 따르면, 장착 부분(26)을 제작하는 단계는 비-가산 제작 공정(non-additive manufacturing process)을 포함할 수 있다. 대안으로, 장착 부분(26)을 제작하는 단계는 가산 제작 공정(additive manufacturing process)을 포함할 수 있다.
본 명세서 전반에 걸쳐 사용되는 용어 "가산 제작 공정(additive manufacturing process)"은, 물체(object)를 생성하기 위하여 재료의 층(layer)들이 형성되는 3차원 물체를 형성하기 위하여 사용되는 공정을 가리킨다는 점에 유의해야 한다. 이러한 가산 제작 공정의 예는, 예를 들어, 이들에만 제한되지는 않지만, 선택적 레이저 용융(Selective Laser Melting: SLM), 선택적 레이저 소결(Selective Laser Sintering: SLS), 직접 금속 레이저 소결(Direct Metal Laser Sintering: DMLS), 융합 증착 모델링(Fused Deposition Modeling: FDM) 및 3차원 인쇄(3D Printing)을 포함한다.
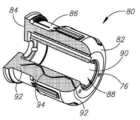
상기 제작 방법은 가산 제작 공정을 이용함으로써 클램핑 헤드 부분(80, 180)을 제작하는 단계를 포함한다. 클램핑 헤드 부분(80, 180)은 클램핑 헤드 전방 및 후방 단부 표면(82, 84)들과 그 사이에서 연장되는 클램핑 헤드 주변 표면(86)을 포함한다. 클램핑 헤드 부분(80, 180)은, 클램핑 헤드 보어(88), 내부에 리세스 형태로 구성되고, 외부로 개방된, 적어도 클램핑 헤드 전방 단부 표면(82)을 포함한다. 클램핑 헤드 보어(88)는 클램핑 헤드 전방 및 후방 단부 표면(82, 84)로 개방될 수 있다. 클램핑 헤드 보어(88)는 클램핑 헤드 보어 벽 표면(90)에 의해 형성된다. 클램핑 헤드 부분(80, 180)은 내측 및 외측 결합 부재(36, 136; 38, 138)들로부터 형성되는데, 이 결합 부재들은 하나 이상의 연결 부분(92)에 의해 연결된다. 각각의 연결 부분(92)은 환형 형태로 구성될 수 있다. 각각의 연결 부분(92)은 내측 및 외측 결합 부재(36, 136; 38, 138)들 중 하나 또는 둘 모두의 축방향 단부(즉 전방 단부 또는 후방 단부)에 위치될 수 있다. 클램핑 헤드 보어(88)는 내측 보어(44)에 상응한다. 클램핑 헤드 주변 표면(86)은 외측 주변 표면(50)에 상응하며, 선택적으로는, 내측 주변 표면(42)의 한 부분에 상응한다.
클램핑 헤드 부분(80)이 장착 부분(26)에 직접 제작되는 경우를 제외하고는, 두 단계(즉 장착 부분(26)을 제작하는 단계 및 클램핑 헤드 부분(80)을 제작하는 단계)의 순서는 변경될 수 있다는 점에 유의해야 한다. 또한, 이 경우, 클램핑 헤드 전방 단부 표면(82)들 중 하나가 클램핑 헤드 부분(80) 내에 통합되는(즉 변환되는) 장착 부분(26)이 위치되는 가상 표면이라는 점에 유의해야 한다.
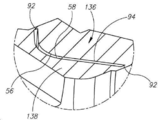
도 9를 보면, 클램핑 헤드 부분(80, 180)은 내측 및 외측 결합 부재(36, 136; 38, 138)들과 하나 이상의 연결 부분(92)에 의해 경계가 정해진(bounded) 환형 분리 공동(94)을 포함한다. 제1 및 제2 결합 표면(56, 58)들은 분리 공동(94)에 의해 이격되어 배열된다(spaced apart). 따라서, 분리 공동(94)의 형태는 제1 및 제2 결합 표면(56, 58)들의 형태에 의해 횡방향으로 형성된다(laterally defined). 선택적으로는, 내측 및 외측 결합 부재(36, 136; 38, 138)들은 정확히 2개의 연결 부분(92)들에 의해 연결될 수 있어서, 분리 공동(94)은 전체적으로 밀폐된다(closed). 분리 공동(94)은 슬릿(slit)과 비슷한 형태를 가질 수 있다.
도 10을 보면, 상기 제작 방법은 클램핑 헤드 부분(80, 180)을 내측 및 외측 결합 부재(36, 136; 38, 138)들로 분리하는 단계를 포함한다. 본 발명의 몇몇 실시예들에 따르면, 클램핑 헤드 부분(80, 180)을 분리하는 단계는 하나 이상의 연결 부분(92)을 제거하는 단계를 포함할 수 있다. 하나 이상의 연결 부분(92)을 제거하는 단계는, 다음과 같이, i) 클램핑 헤드 부분(80, 180)에서, 분리 공동(94)으로 연장되는 분리 홈(96)을 페이스 그루빙(face grooving) 하는 단계, 또는 ii) 클램핑 헤드 부분(80, 180)을 분리 공동(94)으로 그라인딩(grinding) 하는 단계, 또는 iii) 클램핑 헤드 부분(80, 180)에서, 분리 공동(94)으로 연장되는 분리 홈(96)을 외부 그루빙(external grooving) 하는 단계, 또는 iv) 클램핑 헤드 부분(80, 180)에서, 분리 공동(94)으로 연장되는 분리 홈(96)을 내부 그루빙(internal grooving) 하는 단계 중 하나를 포함할 수 있다.
상기 제작 방법은, i) 클램핑 헤드 부분(80, 180)을 제작하는 단계 동안 또는 제작하는 단계 후에, 또는 ii) 클램핑 헤드 부분(80, 180)을 분리하는 단계 후에, 클램핑 헤드 부분(80, 180)을 장착 부분(26)에 연결하는 단계를 추가로 포함한다.
도 8을 보면, 본 발명의 제1 실시예에 따르면, 클램핑 헤드 부분(80)을 장착 부분(26)에 연결하는 단계는, 클램핑 헤드 부분(80)을 제작하는 단계 동안에, 장착 부분(26)에 직접 클램핑 헤드 부분(80)을 추가로 제작함으로써 수행될 수 있다. 게다가, 장착 부분(26)이 추가로 제작될 때, 장착 부분(26)과 클램핑 헤드 부분(80)은 단일의 가산 제작 공정으로 함께 제작될 수 있다. 대안으로, 장착 부분(26)과 클램핑 헤드 부분(80)은 개별적으로 제작될 수 있다. 클램핑 헤드 부분(80)을 장착 부분(26)에 연결하는 단계는, 예를 들어, 상기 부분들을 함께 납땜하는(brazing) 단계를 포함할 수 있다.
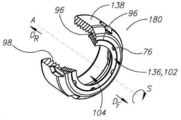
이제, 본 발명의 제2 실시예가 밑에 기술될 것이다. 도 12에서 볼 수 있듯이, 외측 결합 부재(138)는 전체 내측 결합 부재(136) 주위에서 외주 방향으로 배열될 수 있다. 도 13 내지 16을 보면, 하나 이상의 결합 리세스(62)는 환형 홈(108)을 포함할 수 있다. 하나 이상의 결합 돌출부(60)는 환형 리지(110)를 포함할 수 있다. 제1 결합 표면(56)은 내측 결합 부재(136) 상에 위치될 수 있으며 반경 방향으로 외부를 향해 배열된다. 구체적으로, 제1 결합 표면(56)은 내측 주변 표면(42) 상에 위치될 수 있다. 제2 결합 표면(58)은 외측 결합 부재(138) 상에 위치될 수 있으며 반경 방향으로 내부를 향해 배열된다. 구체적으로, 제2 결합 표면(58)은 외측 관통 보어 벽 표면(53) 상에 위치될 수 있다.
도 12를 보면, 내측 결합 부재(136)는 조임 너트(54)에 대해 직접 슬라이딩 가능하게 이동될 수 있는 슬라이딩 콜릿 링(102)을 형성한다. 바람직하게는, 이는 추가적인 부분들, 가령, 볼 베어링들로 추후에 조립할 필요가 없는 공구 홀딩 시스템(22)을 위해 제공된다. 이러한 형상에서, 내측 보어(44)는 클램핑 보어(32)를 형성할 수 있다. 내측 보어(44)는 링 관통 보어(104)를 형성하는 2개의 맞은편의 배열된 내측 단부 표면(40 41)들 모두에 개방될 수 있다. 클램핑 부분(28)은 콜릿(106)을 추가로 포함할 수 있다. 클램핑 보어(32)는 콜릿(106) 내에 위치될 수 있다. 콜릿(106)은 링 관통 보어(104)에서 슬라이딩 콜릿 링(102)에 릴리스 가능하게 결부될 수 있다(releasably attached).
도 13에서 볼 수 있듯이, 본 발명의 제2 실시예에 따르면, 내측 결합 부재(136)는 내측 결합 부재(136)의 전체 축방향 길이만큼 연장되는 냉각제 홈(114)을 포함할 수 있다. 예를 들어, 냉각제 홈(114)은 내측 주변 표면(42) 내에 위치될 수 있다. 각각의 냉각제 채널(76)은 외측 결합 부재(138)와 냉각제 홈(114)에 의해 형성될 수 있다. 대안으로, 각각의 냉각제 채널(76)은 절삭 인서트(24)와 냉각제 홈(114)에 의해 형성될 수도 있다.
본 발명의 제2 실시예에 따르면, 릴리스된 위치와 고정된 위치 사이에서 공구 홀딩 시스템(122)을 조절하기 위하여, 콜릿(106)은, 조임 너트(54)(즉 외측 결합 부재(138))를 회전시킴으로써(turning), 원뿔형의 수용 보어(112)에 의해 반경 방향으로 내부를 향해 밀어져서, 절삭 인서트(24)는 도 11에 도시된 것과 같이(또한, 종래 기술에 잘 알려져 있는 것과 같이) 클램핑 보어(32)에 클램핑 방식으로 결합된다.
이제, 도 11을 살펴보자. 외측 결합 부재(138)는 반경 방향으로 내부를 향해 배열된 외측 스레드형 부분(98)을 포함할 수 있다. 장착 부분(26)은 반경 방향으로 외부를 향해 배열된 장착 스레드형 부분(100)을 포함할 수 있다. 상기 제작 방법은, 클램핑 헤드 부분(180)을 내측 및 외측 결합 부재(136, 138)들로 분리한 후에, 콜릿(106)을 내측 결합 부재(136)에 릴리스 가능하게 결부시키는 단계를 추가로 포함할 수 있다. 클램핑 헤드 부분(80)을 장착 부분(26)에 연결하는 단계는, 콜릿(106)을 내측 결합 부재(136)에 릴리스 가능하게 결부시키는 단계 후에, 외측 결합 부재(138)를 장착 부분(26)에 스레드 형태로 결부하는(threadingly attaching) 단계를 포함할 수 있다.
본 발명의 한 특징에 따르면, 내측 및 외측 결합 부재(36, 136; 38, 138)들이 포획되어 릴리스 되지 않도록 결합되기(captively and non-releasably engaged) 때문에, 공구 홀딩 시스템(22, 122)은, 예를 들어 절삭 인서트(24) 또는 콜릿(106)을 교체할 때, 낙하 부분(falling part)들이 없다는 점에 유의해야 한다. 일반적으로는, 내측 및 외측 결합 부재들은 이 결합 부재들 중 하나 이상의 부재를 파손시키지 않고서는, 서로 분리될 수 없다.
위에서 기술된 내용들로부터, 한 실시예에서 하나 이상의 결합 리세스(62)는 내측 결합 부재(36) 상에 형성되지만, 다른 실시예에서는 하나 이상의 결합 리세스(62)가 외측 결합 부재(138) 상에 형성되며, 하나 이상의 돌출부(60)는 그 밖의 다른 결합 부재 상에 형성된다는 것을 볼 수 있다.
본 발명이 특정 실시예에 대해 기술되었지만, 본 발명의 범위를 벗어나지 않고도 본 발명의 다양한 변형예 및 개선예들이 가능하다는 것을 이해해야 한다.
Claims (33)
- 서로 반대 방향인 전방 및 후방 방향(DF, DR)을 형성하는 공구 홀딩 시스템 중심축(A)을 가진 공구 홀딩 시스템(22, 122)에 있어서, 상기 공구 홀딩 시스템(22, 122)은:
클램핑 부분(28)을 포함하되, 상기 클램핑 부분(28)은:
클램핑 보어(32)를 포함하는 클램핑 슬리브 부분(30)의 적어도 한 부분을 형성하는 일체형으로 형성된 내측 결합 부재(36, 136)를 포함하되, 절삭 인서트(24)를 클램핑 방식으로 수용하기 위하여, 클램핑 보어(32)는 공구 홀딩 시스템(22, 122)의 전방 단부(34)에서 외부로 개방되고, 내측 결합 부재(36, 136)는 반경 방향으로 외부를 향해 배열된 제1 결합 표면(56)을 가지며;
반경 방향으로 내부를 향해 배열된 제2 결합 표면(58)을 가진 일체형으로 형성된 외측 결합 부재(38, 138)를 포함하고;
내측 및 외측 결합 부재(36, 136; 38, 138)들 중 하나에 연결된 장착 부분(26)을 포함하되,
외측 결합 부재(38, 138)는 내측 결합 부재(36, 136)의 적어도 한 부분 주위에 외주 방향으로 배열되며, 제1 결합 표면(56)은 제2 결합 표면(58)을 향해 배열되고;
내측 및 외측 결합 부재(36, 136; 38, 138)들은 서로 포획되어 릴리스 되지 않도록 결합되며;
제1 및 제2 결합 표면(56, 58)들은 고정된 위치와 릴리스된 위치 사이에서 내측 및 외측 결합 부재들을 조절하기 위해 서로에 대해 슬라이딩 가능하게 이동될 수 있는 것을 특징으로 하는 공구 홀딩 시스템(22, 122). - 제1항에 있어서,
제1 및 제2 결합 표면(56, 58)들은 공구 홀딩 시스템 중심축(A) 주위에서 외주 방향으로 연장되며;
제1 및 제2 결합 표면(56, 58)들은 공구 홀딩 시스템 중심축(A) 주위에서 서로에 대해 외주 방향(S)으로 슬라이딩 가능하게 이동될 수 있는 것을 특징으로 하는 공구 홀딩 시스템(22, 122). - 제2항에 있어서,
제1 및 제2 결합 표면(56, 58)들은 50°보다 작은 각도만큼 서로에 대해 외주 방향(S)으로 슬라이딩 가능하게 이동될 수 있는 것을 특징으로 하는 공구 홀딩 시스템(22). - 제1항 내지 제3항 중 어느 한 항에 있어서,
제1 결합 표면(56)은 내부에 리세스 형태로 구성된 하나 이상의 결합 리세스(62)를 포함하며;
제2 결합 표면(58)은 그로부터 돌출되는 하나 이상의 결합 돌출부(60)를 포함하고;
각각의 결합 돌출부(60)는 각각의 결합 리세스(62)에 위치되는 것을 특징으로 하는 공구 홀딩 시스템(22, 122). - 제4항에 있어서,
하나 이상의 결합 돌출부(60)는 복수의 각도적으로 이격되어 배열된 결합 돌출부(60)들을 포함하되, 상기 결합 돌출부들은 하나 이상의 축방향 돌출 열에 배열되고;
하나 이상의 결합 리세스(62)는 복수의 각도적으로 이격되어 배열된 결합 리세스(62)들을 포함하되, 상기 결합 리세스들은 하나 이상의 축방향 리세스 열에 배열되는 것을 특징으로 하는 공구 홀딩 시스템(22). - 제4항 또는 제5항에 있어서,
각각의 결합 리세스(62)는 중앙의 리세스 바닥 표면(66)을 포함하며;
각각의 리세스 바닥 표면(66)은 리세스 간격 표면(68)과 외주 방향(S)으로 상기 리세스 간격 표면에 인접하게 위치된 리세스 인접 표면(70)을 포함하고;
리세스 인접 표면(70)은 공구 홀딩 시스템 중심축(A)으로부터 반경 방향으로 리세스 간격 표면(68)보다 더 멀리 위치되는 것을 특징으로 하는 공구 홀딩 시스템(22). - 제6항에 있어서,
각각의 결합 돌출부(60)는 중앙의 돌출 상측 표면(74)을 포함하고;
각각의 돌출 상측 표면(74)은 공구 홀딩 시스템 중심축(A)으로부터 균일한 반경방향 거리(D)를 가지는 것을 특징으로 하는 공구 홀딩 시스템(22). - 제1항 또는 제2항에 있어서,
제1 결합 표면(56)은 그로부터 돌출되는 하나 이상의 결합 돌출부(60)를 포함하고;
제2 결합 표면(58)은 내부에 리세스 형태로 구성된 하나 이상의 결합 리세스(62)를 포함하며;
각각의 결합 돌출부(60)는 각각의 결합 리세스(62)에 위치되는 것을 특징으로 하는 공구 홀딩 시스템(122). - 제8항에 있어서,
하나 이상의 결합 리세스(62)는 환형 홈(108)을 포함하며;
하나 이상의 결합 돌출부(60)는 환형 리지(110)를 포함하는 것을 특징으로 하는 공구 홀딩 시스템(122). - 제1항 내지 제9항 중 어느 한 항에 있어서, 외측 결합 부재(38, 138)는 조임 너트(54)를 형성하는 것을 특징으로 하는 공구 홀딩 시스템(22, 122).
- 제1항 내지 제7항 또는 제10항 중 어느 한 항에 있어서, 내측 결합 부재(36, 136)는 장착 부분(26)과 일체형으로 연결되어 일체형 구조를 가진 공구 몸체(39)를 형성하는 것을 특징으로 하는 공구 홀딩 시스템(22).
- 제1항 내지 제2항 또는 제8항 내지 제10항 중 어느 한 항에 있어서,
외측 결합 부재(138)는 반경 방향으로 내부를 향해 배열된 외측 스레드형 부분(98)을 포함하고;
장착 부분(26)은 반경 방향으로 외부를 향해 배열된 장착 스레드형 부분(100)을 포함하며;
외측 스레드형 부분(98)은 장착 스레드형 부분(100)에 스레드 형태로 결부되는 것을 특징으로 하는 공구 홀딩 시스템(122). - 제1항 내지 제7항 또는 제10항 내지 제11항 중 어느 한 항에 있어서, 내측 결합 부재(36)는 전체적으로 클램핑 슬리브 부분(30)을 형성하는 것을 특징으로 하는 공구 홀딩 시스템(22).
- 제1항 내지 제2항, 제8항 내지 제10항 또는 제12항 중 어느 한 항에 있어서,
내측 결합 부재(136)는 슬라이딩 콜릿 링(102)을 형성하며;
클램핑 슬리브 부분(30)은 내측 결합 부재(136)에 릴리스 가능하게 결부된 콜릿(106)을 추가로 포함하고;
클램핑 보어(32)는 콜릿(106) 내에 위치되는 것을 특징으로 하는 공구 홀딩 시스템(122). - 제1항 내지 제15항 중 어느 한 항에 있어서, 공구 홀딩 시스템(22, 122)의 전방 단부(34)에서 외부로 개방된 하나 이상의 냉각제 채널(76)을 추가로 포함하는 것을 특징으로 하는 공구 홀딩 시스템(22, 122).
- 제15항에 있어서, 각각의 냉각제 채널(76)은 내측 결합 부재(36) 내에 형성되며 상기 내측 결합 부재의 전체 축방향 길이만큼 연장되는 것을 특징으로 하는 공구 홀딩 시스템(22).
- 제16항에 있어서,
내측 결합 부재(36)는 하나 이상의 축방향으로 연장되는 냉각제 리지(78)를 포함하고;
각각의 냉각제 채널(76)은 냉각제 리지(78) 내에 위치되는 것을 특징으로 하는 공구 홀딩 시스템(22). - 제17항에 있어서,
제1 결합 표면(56)은 복수의 각도적으로 이격되어 배열된 결합 리세스(62)들을 포함하고;
각각의 쌍의 외주 방향으로 인접한 결합 리세스(62)들의 부재들은 각각의 냉각제 리지(78)에 의해 분리되는 것을 특징으로 하는 공구 홀딩 시스템(22). - 제15항에 있어서,
내측 결합 부재(136)는 내측 결합 부재(136)의 전체 축방향 길이만큼 연장되는 냉각제 홈(114)을 포함하며;
각각의 냉각제 채널(76)은 외측 결합 부재(138)와 냉각제 홈(114)에 의해 형성되는 것을 특징으로 하는 공구 홀딩 시스템(122). - 절삭 공구(20, 120)에 있어서, 상기 절삭 공구는:
제1항 내지 제19항 중 어느 한 항에 따른 공구 홀딩 시스템(22, 122);
내부에 클램핑 방식으로 결합되고 클램핑 보어(32) 내에 위치된 절삭 인서트(24)를 포함하는 것을 특징으로 하는 절삭 공구(20, 120). - 제20항에 있어서,
제1 결합 표면(56)은 하나 이상의 결합 리세스(62)를 포함하고;
제2 결합 표면(58)은 하나 이상의 결합 돌출부(60)를 포함하며;
각각의 결합 돌출부(60)는 각각의 결합 리세스(62) 내에 위치되고;
각각의 결합 리세스(62)는 중앙의 리세스 바닥 표면(66)을 포함하며;
각각의 리세스 바닥 표면(66)은 리세스 간격 표면(68)과 외주 방향(S)으로 상기 리세스 간격 표면에 인접하게 위치된 리세스 인접 표면(70)을 포함하고;
리세스 인접 표면(70)은 공구 홀딩 시스템 중심축(A)으로부터 반경 방향으로 리세스 간격 표면(68)보다 더 멀리 위치되며;
각각의 결합 돌출부(60)는 중앙의 돌출 상측 표면(74)을 포함하고;
각각의 돌출 상측 표면(74)은 공구 홀딩 시스템 중심축(A)으로부터 균일한 반경방향 거리(D)를 가지며;
각각의 돌출 상측 표면(74)은 각각의 리세스 인접 표면(70)과 접하는 것을 특징으로 하는 절삭 공구(20). - 제21항에 있어서,
내측 결합 부재(36)는 전체적으로 클램핑 슬리브 부분(30)을 형성하는 것을 특징으로 하는 절삭 공구(20). - 제20항에 있어서,
내측 결합 부재(136)는 슬라이딩 콜릿 링(102)을 형성하며;
클램핑 슬리브 부분(30)은 내측 결합 부재(136)에 릴리스 가능하게 결부된 콜릿(106)을 추가로 포함하고;
클램핑 보어(32)는 콜릿(106) 내에 위치되는 것을 특징으로 하는 절삭 공구(120). - 제1항 내지 제19항 중 어느 한 항에 따른 공구 홀딩 시스템(22, 122)의 조립 및 제작 방법에 있어서, 상기 방법은:
장착 부분(26)을 제작하는 단계;
가산 제작 공정을 이용함으로써, 클램핑 헤드 부분(80, 180)을 제작하는 단계를 포함하되, 상기 클램핑 헤드 부분(80, 180)는:
내측 및 외측 결합 부재(36, 136; 38, 138);
내측 및 외측 결합 부재(36, 136; 38, 138)들을 연결하는 하나 이상의 연결 부분(92);
내측 및 외측 결합 부재(36, 136; 38, 138)들과 하나 이상의 연결 부분(92)에 의해 경계가 정해진 환형 분리 공동(94);
클램핑 헤드 부분(80, 180)의 적어도 클램핑 헤드 전방 단부 표면(82)에서 외부로 개방되는 클램핑 헤드 보어(88)를 포함하며;
클램핑 헤드 부분(80, 180)을 내측 및 외측 결합 부재(36, 136; 38, 138)들로 분리하는 단계;
클램핑 헤드 부분(80, 180)을 장착 부분(26)에 연결하는 단계를 포함하는 것을 특징으로 하는 공구 홀딩 시스템(22, 122)의 조립 및 제작 방법. - 제24항에 있어서, 정확히 2개의 연결 부분(92)들을 내측 및 외측 결합 부재(36, 136; 38, 138)들에 연결하여 분리 공동(94)이 전체적으로 밀폐되도록, 클램핑 헤드 부분(80, 180)을 제작하는 단계를 포함하는 것을 특징으로 하는 공구 홀딩 시스템(22, 122)의 조립 및 제작 방법.
- 제24항 또는 제25항에 있어서, 클램핑 헤드 부분(80, 180)을 내측 및 외측 결합 부재(36, 136; 38, 138)들로 분리하는 단계는 하나 이상의 연결 부분(92)을 제거하는 단계를 포함하는 것을 특징으로 하는 공구 홀딩 시스템(22, 122)의 조립 및 제작 방법.
- 제26항에 있어서, 하나 이상의 연결 부분(92)을 제거하는 단계는:
i) 클램핑 헤드 부분(80, 180)에서, 분리 공동(94)으로 연장되는 분리 홈(96)을 페이스 그루빙(face grooving) 하는 단계; 또는
ii) 클램핑 헤드 부분(80, 180)을 분리 공동(94)으로 그라인딩(grinding) 하는 단계; 또는
iii) 클램핑 헤드 부분(80, 180)에서, 분리 공동(94)으로 연장되는 분리 홈(96)을 외부 그루빙(external grooving) 하는 단계; 또는
iv) 클램핑 헤드 보어(88)에서, 분리 공동(94)으로 연장되는 분리 홈(96)을 내부 그루빙(internal grooving) 하는 단계를 포함하는 것을 특징으로 하는 공구 홀딩 시스템(22, 122)의 조립 및 제작 방법. - 제24항 내지 제27항 중 어느 한 항에 있어서, 비-가산 제작 공정을 이용하여 장착 부분(26)을 제작하는 단계를 포함하는 것을 특징으로 하는 공구 홀딩 시스템(22, 122)의 조립 및 제작 방법.
- 제24항 내지 제27항 중 어느 한 항에 있어서, 가산 제작 공정을 이용하여 장착 부분(26)을 제작하는 단계를 포함하는 것을 특징으로 하는 공구 홀딩 시스템(22, 122)의 조립 및 제작 방법.
- 제24항 내지 제29항 중 어느 한 항에 있어서, 장착 부분(26)에 직접 클램핑 헤드 부분(80)을 추가로 제작함으로써, 클램핑 헤드 부분(80)을 장착 부분(26)에 연결하는 단계를 포함하는 것을 특징으로 하는 공구 홀딩 시스템(22, 122)의 조립 및 제작 방법.
- 제24항 내지 제27항 또는 제29항 중 어느 한 항에 있어서, 단일의 가산 제작 공정으로 장착 부분(26)과 클램핑 헤드 부분(80)을 함께 제작함으로써, 클램핑 헤드 부분(80)을 장착 부분(26)에 연결하는 단계를 포함하는 것을 특징으로 하는 공구 홀딩 시스템(22, 122)의 조립 및 제작 방법.
- 제24항 내지 제30항 중 어느 한 항에 있어서, 상기 방법은:
장착 부분(26)과 클램핑 헤드 부분(80)을 개별적으로 제작하는 단계;
그 뒤에, 클램핑 헤드 부분(80)을 장착 부분(26)에 연결하는 단계를 포함하는 것을 특징으로 하는 공구 홀딩 시스템(22, 122)의 조립 및 제작 방법. - 제24항 내지 제27항 중 어느 한 항에 있어서,
상기 방법은 클램핑 헤드 부분(180)을 내측 및 외측 결합 부재(136, 138)들로 분리한 후에, 콜릿(106)을 내측 결합 부재(136)에 릴리스 가능하게 결부시키는 단계를 추가로 포함하며;
클램핑 헤드 부분(80)을 장착 부분(26)에 연결하는 단계는, 콜릿(106)을 내측 결합 부재(136)에 릴리스 가능하게 결부시키는 단계 후에, 외측 결합 부재(138)를 장착 부분(26)에 스레드 형태로 결부하는 단계를 포함하는 것을 특징으로 하는 공구 홀딩 시스템(22, 122)의 조립 및 제작 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/664,537 | 2017-07-31 | ||
| US15/664,537 US10668541B2 (en) | 2017-07-31 | 2017-07-31 | Tool holding system having captive and non-releasable members, method of manufacture and assembly of same and cutting tool |
| PCT/IL2018/050758 WO2019026060A1 (en) | 2017-07-31 | 2018-07-11 | TOOL SYSTEM HAVING CAPTIVE AND NON-RELEASABLE ELEMENTS, METHOD FOR MANUFACTURING AND ASSEMBLING SAME, AND CUTTING TOOL |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200036862A true KR20200036862A (ko) | 2020-04-07 |
| KR102520014B1 KR102520014B1 (ko) | 2023-04-11 |
Family
ID=63165424
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207003084A KR102520014B1 (ko) | 2017-07-31 | 2018-07-11 | 포획되어 릴리스 되지 않는 부재들을 가진 공구 홀더, 이러한 공구 홀더 및 절삭 공구의 조립 및 제작 방법 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US10668541B2 (ko) |
| EP (1) | EP3661682A1 (ko) |
| JP (1) | JP7142038B2 (ko) |
| KR (1) | KR102520014B1 (ko) |
| CN (1) | CN110944780B (ko) |
| BR (1) | BR112020001869B1 (ko) |
| CA (1) | CA3070669A1 (ko) |
| IL (1) | IL271252B2 (ko) |
| RU (1) | RU2767135C2 (ko) |
| TW (1) | TWI748120B (ko) |
| WO (1) | WO2019026060A1 (ko) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8366119B2 (en) * | 2007-03-30 | 2013-02-05 | Seco Tools Ab | Tool with replaceable tip |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH665155A5 (it) | 1985-10-04 | 1988-04-29 | Tecnopinz Sa | Pinza autocentrante di altissima precisione. |
| SU1364405A1 (ru) * | 1985-12-18 | 1988-01-07 | Павлодарский Индустриальный Институт | Устройство дл механизированного креплени инструмента |
| JP2562883B2 (ja) | 1986-12-29 | 1996-12-11 | エヌテイ−ツ−ル株式会社 | 保持具 |
| DE8902529U1 (ko) * | 1989-03-03 | 1989-08-24 | Horn P Hartmetall Werkzeugfab | |
| US5167476A (en) | 1990-11-16 | 1992-12-01 | Dalton Technology | Collet and tool assembly |
| JPH0718515Y2 (ja) * | 1992-10-23 | 1995-05-01 | 株式会社エムエスティコーポレーション | 工具用ホルダ |
| US5522605A (en) | 1994-08-10 | 1996-06-04 | Kennametal Inc. | Collet chuck having parpallel force loaded bearing |
| JP3108654B2 (ja) * | 1996-08-27 | 2000-11-13 | 健吾 堀内 | キーレスドリルチャック |
| US5911421A (en) | 1997-04-18 | 1999-06-15 | Kennametal Inc. | Sealed collet having improved radial flexibility for facilitating removal from a locknut |
| JPH11309613A (ja) * | 1998-04-30 | 1999-11-09 | Seiwa Seiki Kk | コレットチャック |
| JP2003205409A (ja) | 2002-01-11 | 2003-07-22 | Big Alpha Co Ltd | 締付けナット及びコレットチャック |
| JP2005224871A (ja) * | 2004-02-10 | 2005-08-25 | Fanuc Ltd | 工作機械の主軸構造 |
| JP2005329606A (ja) * | 2004-05-19 | 2005-12-02 | Sugimoto Sangyo Kk | 穿孔拡開工具 |
| IL174722A0 (en) | 2006-04-02 | 2006-08-20 | Hanoch Guy | Chuck and article |
| US8118312B2 (en) | 2006-06-14 | 2012-02-21 | American Torch Tip Co. | Quick change centering tool holder |
| IL176592A (en) | 2006-06-27 | 2010-05-17 | Hanoch Guy | Chuck having a rotatable securing mechanism |
| SE530537C2 (sv) | 2006-11-02 | 2008-07-01 | Etp Transmission Ab | Hydromekanisk fastspänningsanordning |
| DE102008045233A1 (de) * | 2008-08-28 | 2010-03-04 | Franz Haimer Maschinenbau Kg | Schrumpffutter mit Dehnungsnuten |
| DE102009012433A1 (de) * | 2009-03-10 | 2010-09-16 | Kennametal Inc. | Zerspanungswerkzeug für eine Werkzeugmaschine |
| DE102009034202B3 (de) * | 2009-07-16 | 2010-09-23 | Hartmetall-Werkzeugfabrik Paul Horn Gmbh | Zweiteiliges Werkzeug für spanende Bearbeitung mit Schraubkupplung |
| JP5011366B2 (ja) | 2009-11-27 | 2012-08-29 | 株式会社日研工作所 | 工具ホルダおよび工具ホルダの組立方法 |
| US8672592B2 (en) | 2012-05-16 | 2014-03-18 | Iscar, Ltd. | Milling collet having pull-out preventer for retaining a fluted milling tool |
| US9022393B2 (en) | 2012-08-23 | 2015-05-05 | Iscar, Ltd. | Cutting tool lock nut having grooved collet-locking surface and cutting tool incorporating same |
| JP6398767B2 (ja) * | 2015-02-10 | 2018-10-03 | 株式会社デンソー | 工具ホルダ |
-
2017
- 2017-07-31 US US15/664,537 patent/US10668541B2/en active Active
-
2018
- 2018-07-11 JP JP2019571575A patent/JP7142038B2/ja active Active
- 2018-07-11 CN CN201880048508.5A patent/CN110944780B/zh active Active
- 2018-07-11 RU RU2019140763A patent/RU2767135C2/ru active
- 2018-07-11 WO PCT/IL2018/050758 patent/WO2019026060A1/en unknown
- 2018-07-11 EP EP18752872.4A patent/EP3661682A1/en active Pending
- 2018-07-11 BR BR112020001869-4A patent/BR112020001869B1/pt active IP Right Grant
- 2018-07-11 KR KR1020207003084A patent/KR102520014B1/ko active IP Right Grant
- 2018-07-11 CA CA3070669A patent/CA3070669A1/en active Pending
- 2018-07-27 TW TW107125976A patent/TWI748120B/zh active
-
2019
- 2019-12-08 IL IL271252A patent/IL271252B2/en unknown
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8366119B2 (en) * | 2007-03-30 | 2013-02-05 | Seco Tools Ab | Tool with replaceable tip |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110944780A (zh) | 2020-03-31 |
| JP2020529325A (ja) | 2020-10-08 |
| CA3070669A1 (en) | 2019-02-07 |
| IL271252A (en) | 2020-01-30 |
| IL271252B2 (en) | 2023-06-01 |
| BR112020001869B1 (pt) | 2024-01-09 |
| US10668541B2 (en) | 2020-06-02 |
| RU2767135C2 (ru) | 2022-03-16 |
| RU2019140763A3 (ko) | 2021-09-30 |
| WO2019026060A1 (en) | 2019-02-07 |
| EP3661682A1 (en) | 2020-06-10 |
| TWI748120B (zh) | 2021-12-01 |
| RU2019140763A (ru) | 2021-09-02 |
| JP7142038B2 (ja) | 2022-09-26 |
| CN110944780B (zh) | 2021-10-26 |
| US20190030618A1 (en) | 2019-01-31 |
| BR112020001869A2 (pt) | 2020-07-28 |
| KR102520014B1 (ko) | 2023-04-11 |
| TW201910028A (zh) | 2019-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7194721B2 (ja) | キャビティを組み込んだ工具保持具及びその工具保持具を製造する方法 | |
| KR102469646B1 (ko) | 냉각제 그루브 배열을 가진 회전 척 | |
| EP1325785B1 (en) | Throw-away cutting tool | |
| KR102531284B1 (ko) | 절삭 헤드 및 위치설정 핀에 의해 생크에 구속해제 가능하게 클램핑된 절삭 헤드를 가진 회전식 절삭 공구 | |
| CN101522364B (zh) | 钻头的制造方法 | |
| KR20120097328A (ko) | 밀링 커터, 특히 둥근 머리 밀링 커터 | |
| KR101714853B1 (ko) | 좌승수 및 우승수 절삭 공구 | |
| WO2014081011A1 (ja) | 切削インサート及びその製造方法 | |
| KR102465176B1 (ko) | 동일한 원뿔각이 제공되는 2개의 이격된 원뿔형 인접 표면을 갖는 나사산형 장착 부분을 갖는 교체가능 절삭 헤드, 공구 홀더 그리고 회전 절삭 공구 | |
| JP2019520228A (ja) | 段付きドリル | |
| JP2016523188A (ja) | 工作物を機械加工するための工作機械アセンブリおよびそのアクチュエータ部品 | |
| WO2017055156A1 (en) | A tool body, a milling tool and a method for manufacturing a tool body | |
| KR102520014B1 (ko) | 포획되어 릴리스 되지 않는 부재들을 가진 공구 홀더, 이러한 공구 홀더 및 절삭 공구의 조립 및 제작 방법 | |
| CA3086284C (en) | T-shaped tool and method for manufacturing t-shaped tool | |
| KR20220046560A (ko) | 밀링 커터 | |
| TW202322942A (zh) | 具有減重空隙的嵌件座及切削刀具 | |
| EP3495080B1 (en) | A tool body assembly, a tool assembly and a machine | |
| JP6268626B1 (ja) | 回転切削工具 | |
| KR101667876B1 (ko) | 밀링 공구 | |
| TW202140196A (zh) | 具有單一徑向延伸切削刃部的可旋轉之不對稱切削嵌件、及旋轉切削刀具 | |
| JP2020529325A5 (ko) | ||
| WO2023275727A1 (en) | Tool for milling metal artefacts or hard materials and method for the production thereof | |
| IT202100017561A1 (it) | Utensile per la fresatura di manufatti metallici o materiali duri e metodo per la sua produzione |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |