KR20200027725A - 투방습 수지 표층을 가지는 에어로젤 단열재 및 그 제조방법과 이를 이용한 단열제품 - Google Patents
투방습 수지 표층을 가지는 에어로젤 단열재 및 그 제조방법과 이를 이용한 단열제품 Download PDFInfo
- Publication number
- KR20200027725A KR20200027725A KR1020180105900A KR20180105900A KR20200027725A KR 20200027725 A KR20200027725 A KR 20200027725A KR 1020180105900 A KR1020180105900 A KR 1020180105900A KR 20180105900 A KR20180105900 A KR 20180105900A KR 20200027725 A KR20200027725 A KR 20200027725A
- Authority
- KR
- South Korea
- Prior art keywords
- layer
- airgel
- adhesive layer
- outer layer
- moisture
- Prior art date
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/065—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/322—Layered products comprising a layer of synthetic resin comprising polyolefins comprising halogenated polyolefins, e.g. PTFE
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
- B32B37/1207—Heat-activated adhesive
- B32B2037/1215—Hot-melt adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
- B32B2037/1253—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives curable adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/12—Gel
- B32B2266/126—Aerogel, i.e. a supercritically dried gel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/304—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7246—Water vapor barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2437/00—Clothing
Landscapes
- Laminated Bodies (AREA)
Abstract
내층은 에어로젤 블랑켓으로 이루어지고, 외층은 방수와 투습이 가능한 투방습 수지로 이루어지고, 내층과 외층은 매개 접착층으로 결합되는 것을 특징으로 하는 에어로젤 단열재 및 그 제조방법이 개시된다.
본 발명에 따르면 에어로젤을 이용한 단열재를 형성하되 방수투습의 기능을 가지는 표층 수지를 두어 전체 단열재가 방수투습의 기능을 가지고, 인체 착용 제품에 적용되는 경우에도 장기 착용 및 쾌적성 향상이 가능하게 되어 다양한 제품을 구현할 수 있게 되므로 적용 범위 혹은 활용성을 높일 수 있다.
본 발명에 따르면 에어로젤을 이용한 단열재를 형성하되 방수투습의 기능을 가지는 표층 수지를 두어 전체 단열재가 방수투습의 기능을 가지고, 인체 착용 제품에 적용되는 경우에도 장기 착용 및 쾌적성 향상이 가능하게 되어 다양한 제품을 구현할 수 있게 되므로 적용 범위 혹은 활용성을 높일 수 있다.
Description
본 발명은 에어로젤 단열재 및 그 제조방법에 관한 것으로, 보다 상세하게는 기존의 인체착용 에어로젤 단열재 상품의 문제점을 해소할 수 있는 에어로젤 단열재 및 그 제조방법과 이를 이용한 단열제품에 관한 것이다.
에어로젤(aerogel)은 90% 이상의 기공율과 50nm 이하의 기공크기를 가지는 초다공성 실리카 소재로서 특히 단열성능이 기존의 재료보다 몇 배 우수하여, 차세대 단열소재로서 주목 받는 재료이다.
그러나, 이러한 우수한 소재 특성을 가지고 있음에도 불구하고, 제조공정이 복잡하고, 제조단가가 높다. 가령, 에어로젤은 원료물질을 솔-젤(sol-Gel) 반응시켜 다량의 용매가 포함된 나노구조의 젤을 만든 후, 초임계 건조와 같은 방법으로 거의 수축 없이 용매를 제거하여 원래 젤의 나노구조가 그대로 유지된 상태로 제조된다. 따라서, 기존에 에어로젤 단열재는 극히 제한된 용도에만 사용되고 있다.
또한, 기계적인 강도가 매우 취약하여 깨어지기 쉬운 단점이 있다. 따라서, 최근에는 이러한 에어로젤 자체의 단점들을 보완하고 여러 가지 형태로 가공이 가능하게 하는 에어로젤 블랑켓 복합화 기술이 제안되고 있다.
에어로젤 블랑켓(aerogel blanket)은 에어로젤 소재를 복합화하여 매트리스나 시트 형태로 만든 것으로서, 에어로젤 블랑켓은 자체의 유연성 때문에 굽히거나 접거나 또는 자를 수 있는 특징을 지니고 있어, 산업용 플랜트의 배관 보온, 발전소 스팀파이프, LNG 이송 파이프, 심해저 파이프 등의 단열목적으로 많이 사용되고 있으며 이외에도 의류, 운동화류, 교통 및 차량 등의 다양한 산업에 응용될 수 있다.
그러나 에어로젤 블랑켓에서도 담지된 에어로젤 분말이 모재로부터 쉽게 이탈할 수밖에 없으므로 에어로젤 단열재를 포함한 의류 등의 제품 제조 공정시 이탈된 에어로젤 입자에 기인하는 분진이 다량 발생하는 문제점이 있다.
에어로젤 입자의 이탈을 방지하기 위해, 몇 가지 방법이 제안되어 있다. 특허문헌 1에는 에어로젤 입자가 포함된 에어로젤 단열재 모재에 보호 필름을 라미네이팅하는 방법이 개시된다. 특허문헌 1에서는 에어로젤 단열재 모재에 보호 필름을 라미네이팅하기 위해 2가지 방법을 제시하고 있는데, 도 1 및 도 2를 참조하여 설명하면 다음과 같다.
첫 번째 방법은 도 1에 도시된 예와 같이 에어로젤 입자가 포함된 단열층(10)에 보호 필름(20)이 직접 라미네이팅되는 방법이다. 두 번째 방법은 도 2에 도시된 예와 같이 에어로젤 입자가 포함된 단열층(10)에 점착 코팅층(30)이 배치되고, 점착 코팅층(30) 상에 보호 필름(20)이 라미네이팅되는 방법이다.
그러나, 첫 번째 방법 및 두 번째 방법으로 보호 필름이 배치된 에어로젤 단열재의 경우, 제품 제조시, 사용시 및 세탁시 에어로젤 단열재의 구겨짐 등이 반복되면서 점착 코팅층 또는 보호 필름이, 에어로젤 입자가 포함된 단열재로부터 쉽게 이탈될 수 있다. 이 경우, 보호 필름 배치 효과가 상쇄됨으로써, 에어로젤 입자가 단열재로부터 이탈하게 되고, 그에 따라 단열 효과가 크게 감소될 수 있다.
한편, 에어로젤은 재질 자체의 특성으로 인하여 순수한 형태로 통상의 합성수지 성형에서 많이 사용되는 가열, 가압 성형에 적합하지 않아 가압성형품으로 만들기 어렵다. 세라믹 재료의 성형을 위해 세라믹 입자에 가열 가압에 적합한 결합재를 섞어 성형하는 방법도 생각할 수 있지만, 에어로젤 성형에서 이런 결합재를 섞어 성형하는 방식을 도입할 경우, 완성된 성형품은 에어로젤 입자 사이의 결합재 부분을 통한 전열로 인하여 에어로젤에 의한 단열의 효과는 매우 많이 감소할 수 있다.
또한, 경우에 따라 결합재 성분이 에어로젤 입자의 빈 공간에 침투하여 에어로젤 입자의 다공성으로 인한 단열 효과를 훼손할 수도 있고, 결합재가 적고 에어로젤이 많으면 에어로젤의 단열성으로 인하여 외부에서 열과 압력을 가하여 내부의 결합재에 열을 전달하는 것이 어려워 공정 진행에 문제가 될 수 있다.
그리고, 에어로젤 단열재는 분진 문제 해결을 위해 수지 피복을 하는 것도 쉽지 않지만, 수지 피복 제품을 만드는 경우에도 인체 착용 물품을 만들기에 어려움이 있었다. 수지 피복은 분진의 문제를 해결할 수 있어도 통상의 수지는 단기적으로 볼 때 습기를 쉽게 방출하지 못하게 하여 땀이 차기 쉽고, 지속적 착용을 어렵게 한다.
본 발명은 에어로젤 블랑켓을 이용한 단열재를 형성하되 분진의 문제를 해결할 수 있고, 또한 인체 착용시 습기를 배출하여 쾌적성을 유지하기에 유리한 단열재와 그 제조방법을 제공하는 것을 목적으로 한다.
본 발명의 일 측면에 따르면 에어로젤 블랑켓을 이용한 단열재를 형성하되 성형이 상대적으로 용이하고 이를 이용하여 다양한 물품으로 가공하기에 편리한 단열재와 그 제조방법을 제공하는 것을 목적으로 한다.
본 발명의 일 측면에 따르면, 에어로젤 블랑켓을 이용한 단열재 원단으로 형성할 때 투방습의 문제가 없는 단열제품을 제공하는 것을 목적으로 한다.
상기 목적을 달성하기 위한 본 발명의 에어로젤 단열재는, 내층은 에어로젤 블랑켓으로 이루어지고, 외층은 방수와 투습이 가능한 투방습 수지로 이루어지고, 내층과 외층은 매개 접착층(이하 접착층은 점착층을 포한하는 광의의 의미로 사용하기로 한다)으로 결합되는 것을 특징으로 한다.
본 발명 단열재에서 투방습 수지는 가령 0.01마이크로미터 이상 20마이크로미터 이하의 기공 범위를 가질 수 있고, 매개 접착층은 내층과 외층 접촉면적의 가령 5~95%가 개방되어 매개 접착층 자체는 투방습 기능이 없어도 단열재 전체로 투방습이 가능하면서 외층 투방습 수지와 내층 에어로젤 블랑켓 사이의 결합도를 높게 할 수 있다.
본 발명 단열재에서 매개 접착층은 매쉬 형태 혹은 격자점 형태로 고르게 내층과 외층을 결합할 수 있도록 하는 곳에 위치할 수 있으며, 핫멜트형 수지가 될 수 있고, 고온이 요구되는 소재일 경우 폴리이미드 재질의 수지가 사용될 수 있다. 이때, 폴리이미드는 전구체인 폴리아믹산 용액의 형태로 사용된 후 후속 공정에서 건조, 가열되어 폴리이미드를 만드는 형태가 될 수 있다.
본 발명에서 투방습 수지로는 기존에 알려져 있는 마이크로 텍스나 고어 텍스에 사용하는 것과 같은 다양한 투방습 수지가 사용될 수 있으며, 고온 환경에서 사용되는 경우를 위한 300도씨 이하 온도에 대해 내열성을 가지는 미세 기공의 테프론 수지나 통상 환경에서 사용되는 미세 기공의 폴리우레탄 수지가 사용될 수 있다.
본 발명의 단열재는 단순한 평판형으로 이루어지거나 올록볼록한 엠보싱 형태로 이루어질 수도 있다. 이런 형태들은 공정 과정에서 가압 가열 성형을 통해 이루어진 것일 수 있다.
본 발명의 단열재는 모든 영역에서 내층과 매개 접착층과 외층 수지의 층구조를 가질 필요는 없으며, 다수 셀이 결합된 구조를 이루어서 셀과 셀 사이에는 에어로젤 블랑켓이나 매개 접착층이 구비되지 않는 영역을 가질 수도 있다.
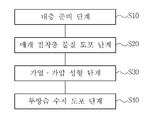
상기 목적을 달성하기 위한 본 발명 제조방법은 에어로젤 함침을 이용하여 에어로젤 블랑켓을 형성하는 내층 준비 단계, 투방습 소재로 외층(단열재 표층)을 준비하는 외층 준비 단계, 매개 접착층 물질을 이용하여 에어로젤 블랑켓 표면에 외층을 결합시킨 상태의 단열재를 형성하는 결합 단계를 구비하여 이루어진다.
본 발명 방법에서, 결합 단계는 매개 접착층 물질을 내층 표면과 외층 내측면 가운데 적어도 한 부분에 먼저 결합시키고 결합된 상태로 나머지 부분인 외층 혹은 내층과 정렬하여 결합시키는 방식으로 이루어질 수 있다.
본 발명에서 매개 접착층 물질을 내층이나 외층과 결합시키기 위해서는 매개 접착층은 액체 혹은 반액체와 같은 유동체 상태로 점도를 조절하여 필요한 부분에 도포하는 방법을 사용할 수 있으며, 이런 단계에서 유동화를 위해 용융 혹은 용액 상태를 이룰 수 있고, 후속 과정을 통해 큐어링될 수 있는 전구체 상태를 매개 접착층 물질로 이용하는 것도 가능하다.
본 발명에서 결합 단계에서는 내층과 외층 및 매개 접착층의 결합을 위해 가열 가압 성형이 이루어질 수도 있다. 통상 에어로젤 블랑켓과 같은 내층은 자체만으로 가열가압 성형에는 적합하지 않으므로 가열 가압 성형은 매개 접착층 물질이나 외층 수지 물질이 결합된 상태에서 이루어지는 것일 수 있다.
상기 목적을 달성하기 위한 본 발명의 대체적 제조방법은 에어로젤 함침을 이용하여 에어로젤 블랑켓을 형성하는 내층 준비 단계, 매개 접착층 물질을 에어로젤 블랑켓 표면에 결합시키는 단계, 매개 접착층 물질 및 에어로젤 블랑켓 표면 위에 투방습 소재 외층을 형성하는 단계를 구비하여 이루어질 수 있다.
이런 제조방법에서 에어로젤 블랑켓을 가열 가압 성형하는 성형단계가 이루어질 수 있는데, 성형단계는 매개 접착층 물질을 결합시킨 후에 이루어지거나, 투방습 소재 외층을 도포한 후에 이루어질 수 있다.
본 발명의 단열제품은 본 발명의 에어로젤 단열재를 이용하여 형성한 것을 특징으로 하며, 인체에 착용하는 소방복 내피, 방수복, 방한용품, 침낭 등과 깔개 텐트, 기타 산업용품 농시설용 단열용품이 될 수 있다.
본 발명의 단열제품은 엠보싱 형태를 이룰 수 있고, 엠보 사이의 영역에서 통기성을 높이기 위한 통기구가 설치될 수도 있다.
본 발명에 따르면 에어로젤을 이용한 단열재를 형성하되 방수투습의 기능을 가지는 표층(외층) 수지를 두어 전체 단열재가 방수투습의 기능을 가지고, 인체 착용 제품에 적용되는 경우에도 장기 착용 및 쾌적성 향상이 가능하게 된다.
본 발명의 일 측면에 따르면 단열재가 방수투습 기능을 가질 뿐 아니라 형태 면에서도 다양한 제품을 구현할 수 있게 되므로 적용 범위 혹은 활용성을 높일 수 있다.
본 발명은 소방복, 내열방화복, 방한복, 잠수복, 장갑, 신발류, 두건, 결로방지용 벽지, 단열커버 등과 같은 고온 또는 저온에서 사용하는 제품에서 적합한 단열성과 방투습 기능을 확보할 수 있고, 에어로젤 단열재의 효율성에 의해 부피 증가 최소화가 가능하여, 특히 인체 착용 물품에서 활동성을 높임으로써 편의성과 안전성을 높일 수 있다.
도1 및 도2는 종래의 에어로젤 단열층의 양 면이 직접 보호 필름으로 커버되거나, 점착 코팅층으로 일단 덮인 다음 보호 필름으로 커버되는 구성을 나타내는 단면도들,
도3은 본 발명의 일 실시예에 따른 에어로젤 단열재의 단면 구조를 나타내는 단면도,
도4는 본 발명 방법의 일 실시예에 따른 중요 단계들을 나타내는 흐름도,
도5는 본 발명 방법의 다른 실시예에 따른 중요 단계들을 나타내는 흐름도,
도6은 본 발명 방법의 다른 실시예에 의해 형성된, 투방습 수지 도포 전 가열가압 성형 후의 입체적 엠보 굴곡을 가지는, 내층 및 매개 접착층 결합 상태의 단열재 사진,
도7은 도6의 상태에서 미리 형성된 투방습 수지 시트를 결합시킨 상태의 단열재를 나타내는 사진,
도8은 본 발명 방법의 또 다른 실시예에 의해 라미네이팅 방식으로 평판형으로 형성된 에어로젤 단열재의 사진,
도9는 복수 셀 형태로 이루어진 본 발명 실시예인 에어로젤 단열를 나타내는 평면도,
도10은 본 발명에 따른 소방복 내피의 한 실시예를 나타내는 사진이다.
도3은 본 발명의 일 실시예에 따른 에어로젤 단열재의 단면 구조를 나타내는 단면도,
도4는 본 발명 방법의 일 실시예에 따른 중요 단계들을 나타내는 흐름도,
도5는 본 발명 방법의 다른 실시예에 따른 중요 단계들을 나타내는 흐름도,
도6은 본 발명 방법의 다른 실시예에 의해 형성된, 투방습 수지 도포 전 가열가압 성형 후의 입체적 엠보 굴곡을 가지는, 내층 및 매개 접착층 결합 상태의 단열재 사진,
도7은 도6의 상태에서 미리 형성된 투방습 수지 시트를 결합시킨 상태의 단열재를 나타내는 사진,
도8은 본 발명 방법의 또 다른 실시예에 의해 라미네이팅 방식으로 평판형으로 형성된 에어로젤 단열재의 사진,
도9는 복수 셀 형태로 이루어진 본 발명 실시예인 에어로젤 단열를 나타내는 평면도,
도10은 본 발명에 따른 소방복 내피의 한 실시예를 나타내는 사진이다.
이하 도면을 참조하면서 구체적인 실시예를 통해 본 발명을 보다 상세히 설명하기로 한다.
도3은 본 발명의 일 실시예에 따라 에어로젤 블랑켓으로 이루어진 단열층인 내층 표면에 매개 접착층 및 투방습 소재 외층이 설치된 상태를 나타내는 단면도이다.
도시된 바와 같이 본 실시예의 단열재는 에어로젤 블랑켓으로 이루어진 내층(110)과, 방수투습 기능을 가진 투방습 수지 외층(표층: 130)과 이들 내층, 외층 사이에 있는 매개 접착층(120)을 구비하여 이루어진다.
매개 접착층(120)은 내층(110)과 외층(130) 사이의 전체 접촉면에 존재하는 것이 아니고 두 층을 안정적으로 부착시킬 수 있는 면적과 분포 형태를 가지면 충분하다. 또한, 매개 접착층(120) 자체는 반드시 투방습 수지인 것은 아니므로 투습 기능이 없는 경우에 대비하여 적어도 내층 표면의 적어도 일부, 가령 5%~95%는 매개 접착층으로 덮이지 않도록 설치된다.
매개 접착층의 설치 형태 혹은 분포 형태는 격자점 형태, 메쉬 형태, 단순하고 불규칙한 흩뿌림 형태가 될 수 있으며 어느 한 부분에 치우치지 않고 전체적으로 고른 분포를 가지는 것이 바람직하다.
단열재 내층(110)은 에어로젤 블랑켓 단일층이 될 수도 있지만 통상 단열에 필요한 두께만큼으로 에어로젤 블랑켓이 겹쳐져 이루어지고, 매개 접착층(120)은 주로 접착력 혹은 점착력을 가진 합성수지층으로 이루어진다.
이런 매개 접착층으로는 폴리이미드(polyimide)나, 호마이카(Formica) 형성에 사용되는 멜라민 수지가 사용될 수 있고, 후속적으로 가열 가압 성형을 하는 경우에 대비한다면 내열성, 내구성을 가지는 재질로 형성하는 것이 바람직하다.
매개 접착층(120)은 접착력을 높이기 위해 일부가 에어로젤 블랑켓으로 이루어지는 내층(110) 표면에 일부가 침투되어 내층(110)과의 결합력이 잘 유지될 수 있는 형태를 이루는 것이 바람직하다. 그러나, 합성수지층이 너무 깊숙히 내층으로 침투되면 에어로젤 자체의 단열 성능을 떨어뜨릴 수 있으므로 적당한 깊이 및 침투 양상을 보이도록 한다.
이런 형태를 이루기 위해 에어로젤 블랑켓 내층의 양 면 및 측면을 포함한 표면에 매개 접착층 물질을 도포할 수 있다. 매개 접착층 물질로는 반드시 폴리이미드와 같은 매개 접착층 자체가 사용될 필요는 없으며, 가령 폴리이미드의 전구체 물질인 폴리아믹산을 용매에 녹여 용액 상태로 만든 것을 표면에 도포하고 건조시켜 사용할 수 있다. 도포 및 건조 작업은 한 번에 이루어질 수 있지만 원하는 두께를 만들기 위해 복수 회에 걸쳐 도포 및 건조 작업을 실시하는 것도 가능하다.
이때, 에어로젤을 함침하는 원단 섬유는 폴리아믹산 용액이 부분적으로 침투하기 쉽도록 편직물, 제직물, 스펀지, 다공성 폴리머 등 다수 기공을 포함하는 다양한 재질로 이루어질 수 있고 폴리에틸렌 부직포 형태도 가능하다. 그리고, 향후 프레스를 통한 가열 가압으로 단열재를 성형하는 경우 성형과정에 적용하기 좋도록 신축성을 가지는 재질이 바람직하다.
한편, 투방습 수지로는 0.01마이크로미터 내지 20마이크로미터 범위의 기공 크기를 가지는 미세다공 폴리우레탄 수지나 미세다공 테프론 수지 등이 사용될 수 있으며, 여기서는 300도씨 이하의 고온 환경에서 내열성을 발휘할 수 있고 50도씨 내지 300도씨 정도의 가열 가압 환경에서 성형할 때 적합한 테프론 수지를 사용한다.
도4는 본 발명 방법의 일 실시예에 따른 각 단계를 나타내는 흐름도이다.
이 실시예에 따르면, 에어로젤 블랑켓을 필요한 크기와 두께로 접거나 재단하여 플레이트나 시트 형태의 내층을 형성한다(S10). 그리고 그 표면 위에 고르게 매개 접착층 물질을 액상으로 분사하거나 격자점 혹은 메쉬 형태로 프린팅 방식으로 도포한다(S20). 이때 액상 분사시에는 매개 접착층 물질이 내층 표면 전체를 덮지 않고 적어도 일부가 노출되어 매개 접착층이 통기성이 없어도 투습을 유지할 수 있도록 한다.
이런 상태에서 내층과 매개 접착층 물질이 결합된 단열재를 프레스 성형틀에 놓고 200도씨 내지 300도씨 온도로 가열, 가압을 실시한다(S30). 이때, 성형 결과물은 전체적으로 고른 엠보가 형성된 엠보싱 표면을 가질 수 있고, 엠보 사이의 영역에는 필요에 따라 작은 통기 구멍이 형성될 수도 있다.
다음으로 매개 접착층 물질 및 내층이 가압 성형된 성형물 위로 투방습 수지를 고르게 도포하여 투방습 수지 외층을 형성한다(S40). 이때 도포 방식은 액상의 수지 물질 분사를 통해 이루어질 수 있고 액상의 수지조에 딥핑(dipping)하는 방법을 사용할 수도 있다.
이후 투방습 수지의 종류에 따라 필요한 건조나 큐어링 과정을 더 실시할 수 있다.
도5는 본 발명 방법의 다른 실시예에 따른 각 단계를 나타내는 흐름도이다.
이 실시예에서도, 에어로젤 블랑켓을 필요한 크기와 두께로 접거나 재단하여 플레이트나 시트 형태의 내층을 형성한다(S110). 이때, 내층에 대한 가압 성형을 실시하여 엠보싱 표면을 형성하거나 엠보 사이에 통기 구멍을 형성할 수도 있다.
그리고 그 표면 위에 고르게 매개 접착층 물질을 액상으로 분사하거나 격자점 혹은 메쉬 형태로 프린팅 방식으로 도포한다(S120). 단, 매개 접착층 물질을 분사할 때에는 매개 접착층 물질이 에어로젤 블랑켓 표면을 전면적으로 커버하지 않고 투습을 위해 표면이 상당 부분 드러나도록 한다.
도6은 이런 방식으로 성형 제작된 에어로젤 블랑켓 및 매개 접착층을 가지는 상태의 공정중 단열재를 나타내는 사진이다.
그리고, 이 상태에서 투방습 수지 외층을 결합시킨다. 앞선 실시예 공정과 달리 여기서는 투방습 수지로 미리 시트나 플레이트 형태를 먼저 형성하고(S130), 이것을 내층 및 매개 접착층 물질이 결합된 것과 정렬하여 부착을 실시한다(S130). 물론, 투방습 수지에 먼저 매개 접착층 물질을 설치하고 이것을 내층의 표면과 결합시키는 방식으로 이들의 결합이 이루어질 수도 있다.
이런 외층 결합을 위해 내층 성형에 사용된 가압 성형틀을 다시 사용할 수 있으며, 이때 매개 접착층 물질의 접착이나 큐어링을 위해 성형틀의 히터를 이용하요 가열가압이 이루어질 수도 있다.
라미네이팅이나 가열가압 성형시 투방습 수지를 내층보다 좀 더 넓게 준비하여 내층 주위로 투방습 수지만 열융착 혹은 접착제 부착 형태로 실링된 실링층이 형성되어 에어로젤 블랑켓에서 에어로젤 미분이 수지 밖으로 이탈되는 문제를 방지할 수 있다.
도7은 도6의 상태에서 투방습 수지를 시트상 혹은 필름상으로 표면에 결합시켜 커버한 상태를 나타내는 사진이다.
물론 단열재 성형은 다른 방식으로 이루어질 수도 있다. 가령, 내층 및 매개 접착층 물질을 평판형태로 먼저 만들고, 투방습 수지를 내층 및 매개 접착층 물질과 결합시킬 때 이들을 서로 가결합 상태로 정렬시킨 다음 가압 가열 롤러 사이를 통과시키는 시트 라미네이팅 혹은 필름 라미네이팅을 이용할 수 있다.
도8은 이러한 라미네이팅을 통해 얻어진 평판형 에어로젤 단열재를 나타내는 사진이다.
또 다른 방법으로서, 내층 및 매개 접착층 물질을 평판형태로 먼저 만들고, 투방습 수지를 내층 및 매개 접착층 물질과 결합시킬 때 이들을 서로 가결합 상태로 정렬시킨 다음 엠보를 가진 프레스 성형틀에 놓고 성형틀의 히터를 이용하여 가열 가압 성형하는 가열가압 성형을 이용할 수도 있으며, 라미네이팅을 통해 도8과 같은 평판형 단열재를 형성한 뒤 이를 다시 엠보형으로 가압가열 성형하는 방법을 사용하는 것도 가능하다.
한편, 성형틀로 가압 성형을 할 때에는 상하 성형틀로 롤러 형태를 이용하여 연속적 가압 성형을 할 수도 있으며, 이런 형태는 롤 라미네이션의 형태와 유사하게 볼 수 있다. 상하 가압 성형틀(금형)을 이용하여 가압할 때 상하 성형틀 상하 공차는 에어로젤이 가지는 두께보다 가령 1mm 이상 작도록 하여 압력이 확실히 작용하도록 할 수 있으며, 이런 경우, 압력에 의해 매개 접착층으로 이용되는 핫 멜트가 내층이나 외층에 융착될 수 있다. 단, 이런 경우라도 프레스 금형 압력이 내층의 에어로젤 기공구조를 변형, 훼손시키지 않도록 압력 정도를 조절하여야 한다.
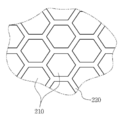
한편, 본 발명의 단열재는 모든 영역에서 내층과 매개 접착층과 외층 수지의 층구조를 가질 필요는 없으며, 원형이나 육각형, 팔각형 등의 단위 셀(210) 크기의 에어로젤 블랑켓이 매트릭스 배열 혹은 면적 대부분을 채우는 임의의 배열을 한 상태로 상하 방투습 수지 사이에 놓이고, 단위 셀(210)과 단위 셀 사이 연결 영역(220)에는 에어로젤 블랑켓은 없고, 방투습 수지가 직접 융착, 부착되거나 매개 접착층, 기타 접착층을 사이에 두고 접착되는 셀 형태의 에어로젤 단열재를 형성할 수 있다.
도9는 본 발명의 일 실시예를 이루는 이러한 셀 구조 에어로젤 단열재를 나타내는 평면도이다.
이런 에어로젤 단열재는 가령, 내측면에 매개 접착층 물질을 부분적으로 도포한 상, 하 방투습 수지 시트를 준비하고, 하부 방투습 수지 시트 위에 다수의 셀(210)을 배열하고, 그 위에 다시 상부 방투습 수지를 덮어 일종의 샌드위치 적층구조를 만든 후, 부드러운 고무와 같은 탄성체로 이루어진 롤러 사이에 이 적층구조체를 통과시켜 이들을 밀착시키는 라미네이팅을 실시함으로써 도9와 같은 평면을 이루도록 만들어질 수 있다.
본 발명의 에어로젤 단열재는 매우 많은 분야에 필요에 따른 형태를 이루어 사용될 수 있다. 가령, 에어로젤 단열재 원단을 재단하고 바느질하여 다른 원단으로 옷을 만들듯이 소방복 내피 형태로 가공하거나, 전후 부분(piece)을 각각 입체적으로 성형하여 만들고 이들의 주변부를 접착, 융착하거나 바느질하여 소방복 내피로 사용할 수 있다. 물론 본 발명의 에어로젤 단열재 원단을 형성하여 이를 재단하는 대신 이를 테이핑하거나 접착하는 등의 재봉외의 결합 방법으로 소방복 내피를 만들 수도 있다.
소방복 내피도 비교적 높은 온도에서 사용되어 고온을 견뎌야 하고 방수 투습 기능을 가지는 것이 바람직하므로 방투습 수지나 매개 접착층 및 블랑켓 원단은 내열성 소재를 사용하는 것이 바람직하다.
또한 이들은 가공 과정에서도 가압가열 성형과 같은 고온 과정을 거칠 수 있으므로 내열성이 있고 각 과정에 맞추어 유연하게 변형될 수 있는 재질로 형성되는 것이 바람직하며, 가령 방투습 수지는 300도씨 이하 온도를 견디는 내열성 수지로서 테프론 소재를, 매개 접착층은 비교적 고온에 강한 폴리이미드 수지를 선택하여 사용할 수 있다.
또한, 표층 방투습 수지는 기계적 강도나 기능을 위해, 내열성을 위해 메타 아라미드 섬유시트를 덧대거나 매타 아라미드 섬유시트로 만들어질 수 있다.
도10은 이런 방식으로 만들어진 소방복 내피의 한 실시예를 나타내는 사진이다.
이상에서는 한정된 실시예를 통해 본 발명을 설명하고 있으나, 이는 본 발명의 이해를 돕기 위해 예시적으로 설명된 것일 뿐 본원 발명은 이들 특정의 실시예에 한정되지 아니한다.
따라서, 당해 발명이 속하는 분야의 통상의 지식을 가진 자라면 본 발명을 토대로 다양한 변경이나 응용예를 실시할 수 있을 것이며 이러한 변형례나 응용예는 첨부된 특허청구범위에 속함은 당연한 것이다.
110: 내층 120: 매개 접착층
130: 외층(표층) 210: 셀(단위 셀)
220: 연결 영역
130: 외층(표층) 210: 셀(단위 셀)
220: 연결 영역
Claims (10)
- 에어로젤 블랑켓 내층,
적어도 일부가 방수와 투습이 가능한 투방습 수지로 이루어진 외층,
상기 내층과 상기 외층의 서로 대면하는 부분의 적어도 일부에 설치되어 상기 내층과 상기 외층을 결합시키는 매개 접착층을 구비하여 이루어지는 에어로젤 단열재. - 제 1 항에 있어서,
상기 투방습 수지는 0.01마이크로미터 이상 20마이크로미터 이하 범위의 기공을 가지며,
상기 매개 접착층은 내층과 외층 서로 대면하는 부분(접촉면적)의 5% 이상 95% 이하 면적에 설치되는 것을 특징으로 하는 에어로젤 단열재, - 제 1 항에 있어서,
상기 매개 접착층은 용해 또는 용융에 의해 액체 혹은 반액체의 유동 상태로 상기 내층의 표면에서 내측으로 부분적으로 침투된 형태를 이룬 뒤 고체화된 것임을 특징으로 하는 에어로젤 단열재. - 제 3 항에 있어서,
상기 매개 접착층은 폴리이미드이며 폴리아믹산 용액 상태로 상기 내층 표면에 도포되고 후속 공정에서 건조 가열을 통해 폴리이미드로 큐어링된 것 또는 폴리이미드 핫 멜트(열용융형 접착제)이고,
상기 투방습 수지는 300도씨 이하 온도에서 내열성을 가지는 테프론 수지인 것임을 특징으로 하는 에어로젤 단열재. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
성형틀에서 가열 가압 성형을 통해 평판형 혹은 입체적 형태로 성형된 것을 특징으로 하는 에어로젤 단열재. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
서로 이격된 다수의 셀 영역에서 상기 내층, 상기 외층, 상기 매개 접착층을 가지고,
상기 셀 영역 사이의 연결영역에서는 상기 내층이 설치되지 않는 것을 특징으로 하는 에어로젤 단열재. - 제 1 항 내지 제 4 항 중 어느 한 항의 에어로젤 단열재 제조방법으로서,
에어로젤 함침을 이용하여 에어로젤 블랑켓을 형성하는 내층 준비 단계,
투방습 소재로 외층을 준비하는 외층 준비 단계,
매개 접착층 물질을 이용하여 상기 내층 표면 적어도 일부에 상기 외층을 결합시킨 상태의 단열재를 형성하는 결합 단계를 구비하여 이루어지는 에어로젤 단열재 제조방법. - 제 7 항에 있어서,
상기 결합 단계는 상기 매개 접착층 물질을 상기 내층 표면과 상기 외층 내측면 가운데 적어도 한 부분에 먼저 결합시키고, 결합된 상태로 나머지 부분인 상기 외층 혹은 상기 내층과 정렬하여 결합시키는 방식으로 이루어지며,
상기 매개 접착층 물질로는 액체 혹은 반액체 상태를 이루기 매개 접착층 자체나 매개 접착층의 전구체를 용융 혹은 용해한 것을 사용하며,
상기 내층 표면 혹은 외층 내측면에 격자점 형태, 메쉬 형태, 불규칙한 흩뿌림 상태 가운데 하나의 형태로 도포하는 방식으로 사용되는 것을 특징으로 하는 에어로젤 단열재 제조방법. - 제 8 항에 있어서,
상기 결합 단계에는 상기 내층과 상기 외층 사이에 상기 매개 접착층 물질을 위치시킨 상태에서 가열 가압 성형을 실시하는 단계가 구비되는 것을 특징으로 하는 에어로젤 단열재 제조방법. - 제 1 항 내지 제 4 항 중 어느 한 항의 에어로젤 단열재를 구비하여 이루어지는 단열제품으로서,
인체에 착용되는 소방복 내피, 방수복, 방한의류나, 침낭, 깔개, 텐트, 산업용 단열제품, 농시설용 단열제품 가운데 하나인 것을 특징으로 하는 소방복 내피.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180105900A KR102161461B1 (ko) | 2018-09-05 | 2018-09-05 | 투방습 수지 표층을 가지는 에어로젤 단열재 및 그 제조방법과 이를 이용한 단열제품 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180105900A KR102161461B1 (ko) | 2018-09-05 | 2018-09-05 | 투방습 수지 표층을 가지는 에어로젤 단열재 및 그 제조방법과 이를 이용한 단열제품 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200027725A true KR20200027725A (ko) | 2020-03-13 |
| KR102161461B1 KR102161461B1 (ko) | 2020-10-05 |
Family
ID=69938358
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180105900A KR102161461B1 (ko) | 2018-09-05 | 2018-09-05 | 투방습 수지 표층을 가지는 에어로젤 단열재 및 그 제조방법과 이를 이용한 단열제품 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102161461B1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102268369B1 (ko) * | 2020-10-08 | 2021-06-24 | 조영수 | 에어로젤 블랑켓 제조방법 및 그에 의한 에어로젤 블랑켓 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20110069416A (ko) | 2009-12-17 | 2011-06-23 | 신승진 | 조개 자동 탈각 시스템 |
| KR101146778B1 (ko) | 2012-01-09 | 2012-05-21 | 유인수 | 에어로젤을 이용한 파이프 보온 단열재 성형품 압착 및 건조장치 |
| KR101237013B1 (ko) | 2012-07-02 | 2013-02-25 | 에어로젤테크날로지 주식회사 | 에어로젤 단열재 및 이의 제조방법 |
| KR20140002335A (ko) * | 2012-06-29 | 2014-01-08 | 주식회사 윈코 | 시공성이 우수한 불연성 투습방수성 열반사 단열재 |
| KR20140039493A (ko) * | 2012-09-24 | 2014-04-02 | 조영수 | 에어로젤 함유 단열 적층체 및 그의 제조방법 |
| KR101445677B1 (ko) * | 2014-04-03 | 2014-10-02 | 박장원 | 임의 모양의 성형체가 내장되는 복합직물체의 제조방법 |
| JP2018030294A (ja) * | 2016-08-24 | 2018-03-01 | 東邦化成株式会社 | 接着性積層体および積層体 |
-
2018
- 2018-09-05 KR KR1020180105900A patent/KR102161461B1/ko active IP Right Grant
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20110069416A (ko) | 2009-12-17 | 2011-06-23 | 신승진 | 조개 자동 탈각 시스템 |
| KR101146778B1 (ko) | 2012-01-09 | 2012-05-21 | 유인수 | 에어로젤을 이용한 파이프 보온 단열재 성형품 압착 및 건조장치 |
| KR20140002335A (ko) * | 2012-06-29 | 2014-01-08 | 주식회사 윈코 | 시공성이 우수한 불연성 투습방수성 열반사 단열재 |
| KR101237013B1 (ko) | 2012-07-02 | 2013-02-25 | 에어로젤테크날로지 주식회사 | 에어로젤 단열재 및 이의 제조방법 |
| KR20140039493A (ko) * | 2012-09-24 | 2014-04-02 | 조영수 | 에어로젤 함유 단열 적층체 및 그의 제조방법 |
| KR101445677B1 (ko) * | 2014-04-03 | 2014-10-02 | 박장원 | 임의 모양의 성형체가 내장되는 복합직물체의 제조방법 |
| JP2018030294A (ja) * | 2016-08-24 | 2018-03-01 | 東邦化成株式会社 | 接着性積層体および積層体 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102268369B1 (ko) * | 2020-10-08 | 2021-06-24 | 조영수 | 에어로젤 블랑켓 제조방법 및 그에 의한 에어로젤 블랑켓 |
| WO2022075781A1 (ko) * | 2020-10-08 | 2022-04-14 | 조영수 | 에어로젤 블랑켓 제조방법 및 그에 의한 에어로젤 블랑켓 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102161461B1 (ko) | 2020-10-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1765586B1 (en) | An insulating liner for an article of clothing | |
| US3251727A (en) | Laminated breathable textile product and method of manufacturing same | |
| EP3194158B1 (en) | Thermally insulated personal articles | |
| CN109130405B (zh) | 一种隔热覆盖物及其制备方法 | |
| US20060254088A1 (en) | Thermal liner for an article of clothing | |
| US3219514A (en) | Heat insulating textile material and method of making same | |
| US20160003397A1 (en) | Article having fluororesin joint, and method for producing such article | |
| US20010004575A1 (en) | Garment, in particular undergarment, for persons in military and civil defense services | |
| KR102161461B1 (ko) | 투방습 수지 표층을 가지는 에어로젤 단열재 및 그 제조방법과 이를 이용한 단열제품 | |
| KR101151281B1 (ko) | 발열기능이 부여된 투습방수 발열필름 및 그를 이용한 투습방수 발열원단 | |
| JP6584046B1 (ja) | 高保温性衣料品用積層生地及び高保温性衣料品用積層生地の製造方法 | |
| US8507071B1 (en) | Sheet insulator with improved resistance to heat transfer by conduction, convection and radiation | |
| WO2019080835A1 (zh) | 一种充气防水保暖面料 | |
| KR20110021431A (ko) | 열전도에 의한 변형방지 및 구김방지가 가능한 외장재 및 그 제조방법 | |
| US20210237410A1 (en) | Metallized breathable composite fabric and method for making same | |
| KR102140611B1 (ko) | 에어로젤 장갑 및 그 제조방법 | |
| JP7085052B1 (ja) | エアロゲル含有生地及びエアロゲル含有生地の製造方法 | |
| TWI592531B (zh) | 透氣複合纖維織物 | |
| JP7084670B1 (ja) | 防寒構造体 | |
| KR100921389B1 (ko) | 투습성 폴리우레탄 필름에 의한 공기층을 갖는 보온성 방풍원단 및 그 제조방법 | |
| CN214154870U (zh) | 一种服饰用低压柔软防水透湿电热膜 | |
| KR20200069984A (ko) | 열접착이 가능한 투습방수성 멤브레인 구조 및 그 제조방법 | |
| KR101380173B1 (ko) | 자착형 우레탄 시트 및 그것의 부착 방법 | |
| TWI796615B (zh) | 網格布結構 | |
| CN216069054U (zh) | 一种具有保温防水功能的布料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E90F | Notification of reason for final refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |