KR20190104351A - 적층 가공용 폴리에테르이미드 분체 - Google Patents
적층 가공용 폴리에테르이미드 분체 Download PDFInfo
- Publication number
- KR20190104351A KR20190104351A KR1020197021670A KR20197021670A KR20190104351A KR 20190104351 A KR20190104351 A KR 20190104351A KR 1020197021670 A KR1020197021670 A KR 1020197021670A KR 20197021670 A KR20197021670 A KR 20197021670A KR 20190104351 A KR20190104351 A KR 20190104351A
- Authority
- KR
- South Korea
- Prior art keywords
- particles
- composition
- polyetherimide
- micrometers
- pei
- Prior art date
Links
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/12—Powdering or granulating
- C08J3/124—Treatment for improving the free-flowing characteristics
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/12—Powdering or granulating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L79/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing nitrogen with or without oxygen or carbon only, not provided for in groups C08L61/00 - C08L77/00
- C08L79/04—Polycondensates having nitrogen-containing heterocyclic rings in the main chain; Polyhydrazides; Polyamide acids or similar polyimide precursors
- C08L79/08—Polyimides; Polyester-imides; Polyamide-imides; Polyamide acids or similar polyimide precursors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/245—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
- B33Y70/10—Composites of different types of material, e.g. mixtures of ceramics and polymers or mixtures of metals and biomaterials
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G73/00—Macromolecular compounds obtained by reactions forming a linkage containing nitrogen with or without oxygen or carbon in the main chain of the macromolecule, not provided for in groups C08G12/00 - C08G71/00
- C08G73/06—Polycondensates having nitrogen-containing heterocyclic rings in the main chain of the macromolecule
- C08G73/10—Polyimides; Polyester-imides; Polyamide-imides; Polyamide acids or similar polyimide precursors
- C08G73/1042—Copolyimides derived from at least two different tetracarboxylic compounds or two different diamino compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/08—Heat treatment
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K3/36—Silica
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K9/00—Use of pretreated ingredients
- C08K9/04—Ingredients treated with organic substances
- C08K9/06—Ingredients treated with organic substances with silicon-containing compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2879/00—Use of polymers having nitrogen, with or without oxygen, or carbon only, in the main chain not provided for in groups B29K2861/00 - B29K2877/00, as mould material
- B29K2879/08—PI, i.e. polyimides or derivatives thereof
- B29K2879/085—Thermoplastic polyimides, e.g. polyesterimides, PEI, i.e. polyetherimides, or polyamideimides; Derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2379/00—Characterised by the use of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing nitrogen with or without oxygen, or carbon only, not provided for in groups C08J2361/00 - C08J2377/00
- C08J2379/04—Polycondensates having nitrogen-containing heterocyclic rings in the main chain; Polyhydrazides; Polyamide acids or similar polyimide precursors
- C08J2379/08—Polyimides; Polyester-imides; Polyamide-imides; Polyamide acids or similar polyimide precursors
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2227—Oxides; Hydroxides of metals of aluminium
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Organic Chemistry (AREA)
- Polymers & Plastics (AREA)
- Medicinal Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Civil Engineering (AREA)
- Composite Materials (AREA)
- Structural Engineering (AREA)
- Toxicology (AREA)
- Thermal Sciences (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
비교적 좁은 입경 분포를 갖는 비정질 및 적어도 부분적으로 결정질인 폴리에테르이미드 조성물이 제공되며, 상기 조성물은 특히 적층 가공 공정(additive manufacturing processes)에 적합하다. 상기 조성물은 450℃ 미만의 온도에서 프렌켈 모델(Frenkel model)에 의해 특정되는 적어도 0.5, 바람직하게는 약 1.0의 합체(coalescence)를 달성하기에 충분히 낮은 영전단점도(zero-shear viscosity)를 갖는 것을 특징으로 하는 폴리에테르이미드 입자 집단을 포함한다.
Description
본 개시는 폴리에테르이미드 재료 분야 및 적층 가공 분야에 관한 것이다.
현재 선택적 레이저 소결(selective laser sintering, SLS)을 위한 난연성(FR)을 갖는 고온 재료에 대한 수요가 분명하기 때문에, 적층 가공 용도로 이용하기 위한 레이저 소결성 폴리에테르이미드(polyehterimide, PEI) 분체가 필요하다. 현재 지배적인 레이저 소결성 물질은 폴리아미드-12(polyamide-12, PA12)이지만, 이 물질은 모든 용도, 특히 난연성이 필요한 용도로는 반드시 적합한 것은 아니다. 따라서 산업(예를 들어, 우주항공 산업)에서는 유리한 난연성 특성을 갖는 대체적인 적층 가공 재료에 대해 주목하고 있다. 그러므로 적층 가공 용도에 적합한 폴리에테르이미드(PEI) 조성물에 대한 기술이 필요하다.
개요
그 중에서도 본 명세서에 개시된 기술은, 에멀전과 그라인딩 처리법을 통해 얻어진 비정질 및 부분적으로 결정질인 폴리에테르이미드(PEI) 수지의 레이저 소결을 제공한다. 이 재료는 사출 성형 부품에 비해 고밀도, 예를 들어 97%의 밀도를 갖는 삼차원(3D) 인쇄된 부품을 얻는데 사용할 수 있으며, 이는 폴리아미드-12(PA-12)를 사용해 제조된 부품의 밀도에 비해 좋다. 본 개시된 조성물에 따라 제조된 부품의 기계적 성질은 폴리아미드-12(PA-12)의 부품과 유사하며, 경우에 따라서는 폴리아미드-12(PA-12)의 부품 보다 더 우수하다.
일 측면에서 본 개시는, 약 10 내지 약 100 마이크로미터, 바람직하게는 약 45 내지 약 80마이크로미터의 폴리에테르이미드 입자(particulates) 집단의 등가 구형 크기(equivalent spherical size)에 대한 Dv50값; 약 1마이크로미터 초과, 바람직하게는 1 마이크로미터 초과 내지 약 45마이크로미터의 폴리에테르이미드 입자(particulates) 집단의 등가 구형 크기에 대한 Dv10값, 및 약 250 마이크로미터 미만, 바람직하게는 약 80 마이크로미터 내지 약 125 마이크로미터의 폴리에테르이미드 입자(particulates) 집단의 등가 구형 크기에 대한 Dv90값을 갖는 폴리에테르이미드 입자(particulates) 집단을 포함하고, 상기 폴리에테르이미드 입자(particulates) 집단은, 선택적으로 폴리에테르이미드 입자들(particulates)의 등가 구형 크기에 기초하여 직경이 약 1 마이크로미터 미만인 입자들(particulates)을 본질적으로 함유하지 않고, 선택적으로 더 바람직하게는 직경이 약 5 마이크로미터 미만인 입자들(particulates)을 본질적으로 함유하지 않고, 선택적으로 가장 바람직하게는 직경이 약 10 마이크로미터 미만인 입자들(particulates)을 본질적으로 함유하지 않으며, 상기 폴리에테르이미드 입자들(particulates)은 0.8 보다 큰 구형도(sphericity)를 갖고, 상기 조성물은 선택적으로 하나 이상의 충전제, 안정제, 안료, 강화제, 난연제, 드립방지제 또는 이들의 어느 한 조합을 포함하는 조성물을 제공한다.
또한, 본 개시에 따른 조성물의 제1층을 폴리에테이미드를 포함하는 재료의 응고 영역과 접촉하도록 배치하는 단계; 및 작업 영역 내의 입자들(particulates) 중 적어도 일부를 함께 소결시키고, 작업 영역 내의 입자들(particulates) 중 적어도 일부를 응고 영역에 소결시키기 위해 제1층의 작업 영역을 가열하는 단계를 포함하는 방법을 제공한다.
또한 본 개시는 적층 가공된 물품을 제공하며, 상기 물품은 개시된 방법에 따라 제조된다.
이하의 도면은 단지 예시적인 것이며, 본 발명의 범위를 제한하는 것은 아니다.
도 1은 선택적 레이저 소결(selective laser sintering, SLS) 시스템의 개략도를 제공한다.
도 2는 표준 에멀젼 제조 PEI 분체의 입경 분포(A) 및 SEM 이미지(B)를 제공한다.
도 3은 본 개시에 따른 에멀젼 처리법을 통해 얻어진 예시적인 PEI의 입경 분포(PSD)(A) 및 SEM 이미지(B)를 제공한다.
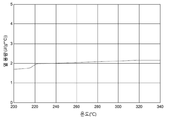
도 4는 220℃에 가까운 온도에서 유리 전이를 나타내는 예시적인 PEI의 예시적인 DSC 곡선을 제공한다.
도 5는 X, Y 및 Z인쇄 방향으로 적층 가공된 부품을 제공한다.
도 6은 세 가지 인쇄 방향 모두에서의 변형 메커니즘을 제공한다.
도 7은 PEI 및 개질된 PEI에 대해 얻은 기계적 데이터를 표 3으로 제공한다.
도 8은 x, y 및 z 방향으로 3D 인쇄된 예시적인 부품의 굽힘 탄성률을 제공한다.
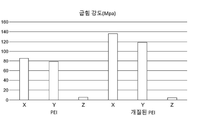
도 9는 x, y 및 z 방향으로 3D 인쇄된 예시적인 부품의 굽힘 강도를 제공한다.
도 10은 본 개시에 따른 조성물(부분적으로 결정질)에 대한 예시적인 입경 분포를 제공한다.
도 11은 261℃의 Tm을 나타내는 부분적으로 결정질인 PEI의 DSC 곡선을 제공한다.
도 12는 본 개시에 따라 제조된 CRS PEI로 제조된 SLS 부품에 대한 예시적인 결과를 제공한다.
도 1은 선택적 레이저 소결(selective laser sintering, SLS) 시스템의 개략도를 제공한다.
도 2는 표준 에멀젼 제조 PEI 분체의 입경 분포(A) 및 SEM 이미지(B)를 제공한다.
도 3은 본 개시에 따른 에멀젼 처리법을 통해 얻어진 예시적인 PEI의 입경 분포(PSD)(A) 및 SEM 이미지(B)를 제공한다.
도 4는 220℃에 가까운 온도에서 유리 전이를 나타내는 예시적인 PEI의 예시적인 DSC 곡선을 제공한다.
도 5는 X, Y 및 Z인쇄 방향으로 적층 가공된 부품을 제공한다.
도 6은 세 가지 인쇄 방향 모두에서의 변형 메커니즘을 제공한다.
도 7은 PEI 및 개질된 PEI에 대해 얻은 기계적 데이터를 표 3으로 제공한다.
도 8은 x, y 및 z 방향으로 3D 인쇄된 예시적인 부품의 굽힘 탄성률을 제공한다.
도 9는 x, y 및 z 방향으로 3D 인쇄된 예시적인 부품의 굽힘 강도를 제공한다.
도 10은 본 개시에 따른 조성물(부분적으로 결정질)에 대한 예시적인 입경 분포를 제공한다.
도 11은 261℃의 Tm을 나타내는 부분적으로 결정질인 PEI의 DSC 곡선을 제공한다.
도 12는 본 개시에 따라 제조된 CRS PEI로 제조된 SLS 부품에 대한 예시적인 결과를 제공한다.
본 개시의 조성물은 적층 가공 용도에 사용하기 위한 폴리에테르이미드 (polyetherimde, PEI) 분체(입자로 구성됨)를 제공한다. 개시된 조성물은 폴리에테르이미드 입자(particulates) 집단을 포함하는 PEI 분체이다. 다양한 측면에서, 개시된 PEI 분체는 적층 가공에서 SLS 용도로 사용하기에 적합한 특성을 나타낸다. 본원에 설명된 폴리에테르이미드 분체는 비정질 및 부분적으로 결정질 PEI를 포함하며, 2차 처리에 의해 특징지어질 수 있다. 예를 들어, 본 개시의 PEI 분체는 에멀젼 공정, 유도 결정화 등을 통해 제조된다. 적어도 부분적으로 결정질인 것은 PEI 분체의 개별 입자(particulate)가 결정질 영역과 비정질 영역을 모두 포함하는 것을 나타낸다.
본 개시의 조성물(부분적으로 결정질이든 비정질이든)은, PEI의 분해 온도인450℃ 미만의 온도에서 프렌켈 모델(Frenkel model)에 의해 특정되는 적어도 0.5, 바람직하게는 약 1.0의 합체(coalescence)를 달성하기에 충분히 낮은 영전단점도(zero-shear viscosity)를 갖는 것을 특징으로 할 수 있다. 추가적인 측면에서, 상기 조성물은 조성물의 어느 성분의 분해 온도 중 가장 낮은 분해 온도 보다 낮은 온도에서(또는 PEI의 분해온도 보다 낮은 온도에서) 약 104 Pa·s 미만의 영전단점도(zero-shear viscosity)를 달성하는 것을 특징으로 할 수 있다. SLS와 같이 적층 가공 입자-융합(additive manufacturing particle-fusing) 방법에 사용되는 경우, 본 개시의 조성물의 집단 분포 및 결과된 영전단점도(zero-shear viscosity)는 다른 PEI 분체를 이용하여 제조된 물품과 비교하여 보다 높은 밀도 및 개선된 기계적 성질을 갖는 물품을 생산한다.
본원에 설명된 PEI 분체는 이무수물(dianhydride), 디아민(diamine) 및 엔드 캐퍼(end-capper)로부터 형성된 폴리에테르이미드 수지로부터 유도된다. 일 측면에서 PEI 수지는 방향족 에테르 이무수물(aromatic ether dianhydride), 비스페놀 A 이무수물(bisphenol A dianhydride, BPADA)의 방향족 디아민(meta- 또는 para-phenylene diamine(m-PD 및 p-PD))과의 반응으로부터 유도된 유닛을 함유한다. SABIC으로부터 상업적으로 입수할 수 있는 적합한 PEI 수지는 21,000 g/mol 의 수평균 분자량(Mn), 56,000 g/mol 의 분자량(Mw) 및 2.5의 분산도를 갖는 ULTEM™ CRS 5001; 19,000 g/mol 의 수평균 분자량(Mn), 47,000 g/mol 의 분자량(Mw) 및 2.5의 분산도를 갖는 ULTEM™ CRS 5011; 21,000 g/mol 의 수평균 분자량(Mn), 54,000 g/mol 의 분자량(Mw) 및 2.5의 분산도를 갖는 ULTEM™ 1000(이 제품은 99.949% 폴리에테르이미드 수지, 0.001% 비스페놀-A 불순물 및 0.0499% 1.2-디클로로벤젠 불순물이다); 19,000 g/mol 의 수평균 분자량(Mn), 47,000 g/mol 의 분자량(Mw) 및 2.9의 분산도를 갖는 ULTEM™ 1010; 및 21,000 g/mol 의 수평균 분자량(Mn), 33,000 내지 35,000 g/mol 의 분자량(Mw) 및 2.5의 분산도를 갖는 ULTEM™ 1040이다. 이는 미국 특허 US 4,550,156 및 국제공고 WO 2009/015383에 기재된 것과 같다. CRS(chemically resistant, 내화학성) 수지는 방향족 디아민 p-페닐렌 디아민, 페닐렌 디아민의 p-단량체와 함께 무수프탈산(phthalic anhydride), BPADA로부터 형성되며, CRS급이 아닌, 예를 들어 ULTEM™ 1000 및 ULTEM™ 1010은 무수프탈산(phthalic anhydride), BPADA 및 m-페닐렌 디아민(m-phenylene diamine)으로부터 형성된다.
일부 실시예에서, 본 개시된 비정질 또는 부분 결정질 폴리에테르이미드 분체는 약 10, 9, 8, 7, 6, 5, 4, 3, 2 또는 심지어 1 마이크로미터 미만, 예를 들어 0.9, 0.8, 0.7, 0.6, 0.5, 0.4, 0.3, 0.2 또는 0.1 마이크로미터의 단면 치수를 갖는 입자들(particulates)을 본질적으로 함유하지 않는다. 폴리에테르이미드 입자들(particulates)은, 예를 들어 약 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59, 60, 61, 62 63, 64, 65, 66, 67, 68, 69, 70, 71, 72, 73, 74, 75, 76, 77, 78, 79, 80, 81, 81, 83, 83, 85, 86, 87, 88, 89, 90, 91, 92, 93, 94, 95, 96, 97, 98, 99, 100, 101, 102, 103, 104, 105, 106, 107, 108, 109, 110, 111, 112, 113, 114, 115, 116, 117, 118, 119, 120, 121, 122, 123, 124, 또는 약 125 마이크로미터의 분쇄된 폴리에테르이미드 입자(particulates) 집단의 등가 구형 크기(equivalent spherical size)에 대한 Dv50 값을 가질 수 있다. 비교예로서, 개질되지 않은 PEI 분체 조성물은 7.16 마이크로미터의 Dv10, 19.90 마이크로미터의 Dv50 및 42.79 마이크로미터의 Dv90 값을 갖는다. 추가적인 예로, 예시적인 분쇄된 PEI 입자 집단은 42.99 마이크로미터의 Dv10, 67.64 마이크로미터의 Dv50 및 104.1 마이크로미터의 Dv 90 값을 갖는다. 일 예로, 본 개시에 따른 부분 결정질로 유도된 PEI 입자 집단은 40.08 마이크로미터의 Dv10, 61.8 마이크로미터의 Dv50 및 96.35 마이크로미터의 Dv90값을 갖는다.
폴리에테르이미드 입자(particulates) 집단은 적합하게는 (a) 약 10 내지 약 100 마이크로미터, 바람직하게는 약 45 마이크론 내지 80 마이크론의 폴리에테르이미드 입자(particulates) 집단의 등가 구형 크기에 대한 Dv50 값; (b) 약 1마이크로미터 초과, 바람직하게는 1 마이크론 초과 내지 약 45마이크론의 분쇄된 폴리에테르이미드 입자(particulates) 집단의 등가 구형 크기에 대한 Dv10값 및 약 250 마이크로미터 미만, 바람직하게는 80 마이크론 내지 약 125 마이크론의 분쇄된 폴리에테르이미드 입자(particulates) 집단의 등가 구형 크기에 대한 Dv90값을 갖는다. 에멀젼 공정을 거친 폴리에테르이미드 입자(particulates) 집단은, 폴리에테르이미드 입자들(particulates)의 등가 구형 크기에 기초하여, 선택적으로 직경이 약 1마이크로미터 미만인 입자들(particulates)을 본질적으로 함유하지 않고, 선택적으로 더 바람직하게는 직경이 약 5마이크로미터 미만인 입자들(particulates)을 본질적으로 함유하지 않고, 선택적으로 가장 바람직하게는 직경이 약 10 마이크로미터 미만인 입자들(particulates)을 본질적으로 함유하지 않을 수 있고, 폴리에테르이미드 입자들은 0.7 초과, 바람직하게는 0.8 초과, 더욱 바람직하게는 0.9 초과, 더욱 더 바람직하게는 0.95 초과의 구형도를 갖는다. 다른 측면에서, 폴리에테르이미드 입자들은 0.8 보다 큰 구형도를 갖는다. 예를 들어, 그라인딩 공정을 통해 제조된 PEI 분체는 0.8보다 큰 구형도를 가질 수 있다. 에멀젼 공정을 통해 제조된 PEI 분체는 0.95 보다 큰 구형도를 가질 수 있다.
본 명세서에서 "본질적으로 함유하지 않는다"라는 것은 주어진 성분이 성분들에 도입되지 않는 것을 나타낸다. 또는 본질적으로 함유되지 않음은 0.01 중량% 미만 또는 약 0.01 중량% 미만인 것을 나타낸다. 또 다른 측면에서 본질적으로 함유되지 않음은 100 ppm(part per million) 미만 또는 약 100 ppm 미만인 것일 수 있다. "본질적으로 함유하지 않는다"라는 것은 검출할 수 있는 양보다 적은 양을 의미할 수 있다. 등가 구형 크기는, 임의의 특정 이론에 구애됨 없이, 광산란(예를 들어, 레이저 회절), 체가름(sieving) 또는 기타 공지의 방법으로 계산될 수 있다. Mastersizer™ (Malvern Instruments) 장치는 등가 구형 크기 값을 계산하기에 적합한 장치이다.
본 개시의 조성물은 유동성 촉진제를 포함할 수 있다. 입자의 형태에 관계없이 작은 입자에서 표면력이 우세하기 때문에, 중합체 분체는 SLS와 같은 적층 가공 공정을 위한 충분한 분말 유동성을 항상 갖는 것은 아니다. 하나의 분체가 유동성 촉진제 없이 유동할 수 있는 능력은 중합체 유형 자체와 분말화 기법 중 형성된 입자(particle)의 형태에 의존한다. 본원에서 설명된 유동성 촉진제는 약 0.01 중량% 내지 약 1.0 중량%, 구체적으로는 0.025 중량% 내지 1중량%로 존재할 수 있다.
유동성 촉진제(구형 나노입자들 또는 이들의 응집체를 포함할 수 있음)는 분체의 유동성을 개선시키는데 사용될 수 있다. 나노입자들의 크기는 1 마이크로미터 미만의 전형적인 범위이며, 바람직하게는 100나노미터(nm) 미만이다. 특정 예로서, 나노입자들은 10 내지 25 nm이다. 일반적으로, 나노입자들은 PEI 분체의 입자보다 훨씬 작고 분체의 입자의 표면을 덮을 필요가 있다. 마이크론 범위 또는 더 큰 크기의 유동성 촉진제는 유동성 촉진제로 유용하지 않을 것이다. 이러한 유동제가 분산될 때 유동제는 마이크로미터 크기의 폴리머 입자(particle)의 표면을 덮고, 입자(particle)들 사이의 반 데르 발스 인력을 방해하며, 입자(particle)들이 쉽게 흐를 수 있도록 하여 분체의 유동을 개선시킨다. 예시적인 실험에서, 실리카 또는 알루미나 기반의 유동성 촉진제를 포함하는 PEI 분체(예를 들어, 유동성 촉진제를 0.05% 내지 0.2%, 또는 PEI가 유도된 공급원에 따라 중합체 중량에 대하여 0.025 중량% 내지 약 1중량%를 포함)를 유동성 촉진제 덩어리를 분해하고 폴리머 입자상으로 유동성 촉진제 입자를 균일하게 분산시키기 위해 고 전단 믹서에서 혼합시켰다(2000rpm으로 15-20분간).
예시적인 유동성 촉진제는 금속 산화물, 바람직하게는 흄드 실리카(fumed silica), 흄드 알루미늄 옥사이드(fumed aluminum oxide), 수화 실리카(hydrated silica), 비정질 알루미나(amorphous alumina), 유리 실리카(glassy silica), 유리 인산염(glassy phosphate), 유리 붕산염(glassy borate), 유리 산화물(glassy oxide), 티타니아(titania), 활석(talc), 운모(mica), 흄드 실리카(fumed silica), 습식실리카(precipitated silica), 고령토(kaolin), 아타풀자이트(attapulgite), 규산칼슘(calcium silicate), 알루미나(alumina), 규산마그네슘(magnesium silicate) 또는 전술한 것 중 적어도 어느 하나 이상을 포함하는 조합, 보다 바람직하게는 흄드 실리카(fumed silica), 알루미나(alumina) 또는 이들의 어느 한 조합을 포함한다. 일 예로, 유동성 촉진제는 실란(silane) 및 알루미늄 산화물이 포함된 트리메톡시옥틸 반응 생성물을 포함한다.
개시된 조성물은 추가적인 첨가제 및/또는 성분들을 포함할 수 있음이 이해되어야 한다. 조성물은 선택적으로 하나 이상의 충전제, 안정제, 유동성 촉진제, 안료, 강화제, 난연제, 드립방지제 또는 이들의 어느 한 조합을 포함할 수 있다. 예를 들어, 폴리에테르이미드 조성물은 보강 충전제, 입자 충전제, 나노 충전제 또는 이들의 조합을 포함하는 충전제를 선택적으로 더 포함할 수 있다. 충전제는 보강 충전제, 예를 들어 평판, 플레이트 유사 및/또는 섬유성 충전제일 수 있다. 통상적으로 평판, 플레이트 유사 충전제는, 1 내지 200 마이크로미터인 두께인 경우 그 두께보다 적어도 10배 큰 길이 및 폭을 갖는다. 이러한 유형의 예시적인 보강 충전제는 유리 플레이크(glass flackes), 운모(mica), 플레이크드 실리콘 카바이드(flacked silicon carbide), 알루미늄 이붕화물(aluminum diboride), 알루미늄 플레이트(aluminum flakes) 및 강철 플레이크(steel flakes); 표면 처리된 규회석을 포함하는 규회석; 석회암, 석회석, 대리석 및 합성 침강 탄산칼슘을 포함하는 일반적으로 분쇄된 입자 형태의 탄산칼슘; 섬유형, 모듈형, 바늘형 및 층상형의 활석을 포함하는 활석; 경질, 연질, 소성 된 고령토 및 중합체 매트릭스 폴리머와의 융화성을 용이하게 하기 위해 당업계에 공지된 다양한 코팅을 포함하는 고령토; 운모; 및 장석을 포함한다. 또한, 예시적인 보강 충전제는 짧은 무기 섬유, 천연 미네랄 섬유 충전제, 단결정 섬유, 유리 섬유, 세라믹 섬유 및 유기 보강 섬유 충전제를 포함한다. 짧은 무기 섬유는 붕규산유리(borosilicate glass), 탄소 섬유 및 규산 알루미늄(aluminum silicate), 산화알루미늄(aluminum oxide), 산화마그네슘(magnesium oxide) 및 황산칼슘반수화물(calcium sulfate hemihydrate) 중 적어도 하나를 포함하는 혼련물로부터 유도된 것들을 포함한다. 단결정 섬유 또는 "휘스커(whisker)"는 탄화 규소(silicon carbide), 알루미나(alumina), 탄화 붕소(boron carbide), 철, 니켈 및 구리 단결정 섬유를 포함한다. E, ECR, S 및 NE 유리 및 석영 등과 같은 유리 섬유를 포함하는 유리 섬유도 사용될 수 있다.
이러한 보강 충전제는 모노필라멘트 또는 멀티필라멘트 섬유의 형태로 제공될 수 있으며, 단독으로 또는 다른 유형의 섬유와 조합하여, 예를 들어 공동-위빙 또는 코어/시스, 사이드 바이 사이드(side-by-side), 오렌지 타입 또는 메트릭스 및 섬유 구조 또는 섬유 제조분야의 당업자에게 공지된 기타 방법들이 사용될 수 있다. 전형적인 공동-위빙 구조는 유리 섬유-탄소 섬유, 탄소 섬유-방향족 폴리이미드(아라미드) 섬유 및 방향족 폴리이미드 섬유-유리 섬유를 포함한다. 섬유 충전제는, 예를 들어, 로빙(roving), 0-90도 직물과 같은 직조 섬유 보강재, 연속된 스트랜드 매트, ? 스트랜드 매트, 티슈, 종이 및 펠트와 같은 부직포 섬유 보강재 및 퍼폼(performs) 및 수술(braids)과 같이 3차원적으로 직조된 보강재 형태로 공급될 수 있다.
보강 섬유는 5 내지 25 마이크로미터, 구체적으로는 9 내지 15마이크로미터의 직경을 가질 수 있다. 단단한 섬유성 충전제와 플레이트 유사 충전제의 조합을 사용할 수 있다.
일부 적용예에서, 조성물 내의 열가소성 폴리머에 대한 접착력을 향상시키기 위해 화학적 커플링제를 충전제의 표면에 처리하는 것이 바람직할 수 있다. 유용한 커플링제의 예로는 알콕시 실란 및 알콕시 지르코네이트 아미노, 에폭시, 이미드 또는 티오 작용성 알콕시 실란을 들 수 있으며, 특히 티오 작용성 알콕시 실란이 유용하다. 조성물을 성형품으로 형성시키는데 요구되는 높은 용융 온도에서 공정을 수행하는 동안 발포 또는 가스를 발생시키는 코팅의 분해를 방지하기 위해, 높은 열 안정성을 갖는 섬유 코팅이 바람직하다.
본 폴리에테르이미드 조성물에 사용되는 보강 충전제의 양은 소정의 물리적 특성 및 난연성을 제공하는데 효과적인 양으로 광범위하게 변화될 수 있다. 경우에 따라서, 보강 충전제는 각각의 조성물의 총 중량을 기준으로 10 초과 내지 60 중량%, 보다 구체적으로는 15 내지 40중량%, 더욱 구체적으로는 20 내지 35중량%의 양으로 존재한다. 일 실시형태에서는, 보강 충전제가 존재하지 않거나 실질적으로 존재하지 않는다.
본 폴리에테르이미드 조성물은 하나 이상의 다른 유형의 입자 충전제를 포함할 수 있다. 예시적인 입자 충전제는 융합된 실리카 및 결정질 실리카와 같은 실리카; 질화 붕소 및 붕소-규산염; 알루미나(alumina) 및 산화마그네슘(또는 마그네시아); 규산염 구체; 그을음(flue dust); 세노스피어; 알루미노규산염(아르모스피어); 천연규사; 석영; 규암; 펄라이트; 트리폴리암; 규조토; 합성 실리카; 및 이들의 조합을 포함한다. 중합체 매트릭스 폴리머와의 접착 및 분산을 향상시키기 위해 상기 모든 충전제는 실란으로 표면 처리 될 수 있다. 존재한다면, 폴리에테르이미드 조성물에 내의 추가적인 입자 충전제의 양은 소정의 물리적 특성 및 난연성을 제공하는데 효과적인 양으로 광범위하게 변화될 수 있다. 경우에 따라서, 입자 충전제는 조성물의 총 중량을 기준으로 1 내지 80 중량%, 구체적으로는 5 내지 30 중량%, 더욱 구체적으로 5 내지 20 중량%의 양으로 존재한다. 이와 달리, 일부 실시형태에서는 본 발명의 조성물은 상당한 양의 충전제를 함유하지 않으며, 경우에 따라서는 검출 가능한 양의 충전제를 함유하지 않는다. 즉, 충전제가 실질적으로 존재하지 않거나 존재하지 않는다. 따라서, 일부 실시예에서는, 입자 충전제는 각각 조성물의 총 중량을 기준으로 0중량% 내지 80중량%, 75중량%, 70중량%, 65중량%, 60중량%, 55중량%, 50 중량%, 45중량%, 40중량%, 35중량%, 30중량%, 25중량%, 20중량%, 15중량%, 10중량%, 5중량% 및 1중량% 로부터 선택되는 양 이하로 존재한다.
나노충전제는 다양한 목적으로 첨가될 수 있으며, 가장 긴 치수의 평균이 0.5 내지 100나노미터인 것을 특징으로 할 수 있다. 나노충전제는 상기의 보강 또는 입자 충전제의 물질로부터 유도될 수 있다. 예를 들어, 나노충전제는 보에마이트 알루미나(합성), 탄산칼슘, 세라믹, 카본 블랙, 탄소 나노튜브, 탄소섬유, 셀룰로오스, 활성점토, 천연점토(채굴, 정제 및 처리된), 합성점토, 오가노클레이, 천연섬유, 금, 흑연, 고령토, 수산화 마그네슘, 운모, 몬모릴로나이트 점토, 폴리오가노실세스퀴옥산(polyorganosilsesquioxanes, POSS), 실리카, 은, 활석, 유기티탄산염(organozirconate), 티타니아(titania), 규회석, 산화아연, 유기지르콘산염(organozirconates) 및 지르코니아(zirconia)를 포함한다. 전술한 것들의 조합이 사용될 수 있다. 경우에 따라서, 나노충전제는 조성물의 총 중량을 기준으로 0.1 내지 50 중량%, 구체적으로 1 내지 30 중량%, 더욱 구체적으로 1 내지 20 중량%로 존재한다. 이와 달리 일부 실시형태에서는, 본 발명의 조성물은 상당한 양의 나노충전제를 함유하지 않으며, 경우에 따라서는 검출 가능한 양의 충전제를 함유하지 않는다. 즉, 충전제가 실질적으로 존재하지 않거나 존재하지 않는다. 따라서, 일부 경우, 나노충전제는 각각 조성물의 총 중량을 기준으로 0 중량% 내지 50 중량%, 45 중량%, 40 중량%, 35 중량%, 30 중량%, 25 중량%, 20 중량%, 15 중량%, 10 중량%, 5 중량% 및 1 중량% 이하로 존재한다.
첨가제가 조성물의 바람직한 특성에 중대한 역효과를 미치지 않도록 선택된다는 전제하에, 조성물은 폴리머 조성물에 통상적으로 포함되는 다양한 첨가제를 포함할 수 있다. 예시적인 첨가제는 촉매, 충격조절제, 충전제, 산화방지제, 열안정제, 광안정화제, 자외선(UV) 흡수 첨가제, 소광제, 가소제, 윤활제, 이형제, 정전기방지제, 염료, 안료 및 광효과제와 같은 시각효과첨가제, 난연제, 드립방지제 및 방사선 안정제를 포함한다. 첨가제의 조합, 예를 들어 열안정제, 이형제 및 임의의 자외선 안정제의 조합이 사용될 수 있다. 일반적으로, 첨가제는 효과적인 것으로 통상적이게 알려진 양으로 사용된다. 전술된 첨가제(충전제 제외)는 일반적으로 조성물의 총 중량을 기준으로 0.005 내지 20 중량 %, 구체적으로 0.01 내지 10 중량% 로 존재한다. 이와 달리 일부 실시예에서는, 본 발명의 조성물은 상당한 양의 첨가제를 함유하지 않으며, 경우에 따라서는 검출 가능한 양의 첨가제를 함유하지 않는다. 즉, 첨가제가 실질적으로 존재하지 않거나 존재하지 않는다. 따라서, 전술된 첨가제(충전제 제외)는 조성물의 총 중량을 기준으로 0 내지 20 중량%, 19 중량%, 18 중량%, 17 중량%, 16 중량%, 15 중량%, 14 중량%, 13 중량%, 12 중량%, 11 중량%, 10 중량%, 9 중량%, 8 중량%, 7 중량%, 6 중량%. 5 중량%, 4 중량%, 3 중량%, 2중량%, 1중량% 및 0.0001 중량% 로부터 선택되는 양 이하로 존재한다. 다른 실시예에서는, 열안정제, 이형제 및 임의의 자외선 안정제 이외의 첨가제는 조성물 중에 상당한 양으로 존재하지 않는다. 또 다른 실시예에서는, 열안정제, 이형제, 및 임의의 자외선 안정제 이외의 첨가제는 조성물 중에 검출 가능한 양으로 존재하지 않는다.
적합한 항산화제는 포스파이트(phosphite), 포스포나이트(phosphonite) 및 힌더드 페놀(hindered phenol) 또는 이들의 혼합물과 같은 화합물일 수 있다. 트리아릴 포스파이트 및 아릴 포스포네이트를 포함하는 인-함유 안정제는 유용한 첨가제이다. 이관능성 인 함유 화합물은 포함될 수 없다. 바람직한 안정화제는 300 g/mole 이상의 분자량을 가질 수 있다. 몇몇 대표적인 화합물은 Ciba Chemical Co.의 IRGAFOS™ 168으로부터 입수할 수 있는 트리스-디-tert-부틸페닐 포스파이트 및 Dover Chemical Co.의 DOVERPHOS™ S-9228으로부터 상업적으로 입수할 수 있는 비스(2,4-디큐밀페닐) 펜타에리트리톨 디포스파이트이다.
포스파이트 및 포스포나이트의 예는 트리페닐 포스파이트, 디페닐 알킬 포스파이트, 페닐 디알킬 포스파이트, 트리(노닐페닐)포스파이트, 트리라우릴 포스파이트, 트리옥타데실 포스파이트, 디스테아릴 펜타에리트리톨 디포스파이트, 트리스(2,4-디-tert-부틸페닐)포스파이트, 디이소데실 펜타에리트리톨 디포스파이트, 비스(2,4-디-tert-부틸페닐)펜타에트리톨 디포스파이트, 비스(2,6-디-tert-부틸-4-메틸페닐)-펜타에트리톨 디포스파이트, 디이소데실록시 펜타에트리톨 디포스파이트, 비스(2,4-디-tert-부틸-6-메틸페닐)펜타에트리톨 디포스파이트, 비스(2,4-트리스(tert-부틸페닐)펜타에트리톨 디포스파이트, 트리스테아릴 소르비톨 트리-포스파이트, 테트라키스(2,4-tert-부틸페닐) 4, 4'-비스페닐렌 디포스파이트, 비스(2,4-디-tert-부틸-6-메틸페닐) 메틸 포스파이트, 비스(2,4-디-tert-부틸-6-메틸페닐) 에틸 포스파이트, 2,2',2''-니트릴로[트리에틸 트리스(3,3',5,5'-테트라-tert-부틸-1,1'-비스페닐-2,2'-디일)포스파이트, 2-에틸헥실(3,3',5,5'-테트라-tert-부틸-1,1'-비스페닐-2,2'-디일)포스파이트 및 5-부틸-5-에틸-2-(2,4,6-트리-tert-부틸페녹시)-1,3,2-디옥사포스플로란을 포함한다.
하나 이상의 유기인 화합물을 포함하는 조합이 고려된다. 조합에 사용되는 경우 유기 인 화합물은 동일한 유형 또는 상이한 유형일 수 있다. 예를 들어, 조합은 2개의 포스파이트를 포함할 수 있으며 또는 조합은 포스파이트 및 포스포나이트를 포함할 수 있다. 일부 실시예에서는 분자량이 300 g/mole 이상인 인 함유 안정제가 유용하다. 인 함유 안정제, 예를 들어 아릴 포스파이트는 조성물의 총 중량을 기준으로, 0.005 내지 3 중량%, 구체적으로 0.01 내지 1.0 중량%의 양으로 존재한다.
또한, 힌더드 페놀, 예를 들어, 알킬화 모노페놀 및 알킬화 비스페놀 또는 폴리 페놀은 산화방지제로 사용될 수 있다. 예시적인 알킬화 모노페놀은 2,6-디-tert-부틸-4-메틸페놀; 2-tert-부틸-4,6-디메틸페놀; 2,6-디-tert-부틸-4-에틸페놀; 2,6-디-tert-부틸-4-n-부틸페놀; 2,6-디-tert-부틸-4-이소부틸페놀; 2,6-디사이클로펜틸-4-메틸페놀; 2-(알파-메틸사이클로헥실)-4,6-디메틸페놀; 2,6-디옥타데실-4-메틸페놀; 2,4,6-트리사이틀로헥실페놀; 2,6-디-tert-부틸-4-메톡시메틸페놀; 선형 또는 측쇄가 분지된 노닐 페놀, 예를 들어 2,6-디-노닐-4-메틸페놀; 2,4-디메틸-6-(1'-메틸운데-1'-실)페놀; 2,4-디메틸-6-(1'-메틸헵타데-1'-실)페놀; 2,4-디메틸-6-(1'-메틸트리데-1'-실)페놀 및 이의 혼합물을 포함한다. 예시적인 알킬리덴 비스페놀은 2,2'-메틸렌비스(6-tert-부틸-4-메틸페놀), 2,2'-메틸렌비스(6-tert-부틸-4-에틸페놀), 2,2'-메틸렌비스[4-메틸-6-(알파-메틸사이클로헥실)-페놀], 2,2'-메틸렌 비스(4-메틸-6-사이클로헥실페놀), 2,2'-메틸렌비스(6-노닐-4-메틸페놀), 2,2'-메틸렌비스(4,6-디-tert-부틸페놀), 2,2'-에틸리덴비스 (4,6-디-tert-부틸페놀), 2,2'-에틸리덴비스 (6-tert-부틸-4-이소부틸페놀), 2,2'-메틸렌비스[6-(알파-메틸벤질)-4-노닐페놀], 2,2'-메틸렌비스 [6-(알파, 알파-디메틸벤질)-4-노닐페놀], 4,4'-메틸렌비스 -(2,6-디-tert-부틸페놀), 4,4'-메틸렌비스 (6-tert-부틸-2-메틸페놀), 1,1-비스(5-tert-부틸-4-히드록시-2-메틸페닐)뷰테인, 2,6-비스(3-tert-부틸-5-메틸-2-히드록시벤질)-4-메틸페놀, 1,1,3-트리스(5-tert-부틸-4-히드록시-2-메틸페닐)뷰테인, 1,1-비스(5-tert-부틸-4-히드록시-2-메틸-페닐)-3-n-도데실메르캅토뷰테인, 에틸렌 글리콜 비스[3,3-비스(3'-tert-부틸-4'-히드록시페닐)부티레이트], 비스(3-tert-부틸-4-히드록시-5-메틸-페닐)디사이클로펜타디엔, 비스 [2-(3'-tert-부틸-2'-히드록시-5'-메틸벤질)-6-tert-부틸-4-메틸페닐]테레프탈레이트, 1,1-비스-(3,5-디메틸-2-히드록시페닐)뷰테인, 2,2-비스-(3,5-디-tert-부틸-4-히드록시페닐)프로페인, 2,2-비스-(5-tert-부틸-4-히드록시-2-메틸페닐)-4-n-도데실메르캅토뷰테인- , 1,1,5,5-테트라-(5-tert-부틸-4-히드록시-2-메틸페닐)펜테인 및 이들의 혼합물을 포함한다.
힌더드 페놀 화합물은 300 g/mole 이상의 분자량을 가질 수 있다. 높은 분자량은 높은 가공 온도, 예를 들어 300℃ 이상에서 폴리머 용융물 안에 힌더드 페놀 잔기가 유지되는 것을 도울 수 있다. 힌더드 페놀 안정화제는 통상적으로 조성물 총 중량을 기준으로 0.005 내지 2 중량%, 구체적으로 0.01 내지 1.0 중량%의 양으로 존재한다.
가소제, 윤활제 및 이형제가 포함될 수 있다. 이형제(MRA)는 재료가 신속하고 효과적으로 제거되도록 한다. 이형제는 사이클 시간, 결함 및 완제품의 갈변을 감소시킬 수 있다. 이러한 유형의 물질에는 상당한 중복이 있는데, 상기 물질은, 예를 들어, 디옥틸-4,5-에폭시-헥사하이드로프탈레이트와 같은 프탈산 에스테르; 트리스-(옥토시카보닐에틸)이소시아누레이트; 트리스테아린; 레조르시놀 테트라페닐 디포스페이트(RDP)와 같은 di- 또는 다관능 방향족 인산염, 하이드로퀴논의 비스(디페닐) 포스페이트 및 비스페놀-A의 비스(디페닐) 포스페이트; 폴리-알파-올레핀; 에폭시화 콩기름; 실리콘 오일을 포함하는 실리콘; 에스테르, 예를 들어, 알킬 스테아릴 에스테르, 예컨대 메틸 스테아레이트, 스테아릴 스테아레이트, 펜타에트리톨 테트라스테아레이트(PETS) 등과 같은 지방산 에스테르; 메틸 스테아레이트와 폴리에틸렌 글리콜 폴리머, 폴리프로필렌 글리콜 폴리머, 폴리(에틸렌 글리콜-코-프로필렌 글리콜) 코폴리머를 포함하는 친수성 및 소수성 비이온성 계면활성제의 조합, 또는 전술한 글리콜 폴리머 중 적어도 하나를 포함하는 조합, 즉 적합한 용매 안에 메틸렌 스테아레이트와 폴리에틸렌-폴리프로필렌 글리콜 코폴리머의 조합; 밀랍, 몬탄 왁스, 파라핀 왁스 등과 같은 왁스를 들 수 있다.
특히, 조성물의 내화학성 및 이형성 특성을 조절하기 위해 선택적 폴리올레핀이 첨가될 수 있다. 폴리에틸렌, 폴리프로필렌, 폴리부텐과 같은 호모폴리머는 개별적으로 또는 조합하여 사용될 수 있다. 폴리에틸렌은 고밀도 폴리에틸렌(HDPE), 저밀도 폴리에틸렌(LDPE) 또는 분지된 폴리에틸렌으로 첨가될 수 있다. 또한, 폴리올레핀은 말레산, 스트르산 또는 이들의 무수물과 같은 탄산 라디칼을 함유하는 화합물, 아크릴산 에스테르와 같은 아크릴산 라디칼을 함유하는 화합물 및 이들의 조합 등을 포함하는 공중합체 형태로 사용될 수 있다. 폴리올레핀이 조성물에 존재하는 경우, 폴리올레핀, 특히 HDPET는 조성물 총 중량을 기준으로 0 초과 내지 10 중량 %, 구체적으로 0.1 내지 8 중량%, 더욱 구체적으로 0.5 내지 5 중량%의 양으로 사용된다.
일부 실시예에서, 본 폴리에테르이미드 조성물은 공중합체 또는 혼련물로서 존재할 수 있는 적어도 하나의 추가 폴리머를 더 포함할 수 있다. 이러한 추가 폴리머의 예는 실록산-폴리에테르이미드 공중합체, PPSU (폴리프로필렌 설폰), 폴리에테르이미드, PSU(폴리설폰), PPET (폴리페닐렌 에테르), PFA (퍼플루오르알콕시 알케인), MFA (TFE (테트라플루오르에틸렌) 및 PFVE(퍼플루러네이트 바이닐 에테르)의 공중합체), FEP (플루러네이트 에틸렌 프로필렌 폴리머), PPS (폴리 (페닐렌 설파이드), PTFE (폴리테트라플루오로에틸렌), PA (폴리아마이드), PBI (폴리벤조이미다졸) 및 PAI (폴리(아마이드-이미드)), 폴리(에테르 설폰), 폴리(아릴 설폰), 폴리페닐렌, 폴리벤즈옥사졸, 폴리벤즈티아졸 및 이들의 혼련물 및 공중합체를 포함하며, 이에 한정되는 것은 아니다. 추가 폴리머는 폴리이미드, 폴리이미드 공중합체, 폴리페닐렌 옥사이드, 폴리카보네이트, 폴리실록산-폴리카보네이트 공중합체, (이소프탈레이트-테레프탈레이트-레조르시놀)-카보네이트 공중합체, 레조르시놀 계의 실리콘 아릴 폴리에스테르 카보네이트 공중합체, 폴리에스테르(예를 들어, 폴리에틸렌 테레프탈레이트, 폴리부틸렌 테레프탈레이트, 폴리사이클로헥실메틸렌 테레프탈레이트 등)를 포함한다. 추가 중합체가 존재하는 경우, 추가 중합체는 조성물 총 중량을 기준으로 0 초과 내지 약 60 중량%, 구체적으로 0.1 내지 15 중량%, 더욱 구체적으로 0.5 내지 10 중량%의 양으로 존재할 수 있다. 일 실시예에서, 본원에 설명된 폴리에테르이미드 외의 폴리머는 존재하지 않는다.
다양한 형태의 난연제가 첨가제로서 사용될 수 있다. 일 실시예에서, 난연성 첨가제는 과플루오로화 C1-C16 알킬 설포네이트의 알칼리 금속염, 예를 들어 포타슘 퍼플루오로부탄 설포네이트(리마 염), 포타슘 퍼플루오로옥탄 설포네이트, 테트로에틸암모늄 퍼플루오로헥세인 설포네이트, 포타슘 디페닐설폰 설포네이트(KSS), 소듐 벤젠 설포네이트, 소듐 톨루엔 설포네이트(NATS) 등과 같은 난연성 염; 및 예를 들어 알칼리 금속 또는 알칼리 토금속(예를 들어, 리튬, 소듐, 포타슘, 마그네슘, 칼슘 및 바륨 염)의 반응으로 형성된 염 및 무기산 착염, 예를 들어, 탄산의 알카리 금속 및 알칼리 토금속 염과 같은 옥소-음이온, 예컨대 소듐 카보네이트 Na2CO3, 포타슘 카보네이트 K2CO3, 마그네슘 카보네이트 MgCO3, 칼슘 카보네이트 CaCO3, 및 바륨 카보네이트BaCO3 또는 트리리튬 알루미늄 헥사플루오라이드Li3AlF6, 바륨 실리콘 플루오라이드 BaSiF6, 포타슘 테트라플루오로보로네이트 KBF4, 트리포타슘 알루미늄 헥사플루오라이드 K3AlF6, 포타슘 알루미늄 플루오라이드 KAlF4, 포타슘 실리코플루오라이드 K2SiF6, 및/또는 소듐 알루미늄 헥사플루오라이드 Na3AlF6등과 같은 플로로-음이온 복합체를 포함한다. 리마 염, KSS 및 NATS(소듐 톨루엔 술폰산) 단독 또는 다른 난연제와 조합된 것은 본 발명의 조성물에 특히 유용하다. 일 실시예에서, 난연제는 브로민 또는 염소를 함유하지 않는다.
또한, 안료 및/또는 염료 첨가제와 같은 착색제가 선택적으로 존재할 수 있다. 유용한 안료는, 예를 들어, 산화아연, 이산화티타늄, 산화철과 등 같은 금속 산화물 및 혼합 금속 산화물과 같은 무기 안료; 알루미늄산염; 소듐 술포-실리케이트 설포네이트, 크롬산염 등; 카본블랙; 아연페라이트; 울트라마린 블루; 아조스, 디-아조스, 퀴아크리돈, 페릴렌스, 나프탈렌 테트라카르복시산, 플리빈스론, 이소인돌리논, 테트라클로로이소인돌리논, 안트라퀴논, 엔트론, 디옥사민, 프탈로시아닌 및 아조 등과 같은 유기 안료; 피그먼트 레드 101, 피그먼트 레드 122, 피그먼트 레드 149, 피그먼트 레드 177, 피그먼트 레드 179, 피그먼트 레드 202, 피그먼트 바이올렛 29, 피그먼트 블루 15, 피그먼트 블루 60, 피그먼트 그린 7, 피그먼트 옐로우119, 피그먼트 옐로우147, 피그먼트 옐로우150 및 피그먼트 브라운24; 또는 전술한 안료들 중 적어도 하나를 포함하는 조합을 포함할 수 있다. 일반적으로 안료는 조성물의 총 중량을 기준으로 0 내지 10 중량%, 구체적으로 0 내지 5 중량%의 양으로 사용된다. 향상된 충격이 필요한 경우에는 이산화티타늄과 같은 안료가 5마이크론 미만의 평균 입자 크기를 가질 것이다.
또한, 폴리에테르이미드 조성물은, 폴리머 조성물에 드립방지 또는 다른 유리한 성질을 제공하기 위해 효과적인 양의 플루오로폴리머를 선택적으로 포함할 수 있다. 일 예로, 플루오로폴리머는 조성물의 0.01 내지 5.0 중량%의 양으로 존재한다. 적합한 플루오로폴리머의 예 및 이러한 플루오로폴리머를 제조하기 위한 방법은, 예를 들어 미국 특허 US 3,671,487, US 3,723,373 및 US 3,383,092에 설명되어 있다. 적합한 플로오로폴리머는 호모폴리머 및 하나 이상의 플루오로화 알파-올레핀 단량체, 예를 들어 CF2=CF2, CHF=CF2, CH2=CF2 및 CH2=CHF 및 CF3CF=CF2, CF3CF=CHF, CF3CH=CF2, CF3CH=CH2, CF3CF=CHF, CHF2CH=CHF 및 CF3CF=CH2 와 같은 플루오로 프로필렌으로부터 유도된 구조 단위를 포함하는 코폴리머를 포함한다.
폴리(테트라플루오로에틸렌-에틸렌-프로필렌) 코폴리머와 같은 하나 이상의 플루오로화 단량체 및 플루오로화 단량체와 공중합이 가능한 하나 이상의 비플루오로화 모노 에틸렌계 불포화 단량체로부터 유도된 구조 단위를 포함하는 코폴리머 뿐만 아니라, 하나 이상의 플루오로화 알파-올레핀 단량체로부터 유도된 구조 단위를 포함하는 코폴리머, 예를 들어 폴리(테트라플루오로에틸렌-헥사플루오로에틸렌) 또한 사용될 수 있다. 예를 들어 적합한 비플루오로화 모노 에틸렌계 불포화 단량체는 에틸렌, 프로필렌, 부텐, 아크릴레이트 단량체(예를 들어, 메틸 메타크릴레이트, 부틸 아크릴레이트 등, 바람직하게는 폴리(테트라플루오로에틸렌) 호모폴리머(PTFE))와 같은 알파-올레핀 단량체를 포함한다.
플루오로폴리머는 방향족 폴리카보네이트와 같은 폴리머 또는 폴리이미드 폴리머와 일부의 방식으로 미리 혼합될 수 있다. 예를 들어, 미국 특허 US 5,521,230에 개시된 것과 같이 플루오로폴리머 및 폴리카보네이트 폴리머의 수용성 분산액을 열가소성 폴리머 조성물의 드립 억제제 첨가제로 사용하기 위한 플루오로폴리머 농축물을 형성하기 위해 스팀 침전시킬 수 있다. 이와 달리, 플루오로폴리머를 캡슐화 시킬 수도 있다.
경우에 따라서, 폴리에테르이미드 조성물은 브롬 및 염소를 본질적으로 함유하지 않는 것이 바람직하다. 브롬 및 염소를 "본질적으로 함유하지 않는다"는 것은 조성물이 조성물 중량 기준으로3 중량% 미만의 브롬 및 염소를 함유하는 것을 의미하며, 다른 실시예에서는 조성물이 1 중량% 미만의 브롬 및 염소를 함유하는 것을 의미한다. 다른 실시예에서, 조성물은 할로겐을 함유하지 않는다. "할로겐을 함유하지 않는다"는 것은 총 조성물의 할로겐 중량ppm이 1000 중량부 이하인 할로겐 함량(불소, 브롬, 염소 및 요오드의 총량)을 갖는 것으로 정의된다. 할로겐의 양은 원자 흡수와 같은 통상적인 화학 분석에 의해 결정될 수 있다.
일부 실시예에서, 개시된 조성물은 상기 조성물의 적외선 또는 다른 광 흡수능을 향상시키는 하나 이상의 재료를 포함할 수 있다. 이러한 재료는 "방사선 흡수 물질(Radiation Absorbing Materials, RAM)"이라고 정의될 수 있다. RAM은 어두운 색상일 수 있으나, 이에 한정되는 것은 아니다. 예를 들어, 조성물은 RAM으로서 하나 이상의 열 흡수제 또는 어두운 색의 물질(예를 들어, 카본블랙, 탄소나노튜브 또는 탄소섬유)도 포함할 수 있다. 염료는 RAM의 한 유형이지만, RAM이 염료일 필요는 없다. 일 실시예에서, RMA 및 광원은 RAM의 λ max(즉, RAM에 의해 흡수되는 최대 파장)이 광원으로부터 방출된 조명의 약 50, 45, 40, 35, 30, 25, 20, 15, 10 또는 심지어 약 5nm이내가 되도록 선택된다. 적절한 광원(RAM이 함유된 물질을 사용하든지 RAM이 함유되지 않은 물질을 사용하든지)은, 예를 들어, 레이저, 적외선(IR)(단파장, 중파장 및 장파장) 광원 등을 포함한다.
또한, 개시된 조성물은 하나 이상의 RAM을 포함할 수 있다. RAM은 약 200 내지 약 2500 nm, 예를 들어, 약 300 내지 약2400, 약 400 내지 약 2000, 약 500 내지 약 1500, 약 600 내지 약 1200, 약 800 내지 약 1100 또는 심지어 대략 1100 nm의 λ max를 가질 수 있다. RAM은 가시광선 범위(예를 들어, 약 380 내지 약 800 nm 및 이 사이의 모든 중간 값), IR-A 단파장 범위(예를 들어, 약 800 내지 약1400 nm 및 이 사이의 모든 중간 값), IR-B 중파장 범위(예를 들어, 약 1400 내지 약 3000 nm 및 이 사이의 모든 중간 값) 에서 λ max를 갖도록 선택될 수 있다. 일부 실시예에서, RAM은 IR-C 장파장 범위(예를 들어, 약 3000 내지 약 10000 nm 및 이 사이의 모든 중간 값)에서 λ max를 가질 수 있다.
RAM은 조성물의 약 0.0001 내지 약 1 중량%(예를 들어, 약 0.001 내지 약 0.1 중량%)로 존재할 수 있다. RAM은, 예를 들어, 300 내지 약 1000 nm, 약 350 내지 약 950 nm, 약 400 내지 약 900 nm, 약 450 내지 약 850 nm, 약 400 내지 약 800 nm, 약 450 내지 750 nm, 약 500 내지 약 700 nm, 약 550 내지 650 nm 또는 심지어 약 600 nm의 λ max(즉, RAM에 의해 흡수되는 최대 파장)을 가질 수 있다. 비제한적인 예시적인 RAM은 염료, 예를 들어, Disperse Black 9™ (461nm의 λ max), Disperse Orange™ (457nm 의 λ max) 등을 포함한다.
바람직한 적층 가공 공정은 필라멘트, 펠릿 등을 사용하는 공정을 포함하며, 바람직한 공정은 당업자에게 공지될 것이다. 개시된 조성물은 필라멘트 또는 펠릿 성형 재료를 사용하는 거의 모든 적층 가공 공정에 사용될 수 있다.
적층 가공 공정은 분체 재료를 반복적으로 융합시키기 위해 레이저 또는 전자빔을 사용하는 것과 같은 분체 베드 적층 가공 및 분체 페드 적층 가공 공정을 포함하지만, 이에 한정되는 것은 아니다. 적층 가공 공정은 3차원 인쇄, 레이저-넷-쉐입 가공(laser-net-shape manufacturing), 선택적 레이저 소결(SLS), 플라즈마 이동 아크(plasma transferred acr), 자유형상제조, 고속 소결 및 제트융합기술(MultiJet Fusion과 같은) 등을 포함할 수 있다. 이러한 공정들은 적층 가공 융합 공정(additive manufacturing fusing processe)으로 설명될 수 있다. 적층 가공 공정의 하나의 예시적인 유형은 분체 재료를 융합(예를 들어, 소결 또는 용융)하기 위해 레이저 빔을 사용한다(예를 들어, 분체 베드 공정을 이용하는 방법). 적층 가공 공정의 다른 예시적인 유형은 녹색 상태의 적층 가공된 부재를 생산하기 위해 결합제를 사용하여 복수의 층을 반복적으로 결합시키는 것을 포함할 수 있으며, 상기 결합제는 후속적으로 연소될 수 있다. 적층 가공 공정은 분체 재료 또는 와이어를 원료로 이용할 수 있다. 또한, 적층 가공 공정은 일반적으로 복수의 얇은 단위 층이 연속적으로 형성되어 대상물(물품, 부재, 부품, 제품 등)을 제조하는 빠른 방법에 관련될 수 있다. 예를 들어, 분체 재료의 층이 제공되고(예를 들어, 층을 눕히고) 에너지 빔(예를 들어, 레이저 빔)으로 조사되어 각 층 내의 분체 재료의 입자(particle)가 층을 고화시키기 위해 순차적으로 융합(예를 들어, 소결 또는 용융)된다.
적층 가공 방법은 개시된 PEI 분체를 포함하는 조성물의 제1층을 작업 영역에 배치하는 단계를 포함할 수 있다. 제1층의 적어도 선택된 부분은 조사 될 수 있다. 선택된 부분의 입자들(particulates) 중 적어도 일부가 제2층과 함께 융합하도록, 적어도 조성물의 제2층은 제1층의 선택된 부분에 배치될 수 있다. 제1층의 선택된 부분을 조사하는 단계는 적어도 선택된 부분을 조성물의 용융 개시 온도까지 가열한다. 조사하는 단계는 조성물이 약 104 Pa·s 이하의 영전단점도(zero-shear viscosity)에 이르도록 수행될 수 있다.
추가의 예시적인 적층 가공 방법은 폴리에테르이미드를 포함하는 재료의 응고 영역과 접하도록 본 개시에 따른 조성물의 제1층을 배치하는 단계; 및 작업 영역 내의 입자들(particulates) 중 적어도 일부를 함께 소결시키고, 작업 영역 내의 입자들(particulates) 중 적어도 일부를 응고 영역에 소결시키기 위해 제1층의 작업 영역을 조명하는 단계를 포함할 수 있다. 본 개시에 따른 조성물의 제2층은 제1층과 접하도록 배치될 수 있다. 작업 영역 내의 입자들(particulates) 중 적어도 일부를 함께 소결시키고 작업 영역 내의 입자들(particulates) 중 적어도 일부를 제1층에 소결시키기 위해 제2층은 조명될 수 있다.
조명은 다양한 공급원에 의해 제공될 수 있다. 조명은 레이저, 적외선(근적외선 또는 원적외선) 광원 및 자외선 광원 등에 의해 제공될 수 있으며, 특히 레이저가 적합하다. 사용자는 마스크 또는 다른 차폐수단을 이용하여 조명으로부터 조성물의 일부를 차단할 수 있다. 적외선 광원(또는 다른 에너지원)은 분체의 융해온도(Tm)에 근접한 온도로 배치된 분체를 가열하는데 사용될 수 있다. 분체 베드(즉, 성형 영역내의 분체) 온도는 분체의 용융온도(Tm)(적절한 재료 PEI의 경우 약 245 ℃ 일 수 있음) 미만(또는 용융온도의 바로 아래)까지 상승된다.
인접한 층과 융합될 수 있는 열가소성 재료의 적어도 하나의 층 형성을 가능하는 공정이라면, 어떠한 적층 가공 공정이든지 사용될 수 있다. 소정 패턴의 복수의 층은 물품을 제공하기 위해 융합될 수 있다. 적층 가공 동안 복수의 층을 융합시키는데 효과적인 임의의 방법이 사용될 수 있다. 일부 실시예에서, 융합은 각각의 층의 형성 중에 발생한다. 일부 실시예에서, 융합은 후속 층의 형성 중에 또는 모든 층이 형성된 후 발생한다.
일부 실시예에서, 일반적으로 재료압출로 알려진 적층 가공 기술이 사용될 수 있다. 재료압출에서, 물품은 층별 방식(layer-by-layer)으로 재료(유동성이 부여될 수 있는 "성형 재료")를 분배하고 층을 융합시킴으로써 형성될 수 있다. 본 명세서 사용된 "융합"은 개별 층의 화학적 또는 물리적 연동을 포함하고, 성형 구조물을 제공한다. 유동성 성형 재료는 용매에 재료를 용해 또는 현탁시킴으로써 유동성이 부여될 수 있다. 다른 실시예에서, 유동성 재료는 용융에 의해 유동성이 부여될 수 있다. 다른 실시예에서 가교결합될 수 있거나 반응하여 고체를 형성할 수 있는 유동성 프리폴리머 조성물이 사용될 수 있다. 융합은 용매의 제거, 용융된 물질의 냉각 또는 프리폴리머 조성물의 반응해 의해 이루어질 수 있다.
특히, 층을 형성하기 위한 x-y평면의 기판상에 하나 이상의 길에 유동성 재료를 배치시킴으로써 물품의 3차원 디지털 표시로부터 물품을 형성할 수 있다. 기판에 대한 디스펜서(예를 들어, 노즐, 압출기, 필라멘트 디스펜서)의 위치가 z축(x-y평면의 수직방향)을 따라 상승하고, 그 후 디지털 표시로부터 물품을 형성하기 위해 이 공정이 반복된다. 따라서, 분배된 재료는 "성형 재료"뿐만 아니라 "모델링 재료"로도 지칭된다. 일부 실시예에서, 당업계에 공지된 지지 재료가 지지 구조체를 형성하기 위해 선택적으로 사용될 수 있다. 이러한 실시예에서, 성형 재료 및 지지 재료는 물품을 제조하는 동안 물품 및 지지 구조물를 제공하기 위해 선택적으로 분배될 수 있다. 지지 재료는 지지 구조물, 예를 들어, 층형성 공정이 원하는 정도로 완료될 때 기계적으로 제거되거나 씻어낼 수 있는 스케폴딩의 형태로 존재할 수 있다. 디스펜서는 1, 2 또는 3차원으로 이동할 수 있고, 회전 가능할 수 있다. 이와 유사하게, 기판 또한 1, 2 또는 3차원으로 이동할 수 있고, 회전 가능할 수 있다.
예시적인 실시예
섹션 A: 에멀젼 공정을 통해 제조된 PEI 분체
본 개시의 일 측면은 에멀젼 중합 공정에 따라 제조된 PEI에 관한 것이다. 일 예로, 에멀젼 PEI를 형성하는 방법이 본원에 설명되어 있다. PEI 펠릿을 디클로로메탄(DCM)에 용해시키고 얻어진 PEI-DCM 용액을 60℃로 가열된 계면활성제 용액(소듐 도데실벤젠설포네이트, SDMS(계면활성제)/물의 비는 0.25%)과 혼합한다. 혼합은 고속(약 5000rpm)에서 발생하며, 입자 표면에 존재하는 계면활성제에 의해 안정화된 구형 입자를 형성한다. 계면 활성제 및 잔류 용매를 제거하기 위해 수득된 PEI 입자를 여과하고 탈염수로 세척한다(PEI 분체 중 잔류 계면활성제는 10ppm 미만임). 여과된 입자(즉, 유화된 PEI 분체)를 150℃에서 4시간 동안 진공 오븐에서 건조시켜 남아있는 용매를 제거한다. 여과하기 전에 시료를 채취하여 입경 분포(particle size distribution, PDS)를 확인하고 원하는 입경 분포를 얻기 위해 공정을 조정할 수 있다.
PEI에 대한 에멀젼 개질의 예시적인 단계는 비정질 PEI 과립을 용매(예를 들어, DCM)에 현탁하는 단계, 수중 계면활성제를 첨가하는 단계, 상기 혼합물을 혼합하고 용매를 제거하는 단계, 여과하는 단계, 세척하는 단계, 건조하는 단계, 생성된 PEI 분체를 수집하는 단계를 포함한다.
개질된 PEI 분체는 좁은 PSD에 대해 에멀젼 공정을 통해 제조되는 PEI 분체와 다르며, 일부 실시예에서는, 10마이크로미터(마이크론, μm) 보다 작지 않은 입자(particle)를 갖는다. 개질된 PEI 분체를 제공하기 위해, 에멀젼 공정을 통해 제조된 PEI 분체는 입자 크기를 배제하는 후 공정을 거친다. 즉, PEI 분체에 대해 스크리닝 공정이 수행되어 10 마이크론 미만의 입자를 배제한다. 에멀젼을 통해 제조된 PEI 분체는 여러 분리 단계를 거쳤다. 새로운 방법을 통해, 입자는 서로 다른 입자(particle)의 크기에 따라 분리되었으며, 필요에 따라 수집되었다. 이는 비교적 좁은 PSD(10-80 μm)를 갖고 서브마이크론 입자(submicron particle)(즉, 10 μm 미만의 입자)가 없는 개질된 PEI 분체의 제조를 가능하게 했다. 재료는 표 1에 나타나 있다.
| 에멀젼을 통해 얻어진 개질된 PEI 및 PEI의 물성 | ||||||
| Tg [℃] |
Mw | 입자 모양 |
분체화 방법 |
D50 [μm] |
분해온도 (Tdeg) [℃] |
|
| PEI | 217 | 55000 | 구형 | 에멀젼 | 15 | 450 |
| PEI ('개질된') | 217 | 55000 | 구형 | 에멀젼(후공정처리) | 35 | 450 |
상기 Tdeg 는 열중량분석(TGA) 및 고온 현미경(hot stage microscopy)의 조합을 이용하여 측정하였고, 폴리머가 변색되고 분해(Mw의 감소)되기 시작할 때 폴리머 분체의 최종 분해온도를 결정하였다. Tdeg 는 폴리머 사슬 성분이 부서지기 시작할 수 있는 온도(또는 온도 범위)인 분해 온도를 나타낸다.
고온 현미경
고온 현미경 측정은 Olympus BX60 복합현미경으로 수행되었다. TGA 데이터와 함께 고온 현미경 실험은 가열로 인한 샘플의 분해를 확인하는데 사용될 수 있다. 샘플은 베드 온도에 상응하는 고정 온도, 통상적으로 비정질 PEI 경우 Tg 또는 부분적으로 결정질인 PEI의 경우 약 245℃로 가열된다. 가열은 샘플 전체에 걸쳐 온도가 일정하거나 균일하도록 수행된다. 입자(particle)의 합체(coalescence)를 연구하기 위해, 100 ℃/분의 가열 속도(레이저 소결시 실제 가열 현상과 유사한)가 사용되었지만, 폴리머의 분해를 확인하기 위해 이와 다른 10℃/분의 가열속도로 최대 온도가 500℃가 될 때가지 가열하였다.
입경 분포(Particle size distribution, PSD)
레이저 회절 분석은 입자(particle)에 의해 산란되는 광의 강도가 입자(particle) 크기에 직접적으로 비례한다는 프라운 호퍼 회절(Fraunhofer diffraction) 이론을 기초로 하였다. 레이저 빔의 각도와 입자(particle) 크기는 반비례관계를 가지는데, 레이져 빔의 각도가 증가할수록 입자(particle)의 크기가 감소하며 이와 반대도 마찬가지이다. 습식방법으로 측정할 때 분체는 적절한 유체에 의해 측정 셀에 분산될 수 있다. 준비과정에서 2그램(g)의 분체를 10 밀리리터(ml)의 메탄올과 혼합한다.
리올로지(Rheology)
PEI 분체가 분체 베드 전체에 분포되고 SLS 처리에 필요한 온도(예를 들어, 일부 폴리에스테르이미드의 경우 약 220℃)에 도달하면, 사용자는 레이저가 입자(particle)들을 가열할 때 입자(particle)들이 함께 소결되도록 충분한 용융 유동이 이루어지도록 할 수 있다. 종래의 공정 기술과 달리, SLS 공정에서는 중력 이외의 힘은 폴리머 용융물에 가해지지 않는다. 입자의 완전한 융합을 달성하기 위해, 영전단점(zero-shear viscosity)도 및 표면장력은 충분히 낮아야 한다. 재료의 점도는 TA Instruments의 ARES-G2 rheomete를 사용한 주파수 스윕 레올로지 실험(frequency sweep rheological experiment)으로부터 결정되었다. Carreau-Yasuda 모델은 영전단점도(zero-shear viscosity)를 결정하기 위한 주파수 스윕(frequency sweep) 데이터를 맞추기 위해 사용된다.
소결 및 2차 작업
비정질 폴리머 분체가 유동성 촉진제와 혼합되면, 도 1에 도시된 것과 같이, SLS 장치에서 소결을 수행할 수 있다. 분체 베드 온도는 PEI의 유리전이온도(Tg)의 바로 아래의 온도까지 상승될 수 있다. 분체의 한 층이 소결된 후, 분체 베드 피스톤은 소정의 증가분(통상적으로 (약) 100 μm)과 함께 하강되고, 분체의 다른 층은 롤러에 의해 이전의 소결된 층 위에 펼쳐진다. 전체 부품이 완성될 때까지 레이저에 의해 용융되고 각각의 연속된 층이 이전 층에 융합되는 공정이 반복된다. 레이저 빔에 의해 주사되지 않은 영역은 제품의 분리되거나 늘어지는 형상에 대해 자연스러운 지지대 역할을 한다.
성형 챔버의 냉각 후, "파트 케이크(part cake)"라고 알려진 부품과 주변재료가 장치로부터 제거된다. 부품이 파트 케이크로부터 제거되고 느슨한 분체는 솔로 벗겨지거나 빔-블라스트(beam-blasted) 처리된다. 융합되지 않은 분체는 체로 걸러지고 이후의 SLS 작업에 재사용 될 수 있다.
분체의 유동을 개선하기 위한 유동성 촉진제의 첨가
유동성 촉진제의 응집체를 분해하고 유동성 촉진제 입자(particle)를 폴리머 입자상에 균일하게 분산시키기 위해, PEI 분체 및 실리카 또는 알루미나계 유동성 촉진제(예를 들어, 0.05%-0.2% 또는 PEI 분체 제조 공정에 따라 폴리머 중량에 대하여 0.025 중량% 내지 약 1 중량%)를 고전단 믹서에서 혼합시켰다(2000rpm으로 15-20분 동안).
PEI 비정질 분체의 PSD
도 2A는 표준 에멀젼 제조 PEI 분체의 PSD를 나타내다. 도 2B는 표준 에멀젼 제조 PEI 분체의 주사전자현미경(SEM) 이미지를 나타낸다. 도 3A는 에멀젼 처리법을 통해 얻어진 개질된 PEI 분체의 PSD이다. 도 3B는 에멀젼 처리법을 통해 얻어진 개질된 PEI 분체의 SEM 이미지이다. 도 2B 및 3B에 나타난 주사전자현미경(SEM) 이미지는 분체의 구형 형상을 보여준다. SEM 이미지 및 PSD 곡선(도 2A 및 도 2B)은 15 마이크로미터(μm)의 D50을 갖는 상대적으로 넓은 PSD 및 1 마이크론 보다 작은 입자들 및 100 마이크론 보다 큰 입자들을 포함하는 집단을 나타낸다. 개질된 PEI 분체를 제공하기 위한 분체의 처리는 작은 입자(particle)들(10 μm 미만)을 제거하고 10-100 μm의 범위에서 더 좁은 입경 분포(PSD)를 생성한다. 분체의 처리는 크기에 따라 입자를 분리하도록 구성된 공정을 나타낼 수 있다. 도 3A 및 3B에 도시된 것과 같이, 작은 입자(particle)는 일반적으로 존재하지 않고 크기가 더 균일하며, 이는 소결 단계 및 인쇄된 3D 부품의 밀도에 유리하다.
에멀젼 공정을 통해 제조된 비정질 PEI 분체의 DSC
고체-용융 전이(solid-melt transition)는 시차주사 열량측정법(DSC)으로 측정되고 가시화 될 수 있다. 도 4에 나타난 것과 같이, 비정질PEI 분체는 용융 범위를 나타내며, 그 이후에는 유리 전이 온도 Tg, 217℃에서와 유사한 낮은 유동 특성을 갖는다.
3D 인쇄된 부품의 기계적 성질 및 모폴로지(Morphology)
3D 인쇄된 부품의 기계적 성질은 강성, 강도 및 표면 마감이 사용 중 하중 및 작동 요건을 충족하기에 충분해야 하는 신속 성형 분야에서 중요하다. 이러한 기계적 성질은 생산 공정에 의해 크게 영향을 받기 때문에, 기본 재료에 의해서만 조절되는 것은 아니다. 영향을 주는 요인은 레이저 출력, 주사 간격(영역을 소결할 때 두 개의 레이저 주사 라인 사이의 거리), 레이저 속력, 베드의 온도 및 (특히) 인쇄 방향(x, y 및 z)을 포함된다. SLS 매개변수 설정과 재료 특성 사이의 관계에 대한 지식은 다양한 용도에 맞춘 소정의 특성을 갖는 부품을 제조할 수 있게 한다.
인쇄방향 x, y 및 z
인쇄 배향은 부품의 기계적 성능, 특히 부품의 강도에 영향을 줄 수 있다. 특정 인장 하중에 대해 3D 인쇄된 부품을 설계할 때 이러한 효과를 고려해야한다. 도 5는 소결 공정 중에 3D 인쇄된 테스트가 배향될 수 있는 세가지 방향을 보여준다.
성형 방향 화살표는 성형 공정동안 성형 재료의 층들이 적층되는 방향을 나타낸다. 참고로, Y-방향 시편은 Z-방향 시편이 가장 많이 갖고 있는 층을 가장 적게 가지고 있다. 부품이 특정 인장 하중을 지탱할 필요가 있을 때, 방향은 특히 중요하다. 인장 시험 시편을 단면 층이 적층된 방향(Z 방향)과 동일한 방향으로 잡아 당길 때, 샘플은 낮은 강도를 나타낸다. 그러나, 툴 헤드 배치 경로(X 또는 Y 방향)를 따라 당기면 샘플은 파단 전에 훨씬 큰 강도를 나타낸다.
도 6은 서로 다른 방향으로 인쇄된 샘플의 파단에 대한 메커니즘과 기계적 성능에 미치는 영향에 대한 추론을 설명한다. 왼쪽 이미지는 분리가 두 개의 적층 된 층 사이의 경계에서 발생하는 Z-방향으로 성형된 시편의 파단 거동을 보여준다. 이 성형 방향에서는 층간 접착력은 적재 중 중요한 역할을 하며 접착강도는 전반적인 기계적 성능을 반영한다. 오른쪽 이미지는 (X 및 Y 방향을 따라) 부품을 당기는 것은 많은 개별 층들의 파손을 요구하고, Y 방향 부품은 X 방향보다 더 많은 레이어를 보이기 때문에 X 방향과 Y방향 사이에 기계적 성능에 약간의 변화가 예상되는 것을 보여준다. 인쇄 방향 및 인가된 하중의 결과로 인쇄된 부품은 이방성의 기계적 성질을 나타낼 것이고, 그 정도는 소결 및 층간 접착 동안 얻어지는 밀도에 의존할 것이다. 낮은 다공성 부품(고밀도, 3D 인쇄된 부품의 층 구조가 없음)보다 높은 다공성 부품(저밀도, 3D 부품의 뚜렷한 층 구조)에서 훨씬 높은 이방성을 기대할 수 있다.
기계적 시험의 결과에 대한 고찰
인장 및 충격 막대는 ASTMD256(Z-방향) 및 ISO180 표준(X, Y 방향)에 따라 제조되었다. 두 가지 다른 재료는 기계적 성능을 비교하기 위해 고려되었고, 각 배향간의 기계적 성질 변화를 평가하고 선택된 PEI 재료에 대한 이방성 정도를 이해하기 위해 각각에서 얻은 3D 인쇄된 샘플은 x, y 및 z 배향에서 성형되었다. x, y 방향의 샘플의 경우 인장 및 굽힘성 데이터가 얻어졌지만, z-방향의 샘플의 경우 굽힘성 데이터만 얻어졌다. 소결 조건(분체 성질 다음으로 3D 인쇄된 부품의 기계적 성능에 상당한 영향을 줄 수 있는 두 번째로 중요한 요소임)은 인쇄된 3D 부품에서 최고 밀도를 달성하기 위해 재료별로 최고의 소결 매개변수에 따라 구성되었다(표2 참조).
기재된 것과 같이, 3D 인쇄된 부품의 밀도는 적어도 x, y 방향에서 부품의 기계적 성능과 연관되므로 고밀도 3D 부품은 기계적 성능이 더 우수할 것으로 예상된다.
| 테스트 샘플을 제작하기 위해 사용되는 소결 매개변수 | ||
| 재료 | PEI | 개질된 PEI |
| SLS 장치 | Fraunhofer Mini | SABIC |
| 성형 영역 온도 (°C) | 210 | 220 |
| 공급 영역 온도(°C) | 135 | 160 |
| 레이저 주사 속도(m/s) | 5 | 5 |
| 레이저 주사 시간 | 단일 | 이중 |
| 레이저 출력(watts, W) | 30 | 44 |
| 해치 거리(μm) | 100 | 100 |
| 층 두께(μm) | 100 | 100 |
| 시편 형태 | ISO 180 / 527 1BA | ISO180 (X,Y)/ASTM(Z) |
x, y방향으로 3D 인쇄된 부품의 인장 및 굽힘 분석으로부터 얻어진 결과가 표3에 나타나있다(도 7에 도시됨). 이러한 데이터는, x 배향으로 성형된 부품과 비교할 때, y배향으로 성형된 부품이 약간 더 높은 평균 인장 강도 및 모듈 값을 나타냈음을 제안한다. 이러한 거동에 대한 비제한적인 하나의 설명은 x가 약 30개의 층을 포함하고 y가 약 100개의 층을 포함하는 배향당 층의 수에 있을 수 있고, 이것이 y배향에 대한 약간 더 좋은 기계적 성능을 가져온 것일 수 있다.
인쇄된 부품의 밀도는 x 및 y 방향의 경우 거의 동일하지만 z 방향의 밀도는 항상 더 낮다는 점에서 추세를 따른다. 더 많은 다공성 층간 구조를 초래하는 층 사이의 불충분한 접착은 보다 높은 다공성을 초래한다. 또는, 소결에 이용할 수 있는 더 작은 영역은 사용되는 레이저 출력의 크기를 제한하고(높은 레이저 출력은 연소를 유발함) 완전한 입자 합체(coalescence)를 방지하여 다공성이 높아진다. 인쇄된 부품의 치수를 희생시키지 않으면서 고밀도(95% 초과)부품을 획득하는 어려움은 좁은 PSD를 갖는 개질된 PEI 분체를 사용하여 해결되었다. 좁은 PSD를 갖는 개질된 PEI 분체의 사용은 더 높은 출력의 레이저 사용과 97% 밀도를 갖는 x, y방향으로 인쇄된 부품 및 뛰어난 수치 안정성을 갖는 부품을 가능하게 한다.
3D 인쇄된 부품의 육안 검사는 우수한 표면 외관을 나타낸다(즉, 표면상에 잔류 분체가 없고, 모래 블라스팅 공정 중 잔류 분체가 쉽게 제거됨). 가장 자리는 날카롭고 치수는 x, y 및 z 방향에서 약 0.5mm의 허용오차 내에 있다. 인쇄된 샘플의 더 어두운 색상은 소결 공정 동안 양호한 용융 거동 및 3D 인쇄된 부품의 높은 밀도를 나타낸다. 이 샘플들과 달리 PEI를 통해 얻은 샘플은 더 희게 보이는데 이는 더 낮은 밀도 부품 및 더 많은 잔여 분체를 갖는 더욱 악화된 표면 마무리를 나타낸다. 파단 신장도는 밀도증가와 함께 증가하였고, 밀도가 80% 에서 97.6%(사출 성형품 대비)로 증가함에 따라 파단 신장도는 약 30%(평균(x 및 y 방향) 증가율은 약 33%) 증가했다. 이는 또한 재료의 취성을 감소할 수 있는 우수한 입자 합체(coalescence)의 결과로 부품 밀도가 증가한 것에 기인한 것일 수 있다.
x, y의 성형 배향의 변화에 대한 파단 신장도의 결과는 모듈에 대해 앞서 관찰 된 x와 비교할 때 y 방향에 대한 약간 더 나은 값을 나타낸다. 반면에 굽힘성 결과는 x, y 방향으로 인쇄된 3D 부품에 대해 반대 거동, 즉 x방향에서 다소 높은 굽힘 모듈과 강도를 보이는 거동을 나타낸다. 도 8 및 9에 도시된 것과 같이, '개질된 PEI(97%)'의 경우 굽힘 탄성률 및 강도가 평균 40% 증가 되었는데, 이는 유리한 결과이며, 특정 이론에 구애됨 없이 이 재료로 얻어진 높은 밀도에 의한 것일 수 있다.
표 3(도 7)에 나타낸 것과 같이, 개질된 PEI 분체는 개질되지 않은 PEI에 비해 향상된 기계적 성질(거의 모든 카테고리에서)을 나타냈다. 특히, 개질된 PEI 분체는 개질되지 않은 PEI 분체의 부품 밀도보다 크며 PEI 사출 성형품 밀도에 근접한 부품의 밀도를 나타냈다. 세가지 재료 모두에 대한 z-방향으로 얻어진 부품의 밀도가 다소 낮다는 점에 유의해야 한다. 3D 인쇄된 샘플의 밀도를 증가시키기 위해 레이저 출력을 더욱 증가시키자 샘플은 연소하기 시작했다. 이 결과에 영향을 줄 수 있는 한가지 요소는 더 높은 출력 사용을 제한하는 레이저에 노출되고 최종 저밀도 3D 인쇄된 부품을 초래하는 z-방향의 더 낮은 영역일 수 있다.
3D 인쇄된 부품에서 이방성을 반영하는 Z-방향
상술한 바와 같이, 인쇄 배향은 부품의 기계적 성능 및 특히 부품의 강도에 상당한 영향을 미친다. 일부 결과는 z-방향의 낮은 굽힘 탄성률 및 강도로 인해 3D 인쇄된 부품에서의 두드러진 이방성을 나타낸다. 이 성형 방향에서 층간 접착력은 부품의 전반적인 성능을 결정하는 중요한 역할을 한다. 특히 이 경우, 수득된 밀도와 관계없이 세 가지 재료 모두가 x 방향에서 낮은 굽힘 특성을 나타냈다.
불충분한 층간 접착력에 대한 한 이론은 단지 Tg를 가지며 용융을 위해 많은 에너지를 필요로 하고 104 파스칼-초(Pa·s) 미만 범위의 점도에 도달하는 비정질 재료를 다루는 데 있다. 상기 비정질 재료는 우수한 입자 합체(coalescence)와 층의 완전 고밀화를 가능하게 할 것이다. 한편, Tg보다 높은 온도에서 분체는 부드러워지기 시작하고 끈적거리게 되기 때문에, Tg는 SLS 장치에서 분체 베드의 온도를 제한한다. 이러한 끈적거림은 분체 유동을 방해하며 궁극적으로는 전체 소결 공정을 방해한다. 낮은 베드 온도는, 천천히 유리화하는 동안, 소결된 용융 층의 빠른 냉각을 일으키고 점도의 증가를 일으키는데, 이는 다음의 소결된 층과의 우수한 층간 연결을 제한하여 불충분한 층간 접착력을 낳고, z-방향 성질을 저하시킨다. 가장 좋은 선택은 용융 층 위에 용융 층을 놓는 것인데, 이는 상호 연결되어 더 나은 접착력을 제공하기 위해 폴리머 사슬에 충분한 운동성을 부여한다.
섹션 B: 부분적으로 결정질인 폴리에테르이미드 분체의 제조
본 개시의 일 측면은 결정질 형성 공정에 따라 제조된 PEI와 관련된다. 한 예로 부분적으로 결정질인 PEI의 특성이 본원에서 설명된다. 내화학성의 PEI (CRS)는 비정질로부터 부분적으로 결정질인 PEI 분체로 전환되었다. 용매 유도 결정화를 통해 부분적으로 결정질인 PEI 분체가 제조되기 때문에, 본 명세서에서는 부분적으로 결정질인 PEI 분체를 유도 결정질 분체라고 지칭한다. 수득된 부분적으로 결정질인 PEI 분체는 선택적 레이저 소결 공정에서 처음으로 사용되었으며, 비정질 3D 인쇄된 부품에서 얻은 최고의 밀도인 97%의 밀도를 갖는 x 및 y 방향으로 3D 인쇄된 샘플을 제조하게 하였다. 부분적으로 결정질인 PEI를 위한 레이저 소결 공정 창은 우수한 치수 제어, 3D 인쇄된 부품의 고밀도 및 탁월한 기계적 성능 모두를 달성할 수 있다는 것이다. 선택된 수지의 이 가공 창은 분체의 특성(입자 크기, 입자 형상, PSD, 분체화 방법) 및 용융 거동과 직접적으로 관련이 있다.
고온 현미경
고온 현미경 측정은 상술된 Olympus BX60으로 수행되었다.
입경 분포(PSD)
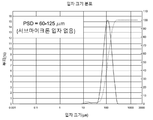
입경 분포는 상술된 방법으로 평가되었다. 부분적으로 결정질인 PEI 분체의 PSD를 도 10에 나타내었다.
리올로지(Rheology)
재료의 점도는 상술된 것과 같이 TA Instruments의 ARES-G2 rheometer를 사용한 주파수 스윕 리올로지 실험(frequency sweep rheological experiment)으로부터 결정되었으며, Carreau-Yasuda 모델은 영전단점도(zero-shear viscosity)를 결정하기 위한 주파수 스윕(frequency sweep) 데이터를 맞추기 위해 사용되었다.
소결 및 2차 작업
폴리머 분체가 유동성 촉진제와 혼합되면, 상술된 것과 같이 SLS 장치에서 소결을 수행할 수 있다.
분체화 공정
레이저 소결을 위해 재료를 선택한 후, 다음으로 입자(particle) 형상, 입자(particle) 크기 및 PSD 같은 몇 가지 핵심요소를 고려하여 분체를 제조한다. 또한, 분체의 유동을 개선하고, 분체 베드 상에 양호한 충전밀도로 부드럽고 균일하게 층을 배치시킬 수 있는 PEI 분체 제제(폴리머 분체 및 유동성 촉진제)를 제조하기 위해 유동성 촉진제(유형 및 농도)를 선택할 수 있다. 상술된 유동성 촉진제는 유용할 수 있다.
핀 밀 (pin mill) 그라인딩 기술을 통해 제조된 부분적으로 결정질인 PEI의 PSD
비정질 PEI 수지에 극저온 그라인딩(cryogenic grinding) 제조를 수행하였다. 결정화를 통해 부분적으로 결정질인 PEI를 제조하였다. 그라인딩의 경우, 요구되는 입자 크기, 60 - 125 마이크론의 더 우수한 수율을 달성하기 위해 비정질 재료를 역회전 핀 디스크 밀 상에서 세 차례 분쇄하였다. 제조된 PEI 분체의 PSD모폴로지(morphology)를 도 10에 나타내었다. 분쇄된 입자는 구형이 아니며 그 모양은 다소 불규칙하다(다소 매끄러운 가장자리를 가지고 있음). 분쇄된 입자는 (구형 대응물 보다) 더 큰 표면적을 가지고 있으므로 더 많은 양의 유동성 촉진제가 필요할 수 있다. 결론적으로 분쇄된 분체의 경우 입자(particle) 크기는 도 10에 도시된 것과 동일한 유동성 촉진제 함량에 대한 분체의 유동을 달성하기 위해, 예를 들어 50 내지 125 마이크로미터일 수 있다.
(용매 유도 결정화를 통해) 결정화된 CRS PEI의 DSC
적절한 조건(온도, 체류시간 및 혼합 조건)에서 CRS 분체를 용매(예를 들어, 디클로로메탄)에 담그면 CRS 분체는 약간의 결정성을 갖게 될 것이다. 이는 용융점(Tm) 및 용융 흡열을 갖는 명확한 고체-용융 전이의 DSC 곡선에서 나타난다. 부분적으로 결정질인 CRS PEI는 262℃에서 용융 최고치를 나타내었으며, 약 26 J/g(joule per gram)의 용융 엔트로피를 나타내었다. DSC는 도 11에 도시되었다.
일부 예시적인 결과는 표 4(도 12)에 나타나있다. 이 결과는 비제한적인 것으로 오직 본 발명을 설명하기 위한 것이다.
위와 같이 본 개시에 따라 처리되고 그 후 SLS-제조된 부품으로 인쇄된 CRS PEI 재료는 유사한 사출 성형된 부품(CRS PEI, IM)과 유사하거나 훨씬 더 우수한 기계적 성질을 나타낼 수 있다. 한 예로, CRS PEI, SLS(x, y 및 z방항으로 인쇄될 때)는 사출 성형된 CRS PEI 부품의 밀도에 근접한 밀도를 나타내었다. 유사하게, x 및 y 방향으로 인쇄된 부품은 사출 성형된 CRS PEI 부품의 인장 강도 및 인장 탄성률에 근접하는 인장 강도 및 인장 탄성률을 보였다. 또한, x 및 y 방향에서 인쇄된 부품의 굽힘 강도 및 굽힘 탄성률도 사출 성형된 CRS PEI 부품의 굽힘 강도 및 굽힘 탄성률에 근접했다.
섹션 C: 그라인딩 공정을 통해 제조된 PEI 분체
본 개시는 그라인딩 처리법을 통해 수득되며 선택적 레이저 소결 공정을 이용해 3D 인쇄된 부품을 제조하는데 이용되는 PEI 분체를 제공한다. 그라인딩, 또는 분쇄된 입자는 세절 또는 절단 또는 PEI 분체의 입자를 형성하기 위한 다른 물리적 수단을 의미할 수 있다. 본 개시에서, 비정질 PEI의 레이저 소결 공정 창은 우수한 치수 제어 및 3D 인쇄된 부품의 기계적 성능 모두를 달성하기 위해 정의 된다. 이 재료는 일반적으로 비정질 수지에 대한 독특한 성과를 나타내는 고밀도 및 우수한 치수 안정성을 갖는 3D 인쇄된 부품을 얻기 위해 사용되었다. 기계적 성질은 본 명세서에서 상세히 기술된 것과 같이 PA12와 유사하며 경우에 따라서는 더 우수하다.
고온 현미경
고온 현미경 측정은 상술된 Olympus BX60으로 수행되었다.
입경 분포(PSD)
입경 분포는 상술된 방법으로 평가되었다.
리올로지(Rheology)
재료의 점도는 상술된 것과 같이 TA Instruments의 ARES-G2 rheometer를 사용한 주파수 스윕 리올로지 실험(frequency sweep rheological experiment)으로부터 결정되었으며, Carreau-Yasuda 모델은 영전단점도(zero-shear viscosity)를 결정하기 위한 주파스 스윕(frequency sweep) 데이터를 맞추기 위해 사용되었다.
소결 및 2차 작업
폴리머 분체가 유동성 촉진제와 혼합되면, 상술된 것과 같이 SLS 장치에서 소결을 수행할 수 있다.
분체화 공정
분체화 공정은 상술된 것과 같이 진행될 수 있다. 비정질 PEI 수지에 대해 극저온 및 실온 그라인딩을 수행하였다.
분체 유동을 개선하기 위한 유동성 촉진체의 첨가
순수한 중합체 분체는, 입자(particle)의 형상과 상관없이, 작은 입자(particle)의 우세한 표면력으로 인해 SLS 공정을 위한 충분한 분체 유동성을 항상 가지는 것은 아니다. 하나의 분체가 유동성 촉진제 없이 유동하는 능력은 폴리머 형태 자체 및 분체화 기법 동안 형성된 입자(particle)의 모폴로지(morphology)에 의존한다. 유동성 촉진제는 폴리에테르이미드가 분쇄되기 전 또는 후에 첨가될 수 있다는 것이 이해되어야 한다.
구형 나노입자들(또는 그 응집체)에 존재할 수 있는 유동성 촉진제는 분체 유동성을 향상시키는데 사용될 수 있다. 유동성 촉진제는 마이크로미터 크기의 폴리머 입자(particle)들의 표면을 덮을 수 있으며 입자(particle)들 사이의 반 데르 발스 인력을 방해하고 미랍자들이 쉽게 흐를 수 있도록 하며 분체 유동을 향상시킬 수 있다.
하나의 평가를 위해, 실리카 또는 알루미나 계 유동성 촉진제(이들 실험에서 폴리머 중량에대해 0.05 내지 0.2 중량%, 이 함량은 비제한적임)를 갖는 PEI 분체는 유동성 촉진제 덩어리를 분해하고 폴리머 입자상으로 유동성 촉진제 입자를 균일하게 분산시키기 위해 고 전단 믹서에서 혼합시켰다(2000rpm으로 15-20분간)
그라인딩 공정을 통해 제조된 PEI의 PSD
비정질 PEI 수지에 극저온 그라인딩 제조를 수행하였다. 요구되는 입자(particle) 크기, 60 - 125 마이크론의 더 우수한 수율을 달성하기 위해 비정질 수지를 역회전 핀 디스크 밀 상에서 세 차례 분쇄하였다. 예시적으로 제조된 분체의 PSD를 도 9에 나타내었다. 일부 실시예에서 분체의 용융 거동은 유동성 촉진제가 첨가됨으로써 개선될 수 있지만, 항상 그런 것은 아니다. 분쇄된 분체의 경우, 도 10에 도시된 것과 동일한 유동성 촉진제 함량에 대해 우수한 분체 유동을 달성하기 위해 입자의 크기는 약 50 내지 약 125 마이크로미터일 수 있다.
그리인딩 공정을 통해 제조된 비정질 PEI 분체의 DSC
고체-용융 전이(solid-melt transition)는 시차주사 열량측정법(DSC)으로 측정되고 가시화 될 수 있다.
3D 인쇄된 부품의 기계적 성질 및 모폴로지(Morphology)
일부 예시적인 결과를 아래에 나타내었다. 이러한 결과는 비제한적인 것으로 오직 본 발명을 설명하기 위한 것이다.

특정 이론에 구애됨 없이, 그라인딩 공정을 통해 제조되고 개시된 PEI 분체는 폴리아미드-12(PA12)와 유사하거나 향상된 적층 가공 가공성 및 폴리아미드-12(PA12)보다 우수한 난연성(FR)을 유지하면서 폴리아미드-12(표 5에 나타난 EOS의 PA2200™)와 비슷하거나 일부의 경우 개선된 기계적 성질을 나타낸다. 이러한 이유로, 개시된 조성물로 제조된 적층 가공 부품이 사출 성형된 PEI 부품(PEI, IM)과 정확하게 동일한 기계적 성질을 갖지 않을 지라도, 적층 가공된 부품은 폴리아미드-12(PA12) 보다 우수한 난연성(FR)을 가지면서 여전히 폴리아미드-12(PA12)와 유사한 기계적 성질을 가질 수 있다. 따라서 개시된 조성물로부터 적층 가공된 부품은 폴리아미드-12(PA12) 부품을 대체할 수 있고, 폴리아미드-12(PA12)보다 우수한 난연성(FR) 을 제공하면서 폴리아미드-12(PA12)와 유사한 기계적 성질을 제공할 수 있다.
예시적인 측면들
측면 1A. 약 10 내지 약 100 마이크로미터, 바람직하게는 약 45 내지 약 80마이크로미터의 폴리에테르이미드 입자(particulates) 집단의 등가 구형 크기(equivalent spherical size)에 대한 Dv50값; 약 1마이크로미터 초과, 바람직하게는 1 마이크로미터 초과 내지 약 45마이크로미터의 폴리에테르이미드 입자(particulates) 집단의 등가 구형 크기에 대한 Dv10값; 및 약 250 마이크로미터 미만, 바람직하게는 약 80 마이크로미터 내지 약 125 마이크로미터의 폴리에테르이미드 입자(particulates) 집단의 등가 구형 크기에 대한 Dv90값을 갖는 폴리에테르이미드 입자(particulates) 집단을 포함하는 조성물로, 상기 폴리에테르이미드 입자(particulates) 집단은, 폴리에테르이미드 입자들(particulates)의 등가 구형 크기에 기초하여, 선택적으로 직경이 약 1 마이크로미터 미만인 입자들(particulates)을 본질적으로 함유하지 않고, 선택적으로 더 바람직하게는 직경이 약 5 마이크로미터 미만인 입자들(particulates)을 본질적으로 함유하지 않고, 선택적으로 가장 바람직하게는 직경이 약 10 마이크로미터 미만인 입자들(particulates)을 본질적으로 함유하지 않으며, 상기 조성물은 선택적으로 하나 이상의 충전제, 안정제, 안료, 강화제, 난연제, 드립방지제 또는 이들의 어느 한 조합을 포함하고, 상기 조성물은 450℃ 미만의 온도에서 프렌켈 모델(Frenkel model)에 의해 특정되는 적어도 0.5, 바람직하게는 약 1.0의 합체(coalescence)를 달성하기에 충분히 낮은 영전단점도(zero-shear viscosity)를 갖는 것을 특징으로 하는 조성물.
측면 1B. 약 10 내지 약 100 마이크로미터, 바람직하게는 약 45 내지 약 80마이크로미터의 폴리에테르이미드 입자(particulates) 집단의 등가 구형 크기(equivalent spherical size)에 대한 Dv50값; 약 1마이크로미터 초과, 바람직하게는 1 마이크로미터 초과 내지 약 45마이크로미터의 폴리에테르이미드 입자(particulates) 집단의 등가 구형 크기에 대한 Dv10값; 및 약 250 마이크로미터 미만, 바람직하게는 약 80 마이크로미터 내지 약 125 마이크로미터의 폴리에테르이미드 입자(particulates) 집단의 등가 구형 크기에 대한 Dv90값을 갖는 폴리에테르이미드 입자(particulates) 집단으로 필수적으로 이루어지는 조성물로, 상기 폴리에테르이미드 입자(particulates) 집단은, 폴리에테르이미드 입자들(particulates)의 등가 구형 크기에 기초하여, 선택적으로 직경이 약 1 마이크로미터 미만인 입자들(particulates)을 본질적으로 함유하지 않고, 선택적으로 더 바람직하게는 직경이 약 5 마이크로미터 미만인 입자들(particulates)을 본질적으로 함유하지 않고, 선택적으로 가장 바람직하게는 직경이 약 10 마이크로미터 미만인 입자들(particulates)을 본질적으로 함유하지 않으며, 상기 조성물은 선택적으로 하나 이상의 충전제, 안정제, 안료, 강화제, 난연제, 드립방지제 또는 이들의 어느 한 조합을 포함하고, 상기 조성물은 450℃ 미만의 온도에서 프렌켈 모델(Frenkel model)에 의해 특정되는 적어도 0.5, 바람직하게는 약 1.0의 합체(coalescence)를 달성하기에 충분히 낮은 영전단점도(zero-shear viscosity)를 갖는 것을 특징으로 하는 조성물.
측면 1C. 약 10 내지 약 100 마이크로미터, 바람직하게는 약 45 내지 약 80마이크로미터의 폴리에테르이미드 입자(particulates) 집단의 등가 구형 크기(equivalent spherical size)에 대한 Dv50값; 약 1마이크로미터 초과, 바람직하게는 1 마이크로미터 초과 내지 약 45마이크로미터의 폴리에테르이미드 입자(particulates) 집단의 등가 구형 크기에 대한 Dv10값; 및 약 250 마이크로미터 미만, 바람직하게는 약 80 마이크로미터 내지 약 125 마이크로미터의 폴리에테르이미드 입자(particulates) 집단의 등가 구형 크기에 대한 Dv90값을 갖는 폴리에테르이미드 입자(particulates) 집단으로 이루어지는 조성물로, 상기 폴리에테르이미드 입자(particulates) 집단은, 폴리에테르이미드 입자들(particulates)의 등가 구형 크기에 기초하여, 선택적으로 직경이 약 1 마이크로미터 미만인 입자들(particulates)을 본질적으로 함유하지 않고, 선택적으로 더 바람직하게는 직경이 약 5 마이크로미터 미만인 입자들(particulates)을 본질적으로 함유하지 않고, 선택적으로 가장 바람직하게는 직경이 약 10 마이크로미터 미만인 입자들(particulates)을 본질적으로 함유하지 않으며, 상기 조성물은 선택적으로 하나 이상의 충전제, 안정제, 안료, 강화제, 난연제, 드립방지제 또는 이들의 어느 한 조합을 포함하고, 상기 조성물은 450℃ 미만의 온도에서 프렌켈 모델(Frenkel model)에 의해 특정되는 적어도 0.5, 바람직하게는 약 1.0의 합체(coalescence)를 달성하기에 충분히 낮은 영전단점도(zero-shear viscosity)를 갖는 것을 특징으로 하는 조성물.
측면 2. 청구항 1A 내지 1C 중 어느 하나에 있어서, 상기 폴리에테르이미드 입자들(particulates)은 0.8보다 큰 구형도(sphericity)를 갖는 조성물.
측면3. 청구항 1에 있어서 상기 폴리에테르이미드 입자들(particulates)은 0.95 보다 큰 구형도(sphericity)를 갖는 조성물.
측면4. 측면 1A 내지 3 중 어느 하나에 있어서, 상기 폴리에테르이미드 입자들(particulates)은 약 1 내지 약 200 마이크로미터의 평균 단면치수를 갖는 조성물.
측면5. 측면 1A 내지 4 중 어느 하나에 있어서, 상기 폴리에테르이미드 입자(particulates) 집단은 비정질, 적어도 부분적으로 결정질 또는 이들의 혼합인 조성물.
측면6. 측면 1A 내지 5 중 어느 하나에 있어서, 상기 조성물은 입자 형태의 유동성 촉진제를 더 포함하고 상기 유동성 촉진제는 폴리머 중량에 대하여 약 0.025 wt% 내지 약 1.0 wt%로 존재하는 조성물.
측면7. 청구항 1A 내지 5 중 어느 하나에 있어서, 상기 폴리에테르이미드 입자(particulates) 집단은 적어도 부분적으로 결정질인 입자들로 전환되거나 입자 크기 제외 공정(particle size exclusion process)을 거치는 조성물.
측면8. 청구항 1A 내지 5 중 어느 하나에 있어서, 상기 폴리에테르이미드 입자(particulates) 집단은 적어도 부분적으로 결정질이고 상기 조성물은 유동성 촉진제를 더 포함하는 조성물.
측면9. 청구항 6 내지 8 중 어느 하나에 있어서, 상기 유동성 촉진제는 금속 산화물, 바람직하게는 흄드 실리카(fumed silica), 흄드 알루미늄 옥사이드(fumed aluminum oxide), 수화 실리카(hydrated silica), 비정질 알루미나(amorphous alumina), 유리 실리카(glassy silica), 유리 인산염(glassy phosphate), 유리 붕산염(glassy borate), 유리 산화물(glassy oxide), 티타니아(titania), 활석(talc), 운모(mica), 흄드 실리카(fumed silica), 습식실리카(precipitated silica), 고령토(kaolin), 아타풀자이트(attapulgite), 규산칼슘(calcium silicate), 알루미나(alumina), 규산마그네슘(magnesium silicate) 또는 전술한 것 중 적어도 어느 하나 이상을 포함하는 조합, 보다 바람직하게는 흄드 실리카(fumed silica), 알루미나(alumina) 또는 이들의 어느 한 조합을 포함하는 조성물.
측면10. 청구항 6 내지 8 중 어느 하나에 있어서, 상기 유동성 촉진제는 실란(silane) 및 산화알루미늄과의 트리메톡시옥틸 반응 생성물을 포함하는 조성물.
측면11. 청구항 1 내지 10 중 어느 하나에 있어서, 상기 폴리에테르이미드 입자들(particulates)은 비스페놀A 이무수물(bisphenol A dianhydride), 무수프탈산(phthalic anhydride) 및 메타 또는 파라 페닐렌디아민(m- or p- phenylene diamine)으로부터 유도된 폴리에테르이미드 수지로부터 형성되는 조성물.
측면12. 청구항 1 내지 11 중 어느 하나에 있어서, 상기 폴리에테르이미드 입자(particulates) 집단은 약 30,000 내지 약 100,000(폴리스티렌 표준당), 바람직하게는 약 30,000 내지 약 60,000의 폴리에테르이미드의 중량 평균 분자량을 갖는 조성물.
측면13. 청구항 1 내지 12 중 어느 하나에 있어서, 상기 조성물은 상기 조성물의 어느 성분의 분해 온도 중 가장 낮은 분해 온도보다 낮은 온도에서 약104 Pa·s 미만의 영전단점도(zero-shear viscosity)를 달성하는 것을 특징으로하는 조성물.
측면14. 청구항 1 내지 13 중 어느 하나에 있어서, 상기 조성물은 약 200 nm 내지 약 2500 nm의 λ max을 갖는 방사선 흡수 물질을 더 포함하는 조성물
측면15. 청구항 1 내지 14 중 어느 하나에 있어서, 상기 조성물로부터 형성된 시험 막대는 대응 비정질 폴리에테르이미드로부터 형성된 사출성형품 또는 시험 막대의 밀도의 약 75 내지 99%의 밀도를 갖고, 상기 시험 막대는 x 또는 y 방향으로 적층 가공되고, 상기 물품의 인장 강도, 인장 탄성률, 굽힘 강도, 굽힘 탄성률 또는 샤르피 충격 특성 중 적어도 하나는 대응 사출성형품의 대응하는 특성의 약 50 내지 약 100%인 조성물.
측면 16. 청구항 1 내지 14중 어느 하나에 있어서, 상기 조성물로부터 형성된 시험 막대는 x 또는 y 방향으로 적층 가공되고, 상기 시험 막대의 인장 강도, 인장 탄성률, 굽힘 강도, 굽힘 탄성률 또는 샤르피 충격 특성 중 적어도 하나는 대응 사출성형품의 대응하는 특성의 약 75% 내지 약 100%인 조성물.
측면17. 청구항 1 내지 14 중 어느 하나에 있어서, 상기 조성물로부터 형성된 시험 막대는 z-방향으로 적층 가공되고, z-방향으로 측정된 상기 시험막대의 인장 강도, 인장 탄성률, 파괴점 신장률, 굽힘 강도, 굽힘 탄성율 또는 샤르피 충격 특성 중 적어도 하나는, x- 또는 y-방향으로 제조된 대응 적층 가공품의 대응하는 특성의 약 25% 보다, 더욱 바람직하게는 약 50% 보다 큰 조성물.
측면18. 청구항 1 내지 14 중 어느 하나에 있어서, 상기 조성물로부터 형성된 시험 막대는 x- 또는 y-방향으로 적층 가공되고, 상기 시험 막대의 인장 강도, 인장 탄성률, 굽힘 강도, 굽힘 탄성률 또는 샤르피 충격 특성 중 적어도 하나는, 대응 사출성형품의 대응하는 특성의 약 75% 내지 약 100%이고, 상기 조성물로부터 형성된 시험 막대는 z-방향으로 적층 가공되고, z-방향으로 측정된 상기 시험막대의 인장 강도, 인장 탄성률, 파괴점 신장률, 굽힘 강도, 굽힘 탄성률 또는 샤르피 충격 특성 중 적어도 하나는, x- 또는 y-방향으로 제조된 대응 적층 가공품의 대응하는 특성의 약 25% 보다, 더욱 바람직하게는 약 50% 보다 큰 조성물.
측면19. 청구항 1 내지 12 중 어느 하나에 따른 조성물로부터 형성된 물품.
측면20. 청구항 16에 있어서, 상기 물품은 적층 가공 융합 공정(additive manufacturing fusing process)으로 형성된 물품.
측면21. 청구항 1 내지 12중 어느 하나에 따른 조성물의 제1층을 작업 영역에 배치하는 단계; 제1층의 적어도 선택된 부분을 조사하는 단계; 및 선택된 부분의 입자들(particulates) 중 적어도 일부를 제2층과 함께 융합하도록 제1층의 선택된 부분에 적어도 조성물의 제2층을 배치하는 단계를 포함하는 방법으로, 상기 제1층에 선택된 부분을 조사하는 단계는 적어도 선택된 부분을 조성물의 용융 개시 온도까지 가열하고, 상기 조사하는 단계는 조성물이 약 104 Pa·s이하의 영전단점도(zero-shear viscosity)에 이르도록 수행되는 방법.
측면22. 청구항 21에 있어서, 상기 조사하는 단계는 레이저 소결 공정(laser sintering process)에 의해 수행되는 방법.
측면23. 청구항 21에 있어서, 상기 조사하는 단계는 적외선 가열을 통한 용융에 의해 수행되는 방법.
측면24. 청구항 1 내지 12 중 어느 하나에 따른 조성물의 제1층을 작업 영역에 배치하는 단계; 제1층의 적어도 선택된 부분을 조사하는 단계; 선택된 부분의 입자들(particulates) 중 적어도 일부를 제2층과 함께 소결시키도록 제1층의 선택된 부분에 적어도 조성물의 제2층을 배치하는 단계를 포함하는 방법.
달리 정의되지 않으면, 본원에서 사용된 모든 기술적 용어와 과학적 용어들은 본 발명이 속하는 기술분야에서 통상의 지식을 가진 자에게 일반적으로 이해되는 것과 동일한 의미를 갖는다. 상충되는 경우, 본 명세서에서 기재된 정의가 우선한다. 본원에서 설명된 것들과 유사하거나 동일한 방법 및 재료가 본 발명의 실시나 실험에서 사용될 수 있더라도, 바람직한 방법과 재료가 이하 설명된다. 본원에서 언급된 모든 출판물, 특허 출원, 특허 및 기타 참고 문헌은 그 전체가 참조로서 본원에 포함된다. 본원에 개시된 재료, 방법 및 실시예는 단지 예시적인 것으로 본 발명을 제한하는 것은 아니다.
단수형 "한" 및 "그"는 문맥상 분명히 다른 의미를 나타내지 않는다면 복수의 언급을 포함한다. 본 명세서와 청구항에서 사용되었을 때, "포함하는"은 "이루어지는" 및 "필수적으로 이루어지는" 구체예를 포함할 수 있다. 본원에서 사용된 "포함하다", "구비하다", "가지고 있는", "가지다", "할 수 있다", "함유하다" 및 이의 변형은 명시된 성분 및 단계 외에도 다른 성분 및 단계를 허용하는 개방형 어구, 용어 또는 단어이다. 그러나, 이러한 기술은 불순물과 함께 명시된 성분 및 단계 만이 존재할 수 있는 열거된 성분 및 단계로 "이루어진" 및 "필수적으로 이루어진" 것으로서의 조성물 또는 공정을 기술하는 것으로 해석되어야 하며, 다른 성분 및 단계는 제외한다. 본원에서 사용된 용어는 단지 특정 양태를 설명하기 위한 목적이며, 제한을 의도하지 않는다는 것이 이해되어야 한다. 본 명세서와 청구항에서 사용되었을 때, "포함하는"은 "이루어지는" 및 "필수적으로 이루어지는" 구체예를 포함할 수 있다. 달리 정의되지 않는다면, 본원에서 사용된 모든 기술과학 용어들은 본 발명이 속하는 분야에서 통상의 기술을 가진 자에 의해서 통상 이해되는 것과 동일한 의미를 가진다. 본 명세서 및 이후의 청구항에서는 본원에서 정의되어야 하는 다수의 용어들이 참조될 것이다.
본원 명세서 및 청구항에서의 수치는, 특히 폴리머 및 폴리머 조성물과 관련한 수치는 상이한 특성의 개별 폴리머를 함유할 수 있는 조성물의 평균값을 반영한다. 또한, 달리 명시되지 않는 한, 수치는 동일한 유효숫자로 환원되었을 때 동일한 수치 및 값을 결정하기 위해 본원에 기재된 유형의 통상적인 측정 기술의 실험 오차 미만까지 설명된 값과 다른 수치를 포함하는 것으로 이해되어야 한다.
본원에 개시된 모든 범위는 기재된 종점을 포함하며 독립적으로 조합 가능하다(예를 들어, "2 그램(g) 내지 10 그램"의 범위는 종점인 2 그램 및 10그램을 포함하고 모든 사이의 값을 포함한다). 본원에 개시된 범위 및 값의 종점은 정확한 범위 또는 값으로 제한되지 않으며, 이러한 범위 및/또는 값의 근사값을 포함한다.
본원에서 사용된 근사화 용어는 관련되는 기본 기능을 변화시키지 않으면서 다양화될 수 있는 양적 표현을 수식하기 위해 적용될 수 있다. 따라서, "약" 및 "실질적으로"와 같은 용어로 수식된 값은 경우에 따라 명시된 정확한 값으로 제한되지 않을 수 있다. 적어도 일부의 경우, 근사화 용어는 값을 측정하기 위한 기구의 정밀도에 해당할 수 있다. 또한 수식어 "약"은 두 종점의 정확한 값으로 정의되는 범위를 나타내는 것으로 간주될 수 있다. 예를 들어 "약 2 내지 약 4"라는 표현은 "2 내지 4"라는 범위를 나타낸다. 용어 "약"은 명시된 숫자의 플러스 또는 마이너스 10%를 나타낼 수 있다. 예를 들어, "약 10%"는 9% 내지 11%의 범위를 나타내며, "약 1"은 0.9 내지 1.1을 의미할 수 있다. "약"의 다른 의미는, 반올림과 같이, 문맥으로부터 명확해질 수 있다. 예를 들어, "약1"은 0.5 내지 1.4를 의미할 수도 있다.
본원에서 사용된 "Tm"은 폴리머의 규칙적 배열이 완전히 손실되는 녹는점을 나타낸다. 본원에서 사용된 "Tc"는 폴리머가 열을 발산하여 결정질 배열을 깨뜨리는 결정화 온도를 나타낸다. "유리 전이 온도" 또는 "Tg"는 시차주사 열량측정법으로 측정될 수 있으며 섭씨온도로 표현될 수 있다. 본원에서 분자량은 폴리스트렌 표준으로 하였다.
본원에 기재된 프렌켈 모델(Frenkel model)은 분체 입자의 소결 반응 속도에 대한 이해를 제공할 수 있는 2개의 동일한 구형 입자 사이의 점성 유동(viscous flow)을 설명한다. 이것은 2개의 용융된 분체 입자의 2D 소결의 합체(coalescence)에 대한 반응속도를 계산하는데 사용된다. 프렌켈 모델(Frenkel model)은 하기 식에 의해 정의 될 수 있다.
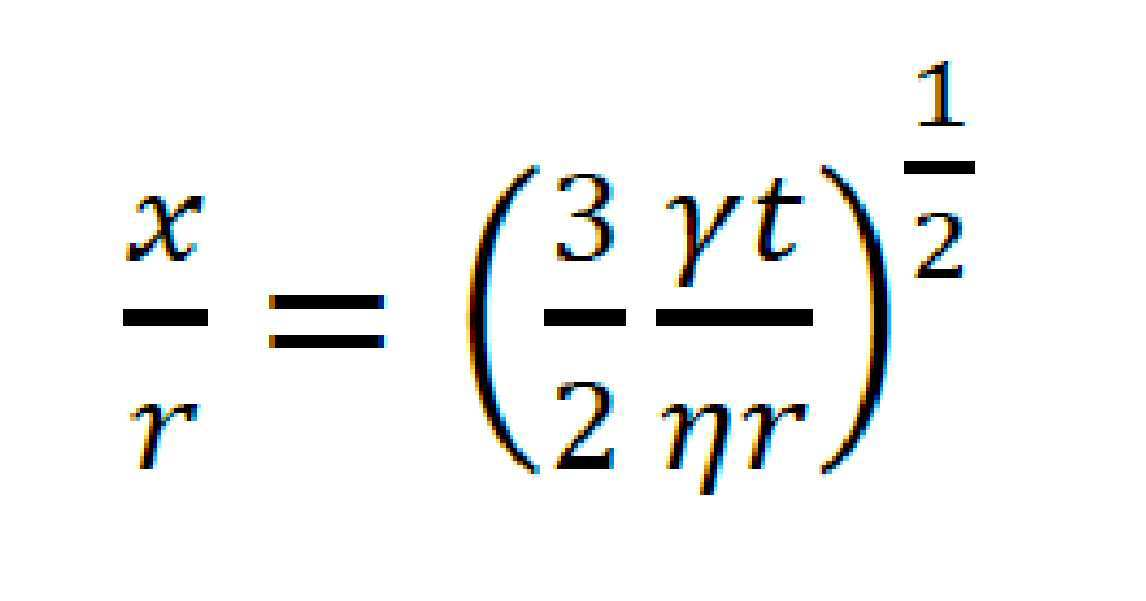
상기 식에서 x, r, t, y 및 η은 각각 네크 반경, 초기 입자(particle) 반경, 소결 시간, 표면 장력 및 액체의 점도를 나타낸다. x/r 이 0에서 1로 변할 때, 0은 유착이 없는 것을 나타내고 1은 완전히 유착된 것을 나타낸다. SLS 공정에서 고밀도 부품을 얻고 우수한 기계적 성질을 얻기 위해서는 영전단점도(zero-shear viscosity)는 x/r 비가 0.5 이상, 바람직하게는 1에 가깝도록 충분히 낮아져야 한다.
구형도(sphericity)는 입자(particle)의 표면적(Ap)에 대한 주어진 입자(particle)와 동일한 부피의 구의 표면적(As) 비율로 정의 될 수 있다(As/Ap). 추가적인 측면에서, 구형도는 ((6*Vp)/(Dp*Ap))로 정의 될 수 있다. 상기 Vp는 입자(particle)의 부피이고, Dp는 입자(particle)의 직경이며, Ap는 입자(particle)의 표면적이다.
Dv10은 소형 입자(particle) 부피 분포의 10% 누적(0 에서부터 100%로), 즉 시험된 샘플에서 입자(particle)의 10%가 그 값보다 작은 값에 해당하는 입자(particle)의 직경을 나타낸다.
Dv50은 부피 중앙값 또는 부피 평균 입자(particle) 크기로도 알려져 있다. Dv50은 이러한 값보다 크거나 작은 입자(particle)의 부피가 분포에서 총 입자(particle) 부피의 50%인 것을 물리적으로 나타낸다. 예를 들어, Dv50이 10 마이크로미터인 경우, 부피 기준으로 샘플의 입자(particle) 중 50%는 10 마이크로미터보다 크고 50%는 10마이크로미터보다 작다.
Dv90은 소형 입자(particle) 부피 분포의 90% 누적(0 에서부터 100%로), 즉 시험된 샘플에서 입자(particle)의 90%가 그 값보다 작은 값에 해당하는 입자(particle)의 직경을 나타낸다.
범위는 하나의 값(첫번째 값)에서 다른 값(두번째 값)까지로써 본원에서 표시될 수 있다. 이러한 범위가 표시된 경우, 다른 양태는 하나의 값 또는 첫번째 값과 두번째 값 모두를 포함한다. 유사하게, 값들이 "약"을 앞에 사용하여 근사값으로 표시된 경우, 특정 값은 다른 양태를 형성한다는 것이 이해될 것이다. 또한, 범위의 각각의 종점은 나머지 하나의 종점과 관련하여 둘 다 유의하며, 나머지 하나의 종점에 독립적이라는 것이 이해될 것이다. 또한, 본원에 많은 값들이 개시되며, 각 값은 또한 그 값 자체에 더하여 "약" 해당 특정 값으로도 본원에 개시된다는 것이 이해된다. 예를 들어, 값 "10"이 개시되면, "약 10"도 역시 개시된다. 또한, 두 특정 단위 사이의 각 단위도 개시된다. 예를 들어, 10과 15가 개시되면, 11, 12, 13 및 14도 개시된다.
본원에서 사용된 용어 "약"과 "에서 또는 약"은 문제되는 양 또는 값이 지정된 값일 수 있거나, 근사치의 값이거나 거의 동일한 값일 수 있음을 의미한다. 본원에서 사용된 바와 같이, 달리 지시되거나 의도되지 않는다면 그것은 ±10% 변화를 나타내는 액면 값으로 일반적으로 이해된다. 상기 용어는 유사한 값이 본 청구항에 기재된 동등한 결과나 효과를 일으킴을 전달하기 위한 것이다. 즉, 저항, 전환인자, 반올림, 측정 오차 등, 및 당업자에게 알려진 다른 인자들을 나타내는 양, 크기, 제형, 파라미터, 및 다른 수량 등이, 필요하다면, 정확하지 않고 근사치일 수 있거나 또는 더 크거나 더 작을 수 있음이 이해된다. 일반적으로, 양, 크기, 제형, 파라미터 또는 다른 수량 또는 특징은 분명히 그렇게 기재되든 그렇지 않든 "약" 또는 "근사적"이다. "약"이 정량적 값, 파라미터 앞에 사용될 때, 달리 명시되지 않으면, 그 특정 정량적 값 자체 역시 포함하는 것으로 이해된다.
본원에서 사용된 용어 "수 평균 분자량" 또는 "Mn"은 상호 교환하여 사용될 수 있으며, 샘플에서 모든 폴리머 사슬의 통계적 평균 분자량을 말하고, 아래 식으로 정의 된다.

상기 식에서 Mi는 사슬의 분자량이고, Ni는 해당 분자량을 가진 사슬의 수이다. Mn은 당업자에게 잘 알려진 방법, 예컨대, 폴리카보네이트 표준 또는 폴리스티렌 표준, 바람직하게는 인증되거나 추적 가능한 분자량 표준을 사용하여 폴리머, 예컨대, 폴리카보네이트 폴리머에 대해 결정될 수 있다.
본원에서 사용된 용어 "중량 평균 분자량" 또는 "Mw"는 상호 교환하여 사용될 수 있으며, 아래 식으로 정의된다.

상기 식에서 Mi는 사슬의 분자량이고, Ni는 해당 분자량을 가진 사슬의 수이다. Mn과 비교해서 Mw는 분자량 평균에 대한 기여를 결정하는데 주어진 사슬의 분자량을 고려한다. 따라서, 주어진 사슬의 분자량이 클수록 사슬의 Mw에 대한 기여가 더 커진다. Mw은 당업자에게 잘 알려진 방법, 예컨대, 폴리카보네이트 표준 또는 폴리스티렌 표준, 바람직하게는 인증되거나 추적 가능한 분자량 표준을 사용하여 폴리머, 예컨대, 폴리카보네이트 폴리머에 대해 결정될 수 있다.
본원과 달리 설명되지 않는 한, 모든 시험 표준은 본 출원 당시 유효한 최신의 표준이다.
본원에 설명된 방법의 예는 적어도 부분적으로 기계 또는 컴퓨터로 구현될 수 있다. 일부 예들은 상기 예에서 설명된 방법을 수행하도록 구성되는 명령어들로 인코딩 된 컴퓨터 판독 가능 매체 또는 기계 판독 가능 매체를 포함할 수 있다. 이러한 방법의 실행은 마이크로 코드(microcode), 어셈블리 언어 코드(assembly language code), 상위 레벨 언어 코드(a higher-level language code) 등과 같은 코드를 포함할 수 있다. 이러한 코드는 다양한 방법을 수행하기 위한 컴퓨터 판독 가능한 명령어를 포함할 수 있다. 또한, 일 예로, 코드는 실행 중이거나 다른 시간에 하나 이상의 휘발성, 비일시적 또는 비휘발성 유형의 컴퓨터 판독 가능 매체 상에 명확하게 저장될 수 있다. 이러한 유형의 컴퓨터 판독 가능 매체의 예는 하드디스크, 착탈식 자기 디스크, 착탈식 광학 디스크(예를 들어, 콤팩트 디스크 및 디지털 비디오 디스크), 자기 카세트, 메모리 카드 또는 스틱, 램(radom access memories, RAMs), 롬(read only memories, ROMs) 등을 포함할 수 있지만, 이에 제한되는 것은 아니다.
상기의 설명은 예시적인 것으로 제한하려는 것은 아니다. 예를 들어, 상술된 예들(또는 그것의 하나 이상의 측면들)는 서로 조합되어 사용될 수 있다. 상기의 설명을 검토한 당업자에 의해 다른 실시예가 사용될 수 있다. 기술적 공개의 성질을 신속하게 확인할 수 있도록 요약이 제공된다. 요약은 청구항의 범위 또는 의미를 해석하거나 제한하는데 이용되지 않을 것이라는 이해 하에 제출 되었다. 또한, 상기 상세한 설명에서는 본 개시를 합리화하기 위해 다양한 특징들이 그룹화될 수 있다. 이것은 청구되지 않고 공개된 특징이 청구항에 필수적이라는 것을 의미한다고 해석되어서 안된다. 오히려 발명의 주제는 개시된 특정 실시예의 모든 특징들 보다 적을 수 있다. 따라서, 이하의 청구 범위는 실시례 또는 실시예로서 상세한 설명에 포함되며, 각각의 청구항은 별개의 실시예로서 독립적이고, 이러한 실시예들은 다양한 조합 또는 순열로 서로 결합될 수 있는 것으로 고려된다. 본 발명의 범위는 청구항에 대한 균등물의 전체 범위와 함께 첨부된 청구항을 참조하여 결정되어야 한다.
전형적인 측면들은 설명의 목적으로 제시되었지만, 전술한 설명이 본원의 범위를 제한하는 것으로 간주되서는 안된다. 따라서, 본원의 사상 및 범위에 벗어나지 않는 한도 내에서 다양한 수정, 각색 및 대체가 당업자에게 일어날 수 있다.
본 발명의 범위 또는 사상을 벗어나지 않는 범위에서 다양한 수정 및 변형이 만들어 질 수 있음이 당업자에게 자명할 것이다. 본 발명의 다른 측면은 본원에 개시된 발명의 실시와 명세서의 고려로부터 당업자에게 자명할 것이다. 명세서와 실시예들은 예시적인 것으로만 간주되어야하고, 본 발명의 진정한 범위 및 정신은 이하의 청구항들에 의해 나타내어진다.
본 발명의 특허 범위는 청구항에 의해 정의되고, 당업자에게 일어나는 다른 실시예를 포함할 것이다. 이러한 다른 실시예들은 청구항의 언어와 상이하지 않은 구조적 요소를 갖거나, 또는 청구항의 언어와 크게 다르지 않은 동등한 구조 요소를 포함한다면 본 청구항의 범위에 포함되는 것으로 의도된다.
Claims (20)
- a) 약 10 내지 약 100 마이크로미터, 바람직하게는 약 45 마이크로미터 내지 약 80마이크로미터의 폴리에테르이미드 입자(particulates) 집단의 등가 구형 크기(equivalent spherical size)에 대한 Dv50값;
b) 약 1마이크로미터 초과, 바람직하게는 1 마이크로미터 초과 내지 약 45 마이크로미터의 폴리에테르이미드 입자 집단의 등가 구형 크기에 대한 Dv10값; 및
c) 약 250 마이크로미터 미만, 바람직하게는 약 80 마이크로미터 내지 약 125 마이크로미터의 폴리에테르이미드 입자 집단의 등가 구형 크기에 대한 Dv90값을 갖는 폴리에테르이미드 입자 집단을 포함하고,
상기 폴리에테르이미드 입자 집단은, 폴리에테르이미드 입자들의 등가 구형 크기에 기초하여, 선택적으로 직경이 약 1 마이크로미터 미만인 입자들을 본질적으로 함유하지 않고, 선택적으로 더 바람직하게는 직경이 약 5 마이크로미터 미만인 입자들을 본질적으로 함유하지 않고, 선택적으로 가장 바람직하게는 직경이 약 10 마이크로미터 미만인 입자들을 본질적으로 함유하지 않으며,
상기 조성물은 선택적으로 하나 이상의 충전제, 안정제, 안료, 강화제, 난연제, 드립방지제 또는 이들의 어느 한 조합을 포함하고,
상기 조성물은 450℃ 미만의 온도에서 프렌켈 모델(Frenkel model)에 의해 특징되는 적어도 0.5, 바람직하게는 약 1.0의 합체(coalescence)를 달성하기에 충분히 낮은 영전단점도(zero-shear viscosity)를 갖는 것을 특징으로 하는, 조성물. - 제1항에 있어서,
상기 폴리에테르이미드 입자들은 0.8 보다 큰 구형도(sphericity)를 갖는, 조성물 - 제1항 또는 제2항에 있어서,
상기 폴리에테르이미드 입자 집단은 비정질, 적어도 부분적으로 결정질 또는 이들의 혼합인, 조성물. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 조성물은 입자 형태의 유동성 촉진제를 더 포함하고,
상기 유동성 촉진제는 폴리머 중량에 대하여 약 0.025 중량% 내지 약 1.0 중량%로 존재하는, 조성물. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 폴리에테르이미드 입자 집단은 적어도 부분적으로 결정질인 입자들로 전환되거나 입자 크기 제외 공정(particle size exclusion process)을 거치는, 조성물. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 폴리에테르이미드 입자 집단은 적어도 부분적으로 결정질이고
상기 조성물은 유동성 촉진제를 더 포함하는, 조성물. - 제4항 내지 제6항 중 어느 한 항에 있어서,
상기 유동성 촉진제는 금속 산화물, 바람직하게는 흄드 실리카(fumed silica), 흄드 알루미늄 옥사이드(fumed aluminum oxide), 수화 실리카(hydrated silica), 비정질 알루미나(amorphous alumina), 유리 실리카(glassy silica), 유리 인산염(glassy phosphate), 유리 붕산염(glassy borate), 유리 산화물(glassy oxide), 티타니아(titania), 활석(talc), 운모(mica), 흄드 실리카(fumed silica), 습식실리카(precipitated silica), 고령토(kaolin), 아타풀자이트(attapulgite), 규산칼슘(calcium silicate), 알루미나(alumina), 규산마그네슘(magnesium silicate) 또는 전술한 것 중 적어도 어느 하나 이상을 포함하는 조합, 보다 바람직하게는 흄드 실리카(fumed silica), 알루미나(alumina) 또는 이들의 어느 한 조합을 포함하는, 조성물. - 제4항 내지 제6항 중 어느 한 항에 있어서,
상기 유동성 촉진제는, 실란(silane) 및 산화알루미늄과의 트리메톡시옥틸 반응 생성물을 포함하는, 조성물. - 제1항 내지 제8항 중 어느 한 항에 있어서,
상기 폴리에테르이미드 입자들은 비스페놀 A 이무수물(bisphenol A dianhydride), 무수프탈산(phthalic anhydride) 및 메타 또는 파라 페닐렌디아민(m- or p-phenylene diamine)으로부터 유도된 폴리에테르이미드 수지로부터 형성되는 조성물. - 제1항 내지 제9항 중 어느 한 항에 있어서,
상기 폴리에테르이미드 입자 집단은 약 30,000 내지 약 100,000(폴리스티렌 표준당), 바람직하게는 약 30,000 내지 약 60,000의 폴리에테르이미드의 중량 평균 분자량을 갖는 조성물. - 제1항 내지 제10중 어느 한 항에 있어서,
상기 조성물은, 상기 조성물의 어느 성분의 분해 온도 중 가장 낮은 분해 온도보다 낮은 온도에서 약 104 Pa·s 미만의 영전단점도를 달성하는 것을 특징으로 하는 조성물. - 제1항 내지 제11항 중 어느 한 항에 있어서,
상기 조성물은 약 200 nm 내지 약 2500 nm의 λ max를 갖는 방사선 흡수 물질을 더 포함하는, 조성물. - 제1항 내지 제12항 중 어느 한 항에 있어서,
상기 조성물로부터 형성된 시험 막대는 대응 비정질 폴리에테르이미드로부터 형성된 사출성형품 또는 시험 막대의 밀도의 약 75% 내지 약 99%의 밀도를 갖고,
상기 시험 막대는 x- 또는 y-방향으로 적층 가공되고,
상기 물품의 인장 강도, 인장 탄성률, 굽힘 강도, 굽힘 탄성률 또는 샤르피 충격 특성 중 적어도 하나는 대응 사출성형품의 대응하는 특성의 약 50% 내지 약 100%인, 조성물. - 제1항 내지 제12항 중 어느 한 항에 있어서,
상기 조성물로부터 형성된 시험 막대는 x- 또는 y-방향으로 적층 가공되고,
상기 시험 막대의 인장 강도, 인장 탄성률, 굽힘 강도, 굽힘 탄성률 또는 샤르피 충격 특성 중 적어도 하나는, 대응 사출성형품의 대응하는 특성의 약 75% 내지 약 100%이고,
상기 조성물로부터 형성된 시험 막대는 z-방향으로 적층 가공되고,
z-방향으로 측정된 상기 시험막대의 인장 강도, 인장 탄성률, 파괴점 신장률, 굽힘 강도, 굽힘 탄성률 또는 샤르피 충격 특성 중 적어도 하나는, x- 또는 y-방향으로 제조된 대응 적층 가공품의 대응하는 특성의 약 25% 보다, 더욱 바람직하게는 약 50% 보다 큰 조성물. - 제1항 내지 제12항 중 어느 한 항에 따른 조성물로 형성된 물품.
- 제15항에 있어서,
상기 물품은 적층 가공 융합 공정(additive manufacturing fusing process)으로 형성된 물품 - a) 제1항 내지 제12항 중 어느 한 항에 따른 조성물의 제1층을 작업 영역에 배치하는 단계;
b) 제1층의 적어도 선택된 부분을 조사하는 단계; 및
c) 선택된 부분의 입자들 중 적어도 일부를 제2층과 함께 융합하도록 제1층의 선택된 부분에 적어도 조성물의 제2층을 배치하는 단계를 포함하고,
상기 제1층에 선택된 부분을 조사하는 단계는 적어도 선택된 부분을 조성물의 용융 개시 온도까지 가열하고,
상기 조사하는 단계는 조성물이 약 104 Pa·s이하의 영전단점도에 이르도록 수행되는, 방법. - 제18항에 있어서,
상기 조사하는 단계는 레이저 소결 공정(laser sintering process)에 의해 수행되는, 방법. - 제18항에 있어서,
상기 조사하는 단계는 적외선 가열을 통한 용융에 의해 수행되는, 방법. - 제1항 내지 제13항 중 어느 한 항에 따른 조성물의 제1층을 작업 영역에 배치하는 단계;
제1층의 적어도 선택된 부분을 조사하는 단계; 및
선택된 부분의 입자들 중 적어도 일부를 제2층과 함께 소결시키도록 제1층의 선택된 부분에 적어도 조성물의 제2층을 배치하는 단계를 포함하는 방법.
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201662438598P | 2016-12-23 | 2016-12-23 | |
| US201662438669P | 2016-12-23 | 2016-12-23 | |
| US201662438632P | 2016-12-23 | 2016-12-23 | |
| US62/438,632 | 2016-12-23 | ||
| US62/438,598 | 2016-12-23 | ||
| US62/438,669 | 2016-12-23 | ||
| PCT/US2017/068228 WO2018119409A1 (en) | 2016-12-23 | 2017-12-22 | Polyetherimide powders for additive manufacturing |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20190104351A true KR20190104351A (ko) | 2019-09-09 |
| KR102556719B1 KR102556719B1 (ko) | 2023-07-18 |
Family
ID=61188890
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197021670A KR102556719B1 (ko) | 2016-12-23 | 2017-12-22 | 적층 가공용 폴리에테르이미드 분체 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11352498B2 (ko) |
| EP (1) | EP3559094B1 (ko) |
| KR (1) | KR102556719B1 (ko) |
| CN (1) | CN110099948A (ko) |
| WO (1) | WO2018119409A1 (ko) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017206963A1 (de) | 2017-04-25 | 2018-10-25 | Eos Gmbh Electro Optical Systems | Verfahren zur Herstellung eines dreidimensionalen Objekts |
| EP3684837B1 (en) | 2017-09-22 | 2023-01-04 | SHPP Global Technologies B.V. | Composition and method for powder bed fusion |
| WO2019177614A1 (en) | 2018-03-15 | 2019-09-19 | Hewlett-Packard Development Company, L.P. | Composition |
| DE102018127407A1 (de) * | 2018-11-02 | 2020-05-07 | Industrieanlagen-Betriebsgesellschaft Mbh | Verfahren zur Aufbereitung und zur Untersuchung eines Pulvers mittels instrumenteller Analytik und Verwendung |
| EP3741792A1 (en) * | 2019-05-23 | 2020-11-25 | SABIC Global Technologies B.V. | Method of forming semicrystalline polyetherimide, and polyetherimide-containing composition |
| EP3996899B1 (en) | 2019-07-31 | 2023-08-30 | SHPP Global Technologies B.V. | Powder bed fusion material and method |
| US11560477B2 (en) | 2019-07-31 | 2023-01-24 | Shpp Global Technologies B.V. | Material and method for powder bed fusion |
| CN110777276B (zh) * | 2019-10-23 | 2021-05-28 | 广东工业大学 | 一种基于激光3d打印的氧化铝增强合金性能的方法 |
| TWI739416B (zh) * | 2020-05-08 | 2021-09-11 | 東友科技股份有限公司 | 具阻燃性之三維成型物件及其製造方法 |
| RU2755476C1 (ru) * | 2020-11-02 | 2021-09-16 | Федеральное государственное бюджетное учреждение науки Институт высокомолекулярных соединений Российской академии наук | Кристаллизуемый плавкий полиэфиримидный композит |
| CN116568511A (zh) * | 2020-11-30 | 2023-08-08 | 伊顿智能动力有限公司 | 用于选择性激光烧结的导热热塑性塑料 |
| EP4008751B1 (en) * | 2020-12-02 | 2023-09-06 | SHPP Global Technologies B.V. | Composition, method for the manufacture thereof, and articles prepared therefrom |
| CN113336942B (zh) * | 2021-06-18 | 2022-08-09 | 中国科学院兰州化学物理研究所 | 3d打印在交联型聚酰亚胺中的应用、多孔聚酰亚胺的制备、聚酰亚胺复合材料的制备 |
| DE102021126217A1 (de) * | 2021-10-08 | 2023-04-13 | Eos Gmbh Electro Optical Systems | Zusammensetzung für additive Fertigungsverfahren |
| WO2023086857A1 (en) * | 2021-11-12 | 2023-05-19 | Essentium Ipco, Llc | Polyphenylene sulfide blends for three-dimensional printer filament |
| CN114875575B (zh) * | 2022-05-31 | 2023-08-18 | 陕西科技大学 | 一种ANF基Janus膜及其制备方法和应用 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20150024317A1 (en) * | 2013-07-17 | 2015-01-22 | Stratasys, Inc. | High-Performance Consumable Materials for Electrophotography-Based Additive Manufacturing |
| WO2015157148A1 (en) * | 2014-04-07 | 2015-10-15 | Sabic Global Technologies B.V. | Powder bed fusing thermoplastic polymers |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3383092A (en) | 1963-09-06 | 1968-05-14 | Garrett Corp | Gas turbine with pulsating gas flows |
| US3671487A (en) | 1971-05-05 | 1972-06-20 | Gen Electric | Glass reinforced polyester resins containing polytetrafluoroethylene and flame retardant additives |
| US3723373A (en) | 1971-10-04 | 1973-03-27 | American Cyanamid Co | 0.1% to about 2.0% by weight polytetrafluoroethylene emulsion modified polyethylene terephthalate with improved processing characteristics |
| US4550156A (en) | 1984-10-26 | 1985-10-29 | General Electric Company | Polyetherimide copolymers |
| US5521230A (en) | 1992-11-17 | 1996-05-28 | General Electric Company | Method of dispersing solid additives in polymers and products made therewith |
| US20060194070A1 (en) * | 2005-02-25 | 2006-08-31 | Joshua Croll | Polyetherimide film and multilayer structure |
| WO2009015383A2 (en) | 2007-07-26 | 2009-01-29 | Sabic Innovative Plastics Ip B.V. | Crystallizable polyetherimides, method of manufacture, and articles derived therefrom |
| FR2939075B1 (fr) * | 2008-12-01 | 2010-12-17 | Rhodia Operations | Realisation d'article par fusion selective de couches de poudre de polymere |
| CN104105740B (zh) * | 2012-02-15 | 2016-02-10 | 东丽株式会社 | 复合聚酰胺微粒及其制造方法 |
| US9260565B2 (en) * | 2012-07-10 | 2016-02-16 | Sabic Global Technologies B.V. | High strength high impact high flow OSU compliant polyetherimide-carbon fiber composites |
| EP2947186B1 (en) * | 2013-01-18 | 2018-05-02 | Kuraray Co., Ltd. | Flame-retardant fiber, method for producing same, fabric using flame-retardant fiber, and resin composite material using flame-retardant fiber |
| KR101774462B1 (ko) * | 2013-07-17 | 2017-09-04 | 스트래터시스,인코포레이티드 | 전자사진 기반 적층제조 시스템용 반-결정 소모성 재료 |
| US10465049B2 (en) * | 2015-09-04 | 2019-11-05 | Sabic Global Technologies B.V. | Process for the manufacture of thermoplastic polymer particles with improved process yield |
| DE102017206963A1 (de) * | 2017-04-25 | 2018-10-25 | Eos Gmbh Electro Optical Systems | Verfahren zur Herstellung eines dreidimensionalen Objekts |
-
2017
- 2017-12-22 WO PCT/US2017/068228 patent/WO2018119409A1/en unknown
- 2017-12-22 KR KR1020197021670A patent/KR102556719B1/ko active IP Right Grant
- 2017-12-22 US US16/471,865 patent/US11352498B2/en active Active
- 2017-12-22 EP EP17840517.1A patent/EP3559094B1/en active Active
- 2017-12-22 CN CN201780079929.XA patent/CN110099948A/zh active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20150024317A1 (en) * | 2013-07-17 | 2015-01-22 | Stratasys, Inc. | High-Performance Consumable Materials for Electrophotography-Based Additive Manufacturing |
| WO2015157148A1 (en) * | 2014-04-07 | 2015-10-15 | Sabic Global Technologies B.V. | Powder bed fusing thermoplastic polymers |
| KR20160142825A (ko) * | 2014-04-07 | 2016-12-13 | 사빅 글로벌 테크놀러지스 비.브이. | 분말상 용융 열가소성 폴리머 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3559094B1 (en) | 2023-12-13 |
| CN110099948A (zh) | 2019-08-06 |
| US11352498B2 (en) | 2022-06-07 |
| EP3559094A1 (en) | 2019-10-30 |
| US20200087513A1 (en) | 2020-03-19 |
| WO2018119409A1 (en) | 2018-06-28 |
| KR102556719B1 (ko) | 2023-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102556719B1 (ko) | 적층 가공용 폴리에테르이미드 분체 | |
| US10954379B2 (en) | Polymeric materials | |
| US10166727B2 (en) | Polymeric materials | |
| KR101888514B1 (ko) | 폴리에테르이미드, 이의 제조 방법 및 이로부터 형성된 물품 | |
| JP7013439B2 (ja) | ポリエステル組成物 | |
| KR20190096410A (ko) | 피브릴화 보강재를 포함하는 섬유 | |
| Badini et al. | Preferred orientation of chopped fibers in polymer‐based composites processed by selective laser sintering and fused deposition modeling: Effects on mechanical properties | |
| JP6780736B2 (ja) | 繊維強化プラスチック成形体用シート | |
| CN106536804B (zh) | 纺粘法聚碳酸酯树脂过滤介质 | |
| KR20160142825A (ko) | 분말상 용융 열가소성 폴리머 | |
| KR20190035924A (ko) | 적층 제조 공정을 위한 고열 희생 지지체 물질 | |
| Lyu et al. | Optimization of 3D printing parameters for high‐performance biodegradable materials | |
| KR20140146160A (ko) | 폴리에테르이미드, 이의 제조방법 및 이로부터 형성된 물품 | |
| JP2010275346A (ja) | ガラス繊維強化樹脂組成物 | |
| CN109715716A (zh) | 包含特定聚碳酸酯组合物作为基质材料的多层复合材料 | |
| JPWO2016186100A1 (ja) | ポリカーボネート樹脂組成物、およびポリカーボネート樹脂製プリプレグ | |
| JP2020534178A (ja) | 選択的レーザー焼結を用いる三次元物体を製造するための付加製造方法 | |
| JPWO2019073707A1 (ja) | 繊維強化プラスチック成形体用基材、繊維強化プラスチック成形体の製造方法、ならびに繊維強化プラスチック成形体 | |
| CN107922652A (zh) | 由聚酰亚胺颗粒制造预浸料和复合材料的方法及由其制备的制品 | |
| KR20160094931A (ko) | 향상된 용융 안정성을 갖는 폴리에테르이미드 | |
| JP6662179B2 (ja) | 繊維強化プラスチック成形体用シート | |
| JP2023533870A (ja) | 連続繊維フィラメントの製造方法、連続繊維フィラメント及びその使用 | |
| Vaganov et al. | Investigation and Characterization of New Polyimide Powder for Selective Laser Sintering | |
| JP7144703B2 (ja) | 三次元造形用組成物及び三次元造形物 | |
| WO2019026008A1 (en) | AQUEOUS POLYMERIC DISPERSIONS, PROCESSES FOR MAKING SUCH AQUEOUS POLYMER DISPERSIONS AND BOREHOLE FIBER WHEAT |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |