KR20190070080A - 자탄 이송용 트레이 순환 공급 장치 - Google Patents
자탄 이송용 트레이 순환 공급 장치 Download PDFInfo
- Publication number
- KR20190070080A KR20190070080A KR1020170170562A KR20170170562A KR20190070080A KR 20190070080 A KR20190070080 A KR 20190070080A KR 1020170170562 A KR1020170170562 A KR 1020170170562A KR 20170170562 A KR20170170562 A KR 20170170562A KR 20190070080 A KR20190070080 A KR 20190070080A
- Authority
- KR
- South Korea
- Prior art keywords
- tray
- moving
- conveyor
- roller
- stopper
- Prior art date
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G37/00—Combinations of mechanical conveyors of the same kind, or of different kinds, of interest apart from their application in particular machines or use in particular manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G13/00—Roller-ways
- B65G13/02—Roller-ways having driven rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G13/00—Roller-ways
- B65G13/11—Roller frames
- B65G13/12—Roller frames adjustable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G21/00—Supporting or protective framework or housings for endless load-carriers or traction elements of belt or chain conveyors
- B65G21/20—Means incorporated in, or attached to, framework or housings for guiding load-carriers, traction elements or loads supported on moving surfaces
- B65G21/2045—Mechanical means for guiding or retaining the load on the load-carrying surface
- B65G21/2054—Mechanical means for guiding or retaining the load on the load-carrying surface comprising elements movable in the direction of load-transport
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G39/00—Rollers, e.g. drive rollers, or arrangements thereof incorporated in roller-ways or other types of mechanical conveyors
- B65G39/02—Adaptations of individual rollers and supports therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/52—Devices for transferring articles or materials between conveyors i.e. discharging or feeding devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/88—Separating or stopping elements, e.g. fingers
- B65G47/8807—Separating or stopping elements, e.g. fingers with one stop
- B65G47/8815—Reciprocating stop, moving up or down in the path of the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
- B65G2201/0235—Containers
- B65G2201/0258—Trays, totes or bins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2205/00—Stopping elements used in conveyors to stop articles or arrays of articles
- B65G2205/04—Stopping elements used in conveyors to stop articles or arrays of articles where the stop device is not adaptable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2207/00—Indexing codes relating to constructional details, configuration and additional features of a handling device, e.g. Conveyors
- B65G2207/14—Combination of conveyors
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Warehouses Or Storage Devices (AREA)
- Intermediate Stations On Conveyors (AREA)
Abstract
본 발명은 트레이 순환 공급 장치에 관한 것으로 트레이를 360°로 순환시켜 이송시킴으로써 트레이 운반 효율성을 크게 향상시키고, 탄두 조립 등의 조립 자동화 설비에 적용되어 제품의 생산 효율을 크게 증대시킬 수 있고, 복수의 이송 대상물을 트레이를 이용하여 정확한 평면 상의 좌표로 일정하게 위치시켜 이송 기기가 그리퍼로 이송 대상물을 정확하게 잡고 다음 공정으로 이송시킬 수 있어 그리퍼로 이송 대상물을 잡고 이송 중에 발생되는 안전 사고를 방지하여 이송 안정성을 크게 향상시킬 수 있다.
Description
본 발명은 트레이 순환 공급 장치에 관한 것으로 더 상세하게는 복수의 이송 대상물을 좁은 공간에서 효율적으로 운반할 수 있도록 한 트레이 순환 공급 장치에 관한 발명이다.
일반적으로 트레이는 복수의 이송 대상물이 거치될 수 있도록 복수의 거치부가 구비되어 복수의 이송 대상물을 한번에 이송할 수 있도록 하는 운반용 기구이다.
종래 트레이 공급 장치는 트레이를 하나의 컨베이어를 이용하여 직선 이동시켜 해당 작업 위치로 복수의 이송 대상물이 실린 트레이를 이동시키고 있다.
트레이는 해당 이송 위치에서 정지되고, 트레이에 실린 이송 대상물이 다음 작업 공정으로 순차적으로 이송되기 위해 대기한다.
그리고, 트레이를 통해 운반된 복수의 이송 대상물은 순차적으로 다음 작업 위치로 이송된다.
그러나, 종래 트레이 공급 장치는 트레이를 단순히 한방향으로 직선 이동시키기 때문에 이송 대상물이 이송된 후 빈 트레이를 회수하지 못하고 있다.
따라서, 종래 트레이 공급 장치는 빈트레이를 해당 위치에서 모아서 한번에 대차 등을 이용해 회수하거나 별도의 인력을 이용하여 작업자가 직접 빈트레이를 회수하고 있는 실정이다.
즉, 종래 트레이 공급 장치는 트레이를 바로 회수하지 못해 이송을 위한 트레이가 다수 필요하고, 트레이를 회수하기 위한 별도의 인력이 필요하여 운반 효율이 크게 저하되는 문제점이 있었다.
특히, 분산탄두 조립 설비에서 복수의 이중목적 자탄을 벨트 컨베이어 등과 같은 일반 컨베이어를 통해 이송하는 경우 자탄이 컨베이어의 단부 측에서 정지될 때 일정한 평면상의 좌표로 정지되지 못해 자탄 이송기기의 그리퍼로 자탄을 잡고 다음 공정으로 이송하기 어려운 문제점이 있다.
또한, 자탄 이송기기의 그리퍼가 자탄을 정확하게 잡지 못한 경우 자탄 이송기기의 그리퍼가 자탄을 잡거나 잡고 이송하는 과정에서 자탄을 낙하시킴으로써 화재 또는 폭발 사고 등의 안전사고를 발생시키는 위험이 존재했었다.
본 발명의 목적은 트레이를 360°로 순환시켜 이송시킴으로써 트레이 운반 효율성을 크게 향상시킬 수 있는 트레이 순환 공급 장치를 제공하는 데 있다.
본 발명의 다른 목적은 복수의 이송 대상물을 트레이로 정확한 평면 상 좌표로 위치시켜 이송 기기가 그리퍼로 이송 대상물을 정확하게 잡고 다음 공정으로 이송시킬 수 있도록 하는 트레이 순환 공급 장치를 제공하는 데 있다.
상기와 같은 목적을 달성하기 위하여 본 발명에 따른 트레이 순환 공급 장치의 일실시예는, 복수의 이송 대상물이 상부에 적재되는 트레이부재, 상기 트레이부재를 일단부 측에서 타단부 측까지 이송하는 제1컨베이어, 제1컨베이어의 일측에 이격되게 위치되며 제1컨베이어로 이송된 상기 트레이부재를 타단부 측에서 일단부 측까지 이송하는 제2컨베이어, 상기 제1컨베이어의 타단부 측에 위치되어 상기 제1컨베이어로 이송된 상기 트레이부재를 상기 제2컨베이어의 타단부 측으로 이동시키는 제1트레이 이동기기, 상기 제2컨베이어의 일단부 측에 위치되어 상기 제2컨베이어로 이송된 상기 트레이부재를 상기 제1컨베이어의 일단부 측으로 이동시키는 제2트레이 이동기기를 포함하는 것을 특징으로 한다.
본 발명에서 상기 제1컨베이어의 타단부 측에는 이송 중인 상기 트레이부재를 지지하여 정지시키는 제1트레이 스토퍼부재가 구비되고, 상기 제2컨베이어의 일단부 측에는 이송 중인 상기 트레이부재를 지지하여 정지시키는 제2트레이 스토퍼부재가 구비되며, 상기 제1트레이 스토퍼부재는 전면에 상기 트레이부재가 부딪치는 충격을 흡수하기 위한 제1탄성패드부가 구비되고, 상기 제2트레이 스토퍼부재는 전면에 트레이부재가 부딪치는 충격을 흡수하기 위한 제2탄성패드부가 구비될 수 있다.
본 발명에서 상기 제1트레이 이동기기는 상기 제1컨베이어를 통해 이송되는 상기 트레이부재가 상부 측으로 올려지고, 올려진 상기 트레이부재를 상기 제2컨베이어의 타단부 측으로 횡방향 이동시키는 제1트레이 이동부, 상기 제2컨베이어의 타단부 측에 위치되며 상기 제1트레이 이동부에서 이동되는 트레이부재가 올려지는 제1트레이 받침부를 포함하며, 상기 제2트레이 이동기기는 상기 제2컨베이어를 통해 이송되는 상기 트레이부재가 상부 측으로 올려지고 올려진 상기 트레이부재를 상기 제1컨베이어의 일단부 측으로 이동시키는 제1트레이 이동부, 상기 제1컨베이어의 타단부 측에 위치되며 상기 제2트레이 이동부에서 이동되는 상기 트레이부재가 올려지는 제2트레이 받침부를 포함할 수 있다.
본 발명에서 상기 제1트레이 이동기기는 상기 제1트레이 이동부와 상기 제1트레이 받침부 사이에 위치되어 상기 트레이부재의 이동을 안내하는 제1트레이 이동 안내롤러부를 더 포함하며, 상기 제2트레이 이동기기는 상기 제2트레이 이동부와 상기 제2트레이 받침부 사이에 위치되어 상기 트레이부재의 이동을 안내하는 제2트레이 이동 안내롤러부를 더 포함할 수 있다.
본 발명에서 상기 제2컨베이어의 타단부 측에서 상기 제2컨베이어의 일측에는 제1트레이 이동기기에 의해 횡방향으로 이동하는 상기 트레이부재를 지지하여 정지시키는 제3트레이 스토퍼부재가 되며, 상기 제1컨베이어의 일단부 측에서 상기 제1컨베이어의 타측에는 상기 제2트레이 이동기기에 의해 횡방향으로 이동하는 상기 트레이부재를 지지하여 정지시키는 제4트레이 스토퍼부재가 구비될 수 있다.
본 발명에서 상기 제1컨베이어는 상기 트레이부재의 이송 방향으로 배치되는 제1체인 컨베이어, 상기 제1체인 컨베이어와 횡방향으로 이격되게 위치되고 상기 트레이부재의 이송 방향으로 배치되는 제2체인 컨베이어 및 상기 제1체인 컨베이어와 상기 제2체인 컨베이어의 체인 벨트부재를 각각 이동시키는 제1컨베이어 작동부를 포함하며, 상기 제2컨베이어는 상기 트레이부재의 이송 방향으로 배치되는 제3체인 컨베이어, 상기 제3체인 컨베이어와 횡방향으로 이격되게 위치되고 트레이부재의 이송 방향으로 배치되는 제4체인 컨베이어 및 상기 제3체인 컨베이어와 상기 제4체인 컨베이어의 체인 벨트부재를 각각 이동시키는 제2컨베이어 작동부를 포함하고, 상기 제1트레이 이동부는 상기 제1체인 컨베이어의 타단부 측에서 상기 제1체인 컨베이어와 상기 제2체인 컨베이어의 사이에 위치되고, 상기 제1트레이 받침부는 상기 제2체인 컨베이어의 타단부 측에서 상기 제3체인 컨베이어와 상기 제4체인 컨베이어의 사이에 위치되며, 상기 제2트레이 이동부는 상기 제2체인 컨베이어의 일단부 측에서 상기 제3체인 컨베이어와 상기 제4체인 컨베이어의 사이에 위치되고, 상기 제2트레이 받침부는 상기 제1체인 컨베이어의 일단부 측에서 상기 제1체인 컨베이어와 상기 제2체인 컨베이어의 사이에 위치될 수 있다.
본 발명에서 상기 제1체인 컨베이어, 상기 제2체인 컨베이어, 상기 제3체인 컨베이어, 상기 제4체인 컨베이어는 각각 모터가 연결되어 회전되는 구동 스프로킷, 구동 스프로킷에 의해 회전력을 전달받아 회전하고 구동 스프로킷과 이격되게 위치되는 종동 스프로킷, 양 단부 측이 각각 구동 스프로킷과 종동 스프로킷에 감겨져 무한궤도식 이동하는 체인 벨트부재를 포함하며, 상기 체인 벨트부재는 상기 트레이부재의 하부면에 접촉되는 다수의 체인롤러, 다수의 상기 체인롤러 중 복수의 체인롤러가 회전가능하게 장착되며 서로 연결되어 벨트구조를 이루는 다수의 체인 브라켓트를 포함하며, 상기 체인롤러는 상기 체인 브라켓트에 회전 가능하게 장착되는 롤러몸체 및 상기 롤러몸체의 외주면을 감싸 구비되고 상기 트레이부재의 하부면에 밀착되어 트레이부재가 이송되게 하는 마찰력을 가지는 마찰롤부를 포함할 수 있다.
본 발명에 따른 트레이 순환 공급 장치의 일실시예는, 상기 제1컨베이어의 양측에 상기 트레이부재의 이송 방향에 대응되게 각각 위치되어 상기 트레이부재의 이동을 안내하는 제1트레이 이동 가이드레일부재와 제2트레이 이동 가이드레일부재 및 상기 제2컨베이어의 양측에 트레이부재의 이송 방향에 대응되게 각각 위치되어 상기 트레이부재의 이동을 안내하는 제3트레이 이동 가이드레일부재와 제4트레이 이동 가이드레일부재를 더 포함하며, 상기 트레이부재의 양 측에는 각각 상기 제1트레이 이동 가이드레일부재의 내측면과 상기 제2트레이 이동 가이드레일부재의 내측면에 접촉되어 구르거나, 상기 제3트레이 이동 가이드레일부재의 내측면과 상기 제4트레이 이동 가이드레일부재의 내측면에 접촉되어 구르는 트레이 이동 가이드롤러부재가 각각 구비될 수 있다.
본 발명에서 상기 트레이 이동 가이드롤러부재는 외주면을 감싸는 탄성롤체를 포함할 수 있다.
본 발명에서 상기 제1트레이 이동부는 상기 제1컨베이어의 횡방향으로 회전되는 복수의 제1이동롤러를 구비하는 제1롤러 이동부재, 상기 제1롤러 이동부재에 장착되며 복수의 제1이동롤러 중 적어도 어느 한 제1이동롤러를 회전시키는 제1롤러 회전모터 및 상기 제1롤러 이동부재를 상, 하 이동시키는 제1승하강 기기를 포함하며, 상기 제1트레이 받침부는 상기 제2컨베이어의 횡방향으로 회전되는 복수의 제2이동롤러를 구비하는 제2롤러 이동부재, 상기 제2롤러 이동부재에 장착되며 복수의 제2이동롤러 중 적어도 어느 한 제2이동롤러를 회전시키는 제2롤러 회전모터; 및 상기 제2롤러 이동부재를 상, 하 이동시키는 제2승하강 기기를 포함할 수 있다.
본 발명에서 상기 제1이동롤러의 외주면에는 상기 트레이부재의 하부를 지지하는 제1탄성 지지롤이 돌출되게 구비되고, 상기 제2이동롤러의 외주면에는 상기 트레이부재의 하부를 지지하는 제2탄성 지지롤이 돌출되게 구비될 수 있다.
본 발명에서 상기 제1트레이 이동부는 상기 제1롤러 이동부재의 상, 하 이동을 안내하는 제1승하강 가이드부를 더 포함하며, 상기 제1승하강 가이드부는 상기 제1승하강 기기가 장착되는 지지체에 장착되고, 상, 하로 관통된 관통부가 구비된 제1가이드 고정몸체, 상기 제1롤러 이동부재의 하부면에 돌출되게 구비되며 상기 제1가이드 고정몸체의 관통부를 관통하여 상, 하 이동 가능하게 결합되는 제1가이드 이동몸체를 포함하고, 상기 제1트레이 받침부는 상기 제2롤러 이동부재의 상, 하 이동을 안내하는 제2승하강 가이드부를 더 포함하며, 상기 제2승하강 가이드부는 상기 제2승하강 기기가 장착되는 지지체에 장착되고, 상, 하로 관통된 관통부가 구비된 제2가이드 고정몸체, 상기 제2롤러 이동부재의 하부면에 돌출되게 구비되며 제2가이드 고정몸체의 관통부를 관통하여 상, 하 이동 가능하게 결합되는 제2가이드 이동몸체를 포함할 수 있다.
본 발명에서 상기 제1롤러 회전모터는 복수의 제1이동롤러 중 제2컨베이어에 가장 근접한 제1이동롤러를 횡방향으로 회전시키고, 상기 제2롤러 회전모터는 복수의 제2이동롤러 중 상기 제1컨베이어에 가장 근접한 제2이동롤러를 회전시킬 수 있다.
본 발명에서 상기 제2트레이 이동부는 상기 제2컨베이어의 횡방향으로 회전되는 복수의 제3이동롤러를 구비하는 제3롤러 이동부재, 상기 제3롤러 이동부재에 장착되며 복수의 제3이동롤러 중 적어도 어느 한 제3이동롤러를 회전시키는 제3롤러 회전모터; 및 상기 제3롤러 이동부재를 상, 하 이동시키는 제3승하강 기기를 포함하며, 상기 제2트레이 받침부는 상기 제1컨베이어의 횡방향으로 회전되는 복수의 제4이동롤러를 구비하는 제4롤러 이동부재, 상기 제4롤러 이동부재에 장착되며 복수의 제4이동롤러 중 적어도 어느 한 제4이동롤러를 회전시키는 제4롤러 회전모터 및 상기 제4롤러 이동부재를 상, 하 이동시키는 제4승하강 기기를 포함할 수 있다.
본 발명에서 상기 제3이동롤러의 외주면에는 상기 트레이부재의 하부를 지지하는 제3탄성 지지롤이 돌출되게 구비되고, 상기 제4이동롤러의 외주면에는 상기 트레이부재의 하부를 지지하는 제4탄성 지지롤이 돌출되게 구비될 수 있다.
본 발명에서 상기 제3트레이 이동부는 제3롤러 이동부재의 상, 하 이동을 안내하는 제3승하강 가이드부를 더 포함하며, 상기 제3승하강 가이드부는 상기 제3승하강 기기가 장착되는 지지체에 장착되고, 상, 하로 관통된 관통부가 구비된 제3가이드 고정몸체, 상기 제3롤러 이동부재의 하부면에 돌출되게 구비되며 상기 제3가이드 고정몸체의 관통부를 관통하여 상, 하 이동 가능하게 결합되는 제3가이드 이동몸체를 포함하고, 상기 제2트레이 받침부는 상기 제4롤러 이동부재의 상, 하 이동을 안내하는 제4승하강 가이드부를 더 포함하며, 상기 제4승하강 가이드부는 상기 제4승하강 기기가 장착되는 지지체에 장착되고, 상, 하로 관통된 관통부가 구비된 제4가이드 고정몸체, 상기 제4롤러 이동부재의 하부면에 돌출되게 구비되며 상기 제4가이드 고정몸체의 관통부를 관통하여 상, 하 이동 가능하게 결합되는 제4가이드 이동몸체를 포함할 수 있다.
본 발명에 따른 트레이 순환 공급 장치의 일실시예는, 상기 제1컨베이어를 통해 이송 중인 상기 트레이부재를 상기 제1트레이 이동부로 이동시키기 전의 위치에서 상기 트레이부재를 대기시키는 제1스토퍼 기기를 더 포함할 수 있다.
본 발명에서 상기 제1컨베이어는 다수의 트레이부재를 순차적으로 연속되게 이송하며, 상기 제1스토퍼 기기는 승하강부에 의해 상하 이동되어 상기 트레이부재의 걸어 지지하는 제1스토퍼부를 포함할 수 있다.
본 발명에서 상기 제1스토퍼부의 상단부에는 하강된 상태에서 상기 트레이부재의 하부면과 접촉되어 구르며 탄성 재질로 제조된 제1이송 보조롤러가 구비될 수 있다.
본 발명에서 상기 제1스토퍼 기기는 상기 제1스토퍼부의 앞쪽으로 이격되게 위치되며 승하강부에 의해 상하 이동되어 상기 트레이부재의 걸어 지지하는 제2스토퍼부를 더 포함할 수 있다.
본 발명에서 상기 제2스토퍼부의 상단부에는 하강된 상태에서 상기 트레이부재의 하부면과 접촉되어 구르며 탄성 재질로 제조된 제2이송 보조롤러가 구비될 수 있다.
본 발명에서 상기 제1스토퍼 기기는 상기 제1스토퍼부와 상기 제2스토퍼부 사이에서 상기 트레이부재를 들어올려 제1컨베이어와 이격시키는 제1트레이 승하강부를 더 포함할 수 있다.
본 발명에서 상기 제1트레이 승하강부는 하강된 상태에서 상기 트레이부재의 하부면과 접촉되어 구르며 탄성 재질로 형성되는 제3이송 보조롤러가 각각 구비될 수 있다.
본 발명에 따른 트레이 순환 공급 장치의 일실시예는, 상기 제2컨베이어를 통해 이송 중인 상기 트레이부재를 상기 제2트레이 이동부로 이동시키기 전의 위치에서 상기 트레이부재를 대기시키는 제2스토퍼 기기를 더 포함하며, 상기 제2스토퍼 기기는 승하강되어 상기 제1컨베이어를 통해 이송된 후 상기 제2컨베이어로 되돌아온 트레이부재를 걸어 지지하는 제3스토퍼부를 포함할 수 있다.
본 발명에서 상기 제3스토퍼부의 상단부에는 하강된 상태에서 상기 트레이부재의 하부면과 접촉되어 구르며 탄성재질로 형성되는 제4이송 보조롤러가 구비될 수 있다.
본 발명에서 상기 제2스토퍼 기기는 상기 제2컨베이어의 타단부 측으로 이격되게 상기 제3스토퍼부와 이격되게 위치되어 상기 트레이부재를 들어올려 상기 제2컨베이어와 이격시키는 제2트레이 승하강부를 더 포함할 수 있다.
본 발명에서 상기 제2트레이 승하강부는 하강된 상태에서 상기 트레이부재의 하부면과 접촉되어 구르며 탄성 재질로 형성되는 제5이송 보조롤러가 각각 구비될 수 있다.
본 발명은 트레이를 360°로 순환시켜 이송시킴으로써 트레이 운반 효율성을 크게 향상시키고, 탄두 조립 등의 조립 자동화 설비에 적용되어 제품의 생산 효율을 크게 증대시킬 수 있는 효과가 있다.
본 발명은 복수의 이송 대상물을 트레이를 이용하여 정확한 평면 상의 좌표로 일정하게 위치시켜 이송 기기가 그리퍼로 이송 대상물을 정확하게 잡고 다음 공정으로 이송시킬 수 있어 그리퍼로 이송 대상물을 잡고 이송 중에 발생되는 안전 사고를 방지하여 이송 안정성을 크게 향상시킬 수 있는 효과가 있다.
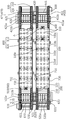
도 1은 본 발명에 따른 트레이 순환 공급 장치의 일실시예를 도시한 평면도.
도 2는 도 1의 A부를 확대한 확대도.
도 3 및 도 4는 본 발명에 따른 트레이 순환 공급 장치에서 제1트레이 이동기기의 일 실시 예를 도시한 도면.
도 5는 본 발명에 따른 트레이 순환 공급 장치에서 제2트레이 이동기기의 일 실시 예를 도시한 도면.
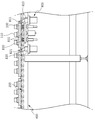
도 6은 본 발명에 따른 트레이 순환 공급 장치에서 제1스토퍼 기기의 일 실시예를 도시한 도면.
도 7은 본 발명에 따른 트레이 순환 공급 장치에서 제2스토퍼 기기의 일 실시예를 도시한 도면.
도 2는 도 1의 A부를 확대한 확대도.
도 3 및 도 4는 본 발명에 따른 트레이 순환 공급 장치에서 제1트레이 이동기기의 일 실시 예를 도시한 도면.
도 5는 본 발명에 따른 트레이 순환 공급 장치에서 제2트레이 이동기기의 일 실시 예를 도시한 도면.
도 6은 본 발명에 따른 트레이 순환 공급 장치에서 제1스토퍼 기기의 일 실시예를 도시한 도면.
도 7은 본 발명에 따른 트레이 순환 공급 장치에서 제2스토퍼 기기의 일 실시예를 도시한 도면.
이하, 본 발명을 더욱 상세히 설명한다.
본 발명의 바람직한 실시 예를 첨부된 도면에 의하여 상세히 설명하면 다음과 같다. 본 발명의 상세한 설명에 앞서, 이하에서 설명되는 본 명세서 및 청구범위에 사용된 용어나 단어는 통상적이거나 사전적인 의미로 한정해서 해석되어서는 아니된다. 따라서, 본 명세서에 기재된 실시예와 도면에 도시된 구성은 본 발명의 가장 바람직한 일실시예에 불과할 뿐이고 본 발명의 기술적 사상을 모두 대변하는 것은 아니므로, 본 출원시점에 있어서 이들을 대체할 수 있는 다양한 균등물과 변형예들이 있을 수 있음을 이해하여야 한다.
도 1은 본 발명에 따른 트레이 순환 공급 장치를 도시한 평면도이고, 도 2는 도 1의 A부를 확대한 확대도이다.
도 1 및 도 2를 참고하여 본 발명에 따른 트레이 순환 공급 장치의 일 실시예는 복수의 이송 대상물이 상부에 적재되는 트레이부재(100)를 포함한다.
트레이부재(100)는 상부면에 복수의 이송 대상물을 각각 삽입하여 위치시킬 수 있는 복수의 이송물 삽입부(110)가 구비되고, 이송물 삽입부(110)는 상부로 개방되고 이송 대상물의 형상과 대응되는 형상을 가지도록 형성된다.
이송물 삽입부(110)는 상부로 개방된 원통형으로 형성되고, 자탄이 삽입되어 거치되는 것을 일 예로 한다.
이송물 삽입부(110)는 자탄이 삽입되는 것에 한정되지 않고, 이외에도 다양한 이송물을 이송하기 위해 해당 이송 대상물과 대응되는 형상의 내부 공간을 가지도록 형성될 수 있음을 밝혀둔다.
이송물 삽입부(110)는 해당 이송물이 삽입될 때 이송 대상물의 외측면이 내측면에 밀착되어 이송 대상물의 위치를 안정적으로 지지할 수 있도록 형성된다.
트레이부재(100)는 제1컨베이어(200)에 의해 제1컨베이어(200)의 일단부측에서 타단부 측까지 이송된다.
제1컨베이어(200)의 일단부 측은 트레이부재(100)가 위치되는 초기 위치 즉, 복수의 이송 대상물이 트레이부재(100)의 각 이송물 삽입부(110)에 삽입되어 이송 준비 중인 상태로 위치되는 지점인 것을 일 예로 한다. 그리고, 제1컨베이어(200)의 타단부 측은 해당 이송 대상물의 목표 이송 지점이며 그리퍼(1100)를 구비한 이송 기기(1000)에 의해 이송 대상물을 다음 작업 공정으로 이송하기 위한 트레이부재(100)의 정지 위치인 것을 일 예로 한다.
제1컨베이어(200)의 타단부 측에는 이송 중인 트레이부재(100)를 지지하여 정지시키는 제1트레이 스토퍼부재(600)가 구비될 수 있다.
제1트레이 스토퍼부재(600)는 제1컨베이어(200)의 이송 방향에 대해 대향되게 위치되어 제1컨베이어(200)에 의해 이송되는 트레이부재(100)가 전면에 부딪치게 되며 트레이부재(100)의 일측을 접촉한 상태로 지지하여 이송 중이 트레이부재(100)를 정지시킨다.
제1트레이 스토퍼부재(600)는 전면에 트레이부재(100)가 부딪치는 충격을 흡수하기 위한 제1탄성패드부(601)가 구비되는 것이 바람직하다.
제1컨베이어(200)의 일 측에는 제1컨베이어(200)와 이격되게 위치되는 제2컨베이어(300)가 구비된다.
제2컨베이어(300)는 트레이부재(100)를 타단부 측에서 일단부 측까지 즉, 제1컨베이어(200)와 반대 방향으로 이동시킨다.
제2컨베이어(300)는 제1컨베이어(200)의 일측에서 제1컨베이어(200)와 나란하게 위치되고, 제1컨베이어(200)와 동일한 이송거리를 가지도록 설계되어 제1컨베이어(200)의 일단부 측까지 이송된 트레이부재(100)를 타단부 측에서 일단부 측까지 역방향으로 이송하는 것을 일 예로 한다.
제2컨베이어(300)의 일단부 측에는 이송 중인 트레이부재(100)를 지지하여 정지시키는 제2트레이 스토퍼부재(610)가 구비될 수 있다.
제2트레이 스토퍼부재(610)는 제2컨베이어(300)의 이송 방향에 대해 대향되게 위치되어 제2컨베이어(300)에 의해 이송되는 트레이부재(100)가 전면에 부딪치게 되며 트레이부재(100)의 일측을 접촉한 상태로 지지하여 이송 중이 트레이부재(100)를 정지시킨다.
제2트레이 스토퍼부재(610)는 전면에 트레이부재(100)가 부딪치는 충격을 흡수하기 위한 제2탄성패드부(611)가 구비되는 것이 바람직하다.
제1컨베이어(200)의 타단부 측에는 제1트레이 스토퍼부재(600)에 의해 정지된 트레이부재(100)를 제2컨베이어(300)의 타단부 측로 이동시키는 제1트레이 이동기기(400)가 구비된다.
제1트레이 이동기기(400)는 제1컨베이어(200)의 타단부 측에서 제1컨베이어(200)를 통해 이송되는 트레이부재(100)가 상부 측으로 올려질 수 있도록 위치되며, 더 상세하게 제1트레이 스토퍼부재(600)에 의해 트레이부재(100)의 이송이 정지될 때 트레이부재(100)가 상부 측에 올려질 수 있도록 위치되는 것을 일 예로 한다.
트레이부재(100)는 제1컨베이어(200)의 일단부 측에서 타단부 측으로 제1컨베이어(200)부에 의해 이송된 후 제1트레이 스토퍼부재(600)에 의해 정지되고, 이송 기기(1000)는 그리퍼(1100)로 정지된 트레이부재(100)의 상부 측에 거치 중인 복수의 이송 대상물을 집어 다음 공정으로 이송 대상물을 이송하기 위한 배출 컨베이어(미도시)로 이동시킨다.
제1트레이 이동기기(400)는 제1트레이 스토퍼부재(600)에 의해 정지된 후 이송기기에 의해 모든 이송 대상물이 배출 컨베이어로 이동된 빈 트레이부재(100)를 제1컨베이어(200)의 폭방향 즉, 제1컨베이어(200)를 가로질러 이동시켜 제2컨베이어(300)의 타단부 측에 위치시키는 것을 일 예로 한다.
제1트레이 이동기기(400)는 제1컨베이어(200)를 통해 이송되는 트레이부재(100)가 상부 측으로 올려지고, 올려진 트레이부재(100)를 제2컨베이어(300)의 타단부 측으로 횡방향 이동시키는 제1트레이 이동부(410), 제2컨베이어(300)의 타단부 측에 위치되며 제1트레이 이동부(410)에서 이동되는 트레이부재(100)가 올려지는 제1트레이 받침부(420)를 포함할 수 있다.
제1트레이 받침부(420)는 제1트레이 이동부(410)에서 이동된 트레이부재(100)를 받아서 다시 제2컨베이어(300)의 상부로 안착시켜 트레이부재(100)가 제2컨베이어(300)를 통해 제2컨베이어(300)의 타단부 측에서 일단부 측으로 이송될 수 있도록 한다.
제1트레이 이동부(410)는 트레이부재(100)를 횡방향으로 이동시키는 복수의 제1이동롤러(411a)를 포함하고, 제1이동롤러(411a) 중 적어도 어느 하나의 회전에 의해 트레이부재(100)를 횡방향으로 이동시키는 것을 일 예로 한다.
제1트레이 이동기기(400)는 제1트레이 이동부(410)와 제1트레이 받침부(420) 사이에 위치되어 트레이부재(100)의 이동을 안내하는 제1트레이 이동 안내롤러부(430)를 더 포함할 수 있다.
제2컨베이어(300)의 타단부 측에서 제2컨베이어(300)의 일측에는 제1트레이 이동기기(400)에 의해 횡방향으로 이동하는 트레이부재(100)를 지지하여 정지시키는 제3트레이 스토퍼부재(620)가 구비될 수 있다.
제3트레이 스토퍼부재(620)는 제1트레이 이동기기(400)의 이동 방향인 횡방향에 대해 대향되게 위치되어 제1트레이 이동기기(400)에 의해 이동되는 트레이부재(100)가 전면에 부딪치게 되며 트레이부재(100)의 일측을 접촉한 상태로 지지하여 이동 중인 트레이부재(100)를 정지시킨다.
제3트레이 스토퍼부재(620)는 전면에 트레이부재(100)가 부딪치는 충격을 흡수하기 위한 제3탄성패드부(621)가 구비되는 것이 바람직하다.
제2컨베이어(300)의 일단부 측에는 제2트레이 스토퍼부재(610)에 의해 정지된 트레이부재(100)를 제1컨베이어(200)의 일단부 측로 이동시키는 제2트레이 이동기기(500)가 구비된다.
제2트레이 이동기기(500)는 제2컨베이어(300)의 타단부 측에서 제2컨베이어(300)를 통해 이송되는 트레이부재(100)가 상부 측으로 올려질 수 있도록 위치되며, 더 상세하게 제2트레이 스토퍼부재(610)에 의해 트레이부재(100)의 이송이 정지될 때 트레이부재(100)가 상부 측에 올려질 수 있도록 위치되는 것을 일 예로 한다.
트레이부재(100)는 제2컨베이어(300)의 타단부 측에서 일단부 측으로 제2컨베이어(300)부에 의해 이송된 후 제2트레이 스토퍼부재(610)에 의해 정지되고, 정지된 상태에서 상부로 복수의 이송 대상물이 각각의 이송물 삽입부(110)로 삽입되어 거치된다.
그리고, 각 이송물 삽입부(110)에 이송 대상물이 삽입된 트레이부재(100)는 제2트레이 이동기기(500)에 의해 횡방향으로 이동되어 제1컨베이어(200)의 일단부 측으로 이동된다.
즉, 제2트레이 이동기기(500)는 제2트레이 스토퍼부재(610)에 의해 정지된 후 각 이송물 삽입부(110)에 모두 이송 대상물이 삽입되어 거치된 트레이부재(100)를 제2컨베이어(300)의 폭방향 즉, 제2컨베이어(300)를 가로질러 이동시켜 제2컨베이어(300)의 타단부 측에 위치시키는 것을 일 예로 한다.
제2트레이 이동기기(500)는 제2컨베이어(300)를 통해 이송되는 트레이부재(100)가 상부 측으로 올려지고 올려진 트레이부재(100)를 제1컨베이어(200)의 일단부 측으로 이동시키는 제1트레이 이동부(410), 제1컨베이어(200)의 타단부 측에 위치되며 제2트레이 이동부(510)에서 이동되는 트레이부재(100)가 올려지는 제2트레이 받침부(520)를 포함할 수 있다.
제2트레이 받침부(520)는 제2트레이 이동부(510)에서 이동된 트레이부재(100)를 받아서 다시 제1컨베이어(200)의 상부로 안착시켜 트레이부재(100)가 제1컨베이어(200)를 통해 제1컨베이어(200)의 일단부 측에서 타단부 측으로 이송될 수 있도록 한다.
제2트레이 이동부(510)는 트레이부재(100)를 횡방향으로 이동시키는 복수의 제3이동롤러(511a)를 포함하고, 제3이동롤러(511a) 중 적어도 어느 하나의 회전에 의해 트레이부재(100)를 횡방향으로 이동시키는 것을 일 예로 한다.
제2트레이 이동기기(500)는 제2트레이 이동부(510)와 제2트레이 받침부(520) 사이에 위치되어 트레이부재(100)의 이동을 안내하는 제2트레이 이동 안내롤러부(530)를 더 포함할 수 있다.
제1컨베이어(200)의 일단부 측에서 제1컨베이어(200)의 타측에는 제2트레이 이동기기(500)에 의해 횡방향으로 이동하는 트레이부재(100)를 지지하여 정지시키는 제4트레이 스토퍼부재(630)가 구비될 수 있다.
제4트레이 스토퍼부재(630)는 제2트레이 이동기기(500)의 이동 방향인 횡방향에 대해 대향되게 위치되어 제2트레이 이동기기(500)에 의해 이동되는 트레이부재(100)가 전면에 부딪치게 되며 트레이부재(100)의 일측을 접촉한 상태로 지지하여 이동 중이 트레이부재(100)를 정지시킨다.
제4트레이 스토퍼부재(630)는 전면에 트레이부재(100)가 부딪치는 충격을 흡수하기 위한 제4탄성패드부(631)가 구비되는 것이 바람직하다.
제1컨베이어(200)는 트레이부재(100)의 이송 방향으로 배치되는 제1체인 컨베이어(210)와 제1체인 컨베이어(210)와 횡방향으로 이격되게 위치되고 트레이부재(100)의 이송 방향으로 배치되는 제2체인 컨베이어(220), 제1체인 컨베이어(210)와 제2체인 컨베이어(220)의 체인 벨트부재(10)를 각각 이동시키는 제1컨베이어 작동부를 포함할 수 있다.
또한, 제2컨베이어(300)는 트레이부재(100)의 이송 방향으로 배치되는 제3체인 컨베이어(310)와 제3체인 컨베이어(310)와 횡방향으로 이격되게 위치되고 트레이부재(100)의 이송 방향으로 배치되는 제4체인 컨베이어(320), 제3체인 컨베이어(310)와 제4체인 컨베이어(320)의 체인 벨트부재(10)를 각각 이동시키는 제2컨베이어 작동부를 포함할 수 있다.
제1체인 컨베이어(210), 제2체인 컨베이어(220), 제3체인 컨베이어(310), 제4체인 컨베이어(320)는 각각 모터가 연결되어 회전되는 구동 스프로킷, 구동 스프로킷에 의해 회전력을 전달받아 회전하고 구동 스프로킷과 이격되게 위치되는 종동 스프로킷, 양 단부 측이 각각 구동 스프로킷과 종동 스프로킷에 감겨져 무한궤도식 이동하는 체인 벨트부재(10)를 포함한다.
구동 스프로킷과 종동 스프로킷 사이에는 체인 벨트의 처짐을 방지하기 위한 별도의 가이드 스프로킷이 복수로 이격되어 배치될 수 있음을 밝혀둔다.
제1체인 컨베이어(210)와 제2체인 컨베이어(220)의 구동 스프로킷은 제1컨베이어(200)의 타단부 측에 각각 위치되어 제1컨베이어 작동부의 제1회전모터의 회전력을 전달받아 회전되는 것을 일 예로 한다.
제1체인 컨베이어(210)와 제2체인 컨베이어(220)의 종동 스프로킷은 제1컨베이어(200)의 일단부 측에 각각 위치되어 체인 벨트부재(10)를 통해 구동 스프로킷으로부터 회전력을 전달받아 회전된다.
제3체인 컨베이어(310)와 제42체인 컨베이어의 구동 스프로킷은 제2컨베이어(300)의 일단부 측에 각각 위치되어 제2컨베이어 작동부의 제2회전모터의 회전력을 전달받아 회전되는 것을 일 예로 한다.
체인 벨트부재(10)는 트레이부재(100)의 하부면에 접촉되는 다수의 체인롤러(11), 다수의 체인롤러(11) 중 복수의 체인롤러(11)가 회전가능하게 장착되며 서로 연결되어 벨트구조를 이루는 다수의 체인 브라켓트(12)를 포함할 수 있다.
체인 벨트부재(10)는 각 체인 브라켓트(12)에 두 개의 체인롤러(11)가 이격되게 회전 가능하게 장착되고, 체인 브라켓트(12)가 두개의 체인롤러(11) 중 하나의 체인롤러(11)를 공유하여 서로 연결되어 벨트 구조를 가지는 것을 일 예로 한다.
체인롤러(11)는 체인 브라켓트(12)의 상부 측으로 돌출되어 트레이부재(100)의 하부면과 접촉되고, 트레이부재(100)는 체인롤러(11)와의 마찰력에 의해 체인 벨트부재(10)와 함께 이동된다.
체인롤러(11)는 체인 브라켓트(12)에 회전 가능하게 장착되는 롤러몸체(11a), 롤러몸체(11a)의 외주면을 감싸 구비되고 트레이부재(100)의 하부면에 밀착되어 트레이부재(100)가 이송되게 하는 마찰력을 가지는 마찰롤부(11a)를 포함한다.
마찰롤부(11a)는 합성고무, 고무 등의 탄성을 가지는 재질로 형성되어 트레이부재(100)의 하부면과의 마찰로 트레이부재(100)를 이송함과 동시에 이송 중 발생되는 상, 하 방향 충격을 흡수하여 트레이부재(100)가 안정적으로 이송될 수 있도록 한다.
또한, 본 발명에 따른 트레이 순환 공급 장치는 제1컨베이어(200)의 양측에 트레이부재(100)의 이송 방향에 대응되게 각각 위치되어 트레이부재(100)의 이동을 안내하는 제1트레이 이동 가이드레일부재(700)와 제2트레이 이동 가이드레일부재(710), 제2컨베이어(300)의 양측에 트레이부재(100)의 이송 방향에 대응되게 각각 위치되어 트레이부재(100)의 이동을 안내하는 제3트레이 이동 가이드레일부재(720)와 제4트레이 이동 가이드레일부재(730)를 더 포함할 수 있다.
또한, 트레이부재(100)의 양 측에는 각각 제1트레이 이동 가이드레일부재(700)의 내측면과 제2트레이 이동 가이드레일부재(710)의 내측면에 접촉되어 구르거나, 제3트레이 이동 가이드레일부재(720)의 내측면과 제4트레이 이동 가이드레일부재(730)의 내측면에 접촉되어 구르는 트레이 이동 가이드롤러부재(110)가 각각 구비될 수 있다.
트레이 이동 가이드롤러부재(110)는 외주면을 감싸는 탄성롤체를 포함하며, 탄성 롤체는 합성고무, 고무 등의 탄성을 가지는 재질로 형성되어 제1트레이 이동 가이드레일부재(700)의 내측면과 제2트레이 이동 가이드레일부재(710)의 내측면 및 제3트레이 이동 가이드레일부재(720)의 내측면과 제4트레이 이동 가이드레일부재(730)의 내측면과 충분한 마찰력을 가져 이동이 원활하게 이루어짐과 동시에 트레이부재(100)의 이송 중 충격을 흡수하여 이송 중 트레이부재(100)의 유동을 방지하고 트레이부재(100)가 안정적으로 이송될 수 있도록 한다.
트레이부재(100)는 일단부 측과 타단부 측에 각각 한 쌍의 트레이 이동 가이드롤러부재(110)가 구비되어 즉, 총 두쌍의 가이드 롤러부재가 구비되어 이송 방향의 앞쪽과 뒷쪽에서 각각 가이드 롤러부재에 의해 이송이 안내되어 안정적인 이송이 가능한 것을 일 예로 한다.
이동 가이드롤러부재는 트레이부재(100)의 양측에서 제1트레이 이동 가이드레일부재(700)의 내측면과 제2트레이 이동 가이드레일부재(710)의 내측면 및 제3트레이 이동 가이드레일부재(720)의 내측면과 제4트레이 이동 가이드레일부재(730)의 내측면과 각각 접촉되어 구르면서 트레이부재(100)의 직선 이동을 안내함과 아울러 트레이부재(100)의 이송 시 횡방향의 충격을 흡수하여 트레이부재(100)가 안정적으로 이송될 수 있도록 한다.
제1트레이 이동부(410)는 제1체인 컨베이어(210)의 타단부 측에서 제1체인 컨베이어(210)와 제2체인 컨베이어(220)의 사이에 위치되고, 제1트레이 받침부(420)는 제2체인 컨베이어(220)의 타단부 측에서 제3체인 컨베이어(310)와 제4체인 컨베이어(320)의 사이에 위치된다.
또한, 제2트레이 이동부(510)는 제2체인 컨베이어(220)의 일단부 측에서 제3체인 컨베이어(310)와 제4체인 컨베이어(320)의 사이에 위치되고, 제2트레이 받침부(520)는 제1체인 컨베이어(210)의 일단부 측에서 제1체인 컨베이어(210)와 제2체인 컨베이어(220)의 사이에 위치된다.
도 3 및 도 4는 본 발명에 따른 트레이 순환 공급 장치에서 제1트레이 이동기기(400)의 일 실시 예를 도시한 도면이고, 도 3 및 도 4를 참고하면 제1트레이 이동부(410)는 제1컨베이어(200)의 횡방향으로 회전되는 복수의 제1이동롤러(411a)를 구비하는 제1롤러 이동부재(411), 제1롤러 이동부재(411)에 장착되며 복수의 제1이동롤러(411a) 중 적어도 어느 한 제1이동롤러(411a)를 회전시키는 제1롤러 회전모터(412), 제1롤러 이동부재(411)를 상, 하 이동시키는 제1승하강 기기(413)를 포함할 수 있다.
제1이동롤러(411a)의 외주면에는 트레이부재(100)의 하부를 지지하는 제1탄성 지지롤(411b)이 돌출되게 구비되어 트레이부재(100)를 횡방향으로 원활하게 이동시킴과 아울러 횡방향으로 이동시 발생되는 충격을 흡수할 수 있도록 한다.
제1탄성 지지롤(411b)은 제1이동롤러(411a)의 양 측에 각각 한쌍으로 구비되는 것을 일 예로 한다.
제1승하강 기기(413)는 공압실린더인 것을 일 예로 하고, 회전 모터의 회전력을 직선 이동으로 변환하는 레크와 피니언의 기어구조체, 회전 모터의 회전력을 직선 이동으로 변환하는 볼스크류 구조의 리니어 엑추에이터 구조 등 공지의 다양한 직선 이동 구조로 변형되어 실시될 수 있는 바 더 상세한 설명은 생략함을 밝혀둔다.
제1트레이 이동부(410)는 제1롤러 이동부재(411)의 상, 하 이동을 안내하는 제1승하강 가이드부(414)를 더 포함할 수 있다.
제1승하강 가이드부(414)는 제1승하강 기기(413)가 장착되는 지지체에 장착되고, 상, 하로 관통된 관통부가 구비된 제1가이드 고정몸체(414a), 제1롤러 이동부재(411)의 하부면에 돌출되게 구비되며 제1가이드 고정몸체(414a)의 관통부를 관통하여 상, 하 이동 가능하게 결합되는 제1가이드 이동몸체(414a)를 포함할 수 있다.
제1승하강 가이드부(414)는 제1승하강 기기(413)를 기준으로 제1승강 기기의 양 측에 각각 위치되어 제1롤러 이동부재(411)의 상, 하 이동을 안정적으로 안내할 수 있도록 한다.
제1트레이 받침부(420)는 제2컨베이어(300)의 횡방향으로 회전되는 복수의 제2이동롤러(421a)를 구비하는 제2롤러 이동부재(421), 제2롤러 이동부재(421)에 장착되며 복수의 제2이동롤러(421a) 중 적어도 어느 한 제2이동롤러(421a)를 회전시키는 제2롤러 회전모터(422), 제2롤러 이동부재(421)를 상, 하 이동시키는 제2승하강 기기(423)를 포함할 수 있다.
제2이동롤러(421a)의 외주면에는 트레이부재(100)의 하부를 지지하는 제2탄성 지지롤(421b)이 돌출되게 구비되어 트레이부재(100)를 횡방향으로 원활하게 이동시킴과 아울러 횡방향으로 이동시 발생되는 충격을 흡수할 수 있도록 한다.
제2탄성 지지롤(421b)은 제2이동롤러(421a)의 양 측에 각각 한쌍으로 구비되는 것을 일 예로 한다.
제2승하강 기기(423)는 공압실린더인 것을 일 예로 하고, 회전 모터의 회전력을 직선 이동으로 변환하는 레크와 피니언의 기어구조체, 회전 모터의 회전력을 직선 이동으로 변환하는 볼스크류 구조의 리니어 엑추에이터 구조 등 공지의 다양한 직선 이동 구조로 변형되어 실시될 수 있는 바 더 상세한 설명은 생략함을 밝혀둔다.
제1트레이 받침부(420)는 제2롤러 이동부재(421)의 상, 하 이동을 안내하는 제2승하강 가이드부(424)를 더 포함할 수 있다.
제2승하강 가이드부(424)는 제2승하강 기기(423)가 장착되는 지지체에 장착되고, 상, 하로 관통된 관통부가 구비된 제2가이드 고정몸체(424a), 제2롤러 이동부재(421)의 하부면에 돌출되게 구비되며 제2가이드 고정몸체(424a)의 관통부를 관통하여 상, 하 이동 가능하게 결합되는 제2가이드 이동몸체(424a)를 포함할 수 있다.
제2승하강 가이드부(424)는 제2승하강 기기(423)를 기준으로 제2승강 기기의 양 측에 각각 위치되어 제2롤러 이동부재(421)의 상, 하 이동을 안정적으로 안내할 수 있도록 한다.
제1롤러 회전모터(412)는 복수의 제1이동롤러(411a) 중 제2컨베이어(300)에 가장 근접한 제1이동롤러(411a)를 횡방향으로 회전시키고, 제2롤러 회전모터(422)는 복수의 제2이동롤러(421a) 중 제1컨베이어(200)에 가장 근접한 제2이동롤러(421a)를 회전시키는 것을 일 예로 하며, 벨트 구조, 체인 구조, 기어 구조 등을 이용하여 복수의 제1이동롤러(411a)를 함께 회전시키거나 또는 복수의 제2이동롤러(421a)를 함께 이동시키는 것으로 변형되어 실시될 수 있음을 밝혀둔다.
제1롤러 회전모터(412)의 회전력은 벨트 구조로 제1이동롤러(411a)로 전달되고, 제2롤러 회전모터의 회전력은 벨트 구조로 제2이동롤러(421a)로 전달되는 것을 일 예로 하고, 이외에도 체인 구조, 기어 구조 등 공지의 회전력 전달 구조를 이용하여 다양하게 변형되어 실시될 수 있음을 밝혀둔다.
제2롤러 이동부재(421)는 제1롤러 이동부재(411)에서 이동되는 트레이부재(100)를 받아서 횡방향으로 이동시키고, 트레이부재(100)는 제2롤러 이동부재(421)로 횡방향으로 이동되면서 제3트레이 스토퍼부재(620)에 지지되면서 정지되어 제2컨베이어(300)의 상부 측으로 정확하게 위치된다.
즉, 트레이부재(100)는 제1컨베이어(200)에 의해 이송되면서 제1트레이 스토퍼부재(600)에 의해 정지되고, 제1트레이 스토퍼부재(600)에 의해 정지된 상태에서 제1롤러 이동부재(411)의 상부 측에 위치되게 된다.
제1롤러 이동부재(411)의 상부 측에 위치된 상태에서 이송 기기(1000)의 그리퍼(1100)가 트레이부재(100)에 거치되어 이송된 복수의 이송 대상물을 잡고 배출 컨베이어로 이송한다.
이송 기기(1000)는 그리퍼(1100)를 좌, 우, 상, 하, 전, 후 이동시켜 트레이부재(100) 상에 올려진 복수의 이송 대상물을 잡는 것으로, 그리퍼(1100)를 좌, 우, 상, 하, 전, 후 이동시키는 공지의 이송 로봇으로 다양하게 변형되어 실시될 수 있는 바 더 상세한 설명은 생략함을 밝혀둔다.
트레이부재(100) 상에 거치된 모든 이송 대상물이 이송 기기(1000)에 의해 배출 컨베이어로 이송되어 트레이부재(100)가 빈 상태가 되면 제1승하강 기기(413)와 제2승하강 기기(423)는 제1롤러 이동부재(411)와 제2롤러 이동부재(421)를 각각 동일한 높이로 승강시킨다.
트레이부재(100)는 제1승하강 기기(413)에 의해 승강되어 제1컨베이어(200)와 이격되고, 제1롤러 회전기기와 제2롤러 회전기기는 제1롤러 이동부재(411)와 제2롤러 이동부재(421)가 제1승하강 기기(413)와 제2승하강 기기(423)에 의해 승강되어 제1컨베이어(200)와 제2컨베이어(300)와 각각 이격된 상태에서 작동되어 제1이동롤러(411a)와 제2이동롤러(421a)를 회전시킨다.
트레이부재(100)는 제1이동롤러(411a)의 회전에 의해 횡방향으로 이동되어 일부분이 제2롤러 이동부재(421)의 상부로 올려지게 된 후 제2이동롤러(421a)의 회전에 의해 제2컨베이어(300)의 일 측으로 이동되면서 제3트레이 스토퍼부재(620)에 지지되면서 정지되어 제2롤러 이동부재(421)의 상부로 올려지게 된다.
트레이부재(100)가 제1롤러 이동부재(411)의 상부에서 제2롤러 이동부재(421)의 상부로 이동된 후 제1승하강 기기(413)와 제2승하강 기기(423)는 하강되어 트레이부재(100)를 제2컨베이어(300)의 상부로 올려 놓게 된다.
제2컨베이어(300)로 올려진 트레이부재(100)는 제2컨베이어(300)에 의해 제2컨베이어(300)의 타단부 측에서 일단부 측으로 다시 이송된다.
제2컨베이어(300)의 타단부 측에서 이송된 빈 트레이부재(100)는 제2트레이 이동기기(500)에 의해 다시 제1컨베이어(200)의 일단부 측으로 이동한다.
도 5는 본 발명에 따른 트레이 순환 공급 장치에서 제2트레이 이동기기(500)의 일 실시 예를 도시한 도면이고, 도 5를 참고하면 제2트레이 이동부(510)는 제2컨베이어(300)의 횡방향으로 회전되는 복수의 제3이동롤러(511a)를 구비하는 제3롤러 이동부재(511), 제3롤러 이동부재(511)에 장착되며 복수의 제3이동롤러(511a) 중 적어도 어느 한 제3이동롤러(511a)를 회전시키는 제3롤러 회전모터(512), 제3롤러 이동부재(511)를 상, 하 이동시키는 제3승하강 기기(513)를 포함할 수 있다.
제3이동롤러(511a)의 외주면에는 트레이부재(100)의 하부를 지지하는 제3탄성 지지롤(511b)이 돌출되게 구비되어 트레이부재(100)를 횡방향으로 원활하게 이동시킴과 아울러 횡방향으로 이동시 발생되는 충격을 흡수할 수 있도록 한다.
제3탄성 지지롤(511b)은 제3이동롤러(511a)의 양 측에 각각 한쌍으로 구비되는 것을 일 예로 한다.
제3승하강 기기(513)는 공압실린더인 것을 일 예로 하고, 회전 모터의 회전력을 직선 이동으로 변환하는 레크와 피니언의 기어구조체, 회전 모터의 회전력을 직선 이동으로 변환하는 볼스크류 구조의 리니어 엑추에이터 구조 등 공지의 다양한 직선 이동 구조로 변형되어 실시될 수 있는 바 더 상세한 설명은 생략함을 밝혀둔다.
제3트레이 이동부는 제3롤러 이동부재(511)의 상, 하 이동을 안내하는 제3승하강 가이드부(514)를 더 포함할 수 있다.
제3승하강 가이드부(514)는 제3승하강 기기(513)가 장착되는 지지체에 장착되고, 상, 하로 관통된 관통부가 구비된 제3가이드 고정몸체(514a), 제3롤러 이동부재(511)의 하부면에 돌출되게 구비되며 제3가이드 고정몸체(514a)의 관통부를 관통하여 상, 하 이동 가능하게 결합되는 제3가이드 이동몸체(514a)를 포함할 수 있다.
제3승하강 가이드부(514)는 제3승하강 기기(513)를 기준으로 제1승강 기기의 양 측에 각각 위치되어 제3롤러 이동부재(511)의 상, 하 이동을 안정적으로 안내할 수 있도록 한다.
제2트레이 받침부(520)는 제1컨베이어(200)의 횡방향으로 회전되는 복수의 제4이동롤러(521a)를 구비하는 제4롤러 이동부재(521), 제4롤러 이동부재(521)에 장착되며 복수의 제4이동롤러(521a) 중 적어도 어느 한 제4이동롤러(521a)를 회전시키는 제4롤러 회전모터(522), 제4롤러 이동부재(521)를 상, 하 이동시키는 제4승하강 기기(523)를 포함할 수 있다.
제4이동롤러(521a)의 외주면에는 트레이부재(100)의 하부를 지지하는 제3탄성 지지롤(521b)이 돌출되게 구비되어 트레이부재(100)를 횡방향으로 원활하게 이동시킴과 아울러 횡방향으로 이동시 발생되는 충격을 흡수할 수 있도록 한다.
제3탄성 지지롤(521b)은 제4이동롤러(521a)의 양 측에 각각 한쌍으로 구비되는 것을 일 예로 한다.
제4승하강 기기(523)는 공압실린더인 것을 일 예로 하고, 회전 모터의 회전력을 직선 이동으로 변환하는 레크와 피니언의 기어구조체, 회전 모터의 회전력을 직선 이동으로 변환하는 볼스크류 구조의 리니어 엑추에이터 구조 등 공지의 다양한 직선 이동 구조로 변형되어 실시될 수 있는 바 더 상세한 설명은 생략함을 밝혀둔다.
제2트레이 받침부(520)는 제4롤러 이동부재(521)의 상, 하 이동을 안내하는 제4승하강 가이드부(524)를 더 포함할 수 있다.
제4승하강 가이드부(524)는 제4승하강 기기(523)가 장착되는 지지체에 장착되고, 상, 하로 관통된 관통부가 구비된 제4가이드 고정몸체(524a), 제4롤러 이동부재(521)의 하부면에 돌출되게 구비되며 제4가이드 고정몸체(524a)의 관통부를 관통하여 상, 하 이동 가능하게 결합되는 제4가이드 이동몸체(524b)를 포함할 수 있다.
제4승하강 가이드부(524)는 제4승하강 기기(523)를 기준으로 제4승강 기기의 양 측에 각각 위치되어 제4롤러 이동부재(521)의 상, 하 이동을 안정적으로 안내할 수 있도록 한다.
제3롤러 회전모터(512)는 복수의 제3이동롤러(511a) 중 제1컨베이어(200)에 가장 근접한 제3이동롤러(511a)를 횡방향으로 회전시키고, 제4롤러 회전모터(522)는 복수의 제4이동롤러(521a) 중 제2컨베이어(300)에 가장 근접한 제4이동롤러(521a)를 회전시키는 것을 일 예로 하며, 벨트 구조, 체인 구조, 기어 구조 등을 이용하여 복수의 제3이동롤러(511a)를 함께 회전시키거나 또는 복수의 제4이동롤러(521a)를 함께 이동시키는 것으로 변형되어 실시될 수 있음을 밝혀둔다.
제3롤러 회전모터(512)의 회전력은 벨트 구조로 제3이동롤러(511a)로 전달되고, 제4롤러 회전모터의 회전력은 벨트 구조로 제4이동롤러(521a)로 전달되는 것을 일 예로 하고, 이외에도 체인 구조, 기어 구조 등 공지의 회전력 전달 구조를 이용하여 다양하게 변형되어 실시될 수 있음을 밝혀둔다.
제4롤러 이동부재(521)는 제3롤러 이동부재(511)에서 이동되는 트레이부재(100)를 받아서 횡방향으로 이동시키고, 트레이부재(100)는 제3롤러 이동부재(511)로 횡방향으로 이동되면서 제4트레이 스토퍼부재(630)에 지지되면서 정지되어 제1컨베이어(200)의 상부 측으로 정확하게 위치된다.
즉, 트레이부재(100)는 제2컨베이어(300)에 의해 이송되면서 제2트레이 스토퍼부재(610)에 의해 정지되고, 제2트레이 스토퍼부재(610)에 의해 정지된 상태에서 제3러 이동부재의 상부 측에 위치되게 된다.
제3롤러 이동부재(511)의 상부 측에 위치된 상태에서 트레이부재(100)의 상부에 복수의 이송 대상물이 각각 이송물 삽입부(110)에 삽입된다.
트레이부재(100) 상의 모든 이송물 삽입부(110)에 이송 대상물이 삽입된 상태에서 제3승하강 기기(513)와 제4승하강 기기(523)는 제3롤러 이동부재(511)와 제4롤러 이동부재(521)를 각각 동일한 높이로 승강시킨다.
트레이부재(100)는 제3승하강 기기(513)에 의해 승강되어 제2컨베이어(300)와 이격되고, 제3롤러 회전기기와 제4롤러 회전기기는 제3롤러 이동부재(511)와 제4롤러 이동부재(521)가 제3승하강 기기(513)와 제4승하강 기기(523)에 의해 승강되어 제2컨베이어(300)와 제1컨베이어(200)와 각각 이격된 상태에서 작동되어 제3이동롤러(511a)와 제4이동롤러(521a)를 회전시킨다.
트레이부재(100)는 제3이동롤러(511a)의 회전에 의해 횡방향으로 이동되어 일부분이 제4롤러 이동부재(521)의 상부로 올려지게 된 후 제4이동롤러(521a)의 회전에 의해 제1컨베이어(200)의 타 측으로 이동되면서 제4트레이 스토퍼부재(630)에 지지되면서 정지되어 제4롤러 이동부재(521)의 상부로 올려지게 된다.
트레이부재(100)가 제3롤러 이동부재(511)의 상부에서 제4롤러 이동부재(521)의 상부로 이동된 후 제3승하강 기기(513)와 제4승하강 기기(523)는 하강되어 트레이부재(100)를 제1컨베이어(200)의 상부로 올려 놓게 된다.
제1컨베이어(200)로 올려진 트레이부재(100)는 제1컨베이어(200)에 의해 제1컨베이어(200)의 일단부 측에서 타단부 측으로 다시 이송된다.
도 6은 본 발명에 따른 트레이 순환 공급 장치에서 제1스토퍼 기기(800)의 일 실시예를 도시한 도면이고, 도 1 및 도 6을 참고하면, 본 발명에 따른 트레이 순환 공급 장치는 제1컨베이어(200)를 통해 이송 중인 트레이부재(100)를 제1트레이 이동부(410)로 이동시키기 전의 위치에서 트레이부재(100)를 대기시키는 제1스토퍼 기기(800)를 더 포함할 수 있다.
제1스토퍼 기기(800)는 제1트레이부재(100a)가 제1트레이 스토퍼부재(600)에 의해 정지된 상태에서 이송 기기(1000)에 의해 제1트레이부재(100a) 상에 올려진 이송 대상물이 배출 컨베이어로 옮겨지고, 제1트레이부재(100a)가 빈 상태로 제1트레이 이동기기(400)에 의해 제2컨베이어(300)로 이동될 때 까지 제1트레이부재(100a)의 다음에 이송 중인 제2트레이부재(100b)의 일단부 측을 걸어 제2트레이부재(100b)를 대기시킨다.
제1컨베이어(200)는 제1트레이부재(100a), 제2트레이부재(100b), 제3트레이부재(100c) 등 다수의 트레이부재(100)를 순차적으로 연속되게 이송하며, 제1스토퍼 기기(800)는 승하강부에 의해 상하 이동되어 제2트레이부재(100b)의 걸어 지지하는 제1스토퍼부(810)를 포함할 수 있다.
또한, 제1스토퍼 기기(800)는 제1스토퍼부(810)의 앞쪽으로 이격되게 위치되며 승하강부에 의해 상하 이동되어 제3트레이부재(100c)의 걸어 지지하는 제2스토퍼부(820)를 포함할 수 있다.
제1스토퍼부(810)는 제1트레이 이동기기(400) 즉, 제1롤러 이동부재(411)를 기준으로 제1컨베이어(200)의 일단부 측으로 이격되게 위치되고, 제2스토퍼부(820)는 제1스토퍼부(810)를 기준으로 제1컨베이어(200)의 일단부 측으로 이격되게 위치된다.
제1스토퍼부(810)와 제2스토퍼부(820)는 각각 승강된 상태에서 제2트레이부재(100b)와 제3트레이부재(100c)를 각각 걸어 지지하여 제1컨베이어(200)의 작동에 의해 제2트레이부재(100b)와 제3트레이부재(100c)가 이송되지 않도록 하고, 제2트레이부재(100b)와 제3트레이부재(100c)의 이송을 정지시킨다.
그리고, 제1스토퍼부(810)와 제2스토퍼부(820)는 각각 하강되어 제2트레이부재(100b)와 제3트레이부재(100c)를 통과시키며 제2트레이부재(100b)가 제1롤러 이동부재(411) 상에 올려져 정지될 때 제1스토퍼부(810)와 제2스토퍼부(820)는 다시 승강되어 제3트레이부재(100c)와 제4트레이부재(100d)를 각각 걸어 정지시키게 된다.
제1스토퍼부(810)의 상단부와 제2스토퍼부(820)의 상단부에는 하강된 상태에서 트레이부재(100)의 하부면과 접촉되어 구르는 제1이송 보조롤러(811)와 제2이송 보조롤러(821)가 각각 구비되며, 제1이송 보조롤러(811)와 제2이송 보조롤러(821)는 탄성 재질로 제조되어 트레이부재(100)와 접촉되어 구르면서 트레이부재(100)의 이송을 안내함과 동시에 트레이부재(100)를 탄성적으로 지지하여 이송 중 발생되는 충격을 완충시키는 역할을 한다.
제1스토퍼 기기(800)는 롤러 이동부재 상에 올려진 즉, 제1트레이 스토퍼부재(600)에 지지되어 정지된 트레이부재(100)에서 이송 대상물이 모두 인출되고, 빈 트레이부재(100)가 제1트레이 이동기기(400)에 의해 제2컨베이어(300)로 이송될 때까지 다음 트레이부재(100)를 대기시키게 된다.
즉, 제1스토퍼부(810)와 제2스토퍼부(820)는 제1롤러 이동부재(411)와 제2롤러 이동부재(421)가 승강되어 빈 트레이부재(100)를 제2컨베이어(300)로 이동시킬 때까지 승강된 상태로 유지된 후 제1롤러 이동부재(411)와 제2롤러 이동부재(421)가 하강되어 원위치로 이동된 후 하강되어 다음 트레이부재(100)가 제1롤러 이동부재(411)의 상부 측으로 이동될 수 있도록 하다.
제1스토퍼 기기(800)는 제1스토퍼부(810)와 제2스토퍼부(820) 사이에서 트레이부재(100)를 들어올려 제1컨베이어(200)와 이격시키는 제1트레이 승하강부(830)를 더 포함할 수 있다.
제1트레이 승하강부(830)는 트레이부재(100)를 승강시켜 대기 중에 제1컨베이어(200)와 이격시켜 제1컨베이어(200)에 걸리는 하중을 최소화하도록 하고, 제1스토퍼부(810)의 오작동에 의해 트레이부재(100)가 이송되는 사고를 방지할 수 있도록 한다.
제1트레이 승하강부(830)는 하강된 상태에서 트레이부재(100)의 하부면과 접촉되어 구르는 제3이송 보조롤러(831)가 각각 구비되며, 제3이송 보조롤러(831)는 고무 또는 합성 고무, 우레탄 등의 탄성 재질로 제조되어 트레이부재(100)와 접촉되어 구르면서 트레이부재(100)의 이송을 안내함과 동시에 트레이부재(100)를 탄성적으로 지지하여 이송 중 발생되는 충격을 완충시키는 역할을 한다.
한편, 트레이부재(100)의 일단부 측과 타단부 측에는 제1스토퍼 기기(800) 또는 후술될 제2스토퍼 기기(900)가 삽입되어 걸릴 수 있는 스토퍼 걸림홈부(100a)가 구비되는 것을 일 예로 한다.
스토퍼 걸림홈은 트레이부재(100)의 폭방향에서 중앙에 위치되고, 제1스토퍼부(810)와 제2스토퍼부(820)는 제1체인 컨베이어(210)와 제2컨베이어(300) 사이 중앙에 위치되는 것을 일 예로 한다.
스토퍼 걸림홈부(100a)는 복수의 트레이부재(100)가 맞붙은 상태에서 즉, 제2트레이부재(100b)와 제3트레이부재(100c)가 맞붙은 상태에서 제2스토퍼부(820)가 상부로 돌출되어 제3트레이부재(100c)를 걸어 지지할 수 있도록 한다.
도 7은 본 발명에 따른 트레이 순환 공급 장치에서 제2스토퍼 기기(900)의 일 실시예를 도시한 도면이고, 도 7을 참고하면 제2컨베이어(300)를 통해 이송 중인 트레이부재(100)를 제2트레이 이동부(510)로 이동시키기 전의 위치에서 빈 트레이부재(100)를 대기시키는 제2스토퍼 기기(900)를 더 포함할 수 있다.
제2스토퍼 기기(900)는 제1체인 컨베이어(210)와 제2체인 컨베이어(220) 사이에 위치되고 승하강되어 트레이부재(100)를 걸어 지지하는 것을 일 예로 한다.
제2스토퍼 기기(900)는 빈 트레이부재(100)가 제2트레이 스토퍼부재(610)에 의해 정지된 상태에서 이송 기기(1000)에 의해 빈 트레이부재(100)에 복수의 이송 대상물을 거치시키고, 복수의 이송 대상물이 거치된 트레이부재(100)를 제2트레이 이동기기(500)에 의해 제1컨베이어(200)로 이동될 때까지 트레이부재(100)의 다음 차례 트레이부재(100)의 일단부 측을 걸어 다음 차례 트레이부재(100)를 대기시킨다.
제1컨베이어(200) 및 제2컨베이어(300)는 제1트레이부재(100a), 제2트레이부재(100b), 제3트레이부재(100c) 등 다수의 트레이부재(100)를 순차적으로 연속되게 이송하며, 제2스토퍼 기기(900)는 승하강되어 제1컨베이어(200)를 통해 이송된 후 제2컨베이어(300)로 되돌아온 제2트레이부재(100b)를 걸어 지지하는 제3스토퍼부(910)를 포함할 수 있다.
제3스토퍼부(910)는 제2트레이 이동기기(500) 즉, 제2롤러 이동부재(421)를 기준으로 제2컨베이어(300)의 타단부 측으로 이격되게 위치된다.
제3스토퍼부(910)는 승강된 상태에서 제2트레이부재(100b)를 걸어 지지하여 제2컨베이어(300)의 작동에 의해 제2트레이부재(100b)가 이송되지 않도록 하고, 제2트레이부재(100b)의 이송을 정지시킨다.
그리고, 제3스토퍼부(910)는 각각 하강되어 제2트레이부재(100b)를 통과시키며 제2트레이부재(100b)가 제2롤러 이동부재(421) 상에 올려져 정지될 때 제3스토퍼부(910)는 다시 승강되어 제3트레이부재(100c)를 걸어 정지시키게 된다.
제3스토퍼부(910)의 상단부에는 하강된 상태에서 트레이부재(100)의 하부면과 접촉되어 구르는 제4이송 보조롤러(911)가 각각 구비되며, 제4이송 보조롤러(911)는 탄성 재질로 제조되어 트레이부재(100)와 접촉되어 구르면서 트레이부재(100)의 이송을 안내함과 동시에 트레이부재(100)를 탄성적으로 지지하여 이송 중 발생되는 충격을 완충시키는 역할을 한다.
제2스토퍼 기기(900)는 제2롤러 이동부재(421) 상에 올려진 즉, 제2트레이 스토퍼부재(610)에 지지되어 정지된 트레이부재(100)의 상부로 모든 이송물 삽입부(110)에 각각 이송 대상물이 삽입되어 거치되고, 복ㅅ의 이송 대상물이 거치된 트레이부재(100)가 제2트레이 이동기기(500)에 의해 제1컨베이어(200)로 이송될 때까지 다음 트레이부재(100)를 대기시키게 된다.
즉, 제3스토퍼부(910)는 제3롤러 이동부재(511)와 제4롤러 이동부재(521)가 승강되어 트레이부재(100)를 제1컨베이어(200)로 이동시킬 때까지 승강된 상태로 유지된 후 제3롤러 이동부재(511)와 제4롤러 이동부재(521)가 하강되어 원위치로 이동된 후 하강되어 다음 트레이부재(100)가 제3롤러 이동부재(511)의 상부 측으로 이동될 수 있도록 하다.
제2스토퍼 기기(900)는 제2컨베이어(300)의 타단부 측으로 이격되게 제3스토퍼부(910)와 이격되게 위치되어 트레이부재(100)를 들어올려 제2컨베이어(300)와 이격시키는 제2트레이 승하강부(920)를 더 포함할 수 있다.
제2트레이 승하강부(920)는 트레이부재(100)를 승강시켜 대기 중에 제2컨베이어(300)와 이격시켜 제2컨베이어(300)에 걸리는 하중을 최소화하도록 하고, 제3스토퍼부(910)의 오작동에 의해 트레이부재(100)가 이송되는 사고를 방지할 수 있도록 한다.
제2트레이 승하강부(920)는 하강된 상태에서 트레이부재(100)의 하부면과 접촉되어 구르는 제5이송 보조롤러(921)가 각각 구비되며, 제5이송 보조롤러(921)는 고무 또는 합성 고무, 우레탄 등의 탄성 재질로 제조되어 트레이부재(100)와 접촉되어 구르면서 트레이부재(100)의 이송을 안내함과 동시에 트레이부재(100)를 탄성적으로 지지하여 이송 중 발생되는 충격을 완충시키는 역할을 한다.
도 1 내지 도 7을 참고한 본 발명에 따른 트레이 순환 공급 장치는, 제1컨베이어(200), 제2컨베이어(300), 제1트레이 이동기기(400), 제2트레이 이동기기(500), 제1스토퍼 기기(800), 제2스토퍼 기기(900), 그리퍼(1100)를 구비한 이송 기기(1000)의 작동을 제어하는 제어부(미도시)를 포함한다.
제어부는 제1컨베이어(200)를 연속적으로 작동시켜 다수의 트레이부재(100), 즉, 제1트레이부재(100a), 제2트레이부재(100b), 제3트레이부재(100c), 제4트레이부재(100d) 등이 순차적으로 제1컨베이어(200)의 일단부 측에서 타단부 측으로 연속적으로 이송되도록 한다.
또한, 제어부는 이송 기기(1000)를 작동시켜 제1컨베이어(200)부의 타단부 측에서 제1트레이 스토퍼부재(600)에 의해 정지된 제1트레이부재(100a)에 거치된 복수의 이송 대상물을 이송 기기(1000)가 그리퍼(1100)로 잡고 배출 컨베이어로 이동시키도록 하고, 이와 동시에 제1스토퍼 기기(800)를 작동시켜 제2트레이부재(100b), 제3트레이부재(100c), 제4트레이부재(100d) 등을 대기 상태로 정지시킨다.
제1트레이부재(100a)가 비어지게 되면 제1트레이 이동기기(400)를 작동시켜 제1트레이부재(100a)를 제2컨베어이로 이동시키고 이와 동시에 제1스토퍼 기기(800)를 작동시켜 다음 차례인 제2트레이부재(100b)가 제1트레이 스토퍼부재(600)에 의해 정지되어 위치될 수 있게 한다.
그리고, 제1트레이부재(100a)를 다시 제2컨베이어(300)의 일단부 측으로 이송하여 제2트레이 스토퍼부재(610)에 의해 정지되어 위치되게 하고, 다음 차례인 제2트레이부재(100b)를 제2스토퍼 기기(900)로 대기위치에서 대기할 수 있게 한다.
빈 제1트레이부재(100a)에 의해 복수의 이송 대상물이 다시 거치되면 제1트레이부재(100a)를 제2트레이 이동기기(500)로 다시 제1컨베이어(200)의 일단부 측으로 원위치시키게 된다.
본 발명에 따른 트레이 순환 공급 장치는, 상기한 바와 같은 원리로 제1트레이부재(100a) 뿐만 아니라 순차적으로 이송되는 제2트레이부재(100b), 제3트레이부재(100c), 제4트레이부재(100d)를 포함하는 다수의 트레이부재(100)를 순환시키면서 트레이부재(100) 내에 거치된 복수의 이송 대상물을 기설정된 위치까지 신속하고 안정적으로 이송될 수 있도록 한다.
본 발명은 트레이부재(100)를 360°로 순환시켜 이송시킴으로써 트레이 운반 효율성을 크게 향상시키고, 탄두 조립 등의 조립 자동화 설비에 적용되어 제품의 생산 효율을 크게 증대시킬 수 있다.
본 발명은 복수의 이송 대상물을 트레이부재(100)를 이용하여 정확한 평면 상의 좌표로 일정하게 위치시켜 이송 기기(1000)가 그리퍼(1100)로 이송 대상물을 정확하게 잡고 다음 공정으로 이송시킬 수 있어 그리퍼(1100)로 이송 대상물을 잡고 이송 중에 발생되는 안전 사고를 방지하여 이송 안정성을 크게 향상시킬 수 있다.
본 발명은 상기한 실시 예에 한정되는 것이 아니라, 본 발명의 요지에 벗어나지 않는 범위에서 다양하게 변경하여 실시할 수 있으며 이는 본 발명의 구성에 포함됨을 밝혀둔다.
10 : 체인 벨트부재
11 : 체인롤러
11a : 롤러몸체 11b : 마찰롤부
12 : 체인 브라켓트 100 : 트레이부재
110 : 이송물 삽입부 120 : 트레이 이동 가이드롤러부재
200 : 제1컨베이어 210 : 제1체인 컨베이어
220 : 제2체인 컨베이어 300 : 제2컨베이어
310 : 제3체인 컨베이어 320 : 제4체인 컨베이어
400 : 제1트레이 이동기기 410 : 제1트레이 이동부
411 : 제1롤러 이동부재 411a : 제1이동롤러
411b : 제1탄성 지지롤 412 : 제1롤러 회전모터
413 : 제1승하강 기기 414 : 제1승하강 가이드부
414a : 제1가이드 고정몸체 414b : 제1가이드 이동몸체
420 : 제1트레이 받침부 421 : 제2롤러 이동부재
421a : 제2이동롤러 421b : 제2탄성 지지롤
422 : 제2롤러 회전모터 423 : 제2승하강 기기
424 : 제2승하강 가이드부 424a : 제2가이드 고정몸체
424b : 제2가이드 이동몸체 430 : 제1트레이 이동 안내롤러부
500 : 제2트레이 이동기기 510 : 제2트레이 이동부
511 : 제3롤러 이동부재 511a : 제3이동롤러
511b : 제3탄성 지지롤 512 : 제3롤러 회전모터
513 : 제3승하강 기기 514 : 제3승하강 가이드부
514a : 제3가이드 고정몸체 514b : 제3가이드 이동몸체
520 : 제2트레이 받침부 520 : 제4트레이 받침부
521 : 제4롤러 이동부재 521a : 제4이동롤러
521b : 제4탄성 지지롤 522 : 제4롤러 회전모터
523 : 제4승하강 기기 524 : 제4승하강 가이드부
524a : 제4가이드 고정몸체 524b : 제4가이드 이동몸체
530 : 제2트레이 이동 안내롤러부 600 : 제1트레이 스토퍼부재
601 : 제1탄성패드부 610 : 제2트레이 스토퍼부재
611 : 제2탄성패드부 620 : 제3트레이 스토퍼부재
621 : 제3탄성패드부 630 : 제4트레이 스토퍼부재
631 : 제4탄성패드부 700 : 제1트레이 이동 가이드레일부재
710 : 제2트레이 이동 가이드레일부재
720 : 제3트레이 이동 가이드레일부재
730 : 제4트레이 이동 가이드레일부재
800 : 제1스토퍼 기기 810 : 제1스토퍼부
811 : 제1이송 보조롤러 820 : 제2스토퍼부
821 : 제2이송 보조롤러 830 : 제1트레이 승하강부
831 : 제3이송 보조롤러 900 : 제2스토퍼 기기
910 : 제3스토퍼부 911 : 제4이송 보조롤러
920 : 제2트레이 승하강부 921 : 제5이송 보조롤러
11a : 롤러몸체 11b : 마찰롤부
12 : 체인 브라켓트 100 : 트레이부재
110 : 이송물 삽입부 120 : 트레이 이동 가이드롤러부재
200 : 제1컨베이어 210 : 제1체인 컨베이어
220 : 제2체인 컨베이어 300 : 제2컨베이어
310 : 제3체인 컨베이어 320 : 제4체인 컨베이어
400 : 제1트레이 이동기기 410 : 제1트레이 이동부
411 : 제1롤러 이동부재 411a : 제1이동롤러
411b : 제1탄성 지지롤 412 : 제1롤러 회전모터
413 : 제1승하강 기기 414 : 제1승하강 가이드부
414a : 제1가이드 고정몸체 414b : 제1가이드 이동몸체
420 : 제1트레이 받침부 421 : 제2롤러 이동부재
421a : 제2이동롤러 421b : 제2탄성 지지롤
422 : 제2롤러 회전모터 423 : 제2승하강 기기
424 : 제2승하강 가이드부 424a : 제2가이드 고정몸체
424b : 제2가이드 이동몸체 430 : 제1트레이 이동 안내롤러부
500 : 제2트레이 이동기기 510 : 제2트레이 이동부
511 : 제3롤러 이동부재 511a : 제3이동롤러
511b : 제3탄성 지지롤 512 : 제3롤러 회전모터
513 : 제3승하강 기기 514 : 제3승하강 가이드부
514a : 제3가이드 고정몸체 514b : 제3가이드 이동몸체
520 : 제2트레이 받침부 520 : 제4트레이 받침부
521 : 제4롤러 이동부재 521a : 제4이동롤러
521b : 제4탄성 지지롤 522 : 제4롤러 회전모터
523 : 제4승하강 기기 524 : 제4승하강 가이드부
524a : 제4가이드 고정몸체 524b : 제4가이드 이동몸체
530 : 제2트레이 이동 안내롤러부 600 : 제1트레이 스토퍼부재
601 : 제1탄성패드부 610 : 제2트레이 스토퍼부재
611 : 제2탄성패드부 620 : 제3트레이 스토퍼부재
621 : 제3탄성패드부 630 : 제4트레이 스토퍼부재
631 : 제4탄성패드부 700 : 제1트레이 이동 가이드레일부재
710 : 제2트레이 이동 가이드레일부재
720 : 제3트레이 이동 가이드레일부재
730 : 제4트레이 이동 가이드레일부재
800 : 제1스토퍼 기기 810 : 제1스토퍼부
811 : 제1이송 보조롤러 820 : 제2스토퍼부
821 : 제2이송 보조롤러 830 : 제1트레이 승하강부
831 : 제3이송 보조롤러 900 : 제2스토퍼 기기
910 : 제3스토퍼부 911 : 제4이송 보조롤러
920 : 제2트레이 승하강부 921 : 제5이송 보조롤러
Claims (27)
- 복수의 이송 대상물이 상부에 적재되는 트레이부재;
상기 트레이부재를 일단부 측에서 타단부 측까지 이송하는 제1컨베이어;
상기 제1컨베이어의 일측에 이격되게 위치되며 제1컨베이어로 이송된 상기 트레이부재를 타단부 측에서 일단부 측까지 이송하는 제2컨베이어;
상기 제1컨베이어의 타단부 측에 위치되어 상기 제1컨베이어로 이송된 상기 트레이부재를 상기 제2컨베이어의 타단부 측으로 이동시키는 제1트레이 이동기기; 및
상기 제2컨베이어의 일단부 측에 위치되어 상기 제2컨베이어로 이송된 상기 트레이부재를 상기 제1컨베이어의 일단부 측으로 이동시키는 제2트레이 이동기기를 포함하는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 1에 있어서,
상기 제1컨베이어의 타단부 측에는 이송 중인 상기 트레이부재를 지지하여 정지시키는 제1트레이 스토퍼부재가 구비되고,
상기 제2컨베이어의 일단부 측에는 이송 중인 상기 트레이부재를 지지하여 정지시키는 제2트레이 스토퍼부재가 구비되며,
상기 제1트레이 스토퍼부재는 전면에 상기 트레이부재가 부딪치는 충격을 흡수하기 위한 제1탄성패드부가 구비되고,
상기 제2트레이 스토퍼부재는 전면에 트레이부재가 부딪치는 충격을 흡수하기 위한 제2탄성패드부가 구비되는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 1에 있어서,
상기 제1트레이 이동기기는,
상기 제1컨베이어를 통해 이송되는 상기 트레이부재가 상부 측으로 올려지고, 올려진 상기 트레이부재를 상기 제2컨베이어의 타단부 측으로 횡방향 이동시키는 제1트레이 이동부; 및
상기 제2컨베이어의 타단부 측에 위치되며 상기 제1트레이 이동부에서 이동되는 트레이부재가 올려지는 제1트레이 받침부를 포함하며,
상기 제2트레이 이동기기는,
상기 제2컨베이어를 통해 이송되는 상기 트레이부재가 상부 측으로 올려지고 올려진 상기 트레이부재를 상기 제1컨베이어의 일단부 측으로 이동시키는 제1트레이 이동부; 및
상기 제1컨베이어의 타단부 측에 위치되며 상기 제2트레이 이동부에서 이동되는 상기 트레이부재가 올려지는 제2트레이 받침부를 포함하는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 3에 있어서,
상기 제1트레이 이동기기는,
상기 제1트레이 이동부와 상기 제1트레이 받침부 사이에 위치되어 상기 트레이부재의 이동을 안내하는 제1트레이 이동 안내롤러부를 더 포함하며,
상기 제2트레이 이동기기는,
상기 제2트레이 이동부와 상기 제2트레이 받침부 사이에 위치되어 상기 트레이부재의 이동을 안내하는 제2트레이 이동 안내롤러부를 더 포함하는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 3에 있어서,
상기 제2컨베이어의 타단부 측에서 상기 제2컨베이어의 일측에는 제1트레이 이동기기에 의해 횡방향으로 이동하는 상기 트레이부재를 지지하여 정지시키는 제3트레이 스토퍼부재가 되며,
상기 제1컨베이어의 일단부 측에서 상기 제1컨베이어의 타측에는 상기 제2트레이 이동기기에 의해 횡방향으로 이동하는 상기 트레이부재를 지지하여 정지시키는 제4트레이 스토퍼부재가 구비되는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 3에 있어서,
상기 제1컨베이어는,
상기 트레이부재의 이송 방향으로 배치되는 제1체인 컨베이어;
상기 제1체인 컨베이어와 횡방향으로 이격되게 위치되고 상기 트레이부재의 이송 방향으로 배치되는 제2체인 컨베이어; 및
상기 제1체인 컨베이어와 상기 제2체인 컨베이어의 체인 벨트부재를 각각 이동시키는 제1컨베이어 작동부를 포함하며,
상기 제2컨베이어는,
상기 트레이부재의 이송 방향으로 배치되는 제3체인 컨베이어;
상기 제3체인 컨베이어와 횡방향으로 이격되게 위치되고 트레이부재의 이송 방향으로 배치되는 제4체인 컨베이어; 및
상기 제3체인 컨베이어와 상기 제4체인 컨베이어의 체인 벨트부재를 각각 이동시키는 제2컨베이어 작동부를 포함하고,
상기 제1트레이 이동부는 상기 제1체인 컨베이어의 타단부 측에서 상기 제1체인 컨베이어와 상기 제2체인 컨베이어의 사이에 위치되고,
상기 제1트레이 받침부는 상기 제2체인 컨베이어의 타단부 측에서 상기 제3체인 컨베이어와 상기 제4체인 컨베이어의 사이에 위치되며,
상기 제2트레이 이동부는 상기 제2체인 컨베이어의 일단부 측에서 상기 제3체인 컨베이어와 상기 제4체인 컨베이어의 사이에 위치되고,
상기 제2트레이 받침부는 상기 제1체인 컨베이어의 일단부 측에서 상기 제1체인 컨베이어와 상기 제2체인 컨베이어의 사이에 위치되는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 6에 있어서,
상기 제1체인 컨베이어, 상기 제2체인 컨베이어, 상기 제3체인 컨베이어, 상기 제4체인 컨베이어는,
각각 모터가 연결되어 회전되는 구동 스프로킷;
상기 구동 스프로킷에 의해 회전력을 전달받아 회전하고 상기 구동 스프로킷과 이격되게 위치되는 종동 스프로킷; 및
양 단부 측이 각각 상기 구동 스프로킷과 상기 종동 스프로킷에 감겨져 무한궤도식 이동하는 체인 벨트부재를 포함하며,
상기 체인 벨트부재는,
상기 트레이부재의 하부면에 접촉되는 다수의 체인롤러; 및
다수의 상기 체인롤러 중 복수의 체인롤러가 회전가능하게 장착되며 서로 연결되어 벨트구조를 이루는 다수의 체인 브라켓트를 포함하고,
상기 체인롤러는,
상기 체인 브라켓트에 회전 가능하게 장착되는 롤러몸체; 및
상기 롤러몸체의 외주면을 감싸 구비되고 상기 트레이부재의 하부면에 밀착되어 트레이부재가 이송되게 하는 마찰력을 가지는 마찰롤부를 포함하는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 6에 있어서,
상기 제1컨베이어의 양측에 상기 트레이부재의 이송 방향에 대응되게 각각 위치되어 상기 트레이부재의 이동을 안내하는 제1트레이 이동 가이드레일부재와 제2트레이 이동 가이드레일부재; 및
상기 제2컨베이어의 양측에 트레이부재의 이송 방향에 대응되게 각각 위치되어 상기 트레이부재의 이동을 안내하는 제3트레이 이동 가이드레일부재와 제4트레이 이동 가이드레일부재를 더 포함하며,
상기 트레이부재의 양 측에는 각각 상기 제1트레이 이동 가이드레일부재의 내측면과 상기 제2트레이 이동 가이드레일부재의 내측면에 접촉되어 구르거나, 상기 제3트레이 이동 가이드레일부재의 내측면과 상기 제4트레이 이동 가이드레일부재의 내측면에 접촉되어 구르는 트레이 이동 가이드롤러부재가 각각 구비되는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 8에 있어서,
상기 트레이 이동 가이드롤러부재는 외주면을 감싸는 탄성롤체를 포함하는 것을 특징으로 하는 트레이 순환 공급 장치.
- 제3항에 있어서,
상기 제1트레이 이동부는,
상기 제1컨베이어의 횡방향으로 회전되는 복수의 제1이동롤러를 구비하는 제1롤러 이동부재;
상기 제1롤러 이동부재에 장착되며 복수의 제1이동롤러 중 적어도 어느 한 제1이동롤러를 회전시키는 제1롤러 회전모터; 및
상기 제1롤러 이동부재를 상, 하 이동시키는 제1승하강 기기를 포함하며,
상기 제1트레이 받침부는,
상기 제2컨베이어의 횡방향으로 회전되는 복수의 제2이동롤러를 구비하는 제2롤러 이동부재;
상기 제2롤러 이동부재에 장착되며 복수의 제2이동롤러 중 적어도 어느 한 제2이동롤러를 회전시키는 제2롤러 회전모터; 및
상기 제2롤러 이동부재를 상, 하 이동시키는 제2승하강 기기를 포함하는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 10에 있어서,
상기 제1이동롤러의 외주면에는 상기 트레이부재의 하부를 지지하는 제1탄성 지지롤이 돌출되게 구비되고,
상기 제2이동롤러의 외주면에는 상기 트레이부재의 하부를 지지하는 제2탄성 지지롤이 돌출되게 구비되는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 10에 있어서,
상기 제1트레이 이동부는,
상기 제1롤러 이동부재의 상, 하 이동을 안내하는 제1승하강 가이드부를 더 포함하며,
상기 제1승하강 가이드부는,
상기 제1승하강 기기가 장착되는 지지체에 장착되고, 상, 하로 관통된 관통부가 구비된 제1가이드 고정몸체; 및
상기 제1롤러 이동부재의 하부면에 돌출되게 구비되며 상기 제1가이드 고정몸체의 관통부를 관통하여 상, 하 이동 가능하게 결합되는 제1가이드 이동몸체를 포함하고,
상기 제1트레이 받침부는 상기 제2롤러 이동부재의 상, 하 이동을 안내하는 제2승하강 가이드부를 더 포함하며,
상기 제2승하강 가이드부는,
상기 제2승하강 기기가 장착되는 지지체에 장착되고, 상, 하로 관통된 관통부가 구비된 제2가이드 고정몸체; 및
상기 제2롤러 이동부재의 하부면에 돌출되게 구비되며 제2가이드 고정몸체의 관통부를 관통하여 상, 하 이동 가능하게 결합되는 제2가이드 이동몸체를 포함하는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 10에 있어서,
상기 제1롤러 회전모터는 복수의 제1이동롤러 중 제2컨베이어에 가장 근접한 제1이동롤러를 횡방향으로 회전시키고, 상기 제2롤러 회전모터는 복수의 제2이동롤러 중 상기 제1컨베이어에 가장 근접한 제2이동롤러를 회전시키는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 3에 있어서,
상기 제2트레이 이동부는,
상기 제2컨베이어의 횡방향으로 회전되는 복수의 제3이동롤러를 구비하는 제3롤러 이동부재;
상기 제3롤러 이동부재에 장착되며 복수의 제3이동롤러 중 적어도 어느 한 제3이동롤러를 회전시키는 제3롤러 회전모터; 및
상기 제3롤러 이동부재를 상, 하 이동시키는 제3승하강 기기를 포함하며,
상기 제2트레이 받침부는,
상기 제1컨베이어의 횡방향으로 회전되는 복수의 제4이동롤러를 구비하는 제4롤러 이동부재;
상기 제4롤러 이동부재에 장착되며 복수의 제4이동롤러 중 적어도 어느 한 제4이동롤러를 회전시키는 제4롤러 회전모터; 및
상기 제4롤러 이동부재를 상, 하 이동시키는 제4승하강 기기를 포함하는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 14에 있어서,
상기 제3이동롤러의 외주면에는 상기 트레이부재의 하부를 지지하는 제3탄성 지지롤이 돌출되게 구비되고,
상기 제4이동롤러의 외주면에는 상기 트레이부재의 하부를 지지하는 제4탄성 지지롤이 돌출되게 구비되는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 14에 있어서,
상기 제3트레이 이동부는 제3롤러 이동부재의 상, 하 이동을 안내하는 제3승하강 가이드부를 더 포함하며,
상기 제3승하강 가이드부는,
상기 제3승하강 기기가 장착되는 지지체에 장착되고, 상, 하로 관통된 관통부가 구비된 제3가이드 고정몸체; 및
상기 제3롤러 이동부재의 하부면에 돌출되게 구비되며 상기 제3가이드 고정몸체의 관통부를 관통하여 상, 하 이동 가능하게 결합되는 제3가이드 이동몸체를 포함하고,
상기 제2트레이 받침부는 상기 제4롤러 이동부재의 상, 하 이동을 안내하는 제4승하강 가이드부를 더 포함하며,
상기 제4승하강 가이드부는,
상기 제4승하강 기기가 장착되는 지지체에 장착되고, 상, 하로 관통된 관통부가 구비된 제4가이드 고정몸체; 및
상기 제4롤러 이동부재의 하부면에 돌출되게 구비되며 상기 제4가이드 고정몸체의 관통부를 관통하여 상, 하 이동 가능하게 결합되는 제4가이드 이동몸체를 포함하는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 3에 있어서,
상기 제1컨베이어를 통해 이송 중인 상기 트레이부재를 상기 제1트레이 이동부로 이동시키기 전의 위치에서 상기 트레이부재를 대기시키는 제1스토퍼 기기를 더 포함하는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 17에 있어서,
상기 제1컨베이어는 다수의 트레이부재를 순차적으로 연속되게 이송하며,
상기 제1스토퍼 기기는 승하강부에 의해 상하 이동되어 상기 트레이부재의 걸어 지지하는 제1스토퍼부를 포함하는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 18에 있어서,
상기 제1스토퍼부의 상단부에는 하강된 상태에서 상기 트레이부재의 하부면과 접촉되어 구르며 탄성 재질로 제조된 제1이송 보조롤러가 구비되는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 18에 있어서,
상기 제1스토퍼 기기는,
상기 제1스토퍼부의 앞쪽으로 이격되게 위치되며 승하강부에 의해 상하 이동되어 상기 트레이부재의 걸어 지지하는 제2스토퍼부를 더 포함하는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 20에 있어서,
상기 제2스토퍼부의 상단부에는 하강된 상태에서 상기 트레이부재의 하부면과 접촉되어 구르며 탄성 재질로 제조된 제2이송 보조롤러가 구비되는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 20에 있어서,
상기 제1스토퍼 기기는,
상기 제1스토퍼부와 상기 제2스토퍼부 사이에서 상기 트레이부재를 들어올려 제1컨베이어와 이격시키는 제1트레이 승하강부를 더 포함하는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 22에 있어서,
상기 제1트레이 승하강부는 하강된 상태에서 상기 트레이부재의 하부면과 접촉되어 구르며 탄성 재질로 형성되는 제3이송 보조롤러가 각각 구비되는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 3에 있어서,
상기 제2컨베이어를 통해 이송 중인 상기 트레이부재를 상기 제2트레이 이동부로 이동시키기 전의 위치에서 상기 트레이부재를 대기시키는 제2스토퍼 기기를 더 포함하며,
상기 제2스토퍼 기기는 승하강되어 상기 제1컨베이어를 통해 이송된 후 상기 제2컨베이어로 되돌아온 트레이부재를 걸어 지지하는 제3스토퍼부를 포함하는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 24에 있어서,
상기 제3스토퍼부의 상단부에는 하강된 상태에서 상기 트레이부재의 하부면과 접촉되어 구르며 탄성재질로 형성되는 제4이송 보조롤러가 구비되는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 24에 있어서,
상기 제2스토퍼 기기는 상기 제2컨베이어의 타단부 측으로 이격되게 상기 제3스토퍼부와 이격되게 위치되어 상기 트레이부재를 들어올려 상기 제2컨베이어와 이격시키는 제2트레이 승하강부를 더 포함하는 것을 특징으로 하는 트레이 순환 공급 장치.
- 청구항 26에 있어서,
상기 제2트레이 승하강부는 하강된 상태에서 상기 트레이부재의 하부면과 접촉되어 구르며 탄성 재질로 형성되는 제5이송 보조롤러가 각각 구비되는 것을 특징으로 하는 트레이 순환 공급 장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020170170562A KR102006835B1 (ko) | 2017-12-12 | 2017-12-12 | 자탄 이송용 트레이 순환 공급 장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020170170562A KR102006835B1 (ko) | 2017-12-12 | 2017-12-12 | 자탄 이송용 트레이 순환 공급 장치 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20190070080A true KR20190070080A (ko) | 2019-06-20 |
| KR102006835B1 KR102006835B1 (ko) | 2019-08-02 |
Family
ID=67104074
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020170170562A KR102006835B1 (ko) | 2017-12-12 | 2017-12-12 | 자탄 이송용 트레이 순환 공급 장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102006835B1 (ko) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111169931A (zh) * | 2019-12-11 | 2020-05-19 | 天津古河机械有限公司 | 一种发动机整机缓存输送线 |
| CN111302020A (zh) * | 2020-03-05 | 2020-06-19 | 无锡市盛宝嘉科技有限公司 | 一种双输送线挡停机构 |
| CN112078644A (zh) * | 2020-09-21 | 2020-12-15 | 扬州禧德制造技术有限公司 | 一种大批量零件生产用管理装置 |
| CN117622762A (zh) * | 2023-12-19 | 2024-03-01 | 江苏东方众联工业技术有限公司 | 一种同轴往返板链、橡胶履带输送机 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0617417U (ja) * | 1992-08-18 | 1994-03-08 | ヤンマー農機株式会社 | 播種プラントの鎮圧・均平装置 |
| JP2590321B2 (ja) * | 1986-07-30 | 1997-03-12 | 大同特殊鋼株式会社 | 炉内搬送装置 |
| JP2001233449A (ja) * | 2000-02-24 | 2001-08-28 | Okamura Corp | コンベヤにおける荷の払出し方法及び装置 |
| JP2009214991A (ja) * | 2008-03-10 | 2009-09-24 | Murata Mach Ltd | コンベア |
| KR101419927B1 (ko) | 2013-04-24 | 2014-07-16 | 주식회사 에이유테크 | 엘이디램프 전용 트레이가 탑재되는 컨베이어 라인 |
-
2017
- 2017-12-12 KR KR1020170170562A patent/KR102006835B1/ko active IP Right Grant
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2590321B2 (ja) * | 1986-07-30 | 1997-03-12 | 大同特殊鋼株式会社 | 炉内搬送装置 |
| JPH0617417U (ja) * | 1992-08-18 | 1994-03-08 | ヤンマー農機株式会社 | 播種プラントの鎮圧・均平装置 |
| JP2001233449A (ja) * | 2000-02-24 | 2001-08-28 | Okamura Corp | コンベヤにおける荷の払出し方法及び装置 |
| JP2009214991A (ja) * | 2008-03-10 | 2009-09-24 | Murata Mach Ltd | コンベア |
| KR101419927B1 (ko) | 2013-04-24 | 2014-07-16 | 주식회사 에이유테크 | 엘이디램프 전용 트레이가 탑재되는 컨베이어 라인 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111169931A (zh) * | 2019-12-11 | 2020-05-19 | 天津古河机械有限公司 | 一种发动机整机缓存输送线 |
| CN111302020A (zh) * | 2020-03-05 | 2020-06-19 | 无锡市盛宝嘉科技有限公司 | 一种双输送线挡停机构 |
| CN112078644A (zh) * | 2020-09-21 | 2020-12-15 | 扬州禧德制造技术有限公司 | 一种大批量零件生产用管理装置 |
| CN117622762A (zh) * | 2023-12-19 | 2024-03-01 | 江苏东方众联工业技术有限公司 | 一种同轴往返板链、橡胶履带输送机 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102006835B1 (ko) | 2019-08-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20190070080A (ko) | 자탄 이송용 트레이 순환 공급 장치 | |
| US7988400B2 (en) | Vial conveyance device and arm for the same | |
| CN113023377B (zh) | 多模式电路板输送机 | |
| CN105905605A (zh) | 一种电子产品物料自动化运输生产线 | |
| KR20150097298A (ko) | 트랜스퍼용 수평 운송 암 및 이 수평 운송 암이 적용된 트랜스퍼 로봇 | |
| CN210592721U (zh) | 一种基于机械手的包装机 | |
| KR102043858B1 (ko) | 틸팅 이송장치 | |
| CN211768283U (zh) | 一种传送装置、传送设备和传送系统 | |
| JP2020512195A (ja) | センタリング装置 | |
| JP2013155044A (ja) | 板材保管棚 | |
| CN219169427U (zh) | 数控冲床的自动上料装置 | |
| CN210557728U (zh) | 多向重载输送机 | |
| CN210455414U (zh) | 自动落箱设备 | |
| CN208683856U (zh) | 一种带侧板能升降的输送平台装置 | |
| CN113911451B (zh) | 一种工件打包方法 | |
| KR102062096B1 (ko) | 기판 반송용 핸드 및 기판 반송 방법 | |
| CN216710501U (zh) | 一种弹夹式上料机构 | |
| CN105329675A (zh) | 一种叠板机 | |
| CN214691961U (zh) | 上料设备 | |
| CN215158936U (zh) | 流水线 | |
| CN211944911U (zh) | 一种定位工件托盘的辊道输送机 | |
| CN115196256A (zh) | 预压流水线 | |
| CN110733913A (zh) | 一种软板吸附机构及上板机 | |
| CN219278869U (zh) | 塑胶卡板自动拆垛装置 | |
| CN218370372U (zh) | 一种空调生产线气缸顶升换向机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |