KR20180098670A - 전류 퓨즈 - Google Patents
전류 퓨즈 Download PDFInfo
- Publication number
- KR20180098670A KR20180098670A KR1020187022315A KR20187022315A KR20180098670A KR 20180098670 A KR20180098670 A KR 20180098670A KR 1020187022315 A KR1020187022315 A KR 1020187022315A KR 20187022315 A KR20187022315 A KR 20187022315A KR 20180098670 A KR20180098670 A KR 20180098670A
- Authority
- KR
- South Korea
- Prior art keywords
- melting point
- point metal
- low melting
- metal
- current fuse
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H85/00—Protective devices in which the current flows through a part of fusible material and this current is interrupted by displacement of the fusible material when this current becomes excessive
- H01H85/02—Details
- H01H85/04—Fuses, i.e. expendable parts of the protective device, e.g. cartridges
- H01H85/05—Component parts thereof
- H01H85/055—Fusible members
- H01H85/06—Fusible members characterised by the fusible material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H85/00—Protective devices in which the current flows through a part of fusible material and this current is interrupted by displacement of the fusible material when this current becomes excessive
- H01H85/02—Details
- H01H85/04—Fuses, i.e. expendable parts of the protective device, e.g. cartridges
- H01H85/05—Component parts thereof
- H01H85/055—Fusible members
- H01H85/08—Fusible members characterised by the shape or form of the fusible member
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H85/00—Protective devices in which the current flows through a part of fusible material and this current is interrupted by displacement of the fusible material when this current becomes excessive
- H01H85/02—Details
- H01H85/04—Fuses, i.e. expendable parts of the protective device, e.g. cartridges
- H01H85/05—Component parts thereof
- H01H85/143—Electrical contacts; Fastening fusible members to such contacts
- H01H85/157—Ferrule-end contacts
Landscapes
- Fuses (AREA)
Abstract
Description
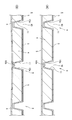
도 2의 (A)는 용단부에 변형 규제부가 형성된 전류 퓨즈의 평면도이고, 도 2의 (B)는 도 2의 (A)의 A-A' 단면도이다.
도 3의 (A)는 비관통 구멍을 형성한 가용 도체의 가열 전에 있어서의 단면도이고, 도 3의 (B)는 도 3의 (A)에 나타내는 가용 도체의 가열 후에 있어서의 단면도이다.
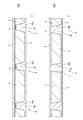
도 4의 (A)는 관통 구멍 내가 제2 고융점 금속에 의해 충전된 가용 도체를 나타내는 단면도이고, 도 4의 (B)는 비관통 구멍 내가 제2 고융점 금속에 의해 충전된 가용 도체를 나타내는 단면도이다.
도 5의 (A)는 단면이 직사각 형상인 관통 구멍을 형성한 가용 도체를 나타내는 단면도이고, 도 5의 (B)는 단면이 직사각 형상인 비관통 구멍을 형성한 가용 도체를 나타내는 단면도이다.
도 6은 구멍의 개구단측의 상측까지 제2 고융점 금속을 마련한 가용 도체를 나타내는 단면도이다.
도 7의 (A)는 비관통 구멍을 대향하여 형성한 가용 도체를 나타내는 단면도이고, 도 7의 (B)는 비관통 구멍을 대향시키지 않고 형성한 가용 도체를 나타내는 단면도이다.
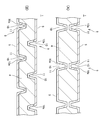
도 8은 저융점 금속에 제1 고융점 입자를 배합한 가용 도체를 나타내는 단면도이다.
도 9의 (A)는 저융점 금속에 저융점 금속의 두께보다도 입자 직경이 작은 제1 고융점 입자를 배합한 가용 도체의 가열 전에 있어서의 단면도이고, 도 9의 (B)는 도 9의 (A)에 나타내는 가용 도체의 가열 후에 있어서의 단면도이다.
도 10은 저융점 금속에 제2 고융점 입자를 압입한 가용 도체를 나타내는 단면도이다.
도 11은 제1 고융점 금속 및 저융점 금속에 제2 고융점 입자를 압입한 가용 도체를 나타내는 단면도이다.
도 12는 제2 고융점 입자의 양단에 돌출 테두리부를 형성한 가용 도체를 나타내는 단면도이다.
도 13의 (A)는 용단부에 홈을 형성한 변형 규제부를 형성한 전류 퓨즈의 가열 전에 있어서의 평면도이고, 도 13의 (B)는 도 13의 (A)의 A-A' 단면도이다.
도 14의 (A)는 걸림 결합 단자부 및 용단부를 가용 도체로 형성한 전류 퓨즈를 나타내는 평면도이고, 도 14의 (B)는 도 14의 (A)의 A-A' 단면도이다.
도 15의 (A)는 걸림 결합 단자부 및 용단부를 변형 규제부가 형성된 가용 도체로 형성한 전류 퓨즈를 나타내는 평면도이고, 도 15의 (B)는 도 15의 (A)의 A-A' 단면도이다.
도 16의 (A)는 종래의 전류 퓨즈의 일례를 나타내는 평면도이고, 도 16의 (B)는 도 16의 (A)의 A-A' 단면도이다.
2 : 걸림 결합 단자부
3 : 용단부
4 : 저융점 금속
5 : 제1 고융점 금속
6 : 가용 도체
7 : 접속재
9 : 변형 규제부
10 : 구멍
10a : 측면
10b : 저면
11 : 제2 고융점 금속
13 : 제1 고융점 입자
15 : 제2 고융점 입자
16 : 돌출 테두리부
17 : 홈
20 : 전류 퓨즈
Claims (18)
- 2개의 걸림 결합 단자부와,
상기 걸림 결합 단자부 사이에 형성된 용단부를 가지며,
상기 용단부는, 저융점 금속과 상기 저융점 금속보다도 융점이 높은 제1 고융점 금속을 적층한 가용 도체로 형성되는 전류 퓨즈. - 제1항에 있어서, 상기 가용 도체와 상기 2개의 걸림 결합 단자부가 접속 매체에 의해 접속되어 있는 전류 퓨즈.
- 제2항에 있어서, 상기 접속 매체는 땜납인 전류 퓨즈.
- 제1항에 있어서, 상기 가용 도체와 상기 2개의 걸림 결합 단자부가 용접에 의해 접속되어 있는 전류 퓨즈.
- 제1항에 있어서, 상기 걸림 결합 단자부와 상기 용단부가 상기 가용 도체로 형성되어 있는 전류 퓨즈.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 가용 도체는, 적어도 상기 저융점 금속의 표리 양면에 상기 제1 고융점 금속을 적층한 적층체인 전류 퓨즈.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 가용 도체는, 상기 저융점 금속의 체적이 상기 제1 고융점 금속의 체적보다도 큰 전류 퓨즈.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 저융점 금속은 Sn 또는 Sn을 주성분으로 하는 합금이고, 상기 제1 고융점 금속은 Ag, Cu 또는 Ag 혹은 Cu를 주성분으로 하는 합금인 전류 퓨즈.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 가용 도체에, 변형을 규제하는 변형 규제부가 형성된 전류 퓨즈.
- 제9항에 있어서, 상기 변형 규제부는, 상기 저융점 금속에 형성된 1개 또는 복수의 구멍의 측면의 적어도 일부가, 상기 제1 고융점 금속과 연속하는 제2 고융점 금속에 의해 피복되어 이루어지는 전류 퓨즈.
- 제10항에 있어서, 상기 구멍은 관통 구멍 또는 비관통 구멍인 전류 퓨즈.
- 제10항 또는 제11항에 있어서, 상기 구멍은 상기 제2 고융점 금속에 의해 충전되어 있는 전류 퓨즈.
- 제10항에 있어서, 상기 구멍의 형상은 원형, 타원형, 모서리 둥근 직사각형, 또는 사각형인 전류 퓨즈.
- 제9항에 있어서, 상기 변형 규제부는, 상기 저융점 금속보다도 융점이 높은 제1 고융점 입자가 상기 저융점 금속에 배합되어 이루어지는 전류 퓨즈.
- 제9항에 있어서, 상기 변형 규제부는, 상기 저융점 금속보다도 융점이 높은 제2 고융점 입자를 상기 저융점 금속에 압입시켜 이루어지는 전류 퓨즈.
- 제9항에 있어서, 상기 변형 규제부는, 상기 저융점 금속보다도 융점이 높은 제2 고융점 입자가 상기 제1 고융점 금속과 상기 저융점 금속의 적층체에 압입시켜 이루어지는 전류 퓨즈.
- 제9항에 있어서, 상기 변형 규제부는, 상기 가용 도체와 상기 걸림 결합 단자부의 접속에 있어서, 상기 가용 도체의 용융된 상기 저융점 금속의 유동을 억제하여, 상기 가용 도체의 변형과 저항값 변동을 억제하는 전류 퓨즈.
- 제9항에 있어서, 상기 변형 규제부는, 상기 가용 도체의 일부에 성형된 2개의 상기 걸림 결합 단자부의 나사 체결 압력에 의한 변형을 억제하는 전류 퓨즈.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020207005666A KR102302143B1 (ko) | 2016-02-19 | 2017-01-30 | 전류 퓨즈 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016030512A JP6756490B2 (ja) | 2016-02-19 | 2016-02-19 | 電流ヒューズ |
| JPJP-P-2016-030512 | 2016-02-19 | ||
| PCT/JP2017/003144 WO2017141675A1 (ja) | 2016-02-19 | 2017-01-30 | 電流ヒューズ |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207005666A Division KR102302143B1 (ko) | 2016-02-19 | 2017-01-30 | 전류 퓨즈 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20180098670A true KR20180098670A (ko) | 2018-09-04 |
| KR102084188B1 KR102084188B1 (ko) | 2020-03-03 |
Family
ID=59625019
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207005666A Active KR102302143B1 (ko) | 2016-02-19 | 2017-01-30 | 전류 퓨즈 |
| KR1020187022315A Active KR102084188B1 (ko) | 2016-02-19 | 2017-01-30 | 전류 퓨즈 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207005666A Active KR102302143B1 (ko) | 2016-02-19 | 2017-01-30 | 전류 퓨즈 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6756490B2 (ko) |
| KR (2) | KR102302143B1 (ko) |
| CN (1) | CN108604519B (ko) |
| TW (1) | TWI713696B (ko) |
| WO (1) | WO2017141675A1 (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7003816B2 (ja) * | 2018-04-04 | 2022-02-04 | 日本電信電話株式会社 | 周波数分離機能付きヒューズ |
| JP7256667B2 (ja) | 2019-03-28 | 2023-04-12 | デクセリアルズ株式会社 | 保護素子 |
| JP7433811B2 (ja) * | 2019-08-23 | 2024-02-20 | デクセリアルズ株式会社 | ヒューズエレメント、ヒューズ素子および保護素子 |
| JP7304371B2 (ja) | 2021-01-13 | 2023-07-06 | プライムプラネットエナジー&ソリューションズ株式会社 | 端子部品および二次電池 |
| JP7518786B2 (ja) * | 2021-03-09 | 2024-07-18 | デクセリアルズ株式会社 | ヒューズエレメント、ヒューズ素子及び保護素子 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5622754U (ko) * | 1979-07-30 | 1981-02-28 | ||
| JPH02182848A (ja) * | 1989-01-10 | 1990-07-17 | Sumitomo Electric Ind Ltd | ヒューズ |
| JP2002352686A (ja) | 2001-05-24 | 2002-12-06 | Hitachi Cable Ltd | 温度ヒューズ |
| JP2014209467A (ja) * | 2013-03-28 | 2014-11-06 | デクセリアルズ株式会社 | ヒューズエレメント、及びヒューズ素子 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54153341U (ko) * | 1978-04-19 | 1979-10-25 | ||
| JPH064522Y2 (ja) * | 1985-12-25 | 1994-02-02 | 内橋エステック株式会社 | ヒュ−ズエレメント |
| DE102007014334A1 (de) * | 2007-03-26 | 2008-10-02 | Robert Bosch Gmbh | Schmelzlegierungselement, Thermosicherung mit einem Schmelzlegierungselement sowie Verfahren zum Herstellen einer Thermosicherung |
| JP6249600B2 (ja) * | 2012-03-29 | 2017-12-20 | デクセリアルズ株式会社 | 保護素子 |
| JP6336240B2 (ja) * | 2012-12-28 | 2018-06-06 | Littelfuseジャパン合同会社 | 保護素子 |
| CN104919563A (zh) * | 2013-01-11 | 2015-09-16 | 株式会社村田制作所 | 熔断器 |
| JP6214318B2 (ja) * | 2013-10-09 | 2017-10-18 | デクセリアルズ株式会社 | 電流ヒューズ |
-
2016
- 2016-02-19 JP JP2016030512A patent/JP6756490B2/ja active Active
-
2017
- 2017-01-30 WO PCT/JP2017/003144 patent/WO2017141675A1/ja not_active Ceased
- 2017-01-30 CN CN201780009949.XA patent/CN108604519B/zh active Active
- 2017-01-30 KR KR1020207005666A patent/KR102302143B1/ko active Active
- 2017-01-30 KR KR1020187022315A patent/KR102084188B1/ko active Active
- 2017-02-16 TW TW106105067A patent/TWI713696B/zh active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5622754U (ko) * | 1979-07-30 | 1981-02-28 | ||
| JPH02182848A (ja) * | 1989-01-10 | 1990-07-17 | Sumitomo Electric Ind Ltd | ヒューズ |
| JP2002352686A (ja) | 2001-05-24 | 2002-12-06 | Hitachi Cable Ltd | 温度ヒューズ |
| JP2014209467A (ja) * | 2013-03-28 | 2014-11-06 | デクセリアルズ株式会社 | ヒューズエレメント、及びヒューズ素子 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108604519B (zh) | 2020-09-29 |
| TWI713696B (zh) | 2020-12-21 |
| KR20200023542A (ko) | 2020-03-04 |
| JP6756490B2 (ja) | 2020-09-16 |
| JP2017147210A (ja) | 2017-08-24 |
| KR102302143B1 (ko) | 2021-09-15 |
| CN108604519A (zh) | 2018-09-28 |
| WO2017141675A1 (ja) | 2017-08-24 |
| TW201802854A (zh) | 2018-01-16 |
| KR102084188B1 (ko) | 2020-03-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102049712B1 (ko) | 퓨즈 엘리먼트, 퓨즈 소자, 및 발열체 내장 퓨즈 소자 | |
| JP6420053B2 (ja) | ヒューズエレメント、及びヒューズ素子 | |
| JP7002955B2 (ja) | ヒューズ素子 | |
| KR102232981B1 (ko) | 실장체의 제조 방법, 온도 퓨즈 소자의 실장 방법 및 온도 퓨즈 소자 | |
| CN107615440B (zh) | 熔丝元件、熔丝器件、保护元件、短路元件、切换元件 | |
| KR20180098670A (ko) | 전류 퓨즈 | |
| KR102368741B1 (ko) | 퓨즈 소자 및 퓨즈 엘리먼트 | |
| KR20190004804A (ko) | 퓨즈 엘리먼트, 퓨즈 소자, 보호 소자 | |
| JP2017073373A (ja) | ヒューズ素子 | |
| JP2020191307A (ja) | ヒューズ素子 | |
| US20180268969A1 (en) | Reflow solderable positive temperature coefficient circuit protection device | |
| WO2016195108A1 (ja) | ヒューズエレメント、ヒューズ素子、保護素子、短絡素子、切替素子 | |
| JP2016170892A (ja) | ヒューズエレメント及びヒューズ素子 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| A107 | Divisional application of patent | ||
| GRNT | Written decision to grant | ||
| PA0104 | Divisional application for international application |
St.27 status event code: A-0-1-A10-A18-div-PA0104 St.27 status event code: A-0-1-A10-A16-div-PA0104 |
|
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 7 |