KR20180098317A - 단섬유 부직포, 표면 체결구용 루프 부재, 및 위생 용품 - Google Patents
단섬유 부직포, 표면 체결구용 루프 부재, 및 위생 용품 Download PDFInfo
- Publication number
- KR20180098317A KR20180098317A KR1020187020943A KR20187020943A KR20180098317A KR 20180098317 A KR20180098317 A KR 20180098317A KR 1020187020943 A KR1020187020943 A KR 1020187020943A KR 20187020943 A KR20187020943 A KR 20187020943A KR 20180098317 A KR20180098317 A KR 20180098317A
- Authority
- KR
- South Korea
- Prior art keywords
- layer
- loop
- nonwoven fabric
- less
- backing layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/56—Supporting or fastening means
- A61F13/5622—Supporting or fastening means specially adapted for diapers or the like
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/56—Supporting or fastening means
- A61F13/5622—Supporting or fastening means specially adapted for diapers or the like
- A61F13/5633—Supporting or fastening means specially adapted for diapers or the like open type diaper
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/56—Supporting or fastening means
- A61F13/62—Mechanical fastening means ; Fabric strip fastener elements, e.g. hook and loop
- A61F13/622—Fabric strip fastener elements, e.g. hook and loop
- A61F13/627—Fabric strip fastener elements, e.g. hook and loop characterised by the loop
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
- D04H1/5412—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres sheath-core
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/559—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving the fibres being within layered webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H11/00—Non-woven pile fabrics
- D04H11/08—Non-woven pile fabrics formed by creation of a pile on at least one surface of a non-woven fabric without addition of pile-forming material, e.g. by needling, by differential shrinking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/20—All layers being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/02—Coating on the layer surface on fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0253—Polyolefin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
- B32B2262/0284—Polyethylene terephthalate [PET] or polybutylene terephthalate [PBT]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/12—Conjugate fibres, e.g. core/sheath or side-by-side
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2555/00—Personal care
- B32B2555/02—Diapers or napkins
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2321/00—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D10B2321/02—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins
- D10B2321/021—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins polyethylene
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2321/00—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D10B2321/02—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins
- D10B2321/022—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polyolefins polypropylene
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2509/00—Medical; Hygiene
- D10B2509/02—Bandages, dressings or absorbent pads
- D10B2509/026—Absorbent pads; Tampons; Laundry; Towels
Landscapes
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Textile Engineering (AREA)
- Animal Behavior & Ethology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Epidemiology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Mechanical Engineering (AREA)
- Nonwoven Fabrics (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Slide Fasteners, Snap Fasteners, And Hook Fasteners (AREA)
Abstract
극복해야 할 한 가지 과제는 공기 투과도와 유연도의 적절한 균형을 갖는 단섬유 부직포 및 루프 구성요소를 제공하는 것이다. 해결책 중 하나는, 단섬유 부직포를 포함하는 상부 층 및 단섬유 부직포를 포함하는 기재 층을 포함하는, 기계적 체결구용 루프 구성요소로서, [기재 층의 평균 섬도 (데니어)]에 대한 [상부 층의 평균 섬도 (데니어)]의 비는 1.5 내지 30이고, 기재의 유연도는 45도 캔틸레버 방법에 의해 MD 방향에서 60 mm 미만이고 CD 방향에서 50 mm 미만이며, 기재의 공기 투과도는 프라지어 유형 방법에 의해 10 내지 100 ㎤/sec*㎠인, 루프 구성요소이다.
Description
본 발명은 단섬유 부직포(short fiber nonwoven fabric), 표면 체결구(surface fastener)용 루프 부재(loop member), 및 위생 용품에 관한 것이다.
통상적으로, 표면 체결구는 섬유 제품, 플라스틱 제품, 종이 제품, 산업용 물품, 전자 구성요소, 건축 재료 등을 포함하는 다양한 물품을 고정하거나 결속하기 위해 널리 사용되어 왔다. 예를 들어, 체결 부재로서 표면 체결구가 부착된 위생 용품 (예컨대, 종이 기저귀 등)이 알려져 있다. 예를 들어, 후크(hook)-유사 결합 요소를 갖는 수형 부재(male member) 및 이 결합 요소에 결합 가능한 암형 부재(female member)로 구성되는, 쌍을 이루는 체결구와 같이, 다양한 결합 방법을 이용하는 표면 체결구가 알려져 있다. 이들 중에서, 부직포를 사용하는 표면 체결구용 체결 부재가 유연성(pliability) 및 공기 투과성을 갖는다는 점에서 유리하며, 따라서 통상적으로, 많은 유형이 제안되어 왔다.
예를 들어, 특허 문헌 1은 복합 부직포로 구성된 후크 및 루프 유형 체결구용 루프 부재를 기술한다. 복합 부직포는 열가소성 권축 스테이플 섬유(thermoplastic crimped staple fiber)의 카디드(carded) 부직포의 루프 층 - 스테이플 섬유는 1.5 내지 6.0 dTEX이고, 상기 카디드 부직포는 10 내지 35 g/m2의 평량을 가짐 -; 5 내지 30 g/m2의 평량을 갖는 스펀본드(spunbond) 또는 스펀멜트(spunmelt) 부직포의 배킹 층(backing layer) - 루프 층은 배킹 층과 대면하여 중첩됨 -; 및 루프 층을 배킹 층에 연결하는 복수의 접합 영역 - 접합 영역은 실질적으로 공기 불투과성으로 되고, 접합 영역은 루프 재료의 표면적의 35 내지 55%를 포함함 - 으로 이루어진다.
특허 문헌 2는 열 융착 복합 섬유체를 포함하는 웨브; 웨브의 제1 표면에 형성된 복수의 얽힌(entangled) 루프; 및 웨브의 제2 표면에 형성된 치밀화된 열 융착 층을 포함하는, 면 체결구용 암형 부재를 기술한다. 웨브는 약 0.5 내지 10 데니어의 섬도(fineness) 및 약 2 g/데니어 초과의 인장 강도를 갖는 섬유를 포함하고, 제2 표면은 제1 표면보다 더 치밀하여 제1 표면에 형성된 복수의 얽힌 루프가 수형 부재의 표면 상에 형성된 요소와 강제적으로 결합될 수 있고, 복수의 얽힌 루프를 수형 부재의 표면 상에 형성된 요소로부터 분리하는 데 필요한 박리 강도는 20 gf/cm 이상이다.
특허 문헌 3은 섬유질 표면을 갖는 액체-불투과성의 통기성 시트(sheet)를 형성하는 방법을 기술한다. 이 방법은 제1 섬유질 표면 및 제2 섬유질 표면을 갖는 시트를 형성하는 단계; 제2 표면의 섬유를 크게 변화시키지 않으면서 제1 표면의 섬유를 용융시키고, 용융물을 액체 불투과성 비통기성 스킨(skin)으로 형성하기에 충분한 압력 및 z-구배 온도 차동(z-gradient temperature differential)을 시트에 가하는 단계; 스킨이 적어도 반-용융되어 있는 동안에 스킨 상에 섬유를 침착하여 섬유질/스킨/섬유질 재료를 형성하는 단계; 및 액체 불투과성 비통기성 스킨을 천공하여 스킨을 액체 불투과성으로 유지하면서 통기성으로 만드는 단계를 포함한다.
그러나, 예를 들어, 성인용 기저귀에 대해, 일부 경우에, 기저귀 내부에 배치된 패드와 조합하여 기저귀가 사용되는 사용 방식이 채택되며, 내부 패드가 빈번하게 교환되는 동안, 외부 기저귀는 단지 3일 정도마다 1회 (또는 패드를 20회 정도 교체할 때마다 1회) 교환된다. 따라서, 기저귀는 비교적 긴 연속 기간 동안 사용된다. 이 경우에, 기저귀의 표면 체결구는 쌍을 이루는 체결 부재들 사이에서 심지어 다수회 (예컨대 약 20회) 반복된 분리 및 부착을 거친 후에도 체결 부재들 사이의 우수한 결합 강도(engagement strength) (특히 박리 강도 및 전단 강도)를 유지할 필요가 있다 (즉, 반복된 분리 및 부착을 거칠 때의 결합 강도 지속성). 그러나, 결합 요소가 부직포 (및 특히 단섬유 부직포)인 루프 부재에 대해, 부직포를 구성하는 섬유는 반복된 분리 및 부착으로 인해 탈락(shedding)되거나 파손되기 쉬우며, 그 결과로, 반복된 분리 및 부착의 경우에 결합 강도 지속성을 달성하기 어렵다. 한편, 편물(knit) 루프는 반복된 분리 및 부착을 거칠 때 일반적으로 우수한 결합 강도 지속성을 갖지만, 공기 투과성 및 유연성이 낮다. 따라서, 부직포가 사용되어 우수한 공기 투과성 및 유연성을 보장하는 동시에, 또한 반복된 분리 및 부착을 거칠 때 우수한 결합 강도 지속성을 갖는 체결 부재가 필요하다.
추가로, 표면 체결구를 포함하는 물품 (예컨대, 기저귀 등과 같은 위생 용품)에서, 인쇄 층을 갖는 표면 체결구용 체결 부재가 때때로 사용된다. 그러한 표면 체결구용 체결 부재의 예에는 부직포의 하나의 주 표면 상에 인쇄 층이 형성되고 부직포의 다른 주 표면이 다른 표면 체결구용 체결 부재와 결합하기 위한 결합 표면으로서 구성되는 것들이 포함된다. 그러한 구성에서, 인쇄 층 상에 제공되는 디자인은 부직포를 통해 보일 수 있다. 표면 체결구용 체결 부재의 인쇄 층 측의 주 표면을 물품의 본체 부분에 고정함으로써, 디자인을 갖는 표면 체결구를 포함하는 물품이 형성될 수 있다. 그러나, 통상적으로, 부직포 상에 제공되는 인쇄 층은 반드시 충분한 선명성(sharpness)을 갖지는 않는다. 추가로, 체결 부재의 비용의 추가 감소가 요구된다.
더욱이, 전술된 바와 같이, 부직포는 편물 루프보다 더 높은 공기 투과성 및 유연성을 갖기 때문에, 공기 투과성이 과도하게 높으면, 제조 시 취급성이 저하되고, 공기 투과성이 낮아지면, 유연성이 또한 저하된다는 문제가 있다.
본 발명의 목적은 전술된 문제들을 해결하여, 공기 투과성 및 유연성의 적절한 균형을 갖는 부직포 및 루프 부재를 제공하는 것이다. 이러한 목적은 성인용 및 소아용 둘 모두에 대해 공유되지만, 유연성의 관점에서, 해결 방법에 대한 요구는 특히 소아용에 대해 더 높다. 이러한 균형에 더하여, 본 발명의 목적은 쌍을 이루는 체결 부재들 사이의 우수한 결합 강도, 반복된 분리 및 부착을 거칠 때의 우수한 지속성, 및 우수한 인쇄 특성 (인쇄 층의 선명성)을 가지며 저비용으로 제조가능한 루프 부재를 제공하는 것이다. 이러한 목적으로, 내구성의 관점에서, 해결 방법에 대한 요구는 특히 성인용에 대해 크다.
문제의 해결 방법
본 발명의 일 태양은 단섬유 부직포의 루프 층 및 단섬유 부직포의 배킹 층을 포함하는 표면 체결구용 루프 부재로서, 배킹 층 내의 섬유의 평균 섬도에 대한 루프 층 내의 섬유의 평균 섬도의 비 (루프 층 내의 섬유의 평균 섬도/배킹 층 내의 섬유의 평균 섬도)는 1.5 내지 30이고, 캔틸레버(cantilever) 방법에 의해 측정할 때 루프 부재의 유연도는 기계 방향(machine direction)에서 60 mm 이하이고 폭 방향(cross direction)에서 50 mm 이하이며, 프라지어(Frazier) 방법에 의해 측정할 때 루프 부재의 공기 투과도는 10 내지 100 ㎤/s×㎠인, 표면 체결구용 루프 부재를 제공한다.
본 발명의 다른 태양은 단섬유 부직포로서, 캔틸레버 방법에 의해 측정되는 유연도는 기계 방향에서 40 mm 이하이고 폭 방향에서 30 mm 이하이며, 프라지어 방법에 의해 측정되는 공기 투과도는 150 ㎤/s×㎠ 이하인, 단섬유 부직포를 제공한다.
발명의 유리한 효과
본 발명에 따르면, 공기 투과성 및 유연성의 적절한 균형을 갖는 부직포, 표면 체결구용 루프 부재, 및 위생 용품이 제공될 수 있다.
도 1은 본 발명의 일 태양에 따른 루프 부재 의 예를 예시하는 도면.
도 2는 본 발명의 일 태양에 따른 루프 부재의 예를 예시하는 도면이고, 루프 층 및 배킹 층이 엠보싱에 의해 고정된 상태를 도시하는 도면.
도 3은 실시예 1의 루프 층의 표면 상태 이미지를 나타내는 도면.
도 4는 비교예 1의 루프 층의 표면 상태 이미지를 나타내는 도면.
도 2는 본 발명의 일 태양에 따른 루프 부재의 예를 예시하는 도면이고, 루프 층 및 배킹 층이 엠보싱에 의해 고정된 상태를 도시하는 도면.
도 3은 실시예 1의 루프 층의 표면 상태 이미지를 나타내는 도면.
도 4는 비교예 1의 루프 층의 표면 상태 이미지를 나타내는 도면.
본 발명의 예시적인 태양을 이하에서 설명할 것이지만, 본 발명은 하기의 태양으로 제한되지 않으며, 청구범위의 사상 및 범주 내의 다양한 변경이 본 발명에 포함된다. 달리 언급되지 않으면, 본 개시 내용에서 각각의 특성 값은 본 개시 내용의 실시예 부분에 기재된 방법 또는 그와 동등한 것으로 당업자에 의해 이해되는 방법으로 측정된 값으로 의도된다.
본 발명의 루프 부재는 다양한 통상적으로 알려진 체결 수단으로 표면 체결구를 형성하는 루프 부재로서 사용될 수 있다. 일 태양에서, 본 발명의 루프 부재는 암형 부재로서 사용될 수 있으며, 수형 부재와 조합되어 표면 체결구를 구성할 수 있다. 다른 태양에서, 표면 체결구는, 예를 들어, 수형 부재 및 본 발명의 루프 부재, 즉 암형 부재의 구조 둘 모두가 동일 표면 상에 존재하는 부재들의 쌍일 수 있다. 본 발명의 루프 부재는, 예를 들어, 벽, 천(fabric) 등과 직접 결합할 수 있다.
더욱 구체적으로, 본 발명의 루프 부재에 대해, 루프 층에 포함된 단섬유 부직포는 결합 요소로서 기능하고, 배킹 층에 포함된 단섬유 부직포는 인쇄 표면을 구성하도록 의도된다. 후크가 바람직한 수형 부재의 예인데, 부직포 결합 요소와 강하게 결합할 수 있기 때문이다. 후크는 표면 체결구의 두께 방향으로 돌출하는 돌출부로 구성된다. 충분한 결합력이 얻어질 수 있기만 하다면 돌출부는 임의의 유형의 것일 수 있지만, 예를 들어, 버섯형, 닻형, 또는 J자형이 바람직하다. 핀 밀도(pin density)는 일반적으로 1 제곱인치당 약 500 내지 5,000개의 핀이다. 재료는 폴리프로필렌, 폴리에스테르, 폴리에틸렌, 폴리아미드, 및 이들의 공중합체 또는 혼합물로부터 선택될 수 있다. 본 발명의 루프 부재는, 후크 및 후크가 함께 결합가능한 결합 요소로서의 단섬유 부직포를 포함하는 루프 부재 둘 모두가 동일 표면 상에 존재하도록 구성된 체결 부재의 일부분일 수 있다.
도 1은 본 발명의 일 태양에 따른 루프 부재의 예를 예시하는 도면이다. 도 1에 예시된 바와 같이, 루프 부재(1)는 배킹 층(11) 및 루프 층(12)을 포함한다. 전형적인 태양에서, 루프 부재(1)는 인쇄 층(13)을 추가로 포함할 수 있다.
루프 층 및 배킹 층은 단섬유 부직포를 포함한다. 전형적인 태양에서, 루프 부재는 부직포로 본질적으로 구성될 수 있고, 더욱 전형적으로 단섬유 부직포로 본질적으로 구성될 수 있다. 부직포로 본질적으로 구성된 루프 부재는 위생 용품으로서 사용하기에 적합한 정도의 유연성 및 공기 투과성을 가질 수 있다. 단섬유 부직포는 이로부터 얇고 유연한 층이 형성될 수 있기 때문에 유리하다. 본 발명에서, 용어 "단섬유 부직포"는, 적어도 주요 부분 (구성 섬유의 50 질량% 초과)이 스테이플 (즉, 단섬유)로 구성된 부직포를 지칭하며, 필라멘트 (즉, 장섬유)로 구성된 부직포와는 구별됨에 유의한다. 단섬유 부직포는 카디드 부직포, 에어-레이드(air-laid) 부직포, 에어-레이드 부직포 등을 포함한다. 한편, 장섬유 부직포는 일반적으로 스펀본드 부직포 등을 포함한다. 이에 한정되지는 않지만, 스테이플은 일반적으로 수백 밀리미터 이하의 섬유 길이를 가질 수 있다.
루프 층은 융착된 단섬유 부직포를 포함한다. 본 발명에서, 용어 "융착된 단섬유 부직포"는 단섬유 부직포를 구성하는 섬유들이 그러한 섬유들의 용융 결과로서 함께 고착되는 형태를 갖는 단섬유 부직포를 지칭한다. 상태 관찰 (예컨대, 광학 현미경을 사용한 상태 관찰)을 수행함에 있어서, 단섬유 부직포의 섬유 표면 상에서 섬유 재료의 용융흔(melting mark)이 나타나고 용융흔의 부위에서 섬유들이 함께 접합된 경우, 단섬유 부직포가 융착된 것으로 확인될 수 있다. 여기서, 용어 "용융흔"은, 오직 루프 층만 용융시키는 것을 목적으로 하는 처리를 수행함으로써 남겨지는 흔적 (따라서, 흔적은 오직 루프 층에만 나타남)을 지칭하며, 예를 들어, 루프 층을 배킹 층에 접합하는 것 등과 같은 다른 목적을 위한 처리의 결과로서 형성되는 용융흔 (그러한 용융흔은 루프 층 및 배킹 층 둘 모두에 걸쳐 나타남)과는 구별된다. 추가로, 융착은, 손으로 접촉했을 때 다소 강성(rigid) 표면을 갖는 단섬유 부직포에 의해 확인될 수 있다. 본 발명에서, 융착된 단섬유 부직포를 형성하는 융착은 고온 에어-스루(high temperature air-through) 가공을 통해 달성될 수 있다. 본 발명에서, 단섬유 부직포의 용어 "고온 에어-스루 가공"은 고온 (적어도 단섬유 부직포의 섬유의 외측 상의 재료의 융점 이상)의 공기를 두께 방향으로 단섬유 부직포에 통과시키는 가공을 지칭한다. 융착을 위한 다른 방법으로서, 고온의 공기를 통과시키지 않고 대신에 가열 수단에 의해 또는 화학적으로 섬유의 외측을 용융시켜 섬유들을 함께 고착하는 기술이 고려될 수 있다. 그러나, 단섬유 부직포의 표면뿐만 아니라, 내부측(의 섬유의 외측)의 융착의 관점에서, 고온 에어-스루 가공이 바람직하다. 추가로, 기저귀 및 유사한 위생 용품 응용에서, 섬유를 용융시키기 위한 화학 물질 등의 사용은 자주 회피되며, 따라서 고온 에어-스루 가공이 바람직하다. 따라서, 섬유는 롤링 등과 같이 단섬유 부직포에 직접 대량의 압력을 가하는 것을 포함하는 방법 이외의 방법을 통해 융착된다. 결과로서, 루프 부재의 결합력을 유지하면서 내구성을 개선할 수 있다.
배킹 층은 캘린더링된(calendered) 단섬유 부직포를 포함한다. 본 발명에서, 용어 "캘린더링된 단섬유 부직포"는 압력의 인가에 의해 평활화된 표면 형태를 갖는 단섬유 부직포를 지칭한다. 따라서, 본 발명에서, 캘린더링된 단섬유 부직포를 형성하기 위한 캘린더링은, 가공될 층을 한 쌍의 평활 롤들 사이에 통과시키는 가공 및 또한, 예를 들어, 가공될 층을 평활 롤과 요철 롤 (예컨대, 열 접합 롤) 사이에 통과시켜 평활화하는 가공 등을 포함할 수 있다. 요철 롤을 사용하는 경우에, 예를 들어, 당업자는 원하는 평활화 결과를 얻기 위해 공정의 적절한 조정 (예컨대, 가공될 층을 롤들 사이에 다수회 통과시키는 작업을 다수회 수행하고 점-접합(point-bonding) (후술됨)에서의 가공 면적이 비교적 더 크도록 점-접합 조건을 조정하는 등)을 수행하는 것이 의도됨에 유의한다. "고온 에어-스루 가공" 및 "캘린더링"이, 후자가 평활화를 목적으로 단섬유 부직포 방향을 롤 등과 접촉시키는 것을 포함하지만, 전자는 그렇지 않다는 점에서 상이함에 유의한다.
본 발명의 루프 부재에 대해, 배킹 층 및 루프 부재는 별개의 층이며, 따라서, 각각의 층의 특성은 그의 목적에 따라 독립적으로 제어될 수 있다. 본 발명자는 우수한 인쇄 특성 (구체적으로, 선명하게 인쇄된 디자인의 실현)을 실현하기 위해서는 평활성이 높은 인쇄 표면을 제공할 필요가 있음에 초점을 맞추었다. 본 발명자는, 한 쌍의 체결 부재들 (예컨대, 본 발명의 루프 부재를 암형 부재로서 사용하는 경우에 수형 부재; "후크"로서 또한 지칭됨) 사이의 결합 강도 (특히, 박리 강도 및 전단 강도)를 보장할 필요가 있고, 반복된 분리 및 부착을 거칠 때 결합 강도의 지속성을 보장할 필요가 있음에 또한 초점을 맞추었다. 추가로, 통상적으로, 부직포는 점-접합되며, 이와 같이 본 발명자는 인쇄 표면이 평활한 것에 초점을 맞추지 않았고, 보이는 인쇄된 이미지가 흐릿한 것의 주된 이유로서, 잉크 방울이 인쇄 표면 상에 불안정하게 존재하고, 루프 부재가 두껍고, 루프 부재를 통해 인쇄 층이 보일 때, 인쇄된 이미지가 불선명하게 보인다는 사실에 오히려 초점을 맞추었다. 본 발명자는 부직포가 사용되는 통상적인 루프 부재가 반복된 분리 및 부착을 견딜 수 있는 결합 강도 지속성을 갖지 않는다는 사실에 또한 초점을 맞추었다.
더욱이, 본 발명자는, 배킹 층에 사용되는 부직포와 비교하여 더 큰 섬도를 가지며 융착된 부직포를 포함하는 루프 층, 및 캘린더링에 의해 얇게 평활화된 배킹 층을 라미네이팅하는 것을 연구하였고, 따라서, 체결 부재들 사이의 결합 강도 및 반복된 분리 및 부착 시 결합 강도 지속성과, 인쇄 특성 및 부재로서의 형상 지속성이 둘 모두 높은 수준으로 달성될 수 있음을 알아내었다. 추가로, 얇은 루프 부재 (즉, 루프 부재와 배킹 층을 라미네이팅하여 얻어지는 생성물)는 저비용이며 우수한 유연성을 갖는다는 점에서 유리하다.
루프 층은 결합 요소로서 기능할 수 있다. 일 태양에서, 루프 층에 포함된 단섬유 부직포는 후크와 결합 가능하다. 다양한 유형의 열가소성 수지가 후크의 재료로서 사용될 수 있으며, 그의 예에는 폴리에틸렌 (예컨대, 고밀도 폴리에틸렌), 폴리프로필렌, 폴리스티렌, 폴리비닐 클로라이드, 폴리에틸렌 테레프탈레이트, 폴리부틸렌 테레프탈레이트, 나일론, 폴리카르보네이트, 폴리메틸 메타크릴레이트, 폴리아세탈, 폴리메틸펜텐, 아크릴로니트릴-스티렌-부타다이엔, 폴리페닐렌 에테르, 폴리페닐렌 설파이드뿐만 아니라, 스티렌-부타다이엔-스티렌, 스티렌-아이소프렌-스티렌, 및 유사한 스티렌계 탄성중합체, 에틸렌-α-올레핀 공중합체 및 유사한 올레핀계 탄성중합체, 에스테르계 탄성중합체, 아미드계 탄성중합체, 우레탄계 탄성중합체, 비닐 클로라이드계 탄성중합체, 실리콘계 탄성중합체, 불소계 탄성중합체, 이들의 합금 등이 포함된다.
루프 층 및 배킹 층의 각각에 포함되는 단섬유 부직포를 구성하는 섬유의 예에는 폴리올레핀 (예컨대, 폴리에틸렌, 폴리프로필렌 등), 폴리에스테르 (예컨대, PET, PBT 등), 폴리아미드, 폴리우레탄, EVA (에틸렌-비닐 아세테이트), 폴리락트산, 레이온, 이들의 공중합체 및 혼합물의 섬유, 천연 섬유 등이 포함된다.
일 태양에서, 다른 체결 부재와의 결합으로 인한 루프 층에 대한 손상 (섬유가 빠지는 것 등)을 방지하는 관점에서, 고강도 폴리아미드가 루프 층을 위해 사용될 수 있다. 한편, 재료 비용 및 환경 안전성을 고려하여, 폴리에틸렌, 폴리프로필렌, 폴리에스테르 등이 바람직하게는 루프 층 및/또는 배킹 층에 사용된다.
단섬유 부직포를 구성하는 섬유는 친수성 또는 소수성일 수 있다. 섬유는 또한 복합 섬유일 수 있다. 복합 섬유의 바람직한 섬유 형태의 예에는 시스(sheath) 및 코어(core) 형 (동심형 및 편심형), 병렬형 (사이드 바이 사이드(side-by-side) 형), 분할형 (예컨대, 단면이 원호 형태로 분할됨) 등이 포함된다. 추가로, 섬유는 변형-단면(modified cross-section) 섬유, 권축 섬유, 열수축성 섬유 등일 수 있다. 이들 섬유는 단독으로 또는 둘 이상의 종류의 조합으로 사용될 수 있다.
추가적인 예에는 결정질 폴리프로필렌을 포함하는 경질 탄성 성분을 제1 성분으로서 갖고 열가소성 탄성중합체를 제2 성분으로서 갖는 2성분형 탄성 복합 섬유, 및 2성분형 탄성 복합 섬유와 다른 섬유를 포함하는 혼방 섬유가 포함된다.
바람직한 태양에서, 루프 층에 포함된 단섬유 부직포를 구성하는 섬유는 코어-인-시스(core-in-sheath) 구조를 갖는다. 추가로 바람직한 태양에서, 루프 층 및 배킹 층의 각각에 포함된 단섬유 부직포를 구성하는 섬유는 코어-인-시스 구조를 갖는다. 코어-인-시스 구조를 갖는 섬유로서는 제1 융점을 갖는 코어 (예컨대, 폴리아미드) 및 제1 융점보다 낮은 제2 융점을 갖는 시스 (예컨대, 폴리에틸렌)를 갖는 코어-인-시스 섬유가 유리한데, 그 이유는 그의 열 융착성이 우수하기 때문이다. 재료 비용 및 환경 안전성을 고려하여, 그리고 폴리에틸렌, 폴리프로필렌, 폴리에스테르 등이 루프 층 및/또는 배킹 층에 바람직하게 사용된다는 관점에서, 제1 융점을 갖는 코어 및 제1 융점보다 낮은 제2 융점을 갖는 시스를 갖는 코어-인-시스 섬유의 예에는 폴리프로필렌 코어 및 폴리에틸렌 시스를 갖는 코어-인-시스 섬유, 폴리프로필렌 코어 및 개질 폴리에틸렌 시스를 갖는 코어-인-시스 섬유, 및 폴리프로필렌 코어 및 개질 폴리프로필렌 시스를 갖는 코어-인-시스 섬유 등이 포함된다. 일 태양에서, 경량일 것, 높은 강도를 가질 것, 높은 유연성을 가질 것 등의 관점에서, 폴리프로필렌 코어 및 폴리에틸렌 시스를 갖는 코어-인-시스 섬유가 선택될 수 있다. 특히, 융착 부위의 우수한 형성을 달성하는 관점에서, 루프 층은 전술된 코어-인-시스 구조를 갖는 섬유로 구성된 단섬유 부직포를 갖는 것이 유리하다.
예를 들어, 루프 층에 포함된 단섬유 부직포를 구성하는 섬유가 제1 융점을 갖는 코어 및 제1 융점보다 낮은 제2 융점을 갖는 시스를 갖는 코어-인-시스 섬유인 경우의 바람직한 태양에서, 루프 층의 우수한 기계적 강도를 얻는 관점에서, 제1 융점은 약 150℃ 이상, 약 160℃ 이상, 또는 약 170℃ 이상이고, 폴리에틸렌 또는 폴리프로필렌이 사용되는 경우에, 재료의 특성을 고려하여, 약 200℃ 이하이고, 폴리에스테르가 사용되는 경우, 재료의 특성을 고려하여, 약 300℃ 이하이다. 추가로, 바람직한 태양에서, 루프 층의 우수한 기계적 강도를 얻는 관점에서, 루프 층에 대한 융착에 의한 고착 부위의 우수한 형성을 달성하는 관점에서, 그리고 루프 층의 우수한 유연성을 얻는 관점에서, 제2 융점은 약 130℃ 이하, 약 120℃ 이하, 또는 약 110℃ 이하이고, 중합체 재료가 사용된다는 관점에서, 약 80℃ 이상 또는 약 100℃ 이상이다. 전술된 범위의 제1 융점과 전술된 범위의 제2 융점의 조합이 특히 바람직하다. 우수한 공기 투과성 및 평활성을 갖는 단섬유 부직포를 형성하는 관점에서, 전술된 범위의 제1 융점 및 제2 융점, 그리고 이들의 조합이 배킹 층을 위해 또한 유리함에 유의한다. 추가로, 코어가 복수의 융점을 갖는 경우 및 시스가 복수의 융점을 갖는 경우 둘 모두가 가능하다. 이들 경우에, 코어의 복수의 융점 모두가 제1 융점이고 시스의 복수의 융점 모두가 제2 융점이지만, 각각의 최저 융점이 특히 융착 및 형상 지속성에 기여한다. 일 태양에서, 본 발명에서 코어의 제1 융점 및 시스의 제2 융점의 예는 코어의 제1 융점 중 최저 융점 및 시스의 제2 융점 중 최저 융점에 관련될 수 있다. 융점은 DSC 등에 의해 측정된 값임에 유의한다.
다른 바람직한 태양에서, 루프 층에 포함된 단섬유 부직포를 구성하는 섬유는, 예를 들어, 제1 융점으로서 전술된 범위 내의 융점을 갖는 단일 재료의 섬유일 수 있다.
바람직한 태양에서, 루프 층의 평균 섬도는 약 2.0 데니어 이상 약 15.0 데니어 이하이다. 우수한 결합 강도를 얻는 관점에서, 평균 섬도는 바람직하게는 약 2.0 데니어 이상 또는 약 4.0 데니어 이상이고, 루프 부재의 우수한 유연성을 유지하는 관점에서, 바람직하게는 약 15.0 데니어 이하, 약 12.0 데니어 이하, 약 10.0 데니어 이하, 약 8.0 데니어 이하, 또는 약 6.0 데니어 이하이다.
바람직한 태양에서, 배킹 층의 평균 섬도는 약 0.5 데니어 이상 약 3.0 데니어 이하이다. 배킹 층의 기계적 강도 유지 및 제조 용이성의 관점에서, 평균 섬도는 바람직하게는 약 0.5 데니어 이상, 약 0.7 데니어 이상, 약 0.9 데니어 이상, 또는 약 1.0 데니어 이상이고, 평활한 인쇄 표면을 제공하고 우수한 인쇄 특성을 유지하는 관점에서, 바람직하게는 약 3.0 데니어 이하, 약 2.5 데니어 이하, 약 2.0 데니어 이하, 또는 약 1.5 데니어 이하이다.
배킹 층 내의 섬유의 평균 섬도에 대한 루프 층 내의 섬유의 평균 섬도의 비 (루프 층 내의 섬유의 평균 섬도/배킹 층 내의 섬유의 평균 섬도)는 약 1.5 이상 약 30 이하이다. 루프 층의 결합 강도 및 배킹 층의 인쇄 특성 둘 모두를 얻는 관점에서, 비는 약 1.5 이상이고, 바람직하게는 약 1.7 이상 또는 약 2 이상이다. 추가로, 루프 부재의 유연성을 유지하고, 배킹 층의 기계적 강도를 유지하고, 제조용이성을 보장하는 관점에서, 비는 약 30 이하이고, 바람직하게는 약 18 이하 또는 약 6 이하이다.
비는 섬도 측정 장치, 즉 바이브로매트(Vibromat) ME (텍스테크노(Textechno)에 의해 제조됨) 또는 동등한 측정 장치를 사용하여 루프 층 및 배킹 층의 각각의 평균 섬도를 측정하여 얻어지는 값으로부터 계산된다. 구체적으로, 먼저, 약 10 가닥의 섬유를 가능한 한 랜덤 방식으로 수집한다. 수집 시에, 파단된 섬유 및 달리 손상된 섬유는 측정에 사용할 수 없으며, 따라서 그러한 섬유는 수집하지 않는다. 수집된 섬유들로부터, 핀셋을 사용하여 하나의 섬유의 단부를 잡고, 섬유를 비틀거나 늘이지 않고서, 섬유의 양측 단부를 측정 기구의 클램프에 고정시킨다. 이때, 실(thread)은 수직이 되도록 배치된다. 설정된 섬유 길이 및 장력에서, 클램프에 고정된 섬유의 고정 진동률을 그의 진동으로부터 측정하고 섬도로 변환한다. 이러한 작업을 5회 반복하고, 5가닥의 섬유의 섬도 평균값을 평균 섬도로 정의한다. 측정 환경은 21℃±1℃의 온도 및 65%±2%의 습도로 설정한다. 전술된 비 (루프 층 내의 섬유의 평균 섬도/배킹 층 내의 섬유의 평균 섬도)는 루프 층 및 배킹 층의 각각의 계산된 평균 섬도로부터 계산된다.
루프 층 또는 배킹 층이라는 층에 복수의 유형의 섬유가 사용되는 경우에, 이러한 층의 평균 섬도는 복수의 유형의 섬유의 중량비 가중 평균 섬도임에 유의한다. 예를 들어, 루프 층에 섬유 A 및 섬유 B가 미리 결정된 중량비로 사용되는 경우, 이러한 루프 층의 평균 섬도는 다음과 같이 계산된다: 섬유 A에 대해 구한 평균 섬도 × 섬유 A의 중량비 + 섬유 B에 대해 구한 평균 섬도 × 섬유 B의 중량비.
루프 층 및 배킹 층의 각각에 포함된 단섬유 부직포는 단섬유 부직포의 일반적인 제조 방법을 사용하여 제조된 단섬유 부직포일 수 있으며, 이의 예에는 카디드 부직포, 에어-레이드 부직포 등이 포함된다. 여기서, 스펀본드 방법 또는 멜트블로운(meltblown) 방법에 의해 제조된 장섬유 부직포가 배킹 층으로서 사용되는 경우에는, 생성되는 배킹 층의 공기 투과성을 감소시키기 위해 고밀도 부직포를 사용할 필요가 있다. 추가로, 이러한 장섬유 부직포로 구성된 배킹 층이 캘린더링을 통해 더 얇아지는 경우, 감소된 두께는 생성되는 배킹 층이 강성으로 되는 경향이 더 커지게 할 것이다. 한편, 단섬유 부직포를 포함하는 배킹 층이 캘린더링을 통해 더 얇아지는 경우, 유연성 및 적절한 정도의 공기 투과성을 부여하기가 더 용이하다. 단섬유 부직포의 섬유를 접합하는 방법은 열 접합, 화학 접합, 하이드로인탱글링(hydroentangling), 니들 펀칭(needle punching), 스티치 접합(stitch bonding), 스팀 제팅(steam jetting) 등일 수 있다. 바람직한 태양에서, 우수한 유연성을 갖는 얇은 층을 얻는 관점에서, 배킹 층에 포함된 단섬유 부직포는 열 접합된 부직포이다. 바람직한 태양에서, 루프 층에 포함된 단섬유 부직포는 바람직하게는 고온 에어-스루 가공을 통해 단섬유 부직포를 융착하여 얻어진다.
루프 층에 포함되어진 융착된 단섬유 부직포에서, 단섬유 부직포를 구성하는 섬유는 섬유의 용융 (전형적으로 섬유의 표면의 용융)으로 인해 고착 부위에서 함께 접합된다. 결과로서, 루프 층의 단섬유 부직포는 우수한 기계적 강도를 가지며, 따라서, 반복된 분리 및 부착을 거칠 때 우수한 결합 강도 지속성을 나타낼 수 있다.
융착은 고온 에어-스루 가공이 가능한 임의의 장치를 사용하여 수행될 수 있다. 예를 들어, 부직포의 제조에 사용되는 오븐이 이러한 장치로서 사용될 수 있다. 그러나, 본 발명의 전형적인 태양에서, 융착은 부직포의 생성 시에 각각의 부직포 재료에 대해 설정된 보통의 온도 조건보다 높은 온도에서 수행된다. 따라서, 본 발명의 전형적인 태양에서, 후술되는 것과 같은 온도에서 에어-스루 가공이 가능한 장치가 사용된다.
전술한 재료의 단섬유 부직포를 융착할 때, 용융 온도를 고온으로 설정하는 등에 의해 야기되는, 섬유의 더 높은 정도의 용융은, 섬유 표면의 용융에 의해 형성되는, 섬유들 사이의 고착 부위의 증가에 기여한다. 섬유들 사이에 다수의 고착 부위가 존재하는 경우, 단섬유 부직포 내의 섬유들 사이의 간극이 감소할 것이고, 단섬유 부직포의 부피가 감소할 것이다. 전형적인 태양에서, 고온 에어-스루 가공에 의해 융착이 수행되는 경우에, 융착 온도 (구체적으로, 공기 온도) 및 공기 송풍량은 목적에 따른 고착 부위의 원하는 형성 정도에 따라 설정될 수 있다. 이하에서, 온도 및 공기 송풍량의 예의 태양이 기재되지만, 본 발명은 이에 한정되지 않는다.
시스가 폴리에틸렌인 바람직한 태양에서, 루프 층의 단섬유 부직포는 약 135℃ 내지 약 160℃의 융착 온도 (예컨대, 고온 에어-스루 가공에서의 공기 온도)에서 융착된다. 고착 부위의 우수한 형성을 보장하고 이로써 루프 층의 단섬유 부직포의 섬유 탈락을 방지하고, 우수한 기계적 강도를 얻고, 결합 강도의 우수한 지속성을 얻는 관점에서, 융착 온도는 약 135℃ 이상 또는 약 140℃ 이상으로 설정되고, 루프 층의 우수한 유연성 및 공기 투과성을 유지하는 관점에서, 약 160℃ 이하, 약 150℃ 이하, 또는 약 145℃ 이하로 설정된다.
바람직한 태양에서, 고착 부위의 우수한 형성을 얻는 관점에서, 융착 온도 (T1)와 권축될 섬유의 표면을 구성하는 재료의 융점 (T2) 사이의 차이 (T1-T2)는 약 5℃ 이상, 약 10℃ 이상, 또는 약 30℃ 이상이다.
바람직한 태양에서, 고착 부위의 우수한 형성을 보장하고, 이로써 루프 층의 단섬유 부직포의 섬유 탈락을 방지하고, 우수한 기계적 강도를 얻고, 결합 강도의 우수한 지속성을 얻는 관점에서, 고온 에어-스루 가공에서의 공기 송풍량은 약 1% 이상, 약 10% 이상, 약 20% 이상, 또는 약 30% 이상이고, 고착 부위가 과도하게 많아지는 것을 방지하고 우수한 유연성 및 공기 투과성을 유지하는 관점에서, 약 100% 이하 또는 약 50% 이하이다. 공기 송풍량이 온도와 균형을 이루도록 선택됨에 유의한다.
바람직한 태양에서, 루프 층의 파단 인장 강도는 약 20 N/50 mm 이상 약 200 N/50 mm 이하이다. 바람직한 태양에서, 루프 부재의 우수한 결합 강도를 얻는 관점에서, 인장 강도는 약 20 N/50 mm 이상, 약 25 N/50 mm 이상, 또는 약 30 N/50 mm 이상이고, 루프 부재의 우수한 유연성 및 공기 투과성을 얻는 관점에서, 약 200 N/50 mm 이하 또는 약 100 N/50 mm 이하이다.
전형적인 태양에서, 루프 층은 표면 평활화를 목적으로 하는 캘린더링을 실질적으로 거치지 않는다. 결과로서, 루프 층에 포함된 단섬유 부직포를 결합 요소로서 우수하게 기능하게 하는 것이 가능하다. 루프 층에 가해지는 압축, 예를 들어 루프 층 및 배킹 층을 접합/고착시킬 때 롤 등으로부터의 압축이 제거되지 않음에 유의한다. 예를 들어, 단섬유 부직포 층의 오직 하나의 표면만 표면 평활화되는 경우에, 때때로 단섬유 부직포 층의 다른 표면의 일부분이 동시에 표면 평활화된다. 이 경우에, 다른 표면 상에 존재하는 단섬유 부직포의 결합 강도 (예컨대 박리 강도 및 전단 강도)가 감소할 가능성이 있다. 대조적으로, 본 발명의 루프 부재에 대해서는, 루프 층이 예비-캘린더링된 배킹 층과 조합되고, 따라서, 루프 층은 배킹 층의 캘린더링에 의해 영향을 받지 않는다. 그러므로, 원하는 결합 강도를 해치지 않으면서 루프 층이 형성될 수 있다.
배킹 층에 포함된 캘린더링된 단섬유 부직포를 얻기 위한 캘린더링 방법 및 조건은 이의 목적에 따라 설정될 수 있다. 캘린더링으로 인해 배킹 층의 밀도가 증가한 경우, 배킹 층은 평활한 표면을 가질 수 있다.
예를 들어, 캘린더링은 배킹 층에 사용하기 위한 단섬유 부직포가 원하는 두께로 압축되도록 설정된 조건 하에서 수행된다. 예시된 태양에서, 배킹 층이 폴리프로필렌/폴리에틸렌 코어-인-시스 섬유로 구성되는 경우, 캘린더링은, 예를 들어, 약 120℃ 내지 약 180℃의 롤 온도의 조건 하에 수행될 수 있다.
캘린더링된 배킹 층의 단섬유 부직포는, 배킹 층과 루프 층의 안정한 접합, 즉 배킹 층에 의한 루프 층의 안정한 지속에 기여하고 루프 부재의 결합 강도를 증가시킨다는 점에서 유리하다. 추가로, 캘린더링된 배킹 층은 캘린더링되지 않은 부직포와 비교하여 더 낮은 공기 투과성을 가질 수 있다. 결과로서, 부직포를 사용하여 얻어지는 기여의 결과인 원하는 공기 투과성을 유지하면서 제조 공정에 불리한 과도하게 높은 공기 투과성은 회피될 수 있다.
전형적인 태양에서, 배킹 층은 배킹 층이 필름-유사하게 되는 정도 (즉, 부직포 표면의 평활성이 높고 부직포 표면 상의 미세 인쇄가 가능한 상태)로 캘린더링될 수 있다. 캘린더링된 필름-유사 배킹 층은 캘린더링 이전의 배킹 층과 비교하여 더 낮은 공기 투과성을 갖는다.
그러나, 본 발명자는 더 낮은 롤 온도에서 캘린더링을 수행함으로써 유연성이 추가로 개선될 수 있음을 알아내었다. 롤 온도가 120℃ 이하인 조건에서 캘린더링을 수행함으로써, 원하는 공기 투과성을 유지하면서 제조 공정에 불리한 과도하게 높은 공기 투과성이 회피될 수 있고, 약 120℃ 내지 약 180℃의 조건 하에 캘린더링을 거친 배킹 층과 비교하여 유연성이 또한 개선될 수 있다. 비교적 저온에서의 이러한 캘린더링은 "저온 캘린더링"으로 불린다.
따라서, 공기 투과성과 유연성의 적절한 균형을 부여하기 위하여, 유연성의 관점에서, 바람직한 태양에서, 롤 온도는 120℃ 이하, 110℃ 이하, 또는 100℃ 이하이고, 공기 투과성의 관점에서, 바람직한 태양에서, 롤 온도는 30℃ 이상, 50℃ 이상, 65℃ 이상, 또는 80℃ 이상이다.
추가로, 공기 투과성의 관점에서, 캘린더링의 압력은 7 MPa 이상 또는 8 MPa 이상이고, 유연성의 관점에서, 15 MPa 이하, 13 MPa 이하, 또는 11 MPa 이하이다.
배킹 층의 유연성은 바람직한 태양에서 JIS L1096에 규정된 캔틸레버 방법에 의해 측정되는 유연도이며, 기계 방향 (MD)에서의 유연도는 60 mm 이하, 50 mm 이하, 또는 40 mm 이하이다. 폭 방향 (CD)에서의 유연도는 50 mm 이하, 40 mm 이하, 또는 30 mm 이하이다. KES (카와바타 평가 시스템(Kawabata's Evaluation System)) 값으로 측정되는 유연도는 기계 방향과 폭 방향의 평균값이며 0.00008(8×10-5) N×㎠/cm 이하 또는 0.00006(6×10-5) N×㎠/cm 이하이다.
배킹 층의 공기 투과성은 바람직한 태양에서 JIS L1096에 규정된 프라지어 방법에 의해 측정되는 공기 투과도이며, 제조 공정에 불리한 과도하게 높은 공기 투과성을 회피하는 관점에서, 공기 투과도는 200 ㎤/s×㎠ 이하, 170 ㎤/s×㎠ 이하, 150 ㎤/s×㎠ 이하, 130 ㎤/s×㎠ 이하, 또는 110 ㎤/s×㎠ 이하이고, 예를 들어, 위생 용품으로서 사용되는 경우에, 위생 용품의 내부까지 또는 착용자의 피부까지 공기 투과성을 갖는 관점에서, 10 ㎤/s×㎠ 이상, 20 ㎤/s×㎠ 이상, 또는 30 ㎤/s×㎠ 이상이다.
비교적 저온 (예컨대, 120℃ 이하)에서 캘린더링 (저온 캘린더링)을 거친 배킹 층과 조합된 루프 층에 대해, 성인용으로 의도된 경우, 전술된 고온 에어-스루 가공에 의해 융착된 단섬유 부직포가 바람직한데, 그 이유는 반복된 분리 및 부착을 거칠 때 결합 강도의 우수한 지속성이 얻어질 것이기 때문이다. 한편, 소아용으로 의도된 경우, 유연성, 피부 감촉 등의 관점에서, 특히 고온 에어-스루 가공을 거치지 않은 단섬유 부직포를 루프 층으로서 조합하는 것이 바람직하다. 고온 에어-스루 가공에 의해 융착되는 경우 (섬유 표면이 용융되고 섬유들 사이의 고착 부위가 증가되는 경우), 강성이 증가할 것이고 피부 감촉이 뻣뻣한 느낌을 가질 것이다. 그러나, 소아용 제품에 대해, 일회용 적용이 일반적이며 반복된 분리 및 부착에 대한 필요성이 그다지 크지 않다. 그러므로, 성인보다 더 연하고 더 민감한 피부를 갖는 소아의 경우, 특히 고온 에어-스루 가공을 거치지 않은 단섬유 부직포 (오히려, 가공 정도가 감소된, 즉, 가공 온도가 가능한 한 많이 감소되고 부드러운 느낌이 유지되는 부직포)가 루프 층에 사용되는 것이 바람직하다.
따라서, 높은 유연성을 갖는 배킹 층은 소아용 기저귀에 적합하며, 예를 들어, 융착된 루프 층과 조합함으로써, 성인용 기저귀에 또한 적합하다. 배킹 층은 기저귀에 한정되지 않으며 위생 용품에 전반적으로 적합하다. 게다가, 공기 투과성과 유연성의 적절한 균형을 갖는 배킹 층은 또한 필터 제품, 폴리싱 제품 등에서 단섬유 부직포로서 사용될 수 있다. 예를 들어, 배킹 층을 필터 제품으로서 사용함으로써, 적합한 양의 기류의 차폐로 인해 이물질의 여과/흡수에 도움이 되고 높은 유연성으로 인해 필터 카트리지에 대한 밀착성이 개선되는 효과가 예상될 수 있다. 이러한 필터 제품을 마스크 응용에 적용함으로써, 높은 미세입자 포획 효율 및 안면에 대한 가요성 적합성과 같은 효과가 예상될 수 있다.
바람직한 태양에서, 루프 층의 두께는 약 0.5 mm 이상 약 20 mm 이하이다. 우수한 기계적 강도를 유지하고 우수한 결합 강도 및 반복된 분리 및 부착을 거칠 때의 결합 강도의 우수한 지속성을 얻는 관점에서, 루프 층의 두께는 바람직하게는 약 0.5 mm 이상, 약 1.0 mm 이상, 또는 약 1.5 mm 이상이고, 비용을 감소시키고 우수한 유연성을 얻는 관점에서, 바람직하게는 약 20 mm 이하, 약 10 mm 이하, 또는 약 2.0 mm 이하이다.
본 발명의 일 태양에서, 배킹 층의 두께는 약 15 μm 이상 약 100 μm 이하이다. 우수한 기계적 강도를 유지하고 우수한 결합 강도를 얻는 관점에서, 배킹 층의 두께는 약 15 μm 이상, 바람직하게는 약 20 μm 이상, 약 25 μm 이상, 또는 약 35 μm 이상이다. 비용을 감소시키고 우수한 유연성을 얻는 관점에서, 두께는 약 100 μm 이하, 바람직하게는 약 85 μm 이하, 약 70 μm 이하, 또는 약 55 μm 이하이다. 단섬유 부직포로 구성된 배킹 층 (예컨대, 열 접합된 부직포)에 대해, 캘린더링에 의해 미리 결정된 두께가 얻어지는 경우에, 배킹 층의 공기 투과성을 원하는 수준으로 감소시키고 유연성을 유지하는 둘 모두가 달성될 수 있다.
본 발명에서, 루프 층 및 배킹 층의 두께는 다음과 같이 측정된다. 먼저, 10 × 10 mm의 면적을 갖는 두께 측정 샘플을 루프 부재로부터 수집한다. 다음으로, 루프 층을 측정하는 경우, 측정 샘플로부터 배킹 층을 제거하고, 배킹 층에 접합되거나 고착되지 않은 상태로 루프 층의 두께를 측정한다. 배킹 층을 측정하는 경우, 측정 샘플로부터 루프 층을 제거하고, 루프 층에 접합되거나 고착되지 않은 상태로 배킹 층의 두께를 측정한다. 이러한 두께 측정을 샘플의 상이한 위치에서 5회 반복하고, 5회 측정으로부터 얻어지는 두께의 평균값을 루프 층 또는 배킹 층의 두께로서 간주한다. 두께 측정 기구 (미츠토요(Mitsutoyo)에 의해 제조된 앱솔루트(ABSOLUTE) KK-547-055, 또는 동등한 측정 기구)가 두께를 측정하는 데 사용된다. 측정 기구의 원통 단부면과 기반(base) 사이에 샘플을 개재하고, 2초 후에 디지털 표시된 두께를 읽어서 루프 층 또는 배킹 층의 두께를 측정한다.
바람직한 태양에서, 루프 층의 평량은 약 12 gsm 이상 약 50 gsm 이하이다. 루프 층의 기계적 강도를 유지하고 우수한 결합 강도 및 반복된 분리 및 부착을 거칠 때의 결합 강도의 우수한 지속성을 얻는 관점에서, 루프 층의 평량은 바람직하게는 약 12 gsm 이상, 약 15 gsm 이상, 약 20 gsm 이상, 또는 약 25 gsm 이상이며, 얇게 하고 비용을 감소시키며 유연한 루프 부재를 얻는 관점에서, 바람직하게는 약 50 gsm 이하, 약 45 gsm 이하, 또는 약 35 gsm 이하이다.
바람직한 태양에서, 배킹 층의 평량은 약 8 gsm 이상 약 30 gsm 이하이다. 배킹 층의 기계적 강도를 유지하는 관점에서, 평량은 바람직하게는 약 8 gsm 이상, 약 10 gsm 이상, 또는 약 12 gsm 이상이며, 얇게 하고 비용을 감소시키며 유연한 루프 부재를 얻는 관점에서, 바람직하게는 약 30 gsm 이하, 약 25 gsm 이하, 약 21 gsm 이하, 또는 약 18 gsm 이하이다.
배킹 층의 인쇄 층 형성 표면의 표면은 표면 처리 (예컨대 코로나 방전 처리, E-빔 처리)를 거칠 수 있다. 추가로, 루프 층 및/또는 배킹 층은 착색 또는 다른 처리를 거칠 수 있다.
본 발명의 루프 부재의 이점을 우수하게 얻는 관점에서, 루프 층 및/또는 배킹 층은 전형적으로 단섬유 부직포로부터 구성된다. 단섬유 부직포 이외의 추가 층이 또한 포함될 수 있다. 루프 층 및 배킹 층, 및 루프 층 및 배킹 층에 포함된 단섬유 부직포는 각각 단일 층으로 이루어질 수 있거나, 복수의 층으로 이루어질 수 있다. 추가 층의 예에는 접착 층, 수지 필름, 편포(knitted fabric), 직포(woven fabric), 종이, 이들의 라미네이트 등이 포함된다. 추가 층을 형성하는 방법은 특별히 한정되지 않으며, 임의의 통상적으로 알려진 방법, 예를 들어 코팅, 건식 라미네이션, 압출 라미네이션, 습식 라미네이션, 열 라미네이션, 초음파 방법이 사용될 수 있다.
전형적인 태양에서, 루프 부재는 인쇄 층을 추가로 포함한다. 인쇄 층은 배킹 층 상에 직접 고착될 수 있다. 본 발명에서, 인쇄 층이 배킹 층 상에 직접 고착된다는 것은, 인쇄 층이 배킹 층 상에, 임의의 다른 부재 또는 층이 그들 사이에 배치됨이 없이, 배치되고 (즉, 배킹 층과 접촉되고), 인쇄 층의 형태를 유지하면서 인쇄 층을 배킹 층으로부터 실질적으로 박리할 수 없음을 의미한다. 그러한 인쇄 층은 얇은 루프 부재가 샘플 공정을 통해 얻어질 수 있기 때문에 유리하다.
인쇄 층은 적어도 잉크 층을 포함하며, 단일 층이거나 복수의 층이다. 인쇄 층은 오직 잉크 층으로만 구성될 수 있거나, 잉크 층에 더하여, 베이스 코트(base coat) 및/또는 탑 코트(top coat)를 포함할 수 있다. 베이스 코트 및 탑 코트 각각은 배킹 층 상에서의 잉크 층의 고착성의 개선에 기여한다.
잉크 층 및 선택적인 베이스 코트 및 탑 코트 각각은 배킹 층 상에 연속 층으로서 존재할 수 있거나 불연속적으로 배치될 수 있고, 예를 들어, 잉크 층의 의도된 디자인과 같은 원하는 목적에 따라 적절히 디자인될 수 있다. 문자, 도면, 패턴 등을 포함하는 임의의 디자인이 선택될 수 있다.
잉크 층의 재료의 예에는 다양한 유형의 통상적으로 알려진 잉크가 포함되며, 수용성 잉크 및 용매계 잉크가 사용될 수 있다. 본 기술 분야에 보통 사용되는 수지가 잉크에 포함되는 잉크로서 사용될 수 있다. 그러한 수지의 예에는 아크릴 수지, 폴리우레탄 수지, 폴리아미드 수지, 우레아 수지, 폴리에스테르 수지, 비닐 클로라이드 수지, 비닐리덴 클로라이드 수지, 비닐 클로라이드-비닐 아세테이트 공중합체 수지, 에틸렌-비닐 아세테이트 공중합체 수지, 올레핀 수지, 염소화 올레핀 수지, 에폭시 수지, 석유계 수지, 셀룰로오스 유도체 수지 등이 포함된다. 잉크 층이 우수한 강인성(toughness)을 갖는 경우, 본 발명의 루프 부재가 제공된 물품을 사용할 때 잉크 층이 노출되는 경우와 같은 경우에도 잉크 층에 결함이 생기기 쉽지 않을 것이다. 이러한 관점에서, 예를 들어, 아크릴계 잉크, 우레탄계 잉크 등이 바람직하다.
배킹 층 상에서의 인쇄 층의 고착성의 관점에서, 잉크 층 자체가 접착성인 것이 바람직하다. 접착성 잉크 층을 형성하기 위한 재료의 예에는 전술된 접착 층에 대해 사용되는 재료와 잉크를 혼합하여 얻어지는 재료가 포함된다.
인쇄 층을 형성하는 잉크 층, 및 선택적으로 베이스 코트 및 탑 코트의 각각의 두께는 한정되지 않으나, 인쇄 층의 강인성 및 위생 용품에 사용되는 경우의 착용감 (유연성, 공기 투과성 등)의 관점에서, 예를 들어, 약 0.5 μm 이상 약 20 μm 이하, 약 1 μm 이상 약 15 μm 이하, 또는 약 2 μm 이상 약 10 μm 이하이다.
일 태양에서, 인쇄 층은 접착제에 의해 배킹 층에 접착될 수 있다. 이 경우에, 인쇄 층의 고착성이 우수하다. 접착제의 재료의 예에는 아크릴 중합체 (예컨대 SK 다인(dyne) (소켄 케미칼 앤드 엔지니어링 컴퍼니, 리미티드(Soken Chemical & Engineering Co., Ltd.)로부터 구매가능한 아크릴 접착제), 실리콘계 중합체, 고무계 중합체 등과 같은 접착성 중합체, 및 예를 들어, 제트-멜트(Jet-melt)™ EC-3748 (쓰리엠(3M)으로부터 구매가능함) 등과 같은 핫멜트-유형 접착제가 포함된다. 게다가, 선택적으로, 점착부여 수지, 가교결합제, 또는 다른 첨가제가 전술된 접착성 중합체와 조합될 수 있다.
접착제의 두께는 전형적으로 약 5 μm 내지 약 200 μm이다. 접착제는, 예를 들어, 전술된 접착제의 재료를 배킹 층의 표면 상에 코팅한 후에, 건조시킴으로써 형성된다.
본 발명의 루프 부재를 위한 다양한 제조 방법이 가능하다. 예시된 태양에서, 루프 부재는, 루프 층을 위한 단섬유 부직포 및 배킹 층을 위한 단섬유 부직포를 제조하는 단계; 배킹 층의 단섬유 부직포를 캘린더링하는 단계; 루프 층의 단섬유 부직포를 융착하는 단계; 캘린더링된 단섬유 부직포 및 루프 층을 위한 융착된 단섬유 부직포를 라미네이팅하는 단계; 이들 두 층을 함께 접합하여 배킹 층 및 루프 층을 갖는 라미네이팅된 웨브를 얻는 단계; 및 선택적으로 라미네이팅된 웨브의 배킹 층 면 상에 인쇄 층을 형성하는 단계를 포함하는 방법에 의해 제조될 수 있다.
단섬유 부직포의 제작, 배킹 층의 캘린더링, 및 루프 층의 융착은, 예를 들어, 전술된 방법 및 조건을 통해 수행될 수 있다. 다음으로, 캘린더링된 단섬유 부직포 및 루프 층을 위한 융착된 단섬유 부직포가 라미네이팅된다.
전형적인 태양에서, 루프 층 및 배킹 층은 엠보싱, 화학 접합, 워터 제트(water jet), 에어-스루 (고온 에어-스루 포함), 또는 유사한 가공에 의해 서로 접합된다. 도 2는 본 발명의 일 태양에 따른 루프 부재의 예를 예시하는 도면이며, 루프 층 및 배킹 층이 엠보싱에 의해 고정된 상태를 도시한다. 도 2에 예시된 바와 같이, 루프 부재(1)에 대해서, 배킹 층(11) 및 루프 층(12)은 엠보스 패턴(A)에 의해 서로 접합될 수 있다. 엠보싱을 통해 형성되는 엠보스 패턴의 형상은 특별히 한정되지 않으며, 직사각형, 물결형 등일 수 있다. 예를 들어, 루프 층과 배킹 층이 접합된 접합 영역의 예시된 태양에서, 루프 층 및/또는 배킹 층이 카디드 부직포를 포함하는 경우에, 카디드 부직포의 섬유 방향으로의 접합 영역들의 피치(pitch)가 바람직하게는 섬유 방향에 실질적으로 직교하는 방향으로의 접합 영역들의 피치보다 짧도록 배치된다. 그러한 접합 영역들은 카디드 부직포의 플러핑(fluffing)이 회피될 수 있기 때문에 유리하다. 캘린더링된 배킹 층에 루프 층이 접합된 구조가 얻어지며, 따라서, 루프 층을 배킹 층에 고정되게 그리고 강하게 고착시킬 수 있다. 따라서, 수형 부재 등으로부터 루프 부재를 박리할 때, 배킹 층으로부터의 루프 층의 박리, 루프 층의 인열 및 파괴 등과 같은 문제가 쉽게 일어나지 않을 것이다. 엠보싱 조건은, 예를 들어, 약 110℃ 내지 약 180℃의 온도 및 0 N/m2 내지 약 1000 N/m2의 범위의 압력으로 설정될 수 있다.
저온 캘린더링을 거친 배킹 층이 융착되지 않은 (고온 에어-스루 가공을 거치지 않은) 루프 층과 조합된 루프 부재의 경우에 (예컨대, 소아용 위생 용품이 예상됨), 바람직한 태양에서의 유연성은 JIS L1096에 규정된 캔틸레버 방법에 의해 측정되는 유연도이며, 기계 방향 (MD)에서 유연도는 60 mm 이하, 55 mm 이하, 또는 50 mm 이하이다. 폭 방향 (CD)에서의 유연도는 50 mm 이하, 또는 45 mm 이하이다.
저온 캘린더링을 거친 배킹 층이 융착되지 않은 (고온 에어-스루 가공을 거치지 않은) 루프 층과 조합된 루프 부재의 경우에 (예컨대, 소아용 위생 용품이 예상됨), 제조 공정에 불리한 과도하게 높은 공기 투과성을 회피하는 관점에서, JIS L1096에 규정된 프라지어 방법에 의해 측정되는 공기 투과도는 100 ㎤/s×㎠ 이하, 95 ㎤/s×㎠ 이하, 90 ㎤/s×㎠ 이하, 또는 85 ㎤/s×㎠ 이하이고, 예를 들어, 위생 용품으로서 사용되는 경우, 위생 용품의 내부까지 또는 착용자의 피부까지 공기 투과성을 갖는 관점에서, 10 ㎤/s×㎠ 이상, 20 ㎤/s×㎠ 이상, 또는 30 ㎤/s×㎠ 이상이다.
배킹 층 상에 인쇄 층을 형성하는 방법의 예에는, 인쇄 층을 형성하는 재료 (본 발명에서 "인쇄 재료"로도 지칭됨)를 배킹 층 상에 직접 코팅하는 방법이 포함된다. 추가로, 라이너 상에 예비-형성된 인쇄 층을 배킹 층으로 전사하고, 이어서 라이너를 제거하는 방법이 사용될 수 있다. 전사 방법은, 인쇄 층의 잉크가 배킹 층 및 루프 층에 쉽게 침투하지 않을 것이기 때문에 바람직하다.
구체적으로, 전사 방법에서는, 먼저, 라이너 상에 인쇄 층을 형성한다. 라이너의 표면은 바람직하게는 배킹 층으로의 인쇄 층의 전사를 가능하게 하기에 충분한 이형 특성을 갖는다. 전사 라이너로서 통상적으로 알려진 다양한 유형의 시트가 라이너로서 사용될 수 있으며, 이의 예에는 실리콘 코팅된 크라프트지, 실리콘 코팅된 폴리에틸렌 코팅지, 실리콘 코팅되거나 코팅되지 않은 중합체 재료 (예컨대, 폴리에틸렌, 폴리프로필렌 등)뿐만 아니라, 실리콘 우레아, 우레탄, 장쇄 알킬 아크릴레이트 등과 같은 중합체 이형제로 코팅된 기자재(base material)가 포함된다. 적합한 구매가능한 이형 라이너의 예에는 폴리실크(POLYSLIK) (미국 일리노이주 오크브룩 소재의 렉삼 릴리스(Rexam Release)에 의해 제조됨)로 알려진 제품, 엑스히어(EXHERE) (미국 펜실베이니아주 스프링 그로브 소재의 피.에이치. 글래트펠터 컴퍼니(P.H. Glatfelter Company)에 의해 제조됨)로 알려진 제품 등이 포함된다. 라이너의 인쇄 층 형성 표면은, 예를 들어, 엠보싱 등을 거칠 수 있다.
인쇄 재료는 전술된 라이너 상에 적용된다. 전형적인 태양에서, 잉크는, 예를 들어, 롤 코팅, 그라비어 코팅, 커튼 코팅, 분무 코팅, 스크린 인쇄 등과 같은 원하는 인쇄 방법을 통해 라이너 상에 적용된다. 대안적으로, 탑 코트, 잉크, 및 베이스 코트가, 이러한 순서로, 라이너 상에 적용될 수 있다. 전술된 절차에 따라, 인쇄 층이 라이너 상에 형성된 전사 시트가 얻어진다.
다음으로, 전사 시트의 인쇄 층 측 및 라미네이팅된 웨브의 배킹 층 측이 서로 대면하도록 한 쌍의 롤러를 통해 전사 시트 및 라미네이팅된 웨브를 통과시켜, 인쇄 층을 라이너로부터 배킹 층으로 전사한다. 이로써, 배킹 층 상에 인쇄 층이 형성된 루프 부재가 얻어질 수 있다.
인쇄 층이 잉크 층, 및 베이스 코트 및/또는 탑 코트를 포함하는 경우에, 인쇄 층은 복수의 단계를 통해 순차적으로 형성될 수 있음에 유의한다. 예를 들어, 베이스 코트, 잉크 층, 및 탑 코트를 포함하는 인쇄 층의 경우에, 배킹 층 상에 베이스 코트가 미리 형성되고, 이어서 잉크 층이 전사될 수 있고, 이어서 탑 코트가 형성될 수 있다. 인쇄 층은 이러한 방법을 통해 배킹 층에 직접 고착될 수 있다.
바람직한 태양에서, 루프 부재의 평량은 약 10 gsm 이상 약 60 gsm 이하이다. 루프 부재의 기계적 강도를 유지하고 우수한 결합 강도를 얻는 관점에서, 평량은 바람직하게는 약 10 gsm 이상, 약 13 gsm 이상, 약 16 gsm 이상, 약 20 gsm 이상, 약 25 gsm 이상, 약 28 gsm 이상, 또는 약 33 gsm 이상이며, 얇게 하고 비용을 감소시키며 유연한 루프 부재를 얻는 관점에서, 바람직하게는 약 60 gsm 이하, 약 50 gsm 이하, 약 43 gsm 이하, 또는 약 37 gsm 이하이다.
바람직한 태양에서, 루프 부재와 루프 부재가 함께 결합된 다른 체결 부재 (구체적으로, 표면 체결구를 위한 후크) 사이의 90도 박리 강도는 약 0.2 N/25.4 mm 이상 약 10 N/25.4 mm 이하이다. 90도 박리 강도는, 1600 핀/in2을 갖는 후크 부재 (1600DH, 쓰리엠 컴퍼니에 의해 제조됨)를 수형 부재로서 사용하여, JTM-1221에 따라 측정된다. 우수한 결합 강도를 얻는 관점에서, 90도 박리 강도는 바람직하게는 약 0.2 N/25.4 mm 이상, 약 0.3 N/25.4 mm 이상, 약 0.4 N/25.4 mm 이상, 또는 약 0.45 N/25.4 mm 이상이고, 우수한 사용감을 얻는 관점에서, 바람직하게는 약 10 N/25.4 mm 이하, 약 8 N/25.4 mm 이하, 약 7 N/25.4 mm 이하, 또는 약 6 N/25.4 mm 이하이다.
바람직한 태양에서, 루프 부재와 루프 부재가 함께 결합된 다른 체결 부재 (구체적으로, 표면 체결구를 위한 후크) 사이의 90도 박리 강도는, 90도 박리의 20회 반복의 20회째 반복에, 약 0.1 N/25.4 mm 이상 약 5.0 N/25.4 mm 이하이다. 90도 박리 강도는, 1600 핀/in2을 갖는 후크 부재 (1600DH, 쓰리엠 컴퍼니에 의해 제조됨)를 수형 부재로서 사용하여, JTM-1221에 따라 측정된다. 우수한 결합 강도를 얻는 관점에서, 90도 박리 강도는 바람직하게는 약 0.1 N/25.4 mm 이상, 약 0.2 N/25.4 mm 이상, 약 0.3 N/25.4 mm 이상, 또는 약 0.4 N/25.4 mm 이상이고, 우수한 사용감을 얻는 관점에서, 바람직하게는 약 5.0 N/25.4 mm 이하, 약 3.0 N/25.4 mm 이하, 또는 약 1.0 N/25.4 mm 이하이다.
바람직한 태양에서, 루프 부재와 루프 부재가 함께 결합된 다른 체결 부재 (구체적으로, 표면 체결구를 위한 후크) 사이의 전단 강도는 약 25 N/20 mm × 25.4 mm 이상이다. 전단 강도는, 1600 핀/in2을 갖는 후크 부재 (1600DH, 쓰리엠 컴퍼니에 의해 제조됨)를 수형 부재로서 사용하여, JTM-1235에 따라 측정된 값이다. 우수한 결합 강도를 얻는 관점에서, 전단 강도는 바람직하게는 약 25 N/20 mm × 25.4 mm 이상 또는 약 30 N/20 mm × 25.4 mm 이상이다. 전단 강도의 상한은 특별히 한정되지 않지만, 제조 용이성 및 체결 부재의 강도의 관점에서, 예를 들어, 약 100 N/20 mm × 25.4 mm 이하일 수 있다.
바람직한 태양에서, JTM-1221에 따른 루프 부재와 루프 부재가 함께 결합된 다른 체결 부재 (구체적으로, 표면 체결구를 위한 후크) 사이의 결합 및 90도 박리의 20회 반복 후에, 전단 강도는 약 5 N/20 mm × 25.4 mm 이상 약 100 N/20 mm × 25.4 mm 이하이다. 전단 강도는, 1600 핀/in2을 갖는 후크 부재 (1600DH, 쓰리엠 컴퍼니에 의해 제조됨)를 수형 부재로서 사용하여, JTM-1235에 따라 측정된 값이다. 우수한 결합 강도를 얻는 관점에서, 전단 강도는 바람직하게는 약 5 N/20 mm × 25.4 mm 이상, 약 9 N/20 mm × 25.4 mm 이상 또는 약 14 N/20 mm × 25.4 mm 이상이다. 전단 강도의 상한은 특별히 한정되지 않지만, 제조 용이성 및 체결 부재의 강도의 관점에서, 예를 들어, 약 100 N/20 mm × 25.4 mm 이하일 수 있다.
바람직한 태양에서, 5% 연신율에서의 루프 부재의 인장 강도는 목적에 따라 미리 결정된 범위로 제어된다. 루프 부재의 인장 강도가 과도하게 높은 경우에, 루프 부재가 강성인 경향이 있을 것이다. 한편, 루프 부재의 인장 강도가 과도하게 낮은 경우, 위생 용품 (기저귀 등)을 제조할 때 루프 부재가 기계 방향으로 길어지는 단점 (기계 방향에서의 인장 강도가 과도하게 낮은 경우), 또는 루프 부재가 제공된 위생 용품 (기저귀 등)의 사용 시에 루프 부재가 조합된 후크와의 전단으로 인해 루프 층이 길어지는 단점 (폭 방향에서의 인장 강도가 과도하게 낮은 경우)이 발생할 수 있다. 본 발명에서, 루프 부재의 기계 방향은 제조 시의 루프 부재의 기계 방향을 지칭함에 유의한다. 제조 시의 루프 부재의 기계 방향은 제조 시의 루프 층 및 배킹 층의 기계 방향과 보통 일치한다. 추가로, 폭 방향은 기계 방향에 직교하는 (즉, 기계 방향과 90도 각도를 형성하는) 방향을 지칭한다. 전술된 관점에서, 기계 방향에서의 인장 강도는 바람직하게는 약 7 N/25.4 mm 이상, 약 10 N/25.4 mm 이상, 또는 약 12 N/25.4 mm 이상일 수 있고, 바람직하게는 약 200 N/25.4 mm 이하, 약 100 N/25.4 mm 이하, 또는 약 50 N/25.4 mm 이하일 수 있다. 추가로, 폭 방향에서의 인장 강도는 바람직하게는 약 2.5 N/25.4 mm 이상, 약 3 N/25.4 mm 이상, 또는 약 3.5 N/25.4 mm 이상일 수 있고, 바람직하게는 약 50 N/25.4 mm 이하, 약 30 N/25.4 mm 이하, 또는 약 20 N/25.4 mm 이하일 수 있다.
본 발명의 루프 부재는, 예를 들어, 바닥, 벽, 의류, 세정 부재, 자동차 내장 재료 등에 적용 가능한 다양한 유형의 대상의 고착을 위해서와 같이 다양한 물품을 위해 사용될 수 있다. 본 발명의 루프 부재는, 그의 구성으로 인해, 우수한 유연성 및 공기 투과성, 우수한 결합 강도, 및 반복된 분리 및 부착을 거친 후 결합 강도의 우수한 지속성을 가질 수 있다. 따라서, 본 발명의 루프 부재는 특히 성인용 기저귀에 부착될 표면 체결구용 루프 부재로서 특히 적합하다.
본 발명의 다른 태양에서, 전술된 본 발명의 태양에 따른 루프 부재를 포함하는 표면 체결구를 포함하는 성인용 기저귀가 제공된다.
위생 용품의 예에는 소아용 및 성인용 기저귀, 생리대 및 다른 용도의 냅킨 등이 포함되지만, 본 발명의 루프 부재는 반복된 분리 및 부착을 거칠 때 결합 강도의 우수한 지속성을 가지며, 따라서 특히 빈번하게 부착 및 분리되는 성인용 기저귀에 적합하다. 전형적인 태양에서, 본 발명의 루프 부재는 본 발명의 루프 부재 또는 다른 원하는 체결 부재와 각각 조합될 수 있고, 위생 용품, 바람직하게는 성인용 기저귀의 표면 체결구로서 사용될 수 있다.
바람직한 태양에서, 위생 용품은 우수한 공기 투과성을 갖는다. 더욱 구체적으로, 위생 용품에 우수한 착용감을 부여하는 관점에서, 걸리(Gurley) 방법에 의해 측정되는 위생 용품의 공기 투과도는 바람직하게는 약 5초 이하이다. 공기 투과도는 더욱 바람직하게는 약 3초 이하, 심지어 더욱 바람직하게는 약 1초 이하이다. 하한은 특별히 한정되지 않지만, 일 태양에서, 약 0.1초 이상이다.
위생 용품의 제조 방법은 특별히 한정되지 않으며, 방법의 예가 후술된다. 위생 용품에서 루프 부재 이외에 임의의 통상적으로 알려진 구성요소가 사용될 수 있고, 이의 구체적인 설명은 본 명세서에서 생략된다. 위생 용품에서, 루프 부재를 적용 부분에 부착하는 방법은 임의의 통상적으로 알려진 방법일 수 있다. 루프 부재의 인쇄 층 형성 표면은 통상적으로 알려진 접합 방법 (글루잉(gluing), 열 융착, 초음파 기계 가공 등에 의한 접합, 재봉(sewing), 스테이플링에 의한 기계적 고착 등)에 의해 적용 부분에 접합된다. 글루잉에 의한 체결을 위해, SIS 및 SBS와 같은 고무계 접착제, 아크릴계 접착제, 실리콘계 접착제, EVA계 접착제 등과 같은 공지의 접착제가 필요한 대로 적합하게 선택될 수 있지만, 접착제는 이들 수지에 한정되지 않는다.
본 발명의 태양은 루프 부재를 제공하며, 루프 층 및 배킹 층을 포함하는 표면 체결구용 루프 부재로서, 루프 층은 융착된 단섬유 부직포를 포함하고, 배킹 층은 캘린더링된 단섬유 부직포를 포함하고, 배킹 층 내의 섬유의 평균 섬도에 대한 루프 층 내의 섬유의 평균 섬도의 비 (루프 층 내의 섬유의 평균 섬도/배킹 층 내의 섬유의 평균 섬도)는 1.5 내지 30이고, 배킹 층의 두께는 15 μm 내지 100 μm인, 표면 체결구용 루프 부재를 포함한다.
추가로, 다른 태양은 이러한 루프 부재를 포함하는 성인용 기저귀를 제공한다.
이들 태양에 따르면, 우수한 공기 투과성, 유연성, 결합 강도, 반복된 분리 및 부착을 거친 때의 결합 강도 지속성, 및 인쇄 특성을 갖고 저비용으로 제조될 수 있는, 표면 체결구용 루프 부재 및 성인용 기저귀가 제공될 수 있다.
실시예
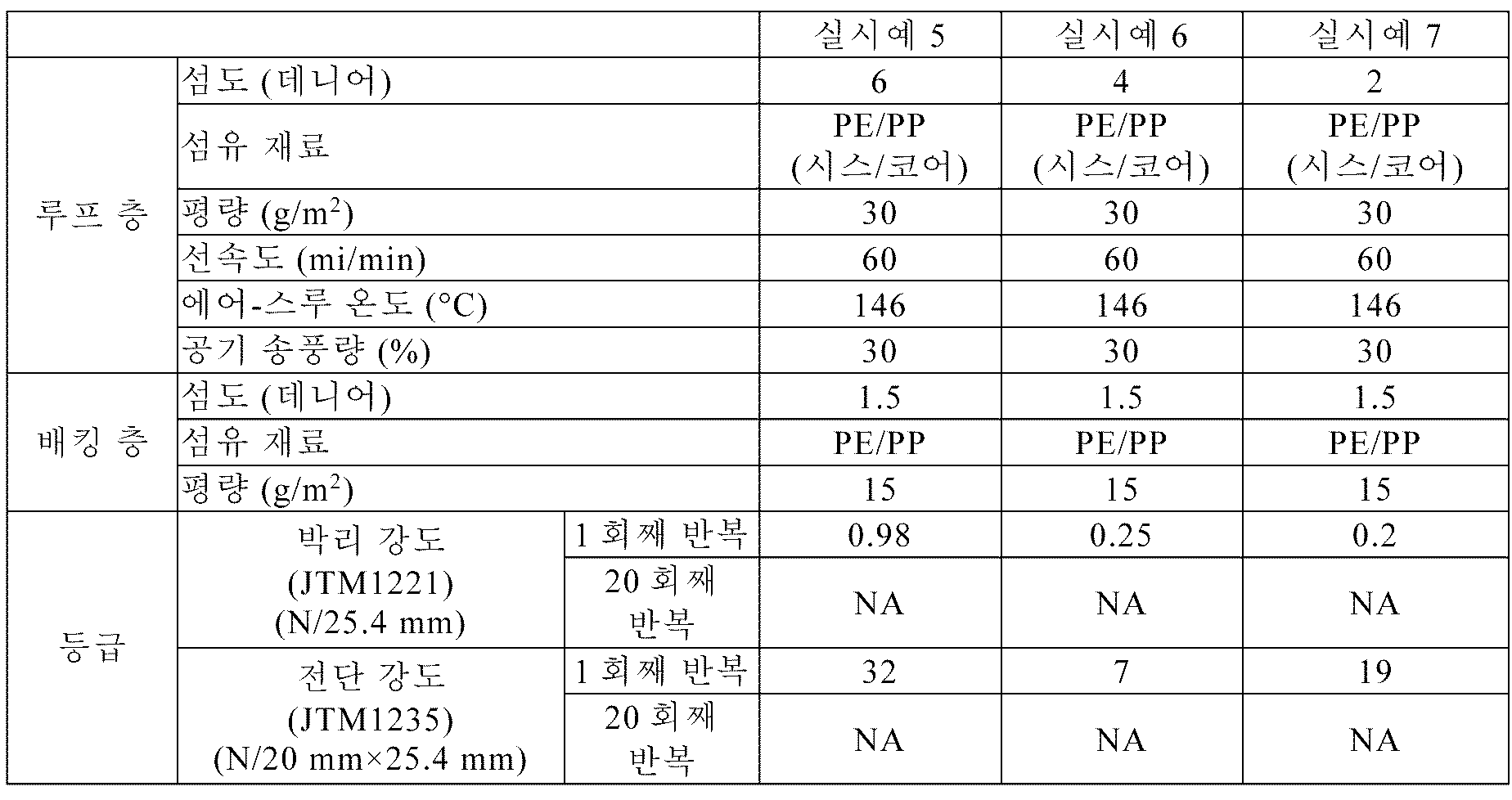
이제 실시예를 사용하여 본 발명을 추가로 상세하게 기재하지만, 본 발명은 이들 실시예에 한정되지 않는다. 실시예 1 내지 실시예 7은 고온 에어-스루 가공을 거친 루프 층이 제공된 루프 부재의 예의 설명이다. 예를 들어, 성인용 기저귀의 루프 부재에 적합하다. 한편, 실시예 B1 내지 실시예 B6은 저온 캘린더링을 거친 배킹 층 및 고온 에어-스루 가공을 거치지 않은 루프 층이 제공된 루프 부재의 예의 설명이다 (실시예 A1 내지 실시예 A5는 오직 배킹 층이 저온 캘린더링을 거친 예의 설명이다). 예를 들어, 소아용 기저귀의 루프 부재에 적합하다.
융착된 루프 층을 포함하는 루프 부재의 제조
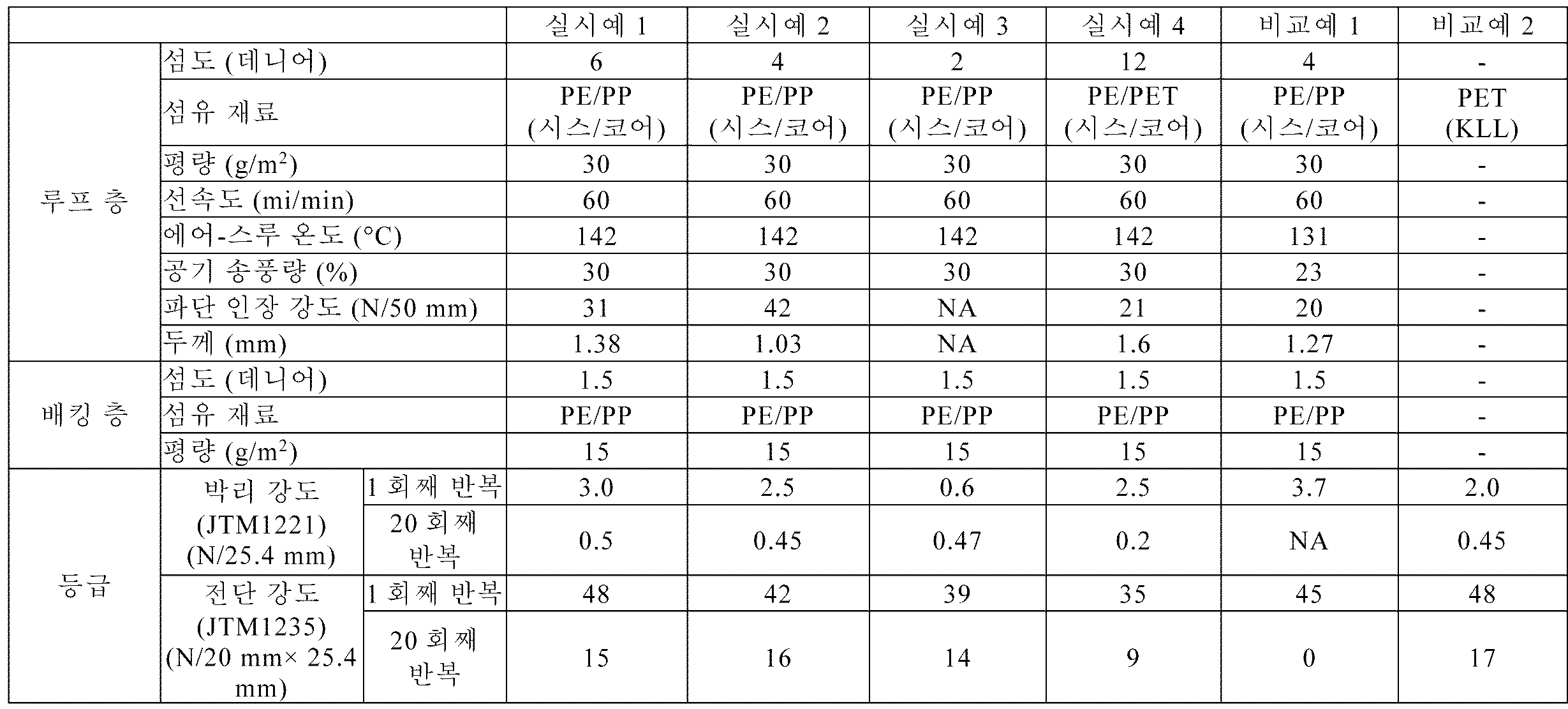
실시예 1 내지 실시예 7 및 비교예 1
루프 층을 위한 단섬유 부직포
하기의 카디드 부직포를 사용하였다. 시스의 융점은 약 115℃이었고 코어의 융점은 약 163℃이었다.
제품: 6.6 ESC 큐어 리피트(cure repeat) PE 1185, 폴리에틸렌 (시스) / 폴리프로필렌 (코어) 2성분 섬유,
평균 섬도: 6 데니어, 섬유 길이: 40 mm, 파이버비전스(Fibervisions)에 의해 제조됨.
제품: SESC4013, 폴리에틸렌 (시스) / 폴리프로필렌 (코어) 2성분 섬유, 평균 섬도: 4 데니어, 섬유 길이: 40 mm, 파이버비전스에 의해 제조됨.
제품: ESC225SDGK, 평균 섬도: 2 데니어, 폴리에틸렌 (시스) / 폴리프로필렌 (코어) 2성분 섬유, 섬유 길이: 40 mm, 파이버비전스로부터 구매가능함.
제품: ETC212C, 평균 섬도: 12 데니어, 폴리에틸렌 (시스) / 폴리에틸렌 테레프탈레이트 (코어) 2성분 섬유, 섬유 길이: 40 mm, 파이버비전스로부터 구매가능함.
루프 층의 융착
후술되는 오븐 내에서 그리고 하기의 조건 하에서, 단섬유 부직포를 고온 에어-스루 가공하였다. 따라서, 루프 층을 위한 단섬유 부직포를 얻었다.
오븐: 스트람 하이퍼(STRAHM HiPer)™ 썸 시스템(Therm System) (스트람 텍스타일 시스템즈 아게(Strahm Textile Systems AG)에 의해 제조됨)
선속도: 표 1 및 표 2에 나타난 바와 같음
에어-스루 온도: 표 1 및 표 2에 나타난 바와 같음
공기 송풍량*: 표 1 및 표 2에 나타난 바와 같음
* 오븐의 최대 송풍량 100%에 대한 비율
추가로, 폴리에틸렌 (시스) / 폴리프로필렌 (코어) 2성분 섬유로 구성된 카디드 부직포 (제품: 1.7 ESC 큐어 리피트 PE 1185 또는 SESC4014, 평균 섬도: 1.5 데니어, 섬유 길이: 40 mm, 파이버비전스로부터 구매가능함)를 150℃ 열 점 접합 롤러(thermal point bonding roller)에 통과시킨 후에, 100% 캘린더링하였다. 따라서, 배킹 층을 위한 단섬유 부직포 (평량: 15 gsm, 섬도: 1.5 데니어)를 얻었다.
전술된 바와 같이 얻어진, 루프 층을 위한 단섬유 부직포 및 배킹 층을 위한 단섬유 부직포를 적층하고 135℃의 온도 및 80 ㎏ (8 MPa)의 닙(nip) 압력으로 패턴 엠보싱하여 라미네이팅하였다. 따라서, 루프 부재를 얻었다.
비교예 2
KLL GKLL: 제품: CLP-06603, 쓰리엠 컴퍼니로부터 구매가능함.
융착된 루프 층을 포함하는 루프 부재의 특성 평가
1. 90도 박리 강도
1600 핀/in2을 갖는 후크 부재 (1600DH, 쓰리엠 컴퍼니에 의해 제조됨)를 수형 부재로서 사용하여, JTM-1221에 따라 90도 박리 강도를 측정하였다. 루프 부재 및 수형 부재의 결합 및 90도 박리를 20회 반복하였고 1회째 반복 및 20회째 반복에서의 박리 강도를 기록하였다.
2. 전단 강도
1600 핀/in2을 갖는 후크 부재 (1600DH, 쓰리엠 컴퍼니에 의해 제조됨)를 수형 부재로서 사용하여, JTM-1235에 따라 전단 강도를 측정하였다. 루프 부재와 수형 부재를 결합한 후에 측정한 전단 강도를 1회째 전단 강도로 설정하였고, JTM-1221에 따라 그리고 1.에서 전술된 방법에 의해, 루프 부재와 수형 부재의 결합 및 90도 박리를 20회 반복하였다. 이어서, 루프 부재와 수형 부재를 결합한 후에 측정한 전단 강도를 20회째 반복 시의 전단 강도로 설정하였다.
3. 인장 강도
텐실론(Tensilon) 범용 시험기 (RTG-1225, 에이 앤드 디 컴퍼니 리미티드(A&D Company, Ltd.)에 의해 제조됨)를 사용하여, 후술되는 방법을 통해 루프 층의 인장 강도를 측정하였다.
레이저 절단기를 사용하여 루프 층으로부터 100 mm 이상의 길이 및 50 mm의 폭으로 절단하여 샘플을 제작하였다.
텐실론 설정은 다음과 같았다:
척(Chuck) 간격: 100 mm
인장 속도: 300 mm/min
샘플을 척에 부착하고 파단 인장 강도를 측정하였다.
4. 루프 층 표면 조건
실시예 1 및 비교예 1에서 제작된 루프 부재의 루프 층의 표면 상태를, 광학 현미경을 사용하여 관찰하였다. 도 3은 실시예 1의 루프 층의 표면 상태 이미지를 나타내는 도면이다. 도 4는 비교예 1의 루프 층의 표면 상태 이미지를 나타내는 도면이다. 도 3 및 도 4는 각각 175배 확대율로 이미지화된 도면이다.
[표 1]
[표 2]
각각의 실시예에 따른 루프 부재에 의해 우수한 박리 강도 및 전단 강도가 나타났다. 실시예 1 내지 실시예 4에 대해, 심지어 분리 및 부착의 20회 반복 후에 우수한 박리 강도 및 전단 강도 (즉, 박리 강도 및 전단 강도의 우수한 지속성)가 나타났다. 각각의 실시예에 대한 박리 강도 및 전단 강도의 지속성은 비교예 2의 편물 루프보다 열등하지 않았다. 한편, 부직포 루프 부재가 사용된 비교예 1에 대해, 박리 시험에서, 루프 층의 라미네이션의 지속성은 10회째 내지 15회째 반복 시에 파괴되거나, 전단 강도는 반복된 분리 및 부착으로 인해 극적으로 감소하였다. 비교예 1에서는, 저온 에어-스루 조건 하에서 루프 층을 형성하였고, 따라서, 루프 층은 실질적으로 융착되지 않았다.
저온 캘린더링을 거친 배킹 층의 제조
실시예 A1 내지 실시예 A5 및 비교예 A1 내지 비교예 A5
배킹 층을 위한 단섬유 부직포
하기의 카디드 부직포를 배킹 층에 사용하였다. 시스의 융점은 약 115℃이었고 코어의 융점은 약 163℃이었다.
평균 섬도: 1.5 데니어, 폴리에틸렌 (시스) / 폴리프로필렌 (코어) 2성분 섬유, 섬유 길이: 40 mm, 평량: 15 gsm, 파이버비전스로부터 제조됨.
평균 섬도: 1.2 데니어, 폴리에틸렌 (시스) / 폴리프로필렌 (코어) 2성분 섬유, 섬유 길이: 40 mm, 평량: 15 gsm, 파이버비전스로부터 구매가능함 (제품: ESC112)
배킹 층의 캘린더링
단섬유 부직포를 열 점 접합 롤러에 통과시키고 임시로 고착시킨 후에, 100% 캘린더링 (캘린더 가공)하였다. 따라서, 배킹 층을 위한 단섬유 부직포를 얻었다. 이러한 단섬유 부직포의 섬도 및 캘린더링의 조건이 표 3에 나타난 바와 같다. 실시예 A1 내지 실시예 A5에서와 같이 비교적 저온에서 수행되는 캘린더링을 "저온 캘린더링"으로 지칭한다.
저온 캘린더링을 거친 배킹 층을 포함하는 루프 부재의 제조
실시예 B1 내지 실시예 B6 및 비교예 B1 및 비교예 B2
루프 층을 위한 단섬유 부직포
폴리에틸렌 (시스) / 폴리프로필렌 (코어) 2성분 섬유, 평균 섬도: 4 데니어, 섬유 길이: 40 mm, 파이버비전스로부터 제조됨.
루프 부재의 생성
전술된 루프 층을 위한 단섬유 부직포 및 저온 캘린더링을 거친 배킹 층을 위한 단섬유 부직포를 적층하고 135℃의 온도 및 5 MPa의 닙 압력에서 패턴 엠보싱하여 라미네이팅하였다. 따라서, 루프 부재를 얻었다.
저온 캘린더링을 거친 배킹 층 및 이를 포함하는 루프 부재의 특성 평가
1. 전단 강도 및 인장 강도
"융착된 루프 층을 포함하는 루프 부재의 특성 평가"에서 전술된 것과 동일한 방식으로 전단 강도 및 인장 강도를 평가하였다.
2. JIS L1096의 캔틸레버 방법에 따른 유연도
25 mm × 250 mm의 시험편을 샘플로부터 수집하였다. 시험편의 제1 에지를 캔틸레버-유형 시험 기기의 플랫폼의 전방 단부와 정렬하여 그 상에 배치하였다. 마크 D에 대해 강철 자(steel ruler)의 0점을 조정하고, 이 상태로, 강철 자를 시험 편 상에 배치하였다. 강철 자 및 시험편을 경사면 방향으로 일정 속도로 함께 완만하게 가압하였다. 강철 자를 이동시키고 시험편을 8초간 방치하고, 이어서, 시험편의 돌출 길이를 강철 자에서 판독하였다.
3. KES에 따른 유연도
카토 테크(Kato Tech)에 의해 제조된 KESFB2-S를 시험 기기로서 사용하였다. 샘플로부터 시험편을 수집하고 시험 기기에 배치하였다. 따라서, 휨 강성(flexural rigidity) (gf×㎠/cm)을 얻었다. 1 gf×㎠/cm는 0.0098 N×㎠/cm와 동일함에 유의하며, 둘 모두의 값이 표 3에 기록되어 있다. 또한, 표 3에서, "5.4E-05"는, 예를 들어 "5.4×10-5"를 의미한다.
4. JIS L1096의 프라지어 방법에 따른 공기 투과성
토요 세이키 세이사쿠-쇼 리미티드 (Toyo Seiki Seisaku-Sho. Ltd.)에 의해 제조된 기기를 프라지어-유형 시험 기기로서 사용하였다. 샘플로부터 150 mm×150 mm 시험편을 수집하고, 시험편을 시험 기기의 실린더의 제1 단부에 부착하였다. 이어서, 경사진 기압계가 125 Pa를 나타내도록 가변 저항기를 사용하여 흡입 팬 및 공기 포트를 조정하고, 그 시점에 수직 기압계에 나타난 압력을 측정하였다. 시험 기기에 제공된 변환표를 사용하여, 측정된 압력 및 공기 포트의 유형으로부터 시험편을 통과하는 기류 (㎤/sec×㎠)를 계산하였다.
[표 3]
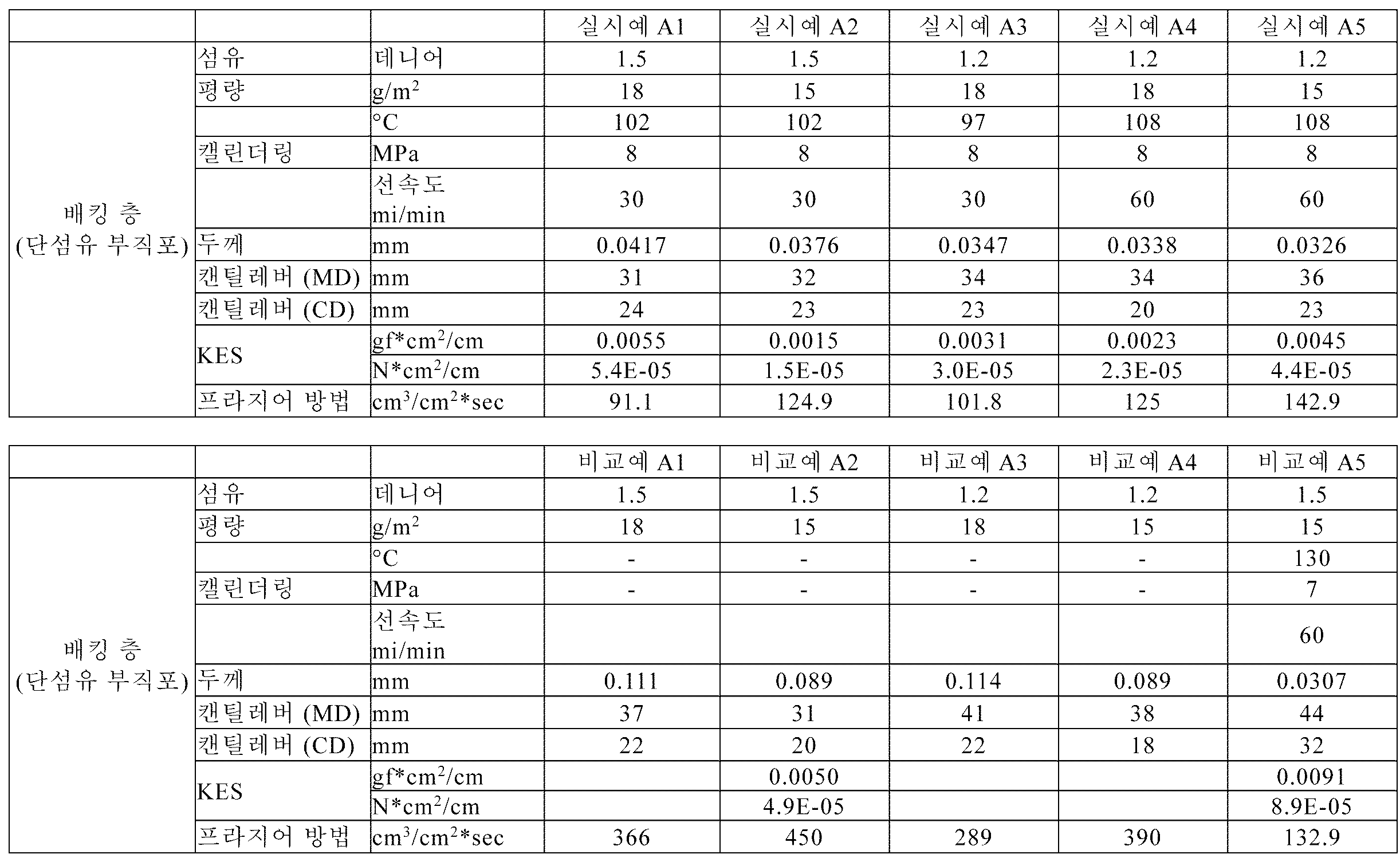
표 3에 나타난 바와 같이, 실시예 A1 내지 실시예 A5에 대해, 캘린더링을 수행하지 않은 비교예 A1 내지 비교예 A5와 비교하여 프라지어 방법의 수치가 낮았다. 즉, 실시예 A1 내지 실시예 A5에 대해, 공기 투과성이 적절히 감소된다. 한편, 130℃에서 캘린더링을 수행한 비교예 A5와 비교하여, 캔틸레버 값 및 KES 값 둘 모두가 낮았으며, 이는 유연도가 증가하였음 (부직포가 부드러워졌음)을 의미한다.
[표 4]
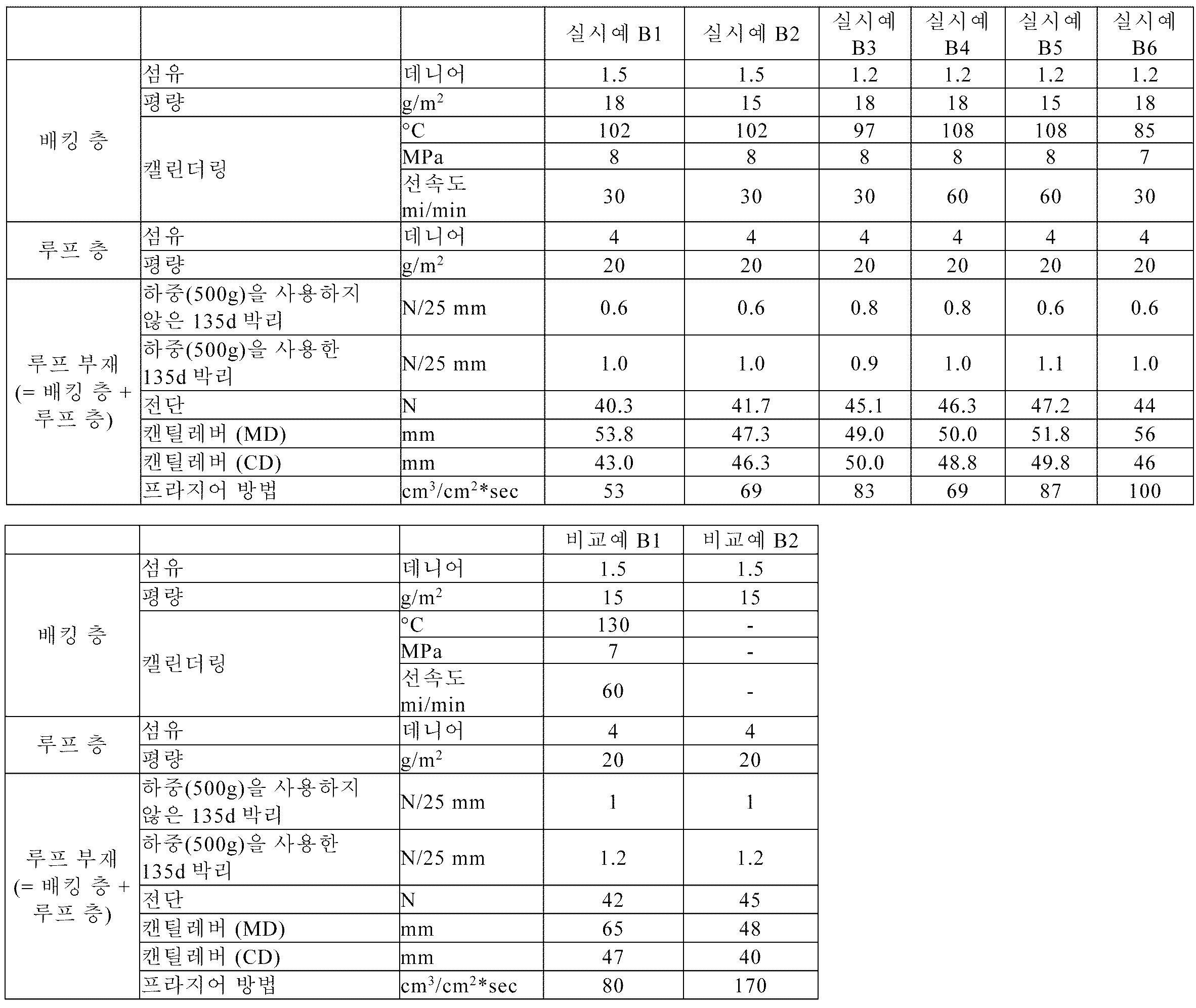
표 4에 나타난 바와 같이, 실시예 B1 내지 실시예 B6에 대해, 프라지어 방법의 수치는 캘린더링을 거치지 않은 배킹 층을 포함하는 비교예 B2와 비교하여 낮았다. 즉, 실시예 B1 내지 실시예 B6에 대해, 공기 투과성이 적절히 감소된다. 한편, 130℃에서 캘린더링된 기자재 층을 포함하는 비교예 B1과 비교하여, 캔틸레버 값은 (특히, 기계 방향에서) 낮았으며, 이는 유연도가 증가하였음 (부직포가 부드러워졌음)을 의미한다.
고온 에어-스루 가공을 거친 루프 층을, 캘린더링을 거친 배킹 층과 조합한 예 (예를 들어, 성인용 기저귀의 루프 부재로 적합한, 실시예 1 내지 실시예 7); 및 고온 에어-스루 가공을 거치지 않은 루프 층을, 저온 캘린더링을 거친 배킹 층과 조합한 예 (예를 들어, 소아용 기저귀의 루프 부재로 적합한, 실시예 B1 내지 실시예 B6)의 설명을 제공하였다. 이들 이외에, 고온 에어-스루 가공을 거친 루프 층을, 저온 캘린더링을 거친 배킹 층과 조합한 예가 가능하다. 이러한 고온 에어-스루 가공된 루프 층 + 저온 캘린더링된 배킹 층 조합에 따르면, 높은 내구성을 갖는 루프 층을 포함하며 공기 투과성 및 유연성이 적절히 균형을 이루는 루프 부재가 제공된다.
추가로, 고온 에어-스루 가공을 거치지 않은 루프 층과 저온 캘린더링된 배킹 층을 조합한 후에 루프 층 측을 고온 에어-스루 가공하는 것이 또한 가능하다. 그러나, 이 경우에, 고온 에어-스루가 배킹 층을 통과하고 이와 접촉하는 것으로 인해, 저온 캘린더링으로부터 얻어지는 특성이 쉽게 나타날 수 있다. 따라서, 각각의 층의 특성의 차이를 사용하는 관점에서, 전술한 구성이 바람직하다.
추가로, 재료, 온도, 압력 등은 본 발명의 사상 및 범주 내에서 변화될 수 있다.
본 발명의 루프 부재는, 예를 들어, 위생 용품 및 특히 성인용 및 소아용 기저귀에 유리하게 사용될 수 있다.
Claims (12)
- 단섬유 부직포(short-fiber nonwoven)를 포함하는 상부 층 및 단섬유 부직포를 포함하는 기재(substrate) 층을 포함하는, 기계적 체결구(mechanical fastener)용 루프 구성요소(loop component)로서,
[기재 층의 평균 섬도(fineness) (데니어)]에 대한 [상부 층의 평균 섬도 (데니어)]의 비는 1.5 내지 30이고,
기재의 유연도(softness)는 45도 캔틸레버(cantilever) 방법에 의해 MD 방향에서 60 mm 미만이고 CD 방향에서 50 mm 미만이며,
기재의 공기 투과도는 프라지어(Frajour) 유형 방법에 의해 10 내지 100 ㎤/sec*㎠인, 루프 구성요소. - 제1항에 있어서, 기재 층은 기재 층 내의 단섬유의 표면의 융점보다 낮은 온도로 압축되는, 루프 구성요소.
- 제1항에 있어서, 기재 층은 120℃ 미만인 온도로 압축되는, 루프 구성요소.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 기재 층은 7 MPa 초과의 압력으로 압축되는, 루프 구성요소.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 루프 구성요소와 후크(hook) 구성요소가 20회 반복적으로 부착/분리된 후에 분리될 때(20회째 분리될 때), 90도 박리 강도(peel strength)는 후크 구성 요소에 대해 0.2 N/25.4 mm 내지 5.0 N/25.4 mm인, 루프 구성요소.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 루프 층은 융착된 단섬유 부직포를 포함하는, 루프 구성요소.
- 제6항에 있어서, 루프 층 내의 단섬유 부직포는 제1 융점을 갖는 코어(core) 및 제1 융점보다 낮은 제2 융점을 갖는 시스(sheath)를 포함하고,
루프 층은 제1 융점과 제2 융점 사이의 온도로 융착되는, 루프 구성요소. - 제6항에 있어서, 루프 층 내의 단섬유 부직포는 폴리프로필렌 코어 및 폴리에틸렌 시스 구조를 포함하고, 루프 층은 135 내지 145℃의 온도로 융착되는, 루프 구성요소.
- 제1항 내지 제8항 중 어느 한 항에 있어서, 기재 층 상에 인쇄 층을 추가로 포함하는 루프 구성요소.
- 제1항 내지 제9항 중 어느 한 항에 기재된 루프 구성요소를 포함하는 위생 용품.
- 기재의 유연도가 45도 캔틸레버 방법에 의해 MD 방향에서 40 mm 미만이고 CD 방향에서 30 mm 미만이며, 기재의 공기 투과도가 프라지어 유형 방법에 의해 150 ㎤/sec*㎠ 미만인, 단섬유 부직포.
- 기재의 유연도가 KES 방법에 의해 0.00008 N*㎠/cm 미만이고, 기재의 공기 투과도가 프라지어 유형 방법에 의해 150 ㎤/sec*㎠ 미만인, 단섬유 부직포.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015253849A JP6838802B2 (ja) | 2015-12-25 | 2015-12-25 | 短繊維不織布、面ファスナー用ループ部材及び衛生用品 |
| JPJP-P-2015-253849 | 2015-12-25 | ||
| PCT/US2016/066809 WO2017112509A1 (en) | 2015-12-25 | 2016-12-15 | Short fiber nonwoven fabric, loop member for surface fastener, and sanitary article |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20180098317A true KR20180098317A (ko) | 2018-09-03 |
Family
ID=57796982
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020187020943A Withdrawn KR20180098317A (ko) | 2015-12-25 | 2016-12-15 | 단섬유 부직포, 표면 체결구용 루프 부재, 및 위생 용품 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20190000696A1 (ko) |
| EP (1) | EP3393417A1 (ko) |
| JP (1) | JP6838802B2 (ko) |
| KR (1) | KR20180098317A (ko) |
| CN (1) | CN108697566B (ko) |
| BR (1) | BR112018013046A2 (ko) |
| TW (1) | TWI757262B (ko) |
| WO (1) | WO2017112509A1 (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106436025B (zh) * | 2016-07-15 | 2019-03-15 | 厦门和洁无纺布制品有限公司 | 一种带有印刷图案的无纺布卷材 |
| JP7202772B2 (ja) * | 2017-09-22 | 2023-01-12 | 大王製紙株式会社 | テープタイプ使い捨ておむつ |
| JP7709389B2 (ja) * | 2020-01-29 | 2025-07-16 | クラレファスニング株式会社 | 生分解性に優れた表裏係合型面ファスナー |
| DE102020114549A1 (de) * | 2020-05-29 | 2021-12-02 | Mondi Ag | Vliesstoffelement und Herstellungsverfahren |
| WO2022088058A1 (en) * | 2020-10-30 | 2022-05-05 | The Procter & Gamble Company | Absorbent article with hybrid nonwoven web |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5470424A (en) | 1993-11-30 | 1995-11-28 | Kimberly-Clark Corporation | Process for forming liquid impermeable sheet material having a fibrous surface and products formed thereby |
| US5786060A (en) | 1995-09-28 | 1998-07-28 | Japan Vilene Company, Ltd. | Female member for face fastener and method of producing the same |
| WO2008130807A1 (en) | 2007-04-17 | 2008-10-30 | Aplix, Inc. | Loop material for loop and hook type fastener used in a disposable article or garment |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3277046B2 (ja) * | 1993-10-06 | 2002-04-22 | 三菱製紙株式会社 | 水流交絡不織布及びその製造法 |
| JP3181195B2 (ja) * | 1995-06-22 | 2001-07-03 | 大和紡績株式会社 | 表面に凹凸を有する不織布と面ファスナー雌材及びその製造方法 |
| JP3222833B2 (ja) * | 1998-05-26 | 2001-10-29 | 花王株式会社 | 不織布及びそれを用いた吸収性物品 |
| WO1999060881A1 (en) * | 1998-05-26 | 1999-12-02 | Kao Corporation | Fastener and absorbing article using it |
| CA2450380A1 (en) * | 2001-06-12 | 2002-12-19 | Velcro Industries B.V. | Loop materials for touch fastening |
| JP2004261332A (ja) * | 2003-02-28 | 2004-09-24 | Daio Paper Corp | 吸収性物品および吸収パッド保持体 |
| JP2004267257A (ja) * | 2003-03-05 | 2004-09-30 | Daio Paper Corp | 使い捨て紙おむつ |
| US7981822B2 (en) * | 2004-07-21 | 2011-07-19 | Aplix S.A. | Hook and loop fastener device |
| DE102004053469A1 (de) * | 2004-11-03 | 2006-05-04 | Paul Hartmann Ag | Schlaufenbildendes Vliesstoffmaterial für ein mechanisches Verschlussmittel |
| JP4620604B2 (ja) * | 2006-02-20 | 2011-01-26 | 日本バイリーン株式会社 | 印刷用基材 |
| JP2007284838A (ja) * | 2006-04-19 | 2007-11-01 | Daiwabo Co Ltd | 水流交絡不織布およびワイパー |
| JP2009209496A (ja) * | 2008-03-06 | 2009-09-17 | Toray Ind Inc | ニードルパンチ不織布 |
| JP5605148B2 (ja) * | 2010-10-12 | 2014-10-15 | 東洋紡株式会社 | 発泡成型品補強材用不織布及びその製造方法 |
| EP2505707B1 (de) * | 2011-04-01 | 2013-07-31 | Rkw Se | Die Verwendung von wasserstrahlverfestigten Vliesen als Klettverschlusskomponente |
| JP5796336B2 (ja) * | 2011-04-28 | 2015-10-21 | Jnc株式会社 | 凹凸伸縮不織布 |
| US20160302534A1 (en) * | 2013-11-12 | 2016-10-20 | 3M Innovative Properties Company | Loop components for hook-and-loop fasteners and methods of making the same |
| JP6509506B2 (ja) * | 2014-07-09 | 2019-05-08 | スリーエム イノベイティブ プロパティズ カンパニー | 面ファスナー用ループ部材及び衛生用品 |
| JP6714982B2 (ja) * | 2014-08-15 | 2020-07-01 | 旭化成株式会社 | 嵩高性複合長繊維不織布 |
-
2015
- 2015-12-25 JP JP2015253849A patent/JP6838802B2/ja active Active
-
2016
- 2016-12-15 BR BR112018013046A patent/BR112018013046A2/pt not_active Application Discontinuation
- 2016-12-15 US US16/064,469 patent/US20190000696A1/en not_active Abandoned
- 2016-12-15 CN CN201680075634.0A patent/CN108697566B/zh active Active
- 2016-12-15 EP EP16826230.1A patent/EP3393417A1/en not_active Withdrawn
- 2016-12-15 WO PCT/US2016/066809 patent/WO2017112509A1/en not_active Ceased
- 2016-12-15 KR KR1020187020943A patent/KR20180098317A/ko not_active Withdrawn
- 2016-12-23 TW TW105142893A patent/TWI757262B/zh not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5470424A (en) | 1993-11-30 | 1995-11-28 | Kimberly-Clark Corporation | Process for forming liquid impermeable sheet material having a fibrous surface and products formed thereby |
| US5786060A (en) | 1995-09-28 | 1998-07-28 | Japan Vilene Company, Ltd. | Female member for face fastener and method of producing the same |
| WO2008130807A1 (en) | 2007-04-17 | 2008-10-30 | Aplix, Inc. | Loop material for loop and hook type fastener used in a disposable article or garment |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112018013046A2 (pt) | 2018-12-04 |
| EP3393417A1 (en) | 2018-10-31 |
| JP6838802B2 (ja) | 2021-03-03 |
| CN108697566A (zh) | 2018-10-23 |
| WO2017112509A1 (en) | 2017-06-29 |
| JP2017113391A (ja) | 2017-06-29 |
| TW201736658A (zh) | 2017-10-16 |
| TWI757262B (zh) | 2022-03-11 |
| US20190000696A1 (en) | 2019-01-03 |
| CN108697566B (zh) | 2022-05-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6509506B2 (ja) | 面ファスナー用ループ部材及び衛生用品 | |
| TWI280869B (en) | Foam-based fasteners | |
| RU2724844C1 (ru) | Впитывающее изделие | |
| KR20180098317A (ko) | 단섬유 부직포, 표면 체결구용 루프 부재, 및 위생 용품 | |
| KR101455440B1 (ko) | 면 파스너의 암부재, 이 암부재를 이용한 면 파스너 및 이 면 파스너를 이용한 흡수성 물품 | |
| RU2713963C1 (ru) | Многослойный нетканый материал, способ его изготовления, впитывающее изделие и потовпитывающий лист | |
| JP5884733B2 (ja) | 積層不織布とその製品 | |
| CN109906068B (zh) | 环构件和尿布 | |
| JP2015119782A (ja) | 面ファスナー用止着部材及びその製造方法、並びに衛生用品 | |
| CN107923093B (zh) | 用于表面扣件的环构件以及成人尿布 | |
| JP5514536B2 (ja) | 使い捨ておむつ | |
| CN107708469A (zh) | 面接触固定件用母构件 | |
| CN107708470A (zh) | 面接触固定件用母构件 | |
| JP2002159532A (ja) | 吸収性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20180720 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| PC1203 | Withdrawal of no request for examination | ||
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |