KR20180098256A - 마찰 교반 점 접합장치 및 마찰 교반 점 접합방법 - Google Patents
마찰 교반 점 접합장치 및 마찰 교반 점 접합방법 Download PDFInfo
- Publication number
- KR20180098256A KR20180098256A KR1020187017389A KR20187017389A KR20180098256A KR 20180098256 A KR20180098256 A KR 20180098256A KR 1020187017389 A KR1020187017389 A KR 1020187017389A KR 20187017389 A KR20187017389 A KR 20187017389A KR 20180098256 A KR20180098256 A KR 20180098256A
- Authority
- KR
- South Korea
- Prior art keywords
- tool
- joining
- plate
- value
- friction stir
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
- B23K20/1265—Non-butt welded joints, e.g. overlap-joints, T-joints or spot welds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
- B23K20/123—Controlling or monitoring the welding process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
- B23K20/123—Controlling or monitoring the welding process
- B23K20/1235—Controlling or monitoring the welding process with temperature control during joining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
- B23K20/1245—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding characterised by the apparatus
- B23K20/125—Rotary tool drive mechanism
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
- B23K20/1245—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding characterised by the apparatus
- B23K20/1255—Tools therefor, e.g. characterised by the shape of the probe
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
- B23K20/1245—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding characterised by the apparatus
- B23K20/126—Workpiece support, i.e. backing or clamping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/18—Sheet panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/10—Aluminium or alloys thereof
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
Description
도 2는, 도 1의 마찰 교반 점 접합장치가 구비하는 접합유닛의 측면도이다.
도 3은, 도 1의 마찰 교반 점 접합장치의 동작 플로차트이다.
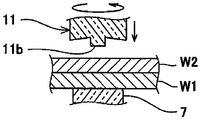
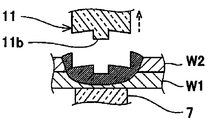
도 4a ~ 도 4c는, 도 1의 마찰 교반 점 접합장치를 이용한 마찰 교반 점 접합의 각 공정을 설명하는 단면도이다.
도 5는, 툴의 회전수와 툴 회전용 모터의 전류 값의 각 시간변화를 나타내는 도면이다.
도 6은, 변형 예의 마찰 교반 점 접합장치가 구비하는 접합유닛의 측면도이다.
도 7은, 비교 예의 툴 온도와 핀부의 지름의 각 변화를 나타내는 도면이다.
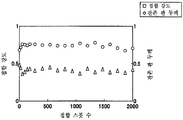
도 8은, 비교 예의 접합강도와 잔존 판 두께의 각 변화를 나타내는 도면이다.
도 9는, 실시 예의 툴 온도와 핀부의 지름의 각 변화를 나타내는 도면이다.
도 10은, 실시 예의 접합강도와 잔존 판 두께의 각 변화를 나타내는 도면이다.
PTarget : 목표 값
M1 : 툴 이동용 모터(진퇴 구동기)
M2 : 툴 회전용 모터(회전 구동기)
W1, W2 : 판재
1 : 접합장치
11 : 툴
13 : 제어기
Claims (4)
- 한 쌍의 판재를 마찰 교반 점 접합하는 마찰 교반 점 접합장치로서,
툴을 상기 판재를 향해서 진퇴 시키는 진퇴 구동기와,
상기 툴을 회전시키는 회전 구동기와,
상기 진퇴 구동기 및 상기 회전 구동기를 제어하는 제어기를 구비하며,
상기 제어기는,
상기 툴을 회전시킨 상태에서 상기 툴에 상기 판재를 가압시켜 상기 툴을 상기 판재에 압입하는 접합제어와,
상기 접합제어 중의 상기 회전 구동기의 전류 값 및 상기 접합제어 중의 구동시간을 이용하여 산출되는 적산 값이 목표 값에 도달하였다고 판정되면, 상기 툴을 상기 판재로부터 떨어뜨리는 이격 제어를 실행하는 것을 특징으로 하는 마찰 교반 점 접합장치. - 제1항에 있어서,
상기 제어기는, 상기 전류 값과, 상기 구동시간과, 상기 접합제어 중의 상기 툴의 회전수와의 곱을 이용하여 상기 적산 값을 산출하는 것을 특징으로 하는 마찰 교반 점 접합장치. - 제1항 또는 제2항에 있어서,
상기 제어기는, 상기 접합제어 중에 상기 판재에 압입되는 상기 툴의 온도에 대응하여 상기 목표 값을 변경하는 특징으로 하는 마찰 교반 점 접합장치. - 한 쌍의 판재를 마찰 교반 점 접합하는 방법으로서,
회전 구동기에 의해 회전시킨 툴에 상기 판재를 가압시켜서 상기 툴을 상기 판재에 압입하는 접합 공정과,
상기 접합 공정 중의 상기 회전 구동기의 전류 값 및 상기 접합 공정 중의 상기 회전 구동기의 구동시간을 이용한 적산 값을 산출하는 적산 값 산출 공정과,
상기 적산 값이 목표 값에 도달하였다고 판정되면, 상기 툴을 상기 판재로부터 떨어뜨리는 이격 공정를 구비하는 것을 특징으로 하는 마찰 교반 점 접합방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2015-228691 | 2015-11-24 | ||
| JP2015228691A JP6554029B2 (ja) | 2015-11-24 | 2015-11-24 | 摩擦撹拌点接合装置及び摩擦撹拌点接合方法 |
| PCT/JP2016/004887 WO2017090239A1 (ja) | 2015-11-24 | 2016-11-15 | 摩擦撹拌点接合装置及び摩擦撹拌点接合方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20180098256A true KR20180098256A (ko) | 2018-09-03 |
| KR102000691B1 KR102000691B1 (ko) | 2019-07-16 |
Family
ID=58764050
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020187017389A Expired - Fee Related KR102000691B1 (ko) | 2015-11-24 | 2016-11-15 | 마찰 교반 점 접합장치 및 마찰 교반 점 접합방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11292076B2 (ko) |
| EP (1) | EP3381599B1 (ko) |
| JP (1) | JP6554029B2 (ko) |
| KR (1) | KR102000691B1 (ko) |
| CN (1) | CN108349042B (ko) |
| WO (1) | WO2017090239A1 (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10583519B2 (en) * | 2016-08-12 | 2020-03-10 | The Boeing Company | Friction stir welding method and assembly |
| CN110248764B (zh) * | 2017-02-21 | 2021-08-31 | 株式会社Ihi | 线性摩擦接合装置以及线性摩擦接合方法 |
| JP7181113B2 (ja) * | 2019-02-08 | 2022-11-30 | トヨタ自動車株式会社 | 異種金属接合方法 |
| JP7223651B2 (ja) * | 2019-07-01 | 2023-02-16 | 川崎重工業株式会社 | 接合システム及びその運転方法 |
| JP6986647B1 (ja) * | 2021-03-31 | 2021-12-22 | 株式会社日立パワーソリューションズ | ロボット型摩擦攪拌接合装置及びその接合ツールの挿入方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3471338B2 (ja) | 2001-07-30 | 2003-12-02 | 川崎重工業株式会社 | 摩擦攪拌接合装置 |
| JP2009241085A (ja) * | 2008-03-28 | 2009-10-22 | Nippon Steel Corp | 接合強度特性に優れたラミネート鋼板の接合方法 |
| JP2011115842A (ja) * | 2009-12-07 | 2011-06-16 | Kawasaki Heavy Ind Ltd | 摩擦攪拌接合装置及びその接合方法 |
| JP2013086175A (ja) * | 2011-10-24 | 2013-05-13 | Jfe Steel Corp | 高張力鋼板の接合ツールおよび接合方法 |
| JP2013237104A (ja) * | 2006-05-15 | 2013-11-28 | Welding Inst | 摩擦撹拌方法及び該方法による一組のワークピースの接合 |
Family Cites Families (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6050475A (en) * | 1998-05-29 | 2000-04-18 | Mcdonnell Douglas Corporation | Method and apparatus for controlling downforce during friction stir welding |
| JP4286962B2 (ja) * | 1999-04-21 | 2009-07-01 | 昭和電工株式会社 | 摩擦攪拌接合方法 |
| US6236017B1 (en) * | 1999-07-01 | 2001-05-22 | Bechtel Bwxt Idaho, Llc | Method and apparatus for assessing weld quality |
| JP3763734B2 (ja) * | 2000-10-27 | 2006-04-05 | 株式会社日立製作所 | パネル部材の加工方法 |
| JP4050478B2 (ja) * | 2001-03-29 | 2008-02-20 | マツダ株式会社 | 摩擦撹拌を用いた加工制御方法、並びに当該方法を実行するコンピュータプログラム並びに当該コンピュータプログラムを格納した記憶媒体 |
| DE60206893T2 (de) * | 2001-03-29 | 2006-07-27 | Mazda Motor Corp. | Drehendes reibungschweissverfahren und vorrichtung |
| DE10139687C1 (de) * | 2001-08-11 | 2003-02-20 | Eads Deutschland Gmbh | Reibrührwerkzeug zum Reibschweißen |
| JP4235874B2 (ja) * | 2001-09-20 | 2009-03-11 | 株式会社安川電機 | 摩擦撹拌接合法の加熱装置 |
| JP3546043B2 (ja) * | 2002-02-22 | 2004-07-21 | 川崎重工業株式会社 | 摩擦撹拌接合方法および装置 |
| JP3538419B2 (ja) * | 2002-08-20 | 2004-06-14 | 川崎重工業株式会社 | 摩擦撹拌接合装置 |
| JP3498086B1 (ja) * | 2003-05-14 | 2004-02-16 | 川崎重工業株式会社 | 摩擦撹拌接合方法および摩擦撹拌接合装置 |
| CN1271480C (zh) * | 2004-03-05 | 2006-08-23 | 西北工业大学 | 线性摩擦焊机单片机控制器及控制方法 |
| US7078647B2 (en) * | 2004-10-21 | 2006-07-18 | Wisconsin Alumni Research Foundation | Arc-enhanced friction stir welding |
| JP4661367B2 (ja) * | 2005-05-30 | 2011-03-30 | マツダ株式会社 | 摩擦点接合方法及びその装置 |
| JP4851171B2 (ja) * | 2005-11-29 | 2012-01-11 | 本田技研工業株式会社 | 摩擦撹拌接合方法 |
| US7992761B2 (en) * | 2006-10-05 | 2011-08-09 | The Boeing Company | Process control system for friction stir welding |
| US8011560B2 (en) * | 2006-12-12 | 2011-09-06 | GM Global Technology Operations LLC | Apparatus and method of solid-state welding |
| WO2009098836A1 (en) * | 2008-02-08 | 2009-08-13 | Fuji Electric Fa Components & Systems Co., Ltd. | Manufacturing method of electric contact and manufacturing equipment of electric contact |
| JP5236420B2 (ja) * | 2008-03-25 | 2013-07-17 | 株式会社ダイヘン | アークスポット溶接装置 |
| JP5342280B2 (ja) * | 2009-03-16 | 2013-11-13 | 株式会社神戸製鋼所 | タンデムパルスアーク溶接制御装置、及び、そのシステム |
| CN101791733B (zh) * | 2009-10-31 | 2012-05-30 | 华南理工大学 | 一种铝合金双丝双脉冲焊接方法及其焊接电源 |
| GB2482003B (en) * | 2010-07-14 | 2012-08-22 | Rolls Royce Plc | Process control method |
| JP5108075B2 (ja) * | 2010-10-01 | 2012-12-26 | 川崎重工業株式会社 | 摩擦撹拌装置および摩擦撹拌方法 |
| JP5588385B2 (ja) * | 2011-03-18 | 2014-09-10 | 川崎重工業株式会社 | 摩擦攪拌点接合装置および摩擦攪拌点接合方法 |
| US8657179B1 (en) * | 2012-03-26 | 2014-02-25 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Weld nugget temperature control in thermal stir welding |
| KR101505381B1 (ko) * | 2012-04-06 | 2015-03-23 | 제이에프이 스틸 가부시키가이샤 | 강판의 마찰 교반 접합 방법 |
| IN2015MN00061A (ko) * | 2012-07-13 | 2015-10-16 | Henrob Ltd | |
| US8556156B1 (en) * | 2012-08-30 | 2013-10-15 | Apple Inc. | Dynamic adjustment of friction stir welding process parameters based on weld temperature |
| JP6084887B2 (ja) * | 2013-04-16 | 2017-02-22 | 川崎重工業株式会社 | 摩擦撹拌接合装置および摩擦撹拌接合方法 |
| EP3067148B1 (en) * | 2013-11-07 | 2022-09-07 | JFE Steel Corporation | Friction stir welding method for high-strength steel sheets or plates |
| DE112015003729T5 (de) * | 2014-08-11 | 2017-05-18 | Fanuc Corp. | Rührreibschweißvorrichtung, Rührreibschweißsystem und Rührreibschweißverfahren |
| KR101854794B1 (ko) * | 2014-10-23 | 2018-05-08 | 카와사키 주코교 카부시키 카이샤 | 마찰 교반 점 접합 장치 및 마찰 교반 점 접합 방법 |
| EP3366410A4 (en) * | 2015-10-21 | 2019-09-04 | Kawasaki Jukogyo Kabushiki Kaisha | REFRACTORY POINT WELDING MACHINE AND REACTIVE POINT WELDING METHOD |
| JP6924563B2 (ja) * | 2016-08-30 | 2021-08-25 | 川崎重工業株式会社 | 位置決め制御装置の制御方法及び位置決め制御装置 |
| CN109862988A (zh) * | 2016-10-31 | 2019-06-07 | 川崎重工业株式会社 | 摩擦搅拌点接合装置及摩擦搅拌点接合方法 |
-
2015
- 2015-11-24 JP JP2015228691A patent/JP6554029B2/ja active Active
-
2016
- 2016-11-15 EP EP16868190.6A patent/EP3381599B1/en active Active
- 2016-11-15 CN CN201680068141.4A patent/CN108349042B/zh active Active
- 2016-11-15 US US15/778,854 patent/US11292076B2/en active Active
- 2016-11-15 WO PCT/JP2016/004887 patent/WO2017090239A1/ja not_active Ceased
- 2016-11-15 KR KR1020187017389A patent/KR102000691B1/ko not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3471338B2 (ja) | 2001-07-30 | 2003-12-02 | 川崎重工業株式会社 | 摩擦攪拌接合装置 |
| JP2013237104A (ja) * | 2006-05-15 | 2013-11-28 | Welding Inst | 摩擦撹拌方法及び該方法による一組のワークピースの接合 |
| JP2009241085A (ja) * | 2008-03-28 | 2009-10-22 | Nippon Steel Corp | 接合強度特性に優れたラミネート鋼板の接合方法 |
| JP2011115842A (ja) * | 2009-12-07 | 2011-06-16 | Kawasaki Heavy Ind Ltd | 摩擦攪拌接合装置及びその接合方法 |
| KR20120084768A (ko) * | 2009-12-07 | 2012-07-30 | 카와사키 주코교 카부시키 카이샤 | 마찰 교반 접합 장치 및 방법 |
| JP2013086175A (ja) * | 2011-10-24 | 2013-05-13 | Jfe Steel Corp | 高張力鋼板の接合ツールおよび接合方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US11292076B2 (en) | 2022-04-05 |
| KR102000691B1 (ko) | 2019-07-16 |
| JP2017094354A (ja) | 2017-06-01 |
| US20180354064A1 (en) | 2018-12-13 |
| EP3381599B1 (en) | 2020-09-09 |
| CN108349042A (zh) | 2018-07-31 |
| EP3381599A1 (en) | 2018-10-03 |
| EP3381599A4 (en) | 2019-08-14 |
| CN108349042B (zh) | 2020-06-19 |
| JP6554029B2 (ja) | 2019-07-31 |
| WO2017090239A1 (ja) | 2017-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102000691B1 (ko) | 마찰 교반 점 접합장치 및 마찰 교반 점 접합방법 | |
| JP5883978B1 (ja) | 摩擦攪拌接合装置および摩擦攪拌接合制御方法 | |
| KR102156352B1 (ko) | 마찰 교반 점 접합 장치 및 마찰 교반 점 접합 방법 | |
| KR101854794B1 (ko) | 마찰 교반 점 접합 장치 및 마찰 교반 점 접합 방법 | |
| EP3431217B1 (en) | Friction stir spot welding method and friction stir spot welding apparatus | |
| JP6670317B2 (ja) | 摩擦攪拌点接合装置及び摩擦攪拌点接合方法 | |
| US9005039B2 (en) | Aluminum alloy propeller shaft and friction welding process thereof | |
| CN1984746A (zh) | 用于磨擦焊接部件的方法 | |
| US20060196916A1 (en) | Method and device for pressure welding, which takes into account deviations in the length of workpieces | |
| JP2000301361A (ja) | 摩擦攪拌接合方法 | |
| CN108136538B (zh) | 摩擦搅拌点接合装置及摩擦搅拌点接合方法 | |
| US10850347B2 (en) | Linear friction welding system with pre-heating | |
| CN109414781B (zh) | 摩擦压接方法及摩擦压接装置 | |
| KR20140131306A (ko) | 마찰교반용접 장치 및 그 방법 | |
| CN101203350B (zh) | 用于利用电阻对接焊过程将部件焊接在一起的方法和系统 | |
| US20150273619A1 (en) | Welding apparatus and welding method | |
| JP4524788B2 (ja) | 摩擦攪拌接合における接合幅修正方法及びその装置 | |
| JPH10259031A (ja) | 所定トルクで押圧送出される連続延設体の送り制御装置及び、方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20250711 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| H13 | Ip right lapsed |
Free format text: ST27 STATUS EVENT CODE: N-4-6-H10-H13-OTH-PC1903 (AS PROVIDED BY THE NATIONAL OFFICE); TERMINATION CATEGORY : DEFAULT_OF_REGISTRATION_FEE Effective date: 20250711 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20250711 |