KR20170110627A - 시트 처리 머신 및 그 제조 방법 - Google Patents
시트 처리 머신 및 그 제조 방법 Download PDFInfo
- Publication number
- KR20170110627A KR20170110627A KR1020177022065A KR20177022065A KR20170110627A KR 20170110627 A KR20170110627 A KR 20170110627A KR 1020177022065 A KR1020177022065 A KR 1020177022065A KR 20177022065 A KR20177022065 A KR 20177022065A KR 20170110627 A KR20170110627 A KR 20170110627A
- Authority
- KR
- South Korea
- Prior art keywords
- sheet
- processor
- tool
- tools
- input
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 18
- 238000012545 processing Methods 0.000 title description 6
- 238000005520 cutting process Methods 0.000 claims description 69
- 238000004080 punching Methods 0.000 claims description 52
- 238000000034 method Methods 0.000 claims description 29
- 238000003475 lamination Methods 0.000 claims description 23
- 238000004891 communication Methods 0.000 claims description 16
- 238000001514 detection method Methods 0.000 claims description 8
- 230000003287 optical effect Effects 0.000 claims description 8
- 230000009471 action Effects 0.000 claims description 4
- 230000008878 coupling Effects 0.000 claims description 2
- 238000010168 coupling process Methods 0.000 claims description 2
- 238000005859 coupling reaction Methods 0.000 claims description 2
- 238000005096 rolling process Methods 0.000 claims description 2
- 239000000123 paper Substances 0.000 description 24
- 238000010030 laminating Methods 0.000 description 6
- 238000007639 printing Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 230000006870 function Effects 0.000 description 4
- 230000000712 assembly Effects 0.000 description 2
- 238000000429 assembly Methods 0.000 description 2
- 239000011111 cardboard Substances 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 235000014676 Phragmites communis Nutrition 0.000 description 1
- 230000006399 behavior Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000013307 optical fiber Substances 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000009823 thermal lamination Methods 0.000 description 1
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D5/00—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D5/00—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D5/20—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting with interrelated action between the cutting member and work feed
- B26D5/30—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting with interrelated action between the cutting member and work feed having the cutting member controlled by scanning a record carrier
- B26D5/32—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting with interrelated action between the cutting member and work feed having the cutting member controlled by scanning a record carrier with the record carrier formed by the work itself
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
- B26D7/015—Means for holding or positioning work for sheet material or piles of sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D9/00—Cutting apparatus combined with punching or perforating apparatus or with dissimilar cutting apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C19/00—Multi-step processes for making books
- B42C19/02—Multi-step processes for making books starting with single sheets
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
- G05B19/4183—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM] characterised by data acquisition, e.g. workpiece identification
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/02—Perforating by punching, e.g. with relatively-reciprocating punch and bed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Quality & Reliability (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Abstract
머신 및 머신 제조 방법이 제공된다. 머신은 센서, 복수개의 도구 및 프로세서를 포함한다. 센서는 시트 묶음 중의 시트를 검출하도록 구성된다. 시트 묶음은 적어도 제1 에지를 갖는 제1 시트 및 제2 에지를 갖는 제2 시트를 포함하며, 상기 시트는 제1 시트 및 제2 시트 중 임의의 하나이다. 복수개의 도구는 도구 하우징내에서 착탈식으로 배치된다. 복수개의 도구 중 각각의 도구는 복수개의 동작들 중 적어도 하나의 동작에 대응하며, 복수개의 도구 중 각각의 도구는 시트에 대한 동작을 수행하도록 배치된다. 프로세서는 시트를 위치 지정하고 복수개의 도구 중 적어도 하나의 도구를 선택적으로 동작시켜서 제1 시트 상의 제1 위치 및 제2 시트 상의 제2 위치에서 적어도 하나의 동작을 수행하도록 하며, 제1 위치 및 제2 위치는 제1 위치 및 제2 위치를 정렬시 제1 에지 및 제2 에지를 비스듬하게 정렬하기 위하여 제1 입력에 기초하여 프로세서에 의해 결정된다.
Description
상호 참조
2015년 1월 7일 인도 임시 특허 출원 번호 66/MUM/2015은 반드시 문서 그대로는 아니지만 기본 개념으로 하며, 본 출원은 상기 임시 출원의 이익을 주장하고, 전술한 출원으로부터 우선권을 부여하고, 또한 상기 임시 출원 명세서의 내용은 본 명세서에 완전히 개시된 것처럼 그 전체가 여기에 참조로 포함된다.
본 발명은 시트 처리 머신 및 그 제조 방법에 관한 것이다. 보다 구체적으로, 본 발명은 시트 묶음을 처리하는 머신에 관한 것이다. 더욱 구체적으로, 본 발명은 시트, 판지(card board), 천 또는 제본 되어야 하는 임의의 재료를 펀칭, 폴딩(接紙), 라미네이팅 및 크리싱(creasing)을 위한 방법 및 머신에 관한 것이다. 본 발명은 또한 전술한 머신의 제조 방법에 관한 것이다.
인쇄 후 제작(post printing production)은 인쇄물의 최종 시연에 중요한 역할을 한다. 인쇄 후 제작에는 예를 들어 폴딩(folding)이나 크리싱, 펀칭 등 다양한 작업이 필요하다. 일반적으로 인쇄 후 제작에는 높은 경험, 인내와 기술이 필요하다. 인쇄 후 제작 과정에서 약간의 실수를 하면 인쇄물 전체가 낭비될 수 있다. 예를 들어 인쇄 후 제작 과정에서 책이나 서적을 제본하는 경우, 하나 또는 몇 개의 페이지가 정렬되지 않으면 책 전체가 낭비되거나 또는 많은 책 전체가 낭비될 수 있다. 마찬가지로 인쇄 후 제작 과정에서 인쇄물(예 : 전단지, 포스터, 커버 등)을 폴딩하거나 크리싱할 때 폴딩된 자국이나 크리싱된 자국이 잘못되면 인쇄물이 낭비될 수 있다. 전단지는 전단지의 다른 위치에서 다수의 폴딩 및/또는 크리스(crease) 및/또는 다중 펀칭을 요구할 수 있다. 각 폴딩 및/또는 크리스 및/또는 펀치에 대해 인간에 의한 전단지 설정이 필요하므로, 이는 오류의 가능성 및 낭비 가능성을 증가시킨다. 이 프로세스는 고도의 기술, 경험 및 시간을 필요로 하기 때문에 프로세스가 매우 비싸고 오류가 발생하기 쉽다. 이러한 제한에도 불구하고 전문성, 기술 및 경험을 다른 비교적 저렴한 솔루션으로 대체하는 것은 어려운 일이다.
본 발명이 더 상세히 기술되기 전에, 본 발명은 설명된 특정 실시예에 한정되지 않으며, 당연히 변경될 수 있음을 이해해야 한다. 본 명세서를 읽은 후에 본 발명의 사상 및 범위를 벗어나지 않고 본 발명이 예시된 실시예 이외에 실시될 수 있다는 것은 명백해질 것이다. 예를 들어, 형상 또는 크기가 다를 수 있는 예시된 실시예 이외의 다른 실시예가 가능하다. 또한 도면이 규모에 맞지 않을 수도 있음이 분명해질 것이다. 일부 다른 예들에서, 이 방법은 일부 부가적인 블록을 포함하도록 변할 수도 있고, 또는 본 명세서에서 논의된 블록들의 순서와 상이한 순서로 실시될 수도 있다. 또한, 본 명세서에서 사용된 용어는 특정 실시 양태만을 설명하기 위한 것이며, 제한하려는 것은 아니다. 본 명세서에 사용 된 바와 같이, 단수 형태 "a", "an" 및 "the"는 문맥상 다르게 지시하지 않는 한 복수 대상을 포함한다는 것을 알아야 한다. 본 발명은 아래에서 논의되는 문제점을 포함하지만 이에 한정되지 않는 다수의 문제점에 대한 해결책을 제공한다.
본 발명은 상기 및 다른 문제점에 대한 해결책을 제공한다. 본 발명은 상기 및 다른 제한들을 극복하는 시트 처리 머신 및 그 제조 방법을 제공한다. 본 발명은 또한 머신을 제조하는 방법을 제공한다.
일 측면에 따르면, 머신은: 시트 묶음 중의 시트를 검출하도록 구성되는 센서 - 상기 시트 묶음은 적어도 제1 에지를 갖는 제1 시트 및 제2 에지를 갖는 제2 시트를 포함하며, 상기 시트는 상기 제1 시트 및 상기 제2 시트 중 임의의 하나임 - ; 도구 하우징에 착탈식으로 배치된 복수개의 도구 - 복수개의 도구 중 각각의 도구는 복수개의 동작 중 적어도 하나의 동작에 대응하고, 복수개의 도구 중 각각의 도구는 시트에 대한 동작을 수행하도록 배치됨 - ; 및 상기 시트를 위치 지정하고 복수개의 도구 중 적어도 하나의 도구를 선택적으로 작동시켜 상기 제1 시트 상의 제1 위치 및 상기 제2 시트 상의 제2 위치에서 적어도 하나의 동작의 수행을 수행시키도록 구성된 프로세서 - 상기 제1 위치 및 상기 제2 위치는 상기 제1 위치 및 상기 제2 위치의 정렬시 상기 제1 에지 및 제2 에지를 비스듬하게 정렬하기 위하여 제1 입력에 기초하여 상기 프로세서에 의해 결정됨 - 을 포함한다. 일 실시예에 따르면, 머신은 상기 센서 및 상기 제1 입력에 의한 시트의 검출을 기초로 상기 시트를 수용하고 위치 지정하도록 구성되는 복수개의 롤러를 더 포함하며, 상기 프로세서는 복수개의 롤러 중 적어도 하나의 롤러를 굴려 상기 시트를 위치 지정하도록 구성된다. 다른 실시예에 따르면, 머신은 상기 시트 묶음을 수용하도록 구성되는 피더를 더 포함하며, 상기 피더는 위치 지정을 위하여 상기 시트에 선택적으로 피딩하도록 배치된다, 일 실시예에 따르면, 상기 센서는 광학 센서, 전기 센서, 기계적 센서, 및 음파 센서 중 임의의 하나 또는 조합을 포함한다. 제2 실시예에서, 복수개의 도구는 펀칭 도구, 윈도우 절단 도구, 라미네이터, 크리싱 도구, 폴딩 도구, 및 스테이플러 중 임의의 하나 또는 조합을 포함한다. 제3 실시예에서, 복수개의 동작은 윈도우 절단 동작, 펀칭 동작, 스테이플링 동작, 크리싱 동작, 폴딩 동작, 및 라미네이션 동작 중 임의의 하나 또는 조합을 포함한다. 제4 실시예에서, 상기 프로세서는 제1 입력을 수신하도록 구성되며, 상기 제1 입력은 시트 묶음 및 상기 시트 묶음의 시트를 특징화한 것이다. 제5 실시예에서, 상기 프로세서는 유선 통신, 무선 통신 및 그 조합 중 임의의 하나를 통해 원격지로부터 상기 제1 입력을 수신하도록 구성된다. 제6 실시예에서, 상기 머신은 제어 패널을 더 포함하며, 상기 제어 패널은 상기 프로세서에 연결되고, 상기 제어 패널은 상기 제1 입력을 수신하도록 구성된다.
다른 측면에 따르면, 본 발명은 머신 제조 방법을 제공한다, 상기 방법은 시트 묶음 중의 시트를 검출하도록 센서를 구성하는 단계 - 상기 시트 묶음은 적어도 제1 에지를 갖는 제1 시트 및 제2 에지를 갖는 제2 시트를 포함하며, 상기 시트는 상기 제1 시트 및 상기 제2 시트 중 임의의 하나임 - ; 복수개의 도구를 도구 하우징에 착탈식으로 배치하는 단계 - 복수개의 도구 중 각각의 도구는 복수개의 동작 중 적어도 하나의 동작에 대응하고, 복수개의 도구 중 각각의 도구는 시트에 대한 동작을 수행하도록 배치됨 - ; 및 상기 시트를 위치 지정하고 복수개의 도구 중 적어도 하나의 도구를 선택적으로 작동시켜 상기 제1 시트 상의 제1 위치 및 상기 제2 시트 상의 제2 위치에서 적어도 하나의 동작을 수행시키도록 프로세서를 구성하는 단계 - 상기 제1 위치 및 상기 제2 위치는 상기 제1 위치 및 상기 제2 위치의 정렬시 상기 제1 에지 및 제2 에지를 비스듬하게 정렬하기 위하여 제1 입력에 기초하여 상기 프로세서에 의해 결정됨 - 를 포함한다. 일 실시예에서, 상기 방법은 상기 센서 및 상기 제1 입력에 의한 시트의 검출을 기초로 상기 시트를 수용하고 위치 지정하도록 복수개의 롤러를 구성하는 단계 및 복수개의 롤러 중 적어도 하나의 롤러를 굴려 상기 시트를 위치 지정하도록 상기 프로세서를 구성하는 단계를 더 포함한다. 제2 실시예에서, 상기 방법은 상기 시트 묶음을 수용하도록 피더를 제공하고, 위치 지정을 위하여 상기 시트에 선택적으로 피딩하도록 상기 피더를 배치하는 단계; 및 상기 센서가 광학 센서, 전기 센서, 기계적 센서, 및 음파 센서 중 임의의 하나 또는 조합을 포함하도록 구성하는 단계를 더 포함한다. 제3 실시예에서, 복수개의 도구를 착탈식으로 배치하는 단계는 펀칭 도구, 윈도우 절단 도구, 라미네이터, 크리싱 도구, 폴딩 도구, 및 스테이플러 중 임의의 하나 또는 조합을 배치하는 단계를 포함하며, 복수개의 도구는 복수개의 동작에 대응하되, 펀칭 도구는 펀칭 동작에 대응하고; 윈도우 절단 도구는 윈도우 절단 동작에 대응하고; 라미네이터는 라미네이션 동작에 대응하고; 크리싱 도구는 크리싱 동작에 대응하고; 폴딩 도구는 폴딩 동작에 대응하고; 또한 스테이플러는 스테이플링 동작에 대응한다. 제4 실시예에서, 상기 방법은 상기 프로세서가 상기 제1 입력을 수신하도록 구성하는 단계를 포함하며, 상기 제1 입력은 시트 묶음 및 상기 시트 묶음 중의 시트를 특징화한 것이다. 제5 실시예에서, 상기 방법은 상기 프로세서를 유선 통신, 무선 통신 및 그 조합 중 임의의 하나를 통해 상기 제1 입력을 수신하도록 구성하는 단계 및 제어 패널을 상기 프로세서와 연결시키는 단계를 포함하며, 상기 제어 패널은 상기 제1 입력을 수신하도록 구성된다. 일 실시예에서, 상기 방법은 프로세서가 원격지로부터 제1 입력을 수신하도록 구성하는 단계를 포함한다.
본 발명은 첨부된 도면을 참조하여 보다 상세하게 설명될 것이다:
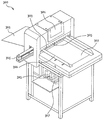
도 1은 종래 기술에 따른 머신을 도시한다;
도 2는 본 발명의 실시예에 따른 머신의 개념도를 도시한다;
도 2a는 본 발명의 실시예에 따른 시트 묶음의 제본 에지의 비선형 프로파일을 도시한다;
도 2b는 본 발명 및 종래 기술에 따른 시트 묶음의 제본의 비교를 도시한다;
도 2c, 도 2d 및 도 2e는 본 발명에 따른 시트 묶음 중 하나 이상의 시트의 펀칭 및 크리싱의 가능한 실시예들을 도시한다;
도 2f는 실시예에 따른 스테이플 머신을 도시한다;
도 2g는 본 발명의 실시예에 따른 제어 패널의 개략도를 도시한다;
도 3a 및 도 3b는 본 발명의의 실시예에 따른 시스템의 일 실시예를 도시한다;
도 3c는 본 발명의 다른 실시예에 따른 시스템의 실시예를 도시한다;
도 4는 본 발명의의 실시예에 따른 시스템의 블록도의 일 실시예를 도시한다;
도 5는 본 발명에 따른 펀치 및 크리싱 머신 제조 방법의 실시예를 도시한다.
도 1은 종래 기술에 따른 머신을 도시한다;
도 2는 본 발명의 실시예에 따른 머신의 개념도를 도시한다;
도 2a는 본 발명의 실시예에 따른 시트 묶음의 제본 에지의 비선형 프로파일을 도시한다;
도 2b는 본 발명 및 종래 기술에 따른 시트 묶음의 제본의 비교를 도시한다;
도 2c, 도 2d 및 도 2e는 본 발명에 따른 시트 묶음 중 하나 이상의 시트의 펀칭 및 크리싱의 가능한 실시예들을 도시한다;
도 2f는 실시예에 따른 스테이플 머신을 도시한다;
도 2g는 본 발명의 실시예에 따른 제어 패널의 개략도를 도시한다;
도 3a 및 도 3b는 본 발명의의 실시예에 따른 시스템의 일 실시예를 도시한다;
도 3c는 본 발명의 다른 실시예에 따른 시스템의 실시예를 도시한다;
도 4는 본 발명의의 실시예에 따른 시스템의 블록도의 일 실시예를 도시한다;
도 5는 본 발명에 따른 펀치 및 크리싱 머신 제조 방법의 실시예를 도시한다.
명료함과 간결함을 위해 일부 특징 또는 일부 수치는 과장되었을 수 있으며 규모가 맞지 않을 수 있음을 이해해야 한다. 보다 명확하게 하기 위해, 본 발명의 해결책은 인도 특허 출원 번호 2997/MUM/2012에서 논의된 기존 기술과 관련된 문제점을 참조하여 논의된다.
본 발명의 출원인은 또한 인도 특허 출원 번호 2997/MUM/2012 및 대응 국제 특허 출원 번호 PCT/IN2012/000767의 출원인이며, 이들 출원은 시트가 함께 묶인 경우에 책으로 되고, 이 책이 펼쳐진 경우에 상대적으로 평탄한 외관을 제공하도록 시트 묶음의 한 시트의 절단 및 펀칭을 가능하게 하는 해법을 제공한다. 참조된 출원의 해법이 도 1에 도시된다. 도 1의 해법은 프로세서에서 수신된 입력을 기초로 그 위치를 조절하는 가이드(guide)를 제공하고, 사용자는 반드시 절단 조립체(22)에 있는 가이드들 사이에 시트를 위치시켜야 하고, 시트를 위치시킨 이후에 사용자는 패들 스위치(38)를 이용하여 윈도우 절단 다이를 시트 상에서 떨어지도록 해야 한다. 상기 모든 동작들은 절단 조립체(22)에서의 묶음의 각각의 시트에 대해 사용자에 의해 수행되어야 한다. 사용자는 다음으로 열 라미네이션을 위해 라미네이터(도시 없음)에 시트 묶음을 가져가고, 각각은 사용자에 의해 한장씩 라미네이트된다. 라미네이션이 완료되면, 사용자는 구멍을 뚫기 위해 시트를 펀칭 조립체(29)로 다시 가져간다. 사용자는 다시 반드시 펀칭 조립체(29)에 구멍을 뚫기 위해 한번에 한장의 시트를 제공해야 한다. 펀칭 조립체(29)의 가이드는 펀칭의 각각의 동작 이후에 하나씩 자신을 조절하고, 사용자는 절단 동작과 유사하게 각각의 시트를 공급하고 패들 스위치(38)를 이용하여 구멍을 뚫는다.
도 1의 해법은 극도로 시간을 낭비하고, 인간의 경험에 좌우하여 가이드들 사이에 시트를 위치시키는 경우에 인간의 에러가 발생하기 쉽다. 또한, 도 1의 해법을 이용하여 필요한 제조 가격 및 시간은 고도하고, 따라서 그 취지에 대한 개선이 필요하다. 또한, 도 1의 머신의 비용 및 이에 의해 점유되는 공간은 머신이 2개의 개별 조립체 세트 즉, 절단 조립체(22)와 펀칭 조립체(29)의 조립체 세트를 필요로 하므로 상당하다. 또한, 도 1의 머신은 용지를 라미네이트 하기 위하여 별도의 셋업을 필요로 하며, 이로서 비용 및 공간이 더욱 추가된다. 각각의 조립체가 상이한 도구 세트, 대응하는 모터 및 명령 세트를 필요로 하므로, 머신의 크기를 줄이는 것은 어렵다. 도 1의 머신은 적어도 시트에 대해 소망된 동작의 수와 동일하게 많은 회수에 대해 상이한 조립체들 즉, 절단 조립체(22), 펀칭 조립체(29) 및 라미네이터에서 시트의 공급을 필요로 한다. 머신은 시트에 대해 상이한 장소에서 다수의 동일한 동작을 수행하는 것을 불가능하다.
본 발명은 상술한 및 다른 문제점을 해결한다. 문제점들과 본 발명에 의해 제공되는 해법의 보다 상세한 것은 이하 설명에서 분명해질 것이다.
도 2는 본 발명의 실시예에 따른 머신(200)을 도시한다. 이 실시예에 따르면, 머신(200)은 테이블(201), 제1 단부(203), 피더(205), 절단 도구(207), 라미네이터(209), 라미네이션막(213) 및 펀칭 도구(211)를 포함한다.
테이블(201)의 제1 단부(203)에, 피더(205)가 제공된다. 피더(205)는 또한 트레이, 복수개의 롤러 및 시트 묶음을 보유하기 위한 용지 가이드 앵글을 포함할 수 있다. 피더(205)는 시트 묶음을 수용하도록 구성되고, 시트 묶음으로부터 한번에 하나의 시트를 이동하도록 구성된다. 일 실시예에서, 시트 묶음은 용지로 구성된다. 피더(205)는 프로세싱 및/또는 폴딩 및/또는 펀칭 및/또는 크리싱 등을 위하여 시트(용지 또는 페이지로 교환가능하게 칭함)를 공급한다. 본 명세서를 읽은 사람이라면, 본 명세서에서 칭하는 용지 또는 시트 또는 페이지는 용지, 시트, 페이지 그 자체만으로 제한적이지 않고, 판지, 섬유 또는 묶음에 필요한 다른 재료를 포함하는 것임이 명백해질 것이다. 일 실시예에서, 피더(205)는 수동으로 동작될 수 있다. 일부 실시예에서, 피더(205)는 프로세서에 의해 동작될 수 있다. 실시예에서, 피더(205)는 롤러 및 센서를 포함할 수 있다. 그 경우의 롤러 및 센서는 프로세서에 의해 제어될 수 있다.
프로세서는 또한 제1 입력으로 칭하는 다수의 입력을 수신하도록 구성된다. 일 실시예에서, 프로세서는 제어 패널에 연결된다. 일 실시예에서, 제어 패널은 디스플레이를 포함할 수 있다. 제어 패널은 제1 입력을 수신하도록 구성될 수 있다. 제1 입력은 제한적이지는 않지만 시트 묶음의 수, 소망된 절단 또는 폴딩 유형, 용지, 시트, 판지 등을 제본하는 동안 스파인(spine)으로부터의 페이지의 거리를 포함할 수 있으며, 여기서 스파인은 각 시트가 함께 라미네이트 되었을 경우의 집단적 모서리다. 일부 실시예에서, 시트 묶음의 스파인은 시트 묶음이 바인드되는 근위 에지(proximal edge)이다. 디스플레이 및 다수개의 입력의 실시예가 도 2g에 도시된다. 도 2g의 디스플레이(220) 또는 그의 제어 패널은 키보드 또는 터치스크린 등과 같은 입력 수단을 구비할 수 있다. 제어 패널에서 수신된 제1 입력은 디스플레이를 통해 수신될 수 있다. 일부 실시예에서, 디스플레이는 터치 감응 스크린을 갖는다. 일부 다른 실시예에서, 디스플레이는 프로세서와 무선으로 통신하는 휴대용 장치이다. 프로세서는 메모리를 포함하며, 제어 패널은 제어 패널에서 수신된 입력(들)을 메모리에 저장하는 옵션을 포함한다. 디스플레이는 디스플레이 행위를 위해 이용될 수 있다. 제1 입력을 기초로, 프로세서는 절단 또는 폴딩이 소망되는 시트의 에지로부터의 길이를 결정한다.
시트의 묶음은 피딩을 위하여 트레이에 위치될 수 있으며, 피더(205)는 펀칭 및/또는 크리싱 및/또는 폴딩을 위해서 또는 본 발명에 따라 필요할 수 있는 동작을 위해서 용지를 이동시킨다. 센서는 시트의 에지를 검출하며, 에지의 검출에 대응하는 입력을 프로세서에 제공한다. 프로세서는 롤러를 회전시켜 시트 묶음으로부터 시트를 선택적으로 픽업하여 작동을 위해 시트를 위치시킨다. 시트의 픽업은 피더에 의한 위치 및 작동을 위한 시트의 피딩(feeding)이라고 칭할 수 있다. 롤러의 회전량은 절단 및/또는 펀칭 및/또는 폴딩 및/또는 크리싱 작업이 수행되어야하는 거리에 의존한다. 시트는 롤러의 회전과 함께 이동하고, 회전량은 시트가 이동한 길이를 제공한다. 이것은 프로세서가 시트의 다른 위치를 결정하는 방법이다. 일 실시예에서, 시트가 위치 될 때, 상기 프로세서는 절단 도구(207)를 작동하는 공압(pneumatic) 시스템이 작동된다. 일 실시예에서, 시트는 일단 위치 결정되면 정지될 수 있는 반면, 다른 실시예에서는 프로세서가 시트가 작동을 위해 정지하지 않고도 위치 설정과 실질적으로 동시에 작동할 수 있다. 절단 도구(207)가 시트 상에 떨어지고 시트의 절단을 야기한다. 도 2가 절단 도구(207)를 도시하지만, 시트가 폴딩을 필요로 하는 경우에는 절단 도구(207)가 폴딩/크리싱 도구로 대체될 수 있음이 명백해질 것이다. 유사하게, 절단 도구(207)는 하나 이상의 펀칭 도구로 교체될 수 있다. 본 발명의 방식으로 동작을 수행할 수 있는 머신을 제공하는 것은 유연성을 제공할 수 있다 즉, 시트를 다수회 수동 피딩할 필요 없이 도구에 의해 상이한 위치에서 시트에 대해 다수의 동작이 수행될 수 있다. 그러한 다수 동작의 일 예가 도 2e에 도시된다.
실시예에 따르면, 시트는 테이블을 따라 더욱 이동할 수 있다. 테이블을 따른 시트의 이동을 위하여 하나 이상이 추가 롤러가 채용될 수 있다. 일부 다른 실시예에서, 테이블(201)은 컨베이어 시스템을 포함할 수 있다. 일 실시예에서, 시트가 라미네이터(209)에 도달하면, 시트는 라미네이트될 수 있고 시트의 절단으로 인해 손실될 수 있었던 강도의 일부를 다시 얻을 수 있다. 라미네이터(209)는 라미네이션막(213)을 포함할 수 있다. 또한, 라미네이션은 시트에 대해 추가 마감을 제공할 수 있다. 당업자에게는 일부 실시예에서 본 발명이 시트의 라미네이션 없이 실시될 수 있음이 명백하다.
시트는 테이블(201) 상의 펀칭 도구(211)가 있는 다음 단계로 이동할 수 있으며, 여기서 시트는 펀칭된다. 프로세서는 센서에 의해 검출된 에지 및 롤러의 회전을 기초로 시트의 위치를 정할 수 있다. 용지가 위치 지정되면, 프로세서는 절단 도구(207)에서 달성된 것과 유사한 방식으로 펀칭 도구(211)을 작동시킬 것이다. 시트가 펀칭될 시트의 위치는 제어 패널에서 수신된 입력을 기초로 결정된다. 일부 다른 실시예에서, 시트가 펀칭될 위치는 시트의 펀칭된 위치가 정렬되는 경우에 시트의 에지가 자체로 경사지게 정렬하는 방식으로 결정된다. 본 명세서를 읽은 사람이라면 일부 실시예에서 절단 및 펀칭 및 폴딩 또는 그들의 조합이 단일 공압 동작으로 수행될 수 있음이 명백해질 것이다. 이어서, 시트 묶음의 전체 시트는 수집되어 함께 스테이플링될 수 있다. 일부 다른 실시예에서, 시트는 수집되고 스테이플링을 위해 정렬될 수 있으며, 프로세서는 시트를 스테이플러가 시트를 스테이플링하도록 할 수 있다. 본 발명의 방식으로 동작을 수행할 수 있는 머신을 제공하는 것은 유연성을 제공하며, 즉 시트를 다수회 수동으로 및 다중으로 피딩할 필요 없이 다수의 상이한 도구에 의해 하나의 시트에 대해 다수의 상이한 동작이 수행될 수 있다. 일부 실시예에서, 본 발명의 프로세서는 소망된 도구들만 선택적으로 동작시키도록 구성될 수 있다. 예를 들면, 일부 경우에, 크리싱 만이 필요하다면, 절단 도구(207), 라미네이터(209) 및 펀칭 도구(211)와 같은 다른 도구들은 다른 동작을 수행하지 않도록 작동될 수 있다.
시트 상의 절단의 위치는 본 발명에 따라 실질적으로 정확하게 제어될 수 있다. 이는 함께 제본될 필요가 있는 시트들 각각에 대해 윈도우 절단 및/또는 구멍의 펀칭의 위치를 조정하는 것을 가능하게 한다. 본 발명은 용지들 각각에 대한 윈도우 절단의 위치의 연속적 조정을 제공한다. 각각의 시트에 대한 윈도우 절단 위치의 연속적 조정은 시트가 적층되고 윈도우 절단이 정렬되는 경우에, 시트의 에지가 대체로 비선형적 프로파일을 형성하도록 한다. 일부 실시예에서, 대체로 비선형적 프로파일은 V-형상 프로파일이다. 일부 다른 실시예에서, 비선형적 프로파일은 대체로 V-형상 및/또는 대체로 U-형상 또는 대체로 C-형상 프로파일이다. 본 명세서를 읽은 경우, 적층된 시트의 에지에 의해 형성되는 비선형적 프로파일은 시트 각각에 대한 구멍의 위치를 연속적으로 조정함에 의해 달성될 수 있음이 명백해질 것이다. 즉, 본 발명은 윈도우 절단 단독으로 연속 조정하는 것에 국한되지 않는다. 일부 실시예에서, 구멍 및 윈도우 절단 중 하나 또는 둘 다는 각각의 시트에 대해 연속적으로 조정된다.
도 2a는 본 발명의 실시예에 따른 시트의 묶음의 (스파인의)비선형 프로파일(210, 212)을 도시한다. 이러한 방식의 용지들의 제본은 펼쳤을 때 실질적으로 평평한 레이아웃을 제공하는 것을 돕는다. 즉, 책을 펼쳤을 때 책 가운데가 불룩 튀어나오는 것이 대체로 감소된다. 또한, 파선(dashed line)(214)은 각각의 스트에 대한 윈도우 절단을 나타낸다. 유사하게, 도 2b는 본 발명 및 종래 기술에 따른 시트의 묶음을 제본하는 비교 결과의 예를 도시한다.
도 2c, 2d 및 2e는 본 발명에 따른 시트 묶음 중의 시트의 펀칭 및 크리싱의 실시예의 일부를 도시한다. 도 2c는 윈도우 절단한 시트(206)를 도시한다. 윈도우 절단한 시트는 라미네이트되고, 여기서 해싱(hashing; 208)은 라미네이션을 나타낸다. 구멍(210)은 라미네이트된 시트 상에 펀칭된다. 다음 단계에서, 모든 시트가 처리된 경우, 시트는 함께 적층되고 스테이플된다(212). 하나의 가능한 예에서, 시트는 적층되고 각각의 시트의 구멍을 따라 정렬되며, 따라서 상술한 것처럼 비선형 스파인이 된다. 도 2d는 시트로부터 3각 형상 블록을 얻는 실시예를 도시하는데, 여기서 시트는 3개의 윈도우 절단(214)을 수용하고 다음으로 라미네이트(216)된다. 도 2e는 본 발명에 따라 윈도우 절단(214) 및 다음으로 라미네이팅(216)을 이용한 직사각형 블록을 취득하는 실시예를 도시한다. 동작의 순서는 반대가 되거나 또는 일부 동작이 생략될 수 있음이 명백해질 것이다.
이하의 상세한 설명은 제1 입력 및 제어 패널(도 3a의 301 또는 도 3b의 601)에 대한 보다 상세한 것에 대해 도 2g를 참조로 한다. 일부 실시예에서, 제1 입력은 소망된 동작(들)을 수행하는 명령을 포함한다. 도 2g에서, 용어 "시트"는 용어 "페이지"와 교환 가능하게 이용된다. 도 2g는 제어 패널(301 또는 601)이 제공할 수 있는 다수개의 입력과 옵션을 도시한다. 명백하게, 제어 패널은 제어기 또는 프로세서와 메모리를 포함할 수 있으며, 도 2g에 도시된 제어 패널(601) 인터페이스에서 수신된 입력을 프로세서로 제공한다. 일부 다른 실시예에서, 제어 패널(601)은 프로세서의 일부일 수 있다.
도 2g로부터 명백하듯이, 제어 패널은 페이지 번호; 크리싱 간격; 제2 크리싱 간격; 제1 페이지 간격; 제1-최종 페이지; 제1-최종 페이지 간격; 밸런스 페이지(balance page) 간격; 스트로크 수; 및 전방 단계에 관한 입력을 수신할 수 있다. 또한, 제어 패널은 제본 또는 절단 프로젝트의 구성을 저장하기 위한 옵션을 제공할 수 있다. 또한, 특정 페이지 번호에 대한 동작의 선택을 위한 옵션은 선택 페이지 번호를 제공할 수 있다. 일부 다른 옵션에서, 주어진 페이지 번호 및 펀칭/크리싱/절단의 간격 및 방향에 대해, 도구가 따라서 선택될 수 있으며, 동작은 주어진 페이지 번호에 대해 구체적으로 결정된 위치에서 수행된다. 일부 다른 실시예에서, 임의의 이전 세팅을 클리어하도록 리셋 기능이 제공될 수 있다. 일부 다른 실시예에서, 제1 입력이 제어 패널에서 수신된 경우, 머신은 절단, 폴딩, 라미네이팅, 및 펀칭 중 하나 이상을 수행하도록 구성될 수 있다. 본 명세서를 읽은 사람이라면, 다중 크리싱이 단일 시트에 대해 수행될 필요가 있다면, 크리싱 간격 및 제2 크리싱 간격은 또한 보다 순차적인 크리싱 간격을 수신하는 옵션을 포함할 수 있음이 명백해질 것이다.
제1 페이지 간격은 제1 페이지의 에지로부터 제1 페이지의 제1 크리싱, 절단 또는 펀칭이 요구되는 곳까지의 간격을 나타냄이 명백해질 것이다. 제1 페이지 및 최종 페이지에 대한 주어진 동작에 대해, 제1 페이지 및 최종 페이지 각각에 대한 동작의 위치의 소망된 시프트량이 제1-최종 페이지로 표시된다. 제1-최종 페이지 간격은 제1 페이지와 최총 페이지 사이의 간격을 나타낸다. 간격은 각각의 페이지가 동일한 두께라면 각각의 페이지의 두께와 페이지의 총 수의 곱에 의해 결정될 수 있다. 다르게는, 간격은 페이지의 두께의 합에 의해 결정될 수 있으며, 이 동작은 프로세서에 의해 수행될 수 있다. 이는 묶음의 두께를 효과적으로 제공할 것이다. 다른 별예에서, 제1-최종 페이지 간격은 묶음에서의 페이지의 수에 관하지 않고 사용자가 규정하는 간격일 수 있다. 밸런스 페이지 간격은 한 동작에 대해 연속하는 페이지에 대해 소망되는 동작의 위치의 시프트를 제공한다. 일부 실시예에서, 시프트는 각각의 대체 페이지에 대해 또는 단지 선택된 페이지에 대해 요구될 수 있다. 스트로크의 수 및 전방 단계는 동작들을 더욱 커스터마이징하기 위하여 제공될 수 있다.
도 2f는 스테이플링 머신(250)을 도시한다. 본 명세서를 읽은 사람이라면 스테이플링 머신(250)이 도 2의 머신(200)에서 다른 도구 도구(207, 209, 2011)와 함께 배치될 수 있음이 명백해질 것이다. 그러나, 그러한 실시예에서, 스테이플링 머신(250)의 수동 핸들링을 위한 설비가 비용 절감을 위하여 제거될 수 있음이 명백하다. 또한, 200의 그러한 실시예의 시트는 스터드(251)를 관통하는 구멍을 따라 수집되고 정렬될 수 있다. 스테이플링 머신(250)에 대한 더 상세한 것은 이하의 논의에서 더 분명해질 것이다. 일 실시예에서, 스테이플링 머신(250)은 도 2에 도시된 테이블(201)의 단부에 위치될 수 있다. 스테이플링 머신(250)에서(스테이플러(250)라고도 칭함), 스테이플될 필요가 있는 시트 묶음 중의 시트는 가이딩 스터드(251)에 삽입될 수 있다. 시트가 적절한 위치에 고정되면, 공압 레버(252)가 시트 묶음 중의 시트를 스테이플 하도록 작동될 수 있다. 일 실시예에서, 공압 레버는 수동으로 작동할 수 있다. 다른 실시예에서, 가이딩 스터드로의 시트의 삽입 및 공압 레버의 동작은 프로세서에 의해 수행될 수 있다. 시트의 삽입 및 공압 레버의 동작은 그 경우 프로세서에 의해 제어될 수 있다. 또한, 일부 경우에, 스테이플링에 이은 비선형 프로파일의 제거를 위하여, 스파인의 일부가 슬라이스 또는 절단될 수 있다.
도 3a 및 도 3b는 본 발명의 실시예에 따른 머신의 다른 실시예를 도시한다. 도 3a는 머신(300), 제어 패널(301), 롤러(303), 센서(305), 트레이(307), 노브(309), 용지 가이드 앵글(311), 수집 트레이(313), 복수개의 도구(315) 및 도구 랙(317)을 도시한다. 머신(300)은 프로세서 및 구동 시스템(도시 없음)을 더 포함한다. 구동 시스템은 레버 기반 공압 시스템 및 모터 기반 시스템(도 3a에서는 도시 없음)일 수 있다. 또한, 제어 패널(301)의 상세 및 제1 입력의 상세에 대해 도 2g가 또한 참조된다.
머신(300)의 기능은 실질적으로 도 2에 도시된 실시예(200)에 대해 논의된 것과 대체로 유사하다. 머신은 도구의 선택에 대해 더욱 상세한 것을 제공하는 것이 다른 점으로, 여기서 도구(315)는 도구 하우징 또는 트레이(307) 내에 하우징될수 있으며, 그로부터 도구(315)가 프로세서에 의해 선택되고 트레이(307)로부터 동작을 위하여 이동될 수 있다. 일부 실시예에서, 복수개의 도구(315)는 도구 하우징 내에 배치되며, 프로세서는 동작을 위하여 복수개의 도구(315) 중 하나의 도구를 선택하고 맞물린다. 제어 패널(301)은 디스플레이를 포함할 수 있다. 제어 패널(301)은 머신(300)의 동작을 위하여 입력을 엔터링하기 위한 키보드(도시 없음)과 같은 입력 장치를 포함할 수 있다. 일부 실시예에서, 디스플레이는 터치 스크린을 구비하고, 일부 실시예에서는, 제어 패널(301)은 블루투쓰TM, Wi-FiTM, 전화기, 단문메시지(SMS) 등과 같은 니어 필드 또는 파 필드를 채용함에 의해 착탈식이며 무선으로 동작 가능하다.
이 실시예에 따르면, 시트 묶음은 트레이(307) 상에 위치될 수 있다. 시트 묶음은 용지 가이드 앵글(311)을 조정함에 의해 정위치를 유지할 수 있다. 노브(309)는 용지 가이드 앵글을 조정하기 위하여 제공된다. 일 실시예에서, 용지 가이드 앵글(311)은 수동으로 조정될 수 있다. 다른 실시예에서, 용지 가이드 앵글(311)은 프로세서를 이용하여 조정될 수 있다. 머신(300)에 의한 하나의 동작에 대해 한번에 하나의 시트를 선택적으로 피딩하기 위하여 복수개의 롤러(303)가 제공될 수 있다. 이 실시예에서, 트레이(307), 롤러(303) 및 용지 가이드 앵글(311)이 집단적으로 피더(feeder)로 칭할수 있다.
머신(300)에 의한 동작 이전에 시트의 에지를 감지하고 이 에지를 정렬하기 위하여 센서(305)가 제공될 수 있다, 일부 실시예에서, 센서(305)는 시트를 감지하도록 구성된다. 일 실시예에서, 센서(305)는 광학적 센서일 수 있다. 일부 다른 실시예에서, 센서(305)는 광 섬유 기반 센서일 수 있다. 일부 다른 실시예에서, 센서(305)는 음파 센서일 수 있다. 본 명세서를 읽은 후에 본 발명의 센서(305)는 센서가 시트의 에지를 검출할 수 있는 한, 상술한 실시예에서 논의되는 센서 외의 다른 임의의 센서로 대체될 수 있음이 명백해질 것이다. 일부 실시예에서, 센서(305)가 시트 그 자체를 검출한다.
이 실시예에 따르면, 머신(300)은 복수개의 도구(315)가 착탈식으로 배치될 수 있는 도구 하우징을 구비한다. 일부 실시예에서, 도구 하우징은 도구 랙(317)을 포함할 수 있다. 프로세서는 다수의 도구를 하우징할 수 있는 도구 하우징/도구 랙(317)으로부터 복수개의 도구(315) 중 하나의 도구를 선택하도록 구성될 수 있다. 예를 들면, 도구 랙(317)은 윈도우 절단을 위한 도구, 펀칭을 위한 다른 도구, 라미네이팅을 위한 도구, 및 폴딩 및/또는 크리싱 등을 위한 또 다른 도구를 하우징할 수 있다. 프로세서는 하나의 도구를 선택하도록 구성되거나 또는 다수의 도구를 선택하도록 구성될 수 있다. 도구는 동시에 또는 순차적으로 선택될 수 있다. 일부 다른 실시예에서, 프로세서는 단일 공압(가압) 동작에 하나의 도구 이상을 선택할 수 있어, 단일 동작 사이클에서 복수개의 작업을 달성하고, 그러한 다중 작업의 일부 예의 결과가 도 2d 및 도 2e에 도시된다. 본 발명은 동일한 횟수에 대해 동일한 시트수를 피딩할 필요없이 시트 상에 이러한 수의 작업을 수행하는 것을 제공한다는 것을 알 수 있다. 일부 실시예에서, 복수개의 도구(315) 중 하나의 도구가 소망한 것처럼 선택될 수 있다.
일 실시예에서, 복수개의 도구(315)는 라미네이터(도시 없음)를 포함한다. 일 예에서, 라미네이터의 기능은 윈도우 절단 동작 이후 및 펀칭 동작 전에 프로세서에 의해 구성되는 것처럼 한번에 하나의 시트를 라미네이트하는 것이다. 라미네이션 동작은 추가 강도를 제공하고 시트를 마무리하는데 필요할 것이다.
도 3c는 본 발명의 다른 실시예에 따른 머신(600)의 실시예를 도시한다. 머신(600)은 제어 패널(601), 트레이(607), 복수개의 롤러들(603)(롤러(603)라고도 칭함), 센서(605), 도구 하우징(621), 도구 랙(617), 복수개의 도구(609, 619, 613 및 615), 용지 가이드 앵글(611) 및 수집 트레이(613)를 포함한다.
머신(600)은 또한 프로세서, 하나 이상의 공압 시스템, 모터, 구동 시스템 및 피더를 포함한다. 이하 설명은 일부 요소는 도 3c에 도시되진 않았지만, 시트 묶음 및 그 시트, 하나의 시트, 제1 시트, 제1 에지, 제2 시트, 제2 에지, 제1 위치 및 제2 위치를 참조로 하며, 이들 구성 요소에 대한 더 상세한 것은 본 명세서를 읽은 사람이라면 명백해질 것이다. 더욱이, 이하 설명은 윈도우 절단 동작, 펀칭 동작, 스테이플링 동작, 폴딩 동작, 크리싱 동작, 라미네이션 동작 등과 같은 동작을 칭한다.
머신(600)은 프로세서를 구비한다. 프로세서는 시트 묶음 및그 시트에 대한 복수개의 동작의 수행을 야기하도록 구성되는 제어 장치이다. 각각의 동작은 복수개의 도구(609, 619, 613 및 615) 중 적어도 하나의 도구에 대응한다. 프로세서는 공압 시스템에 연결될 수 있으며, 공압 시스템은 다시 복수개의 도구(609, 619, 613 및 615) 및 복수개의 롤러(603)에 연결될 수 있다. 복수개의 도구(609, 619, 613 및 615)는 시트 묶음 및 그 시트에 대해 동작하도록 구성된다. 복수개의 동작들은 윈도우 절단 동작, 펀칭 동작, 스테이플링 동작, 폴딩 동작, 크리싱 동작 등을 포함한다. 복수개의 도구(609, 619, 613 및 615) 각각은 상술한 것과 같은 상이한 동작들에 대해 채용될 수 있다.
프로세서는 도 2g를 참조로 설명된 것과 같이 제1 입력을 수신하도록 구성된다. 프로세서는 복수개의 도구(609, 619, 613 및 615) 중 적어도 하나의 도구를 작동함에 의해 복수개의 동작 중 하나 이상의 동작을 수행하도록 구성된다. 일부 실시예에서, 복수개의 도구(609, 619, 613 및 615)는 공압 레버 또는 액츄에이터를 이용하여 작동될 수 있다. 일부 다른 실시예에서, 복수개의 도구(609, 619, 613 및 615)는 모터에 의해 작동될 수 있다. 복수개의 동작 중 적어도 하나의 동작이 시트 묶음에 대해 집단적으로 또는 시트에 대해 개별적으로 수행된다. 동작은 제1 입력을 기초로 수행된다. 시트 묶음은 적어도 제1 시트 및 제2 시트를 포함한다. 프로세서는 제1 시트 및 제2 시트를 각각 수용하도록 구성된다. 프로세서는 제1 시트 상의 제1 위치 및 제2 시트 상의 제2 위치를 연산 및 결정하도록 구성된다. 프로세서는 제1 입력을 기초로 제1 위치 및 제2 위치를 결정한다. 제1 시트는 제1 에지를 가지며, 제2 시트는 제2 에지를 갖는다. 제1 위치 및 제2 위치는 프로세서에 의해 결정되어, 제1 위치 및 제2 위치가 서로에 대해 정렬되거나 또는 겹치는 경우, 제1 에지 및 제2 에지는 비스듬하게 정렬된다. 시트 묶음의 스파인의 V-형상 또는 비선형 프로파일이 효율적으로 생성된다. 제1 시트 상의 제1 위치 및 제2 시트 상의 제2 위치에 대해 동작이 수행된다.
일부 동작에서, 예를 들면 윈도우 절단 동작에서, 프로세서는 제1 위치 및 제2 위치를 결정할 수 있어서, 제1 위치 및 제2 위치가 정렬되는 경우에, 제1 에지 및 제2 에지가 또한 정렬된다. 일부 다른 동작에서, 프로세서는 제1 위치 및 제2 위치를 결정하지 않을 수 있으나, 시트를 통해 동작을 균일하게 수행할 수 있으며, 그러한 동작의 예는 라미네이션 동작일 수 있다.
시트 상의 윈도우 절단의 일 목적은 시트 묶음의 책을 제본하고 브라우징할 때 폴딩될 가능성이 높은 위치에서의 시트에 유연성을 제공하는 것이다. 윈도우 절단이 시트에 바람직한 유연성을 제공하지만, 동시에 시트를 약화시키므로, 일 측면에 따르면, 본 발명은 시트의 윈도우 절단에 이은 시트의 라미네이팅에 의해 시트에 강도를 제공한다. 라미네이션은 이러한 강도에 추가하여 시트에 대해 추가 마감 및 텍스츄어를 제공할 수 있다. 이는 라미네이션이 상대적으로 높은 강도, 내구성 및 유연성을 갖는 얇은 플라스틱 시트를 배치하므로 가능한 것이다.
프로세서는 동작이 시트에 대해 수행되도록 하기 위하여 시트 및 시트의 위치를 선택적으로 수용하도록 구성된다. 시트는 제1 위치에 따라 위치되며, 도구는 동작을 수행하기 위하여 프로세서에 의해 선택된다. 프로세서는 센서(605)에 의해 및 복수의 롤러(603)를 작동시킴으로써 검출된 에지를 기초로 동작을 위해 선택된 시트를 위치시킨다. 프로세서는 복수개의 도구(609, 619, 613 및 615) 및 롤러(603)를 동작시키기 위한 명령어를 단계별로 연산 및 저장할 수 있다. 일부 실시예에서, 프로세서는 마이크로프로세서, 메모리 및 입력/출력 인터페이스를 포함한다. 일부 다른 실시예에서, 프로세서는 펌웨어 또는 하드웨어 또는 CPU(중앙 처리 유닛), 메모리 및 입력/출력을 위한 인터페이스를 갖는 컴퓨터 시스템으로 구성될 수 있다. 일부 실시예에서, 프로세서는 원격으로 제어될 수 있다. 일부 다른 실시예에서, 프로세서는 유선 또는 무선통신을 이용하는 원격지를 이용하여 제1 입력이 제공될 수 있다. 프로세서는 피더, 센서(605), 복수개의 도구(609, 619, 613 및 615) 및 제어 패널(601)에 연결된다. 프로세서는 제어 패널(601)을 통해 제1 입력을 수신하도록 구성된다. 일부 다른 실시예에서, 제어 패널(601)은 원격지에 위치될 수 있다.
프로세서는 제어 패널(601)에 연결되고, 제어 패널(601)은 제1 입력을 수신하도록 구성된다. 제어 패널(601)은 디스플레이를 포함할 수 있다. 제어 패널(601)은 제1 입력을 입력하기 위한 키보드(도시 없음)와 같은 입력 장치를 포함할 수 있다. 일부 실시예에서, 디스플레이는 터치 스크린을 구비할 수 있으며, 일부 다른 실시예에서, 제어 패널(601)은 착탈식일 수 있다. 일부 다른 실시예에서, 제어 패널(601)은 원격지로부터 무선으로 동작 가능하다. 다른 실시예에서, 제어 패널(601)은 블루투쓰TM, Wi-FiTM 또는 다른 전자기파 통신 프로토콜과 같은 니어 필드 통신 프로토콜 또는 파 필드 통신을 채용할 수 있다.
일 실시예에 따른 제1 입력은 시트 묶음과 그 시트를 특징화한 것이다. 도 2g에 도시된 예는 디스플레이 및 디스플레이를 통해 수신될 수 있는 제1 입력이다. 보다 상세한 설명을 위해, 도 2g의 제1 입력 및 대응하는 설명이 참조될 것이다.
일 실시예에 따르면, 머신(600)은 트레이(607)를 구비한다. 트레이(607)는 시트 묶음을 위치시키기 위하여 이용될 수 있다. 머신(600)은 용지 가이드 앵글(611)을 구비한다. 트레이(607)는 시트 묶음을 수용하도록 구성된다. 용지 가이드 앵글(611)은 시트 묶음에서의 시트의 크기에 따라 수용하도록 조정 가능하다. 머신(600)은 복수개의 롤러(603)를 구비한다. 복수개의 롤러(603)는 머신(600)에 의한 동작을 위해 한번에 적어도 하나의 시트를 선택적으로 피딩하도록 구성될 수 있다. 트레이(607), 용지 가이드 앵글(611) 및 복수개의 롤러(603)가 함께 피더를 형성한다. 피더는 프로세서에 연결되고, 시트는 피더 및 프로세서에 의한 동작들을 위해 위치될 수 있다. 시트 묶음은 용지 가이드 앵글(611)을 조정함에 의해 위치를 유지할 수 있다. 프로세서는 시트 묶음의 폭에 적합하도록 용지 가이드 앵글(611)을 조정하도록 구성될 수 있다. 일 실시예에서, 용지 가이드 앵글(611)은 수동으로 조정될 수 있다.
머신(600)은 센서(605)를 구비한다. 센서(605)는 머신(600)에 의한 동작을 위하여 시트를 마련하기 위하여 시트 묶음 중의 시트의 에지를 감지하도록 제공된다. 센서(605)가 에지를 검출하는 경우, 프로세서는 검출을 기초로 하는 동작을 위하여 시트의 위치시키기 위하여 롤러(603)를 작동시킬 수 있다. 복수개의 도구(609, 619, 613 및 615)에 의한 동작을 위하여 일 위치에서의 시트의 움직임 및 위치 지정은 복수개의 롤러(603)에 의해 가능하게 된다. 일부 실시예에서, 센서(605)는 시트를 감지하도록 구성된다. 일 실시예에서, 센서(605)는 광학 센서일 수 있다. 일부 다른 실시예에서, 센서(605)는 광섬유 기반 센서일 수 있다. 일부 다른 실시예에서, 센서(605)는 음파 센서일 수 있다. 본 명세서를 읽은 사람이라면, 본 발명의 센서(605)는 그 센서(605)가 시트의 에지를 검출할 수 있는 한, 상기 실시예에서 설명된 센서 외의 다른 임의의 센서로 대체될 수 있음이 명백해질 것이다.
이 실시예에 따르면, 머신(600)은 도구 하우징(621)을 구비한다. 일부 실시예에서, 도구 하우징(621)은 또한 도구 랙(617)을 포함한다. 도구 랙(617)은 복수개의 도구(609, 619, 613 및 615)를 걸도록 구성된다. 일부 실시예에서, 복수개의 도구(609, 619, 613 및 615)가 도구 하우징(621) 내에 착탈식으로 배치된다. 일부 다른 실시예에서, 복수개의 도구(609, 619, 613 및 615) 중 각각의 도구는 복수개의 동작 중 적어도 하나의 동작에 대응한다. 예를 들면, 복수개의 도구(609, 619, 613 및 615)는 펀칭 도구, 윈도우 절단 도구, 라미네이터, 크리싱 도구, 폴딩 도구, 및 스테이플러 중 임의의 하나 또는 조합을 포함할 수 있다. 복수개의 동작은 윈도우 절단 동작, 펀칭 동작, 스테이플링 동작, 크리싱 동작, 폴딩 동작, 및 라미네이션 동작 중 하나 또는 조합을 포함한다. 대응 관계는 상기 펀칭 툴은 펀칭 동작에 대응하고, 윈도우 절단 도구는 윈도우 절단 동작에 대응하고, 라미네이터는 라미네이션 동작에 대응하고, 크리싱 도구는 크리싱 동작에 대응하고, 폴딩 도구는 폴딩 동작에 대응하고 스테이플러는 스테이플링 동작에 대응한다. 일부 실시예에서, 복수개의 도구(609, 619, 613 및 615)의 각각의 도구는 시트 상에서 동작을 수행하도록 배치된다. 일부 다른 실시예에서, 도구 랙(617)은 동작 중이지 않은 도구를 걸 수 있다. 프로세서는 도구 랙(617)에 있는 복수개의 도구(609)로부터 도구를 선택하도록 구성될 수 있다. 다른 실시예에서, 폴딩 및/또는 크리싱을 위한 도구(609)는 도 3c에 도시된 것처럼 도구 랙(617) 내에 하우징될 수 있다. 도구 하우징(621)은 프로세서에 연결되는 복수개의 도구(609, 619, 613 및 615)를 하우징할 수 있고, 동작을 대기한다. 일부 실시예에서, 복수개의 도구(609, 619, 613 및 615)는 도구 하우징(621)에 착탈식으로 배치된다. 일 실시예에서, 도구 하우징(621)은 윈도우 절단을 위한 도구(615), 라미네이팅을 위한 도구(619), 구멍을 펀칭하기 위한 다른 도구(612) 및 도 3c에 도시되지 않은 일부 다른 도구를 하우징할 수 있다. 다른 실시예에서, 폴딩 및/또는 크리싱을 위한 도구는 도구 하우징(621) 내에 하우징될 수 있다. 프로세서는 하나의 도구를 선택하도록 구성될 수 있거나 또는 다수의 도구를 동시에 또는 순차적으로 선택하도록 구성될 수 있다. 일부 다른 실시예에서, 프로세서는 단일 공압(가압) 동작으로 하나 보다 많은 도구를 선택할 수 있으며, 단일 동작 사이클로 다수의 작동을 달성할 수 있다. 일부 실시예에서, 복수개의 도구(615)는 수동으로 선택되고 도구 하우징(621) 내에 놓이는 것이 가능할 수 있다.
일 실시예에서, 머신(600)은 라미네이터(619)로 지칭되는 라미네이션을 위한 또 다른 도구(619)를 구비한다. 라미네이터(619)의 기능은 여분의 강도를 제공하고 시트를 완성하기 위하여 윈도우 절단 동작 후에 한 번에 시트를 한 장씩 라미네이팅하는 것이다. 시트에서 윈도우를 절단하면 시트의 일부분이 제거되어 시트가 일부 강도를 잃게 되고, 윈도우 절단 후 시트를 라미네이팅 하여 시트의 강도를 보강한다. 라미네이터(619)는 프로세서에 연결되고 프로세서에 의해 동작 가능한 다른 도구이다. 라미네이션 동작은 윈도우 절단, 라미네이션 및 펀칭과 같은 일련의 동작으로 프로세서에 의해 삽입될 수 있다. 일 실시예에서, 하나 이상의 동작은 하나의 동작으로 연결될 수 있고, 프로세서에 의해 수행될 수 있다.
일 예에서, 머신(600)은 윈도우를 절단하고, 이어서 라미네이션과 이어서 구멍 또는 구멍들을 펀칭하도록 구성된다. 일 예에서, 윈도우 절단이 도구(615)에 의해 모든 시트에 대해 시도되어, 윈도우 절단을 정렬하면, 각각의 시트의 에지가 또한 정렬된다. 윈도우 절단 동작 다음으로 도구(619)를 이용하여 시트에 대한 라미네이션 동작이 온다. 이 단계에서, 시트는 라미네이트되고, 시트가 윈도우 절단 동작으로 인해 손상되었을 강도를 제공한다. 라미네이션 동작 다음으로 구멍 펀칭동작이 온다. 여기서, 하나 이상의 구멍이 도구(612)를 이용하여 시트 상에서 펀칭된다. 전술한 것처럼, 시트 상에서 구멍이 펀칭되어 시트의 구멍들이 정렬되는 경우에 스파인은 비선형 프로파일을 형성한다. 시트 묶음의 전체 시트가 상술한 동작을 거치는 경우, 시트들은 함께 적층될 수 있으며, 각각의 시트들의 구멍은 정렬되고, 묶음이 스테이플링된다. 구멍을 정렬하는 것은 구멍을 통과해 도 2f의 스더드(251)를 삽입하여 수행될 수 있다. 일 예에 따르면, 시트 묶음의 각각의 시트는 고정된위치에서 윈도우 절단 동작이 수행된다. 즉, 시트의 에지가 정렬되는 경우, 윈도우 절단 또한 정렬된다.
프로세서는 윈도우 절단을 위한 위치 및 구멍 펀칭을 위한 위치를 정교하게 결정하고 또한 이들 위치에 따른 동작을 위한 도구(들) 및/또는 시트(들)의 위치를 정하도록 구성된다. 프로세서는 또한 각 위치들에서 동작을 수행하도록 구성된다. 이는 함께 제본될 필요가 있는 시트들 각각에 대해 윈도우 절단 및 구멍 펀칭의 위치를 조정하는 것을 가능하게 한다. 일 실시예에서, 본 발명은 시트 각각에 대한 윈도우 절단을 위한 위치의 연속적 조정을 제공한다. 다른 실시예에서, 본 발명은 구멍 펀칭을 위한 위치의 연속적 조정을 제공한다. 일부 다른 실시예에서, 본 발명은 두 위치들 즉, 구멍 펀칭을 위한 위치 및 윈도우 절단을 위한 위치의 연속적 조정을 제공한다. 일 실시예에서, 상술한 위치들의 연속적 조정은 각각의 시트는 시트가 적층되고 각각의 시트의 윈도우 절단이 정렬되는 경우, 시트의 에지들이 실질적으로 비선형 프로파일을 형성하거나 에지들이 비스듬하게 정렬되도록 한다. 일 실시예에서, 상술한 위치들의 연속적 조정은 각각의 시트는 시트가 적층되고 각각의 시트의 구멍이 정렬되는 경우, 시트의 에지들이 실질적으로 비선형 프로파일을 형성하거나 또는 에지들이 비스듬하게 정렬되도록 한다. 일 실시예에서, 시트의 에지들은 도 2a에 도시된 것처럼 시트 묶음의 제본 단부에서 V자 형상 프로파일을 형성한다. 본 명세서를 읽은 후에 적층된 시트의 에지에 의해 형성된 비선형 프로파일은 또한 시트 묶음의 구멍 시트의 위치를 연속적으로 조정하고 구멍을 정렬함에 의해 달성될 수 있음이 명백해질 것이다. 즉, 본 발명은 윈도우 절단 또는 구멍을 연속적으로 조정하는 것만에 국한되지 않는다. 일부 실시예에서, 구멍 및 윈도우 절단 모두가 연속적으로 조정된다.
일 실시예에서, 복수개의 도구(619, 613 및 615)는 벤치 상에 집단적으로 고정되고 복수개의 도구를 따르는 벤치는 도구 하우징(621)에 배치될 수 있다. 다른 실시예에서, 도 2f에 도시된 스테이플러(250)는 수집 트레이(613)에 연결되고, 여기에서 시트가 수집되며 시트 상에 펀칭된 각각의 구멍이 가이딩 스터드(251)로 삽입되고, 프로세서는 시트 묶음의 스테이플링을 하기 위하여 스테이플러를 작동시키도록 구성된다. 일부 다른 실시예에서, 머신은 에지 절단기(도시 없음)을 구비하며, 에지 절단기는 최종 마감을 제공하기 위하여 시트의 에지를 절단할 수 있다. 시트의 에지의 절단은 시트 적층시 시트가 형성할 수 있는 임의의 비선형 프로파일을 제거할 수 있다.
도 4는 본 발명의 블록도(400)를 도시한다. 블록도(400)는 본 발명의 실시예에 따른 프로세서(401)의 연결을 도시한다. 일 실시예에서, 프로세서(401)는 입력 블록(403), 출력 블록(405) 및 제어 블록(407)에 연결된다. 일부 실시예에서, 제어 블록(407)이 유선 통신을 통해 프로세서(401)에 연결될 수 있다. 일부 다른 실시예에서, 제어 블록(407)은 프로세서(401)에 직접 또는 무선 통신 블록(417)을 통해 연결될 수 있다. 제어 블록(407)은 제어 패널을 포함한다. 제어 패널은 디스플레이를 포함할 수 있다. 일부 실시예에서, 사용자는 디스플레이를 이용하여 프로세서(401)에 입력을 공급할 수 있다. 프로세서(401)에서 수신된 입력을 기초로, 프로세서는 소망된 작업을 상응하여 결정한다.
입력 블록(403)은 전력을 프로세서(401)에 공급하는 전원(413)을 포함한다. 일부 실시예에서, 머신(400)은 전원(413)으로부터 전력을 수신할 수 있다. 일부 실시예에서, 입력 블록(415)은 광학 센서(423)를 포함한다. 광학 센서는 사물을 검출하는 센서이다. 센서가 광학 센서 외에 센서일 수 있음이 이해되어야 한다. 일부 다른 실시예에서, 입력 블록(403)은 시트 검출을 위하여 IP/프록시 센서를 포함한다. 리드 스위치(443)는 실린더 작동 시간을 제어한다.
출력 블록(405)은 모터 드라이버(425), 구멍 펀치 및/또는 윈도우 절단 및/또는 크리싱 및 천공 다이 동작 공압 실린더 및/또는 전기 모터 기반 메카니즘(435) 및 시트 길이 측정을 위한 스테퍼/서보 모터(415)를 포함한다. 출력 블록(405)은 프로세서(401)에 의해 제어되는 하나 이상의 액츄에이터 및 모터를 포함할 수 있다. 일부 실시예에서, 모터는 스테퍼 모터이고, 모터 드라이버(425)는 스테퍼 모터 드라이버이다.
본 발명은 프로세서(401)에서 실시될 수 있는 방법을 제공한다. 본 발명은 또한 프로세서(401)를 구성하는 방법을 제공한다. 본 발명은 또한 머신(400)에서 실시되는 방법을 제공한다. 본 발명은 또한 머신(400)을 제조하기 위한 방법을 제공한다.
도 5는 본 발명의 일 실시예에 따른 머신을 제조하기 위한 방법(500)의 실시예를 도시한다. 상기 방법은 블록(510)에서 프로세서가 구성되는 단계를 포함한다. 일 가능성에서, 프로세서는 제1 입력을 수신하도록 구성될 수 있다. 일 실시예에 따른 제1 입력은 시트 묶음 및 그 시트를 특징화한 것이다. 제1 입력에 대한 보다 상세를 위하여, 도 2g가 참조될 수 있다. 블록(510)에서의 프로세서는 제1 입력을 기초로 제1 시트 상의 제1 위치 및 제2 시트 상의 제2 위치를 결정하도록 구성될 수 있다. 제1 위치 및 제2 위치는 제1 위치 및 제2 위치를 정렬한 이후에 제1 시트의 제1 에지와 제2 시트의 제2 에지가 비스듬하게 정렬하거나 또는 비선형 프로파일처럼 보이도록 결정된다. 프로세서는 또한 제1 위치 및 제2 위치 상에서 동작을 수행하도록 구성된다.
블록(520)에서, 본 발명의 다른 측면에 따르면, 프로세서는 다수의 구성 요소에 연결된다. 블록(521)에서, 프로세서는 피더에 연결될 수 있으며, 블록(523)에서, 프로세서는 센서 및 복수개의 롤러에 연결될 수 있으며, 블록(525)에서 프로세서는 제어 패널에 연결될 수 있으며, 블록(527)에서 프로세서는 복수개의 도구에 연결될 수 있다. 복수개의 도구는 펀칭 도구, 윈도우 절단 도구, 라미네이터, 크리싱 도구, 폴딩 도구, 스테이플러 등을 포함할 수 있다.
블록(530, 531)에서, 프로세서는 피더를 제어하도록 구성될 수 있다. 피더는 시트 묶음을 수용하고 프로세서에 의해 요구되는대로 시트를 위치시키기 위하여 시트 묶음 중의 시트를 선택적으로 피딩하도록 구성될 수 있다. 블록(533)에서, 프로세서는 센서로부터 신호를 수신하도록 구성될 수 있으며, 센서는 시트를 검출하도록 구성될 수 있으며, 검출을 기초로 프로세서에 신호를 제공한다. 프로세서는 블록(533)에서 시트의 위치를 지정하기 위하여 복수개의 롤러를 움직이도록 구성될 수 있다. 블록(535)에서, 프로세서는 제어 패널을 통해 제1 입력을 수신하도록 구성된다. 제어 패널은 제1 입력을 수신하도록 구성되고, 제1 입력을 프로세서에 이송하도록 구성된다. 블록(535)에서, 프로세서는 유선 통신 및 무선 통신 또는 그의 조합 중 임의의 하나를 통해 원격지로부터 제1 입력을 수신하도록 또한 구성될 수 있다. 프로세서는 제1 입력을 기초로 제1 위치 및 제2 위치를 결정하도록 구성된다. 블록(537)에서, 프로세서는 복수개의 도구를 제어하도록 구성될 수 있다. 복수개의 도구는 도 2, 도 2f, 도 3a, 도 3b 및 도 3c를 참조로 설명된 도구들을 포함하는 다수의 도구를 포함할 수 있다. 프로세서는 복수개의 도구를 작동함에 의해 시트 상에서 동작을 하도록 구성할 수 있다. 프로세서는 복수개의 도구를 연속적으로, 이산적으로 또는 실질적으로 동시에 선택적으로 동작하도록 구성된다. 일 실시예에서, 복수개의 도구는 라미네이터를 포함하며, 프로세서는 시트를 라미네이트하도록 구성된다. 유사하게, 복수개의 도구는 펀칭 도구를 포함하며, 프로세서는 시트를 펀칭하도록 구성되며, 복수개의 도구는 윈도우 절단 도구를 포함하며, 프로세서는 시트를 윈도우 절단 하도록 구성되며, 복수개의 도구가 스테이플러를 포함하며, 프로세서는 시트 묶음을 스테이플링하도록 구성된다.
블록(521)에서는 피더에 트레이를 제공하는 단계를 더 포함할 수 있다. 트레이는 용지 가이드 앵글을 포함할 수 있고, 시트 묶음은 트레이에 수용될 수 있고 용지 가이드 앵글에 의해 지지될 수 있다. 블록(527)에서는 복수개의 도구가 착탈식으로 배치되는 도구 하우징을 제공한다. 도구 하우징은 또한 프로세서 연결될 수 있으며, 블록(537)에서 프로세서는 도구 하우징 내에 배치된 복수개의 도구를 선택적으로 작동하도록 구성될 수 있다. 도구 랙은 동작하지 않는 복수개의 도구 중 하나 이상을 저장하기 위한 머신을 구비할 수 있다.
본 발명은 다양한 변형 및 대안적인 형태를 가질 수 있지만, 특정 실시예가 도면의 예로서 도시되고, 여기에 설명되었다. 다른 실시예가 본 발명의 사상을 벗어나지 않고 실시될 수 있다. 도면은 본 발명의 일부 특징을 나타내지만, 일부 특징은 생략될 수 있다. 또는 다른 경우에는 일부 기능이 강조될 수 있지만 일부 기능은 그렇지 않다. 또한, 여기에 개시된 방법은 방법이 설명되는 방식 및/또는 순서대로 수행될 수 있다. 대안적으로, 상기 방법들은 설명된 것과 상이한 방식 또는 순서로 수행될 수 있다. 그러나, 본 발명은 개시된 특정 형태에 국한되는 것으로 의도되지 않는다는 것을 이해해야 한다. 본 발명은 첨부된 청구 범위에 의해 규정되는 본 발명의 사상 및 범위 내에 있는 모든 변경, 균등물, 및 대안을 커버하는 것이다.
Claims (15)
- 머신으로서:
시트 묶음 중의 시트를 검출하도록 구성되는 센서 - 상기 시트 묶음은 적어도 제1 에지를 갖는 제1 시트 및 제2 에지를 갖는 제2 시트를 포함하며, 상기 시트는 상기 제1 시트 및 상기 제2 시트 중 임의의 하나임 - ;
도구 하우징에 착탈식으로 배치된 복수개의 도구 - 복수개의 도구 중 각각의 도구는 복수개의 동작 중 적어도 하나의 동작에 대응하고, 복수개의 도구 중 각각의 도구는 시트에 대한 동작을 수행하도록 배치됨 - ; 및
상기 시트를 위치 지정하고 복수개의 도구 중 적어도 하나의 도구를 선택적으로 작동시켜 상기 제1 시트 상의 제1 위치 및 상기 제2 시트 상의 제2 위치에서 적어도 하나의 동작의 수행을 수행시키도록 구성된 프로세서 - 상기 제1 위치 및 상기 제2 위치는 상기 제1 위치 및 상기 제2 위치의 정렬시 상기 제1 에지 및 제2 에지를 비스듬하게 정렬하기 위하여 제1 입력에 기초하여 상기 프로세서에 의해 결정됨 - 을 포함하는, 머신. - 청구항 1에 있어서, 상기 센서 및 상기 제1 입력에 의한 시트의 검출을 기초로 상기 시트를 수용하고 위치 지정하도록 구성되는 복수개의 롤러를 더 포함하며, 상기 프로세서는 복수개의 롤러 중 적어도 하나의 롤러를 굴려 상기 시트를 위치 지정하도록 구성되는, 머신.
- 청구항 1에 있어서, 상기 시트 묶음을 수용하도록 구성되는 피더를 더 포함하며, 상기 피더는 위치 지정을 위하여 상기 시트에 선택적으로 피딩하도록 배치되는, 머신.
- 청구항 1에 있어서, 상기 센서는 광학 센서, 전기 센서, 기계적 센서, 및 음파 센서 중 임의의 하나 또는 조합을 포함하는, 머신.
- 청구항 1에 있어서, 복수개의 도구는 펀칭 도구, 윈도우 절단 도구, 라미네이터, 크리싱(creasing) 도구, 폴딩 도구, 및 스테이플러 중 임의의 하나 또는 조합을 포함하는, 머신.
- 청구항 1에 있어서, 복수개의 동작은 윈도우 절단 동작, 펀칭 동작, 스테이플링 동작, 크리싱 동작, 폴딩 동작, 및 라미네이션 동작 중 임의의 하나 또는 조합을 포함하는, 머신.
- 청구항 1에 있어서, 상기 프로세서는 제1 입력을 수신하도록 구성되며, 상기 제1 입력은 시트 묶음 및 상기 시트 묶음의 시트를 특징화한 것인, 머신.
- 청구항 1에 있어서, 상기 프로세서는 유선 통신, 무선 통신 및 그 조합 중 임의의 하나를 통해 원격지로부터 상기 제1 입력을 수신하도록 구성되는, 머신.
- 청구항 1에 있어서, 제어 패널을 더 포함하며, 상기 제어 패널은 상기 프로세서에 연결되고, 상기 제어 패널은 상기 제1 입력을 수신하도록 구성되는, 머신.
- 머신 제조 방법으로서:
시트 묶음 중의 시트를 검출하도록 센서를 구성하는 단계 - 상기 시트 묶음은 적어도 제1 에지를 갖는 제1 시트 및 제2 에지를 갖는 제2 시트를 포함하며, 상기 시트는 상기 제1 시트 및 상기 제2 시트 중 임의의 하나임 - ;
복수개의 도구를 도구 하우징에 착탈식으로 배치하는 단계 - 복수개의 도구 중 각각의 도구는 복수개의 동작 중 적어도 하나의 동작에 대응하고, 복수개의 도구 중 각각의 도구는 시트에 대한 동작을 수행하도록 배치됨 - ; 및
상기 시트를 위치 지정하고 복수개의 도구 중 적어도 하나의 도구를 선택적으로 작동시켜 상기 제1 시트 상의 제1 위치 및 상기 제2 시트 상의 제2 위치에서 적어도 하나의 동작을 수행시키도록 프로세서를 구성하는 단계 - 상기 제1 위치 및 상기 제2 위치는 상기 제1 위치 및 상기 제2 위치의 정렬시 상기 제1 에지 및 제2 에지를 비스듬하게 정렬하기 위하여 제1 입력에 기초하여 상기 프로세서에 의해 결정됨 - 를 포함하는, 머신 제조 방법. - 청구항 10에 있어서, 상기 센서 및 상기 제1 입력에 의한 시트의 검출을 기초로 상기 시트를 수용하고 위치 지정하도록 복수개의 롤러를 구성하는 단계 및 복수개의 롤러 중 적어도 하나의 롤러를 굴려 상기 시트를 위치 지정하도록 상기 프로세서를 구성하는 단계를 더 포함하는, 머신 제조 방법.
- 청구항 10에 있어서,
상기 시트 묶음을 수용하도록 피더를 제공하고, 위치 지정을 위하여 상기 시트를 선택적으로 피딩하도록 상기 피더를 배치하는 단계; 및
상기 센서가 광학 센서, 전기 센서, 기계적 센서, 및 음파 센서 중 임의의 하나 또는 조합을 구성하는 것을 포함하는 단계를 더 포함하는, 머신 제조 방법. - 청구항 10에 있어서, 상기 방법은 펀칭 도구, 윈도우 절단 도구, 라미네이터, 크리싱 도구, 폴딩 도구, 및 스테이플러 중 임의의 하나 또는 조합을 배치하는 단계를 포함하며, 복수개의 도구는 복수개의 동작에 대응하되, 펀칭 도구는 펀칭 동작에 대응하고; 윈도우 절단 도구는 윈도우 절단 동작에 대응하고; 라미네이터는 라미네이션 동작에 대응하고; 크리싱 도구는 크리싱 동작에 대응하고; 폴딩 도구는 폴딩 동작에 대응하고; 또한 스테이플러는 스테이플링 동작에 대응하는, 머신 제조 방법.
- 청구항 10에 있어서, 상기 방법은 상기 프로세서를 상기 제1 입력을 수신하도록 구성하는 단계를 포함하며, 상기 제1 입력은 시트 묶음 및 상기 시트 묶음 중의 시트를 특징화한 것인, 머신 제조 방법.
- 청구항 10에 있어서, 상기 방법은 상기 프로세서를 유선 통신, 무선 통신 및 그 조합 중 임의의 하나를 통해 상기 제1 입력을 수신하도록 구성하는 단계 및 제어 패널을 상기 프로세서와 연결시키는 단계를 포함하며, 상기 제어 패널은 상기 제1 입력을 수신하도록 구성되는, 머신 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IN66MU2015 | 2015-01-07 | ||
| IN66/MUM/2015 | 2015-01-07 | ||
| PCT/IB2016/050002 WO2016110789A1 (en) | 2015-01-07 | 2016-01-01 | Sheet processing machine and method of manufacturing thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170110627A true KR20170110627A (ko) | 2017-10-11 |
Family
ID=56355580
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177022065A KR20170110627A (ko) | 2015-01-07 | 2016-01-01 | 시트 처리 머신 및 그 제조 방법 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20170348869A1 (ko) |
| EP (1) | EP3242780A4 (ko) |
| JP (1) | JP6612878B2 (ko) |
| KR (1) | KR20170110627A (ko) |
| CN (1) | CN107405779B (ko) |
| AU (1) | AU2015376066B2 (ko) |
| CA (1) | CA2973322A1 (ko) |
| IL (1) | IL253288A0 (ko) |
| WO (1) | WO2016110789A1 (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AP2015008479A0 (en) | 2012-10-11 | 2015-05-31 | Nilesh Dhirajlal Parmar | Machine and process for binding of books for lay flat look |
| JP6571834B2 (ja) * | 2017-06-16 | 2019-09-04 | キヤノンファインテックニスカ株式会社 | シート処理装置、画像形成システム、およびシート処理方法 |
| CN111361327B (zh) * | 2020-03-23 | 2021-04-02 | 台州市美琪乐工艺品有限公司 | 一种记事本的生产工艺 |
| CN113635668B (zh) * | 2021-08-23 | 2023-04-21 | 杭州道贤智能科技有限责任公司 | 一种纺织业用窗帘切割印刷装置 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1962407A (en) * | 1932-07-30 | 1934-06-12 | J C Hall Company | Flat opening book and method of making same |
| US6099225A (en) * | 1998-09-29 | 2000-08-08 | Hewlett-Packard Company | Booklet maker |
| DE69915322T2 (de) * | 1998-09-29 | 2005-02-24 | Hewlett-Packard Co.(A Delaware Corporation), Palo Alto | Verfahren und vorrichtung zur herstellung von broschüren |
| US6966552B2 (en) * | 2001-05-14 | 2005-11-22 | Hewlett-Packard Development Company, L.P. | Binding system with sheet-wise formation of features |
| US20070158894A1 (en) * | 2004-01-29 | 2007-07-12 | Takao Hasegawa | Paper sheet treating device |
| JP4933052B2 (ja) * | 2004-03-18 | 2012-05-16 | オセ−テクノロジーズ ビーブイ | スマートパンチングに対するシート処理方法及びシート処理機器 |
| WO2005115764A2 (en) * | 2004-05-21 | 2005-12-08 | Esselte | Punching and binding system and elements thereof |
| DE502004007501D1 (de) * | 2004-10-07 | 2008-08-14 | Mueller Martini Holding Ag | Einrichtung zur taktweisen Verarbeitung von aus wenigstens einem Druckbogen gebildeten Buchblocks |
| DE502005008061D1 (de) * | 2005-09-14 | 2009-10-15 | Mueller Martini Holding Ag | Verfahren und Vorrichtung zur Herstellung von digital gedruckten Zeitungen |
| JP4829077B2 (ja) * | 2006-11-09 | 2011-11-30 | キヤノンファインテック株式会社 | 給紙装置及びこれを備えた製本装置 |
| JP4424362B2 (ja) * | 2007-03-07 | 2010-03-03 | コニカミノルタビジネステクノロジーズ株式会社 | 製本装置及び画像形成システム |
| US8366092B2 (en) * | 2010-05-24 | 2013-02-05 | Eastman Kodak Company | Stacking booklet sheets on adjustable-angle ramp |
| AP2015008479A0 (en) * | 2012-10-11 | 2015-05-31 | Nilesh Dhirajlal Parmar | Machine and process for binding of books for lay flat look |
| US20140178153A1 (en) * | 2012-12-26 | 2014-06-26 | Bind Basic Products, LLC | Paper sheet having a hinge adjacent to its spine edge, a plurality of the sheets being bound into a book whereby the sheets lay flat when the book opened |
-
2016
- 2016-01-01 AU AU2015376066A patent/AU2015376066B2/en not_active Ceased
- 2016-01-01 JP JP2017535778A patent/JP6612878B2/ja active Active
- 2016-01-01 KR KR1020177022065A patent/KR20170110627A/ko not_active Application Discontinuation
- 2016-01-01 CN CN201680012740.4A patent/CN107405779B/zh active Active
- 2016-01-01 CA CA2973322A patent/CA2973322A1/en not_active Abandoned
- 2016-01-01 US US15/542,056 patent/US20170348869A1/en not_active Abandoned
- 2016-01-01 WO PCT/IB2016/050002 patent/WO2016110789A1/en active Application Filing
- 2016-01-01 EP EP16734943.0A patent/EP3242780A4/en not_active Withdrawn
-
2017
- 2017-07-03 IL IL253288A patent/IL253288A0/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| CN107405779B (zh) | 2020-01-10 |
| JP2018503539A (ja) | 2018-02-08 |
| WO2016110789A1 (en) | 2016-07-14 |
| IL253288A0 (en) | 2017-09-28 |
| AU2015376066A1 (en) | 2017-08-17 |
| EP3242780A1 (en) | 2017-11-15 |
| CA2973322A1 (en) | 2016-07-14 |
| US20170348869A1 (en) | 2017-12-07 |
| AU2015376066B2 (en) | 2021-03-11 |
| CN107405779A (zh) | 2017-11-28 |
| EP3242780A4 (en) | 2018-10-03 |
| JP6612878B2 (ja) | 2019-11-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170110627A (ko) | 시트 처리 머신 및 그 제조 방법 | |
| US8100053B2 (en) | Method for manufacturing bound printed products such as books, journals, magazines and the like, performed at least partially dependent on a working cycle | |
| WO2013179380A1 (ja) | 縁を2回裁断する製本物裁断機 | |
| JP2016101653A (ja) | シート処理装置 | |
| JP6043435B2 (ja) | 平坦な見え方のための本を装丁する機械および方法 | |
| JP5740217B2 (ja) | 表紙の製造方法及び装置 | |
| JP2017502398A (ja) | プリントシステムにおいて中間物を追跡するための方法 | |
| JP4136665B2 (ja) | シート方式の裁断をともなうブックレット・メーカ用の裁断システム | |
| JP5328227B2 (ja) | 複数の機器を備えた製本システム | |
| US11023182B2 (en) | Document processing system for processing a printjob including a production route simulation | |
| TW201831335A (zh) | 後處理裝置及後處理系統 | |
| JP4604150B1 (ja) | 製本装置 | |
| JP4771440B1 (ja) | 製本装置 | |
| JP5740592B2 (ja) | 製本装置 | |
| JP2013018084A (ja) | 三方断裁機 | |
| JP2018100149A (ja) | シート処理装置、画像形成装置、および制御方法 | |
| JP7335013B2 (ja) | シート加工装置 | |
| JP4619903B2 (ja) | 製本方法及び装置 | |
| KR101649442B1 (ko) | 규격용지 가공시스템 | |
| JP2005305918A (ja) | 中綴じ製本装置 | |
| JP2008018708A (ja) | シート取り扱い装置および方法 | |
| ITTO20111121A1 (it) | Metodo e macchina per la realizzazione di fascicoli di libri a partire da fogli | |
| JP2018103372A (ja) | 針金綴じユニット | |
| JP2009286593A (ja) | ステイプル装置および画像形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |