KR20170109665A - 방향성 전자 강판의 제조 방법 - Google Patents
방향성 전자 강판의 제조 방법 Download PDFInfo
- Publication number
- KR20170109665A KR20170109665A KR1020177024601A KR20177024601A KR20170109665A KR 20170109665 A KR20170109665 A KR 20170109665A KR 1020177024601 A KR1020177024601 A KR 1020177024601A KR 20177024601 A KR20177024601 A KR 20177024601A KR 20170109665 A KR20170109665 A KR 20170109665A
- Authority
- KR
- South Korea
- Prior art keywords
- steel sheet
- resist
- mask
- exposure
- annealing
- Prior art date
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1294—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a localized treatment
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25F—PROCESSES FOR THE ELECTROLYTIC REMOVAL OF MATERIALS FROM OBJECTS; APPARATUS THEREFOR
- C25F3/00—Electrolytic etching or polishing
- C25F3/02—Etching
- C25F3/06—Etching of iron or steel
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/005—Modifying the physical properties by deformation combined with, or followed by, heat treatment of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the working step(s) being of interest
- C21D8/1222—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the working step(s) being of interest
- C21D8/1233—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
- C21D8/1266—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest between cold rolling steps
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
- C21D8/1272—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1277—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a particular surface treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25F—PROCESSES FOR THE ELECTROLYTIC REMOVAL OF MATERIALS FROM OBJECTS; APPARATUS THEREFOR
- C25F3/00—Electrolytic etching or polishing
- C25F3/02—Etching
- C25F3/14—Etching locally
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/004—Photosensitive materials
- G03F7/022—Quinonediazides
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/004—Photosensitive materials
- G03F7/022—Quinonediazides
- G03F7/023—Macromolecular quinonediazides; Macromolecular additives, e.g. binders
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/004—Photosensitive materials
- G03F7/027—Non-macromolecular photopolymerisable compounds having carbon-to-carbon double bonds, e.g. ethylenic compounds
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/004—Photosensitive materials
- G03F7/027—Non-macromolecular photopolymerisable compounds having carbon-to-carbon double bonds, e.g. ethylenic compounds
- G03F7/028—Non-macromolecular photopolymerisable compounds having carbon-to-carbon double bonds, e.g. ethylenic compounds with photosensitivity-increasing substances, e.g. photoinitiators
- G03F7/031—Organic compounds not covered by group G03F7/029
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/004—Photosensitive materials
- G03F7/027—Non-macromolecular photopolymerisable compounds having carbon-to-carbon double bonds, e.g. ethylenic compounds
- G03F7/032—Non-macromolecular photopolymerisable compounds having carbon-to-carbon double bonds, e.g. ethylenic compounds with binders
- G03F7/033—Non-macromolecular photopolymerisable compounds having carbon-to-carbon double bonds, e.g. ethylenic compounds with binders the binders being polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds, e.g. vinyl polymers
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/004—Photosensitive materials
- G03F7/038—Macromolecular compounds which are rendered insoluble or differentially wettable
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/004—Photosensitive materials
- G03F7/039—Macromolecular compounds which are photodegradable, e.g. positive electron resists
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/20—Exposure; Apparatus therefor
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/26—Processing photosensitive materials; Apparatus therefor
- G03F7/30—Imagewise removal using liquid means
- G03F7/32—Liquid compositions therefor, e.g. developers
- G03F7/325—Non-aqueous compositions
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/26—Processing photosensitive materials; Apparatus therefor
- G03F7/40—Treatment after imagewise removal, e.g. baking
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/16—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2201/00—Treatment for obtaining particular effects
- C21D2201/05—Grain orientation
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Mechanical Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Thermal Sciences (AREA)
- General Physics & Mathematics (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Manufacturing & Machinery (AREA)
- Electromagnetism (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Power Engineering (AREA)
- Dispersion Chemistry (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
- Soft Magnetic Materials (AREA)
- ing And Chemical Polishing (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
양호한 철손과 고생산성을 양립시키는 것이 가능한 방향성 전자 강판의 제조 방법을 제공한다.
자구 세분화를 위한 홈 형성에 있어서, 감광성 수지를 포함하는 레지스트를 도포하고, 노광 및 현상함으로써 선 형상의 지철 노출부를 형성하고, 이어서 행하는 전해 에칭에서는, 전극에 투입하는 전류를 I, 전극의 면적과 동일 면적의 강판 표면에 있어서의 지철 노출부의 면적을 S로 했을 때, 지철 노출부에 대한 전류 밀도 ρ=I/S를 7.5A/㎠ 이상으로 한다.
자구 세분화를 위한 홈 형성에 있어서, 감광성 수지를 포함하는 레지스트를 도포하고, 노광 및 현상함으로써 선 형상의 지철 노출부를 형성하고, 이어서 행하는 전해 에칭에서는, 전극에 투입하는 전류를 I, 전극의 면적과 동일 면적의 강판 표면에 있어서의 지철 노출부의 면적을 S로 했을 때, 지철 노출부에 대한 전류 밀도 ρ=I/S를 7.5A/㎠ 이상으로 한다.
Description
본 발명은, 자구 세분화 처리(magnetic domain refining treatment)를 실시하는 방향성 전자 강판의 제조 방법으로서, 특히 변형 제거 어닐링에 견디는 자구 세분화 처리를 효율좋게 행하고, 또한, 처리 후의 철손(iron loss)이 우수한 방향성 전자 강판의 제조 방법에 관한 것이다.
방향성 전자 강판은, 변압기 등의 철심으로서 널리 이용되는 연자성 재료이다. 방향성 전자 강판에는, 철심으로서 이용했을 때의 에너지 손실을 최소로 하기 위해, 저철손인 것이 요구된다.
강판의 철손을 낮추는 방법 중 하나로서, 2차 재결정이라고 칭해지는 현상을 이용하여, 강판 중의 결정의 방위를 Goss 방위({110}<001>방위)로 고도로 집적시키고, 투자율(magnetic permeability)을 높임으로써 히스테리시스손(hysteresis loss)을 저감하는 방법이 있다. 결정 방위의 집적도를 높이는 방법에 대해서는, 지금까지 수많은 검토가 이루어져, 결정립의 방위의 Goss 방위로부터의 어긋남각이 불과 근 수도(a few degree)정도로까지 첨예화된 제품이 공업적으로 제조되고 있다.
그 이외의 방법으로서, 결정 중의 자구를 세분화하여, 와전류손을 저감하는 방법이 알려져 있다. 예를 들면, 특허문헌 1에는, 강판 표면의 판폭 방향으로, 선 형상으로 레이저를 조사함으로써 강판 표면 근방에 변형을 도입하고, 자구를 세분화함으로써 철손을 저감하는 방법이 개시되어 있다. 그러나, 이와 같이 레이저에 의해 도입된 변형은, 변형 제거 어닐링시에 소실되어 철손의 증대를 초래하기 때문에, 변형 제거 어닐링이 필요해지는 권철심(wound iron core)에는 이용할 수 없다는 문제가 있었다.
또한, 이 문제를 해결하기 위해, 강판 표면 부근에 홈을 형성함으로써, 변형 제거 어닐링에 의한 철손 열화가 없는 자구 세분화(내열형 자구 세분화)의 방법이 알려져 있다. 예를 들면, 특허문헌 2에서는, 나이프의 날끝, 레이저, 방전 가공, 전자 빔 등에 의해 강판 표면에 선 현상의 홈을 도입하는 방법이 개시되어 있다. 그러나, 이들 방법에서는 홈의 주변에 버어(burr)가 발생하여, 버어를 제거하는 공정이 필요하게 된다는 문제가 있었다.
그래서 상기와 같은 버어를 발생시키지 않는 방법으로서, 특허문헌 3에서는, 강판 표면에 네거티브-포지티브형의 고무계 유기계 감광액을 도포한 후, 마스크를 통과하여 자외선 광 조사를 행하여, 현상액 중에 강판을 침지하여 자외광 노광부를 제거하고, 이어서 질산, 염산 등의 산 중에 침지하여 노광부의 지철(steel substrate)을 화학 에칭하는 포토 에칭에 의한 방법이 개시되어 있다.
그러나, 특허문헌 3에 기재된 방법에서는, 화학 에칭의 속도에 한계가 있기 때문에, 생산성을 높이는 것을 목적으로 하여 라인 속도를 고속화하고자 했을 때에, 에칭 설비가 지나치게 장대해진다는 문제가 있었다. 또한, 에칭에 이용하는 산 중에 용해한 Fe 이온의 농도가 증가하면, 에칭 속도가 억제되기 때문에, 코일 길이 방향으로 균일한 형상의 홈을 형성하는 것이 곤란하다는 문제도 있었다.
이 문제를 해결하기 위해, 특허문헌 4에서는, 최종 냉간 압연 후의 강판에, 인쇄에 의해 레지스트 피막을, 비도포 영역으로서 압연 방향과 교차하는 방향으로 연속 또는 비연속의 선 형상 영역을 잔존시켜, 도포, 소성 후, 에칭 처리를 실시하여 강판 표면에 연속 또는 비연속의 선형상 홈을 형성하는 방법을 개시하고 있다. 또한, 특허문헌 4에서는, 레지스트 피막을 인쇄하는 방법으로서, 그라비아 오프셋 인쇄(gravure offset printing)에 의한 방법이, 에칭의 방법으로서 에칭량을 제어하기 쉬운 전해 에칭을 이용하는 방법이 개시되어 있다.
그러나, 특허문헌 4에 기재된 방법에서는, 롤에 남은 잉크를 제거하는 닥터 블레이드(doctor blade)가 마모되어, 비도포 영역에도 부분적으로 잉크(레지스트)가 도포된다는 문제가 있었다. 그리고, 비도포 영역에 부분적으로 레지스트가 존재하는 상태로 전해 에칭의 전류 밀도를 높게 해 가면, 비도포 영역 이외의 레지스트가 절연 파괴되게 된다. 이러한, 레지스트의 절연 파괴가 발생하면, 본래 의도하지 않는 영역이 에칭되어 자구 세분화가 잘 행해지지 않아, 철손 개선 효과가 불충분하게 되어 버린다.
그 때문에, 특허문헌 4에 기재된 방법에서는, 전해 에칭의 전류 밀도를 내린 조업을 행하지 않을 수 없기 때문에, 자구 세분화를 위해 필요한 에칭량을 확보하기 위해서는 라인 속도를 떨어뜨리지 않을 수 없어, 양호한 철손과 고생산성의 양립이 곤란하다는 문제가 남아 있었다.
본 발명은, 이러한 과제를 감안하여 이루어진 것으로, 자구 세분화를 실시하는 방향성 전자 강판의 제조 방법으로서, 특히, 변형 제거 어닐링 등을 행하는 강판을 위한 내열형의 자구 세분화 처리에 있어서, 양호한 철손과 고생산성을 양립시키는 것이 가능한 방향성 전자 강판의 제조 방법을 제공하는 것을 목적으로 한다.
발명자들은 상기의 과제를 해결하기 위해, 강판 표면 상에 레지스트 피막을 형성시키는 방법 및 에칭의 방법에 대해서 예의 검토를 행했다. 그 결과, 감광성 수지를 포함하는 피막을 레지스트 피막으로서 도포하고, 노광에 의해, 소망하는 부분의 레지스트 피막을 변질시킴으로써 홈부가 되는 영역의 패터닝을 행한 후에, 현상에 의해 홈부가 되는 영역의 레지스트를 제거하고, 나아가서는, 적절한 레지스트 피막과 노광 조건을 이용함으로써, 홈 부분의 레지스트 잔류를 막을 수 있는 것을 알 수 있었다. 그리고, 홈 부분의 레지스트 잔류가 없는 강판이면, 높은 전류 밀도로 전해 에칭을 행해도, 비(非)홈부의 의도하지 않는 에칭을 억제할 수 있어, 강판의 저철손화와 고생산성의 확보가 양립 가능하다는 인식을 얻었다.
본 발명은 상기의 인식에 입각하는 것이다.
즉, 본 발명의 요지 구성은 다음과 같다.
1. 방향성 전자 강판용 소재에 열간 압연을 실시하여 열연 강판으로 하고,
당해 열연 강판에 1회 또는 중간 어닐링을 포함하는 2회 이상의 냉간 압연을 실시하여 최종 판두께를 갖는 냉연 강판으로 하고,
상기 냉연 강판의 편면 또는 양면에, 감광성 수지를 포함하는 레지스트 피막을 도포하고, 도포한 면을 국소적으로 노광하여 패터닝을 행하고, 현상에 의해 판폭 방향으로 연속 또는 불연속인 선 형상의 지철 노출부를 형성하고,
상기 지철 노출부가 형성된 강판을 전해 에칭하여, 판폭 방향으로 연속 또는 불연속인 선 형상의 홈을 형성하고,
상기 전해 에칭 후의 강판에 1차 재결정 어닐링을 실시하고, 그 후 최종 마무리 어닐링을 실시하는 방향성 전자 강판의 제조 방법에 있어서,
상기 전해 에칭에 있어서, 전극에 투입하는 전류를 I, 전극의 면적과 동일 면적의 강판 표면에 있어서의 지철 노출부의 면적을 S로 했을 때, 지철 노출부에 대한 전류 밀도 ρ=I/S가 7.5A/㎠ 이상인 것을 특징으로 하는, 방향성 전자 강판의 제조 방법.
2. 상기 레지스트 피막은 포지티브형 레지스트이고, 상기 패터닝은 당해 포지티브형 레지스트 피막을 도포한 면의 홈 형성 영역을 노광하여 행하는 것을 특징으로 하는, 상기 1에 기재된 방향성 전자 강판의 제조 방법.
3. 상기 레지스트 피막은 네거티브형 레지스트이고, 상기 패터닝은 당해 네거티브형 레지스트 피막을 도포한 면의 비홈 형성 영역을 노광하여 행하는 것을 특징으로 하는, 상기 1에 기재된 방향성 전자 강판의 제조 방법.
4. 상기 레지스트 피막은 화학 증폭형 레지스트인 것을 특징으로 하는, 상기 2 또는 3에 기재된 방향성 전자 강판의 제조 방법.
5. 상기 패터닝의 노광은, 상기 강판 상에서 빛을 주사하고, 당해 빛의 조사에 의해 상기 레지스트 피막을 변성시켜 행하는 것을 특징으로 하는, 상기 1∼4 중 어느 한 항에 기재된 방향성 전자 강판의 제조 방법.
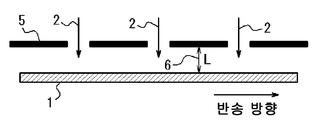
6. 상기 패터닝의 노광은, 상기 강판과 이간하여 설치한 마스크의 개구부를 통과한 빛을, 상기 강판에 조사함으로써 행하고, 또한, 상기 마스크와 상기 강판의 거리가 50㎛ 이상 5000㎛ 이하인 것을 특징으로 하는, 상기 1∼4 중 어느 한 항에 기재된 방향성 전자 강판의 제조 방법.
7. 상기 패터닝의 노광은, 렌즈 및/또는 미러를 통하여, 상기 강판과 이간하여 설치한 마스크의 개구부를 통과한 빛을, 상기 강판에 조사함으로써 행하는 것을 특징으로 하는, 상기 1∼4 중 어느 한 항에 기재된 방향성 전자 강판의 제조 방법.
본 발명에 의하면, 변형 제거 어닐링을 실시해도 자구 세분화의 효과가 소실되지 않고, 양호한 철손을 유지할 수 있는 방향성 전자 강판을 높은 생산성으로 제조할 수 있다.
도 1은 직접 묘화형(direct imaging)에 의한 노광 장치의 일 예를 나타내는 도면이다.
도 2는 본 발명에 있어서의 광 조사시의, 마스크 부재의 사용의 일 예(마스크가 강판과 수평 방향으로 설치됨)를 설명하는 도면이다.
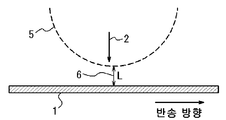
도 3은 본 발명에 있어서의 광 조사시의, 마스크 부재의 사용의 다른 예(마스크가 만곡하여 설치됨)를 설명하는 도면이다.
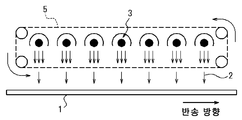
도 4는 본 발명에 있어서의 광 조사시의, 마스크 부재의 사용의 다른 예(마스크를 강판과 수평으로 설치하고, 강판의 이동에 따라서 마스크의 개구부를 이동시킴)를 설명하는 도면이다.
도 5는 투영형(projection)에 의한 노광 장치의 일 예를 나타내는 도면이다.
도 2는 본 발명에 있어서의 광 조사시의, 마스크 부재의 사용의 일 예(마스크가 강판과 수평 방향으로 설치됨)를 설명하는 도면이다.
도 3은 본 발명에 있어서의 광 조사시의, 마스크 부재의 사용의 다른 예(마스크가 만곡하여 설치됨)를 설명하는 도면이다.
도 4는 본 발명에 있어서의 광 조사시의, 마스크 부재의 사용의 다른 예(마스크를 강판과 수평으로 설치하고, 강판의 이동에 따라서 마스크의 개구부를 이동시킴)를 설명하는 도면이다.
도 5는 투영형(projection)에 의한 노광 장치의 일 예를 나타내는 도면이다.
(발명을 실시하기 위한 형태)
이하, 본 발명을 구체적으로 설명한다.
우선, 발명자들이 본 발명을 착상하기에 이른 실험으로서, 레지스트 피막의 도포 방법에 대해서 검토를 행한 실험의 설명을 행한다.
실험에 사용한 방향성 전자 강판은, 방향성 전자강용 슬래브(slab)를 열간 압연하고, 그 후 필요에 따라서 열연판 어닐링을 행한 후, 1회 또는 중간 어닐링을 사이에 두는 2회의 냉간 압연에 의해 최종 제품 판두께로 하고, 그 후, 탈탄 어닐링, 이어서 최종 마무리 어닐링을 실시하고, 그 후, 덧칠 코팅을 실시하여 제조했다.
상기의 제조 공정 중, 0.23㎜의 최종 제품 판두께로 한 최종 냉연판의 편면에, 지철 노출부가 약 100㎛의 폭으로 압연 방향과 직각 방향으로 선 형상으로 연장되고, 그 압연 방향에서의 간격이 5㎜가 되는 패턴을 가진 레지스트 피막의 패터닝을, 상이한 방법으로 행했다.
여기에서, 패터닝의 방법 중 하나는, 에폭시계 수지를 주성분으로 하는 레지스트를 그라비아 오프셋 인쇄에 의해 인쇄하여 건조하는 것으로 했다. 또한, 다른 하나의 방법은, 고무계 수지에 감광재로서 비스아지드(bisazide) 화합물을 포함하는 레지스트 피막을 강판 표면에 균일하게 도포하고, 홈부만이 차폐된 마스크를 강판면의 100㎛ 위에 고정하여, 마스크를 통하여 자외선을 조사한 후, 알칼리 현상액에 침지함으로써, 홈부의 피막만 제거하는 것으로 했다.
후자의 방법으로 이용한 레지스트 피막은, 일반적으로, 반도체 제조에서 채용되고 있는 포토리소그래피 기술에 이용되는 네거티브형 레지스트이고, 노광부가 경화하여 현상시에 불용성(insoluble) 물질이 된다.
또한, 양자의 방법에서는, 함께, 레지스트 피막의 막두께를 2㎛로 했다. 패터닝 공정의 후, 레지스트 피막을 도포한 강판을 NaCl 수용액 중에 침지하여, 지철 노출부에 대한 전류 밀도 ρ를 바꾸어, 전하량이 일정해지는 조건으로 전해 에칭을 실시했다.
또한, 본 발명에 있어서의 지철 노출부에 대한 전류 밀도 ρ는, 전해 에칭에 이용하는 전극의 침지 부분과 동등의 면적(본 발명에서는, 간단히, 전극의 면적이라고도 함)을 강판 표면에서 선택한 경우의 지철 노출부의 면적을 S[㎠], 투입 전류를 I[A]로 했을 때, ρ=I/S[A/㎠]로 정의된다. 즉, 전극의 전해 용액에 침지하고 있는 부분의 면적을 R[㎠]로 한 경우, 전해되는 강판의 임의의 위치의 면적 R[㎠]의 부분을 선택하면, 그 부분의 지철 노출부의 면적이 S[㎠]가 된다는 것이다.
이어서, 전해 에칭 후에 잔류하고 있는 레지스트 피막을 유기 용제에 녹여 박리한 후, 접촉식의 표면 조도계를 이용하여 홈 폭과 홈 깊이를 조사했다. 또한, 홈 폭과 홈 깊이는, 아래로 볼록하게 되어 있는 영역의 가장 깊은 부분의 깊이를 홈 깊이, 홈 깊이에 대하여 절반분의 깊이에 있는 위치에서의 홈의 양단이 되는 2점의 거리를 홈 폭으로 하고, 샘플의 상이한 5개의 홈에 대해서, 각각 4개소씩 측정을 행하여, 합계 20점의 평균으로 산출했다.
또한, 상기 샘플의 탈탄 어닐링을 행하고, 최종 마무리 어닐링을 행한 후, 덧칠 코팅을 실시하여 제품으로 했다.
이렇게 하여 얻어진 제품판으로부터 시험편을 잘라내어, 변형 제거 어닐링을 실시한 후, JIS C2550에 기재된 방법으로 철손 W17 /50을 측정했다.
그 결과를 표 1에 나타낸다. 또한, 기본 전류 밀도는, 투입 전류 I를 전극의 면적 R로 나눈 I/R[A/㎠]로 정의되는 전류 밀도이다.

표 1로부터 분명한 바와 같이, 그라비아 오프셋 인쇄에 의해 레지스트 피막을 도포한 방법에서는, 전류 밀도 ρ가 7.5A/㎠를 초과하면 홈 폭이 넓어져 홈 깊이가 얕아지고, 철손이 열화해가는 데에 대하여, 네거티브형 레지스트를 도포하여 노광·현상을 행한 방법에서는, 전류 밀도가 커져도 홈 폭 및 홈 깊이는 크게 변화하지 않고, 그라비아 오프셋 인쇄에 의한 방법보다도 철손이 양호했다.
이와 같이, 감광성 레지스트를 강판 표면에 도포하고, 노광, 현상에 의해 소망하는 패턴을 갖는 지철 노출부를 강판 표면에 형성시킨 후, 높은 전류 밀도의 전해 에칭에 의해 지철 노출부를 에칭함으로써, 본 발명은, 고생산성과 저철손을 양립할 수 있는 내열형 자구 세분화 기술이 되는 것을 알 수 있었다.
이하, 본 발명을 더욱 상세하게 설명한다.
본 발명에 이용하는 방향성 전자 강판용 소재는, 주조에 의해 슬래브로서 공급한다. 주조의 방법은 특별히 한정하지 않는다. 소재가 되는 슬래브의 조성은, 방향성 전자 강판용으로서 일반적으로 이용되는 것이면 특별히 한정하지 않지만, 예를 들면, Si: 2∼5mass%, C: 0.002∼0.10mass%, Mn: 0.01∼0.80mass%, Al: 0.002∼0.05mass%, N: 0.003∼0.02mass%를 함유하고, 잔부 Fe 및 불가피적 불순물로 할 수 있다.
이어서, 필요에 따라서 슬래브를 가열하여, 열간 압연하여 열연 강판(열연판)으로 한 후, 필요에 따라서 열연판 어닐링을 실시한다. 열연판 어닐링의 온도는 특별히 한정하지 않지만, 예를 들면 800∼1200℃의 범위로 하는 것이 자기 특성(magnetic properties) 향상의 관점에서 바람직하다.
또한, 1회 또는 중간 어닐링을 포함하는 2회 이상의 냉간 압연을 실시하여, 냉연 강판(이하, 간단히 강판이라고도 함)으로 한다. 이들 방법은 공지의 방법으로 행하면 좋다.
이후의 공정에서 냉연 강판에의 레지스트의 밀착성을 높이는 것을 목적으로 하여, 레지스트 도포의 직전에 수산화 나트륨 용액 등의 알칼리 용액으로 강판 표면의 탈지·건조를 하는 것이 바람직하다.
이와 같이 하여 얻어진 냉연 강판의 편면 또는 양면에 감광성 수지를 포함하는 레지스트 피막을 도포한다.
레지스트의 도포 방법은 특별히 한정하지 않지만, 띠 형상의 강판(강대라고도 함)에 균일하게 도포하는 관점에서, 롤 코터(roll coater)나 커튼 코터(curtain coater), 바 코터(bar coater) 등의 방법을 이용할 수 있다. 또한, 레지스트의 도포 후에, 레지스트를 고체화시켜 밀착성을 높이는 것을 목적으로 하여, 50∼300℃에서 1∼300초의 범위의 열처리를 가하는 것이 바람직하다.
본 발명에 이용하는 레지스트에는, 노광 부분이 현상액에 대하여 용해성이 증가하는 포지티브형 레지스트가 적합하다. 포지티브형 레지스트에서는 노광 부분이 현상에 의해 제거되기 때문에, 노광 부분을 소면적으로 할 수 있기 때문이다. 즉, 소망하는 홈 폭으로 줄인 빛을, 직접, 강판 상에서 주사하여, 홈 위치에 상당하는 노광 부분의 레지스트를 변성시키면 좋다. 이와 같이 포지티브형 레지스트는, 마스크와 같은 복잡한 기구를 통하지 않고 임의의 패터닝을 행할 수 있기 때문에, 방향성 전자 강판의 내열형 자구 세분화에 적절한 레지스트 재료이다.
여기에서, 포지티브형 레지스트는 알칼리 가용성 수지 및 빛에 의해 산을 발생하는 화합물을 주성분으로 한다. 본 발명에 있어서, 포지티브형 레지스트의 성분은 특별히 한정되는 것은 아니지만, 예를 들면, 알칼리 가용성 수지로서, 노볼락 수지, 폴리아미드계 수지, 아크릴 수지, 환상 올레핀 수지 등을 이용할 수 있다. 빛에 의해 산을 발생하는 화합물은 퀴논디아지드 화합물이나 오늄염 등을 이용할 수 있다.
본 발명에 이용하는 레지스트에는, 노광 부분이 현상액에 대하여 난용해성(low solubility)이 되는 네거티브형 레지스트를 이용하는 것도 바람직하다. 네거티브형 레지스트에서는 노광 부분이 현상시에 잔존하기 때문에, 전해 에칭시에 지철을 노출시키고 싶은 부분만을 남긴 마스크를 사용하여, 마스크를 통하여 빛을 조사함으로써, 빛을 주사 하는 일 없이 패터닝을 행할 수 있기 때문이다.
또한, 네거티브형 레지스트는, 강판에의 밀착성이 우수하기 때문에, 강판을 반송 중에 진동 등으로 레지스트가 박리하는 것을 억제할 수 있다. 네거티브형 레지스트의 성분으로서는, 환화 고무(cyclized rubber)와 감광제로서 비스아지드 화합물을 함유하는 것이 잘 알려져 있다. 이들 성분을 포함하는 레지스트는, 현상에 유기 용매를 필요로 한다. 현상에 알칼리 용액을 사용 가능한 레지스트로서는, 폴리실록산이나 아크릴 수지 등의 알칼리 가용 수지와, 다관능 아크릴 모노머 및 α-아미노알킬페논 화합물이나 옥심에스테르 화합물 등의 광 라디칼 중합 개시재를 함유하는 것이 알려져 있다.
본 발명에 이용하는 레지스트에는, 그 사용이 용이한 점에서 우수한 화학 증폭형의 레지스트가 바람직하다. 화학 증폭형 레지스트란, 광(光) 산(酸) 발생제를 함유하고, 노광에 의해 광 산 발생제로부터 발생한 산을 촉매로 하는 반응을 이용하는 레지스트이다.
화학 증폭형 레지스트는 포지티브형과 네거티브형의 2종류가 있다. 화학 증폭 포지티브형 레지스트는, 광 산 발생제로부터 발생한 산이 알칼리 가용성 수지의 알칼리 가용기를 보호하는 보호기의 탈보호 반응을 일으킴으로써, 광 조사부가 알칼리 가용성이 된다. 한편, 화학 증폭 네거티브형 레지스트는, 광 산 발생제로부터 발생한 산이 알칼리 가용기와 가교제의 가교 반응을 일으켜, 알칼리 불용(alkali-insolubility)이 된다. 화학 증폭형 레지스트는 상기한 바와 같이 산을 촉매로 한 반응을 이용하고 있기 때문에, 노광에 대하여 고감도이고, 노광 시간의 단축을 실현할 수 있어, 생산성을 보다 높이는 것이 가능해진다.
본 발명에 있어서, 화학 증폭형 레지스트의 구체적인 성분은, 특별히 한정하는 것은 아니지만, 예를 들면, 화학 증폭형의 포지티브형 레지스트에서는, 폴리비닐페놀 등 페놀성 수산기나 카복실기를 갖는 알칼리 가용 수지에 ter-부톡시카보닐 등을 결합하여 알칼리 불용화한 수지가 이용된다. 화학 증폭형의 네거티브형 레지스트는, 알칼리 가용 수지에 가교제로서 테트라메톡시글리코유릴 등을 함유하고 있다. 또한, 광 산 발생제로서는, 오늄염, 니트로벤질에스테르, 디아조메탄 등이 알려져 있다.
이들 레지스트는, 적당한 용제에 용해하고, 적절한 점도로 조절하여 이용한다. 용제는 수지와 감광제에 대하여 불활성이면 특별히 제한은 없고, 예를 들면, 알칼리 용해 수지에 대해서는 프로필렌글리콜모노메틸에테르아세테이트, 아세트산 이소프로필, 디메틸술폭사이드 등을 이용할 수 있다. 한편, 환화 고무를 베이스로서 이용하는 경우는 유기 용제를 이용한다.
상기와 같이 하여 레지스트가 도포된 강판은, 레지스트 중의 용매를 증발시시키고, 강판에 밀착시키는 것을 목적으로 하여 가열 처리를 실시한다. 가열 처리의 온도·시간은 사용하는 레지스트에 맞추어 조정하지만, 대체로 50∼150℃에서 1∼500초 정도로 하는 것이 바람직하다.
이어서, 레지스트를 도포한 면에 빛을 조사하여 노광한다. 이용하는 광원은 사용하는 레지스트의 감광제에 따라서 변경한다. 예로서, 포지티브형 레지스트나 네거티브형 레지스트의 주된 감광대인 g선(436㎚)이나 i선(405㎚) 부근의 광원으로서 고압 수은등이나 레이저 다이오드를 이용할 수 있다. 화학 증폭형 레지스트에는 KrF 엑시머 레이저(248㎚)나 ArF 엑시머 레이저(193㎚) 등을 이용할 수 있다. 또한, 필요에 따라서 X선이나 전자빔을 이용할 수도 있다.
내열형 자구 세분화를 목적으로 하는 본 발명에 있어서, 노광을 행하는 방법으로서는, 빛을 강판 상에서 주사하여 노광을 행하는 직접 묘화형이 적합하다. 이 방법에서는, 빛의 조사 방향과 강판의 이동 방향을 동기시키는 것만으로 좋고, 마스크와 조합한 고가의 노광 장치를 이용하는 일 없이 노광을 행할 수 있다. 상기의 노광 방식에 이용하는 레지스트는 특별히 지정되는 것은 아니지만, 포지티브형 또는 화학 증폭 포지티브형 레지스트와 조합하여 이용하는 것이 바람직하다. 왜냐하면, 강판의 표면적에 비하여 면적이 작은 홈 형성 부분만을 적절한 스팟계(spot-type)의 빛으로 주사하면 좋기 때문에, 광학계의 주사 부하를 저감하여, 단시간에 노광을 행할 수 있기 때문이다. 네거티브형 레지스트를 이용하는 경우는, 홈 형성부 이외의 영역 상을 빛으로 주사하면 좋다. 직접 묘화형에 의한 노광 장치의 일 예를 도 1에 나타낸다. 또한, 도면 중, 1은 강판, 2는 빛, 3은 광 조사 장치(광원), 4는 미러(mirror)이다.
또한, 강판 상을 주사하는 빛의 광원으로서는, 지향성이 높고, 주사의 제어가 용이한 레이저를 이용하는 것이 바람직하다. 레이저 광원으로서는, 고출력이 얻어지는 개체 UV 레이저나 Ar+ 레이저 등을 사용하는 것이 바람직하다. 또한, 생산성의 관점에서, 레지스트의 노광량은 지나치게 높지 않은 것이 바람직하고, 500㎽/㎠ 이하로 하는 것이 바람직하다. 보다 바람직하게는 200㎽/㎠ 이하이다. 레이저의 스팟 지름은 소망하는 홈 폭과 동등하면 좋고, 10∼250㎛의 범위로 하는 것이 바람직하다.
또한, 본 발명에 이용하는 노광 방법으로서는, 마스크를 강판 표면 부근에 설치하는 근접 마스크형이 적합하다. 포지티브형 또는 화학 증폭 포지티브형 레지스트를 이용하는 경우는, 홈 부분이 개구된 마스크를 이용한다. 네거티브형 또는 화학 증폭 네거티브형 레지스트를 이용하는 경우는, 홈 부분이 차폐되고, 비(非)홈 형성 영역이 개구된 마스크를 이용한다. 노광은 광원과 강판의 사이에 마스크를 설치하여, 마스크의 개구부로부터 강판 상에 빛이 도달함으로써 행해진다.
이러한 차광 방법을 이용함으로써, 레이저와 같이 지향성이 높고, 미세한 스팟 지름의 빛을 얻는 것이 곤란한 염가의 광원을 이용하여 노광을 실시하는 것이 가능해진다.
상기 노광시에, 마스크를 강판과 접촉시키면, 레지스트에 흠집이나 박리가 생겨, 전해 에칭시에 의도하지 않는 영역이 에칭됨으로써 철손의 열화를 초래한다. 그래서, 본 발명에 있어서는, 마스크와 강판은 접촉시키지 않고 노광을 행한다.
이때, 마스크와 강판의 거리는 50㎛ 이상 5000㎛ 이하로 하는 것이 바람직하다. 여기에서, 마스크와 강판의 거리란, 도 2에 나타내는 바와 같이 마스크가 강판과 수평 방향으로 설치되는 경우는, 마스크와 강판의 연직 방향의 거리(L)로 한다. 또한, 도 3에 나타내는 바와 같이 마스크가 만곡하여 설치되는 경우는, 마스크와 강판의 최근접 거리(L)로 한다. 또한, 도 2, 3 중, 5는 마스크 부재, 6은 마스크와 강판의 거리: L이다.
여기에서, 마스크의 강판과의 거리가 지나치게 크면 빛의 회절에 의해 조사 영역 이외에도 빛이 도달하게 되어, 적절한 폭의 홈을 형성할 수 없게 된다. 그 때문에, 마스크와 강판의 거리는 5000㎛ 이하로 하는 것이 바람직하다. 한편, 마스크와 강판의 거리가 지나치게 작으면 강판의 진동에 의해, 강판과 마스크가 접촉하는 경우가 있기 때문에, 50㎛ 이상으로 하는 것이 바람직하다. 마스크의 노광부는 강판과 수평으로 설치하여, 강판의 이동에 따라서 마스크와 광원을 이동시키는 타입이라도 좋고, 화학 증폭형 레지스트 등으로 충분히 단시간에 노광이 완료되는 경우는, 도 4의 노광 장치와 같이 마스크의 개구부만을 이동시켜, 위치를 고정한 광원으로부터 주기적으로 빛을 조사하는 방법이라도 좋다. 마스크의 홈 형성 영역의 폭은 강판 상에 형성하는 지철 노출부의 폭과 거의 등배로 하는 것이 좋지만, 마스크와 강판의 거리에 따라서 축척을 변경해도 좋다.
또한, 본 발명에 이용하는 노광 방법으로서, 마스크를 통과하여 얻어진 상(image)이 렌즈 및/또는 미러에 의한 광학계에 의해 레지스트 상에 투영하는 투영형이 적합하다. 이 방법에 의하면, 마스크를 강판에 접근시킬 필요가 없고, 강판의 반송에 수반하는 진동 등으로 마스크와 강판이 접촉하는 일이 없기 때문에, 마스크의 결손을 막아, 안정적으로 노광을 유지할 수 있다. 강판 상에 투영되는 상은 마스크와 등배라도 좋고, 강판 상에서 상이 소망하는 스케일이 되도록 축소·확대하여 투영해도 좋다. 상을 축소하는 경우는 고(高)정밀도의 노광이 가능해져, 안정적으로 노광을 유지할 수 있다. 한편, 확대 투영한 경우는, 노광의 정밀도는 축소의 경우에 비해 뒤떨어지기는 하지만, 마스크의 사이즈를 작게 할 수 있어, 비용면에서 우수하다. 투영형에 의한 노광 장치의 일 예를 도 5에 나타낸다. 또한, 도면 중, 7은 렌즈이다.
도 4 및 5에서는, 노광 방법에 따른 노광 장치의 일 예를 나타냈지만, 이들은 어디까지나 일 예이고, 다른 장치에 의한 노광 방법의 실시를 전혀 배제하는 것은 아니다.
여기에서, 화학 증폭형 레지스트를 이용하는 경우는, 노광 후에 적절한 온도와 시간으로 열 처리를 행한다. 이에 따라, 화학 증폭 포지티브형 레지스트에서는, 노광에 의해 광 산 발생제로부터 발생한 산이 촉매가 되어 알칼리 가용성 수지의 알칼리 가용기의 보호기의 탈보호 반응을 촉진하여, 노광부가 알칼리 가용으로 변화한다. 네거티브형에 있어서는 알칼리 가용 수지와 가교제가 산을 촉매로 하여 가교 반응을 일으켜, 노광부가 알칼리 비가용화한다. 처리 온도 및 시간은 이용하는 레지스트에 따라 상이하지만, 50∼200℃의 온도에서 1∼300초 정도의 시간으로 하는 것이 좋다.
이어서, 현상에 의해 홈 형성 부분의 레지스트를 제거하고, 지철을 노출시킴으로써 패터닝을 완료한다. 현상액은 레지스트에 맞춘 것을 사용한다. 알칼리 가용 수지를 베이스로 하는 레지스트에 있어서는, 수산화 칼륨 수용액 등의 무기 알칼리나, 수산화 테트라메틸암모늄 수용액 등의 유기 알칼리를 이용할 수 있다. 환화 고무를 베이스로 하는 네거티브형 레지스트를 이용하는 경우는, 케톤계 용제, 에스테르계 용제, 알코올계 용제 등의 유기 용제를 이용한다. 현상의 공정은 특별히 지정하는 것은 아니지만, 강판을 현상액으로 채운 조(tank)에 침지하는 방법이나, 현상액을 스프레이로 분사하는 방법 등이 생산 효율의 관점에서 바람직하다. 현상의 후, 필요에 따라서 린스제나 순수로 세정하는 공정을 행하는 것이 바람직하다.
이 후, 필요에 따라서 건조 처리를 행함으로써, 용제를 증발시키는 레지스트의 밀착성을 향상시킬 수 있다. 건조 처리의 조건은 레지스트나 막두께에 따라 상이하지만, 50∼300℃의 온도에서 1∼300초 정도의 시간으로 하는 것이 좋다. 건조 설비에는 표준적인 열풍 건조 장치 등을 이용할 수 있다.
계속해서, 패터닝이 완료된 강판을 전해 에칭에 의해 전해하고, 패터닝에 의해서 형성한 지철 노출부에 홈을 형성한다. 또한, 강판의 전해 에칭의 방법은, 지철 노출부에 대한 전류 밀도 이외에는 공지의 방법으로 행할 수 있다. 전해 에칭에 이용하는 전해액도 공지의 방법의 것을 이용하면 좋고, 예를 들면, NaCl 수용액 등을 이용할 수 있다.
여기에서, 전류 밀도는, 강판 표면에 있어서의 전극의 면적과 동일한 면적 중의 지철 노출부의 면적을 S[㎠]로 했을 때, 지철 노출부에 대한 전류 밀도(이하, 간단히 전해 전류 밀도라고도 함) ρ=I/S가 7.5A/㎠ 미만이면, 단위 시간당의 에칭 속도가 저하하기 때문에, 라인 속도를 저하시키거나 전해 설비의 대형화가 필수가 되어, 생산성이 저하한다.
그 때문에, 본 발명에 있어서의 전해 전류 밀도는 7.5A/㎠ 이상으로 한다. 바람직하게는 12A/㎠ 이상, 보다 바람직하게는 20A/㎠ 이상이다. 전해 전류 밀도의 상한은 특별히 지정하지 않지만, 강판의 발열 등 피하는 관점에서 1000A/㎠ 이하로 하는 것이 바람직하다.
본 발명에서 형성하는 홈의 제어는, 레지스트 도포 후의 노광·현상에 의한 패터닝으로 홈 폭을 제어하고, 전해 에칭에 있어서의 전류 밀도와 전해 시간을 조절하여 홈 깊이를 제어한다. 자기 특성의 관점에서, 홈 폭은 10∼250㎛로 하고, 홈의 방향은 압연 방향과 직각 방향에 대하여 30° 이내의 범위로 하는 것이 바람직하다. 홈의 깊이는 100㎛ 이하로 하는 것이 바람직하다. 또한, 홈의 형성 간격(피치)은, 1∼30㎜ 정도가 좋다.
전해 에칭이 완료된 후, 필요에 따라서 강판 표면의 레지스트를 제거하는 공정을 행한다. 박리의 방법은 특별히 지정하는 것은 아니지만, 예로서 유기 용제에 강판을 침지하는 방법이 있다.
상기 순서에 의해 홈이 형성된 강판에, 탈탄 어닐링과 1차 재결정 어닐링을 실시한다. 1차 재결정 어닐링은 탈탄 어닐링을 겸한 것이라도 좋다. 이 1차 재결정 어닐링에 있어서의 어닐링 온도는, 탈탄 어닐링을 수반하는 경우는, 탈탄을 신속하게 진행시키는 관점에서, 수소와 질소 등의 불활성 가스의 습윤 혼합 분위기에서 800∼900℃의 범위로 하는 것이 바람직하다. 또한, 계속되는 최종 마무리 어닐링으로 포스테라이트(forsterite)를 주체로 하는 절연 피막을 형성시키는 경우에는, 탈탄이 불필요한 C: 0.005mass% 이하의 경우라도 상기 분위기에서의 어닐링이 필요하다.
1차 재결정 어닐링을 실시한 강판은, 강판 표면에 포스테라이트 피막을 형성시키기 때문에, MgO를 주체로 하는 어닐링 분리제를 강판 표면에 도포, 건조한 후, 최종 마무리 어닐링을 실시한다. 상기 최종 마무리 어닐링은, 800∼1050℃ 부근에 20시간 이상 유지(holding)하여 2차 재결정을 발현·완료시킨 후, 1100℃ 이상의 온도까지 승온하는 것이 바람직하고, 철손 특성을 중시하여, 순화 처리를 실시하는 경우에는, 더욱 1200℃ 정도의 온도까지 승온하는 것이 바람직하다.
최종 마무리 어닐링 후의 강판은, 그 후, 물 세정(water washing)이나 브러싱(brushing), 산 세정(pickling) 등으로, 강판 표면에 부착된 미반응의 어닐링 분리제를 제거한 후, 평탄화 어닐링을 실시하여 형상 교정하는 것이, 철손의 저감에는 유효하다. 이는, 최종 마무리 어닐링은, 통상, 코일 상태로 행하기 때문에, 코일의 감김 성향이 생기고, 이것이 원인으로, 철손 측정시에 특성이 열화하는 일이 있기 때문이다.
또한, 본 발명의 강판은, 상기 평탄화 어닐링, 혹은, 그 전 또는 후에 있어서, 강판 표면에 절연 피막을 피성(coat)한다. 상기 절연 피막은, 철손을 저감하기 위해, 강판에 장력을 부여하는 장력 부여 피막으로 하는 것이 바람직하고, 예를 들면, 전술한 인산염-크롬산염-콜로이달 실리카로 이루어지는 절연 피막을 적용하는 것이 바람직하다.
실시예
〔실시예 1〕
Si: 3.0mass%, C: 0.05mass%, Mn: 0.03mass%, Al: 0.02mass%, N: 0.01mass%를 함유하고, 잔부 Fe 및 불가피적 불순물로 이루어지는 강 슬래브를, 1400℃에서 가열한 후, 열간 압연하여 2.2㎜의 판두께로 하고, 1100℃×60초의 열연판 어닐링을 실시한 후, 냉간 압연하여 판두께 1.8㎜로 하고, 1100℃×60초의 중간 어닐링을 실시한 후, 2번째의 냉간 압연으로 0.23㎜의 최종 판두께로 했다.
상기와 같이 하여 얻어진 냉연 강판에, 표 2에 나타내는 여러 가지의 방법으로 자구 세분화 처리를 실시했다.
여기에서, 그라비아 오프셋 인쇄에서는, 판 롤에 형성하는 메시(mesh)를, 판폭 방향으로 100㎛ 폭으로 연장되는 미도포부가 압연 방향으로 3㎜피치로 나열되도록 설정하고, 이 메시를 이용하여 에폭시계 수지를 주성분으로 하는 레지스트를 냉연 강판에 인쇄했다.
포지티브형 레지스트 도포에서는, 노볼락 수지와 나프토퀴논디아지드계 감광제를 함유하는 레지스트를 냉연 강판에 롤 코팅하고, 폭 100㎛의 판폭 방향으로 연장되는 슬릿이 3㎜피치인 마스크를, 냉연 강판으로부터의 거리가 100㎛인 위치에 배치하고, 근접 마스크형으로 노광을 행했다.
또한, 노광은, 초고압 수은등을 이용하여, 조도 100㎽/㎠로 1초간 행했다. 어느 레지스트 도포 방법에서도, 막두께는 2㎛였다. 노광의 후, 수산화 칼륨 용액에 60초 침지하여 현상을 실시한 후, 120℃×20초의 열풍 건조를 실시했다.
그라비아 인쇄한 강판 또는 포지티브형 레지스트 도포 후에 노광·현상을 실시한 강판에는, 그 후 전해 에칭 혹은 화학 에칭을 실시하여 홈을 형성했다. 전해 에칭에서는, 30℃, 30%의 NaCl 용액 중에서 전해 전류 밀도 ρ=20A/㎠로 하여 20초간에 걸쳐 행했다. 한편, 화학 에칭에서는, FeCl3 중에 30초간 침지한 후, 순수의 세정을 행했다.
그라비아 오프셋 인쇄한 강판 및 포지티브형 레지스트를 도포한 강판에 대해서는, 상기의 에칭의 후, NaOH 수용액 중에 침지하여 레지스트를 제거했다. 나이프에 의한 내열 자구 세분화 처리에서는, 나이프 에지(knife edge)를 일정한 응력으로 강판 표면으로 밀어붙여, 판폭 방향으로 당김으로써 3㎜피치의 홈을 형성했다.
상기와 같이 하여 냉연 강판에 형성된 홈의 폭과 깊이를, 코일 길이 방향의 30의 위치에 있어서 각각 판폭 방향으로 5점씩 측정했다.
그 후, 자구 세분화 처리를 실시하지 않았던 시험편과 함께, 탈탄 어닐링을 겸한 1차 재결정 어닐링을 실시한 후, MgO를 주체로 하는 어닐링 분리제를 도포하여 최종 마무리 어닐링을 실시했다.
이렇게 하여 얻어진 최종 마무리 어닐링 후의 시험편에 대해서, JIS C2550에 준거하여 자속 밀도 1.7T, 여자 주파수 50㎐에 있어서의 철손 W17 /50을 측정했다. 이 측정의 결과를 표 2에 병기한다.

동(同)표로부터, 포지티브형 레지스트를 도포하고, 추가로 전해 에칭으로 홈을 형성한 방법은, 양호한 철손이고 또한 코일 길이 방향의 홈 형상 및 철손의 편차가 작은 것을 알 수 있다.
〔실시예 2〕
실시예 1에서 제작한 것과 동일한 냉연 강판 코일에, 표 3에 나타내는 여러 가지의 레지스트를 도포했다. 여기에서, 오프셋 그라비아 인쇄 이외의 레지스트는, 롤 코터로 강판 표면에 균일 도포되고, 표 3에 나타내는 광원과 폭 100㎛의 슬릿 또는 차폐부가 형성된 마스크를 이용하여, 미러 및 렌즈의 광학계를 통한 투영형으로 노광을 실시했다. 투영 배율은 등배로 했다.
그 후, 화학 증폭형 레지스트를 도포한 강판에 대해서는 80℃×30초의 열 처리를 가했다. 이어서 레지스트에 적절한 현상액으로 현상했다. 오프셋 그라비아 인쇄에 대해서는, 폭 100㎛의 미도포부가 압연 방향으로 3㎜피치로 형성되는 판 롤을 제작하여, 에폭시계 수지를 강판 표면에 인쇄했다.
이들 강판을, 25℃, 20mass%의 NaCl 전해 용액 중에서, 전해 전류 밀도 ρ와 전해 시간을 표 3에 나타낸 바와 같이 바꾸어 전해 에칭을 실시했다. 그 후, 탈탄 어닐링을 겸한 1차 재결정 어닐링을 실시한 후, MgO를 주체로 하는 어닐링 분리제를 도포하여 최종 마무리 어닐링을 실시했다.
이렇게 하여 얻어진 최종 마무리 어닐링 후의 시험편에 대해서, JIS C2550에 준거하여 자속 밀도 1.7T, 여자 주파수 50㎐에 있어서의 철손 W17 /50을 측정했다. 그들의 결과를 표 3에 병기한다.

표 3으로부터, 포지티브형 레지스트, 네거티브형 레지스트, 화학 증폭형 레지스트의 도포와 전해 에칭을 조합한 본 발명을 만족하는 방법에서는 모두, 고전류 밀도의 단시간의 전해로 양호한 철손이 편차 없이 얻어져 있는 것을 알 수 있다. 한편, 오프셋 그라비아 인쇄와 전해 에칭을 조합한 방법에서는, 전해 전류 밀도를 크게 함에 따라 철손이 열화한 것을 알 수 있다.
〔실시예 3〕
실시예 1에서 제작한 것과 동일한 냉연 강판 코일에, 노볼락 수지와 나프토퀴논디아지드계 감광제를 주성분으로 하는 포지티브형 레지스트를 막두께 3㎛로 롤 코팅하고, 100℃×30초의 열 처리를 실시했다. 그 후, 근접 마스크형, 투영형, 직접 묘화형의 3개의 노광 방법으로 각각 여러 가지의 조건에서 강판 편면에 노광을 실시했다.
근접 마스크형에서는, 판폭 방향으로 신장되는 100㎛ 폭의 슬릿이 압연 방향으로 5㎜피치로 새겨진 마스크를 제작하고, 마스크와 강판의 거리를 표 4에 나타내는 범위에서 바꾸어, 조도 50㎽/㎠의 초고압 수은등을 이용하여 3초간 노광했다.
투영형에서는, 표 4에 나타내는 배율로 강판 표면에 축소·확대 투영했을 때에 폭 100㎛로 판폭 방향으로 신장되는 영역이 압연 방향으로 5㎜피치마다 노광되도록 복수의 마스크를 제작하고, 광원을 초고압 수은등으로 하여, 마스크를 통과한 상을 렌즈와 미러를 통하여 여러 가지의 투영 배율로 강판 표면 상에 투영했다. 조도는 강판 표면 상에서 50㎽/㎠가 되도록 조정하고, 동일 영역에 대하여 3초간의 노광을 실시했다.
직접 묘화형에서는, 여러 가지의 출력으로, 파장 375㎚의 반도체 레이저를, 미러 및 렌즈로 이루어지는 광학계를 이용하여, 강판 표면상에서의 스팟 지름이 100㎛가 되도록 집광하여 판폭 방향으로 주사하고, 이를 압연 방향으로 5㎜피치로 반복했다. 레이저의 출력 및 판폭 방향의 주사 속도의 조건을, 표 4에 나타낸다.
이들 강판에, 25℃, 20%의 NaCl 전해 용액 중에서 전해 전류 밀도 ρ가 15A/㎠, 전해 시간이 15초가 되도록 하여 전해 에칭을 실시했다. 그 후, 탈탄 어닐링을 겸한 1차 재결정 어닐링을 실시한 후, MgO를 주체로 하는 어닐링 분리제를 도포하여 최종 마무리 어닐링을 실시했다.
이렇게 하여 얻어진 최종 마무리 어닐링 후의 시험편에 대해서, JIS C2550에 준거하여 자속 밀도 1.7T, 여자 주파수 50㎐에 있어서의 철손 W17 /50을 측정하여, 그 결과를 표 4에 병기한다.

동표로부터, 근접 마스크형으로 노광한 조건에서, 마스크와 강판의 거리가 50㎛ 이하인 경우는, 주행 중의 강판의 진동에 의한 마스크와 강판의 접촉에 의한 마스크의 손상이 심하여, 균일한 노광을 할 수 없기 때문에 철손의 평균값과 편차가 함께 커졌다. 또한, 마스크와 강판의 거리가 5000㎛를 초과하면, 마스크를 통과한 후의 빛이 회절에 의해 퍼져, 노광을 의도하지 않는 부분까지도 노광되어, 지철이 노출됨으로써, 에칭 후의 홈 폭이 넓어져 양호한 철손이 얻어지지 않게 되었다. 한편, 마스크와 강판의 거리가 50∼5000㎛인 범위 내에서는 양호한 철손값을 편차 없이 얻고 있다.
또한, 투영형으로 노광한 경우에는, 어느 조건에서도 양호한 철손값이 얻어지고 있다. 특히, 축소 투영을 행한 경우에는 철손의 편차가 억제되고 있다. 또한, 확대 투영을 행한 경우에서도, 양호한 철손값과 작은 편차를 유지할 수 있는 것을 알 수 있다.
또한, 직접 묘화형으로 노광한 조건에서는, 빔 출력과 조사 조건을 바꾸어도 양호한 철손값을 작은 편차로 실현하고 있다.
1 : 강판
2 : 빛
3 : 광 조사 장치(광원)
4 : 미러
5 : 마스크 부재
6 : 마스크와 강판의 거리: L
7 : 렌즈
2 : 빛
3 : 광 조사 장치(광원)
4 : 미러
5 : 마스크 부재
6 : 마스크와 강판의 거리: L
7 : 렌즈
Claims (7)
- 방향성 전자 강판용 소재에 열간 압연을 실시하여 열연 강판으로 하고,
당해 열연 강판에 1회 또는 중간 어닐링을 포함하는 2회 이상의 냉간 압연을 실시하여 최종 판두께를 갖는 냉연 강판으로 하고,
상기 냉연 강판의 편면 또는 양면에, 감광성 수지를 포함하는 레지스트 피막을 도포하고, 도포한 면을 국소적으로 노광하여 패터닝을 행하고, 현상에 의해 판폭 방향으로 연속 또는 불연속인 선 형상의 지철 노출부를 형성하고,
상기 지철 노출부가 형성된 강판을 전해 에칭하여, 판폭 방향으로 연속 또는 불연속인 선 형상의 홈을 형성하고,
상기 전해 에칭 후의 강판에 1차 재결정 어닐링을 실시하고, 그 후 최종 마무리 어닐링을 실시하는 방향성 전자 강판의 제조 방법에 있어서,
상기 전해 에칭에 있어서, 전극에 투입하는 전류를 I, 전극의 면적과 동일 면적의 강판 표면에 있어서의 지철 노출부의 면적을 S로 했을 때, 지철 노출부에 대한 전류 밀도 ρ=I/S가 7.5A/㎠ 이상인 것을 특징으로 하는, 방향성 전자 강판의 제조 방법. - 제1항에 있어서,
상기 레지스트 피막은 포지티브형 레지스트이고, 상기 패터닝은 당해 포지티브형 레지스트 피막을 도포한 면의 홈 형성 영역을 노광하여 행하는 것을 특징으로 하는, 방향성 전자 강판의 제조 방법. - 제1항에 있어서,
상기 레지스트 피막은 네거티브형 레지스트이고, 상기 패터닝은 당해 네거티브형 레지스트 피막을 도포한 면의 비(非)홈 형성 영역을 노광하여 행하는 것을 특징으로 하는, 방향성 전자 강판의 제조 방법. - 제2항 또는 제3항에 있어서,
상기 레지스트 피막은 화학 증폭형 레지스트인 것을 특징으로 하는, 방향성 전자 강판의 제조 방법. - 제1항 내지 제4항 중 어느 한 항에 있어서,
상기 패터닝의 노광은, 상기 강판 상에서 빛을 주사하고, 당해 빛의 조사에 의해 상기 레지스트 피막을 변성시켜 행하는 것을 특징으로 하는, 방향성 전자 강판의 제조 방법. - 제1항 내지 제4항 중 어느 한 항에 있어서,
상기 패터닝의 노광은, 상기 강판과 이간하여 설치한 마스크의 개구부를 통과한 빛을, 상기 강판에 조사함으로써 행하고, 또한, 상기 마스크와 상기 강판의 거리가 50㎛ 이상 5000㎛ 이하인 것을 특징으로 하는, 방향성 전자 강판의 제조 방법. - 제1항 내지 제4항 중 어느 한 항에 있어서,
상기 패터닝의 노광은, 렌즈 및/또는 미러를 통하여, 상기 강판과 이간하여 설치한 마스크의 개구부를 통과한 빛을, 상기 강판에 조사함으로써 행하는 것을 특징으로 하는, 방향성 전자 강판의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2015-024501 | 2015-02-10 | ||
| JP2015024501 | 2015-02-10 | ||
| PCT/JP2016/000505 WO2016129235A1 (ja) | 2015-02-10 | 2016-02-01 | 方向性電磁鋼板の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170109665A true KR20170109665A (ko) | 2017-09-29 |
Family
ID=56615493
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177024601A KR20170109665A (ko) | 2015-02-10 | 2016-02-01 | 방향성 전자 강판의 제조 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20180017868A1 (ko) |
| EP (1) | EP3257973B1 (ko) |
| JP (1) | JP6146535B2 (ko) |
| KR (1) | KR20170109665A (ko) |
| CN (1) | CN107208304B (ko) |
| RU (1) | RU2686711C2 (ko) |
| WO (1) | WO2016129235A1 (ko) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013099219A1 (ja) * | 2011-12-27 | 2013-07-04 | Jfeスチール株式会社 | 方向性電磁鋼板の鉄損改善装置 |
| CN107675190A (zh) * | 2017-08-21 | 2018-02-09 | 全球能源互联网研究院有限公司 | 一种提高超薄取向硅钢磁性能的方法 |
| EP3654355A1 (de) * | 2018-11-14 | 2020-05-20 | Siemens Aktiengesellschaft | Elektroblech mit strukturierter oberfläche zur domänenverfeinerung |
| JP6977702B2 (ja) * | 2018-12-05 | 2021-12-08 | Jfeスチール株式会社 | 方向性電磁鋼板の鉄損改善方法およびその装置 |
| DE102019201468A1 (de) * | 2019-02-05 | 2020-08-06 | Carl Zeiss Smt Gmbh | Vorrichtung und Verfahren zum Reparieren einer fotolithographischen Maske |
| JP7010321B2 (ja) * | 2019-03-19 | 2022-02-10 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
| JP6939852B2 (ja) * | 2019-07-31 | 2021-09-22 | Jfeスチール株式会社 | 線状溝形成方法および方向性電磁鋼板の製造方法 |
| US20220282349A1 (en) * | 2019-07-31 | 2022-09-08 | Jfe Steel Corporation | Linear groove formation method and linear groove forming apparatus, and method for manufacturing grain-oriented electrical steel sheet |
| JP7277755B2 (ja) * | 2019-08-01 | 2023-05-19 | 日本製鉄株式会社 | 方向性電磁鋼板、巻鉄芯、方向性電磁鋼板の製造方法、及び、巻鉄芯の製造方法 |
| JP6977814B2 (ja) * | 2020-05-15 | 2021-12-08 | Jfeスチール株式会社 | 線状溝形成方法および方向性電磁鋼板の製造方法 |
| CN115335546B (zh) * | 2020-05-19 | 2023-09-29 | 杰富意钢铁株式会社 | 取向性电磁钢板及其制造方法 |
| JP7040584B1 (ja) | 2020-10-06 | 2022-03-23 | Jfeスチール株式会社 | 金属ストリップ表面への溝形成方法、および方向性電磁鋼板の製造方法 |
| JP7040585B1 (ja) * | 2020-10-06 | 2022-03-23 | Jfeスチール株式会社 | 金属ストリップ表面への溝形成方法、および方向性電磁鋼板の製造方法 |
| JP7435486B2 (ja) | 2021-01-18 | 2024-02-21 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62179105A (ja) * | 1986-02-03 | 1987-08-06 | Nippon Steel Corp | 低鉄損一方向性電磁鋼板の製造方法 |
| JPH0657857B2 (ja) * | 1986-08-06 | 1994-08-03 | 川崎製鉄株式会社 | 低鉄損方向性電磁鋼板の製造方法 |
| KR930007313B1 (ko) * | 1990-08-01 | 1993-08-05 | 가와사끼세이데쓰 가부시끼가이샤 | 저 철손 방향성 전자강판의 제조방법 |
| JP2005123651A (ja) * | 2000-12-26 | 2005-05-12 | Toshiba Corp | レジスト膜の処理装置、およびレジストパターン形成方法 |
| JP3696156B2 (ja) * | 2000-12-26 | 2005-09-14 | 株式会社東芝 | 塗布膜の加熱装置、レジスト膜の処理方法 |
| KR101265813B1 (ko) * | 2010-06-25 | 2013-05-20 | 신닛테츠스미킨 카부시키카이샤 | 일방향성 전자기 강판의 제조 방법 |
| JP6230798B2 (ja) * | 2013-03-11 | 2017-11-15 | Jfeスチール株式会社 | 塗布方法および塗布装置 |
| JP5994838B2 (ja) * | 2014-12-11 | 2016-09-21 | Jfeスチール株式会社 | 冷延鋼帯の線状溝形成方法および方向性電磁鋼板の製造方法 |
| WO2016103668A1 (ja) * | 2014-12-25 | 2016-06-30 | Jfeスチール株式会社 | 鋼帯の線状溝形成方法および方向性電磁鋼板の製造方法 |
| JP6332185B2 (ja) * | 2015-07-22 | 2018-05-30 | Jfeスチール株式会社 | 鋼板表面に線状溝を形成する方法 |
-
2016
- 2016-02-01 RU RU2017131493A patent/RU2686711C2/ru active
- 2016-02-01 JP JP2016514792A patent/JP6146535B2/ja active Active
- 2016-02-01 US US15/548,836 patent/US20180017868A1/en not_active Abandoned
- 2016-02-01 WO PCT/JP2016/000505 patent/WO2016129235A1/ja active Application Filing
- 2016-02-01 CN CN201680009420.3A patent/CN107208304B/zh active Active
- 2016-02-01 EP EP16748883.2A patent/EP3257973B1/en active Active
- 2016-02-01 KR KR1020177024601A patent/KR20170109665A/ko active Search and Examination
Also Published As
| Publication number | Publication date |
|---|---|
| RU2017131493A (ru) | 2019-03-12 |
| WO2016129235A8 (ja) | 2017-06-08 |
| EP3257973A1 (en) | 2017-12-20 |
| CN107208304A (zh) | 2017-09-26 |
| EP3257973B1 (en) | 2021-08-18 |
| US20180017868A1 (en) | 2018-01-18 |
| JPWO2016129235A1 (ja) | 2017-04-27 |
| EP3257973A4 (en) | 2018-03-21 |
| RU2017131493A3 (ko) | 2019-03-12 |
| CN107208304B (zh) | 2019-03-15 |
| JP6146535B2 (ja) | 2017-06-14 |
| RU2686711C2 (ru) | 2019-04-30 |
| WO2016129235A1 (ja) | 2016-08-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170109665A (ko) | 방향성 전자 강판의 제조 방법 | |
| JP6172403B2 (ja) | 線状溝形成方法および線状溝形成装置 | |
| US20180119242A1 (en) | Method for forming linear groove on cold rolled steel strip and method for manufacturing grain-oriented electrical steel sheet | |
| JP6293067B2 (ja) | 低鉄損高磁束密度の方向性電磁鋼板 | |
| JP6332185B2 (ja) | 鋼板表面に線状溝を形成する方法 | |
| CN110088312B (zh) | 取向电工钢板及其磁畴细化方法 | |
| JP6977702B2 (ja) | 方向性電磁鋼板の鉄損改善方法およびその装置 | |
| ITRM990334A1 (it) | Procedimento per il miglioramento di caratteristiche magnetiche in lamierini di acciaio al silicio a grano orientato mediante trattamento co | |
| JP6040905B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP6977814B2 (ja) | 線状溝形成方法および方向性電磁鋼板の製造方法 | |
| JP2006233299A (ja) | 磁気特性の優れた一方向性電磁鋼板およびその製造方法 | |
| JP6394617B2 (ja) | 低鉄損方向性電磁鋼板を製造するための設備列及び低鉄損方向性電磁鋼板の製造方法 | |
| JP6103133B2 (ja) | 鋼帯の線状溝形成方法および方向性電磁鋼板の製造方法 | |
| KR101395798B1 (ko) | 자구 미세화 방법 및 이에 이해 제조되는 방향성 전기강판 | |
| JPS62179105A (ja) | 低鉄損一方向性電磁鋼板の製造方法 | |
| CN114207157A (zh) | 线状槽形成方法、线状槽形成装置以及取向性电磁钢板的制造方法 | |
| JP2006037175A (ja) | 金属帯の間接通電式連続電解エッチング方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| AMND | Amendment | ||
| E902 | Notification of reason for refusal | ||
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| AMND | Amendment |