KR20160048663A - 도체단부를 후처리 장치에 공급하는 공급기 - Google Patents
도체단부를 후처리 장치에 공급하는 공급기 Download PDFInfo
- Publication number
- KR20160048663A KR20160048663A KR1020150145897A KR20150145897A KR20160048663A KR 20160048663 A KR20160048663 A KR 20160048663A KR 1020150145897 A KR1020150145897 A KR 1020150145897A KR 20150145897 A KR20150145897 A KR 20150145897A KR 20160048663 A KR20160048663 A KR 20160048663A
- Authority
- KR
- South Korea
- Prior art keywords
- clamping
- conductor ends
- feeder
- clamping jaws
- conductors
- Prior art date
Links
Images


















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/0003—Apparatus or processes specially adapted for manufacturing conductors or cables for feeding conductors or cables
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H51/00—Forwarding filamentary material
- B65H51/18—Gripping devices with linear motion
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/06—Insulating conductors or cables
- H01B13/08—Insulating conductors or cables by winding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/06—Insulating conductors or cables
- H01B13/08—Insulating conductors or cables by winding
- H01B13/0816—Apparatus having a coaxial rotation of the supply reels about the conductor or cable
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/06—Insulating conductors or cables
- H01B13/08—Insulating conductors or cables by winding
- H01B13/0858—Details of winding apparatus; Auxiliary devices
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/02—Stranding-up
- H01B13/0207—Details; Auxiliary devices
Abstract
본 발명은 적어도 2개의 도체의 도체단부를 도체의 후처리 장치에 공급하기 위한 공급기에 관한 것이다. 이 공급기는 도체단부를 조이기 위한 제1 클램핑조를 갖추고, 후처리 장치는 도체단부를 조이기 위한 제2 클램핑조를 갖추고 있다. 공급기와 후처리 장치가 서로에 대해 움직이면서 운반위치로 이동할 수 있고, 운반위치에서 제1 클램핑조와 제2 클램핑조가 서로 반대로 위치한다. 또, 조임위치에서, 제1 클램핑조는 서로에 대해 움직이면서 도체단부 사이의 간격을 조절할 수 있다. 본 발명은 제1 클램핑조가 달린 공급기의 도움으로 적어도 2개의 도체를 조이는 한편, 제2 클램핑조가 달린 후처리 장치에 이들 도체를 옮기는 방법에 관한 것이기도 하다. 공급기의 제1 클램핑조 사이에 도체의 도체단부들을 조이고, 이 공급기를 후처리 장치와 같이 운반위치로 이동시키며, 운반위치에서 공급기의 제1 클램핑조와 후처리 장치의 제2 클램핑조를 서로 반대로 위치시킨다. 이어서, 후처리 장치의 제2 클램핑조 사이에 도체단부를 조인 다음, 공급기의 제1 클램핑조를 푼다. 이런 도체들의 더이상의 처리는 후처리 장치가 담당한다.
Description
본 발명은 적어도 2개의 도체의 도체단부를 도체의 후처리 장치에 공급하기 위한 공급기에 관한 것이다. 이 공급기는 도체단부를 조이기 위한 제1 클램핑조를 갖추고, 후처리 장치는 도체단부를 조이기 위한 제2 클램핑조를 갖추고 있다. 공급기와 후처리 장치가 서로에 대해 움직이면서 운반위치로 이동할 수 있고, 운반위치에서 제1 클램핑조와 제2 클램핑조가 서로 반대로 위치한다. 또, 조임위치에서, 제1 클램핑조는 서로에 대해 움직이면서 도체단부 사이의 간격을 조절할 수 있다.
본 발명은 제1 클램핑조가 달린 공급기의 도움으로 적어도 2개의 도체를 조이는 한편, 제2 클램핑조가 달린 후처리 장치에 이들 도체를 옮기는 방법에 관한 것이기도 하다. 공급기의 제1 클램핑조 사이에 도체의 도체단부들을 조이고, 이 공급기를 후처리 장치와 같이 운반위치로 이동시키며, 운반위치에서 공급기의 제1 클램핑조와 후처리 장치의 제2 클램핑조를 서로 반대로 위치시킨다. 이어서, 후처리 장치의 제2 클램핑조 사이에 도체단부를 조인 다음, 공급기의 제1 클램핑조를 푼다. 이런 도체들의 더이상의 처리는 후처리 장치가 담당한다.
이런 방법에 사용되는 공급기는 이미 공지되어 있다. EP 1 032 095 A2에 소개된 방법과 트위스팅 장치에서는, 도체단부들을 제1 피봇기로부터 제1 자동장치로 공급하여 처리하고 끼운다. 다음, 도체 단부들을 추출 캐리지가 받아 원하는 길이로 뽑아낸다. 공급기는 도체단부들을 받아 트위스팅 헤드로 옮기고, 반대쪽 도체단부들을 제2 피봇기를 통해 제2 자동장치로 옮겨 처리한다. 운반모듈이 가공된 반대쪽 단부를 받아 홀딩모듈로 옮긴다. 홀딩모듈과 트위스팅 헤드 사이에 위치한 도체쌍을 꼬아 원하는 장력으로 당긴다.
일반적으로 이 장치의 목적은 전체 길이를 가능한한 길게 하여 도체(전선)을 꼬기 위한 것이다. 꼬는 동안 도체단부 사이의 간격은 꼬이지 않은 구간의 길이를 최대한 짧게 하는데 큰 영향을 준다. 도체단부 사이의 간격이 클수록 원치않는 꼬이지 않은 단부구간의 길이가 길어진다. 그러나, 도체단부 사이의 간격은 임의적으로 줄일 수 없는데, 특히 시일 및/또는 접점이 달린 도체단부를 처리할 때는 더 그렇다.
따라서, 종래에는 도체단부 사이에 최대 간격이 생기도록 공급기와 트위스팅 헤드를 설계했고, 그 결과 시일과 접점이 달린 도체단부들을 트위스팅 헤드에서보다 좁은 간격으로 배열할 수 없을 경우 꼬이지 않은 단부구간을 가능한 정도로만 짧게 할 수 있었다. 이때문에 모든 다른 꼬인 도체들에서 꼬이지 않은 단부구간이 너무 길어지는 문제가 생긴다.
다수의 도체에 시일이나 접점을 제공하거나 여러가지 시일이나 접점들을 처리해야 할 때 이런 시일이나 접점을 압입할 경우에도 비슷한 문제가 생긴다. 물론, 각각의 시일이나 접점들을 다수의 도체들에 동시에 압입해야 할 때도 동일한 문제가 생기는 것은 말할 나위도 없다.
본 발명의 목적은 개선된 공급기와, 도체를 운반하는 개선된 방법을 제공하는데 있다. 특히 공급기는 다양한 환경에서, 구체적으로는 트위스팅 장치에 사용할 때 작동할 수 있어야 하고, 꼬이지 않은 단부구간을 가능한한 짧게 유지해야 한다.
본 발명의 목적은 독립항들의 특징에 의해서 달성된다. 본 발명의 특징은 도면과 종속항들에 제시된 바와 같다.
본 발명에 의하면, 완전히 열린 제1 클램핑조 사이에 있는 공간의 크기가 조여진 도체단부 사이의 간격을 조절하기 위한 이동방향으로의 길이가 도체단부를 조이는 제1 클램핑조의 조임방향으로의 길이보다 2배 이상이다.
특히, 조여진 도체단부 사이의 간격을 조절하기 위한 이동방향으로 완전히 열린 상태의 제1 클램핑조 사이에 있는 공간의 길이가 공급기에 규정된 도체단부의 직경보다 2배 이상 길다. 또, 완전히 열린 상태의 제1 클램핑조 사이에 있는 공간이 조여진 도체단부 사이의 간격을 조절하기 위한 이동방향으로의 길이가 9mm 이상일 수도 있다.
본 발명에 의하면, 도체단부들을 조이기 전에 도체단부들 사이의 선택된 간격에 맞게 제1 클램핑조의 위치를 설정하고, 후처리 장치의 제2 클램핑조에 도체단부들을 조이기 전에 제1 클램핑조를 소정의 고정 위치로 이동시킨다.
이때, 조여진 도체단부들 사이의 간격을 2가지 이상의 값으로 선택할 수 있으면 유리하지만, 도체단부들을 측정하고 최소 간격을 자동으로 설정하는 것도 고려할 수 있다.
제시된 조치로, 도체단부들을 다른 위치들에서 제1 클램핑 과정에서 공급기로 조일 수 있어, 서로에 대해 다양한 간격을 취할 수 있다. 공급기와 공급기의 작동순서에 의해, 도체단부들을 다양한 간격을 취해 후처리 장치에 옮길 수 있다. 접점과 시일이 작은 가느다란 도체들은 큰 접점과 시일이 달린 굵은 도체에 비해 더 좁은 간격으로 배열될 수 있다.
특히, 절대적인 것은 아니지만, 이런 공급기는 회전 가능하게 설치된 트위스팅 헤드에 도체들을 옮기기에 적합하고, 이런 트위스팅 헤드는 후처리 장치를 형성한다. 이런 식으로, 도체들을 가능한 최대의 길이로, 즉 꼬이지 않은 도체단부는 가능한한 짧게 꼬을 수 있다. 또, 꼬이지 않은 도체길이와 도체 분리를 필요한대로 유지할 수 있다. 한편, 이런 후처리 공급기가 도체에 시일을 밀어넣거나 도체단부에 접점들을 압입하는 등의 다른 임무를 할 수도 있다.
본 발명의 다른 구성들은 종속항들과 도면을 참조한 설명에서 알 수 있다.
본 발명에서, 제1 클램핑조용의 드라이브에 연결된 컨트롤러가 제1 클램핑조를 제어하여, 조여진 도체단부 사이의 간격을 후처리 장치로 이동하기 전에 조절된 값으로 설정하도록 하면 유리하다. 이 경우, 도체들 사이의 간격을 자동으로 조절할 수 있다.
제1 클램핑조가 서로 마주보는 조임면들을 갖고, 이들 조임면은
a) 평탄하거나,
b) 도체단부 각각을 수용하는 반원형 홈을 하나 이상 갖도록 하면 특히 유리하다.
a)의 경우 임의의 위치에서 조임과정을 일으킬 수 있다. 첫번째 조임과정은 톱니로 단단하게 조여 할 수 있고, 이때 톱니의 높이는 도체의 직경의 10% 미만, 제1 클램핑조가 완전히 열렸을 때 조임방향으로 제1 클램핑조들의 간격의 3% 미만, 또는 0.3mm 미만으로 한다. 조임면들이 평탄할 수도 있다. b)의 경우 도체단부들을 여러 위치에서 조일 수 있다.
또, 제2 클램핑조가 서로 마주보는 조임면을 갖고, 이들 조임면은
c) 평탄하거나,
d) 도체단부 각각을 수용하는 반원형 홈을 2개 이상 갖도록 하면 유리할 수 있다.
제1 클램핑조에 관한 설명을 이곳에도 비슷하게 적용할 수 있다.
또, 조임위치에 있는 제1 클램핑조가 서로에 대해 움직이면서 2개의 조여진 도체단부 사이의 간격을 조절하도록 하면 좋다. 이 경우, 도체단부들 사이의 간격이 다양한 쌍꼬임선을 만들 수 있다.
또, 조임위치에 있는 제1 클램핑조가 서로에 대해 움직이면서 3개의 조여진 도체단부 사이의 간격을 조절하도록 할 수도 있다. 이 경우, 도체단부들 사이의 간격이 다양한 삼꼬임선을 후처리 장치에 옮길 수 있다. 이어서, 예컨대, 도체들을 꼬거나, 도체단부에 시일을 압입하거나, 도체단부에 접점들을 압입할 수 있다. 이런 기능은 후처리장치에 의해 집합적으로 실행될 수 있다.
또, 제1 클램핑조 및/또는 제2 클램핑조가 도체단부를 조이기 위해 서로에 대해 움직이도록 설치되면 좋다. 이 경우, 도체단부들 사이의 필요 간격을 보다 정확하게 유지하면서 정확한 조임을 할 수 있다.
또, 제1 클램핑조가 조임위치에 영향을 주지 않고 조여진 도체단부 사이의 간격을 조절하도록 서로에 대해 회전하도록 할 수도 있다. 이 경우, 구조를 단순화할 수 있다.
본 발명의 방법에 있어서, 도체단부들이 공급기에 의해 개별적이고 순서대로 캡처되고 조여지며, 그와 동시에 트위스팅 헤드에 의해서도 순서대로 같이 캡처되고 조여지도록 할 수 있다. 이 경우, 공급기가 항상 같은 위치에서 도체단부들을 캡처할 수 있고, 그 결과 장치의 구조를 단순화할 수 있으며, 후처리할 도체들을 앞으로 움직일 수 있다.
또는 도체단부들이 공급기에 의해 동시에 같이 캡처되고 조여지며, 그와 동시에 후처리 장치에 의해서도 동시에 같이 캡처되고 조여지도록 할 수도 있다. 이 경우, 처리속도, 즉 이동속도가 증가한다.
도 1은 트위스팅 장치의 사시도;
도 2는 공급기의 평탄한 클램핑조를 보여주는 정면도;
도 3은 톱니가 달린 클램핑조의 정면도;
도 4는 도체를 수용할 홈이 달린 클램핑조의 정면도;
도 5는 조여진 도체들 사이의 간격이 좁을 때의 제1 클램핑조의 상세도;
도 6은 간격이 넓을 때의 제1 클램핑조의 상세도;
도 7은 간격이 좁은 도체들을 조인 트위스팅 헤드의 사시도;
도 8은 간격이 넓은 도체들을 조인 트위스팅 헤드의 사시도;
도 9는 대기위치의 공급기의 사시도;
도 10은 제1 선형 그립퍼가 제위치에 있는 공급기의 사시도;
도 11은 제1 도체를 캡처한 도 10의 공급기의 사시도;
도 12는 제1 선형 그립퍼가 피봇한 공급기의 사시도;
도 13은 제2 선형 그립퍼가 제위치에 있는 공급기의 사시도;
도 14는 제2 도체를 피복한 도 13의 공급기의 사시도;
도 15는 선택된 도체 분리에 맞게 선형 그립퍼들이 조절된 공급기의 사시도;
도 16은 트위스팅 헤드로 옮기기 위한 공급기의 사시도;
도 17은 트위스팅 헤드의 제2 클램핑조가 작동된 도 16의 공급기의 사시도;
도 18은 제1 클램핑조가 풀린 도 17의 공급기의 사시도;
도 19는 제1 클램핑조가 대기위치에 있는 3개의 그립퍼들의 정면도;
도 20은 제1 그립퍼로 제1 도체를 캡처한 도 19의 그립퍼의 정면도;
도 21은 제2 도체를 제2 그립퍼로 캡처하고 제1 그립퍼는 피봇한 상태의 도 19의 그립퍼의 정면도;
도 22는 제1, 제2 그립퍼들이 피봇하고 제3 도체가 제3 그립퍼로 캡처되어 있는, 도 19의 그립퍼의 정면도;
도 23은 선택된 도체 분리에 맞게 그립퍼들이 조절된, 도 19의 그립퍼의 정면도;
도 24는 트위스팅 헤드의 제2 클램핑조가 3개의 도체들을 캡처한, 도 23의 그립퍼의 정면도;
도 25는 제1 클램핑조만 해제되어 있는 도 24의 그립퍼의 정면도;
도 26은 그립퍼들이 피봇되어 있는 도 25의 그립퍼의 정면도.
도 2는 공급기의 평탄한 클램핑조를 보여주는 정면도;
도 3은 톱니가 달린 클램핑조의 정면도;
도 4는 도체를 수용할 홈이 달린 클램핑조의 정면도;
도 5는 조여진 도체들 사이의 간격이 좁을 때의 제1 클램핑조의 상세도;
도 6은 간격이 넓을 때의 제1 클램핑조의 상세도;
도 7은 간격이 좁은 도체들을 조인 트위스팅 헤드의 사시도;
도 8은 간격이 넓은 도체들을 조인 트위스팅 헤드의 사시도;
도 9는 대기위치의 공급기의 사시도;
도 10은 제1 선형 그립퍼가 제위치에 있는 공급기의 사시도;
도 11은 제1 도체를 캡처한 도 10의 공급기의 사시도;
도 12는 제1 선형 그립퍼가 피봇한 공급기의 사시도;
도 13은 제2 선형 그립퍼가 제위치에 있는 공급기의 사시도;
도 14는 제2 도체를 피복한 도 13의 공급기의 사시도;
도 15는 선택된 도체 분리에 맞게 선형 그립퍼들이 조절된 공급기의 사시도;
도 16은 트위스팅 헤드로 옮기기 위한 공급기의 사시도;
도 17은 트위스팅 헤드의 제2 클램핑조가 작동된 도 16의 공급기의 사시도;
도 18은 제1 클램핑조가 풀린 도 17의 공급기의 사시도;
도 19는 제1 클램핑조가 대기위치에 있는 3개의 그립퍼들의 정면도;
도 20은 제1 그립퍼로 제1 도체를 캡처한 도 19의 그립퍼의 정면도;
도 21은 제2 도체를 제2 그립퍼로 캡처하고 제1 그립퍼는 피봇한 상태의 도 19의 그립퍼의 정면도;
도 22는 제1, 제2 그립퍼들이 피봇하고 제3 도체가 제3 그립퍼로 캡처되어 있는, 도 19의 그립퍼의 정면도;
도 23은 선택된 도체 분리에 맞게 그립퍼들이 조절된, 도 19의 그립퍼의 정면도;
도 24는 트위스팅 헤드의 제2 클램핑조가 3개의 도체들을 캡처한, 도 23의 그립퍼의 정면도;
도 25는 제1 클램핑조만 해제되어 있는 도 24의 그립퍼의 정면도;
도 26은 그립퍼들이 피봇되어 있는 도 25의 그립퍼의 정면도.
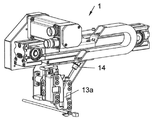
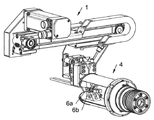
도 1의 트위스팅 장치는 2개이 도체(3a~b)의 도체단부(2a~b)를 공급하는 공급기(1)와, 도체(3a~b)를 꼬기 위해 회전하도록 설치된 트위스팅 헤드(4)를 포함한다. 따라서, 트위스팅 헤드(4)는 후처리 장치를 형성한다. 공급기(1)는 제1 클램핑조(5a~d)를 갖고 트위스팅 헤드(4)는 도체단부(2a~b)를 조이기 위한 제2 클램핑조(6a~b)를 갖는데, 도 1에서는 클램핑조(5b)가 도체(3a)로 가려져 보이지 않는다. 공급기(1)와 트위스팅 헤드(4)는 서로에 대해 움직이면서 운반위치로 이동할 수 있고, 이 위치에서 제1 클램핑조(5a~d)와 제2 클램핑조(6a~b)는 서로 반대로 위치하여, 공급기(1)에서 트위스팅 헤드(4)로 도체단부(2a~b)를 옮길 수 있다. 트위스팅 헤드(4)의 도움으로, 도체(3a~b)를 공지의 방식으로 꼬아 예컨대 쌍꼬임선을 만들 수 있다.
조임 위치에 있는 제1 클램핑조(5a~d)는 서로 상대 운동하면서 조임상태의 도체단부들(2a~b)의 간격을 조절할 수 있다. 이를 위해, 제1 클램핑조(5a~d)의 드라이브(8)에 컨트롤러(7)를 연결하여, 트위스팅 헤드(4)로 옮기기 전에 도체단부들(2a~b)의 간격을 적절한 값으로 설정한다. 이런 간격조절 방법에 대해서는 뒤에 자세히 설명한다.
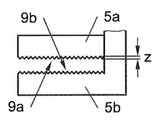
도 2는 조임면(9a~b)이 평면이면서 서로 마주보고 있는 제1 클램핑조(5a~b)의 정면도이다. 여기서는 클램핑조(5a~b)가 완전히 개방된 위치에 있다. 완전개방 상태의 제1 클램핑조(5a~b) 사이의 공간의 폭 b는 간격의 높이 h보다 크고 도체단부(2a)의 위치를 바꾸기 위한 이동방향(A)으로 측정한 길이이며, h는 도체단부(2a)를 조이는 조임방향(B)으로 측정한 길이이다. b는 h의 2배 이상인 것이 좋다. 즉, 완전개방되었을 때의 제1 클램핑조(5a~b) 사이의 공간은 도체단부(2a)를 조이기 위한 조임방향(B)의 길이에 비해 도체단부의 간격을 조절하기 위한 이동방향(A)의 길이가 2배 이상이다. 이런 조치를 통해, 도체(3a)나 도체단부(2a)를 제1 클램핑조(5a~b) 사이의 어느 위치에서도 조일 수 있다.
한편, b를 도체(3a)나 도체단부(2a)의 직경(d)의 2배 이상으로 할 수도 있다. 요컨대, 완전히 개방된 제1 클램핑조(5a~b) 사이의 공간이 이동방향(A)으로 길이는 도체(3a)나 도체단부(2a)의 직경의 2배 이상이다.
또는, b를 9mm 이상으로 할 수도 있다. 즉, 완전히 개방된 제1 클램핑조(5a~b) 사이의 공간이 이동방향(A)으로 길이가 9mm 이상이다.
도 3은 조임면(9a~b)에 톱니가 달린 형태를 보여준다. 톱니의 높이 z는 직경 d의 10%보다 작거나 높이 h의 3%보다 작게 하여, 조임면(9a~b)이 기본적으로 평탄을 유지하면서 도체(3a)나 도체단부(2a)를 클램핑조(5a~b) 사이의 어떤 위치에서도 조일 수 있도록 하는 것이 좋다. 이런 톱니 때문에 도 2의 실시예의 형태보다 조임 기능이 더 효과적으로 된다.
이런 형태의 트위스팅 장치가 꼬는 도체(3a~b)는 단면적이 0.35~2.5㎟이고 직경은 최대 3mm이다. 폭 b가 9mm인 클램핑조들의 경우, 이런 도체(3a~b)의 중심간 거리는 최대 15mm이다(도 5~6의 거리 참조). 톱니 높이는 0.2mm이다. 이런 값들이 유리하기는 해도 필수적인 것은 아니다. 트위스팅 장치가 대형 도체(3a~b)를 처리할 수만 있으면 그 치수들도 이에 맞춰 늘일 수 있다.
도 4는 도체(3a)나 도체단부(2a)를 끼우기 위한 반원형 홈을 각각 4개씩 갖춘 조임면(9a~b)을 갖는 변형례를 보여준다. 홈의 깊이 t는 도체나 도체단부의 직경(d)의 절반보다 약간 작다. 따라서, 도체(3a)나 도체단부(2a)를 클램프조(5a~b) 사이의 didWHr 홈으로 조일 수 있다. 조임면의 홈 수도 4개보다 적거나 많을 수 있지만, 1개 이상이 좋고 2개 이상이면 더 좋다.
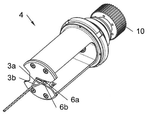
도 5~6은 도체(3a~b) 사이, 즉 도체단부(2a~b) 사이의 간격이 공급기(1)에서 조여지는 위치에 따라 어떻게 변하는지를 보여준다. 상부 도면에 클램핑조(5a~d)와 2개의 조여진 도체(3a~b)가 같이 도시되었고, 하부 도면은 도체(a~b)가 꼬인 상태를 보여준다.
도 5의 도체(3a~b)는 작은 간격을 두고 조여진 상태를, 도 6에서는 이 간격이 커진 상태를 보여준다. 꼬는 동안에는 이들 간격이 유지되어야 한다는 예상하여, 단부 구간들 각각의 꼬이지 않은 길이(l)가 생긴다. 도 7은 도 5의 도체(3a~b)가 트위스팅 헤드(4)의 2개의 클램필조(6a~b) 사이에서 조이는 상태를, 도 8은 도 6의 도체(3a~b)가 트위스팅 헤드(4)의 2개의 클램핑조(6a~b) 사이에서 조이는 상태를 각각 보여준다. 트위스팅 헤드(4)를 회전시키기 위해, 구동 피니언(도시 안됨)이나 구동벨트에 맞물리는 기어(10)가 트위스팅 헤드에 배치된다. 도 6에 도시된 꼬이지 않은 단부구간은 도 5의 꼬이지 않은 단부구간보다 길다.
필요하만큼 작은 접점과 시일들을 갖는 가느다란 도체(3a~b)는 큰 접점과 시일들을 갖는 더 굵은 도체(3a~b)보다 좁은 간격으로 배열된다. 이렇게 하여 기능한 최대 길이로 도체(3a~b)를 꼬을 수 있다.
앞의 도면들에서는 조임 위치에 있는 제1 클램핑조(5a~d)를 서로에 대해 움직여 조여진 2개의 도체단부(2a~b) 사이의 간격을 조절할 수 있고, 그 결과 도체단부(2a~b)가 다양하게 떨어진 쌍꼬임선을 만들 수 있다.
한편, 이런 형태가 유일한 것은 아니고, 조임위치에 있는 제1 클램핑조(5a~d)가 서로에 대해 움직이면서 3개의 조인 도체단부들의 간격을 조절할 수도 있다(도 19~26 참조). 이렇게 하여 도체단부들이 서로 떨어져 있는 삼꼬임선을 만들 수 있다.
공급기(1)와 트위스팅 헤드(4)를 이용해 2개의 도체(3a~b)를 꼬는 방법에 대해 도 9~18을 참조하여 설명한다.
도 9는 제1 도체가 이미 제1 클램핑조(5a~b) 부근에 위치하면서 아직 조여지지 않은 상태의 도 1의 공급기(1)를 보여준다. 시일(12a)이 달린 도체(3a)에 접점(11a)이 배열되어 있다. 시일과 접점 둘다 도체(3a)의 단면적보다 돌출하여, 도체(3a~b) 사이에 생길 수 있는 최소의 간격을 결정한다.
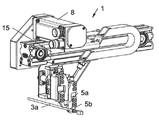
도 9에는 클램핑조(5a~d)가 달린 2개의 선형 그립퍼(13a~b), 공압 램(14), 수평가이드(15), 움직일 수 있도록 수평가이드에 설치된 캐리지(16), 및 피봇베어링(17)이 보이는데, 제1 선형 그립퍼(13a)는 수직가이드(18)와 함께 회전할 수 있도록 피봇베어링(17)에 설치되고, 제2 선형 그립퍼(13b)는 위아래로 움직일 수 있도록 수직가이드에 설치된다. 드라이브(8)의 도움으로, 캐리지(16)와 캐리지에 설치된 선형 그립퍼(13a~b)가 수평가이드(15)를 따라 수평으로 움직일 수 있다. 또, 제1 선형 그립퍼(13a)는 공압 램(14)의 도움으로 피봇베어링(17)에 대해 피봇할 수 있다. 끝으로, 제2 선형 그립퍼는 공압 수단에 의해 수직가이드(18)를 따라 위아래로 움직일 수 있다. 클램핑조(5b,5d)는 클램핑조(5a,5c)에 대해 상대운동할 수 있다. 물론 다른 형태의 드라이브, 예컨대 전기식이나 유압식 드라이브를 공압식 대신에 사용할 수도 있다. 도 9에 도시된 첫번째 상태에서, 제1 선형 그립퍼(13a)는 위로 피봇하고, 제2 선형 그립퍼(13b)는 위로 움직이며, 클램핑조(5a~d)는 개방된다.
도 10의 공급기(1)는 두번째 상태에 있는데, 이때 제1 선형 그립퍼(13a)는 아래로 피봇하고 제2 선형 그립퍼(13b)는 전처럼 위로 움직이며, 클램핑조(5a~d)도 아직 개방되어 있다.
도 11은 다른 상태의 공급기(1)로서, 이때 클램핑조(5a~b)는 닫혀 도체(3a)를 조인다. 조이기 전에 제1 선형 그립퍼(13a)는 컨트롤러(7)와 드라이버(8)의 도움으로 도체(3a)의 원하는 위치에 맞게 수평으로 위치한다.
도 12의 공급기(1)는 또다른 상태에 있는데, 이때 제1 선형 그립퍼(13a)는 도체(3a)를 조은채 윗쪽으로 피봇하고, 제2 선형 그립퍼(13b)는 아래로 이동하며, 클램핑조(5c~d)는 아직 열려있다. 도체(3b)는 이미 클램핑조(5c~d) 근방에 배열되어 있다.
도 13의 공급기(1) 상태에서는 제2 선형 그립퍼(13b)가 컨트롤러(7)와 드라이브(8)의 도움으로 도체(3b)의 필요 위치에 맞게 수평으로 위치해있다.
도 14이 공급기 상태에서는, 클램핑조(5c~d)가 닫혀 도체(3b)를 조이고 있다.
도 15의 공급기(1)와 트위스팅 헤드(4) 상태에서는 제1 선형 그립퍼(13a)가 아래로 피봇하고 도체(3a~b)는 필요한 간격으로 서로 벌어져 있다.
도 16의 공급기(1)와 트위스팅 헤드(4) 상태에서는 공급기(1)가 트위스팅 헤드(4)와 같이 운반위치로 이동해있고, 공급기(1)의 제1 클램핑조(5a~d)와 트위스팅 헤드(4)의 제2 클램핑조(6a~b)는 서로 반대로 위치해있다.
도 17의 공급기(1)와 트위스팅 헤드(4) 상태에서는 트위스팅 헤드의 제2 클램핑조(6a~b)가 닫혀 도체(3a~b)를 조이고 있다.
도 18의 공급기(1)와 트위스팅 헤드(4) 상태에서는 공급기(1)의 제1 클램핑조(5a~d)가 열려 도체(3a~b)가 트위스팅 헤드(4)로 이동해있다. 이때 제1 선형 그립퍼(13a)는 이미 윗쪽으로 피봇해있어, 공급기(1)가 트위스팅 헤드(4) 부근에서 벗어날 수 있다. 다른 도체단부들(도시 안됨)을 고정하고 트위스팅 헤드(4)를 회전시키면 도체(3a~b)를 전술한 방식으로 꼬을 수 있다.
제1 클램핑조(5a~d)가 달린 공급기(1)와, 제2 클램핑조(6a~b)가 달린 트위스팅 헤드(4)를 갖춘 트위스팅 장치(1)를 이용해 적어도 2개의 도체(3a~b)를 꼬는 방법은 아래 단계들을 포함한다:
- 공급기(1)의 제1 클램핑조(5a~d) 사이에 도체(3a~b)의 도체단부(2a~b)를 조이는 단계;
- 공급기(1)를 트위스팅 헤드(4)와 같이 운반위치로 이동시켜, 공급기의 제1 클램핑조(5a~d)와 트위스팅 헤드의 제2 클램핑조(6a~b)를 서로 반대로 위치시키는 단계;
- 트위스팅 헤드(4)의 제2 클램핑조(6a~b) 사이에 도체단부(2a~b)를 조이는 단계;
- 공급기(1)의 제1 클램핑조(5a~d)를 푸는 단계; 및
- 트위스팅 헤드(4)를 회전시켜 도체(3a~b)를 꼬는 단계.
조여진 도체단부(2a~b)의 간격은 트위스팅 헤드(4)의 제2 클램핑조(6a~b)로 도체단부(2a~b)를 조이기 전의 조임위치로 제1 클램핑조(5a~d)를 움직여 조절값으로 설정할 수 있다. 특히, 이 간격으로 2가지 이상의 값을 선택할 수 있다.
도시된 실시예에서, 도체단부(2a~b)를 개별적이고 순서대로 공급기(1)로 조이고, 그와 동시에 트위스팅 헤드(4)로도 조인다. 그러나, 도체단부(2a~b)를 공급기(1)로 동시에 조일 수도 있다.
또, 도체단부(2a~b)를 조이기 전에 선택된 간격에 맞게 제1 클램핑조(5a~d)의 위치를 조정하고, 트위스팅 헤드(4)의 제2 클램핑조(6a~b)로 도체단부를 조이기 전에 제1 클램핑조(5a~d)를 고정 위치로 이동시킨다. 이때, 도 2~6에서 보듯이, 수평가이드(15)와 함께 선형 그립퍼(13a~b)가 수평으로 움직일 수 있다. 엄밀히 말해, 트위스팅 헤드(4)에서 원하는 간격은 공급기(1)에 의핸 조임과정 동안 이마 정해지고, 도체단부(2a~b)를 캡처할 때 선형 그립퍼(13a~b)는 적당한 위치로 이동한다(도 10, 13 참조). 반면에, 트위스팅 헤드(4) 위치로 이동하는 동안 선형 그립퍼(13a~b)의 위치가 고정된다. 즉, 도체단부(2a~b)를 트위스팅 헤드로 옮기기 위해 선형 그립퍼(13a~b)는 항상 같은 위치로 이동된다.
도체단부(2a~b)를 조이기 위해 제1 클램핑조(5a~d)는 서로에 대해 움직일 수 있도록 설치되고, 조여진 도체단부(2a~b)의 간격을 조절하기 위해서는 클램핑 위치에 영향을 주지 않고 제1 클램핑조를 서로에 대해 회전할 수 있도록 설치하는 것이 일반적이다(도 1~18 참조). 그러나, 도체단부(2a~b)를 조이고 조여진 도체단부들의 간격을 조절하는 두가지 목적으로 제1 클램핑조(5a~b)를 서로에 대해 움직일 수 있도록 설치하는 것도 고려할 수 있다. 마찬가지로, 도체단부들을 조이면서 그 간격을 조절할 목적으로 제1 클램핑조를 서로에 대해 회전하도록 설치할 수도 있다. 끝으로, 도체단부들을 조이기 위해 제1 클램핑조들을 서로에 대해 회전하도록 설치하고, 도체단부의 간격을 조절하기 위해 제1 클램핑조들을 조임위치에 영향을 주지 않고 서로에 대해 움직일 수 있도록 설치할 수도 있다.
또, 제2 클램핑조(6a~b)도 도 1~18에서 처럼 도체단부(2a~b)를 조이기 위해 서로에 대해 움직일 수 있도록 설치하되, 회전도 할 수 있도록 설치할 수도 있다. 또, 도 2~4에서처럼 제2 클램핑조(6a~b)를 설계하는 것도 고려할 수 있다. 즉, 조임면이 서로를 향하도록 제2 클램핑조를 설계할 수 있고, 이때 조임면들을
c) 평탄하게 하거나
d) 도체단부(2a~b) 각각을 수용하기 위한 반원형 홈들을 2 또는 3개 이상으로 할 수 있다.
도 19~26은 3개의 도체(3a~c)를 조이고 꼬는 일례를 보여준다.
도 19의 제1 클램핑조(5a~f)는 초기 위치에 있고 제1 도체(3a)가 공급기(1) 부근에 위치한다.
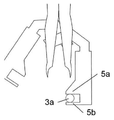
도 20의 상태에서는 클램핑조(5a~b)가 제1 도체(3a)에 직교하면서 제1 도체를 캡처하고 조인다.
도 21의 상태에서는 클램핑조(5c~d)가 제2 도체(3b)에 직교하면서 공급기(1) 근처에 있고 제2 도체를 캡처해 조인다. 그동안 제1 도체(3a)를 조인 클램핑조(5a~b)는 도체(3b) 부근에서 벗어난다.
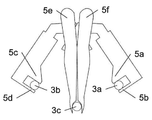
도 22의 상태에서는 클램핑조(5e~f)가 제3 도체(3c)에 직교한채 공급기 부근에 와서 제3 도체를 캡처하고 조인다. 그동안, 제2 도체(3b)를 조이고 있는 클램핑조(5c~d)는 도체(3c) 부근에서 벗어난다.
이어서 클램핑조(5a~f)가 서로를 향해 움직이면서 3개의 도체(3a~c)를 트위스팅 헤드(4) 위치로 이동한다(도 23 참조).
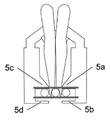
도 24에서, 도체(3a~c)가 트위스팅 헤드(4)의 제2 클램핑조(6a~b)에 의해 캡처되어 조여진다. 그러나, 전과 마찬가지로 이들 도체(3a~c)는 여전히 공급기(1)의 클램핑조(5a~f)에 의해 계속 조여져 있다. 반면에, 도 25에서는 클램핑조(5a~d)가 이미 풀려있다.
도 26의 마지막 상태에서 클램핑조(5a~f)가 모두 도체(3a~c) 부근을 벗어나고, 이들 도체는 트위스팅 헤드(4)에 조여져 있다. 이들 도체는 이어서 전술한 방식으로 꼬여진다.
도 1~18에서 설명한 실시예들도 도 19~26에서 설명한 실시예들과 마찬가지로 적용할 수 있다. 특히, 제1 클램핑조(5a~f)와 제2 클램핑조(6a~b)의 형태와 설치에 관해 그렇다.
이상 설명한 공급기(1)가 도체(3a~c)를 꼬는데 유리하고 도 1~18의 실시예들을 이에 대해 설명했지만, 공급기(1)는 이상의 설명에 한정되지 않는다. 다른 방식의 후처리 장치(4)도 고려할 수 있다. 예컨대, 후처리 장치(4)가 시일(12a)을 도체단부(2a~b)에 밀어박는 자동기기나, 접점(11a)을 도체단부(2a~b)에 압입하는 자동 기기의 형태일 수도 있다. 일반적으로 접점(11a)의 시일(12a)의 크기에 맞춰 도체(3a~c) 사이의 간격을 적절히 조절해야 하는 것이 문제인데, 특히 시일(12a)이나 접점(11a)이 다수의 도체(3a~c)를 수용하고 이런 시일이나 접점을 압입하는 동안 도체들 사이의 간격을 제대로 맞추어야 할 경우 더 그렇다. 다수의 시일(12a) 및/또는 접점(11a)을 동시에 다수의 도체(3a~c)에 압입해야할 경우 더 문제이다. 물론, 이런 일을 할 수 있는 자동 기기도 고려할 수 있다.
Claims (17)
- 적어도 2개의 도체(3a~c)의 도체단부(2a~c)를 도체(3a~c)의 후처리 장치(4)에 공급하기 위한 공급기(1)에 있어서:
상기 공급기(1)가 도체단부(2a~c)를 조이기 위한 제1 클램핑조(5a~f)를 갖추고, 후처리 장치(4)는 도체단부(2a~c)를 조이기 위한 제2 클램핑조(6a~b)를 갖추며, 공급기(1)와 후처리 장치(4)가 서로에 대해 움직이면서 운반위치로 이동할 수 있고, 운반위치에서 제1 클램핑조(5a~f)와 제2 클램핑조(6a~b)가 서로 반대로 위치하며, 조임위치에 있는 제1 클램핑조(5a~f)는 서로에 대해 움직이면서 도체단부(2a~b) 사이의 간격을 조절할 수 있고;
완전히 열린 제1 클램핑조(5a~f) 사이에 있는 공간의 크기가 조여진 도체단부(2a~c) 사이의 간격을 조절하기 위한 이동방향(A)으로의 길이가 도체단부를 조이는 제1 클램핑조(5a~f)의 조임방향(B)으로의 길이보다 2배 이상인 것을 특징으로 하는 공급기. - 제1항에 있어서, 조여진 도체단부(2a~c) 사이의 간격을 조절하기 위한 이동방향(A)으로 완전히 열린 상태의 제1 클램핑조(5a~f) 사이에 있는 공간의 길이가 공급기(1)에 규정된 도체단부(2a~c)의 직경(d)보다 2배 이상 긴 것을 특징으로 하는 공급기.
- 제1항 또는 제2항에 있어서, 완전히 열린 상태의 제1 클램핑조(5a~f) 사이에 있는 공간이 조여진 도체단부(2a~c) 사이의 간격을 조절하기 위한 이동방향(A)으로의 길이가 9mm 이상인 것을 특징으로 하는 공급기.
- 제1항 내지 제3항 중의 어느 하나에 있어서, 제1 클램핑조(5a~f)용의 드라이브(8)에 연결된 컨트롤러(7)가 제1 클램핑조를 제어하여, 조여진 도체단부(2a~c) 사이의 간격을 후처리 장치(4)로 이동하기 전에 조절된 값으로 설정하는 것을 특징으로 하는 공급기.
- 제1항 내지 제4항 중의 어느 하나에 있어서, 제1 클램핑조(5a~f)가 서로 마주보는 조임면(9a~b)을 갖고, 이들 조임면은
a) 평탄하거나,
b) 도체단부(2a~c) 각각을 수용하는 반원형 홈을 하나 이상 갖는 것을 특징으로 하는 공급기. - 제1항 내지 제5항 중의 어느 하나에 있어서, 조임위치에 있는 제1 클램핑조(5a~d)가 서로에 대해 움직이면서 조여진 도체단부(2a~b) 사이의 간격(a)을 조절하는 것을 특징으로 하는 공급기.
- 제1항 내지 제5항 중의 어느 하나에 있어서, 조임위치에 있는 제1 클램핑조(5a~f)가 서로에 대해 움직이면서 조여진 도체단부(2a~c) 사이의 간격(a)을 조절하는 것을 특징으로 하는 공급기.
- 제1항 내지 제7항 중의 어느 하나에 있어서, 제1 클램핑조(5a~f)가 도체단부(2a~c)를 조이기 위해 서로에 대해 움직이도록 설치된 것을 특징으로 하는 공급기.
- 제1항 내지 제8항 중의 어느 하나에 있어서, 제1 클램핑조(5a~f)가 조임위치에 영향을 주지 않고 조여진 도체단부(2a~c) 사이의 간격(a)을 조절하도록 서로에 대해 회전할 수 있도록 설치된 것을 특징으로 하는 공급기.
- 적어도 2개의 도체(3a~c)를 꼬기 위한 트위스팅 장치(1)에 있어서:
회전하도록 설치된 트위스팅 헤드를 포함하고, 이런 트위스팅 헤드는 제1항 내지 제9항 중의 어느 하나에 따른 공급기(1)와 함께 후처리 장치(4)를 형성하는 것을 특징으로 하는 트위스팅 장치. - 제10항에 있어서, 제2 클램핑조(6a~b)가 서로 마주보는 조임면을 갖고, 이들 조임면은
c) 평탄하거나,
d) 도체단부(2a~c) 각각을 수용하는 반원형 홈을 2개 이상 갖는 것을 특징으로 하는 트위스팅 장치. - 제10항 또는 제11항에 있어서, 제2 클램핑조(6a~b)가 도체단부(2a~c)를 조이도록 서로에 대해 움직일 수 있도록 설치되는 것을 특징으로 하는 트위스팅 장치.
- 제1 클램핑조(5a~f)가 달린 공급기(1)의 도움으로 적어도 2개의 도체(3a~c)를 조이는 한편, 제2 클램핑조(6a~b)가 달린 후처리 장치(4)에 도체(3a~c)를 옮기는 방법에 있어서:
- 공급기(1)의 제1 클램핑조(5a~f) 사이에 도체(3a~c)의 도체단부(2a~c)를 조이는 단계;
- 공급기(1)를 후처리 장치(4)와 같이 운반위치로 이동시켜, 공급기의 제1 클램핑조(5a~f)와 후처리 장치의 제2 클램핑조(6a~f)를 서로 반대로 위치시키는 단계;
- 후처리 장치(4)의 제2 클램핑조(6a~b) 사이에 도체단부(2a~c)를 조이는 단계;
- 공급기(1)의 제1 클램핑조(5a~f)를 푸는 단계; 및
- 후처리 장치(4)에서 상기 도체(3a~c)를 더 처리하는 단계;를 포함하고,
도체단부(2a~c)를 조이기 전에 도체단부 사이의 선택된 간격(a)에 맞게 제1 클램핑조(5a~f)의 위치를 조절하고, 후처리 장치(4)의 제2 클램핑조(6a~b)로 도체단부(2a~c)를 조이기 전에 제1 클램핑조(5a~f)를 소정의 고정 위치로 이동시키는 것을 특징으로 하는 방법. - 제13항에 있어서, 도체단부(2a~c) 사이의 간격(a)이 2개 이상의 다른 값으로 선택되는 것을 특징으로 하는 방법.
- 제13항 또는 제14항에 있어서, 도체단부(2a~c)가 공급기(1)에 의해 개별적이고 순서대로 캡처되고 조여지며, 그와 동시에 후처리 장치(4)에 의해서도 순서대로 같이 캡처되고 조여지는 것을 특징으로 하는 방법.
- 제13항 또는 제14항에 있어서, 도체단부(2a~c)가 공급기(1)에 의해 동시에 같이 캡처되고 조여지며, 그와 동시에 후처리 장치(4)에 의해서도 동시에 같이 캡처되고 조여지는 것을 특징으로 하는 방법.
- 제13항 내지 제16항 중의 어느 하나에 있어서, 후처리 장치가 적어도 2개의 도체(3a~c)를 꼬기 위한 목적, 및/또는 도체(3a~c)에 적어도 하나의 시일(12a)을 압입하기 위한 목적, 및/또는 도체(3a~c)에 적어도 하나의 접점(11a)을 압입하기 위한 목적의 트위스팅 헤드(4)로 설계된 것을 특징으로 하는 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14190323.7A EP3012841A1 (de) | 2014-10-24 | 2014-10-24 | Einrichtung zum Zuführen von Leitungsenden an eine weiterverarbeitende Vorrichtung |
| EPEP14190323.7 | 2014-10-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20160048663A true KR20160048663A (ko) | 2016-05-04 |
Family
ID=51865987
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150145897A KR20160048663A (ko) | 2014-10-24 | 2015-10-20 | 도체단부를 후처리 장치에 공급하는 공급기 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP3012841A1 (ko) |
| JP (1) | JP2016085973A (ko) |
| KR (1) | KR20160048663A (ko) |
| CN (1) | CN105551689B (ko) |
| SG (1) | SG10201508422RA (ko) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016109155B3 (de) | 2016-05-18 | 2017-08-03 | Lisa Dräxlmaier GmbH | Verdrillanlage, Tandem-Verdrillanlage und Verfahren zum Bestücken eines Verdrillkopfs |
| EP3301768B1 (de) | 2016-10-03 | 2021-06-16 | Komax Holding AG | Verfahren und vorrichtung zum rotationslagerichtigen ausrichten von konfektionierten kabelenden eines kabelstrangs |
| RS59998B1 (sr) | 2016-10-03 | 2020-04-30 | Komax Holding Ag | Uređaj i postupak za opremanje kućišta utikača prethodno sklopljenim krajevima kabla niza kablova |
| CN108394749B (zh) * | 2018-04-02 | 2023-05-30 | 浙江一丁点工艺品有限公司 | 绒条送料装置 |
| EP3557592B1 (de) | 2018-04-17 | 2021-01-20 | Komax Holding Ag | Vorrichtung und verfahren zum verdrillen einer ersten und zweiten elektrischen einzelleitung zu einem leitungspaar |
| CN110509201B (zh) * | 2019-09-25 | 2024-02-20 | 台州市圣西亚金刚石设备有限公司 | 利用刀头输送装置输送定位刀头方法 |
| US20240120696A1 (en) * | 2022-10-07 | 2024-04-11 | Te Connectivity Solutions Gmbh | Wire Processing Device |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4194281A (en) * | 1978-09-25 | 1980-03-25 | Artos Engineering Company | Apparatus and method for stripping wire leads |
| CH673858A5 (en) * | 1986-12-03 | 1990-04-12 | Megomat Ag | Cable sections make-up set - consisting of two grippers, two auxiliary grippers, and cutting stripping unit for cable press |
| DE59914354D1 (de) * | 1998-08-31 | 2007-07-12 | Komax Holding Ag | Einrichtung zum Zusammenführen von Leitern |
| EP0984530B1 (de) * | 1998-08-31 | 2007-05-30 | komax Holding AG | Einrichtung zum Zusammenführen von Leitern |
| US6243947B1 (en) * | 1998-09-22 | 2001-06-12 | Sumitomo Wiring Systems, Ltd. | Method for processing an end of a shielded cable |
| EP1032095B1 (de) | 1999-02-23 | 2013-05-22 | Komax Holding AG | Verfahren und Einrichtung zur Bearbeitung und Verdrillung eines Leiterpaares |
| US6289944B1 (en) * | 1999-02-23 | 2001-09-18 | Komax Holding Ag | Method and equipment for the treatment and twisting together of a conductor pair |
| JP2003217371A (ja) * | 2002-01-23 | 2003-07-31 | Auto Network Gijutsu Kenkyusho:Kk | ツイストペア電線の製造方法とその装置 |
| CH700897B1 (de) * | 2009-04-24 | 2014-02-14 | Schleuniger Holding Ag | Einrichtung und Verfahren zum Zusammenführen von Leitern zur Herstellung einer Doppelcrimpverbindung. |
| JP6282929B2 (ja) * | 2014-05-16 | 2018-02-21 | 日本オートマチックマシン株式会社 | 電線撚り合わせ装置、ツイストケーブル製造装置、電線撚り合わせ方法、及びツイストケーブル製造方法 |
-
2014
- 2014-10-24 EP EP14190323.7A patent/EP3012841A1/de not_active Withdrawn
-
2015
- 2015-10-10 SG SG10201508422RA patent/SG10201508422RA/en unknown
- 2015-10-20 KR KR1020150145897A patent/KR20160048663A/ko unknown
- 2015-10-23 CN CN201510698233.8A patent/CN105551689B/zh not_active Expired - Fee Related
- 2015-10-23 JP JP2015208826A patent/JP2016085973A/ja not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| CN105551689A (zh) | 2016-05-04 |
| SG10201508422RA (en) | 2016-05-30 |
| JP2016085973A (ja) | 2016-05-19 |
| CN105551689B (zh) | 2020-02-18 |
| EP3012841A1 (de) | 2016-04-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20160048663A (ko) | 도체단부를 후처리 장치에 공급하는 공급기 | |
| KR20160048662A (ko) | 도체단부 사이의 간격을 조절하는 트위스팅 장치 | |
| JP5400981B1 (ja) | 電線撚り合わせ装置、撚り合わせ電線製造装置、撚り合わせ電線製造方法 | |
| CN104507813B (zh) | 用于捆扎钢带的模块化打包机 | |
| KR101647573B1 (ko) | 전선 이재 장치 | |
| WO2007044579A3 (en) | Terminal applicator apparatus, system, and method | |
| KR20180098295A (ko) | 파권 장치 | |
| US9124058B2 (en) | Feeding wire-ends to processing units | |
| US9290356B2 (en) | Wire transporting system | |
| US20150372437A1 (en) | Terminal crimping machine having a wire clamp | |
| UA108153C2 (uk) | Спосіб автоматичного послідовного введення окремих з'єднувачів в пази пластинчастих будівельних панелей та пристрій для здійснення цього способу | |
| CN114566848B (zh) | 电线包覆层剥离装置、端子压接电线制造装置及制造方法 | |
| JP6282929B2 (ja) | 電線撚り合わせ装置、ツイストケーブル製造装置、電線撚り合わせ方法、及びツイストケーブル製造方法 | |
| US6279215B1 (en) | Automatic wire cutting and terminating apparatus | |
| US10840663B2 (en) | Cable processing device | |
| CN106257600B (zh) | 电线绞合装置 | |
| KR20170088990A (ko) | 센터링 유니트, 압착기 및 케이블 처리시스템 | |
| CN100511878C (zh) | 电线用防水密封件的输送装置、嵌装方法及电线加工设备 | |
| US20200076146A1 (en) | Device and method for connecting a cable to an electrical connector | |
| CN110854423A (zh) | 卷绕设备及其极片入料装置 | |
| CN104379227A (zh) | 拉链组装装置 | |
| JP5143406B2 (ja) | 電線製造装置 | |
| US20220166197A1 (en) | Gripper for automated wiring of electrical components of an electrical switchgear, a corresponding robot and a corresponding method | |
| JP6282956B2 (ja) | ツイストケーブル製造装置及びツイストケーブル製造方法 | |
| JP2016038938A5 (ko) |