KR20160047582A - 강의 열 전도율을 세팅하는 방법 및 공구강의 용도 - Google Patents
강의 열 전도율을 세팅하는 방법 및 공구강의 용도 Download PDFInfo
- Publication number
- KR20160047582A KR20160047582A KR1020167009181A KR20167009181A KR20160047582A KR 20160047582 A KR20160047582 A KR 20160047582A KR 1020167009181 A KR1020167009181 A KR 1020167009181A KR 20167009181 A KR20167009181 A KR 20167009181A KR 20160047582 A KR20160047582 A KR 20160047582A
- Authority
- KR
- South Korea
- Prior art keywords
- thermal conductivity
- steel
- tool steel
- hot
- tool
- Prior art date
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/005—Modifying the physical properties by deformation combined with, or followed by, heat treatment of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/006—Making ferrous alloys compositions used for making ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/30—Ferrous alloys, e.g. steel alloys containing chromium with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/52—Ferrous alloys, e.g. steel alloys containing chromium with nickel with cobalt
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Heat Treatment Of Steel (AREA)
- Powder Metallurgy (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Forging (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
이 발명은 로발마 공구강의 열 전도율 세팅 방법 및 용도에 관한 것이다: 로발마 공구강은 공지된 공구강 보다 훨씬 더 높은 열 전도율을 갖는다. 로발마 공구강은 실온에서 55 W/mK를 초과하는 열 전도율을 갖고, 열간 가공 공구를 생산하기 위한 재료로서 사용되는 것을 특징으로 한다. 그리고 로발마 공구강의 열 전도율 세팅 방법은, 강의 내부 구조를 규정된 방법에 따라 야금술적으로 만들어 내서, 내부 구조의 탄화물 성분이 규정된 전자 및 포논(phonon) 밀도 이상을 갖도록 하고, 내부 구조의 결정 구조는 만들어진 격자 결함(lattice defects)에 의해 정해지는 포논 및 전자의 흐름에 대해 평균 자유 경로 길이를 갖도록 하는 단계를 포함하여 이루어지는 것이 특징이다.
Description
이 발명은 강의 열 전도율을 세팅하는 방법과 열간 가공 공구강의 용도에 관한 것이다.
열간 가공 공구강은 합금 원소로서 철 외에 특히 탄소, 크롬, 텅스텐, 실리콘, 니켈, 몰리브덴, 망간, 바나듐 및 코발트를 상이한 양으로 포함하는 합금된 공구강이다.
열간 가공 공구강으로부터, 특히 다이캐스팅, 압출 또는 다이 단조 시에 재료의 가공을 위해 적합한, 공구와 같은 열간 가공 공구강 대상물이 제조될 수 있다. 이러한 공구에 대한 예로는 높은 가공 온도에서 특별한 기계적 강도 특성을 가져야 하는 압출 다이, 단조 공구, 다이캐스팅 몰드, 프레스 다이 또는 이와 유사한 것이 있다. 열간 가공 공구강에 대한 다른 용도는 플라스틱을 사출 성형하기 위한 공구이다.
공구강, 특히 열간 가공 공구강, 및 이들로 제조된 강 대상물의 중요한 기능은 기술적 프로세스에 사용시, 이전에 도입된 또는 프로세스 자체에 생긴 열의 충분한 방출을 보장하는 것이다.
열간 가공 공구강으로 제조되는 열간 가공 공구는 높은 가공 온도에서 높은 기계적 안정성과 더불어 양호한 열 전도율 및 높은 내열마모성을 가져야 한다. 열간 가공 공구강의 다른 중요한 특성은 충분한 경도 및 강도와 더불어, 높은 가공 온도에서 높은 열 경도 및 높은 내마모성이다.
공구의 제조를 위해 사용되는 열간 가공 공구강의 높은 열 전도율은 많은 용도에서 매우 중요한데, 그 이유는 이것이 현저한 사이클 시간 단축을 야기할 수 있기 때문이다. 공작물의 열간 성형을 위한 열간 성형 장치의 작동은 비교적 많은 비용을 필요로 하기 때문에, 사이클 시간의 단축에 의해 많은 비용이 절감될 수 있다. 또한, 열간 가공 공구강의 높은 열 전도율은 다이캐스팅 시에 바람직한데, 그 이유는 거기에 사용되는 몰드가 매우 높아진 열 내구성으로 인해 훨씬 더 긴 수명을 갖기 때문이다.
공구를 제조하기 위해 종종 사용되는 공구강은 통상적으로 실온에서 약 18 내지 24 W/mK 의 열 전도율을 갖는다. 선행 기술에 공지된 열간 가공 공구강의 열 전도율은 일반적으로 약 16 내지 37 W/mK 이다.
EP 0 632 139 A1에는 예컨대 약 1,100 ℃ 까지의 온도에서 35 W/mK를 초과하는 비교적 높은 열 전도율을 갖는 열간 가공 공구강이 공지되어 있다. 상기 간행물에 공지된 열간 가공 공구강은 철 및 불가피한 불순물 외에 하기 조성을 갖는다:
0.30 내지 0.55 중량% C;
0.90 중량% 미만 Si;
1.0 중량% 까지의 Mn;
2.0 내지 4.0 중량% Cr;
3.5 내지 7 중량% Mo;
0.3 내지 1.5 중량% 바나듐, 티타늄 및 니오븀 중 하나 또는 다수.
종래의 열간 가공 공구강은 통상적으로 2 중량% 보다 큰 크롬 함량을 갖는다. 크롬은 비교적 저렴한 탄화물 형성제이며, 열간 가공 공구강에 양호한 내산화성을 제공한다. 또한, 크롬은 매우 얇은 2차 탄화물을 형성하므로, 종래의 열간 가공 공구강에서는 기계적 강도 대 인성의 비율이 매우 양호하다.
독일 특허 DE 1014577 B1에는 경화 강 합금을 사용한 열간 가공 공구의 제조 방법이 공지되어 있다. 이 특허는 열이 가해진 상태에서 정적 압축 하중시 높은 탄성 한계 및 높은 균열- 및 파괴 강도를 가진, 특히 작동 중에 경화하는 열간 가공 공구, 특히 열간 프레스 단조를 위한 다이의 제조 방법에 관한 것이다. 상기 간행물에 설명된 열간 성형 강은 간단하며 비교적 저렴한 화학적 조성(0.15-0.30% C, 3.25-3.50% Mo, 크롬 없음) 및 용이한 열 처리 가능성을 갖는다. 여기서는, 열간 프레스 다이의 제조를 위한 최적의 방법과 관련 어닐링 처리(경화)가 설명된다. 화학적 조성에 따른 특별한 특성은 설명되지 않는다.
CH 481222는 공구, 예컨대 엠보싱 공구 및 다이를 제조하기 위한 양호한 냉간 호빙(hobbing) 가능성을 가진, 크롬-몰리브덴-바나듐 합금된 열간 가공 공구강에 관한 것이다. 합금 원소들 - 특히 크롬(1.00 내지 3.50% Cr), 몰리브덴(0.50 내지 2.00% Mo) 및 바나듐(0.10 내지 0.30% V)의 매칭은 소정 특성, 예컨대 낮은 어닐링 강도(55 kp/㎟), 양호한 유동 특성, 양호한 열 전도율 등에 결정적인 영향을 준다.
일본 간행물 JP 4147706은 맨드릴의 기하학에 의해 그리고 합금의 화학적 조성(0.1 내지 0.4% C, 0.2 내지 2.0% Mn, 0 내지 0.95% Cr, 0.5 내지 5.0% Mo, 0.5 내지 5.0% W)에 의해 시임 없는 강관을 제조하기 위한 맨드릴의 내마모성 개선에 관한 것이다. 강의 열 전도율을 높이기 위한 특별한 조치는 상기 간행물의 대상이 아니다.
일본 간행물 JP 2004183008은 플라스틱의 주조를 위한 공구의 저렴한 페라이트-펄라이트 강 합금(0.25 내지 0.45% C, 0.5 내지 2.0% Mn, 0 내지 0.5% Cr)을 설명한다. 여기서는 가공 가능성 대 열 전도율의 최적 비율이 중요하다.
JP 2003253383에 설명된 강은 페라이트-펄라이트 기본 구조를 가진, 플라스틱 주조용 예비 경화된 공구강(0.1 내지 0.3% C, 0.5 내지 2.0% Mn, 0.2 내지 2.5% Cr, 0 내지 0.15% Mo, 0.01 내지 0.25% V)을 포함하며, 상기 강에서는 탁월한 가공 가능성 및 용접 가능성이 중요하다.
롤링시 높은 표면 온도를 특징으로 하는 공구강의 Ac1-변태 온도를 높이기 위해 그리고 탁월한 가공 가능성 및 낮은 유동 응력을 세팅하기 위해, JP 9049067에는 화학적 조성의 명세(0.05 내지 0.55% C, 0.10 내지 2.50% Mn, 0 내지 3.00% Cr, 0 내지 1.50% Mo, 0 내지 0.50% V), 특히 실리콘 함량 증가(0.50 내지 2.50% Si)이 제시된다.
간행물 CH 165893은, 특히 열간 가공 공구(프레스, 다이 등)에 적합하며 저-크롬(크롬이 없는 것까지) 및 텅스텐-코발트-니켈 함유(바람직하게는 몰리브덴 및 바나듐 첨가에 의해) 화학적 조성을 갖는 철 합금에 관한 것이다. 낮아진 철 함량 또는 합금 원소로서 크롬의 완전한 생략에 의해, 중요한 특성 개선 및 긍정적 합금 특성의 조합이 이루어진다. 크롬 함량을 약간 낮추는 것은 많은 양의 W, Co 및 Ni를 첨가하는 것보다 소정 특성(예컨대 높은 열 균열 강도, 인성 및 온도 변동에 대한 둔감성, 및 양호한 열 전도율)에 훨씬 더 큰 영향을 미치는 것으로 나타났다.
유럽 특허 EP 0787813 B1에는 낮은 Cr 및 Mn 함량 그리고 높은 온도에서 탁월한 강도를 가진 내열성 페라이트 강이 공지되어 있다. 전술한 간행물에 공지된 발명의 목적은, 장시간 높은 온도의 조건 하에 개선된 크리이프 파열 강도 및 개선된 인성, 가공 가능성 및 두꺼운 제품에서도 용접 가능성을 가지며, 낮은 크롬 함량을 가진 내열성 페라이트 강을 제공하는 것이다. 탄화물 형성(거칠어짐), 분리 및 혼합 결정 고화와 관련한 합금 영향을 설명함으로써, 페라이트 강의 구조의 안정화가 필요하다는 것이 나타난다. Cr 함량을 3.5% 미만으로 낮추면, 550 ℃ 온도 이상의 온도에서 Cr 탄화물의 거칠어짐으로 인해 크리이프 파열 강도의 감소가 억제되고 인성, 가공 가능성 및 열 전도율이 향상된다. 그러나, 0.8% 이상의 Cr은 높은 온도에서 강의 내산화성 및 내식성을 유지하기 위한 전제 조건이다.
DE 19508947 A1에는 내마모성, 템퍼링 저항성 및 내열성 합금이 공지되어 있다. 이 합금은 특히 열간 성형 기술에서의 열간 가공 공구에 사용하기 위한 것이며, 매우 높은 몰리브덴 함량(10 내지 35%) 및 텅스텐 함량(20 내지 50%)을 특징으로 한다. 또한, 상기 간행물에 설명된 발명은 용융으로부터 또는 분말 야금법으로 합금을 만드는 간단하고 저렴한 제조 방법에 관한 것이다. 상기와 같은 많은 양의 Mo 및 W의 함량은 혼합 결정 경화에 의해 그리고 탄화물(또는 금속간 상)의 형성에 의해 템퍼링 저항성 및 내열성을 높인다. 또한, 몰리브덴은 열 전도율을 높이며 합금의 열 팽창을 감소시킨다. 끝으로, 상기 간행물에는 다른 조성의 베이스 바디에 표면 층을 형성하는데 있어서 상기 합금의 적합성이 설명된다(레이저, 전자, 플라즈마 빔, 덧살 올림(build-up) 용접).
독일 특허 DE 4321433 C1은 1100 ℃까지의 온도에서 재료의 성형 및 가공(특히 다이캐스팅, 압출, 다이 단조에서 또는 전단 날로서)에 사용되는 열간 가공 공구용 강에 관한 것이다. 강은 400 내지 600 ℃의 온도 범위에서 35 W/mK를 초과하는 열 전도율(이것은 기본적으로 합금 함량의 증가에 따라 감소함) 및 높은 내마모성(700 N/㎟ 를 초과하는 인장 강도)을 갖는다. 매우 양호한 열 전도율은 한편으로는 증가한 몰리브덴 함량(3.5 내지 7.0 % Mo) 및 다른 한편으로는 4.0%의 최대 크롬 함량에 기인한다.
JP 61030654는 알루미늄 연속 주조 장치에서 롤링을 위한 재킷의 제조를 위한 재료로서 높은 열 균열 강도 및 열간 파괴 강도 및 큰 열 전도율을 가진 강의 용도에 관한 것이다. 여기서도, 합금 조성에 의한 열 균열 강도 또는 열 파괴 강도 및 열 전도율의 조절시 반대 경향이 논의된다. 0.3%를 초과하는 실리콘 함량 및 4.5%를 초과하는 크롬 함량은 특히 열 전도율과 관련해서 단점으로 나타난다. 발명에 따른 강 합금으로 제조된 롤링 재킷의 경화된 마르텐사이트 마이크로 구조를 세팅하기 위한 가능한 조치들이 설명된다.
EP 1300482 B1은 다음 특성을 가진, 특히 높은 온도에서 성형을 위한 공구용 열간 가공 공구강에 관한 것이다: 높아진 경도, 강도 및 인성 그리고 양호한 열 전도율, 높은 온도에서 개선된 내마모성 및 충격 부하에서 개선된 크리이프 파열 강도. 열 처리시 탄소(0.451 내지 0.598% C) 및 특수 탄화물 및 모노 탄화물 형성 원소(4.21 내지 4.98% Cr, 2.81 내지 3.29% Mo, 0.41 내지 0.69% V)의 좁은 한계의 특정 농도에 의해 소정 혼합 결정 경화 가능성이 커지고, 탄화물 경화, 또는 매트릭스 경도를 희생하고 더 거친 탄화물의 경도 증가식 분리가 억제될 수 있다. 탄화물 함량의 감소에 의한 열 전도율의 개선은 경계면 운동 및/또는 탄화물의 특성에 기인한다.
선행 기술에 공지된 공구강, 특히 열간 가공 공구강의 단점, 및 그것으로 제조되는 강 대상물의 단점은 많은 사용 분야에 있어 불충분한 열 전도율을 갖는다는 것이다. 또한, 지금까지는 강, 특히 열간 가공 공구강의 열 전도율을 의도한 바대로 세팅함으로써 각각의 사용 목적에 맞게 조절하는 것이 불가능했다.
이 발명의 목적은 강, 특히 열간 가공 공구강의 열 전도율을 의도대로 세팅할 수 있는 방법을 제공하는 것이다. 또한, 이 발명의 다른 목적은 선행 기술에 공지된 공구강(특히 열간 가공 공구강) 또는 강 대상물 보다 높은 열 전도율을 가진 공구강, 특히 열간 가공 공구강의 용도를 제공하는 것이다. 특히 이 발명에서 사용하는 공구강을 출원인의 이름을 따서 로발마 공구강(Rovalma tool steel)이라고 한다.
상기 목적은 방법과 관련해서는 청구항 1 내지 10의 특징을 가진 방법에 의해 달성된다. 공구강의 용도와 관련해서는 청구항 11의 특징을 가진 발명에 의해 달성된다, 기타 이 발명은 로발마 공구강의 조성과 로발마 공구강의 대상물에 대해서도 개시한다.
이 출원서에서, 강, 특히 열간 가공 공구강의 열 전도율을 세팅하기 위한 방법은 강의 내부 구조가 야금학적으로 규정대로 형성되고, 상기 내부 구조의 탄화물 성분은 규정된 전자 및 포논 밀도를 가지며 및/또는 상기 내부 구조의 결정 구조는 의도대로 형성된 격자 결함(defect)에 의해 결정된, 포논 및 전자 유동에 대한 평균 자유 경로 길이를 갖는 것을 특징으로 한다. 이 발명에 따른 해결책의 장점은, 강의 내부 구조가 전술한 방식으로 야금학적으로 규정대로 형성됨으로써, 강의 열 전도율이 의도대로 소정 크기로 세팅될 수 있다는 것이다. 이 발명에 따른 방법은 공구강 및 열간 가공 공구강의 실시예에 적합하다.
이 출원서의 다른 실시예에 따라, 강, 특히 열간 가공 공구강의 열 전도율을 세팅하기 위한, 특히 높이기 위한 이 발명에 따른 방법은 강의 내부 구조가 야금학적으로 규정대로 형성되며, 상기 내부 구조의 탄화물 성분은 높아진 전자 및 포논 밀도를 가지며 및/또는 상기 내부 구조는 탄화물 및 그것을 둘러싸는 금속 매트릭스의 결정 구조에서의 낮은 결함(defect) 함량에 의해 포논 및 전자 유동에 대한 커진 평균 자유 경로 길이를 갖는 것을 특징으로 한다. 이러한 이 발명에 따른 조치에 의해, 강의 열 전도율은 선행 기술에 공지된 강들에 비해 규정된 방식으로 세팅될 수 있고, 특히 공지된 열간 가공 공구강 보다 훨씬 높아질 수 있다.
바람직한 실시예에서, 강의 열 전도율은 실온에서 42 W/mK, 바람직하게는 48 W/mK, 특히 55 W/mK 보다 크게 세팅될 수 있다.
이 출원서에 따른 공구강(이하 "로발마 공구강"이라고 한다), 특히 열간 가공 공구강의 일 실시예는 하기 조성을 특징으로 한다:
0.26 내지 0.55 중량% C;
< 2 중량% Cr;
0 내지 10 중량% Mo;
0 내지 15 중량% W;
상기 W 및 Mo 의 함량 합계는 1.8 내지 15 중량%임;
개별적으로 또는 합해서 0 내지 3 중량% 탄화물 형성 원소들 Ti, Zr, Hf, Nb, Ta;
0 내지 4 중량% V;
0 내지 6 중량% Co;
0 내지 1.6 중량% Si;
0 내지 2 중량% Mn;
0 내지 2.99 중량% Ni;
0 내지 1 중량% S;
나머지: 철 및 불가피한 불순물.
탄소가 적어도 부분적으로 소위 탄소 당량 성분 질소(N) 및 붕소(B)로 치환될 수 있는 것으로 나타났기 때문에, 하기에 설명되는 화학적 조성을 가진 다른 실시예의 특징을 가진 공구강, 특히 열간 가공 공구강은 이 발명의 목적을 달성하는 데 사용된다.
로발마 공구강의 다른 실시예는 하기 조성을 특징으로 한다:
합해서 0.25 내지 1.00 중량% C 및 N;
< 2 중량% Cr;
0 내지 10 중량% Mo;
0 내지 15 중량% W;
상기 W 및 Mo 의 함량 합계는 1.8 내지 15 중량% 임;
개별적으로 또는 합해서 0 내지 3 중량% 탄화물 형성 원소들 Ti, Zr, Hf, Nb, Ta;
0 내지 4 중량% V;
0 내지 6 중량% Co;
0 내지 1.6 중량% Si;
0 내지 2 중량% Mn;
0 내지 2.99 중량% Ni;
0 내지 1 중량% S;
나머지: 철 및 불가피한 불순물.
로발마 공구강의 또 다른 실시예는 하기 조성을 특징으로 한다:
합해서 0.25 내지 1.00 중량% C, N 및 B;
< 2 중량% Cr;
0 내지 10 중량% Mo;
0 내지 15 중량% W;
상기 W 및 Mo 의 함량 합계는 1.8 내지 15 중량% 임;
개별적으로 또는 합해서 0 내지 3 중량% 탄화물 형성 원소들 Ti, Zr, Hf, Nb, Ta;
0 내지 4 중량% V;
0 내지 6 중량% Co;
0 내지 1.6 중량% Si;
0 내지 2 중량% Mn;
0 내지 2.99 중량% Ni;
0 내지 1 중량% S;
나머지: 철 및 불가피한 불순물.
이 발명에 따른 공구강의 특별한 장점은 선행 기술에 공지된 공구강 및 열간 가공 공구강에 비해 현저히 높은 열 전도율이다. 이 발명에 따른 공구강은 주성분으로서 철 외에, 원소들 C (또는 다른 실시예에 따라 C 및 N, 또 다른 실시예에 따라 C, N 및 B), Cr, Mo 및 W 를 앞에 제시한 범위로 포함하고 불가피한 불순물을 포함한다. 나머지 합금 원소들(합금 동반 원소)은 공구강의 선택적 성분인데, 그 이유는 그 함량이 경우에 따라 0 중량% 일 수 있기 때문이다.
도 1은 전형적인 공구강의 미세 구조 횡단면에서 탄화물 구조의 개략도.
도 2는 종래의 공구강에 비해 이 발명에 따른 열간 가공 공구강의 2개의 시편(F1 및 F5)의 내마모성.
도 3은 열간 성형 공정에 사용하기에 적합한 이 발명에 따른 공구강(열간 가공 공구강)의 크롬 함량에 대한 열 전도율의 의존도.
도 4는 이 발명에 따른 공구강의 다른 선택을 위한 크롬 함량에 대한 열 전도율의 의존도.
도 5는 예열된 공작물에서 2개의 공구강 플레이트와의 양면 접촉 동안 열 전도를 통한 열 방출을 나타낸 다이어그램.
도 2는 종래의 공구강에 비해 이 발명에 따른 열간 가공 공구강의 2개의 시편(F1 및 F5)의 내마모성.
도 3은 열간 성형 공정에 사용하기에 적합한 이 발명에 따른 공구강(열간 가공 공구강)의 크롬 함량에 대한 열 전도율의 의존도.
도 4는 이 발명에 따른 공구강의 다른 선택을 위한 크롬 함량에 대한 열 전도율의 의존도.
도 5는 예열된 공작물에서 2개의 공구강 플레이트와의 양면 접촉 동안 열 전도를 통한 열 방출을 나타낸 다이어그램.
여기에 설명된 해결책의 중요한 관점은 탄소를 바람직하게는 크롬도 고체 용액 상태에서 강 매트릭스로부터 분리하고, Fe3C 탄화물을 높은 열 전도율을 가진 탄화물로 치환하는 것이다. 크롬은 존재하지 않음으로써만 매트릭스로부터 분리될 수 있다. 탄소는 특히 탄화물 형성제와 결합될 수 있고, Mo 및 W는 가장 저렴한 원소이며, 원소 및 탄화물로서 비교적 높은 열 전도율을 갖는다.
공구강, 특히 열간 가공 공구강의 양자 역학적 시뮬레이션 모델에서, 탄소 및 크롬이 고체 용액 상태에서 매트릭스 변형을 일으키며, 이는 포논의 평균 자유 경로 길이를 단축시키는 것으로 나타났다. 결과적으로, 더 큰 탄성률 및 더 큰 열 팽창 계수가 나타난다. 전자 및 포논 산란에 대한 탄소의 영향도 적합한 시뮬레이션 모델에 의해 분석되었다. 이에 따라, 탄소 및 크롬이 감소된 매트릭스는 열 전도율의 상승에 바람직하다는 것이 입증된다. 매트릭스의 열 전도율이 전자 유동에 의해 좌우되는 한편, 탄화물의 전도율은 포논에 의해 결정된다. 고체 용액 상태에서, 크롬은 전자 유동에 의해 얻어지는 열 전도율에 대한 매우 부정적인 효과를 나타낸다.
로발마 공구강(특히 열간 가공 공구강)은 실온에서 42 W/mK를 초과하는 열 전도율, 바람직하게는 48 W/mK를 초과하는 열 전도율, 특히 55 W/mK를 초과하는 열 전도율을 가질 수 있다. 놀랍게도, 50 W/mK를 초과하는, 특히 약 55 내지 60 W/mK 및 그 이상의 열 전도율이 얻어질 수 있는 것으로 나타났다. 따라서, 이 발명에 따른 열간 가공 공구강의 열 전도율은 선행 기술에 공지된 열간 가공 공구강에서보다 거의 2배이다. 따라서, 여기에 설명된 강은 높은 열 전도율이 필요한 용도에 특히 적합하다. 선행 기술에 공지된 해결책에 비한 이 발명에 따른 공구강의 특별한 장점은 현저히 개선된 열 전도율에 있다.
특히 바람직한 실시예에서, 공구강의 열 전도율은 청구항 1 내지 청구항 10 중 어느 한 항에 따른 방법에 의해 세팅될 수 있다. 이로 인해, 공구강의 열 전도율은 용도에 따라 의도적으로 조절될 수 있다.
선택적으로, 공구강은 탄화물 형성 원소들 Ti, Zr, Hf, Nb, Ta를 개별적으로 또는 합해서 3 중량%까지의 양으로 포함할 수 있다. 원소들 Ti, Zr, Hf, Nb, Ta는 야금학에서 강한 탄화물 형성제로 공지되어 있다. 강한 탄화물 형성제는 공구강의 열 전도율의 상승과 관련해서 긍정적으로 작용하는 것으로 나타났는데, 그 이유는 이것이 고체 용액 상태에서 탄소를 매트릭스로부터 분리하는, 더 양호한 능력을 갖기 때문이다. 높은 열 전도율을 가진 탄화물은 공구강의 전도율을 더 높일 수 있다. 야금학으로부터, 하기 원소들이 탄화물 형성제로서 공지되어 있고, 그 탄소 친화도는 하기에서 커지는 순서로 배열된다: Cr, W, Mo, V, Ti, Nb, Ta, Zr, Hf.
이와 관련해서 비교적 큰, 따라서 길게 연장된 탄화물의 생성이 특히 바람직한데, 그 이유는 공구강의 전체 열 전도율이 부정적인 한계 효과를 가진 혼합 규칙을 따르기 때문이다. 탄소에 대한 원소의 친화도가 클수록, 비교적 큰 1차 탄화물을 형성하는 경향이 더 커진다. 그러나, 큰 탄화물은 공구강의 몇몇 기계적 특성에, 특히 그 인성에 어느 정도 불리하게 작용하기 때문에, 공구강의 각각의 사용 목적에 있어서 소정 기계적 특성과 열적 특성 사이의 적당한 절충이 이루어져야 한다.
선택적으로, 공구강은 합금 원소 바나듐을 4 중량% 까지의 함량으로 포함할 수 있다. 전술한 바와 같이, 바나듐은 미세한 탄화물 네트워크를 형성한다. 이로 인해, 공구강의 많은 기계적 특성이 많은 사용 목적을 위해 개선될 수 있다. 바나듐은 몰리브덴에 비해 높은 탄소 친화도를 가질 뿐만 아니라, 그 탄화물이 더 높은 열 전도율을 갖는다는 장점이 있다. 또한, 바나듐은 비교적 저렴한 원소이다. 그러나, 몰리브덴에 비한 바나듐의 단점은 고체 용액 상태에서 남아있는 바나듐이 공구강의 열 전도율에 대한 비교적 큰 부정적인 작용을 한다는 것이다. 이러한 이유 때문에, 공구강과 바나듐만을 합금하는 것은 바람직하지 않다.
선택적으로, 공구강은 고체 용액 고화를 위한 하나 또는 다수의 원소, 특히 Co, Ni, Si 및/또는 Mn을 포함할 수 있다. 선택적으로, 공구강이 Mn을 2 중량%까지의 함량으로 포함할 수 있다. 공구강의 내고온성을 개선하기 위해, 구체적인 용도에 따라 예컨대 6 중량%까지의 Co 함량이 바람직하다. 다른 바람직한 실시예에서, 공구강은 3 중량%까지의, 특히 2 중량%까지의 Co를 포함할 수 있다.
저온에서 공구강의 인성을 높이기 위해, 선택적으로 열간 가공 공구강이 Si 를 1.6 중량% 까지의 함량으로 포함할 수 있다.
공구강의 가공 가능성을 개선하기 위해, 공구강이 선택적으로 1 중량%까지의 황 S을 포함할 수 있다.
이 발명의 이해를 돕기 위해, 이하에서 이 발명에 따른 방법에 기초가 되는 높은 열 전도율을 가진 공구강(열간 가공 공구강)에 대한 새로운 야금학적 디자인 전략의 몇 가지 중요한 관점이 상세히 설명된다.
도 1에 개략적으로 도시된, 공구강의 금속 조직학적으로 준비된 시편의 주어진 횡단면에 대해, 광학적 이미지 분석 기술에 의해 마이크로 구조를 광- 및 래스터 전자 현미경으로 관찰할 때, 탄화물 Ac 및 매트릭스 재료 Am 의 면 분량을 양적으로 검출하는 것이 가능하다. 여기서, 큰 면적의 탄화물은 1차 탄화물(1)로서, 그리고 작은 면적의 탄화물은 2차 탄화물(2)로서 표시된다. 배경으로 도시된 매트릭스 재료는 도 1에서 도면 부호 3 으로 표시된다.
다른 마이크로 구조 성분을 무시하고, 공구강의 전체 표면(Atot)의 면적이 하기 식에 따라 양호한 근사치로 결정될 수 있다:
Atot = Am + Ac
간단한 수학적 변환에 의해 하기 식이 얻어진다:
(Am/Atot) + (Ac/Atot) = 1
상기 식의 가수는 혼합 규칙 항의 가중(weighting) 팩터로서 적합하다.
매트릭스 재료(3) 및 탄화물(1, 2)이 열 전도율과 관련해서 상이한 특성을 갖는다고 전제하면, 이 시스템의 적분 총 열 전도율 λint 은 이러한 혼합 규칙 항에 따라 하기와 같이 표시될 수 있다:
λint = (Am/Atot)* λm + (Ac/Atot) * λc
상기 식에서, λm 은 매트릭스 재료(3)의 열 전도율이고, λc 는 탄화물(1, 2)의 열 전도율이다.
상기 식은 이 발명의 현상학적 이해에 적합한, 간단한 시스템 개념을 나타낸다.
전체 시스템의 적분 열 전도율의 현실적인 수학적 모델링은 예컨대 소위 효과적인 매체 이론(EMT)을 적용해서 이루어질 수 있다. 이러한 항에 의해, 공구강의 마이크로 구조 구성은 등방성 열 전도율을 가진 매트릭스 재료에 매립된, 마찬가지로 등방성인 다른 열 전도율을 가지며 탄화물 특성을 나타내는 구형 개별 구조 요소들로 이루어진 결합 시스템으로 표시된다:
λint = λm + fc*λint*(3*(λc-λm)/(2*λint+λc)
상기 식에서, fc 는 탄화물(1, 2)의 부피부를 나타낸다.
그러나, 상기 식이 명확하게 풀릴 수 없기 때문에, 제한적으로만 의도된 시스템 디자인에 사용될 수 있다. 시스템 열 전도율 λint 의 최대화가 중요하면, 앞에 나타낸 혼합 규칙으로부터, 시스템 열 전도율 λint 의 그러한 최대화는 개별 시스템 성분 λc 및 λm 의 열 전도율이 각각 최대화될 때 이루어질 수 있다는 것이 도출될 수 있다.
이 발명에서는, 탄화물의 부피부(fc)가 2개의 열 전도율 λc 및 λm 중 어느 것이 더 중요한지를 결정하는 것이 매우 중요하다.
탄화물의 양은 기계적 내성, 특히 공구강의 내마모성에 대한, 용도에 따른 요구에 의해 규정된다. 특히, 이 발명에 따라 개발된 공구강의 상이한 주요 적용 분야에 대한 탄화물 구조와 관련해서, 상이한 디자인 요구가 주어진다.
알루미늄 다이캐스팅의 분야에서는, 접촉 관련된 마모 메커니즘, 특히 마멸에 의한 마모 부하가 비교적 적다. 따라서, 높은 내마모성 마이크로 구조 성분으로서 큰 면적의 1차 탄화물의 존재가 반드시 필요한 것은 아니다. 탄화물 fc의 부피부는 주로 2차 탄화물에 의해 결정된다. 따라서, fc 의 양은 비교적 적다.
프레스 경화 및 몰드 경화의 개념적 변형예를 포함하는 열간 시트 성형시, 공구는 접착성 및 마찰성 성형 동안 접촉 관련된 마모 메커니즘에 의한 높은 부하를 받는다. 따라서, 큰 면적의 1차 탄화물이 많이 요구되는데, 그 이유는 상기 1차 탄화물이 이러한 마모 메커니즘에 대한 내성을 높일 수 있기 때문이다. 이러한 1차 탄화물이 많은 마이크로 구조로 인해, fc 의 값이 커진다.
탄화물 구조와 관계없이, 모든 시스템 성분의 열 전도율의 최대화가 중요하다. 탄화물 형성에 대한, 용도에 따른 디자인 요구에 의해, 전체 시스템의 적분 열 전도율에 미치는 시스템 성분의 열 전도율의 영향이 가중된다.
이러한 접근 방식은 열 전도율을 항상 적분 물리적 재료 특성으로 보는 선행 기술과는 매우 상이하다. 선행 기술에서는 열 전도율에 대한 개별 합금 원소의 영향이 검출됨으로써, 상기 독특한 방식이 항상 적분 특성의 결정에 의해 이루어지는 것이 중요하다. 마이크로 구조의 형성에 대한, 즉 탄화물 구조 및 매트릭스에 대한 이러한 합금 원소의 영향을 고려하고, 그로부터 생기는, 상기 마이크로 구조의 시스템 원소에 대한 물리적 특성 변화를 고려하는 것은 지금까지는 없었고, 따라서 선행 기술에서는 공구강에 대해 야금학적 디자인 컨셉이 출발점이 되지 않았다.
이러한 적분 디자인 관점 하에서, 크롬 함량의 감소 및 몰리브덴 함량의 증가가 적분 열 전도율을 개선하는 것으로 나타났다. 이러한 야금학적 디자인에 따라 개발된 공구강은 통상적으로 30 W/mK의 열 전도율을 갖는다. 이는 24 W/mK의 열 전도율에 비해 25%의 증가를 나타낸다. 이러한 증가는 선행 기술에서 효과적인 특성 개선으로 본다.
지금까지는, 크롬 함량을 더 감소하는 것이 열 전도율의 현저히 개선할 수 없다는 것이 전제되었다. 크롬 함량을 더 감소시키는 것은 추가로 열간 가공 공구강의 내식성을 감소시키기 때문에, 상응하는 야금학적 설명이 새로운 공구강의 디자인과 관련해서 더 이상 연구되고 실시되지 않았다.
로발마 공구강에 따른 조성을 가진 이 발명에 따른 공구강에서, 열 전도율의 현저한 개선을 위해, 정확히 규정된 방식으로 마이크로 구조의 시스템 성분의 열 전도율을 형성함으로써 공구강의 적분 열 전도율을 현저히 개선할 수 있는, 완전히 새로운 야금학적 컨셉이 적용된다. 여기에 제시된 야금학적 컨셉의 중요한 기본 사상은 바람직한 탄화물 형성제가 몰리브덴 및 텅스텐이고, 순수한 탄화물의 결정 구조에 생긴 장해에 의한 포논의 평균 자유 경로 길이의 연장으로 인한 상기 탄화물에 용해된 크롬의 적은 양 때문에, 열 전달 특성이 불리하게 영향을 받는다는 것이다.
이러한 새로운 야금학적 디자인에 의해, 바람직하게는 실온에서 열간 가공 공구강의 적분 열 전도율이 66 W/mK 까지 및 그 이상일 수 있다. 이는 선행 기술에 공지된 모든 컨셉의 상승률을 약 10 배 초과한다. 선행 기술에서의 해결책들 중 어느 것도 열 전도율의 개선을 목표로 열간 가공 공구강에 대한 크롬 함량을 유사하게 감소시키지 않는다.
이 발명에 따른 화학적 조성과 유사한 낮은 크롬 함량이 제공되는 경우에는, 열 전도율의 조절이 아니라, 다른 기능적 목표 설정, 예컨대 JP 04147706에서와 같이 상기 범위에서 내산화성의 감소에 의한 강 표면에서 산화층의 의도된 형성이 중요하다.
재료의 순도가 높아질수록 그 열 전도율이 높아진다는 것은 선행 기술에 공지되어 있다. 모든 불순물(즉, 금속 재료의 경우 모든 합금 원소의 첨가)은 무조건 열 전도율의 감소를 야기한다. 순수한 철은 예컨대 80 W/mK의 열 전도율을 가지며, 약간의 불순물을 가진 철은 70 W/mK 미만의 열 전도율을 갖는다. 탄소(0.25 부피%) 및 다른 합금 원소, 예컨대 망간(0.08 부피%)의 최소 첨가는 강에서 60 W/mK의 열 전도율을 야기한다.
그럼에도, 이 발명에 따른 조치에 의해 놀랍게도, 다른 합금 원소들, 예컨대 몰리브덴 또는 텅스텐의 첨가에도 불구하고 70 W/mK 까지의 열 전도율이 얻어질 수 있다. 이러한 예상치 않은 효과의 원인은 이 발명에 따라 탄소를 용액 중의 매트릭스에서 가급적 멀리 보내는 것이 아니라, 탄소를 강한 탄화물 형성제에 의해 탄화물에 결합하여 높은 열 전도율을 가진 탄화물을 사용한다는 목표가 설정된다는데 있다.
탄화물을 집중적으로 고찰하면, 열 전도율을 최종적으로 조절하는 것이 포논 전도율이라는 것을 알 수 있다. 이를 개선하려면, 정확히 여기에서 조정이 이루어져야 한다. 그러나, 몇몇 탄화물, 특히 높은 금속 함량을 가진 고용융 탄화물, 예컨대 W6C 또는 Mo3C은 매우 높은 밀도의 전도성 전자를 갖는다. 최근 연구에서, 그러한 탄화물에 매우 적은 양의 크롬을 첨가하면, 결정 격자 구조의 심한 장해가 일어나고, 따라서 포논 유동에 대한 평균 자유 경로 길이가 현저히 연장되는 것으로 나타났다. 결과적으로 열 전도율이 감소한다. 이는 크롬 함량의 감소가 공구강의 열 전도율을 향상시킨다는 명백한 결론을 야기한다.
또한, 몰리브덴 및 텅스텐은 바람직한 탄화물 형성제로서 고려되어야 한다. 이와 관련해서, 몰리브덴이 특히 바람직한데, 그 이유는 텅스텐보다 훨씬 더 강한 탄화물 형성제이기 때문이다. 매트릭스 내에 몰리브덴의 농축의 효과는 매트릭스 내에서 개선된 전자 전도성을 야기하고, 그에 따라 전체 시스템의 적분 열 전도율을 더욱 개선한다.
전술한 바와 같이, 너무 낮은 크롬 함량은 공구강의 내식성을 떨어뜨린다. 이것이 특정 용도에 대해 불리할지라도, 이 발명에 따라 형성된 공구강의 주요 용도에 있어서 높은 산화 경향은 기능상 단점이 아닌데, 그 이유는 추가의 내식 조치가 기존 작동 과정의 구성 부분이기 때문이다.
예컨대 알루미늄 다이캐스팅에 사용할 때, 액상 알루미늄이 충분한 내식성을 가지면, 열간 시트 성형의 영역에서 공구의 표면 에지 층이 내마모를 위해 질화된다. 내식성 윤활제 및 냉각 및 분리제도 내식에 기여한다. 추가로, 매우 얇은 보호층이 전기 도금 법으로 또는 진공 코팅 법으로 제공될 수 있다.
여기에 설명된 공구강(특히 열간 가공 공구강)을 강 대상물, 특히 열간 가공 공구의 제조를 위한 재료로서 이 발명에 따라 사용하는 것은 지금까지 상응하는 열간 가공 공구강 대상물의 재료로서 사용되었던, 선행 기술에 공지된 열간 가공 공구강에 비해, 많은 그리고 부분적으로 매우 괄목할 만한 장점을 갖는다.
이 발명에 따른 공구강(특히 열간 가공 공구강)으로 제조된 공구의 높은 열 전도율은 예컨대 공작물의 가공/제조시 사이클 시간의 감소를 허용한다. 다른 장점은 공구의 표면 온도의 현저한 감소 및 표면 온도 기울기의 감소에 있고, 이로부터 공구의 긴 수명에 대한 괄목할 만한 효과가 나타난다. 이는 특히 공구 손상이 열 피로, 열 충격 또는 용접에 기인하는 경우이다. 이는 특히 알루미늄 다이캐스팅에 사용되는 공구에 관련된다.
또한, 이 발명에 따른 공구강(특히 열간 가공 공구강)의 나머지 기계적 및/또는 열적 특성이 선행 기술에 공지된 공구강에 비해 개선되거나 또는 적어도 변하지 않는다. 탄성률은 예컨대 감소될 수 있으며, 이 발명에 따른 공구강(특히 열간 가공 공구강)의 밀도는 종래의 열간 가공 공구강에 비해 높아질 수 있고, 열 팽창 계수는 감소될 수 있다. 많은 용도에서, 다른 개선, 예컨대 높은 온도에서 기계적 강도 상승 또는 내마모성 증가가 얻어진다.
바람직한 실시예에서, 공구강은 1.5 중량% 미만의 Cr, 바람직하게는 1 중량% 미만의 Cr을 포함한다. 특히 바람직한 실시예에서, 공구강은 0.5 중량% 미만의 Cr, 바람직하게는 0.2 중량% 미만의, 특히 0.1 중량% 미만의 Cr을 포함할 수 있다.
전술한 바와 같이, 공구강의 매트릭스 내에 고체 용액 상태의 크롬의 존재는 그 열 전도율에 부정적으로 작용한다. 공구강의 크롬 함량의 증가에 의한 열 전도율에 대한 이러한 부정적 효과의 강도는 0.4 중량% 미만의 Cr의 인터벌 동안 최대이다. 공구강의 열 전도율에 대한 부정적 효과의 강도 감소에 있어서의 인터벌 등급화는 0.4 중량% 보다 크고 1 중량% 보다 작은 그리고 1 중량% 보다 크고 2 중량% 보다 작은 2개의 인터벌에서 바람직하다. 공구강(열간 가공 공구강)의 내산화성이 중요한 용도의 경우, 예컨대 열 전도율 및 내산화성과 관련해서 공구강에 주어지며 최적화된 중량 퍼센트의 크롬에 반영되는 요구가 고려될 수 있다. 일반적으로, 약 0.8 중량% 크롬의 함량은 공구강에 양호한 내식성을 제공한다. 약 0.8 중량% 크롬의 함량을 넘어서는 첨가는, 크롬이 탄화물로 바람직하지 않게 용해되는 결과를 초래할 수 있다.
바람직한 실시예에서, 공구강의 몰리브덴 함량은 0.5 내지 7 중량%, 특히 1 내지 7 중량% 일 수 있다. 저렴한 탄화물 형성제 중에서 몰리브덴은 비교적 높은 탄소 친화도를 갖는다. 게다가, 몰리브덴 탄화물은 철- 및 크롬 탄화물보다 높은 열 전도율을 갖는다. 또한, 고체 용액 상태의 몰리브덴은 고체 용액 상태의 크롬에 비해 공구강의 열 전도율에 대한 훨씬 더 적은 부정적 효과를 갖는다. 이러한 이유 때문에, 몰리브덴은 많은 용도에 적합한 탄화물 형성제에 포함된다. 높은 인성을 필요로 하는 용도에서는, 작은 2차 탄화물을 가진 다른 탄화물 형성제, 예컨대 바나듐(몰리브덴의 200 nm 까지 크기의 콜로니에 비해 약 1 내지 15 nm 크기의 콜로니)이 바람직하다.
몰리브덴은 많은 용도에서 텅스텐으로 치환될 수 있다. 텅스텐의 탄소 친화도가 약간 더 적고, 텅스텐 탄화물의 열 전도율이 훨씬 더 크다.
다른 특히 바람직한 실시예에서, Mo, W 및 V의 함량은 합해서 2 내지 10 중량% 일 수 있다. 상기 3개의 원소를 합한 함량은 특히 소정 탄화물 수, 즉 각각의 용도 요구에 의존한다.
공구강, 특히 열간 가공 공구강의 불순물은 원소들 Cu, P, Bi, Ca, As, Sn 또는 Pb 중 하나 또는 다수를 개별적으로 또는 합해서 최대 1 중량%의 함량으로 포함할 수 있다. 특히, Cu는 Co, Ni, Si 및 Mn과 더불어 고체 용액 고화를 위한 다른 적합한 원소이므로, 합금 중 적은 양의 Cu가 경우에 따라 바람직할 수 있다. 선택적으로 최대 1 중량%의 함량으로 존재할 수 있는 S와 더불어, 원소들 Ca, Bi 또는 As가 공구강의 가공 가능성을 간소화시킬 수 있다.
합금을 형성하는 탄화물의 높은 온도에서 공구강의 기계적 안정성도 중요하다. 이와 관련해서, 예컨대 Mo 및 W 탄화물은 기계적 안정성 및 강도 특성과 관련해서 크롬 탄화물 및 철 탄화물보다 더 바람직하다. 매트릭스 내의 탄소 함량의 감소와 함께 크롬의 감소는 특히, 이것이 텅스텐 탄화물 및/또는 몰리브덴 탄화물에 의해 이루어지는 경우, 열 전도율을 개선한다.
여기에 제시된 공구강(특히 열간 가공 공구강)을 제조하는 방법은 그것의 열적 및 기계적 특성에 대한 중요한 역할을 한다. 제조 방법의 의도된 선택에 의해, 공구강의 기계적 및/또는 열적 특성이 의도대로 변경됨으로써, 각각의 사용 목적에 맞춰질 수 있다.
이 발명의 범주에서 설명된 공구강은 예컨대 분말 야금학(즉, 등압 프레스)에 의해 제조될 수 있다. 예컨대, 이 발명에 따른 공구강은 진공 유도 용융에 의해 또는 퍼니스 용융에 의해 제조될 수 있다. 놀랍게도, 각각 선택된 제조 방법이 결과하는 탄화물 크기에 영향을 줄 수 있으며, 탄화물 크기는 전술한 바와 같이 공구강의 열 전도율 및 기계적 특성에 작용할 수 있다.
공구강은 또한 공지된 드레싱 방법, 예컨대 VAR 방법(VAR=Vacuum Arc Remelting; Vakuum-Lichtbogenumschmelzen), AOD-방법(AOD= Argon Oxygen Decarburation; Argon-Sauerstoff-Entkohlung), 또는 소위 ESR-방법(ESR: Eletro Slag Remelting)에 의해 드레싱될 수 있다.
이 발명에 따른 공구강은 예컨대 샌드 캐스팅 또는 정밀 캐스팅에 의해 제조될 수 있다. 이 발명에 따른 공구강은 고온 프레스 또는 다른 분말 야금 방법(소결, 냉간 프레스, 등압 프레스)에 의해 제조될 수 있고, 열역학적 공정(단조, 롤링, 압출)을 적용한 또는 적용하지 않은 상기 모든 제조 방법으로 제조될 수 있다. 틱소 캐스팅(thixo casting), 플라즈마- 또는 레이저 코팅 및 국부적 소결과 같은 적은 수의 종래 제조 방법이 사용될 수 있다. 부피 내에서 변하는 조성을 가진 대상물을 공구강으로 제조하기 위해, 바람직하게 분말 혼합물의 소결이 사용될 수 있다.
이 발명의 범주에서 개발된 강은 용접 추가 재료로서 사용될 수 있다(예컨대 레이저 용접을 위한 분말 형태로, 금속 불활성 가스 용접(MIG- 용접), 금속 액티브 가스 용접(MAG-용접), 텅스텐 불활성 가스 용접(WIG-용접) 또는 케이싱되지 않은 전극에 의한 용접을 위한 로드 또는 프로파일로서).
청구항 11에 따라, 로발마 공구강, 특히 열간 가공 공구강을 실온에서 42 W/mK 보다 큰 열 전도율, 바람직하게는 48 W/mK 보다 큰 열 전도율, 특히 55 W/mk 보다 큰 열 전도율을 가진 열간 가공 공구강 대상물, 특히 열간 가공 공구의 제조를 위한 재료로서 사용하는 것이 제시된다.
이 출원서에 따른 강 대상물은 로발마 공구강, 특히 열간 가공 공구강으로 이루어진다.
바람직한 실시예에서, 강 대상물은 그 전체 부피에 걸쳐 일정한 열 전도율을 가질 수 있다. 특히, 이 실시예에서 강 대상물은 완전히 이 출원서의 로발마 공구강, 특히 열간 가공 공구강으로 이루어질 수 있다.
특히 바람직한 실시예에서, 강 대상물은 적어도 부분적으로 변하는 열 전도율을 가질 수 있다.
특히 바람직한 실시예에 따라, 강 대상물은 실온에서 적어도 부분적으로 42 W/mK 보다 큰 열 전도율, 바람직하게는 48 W/mK 보다 큰 열 전도율, 특히 55 W/mK 보다 큰 열 전도율을 가질 수 있다. 강 대상물은 실온에서 그 전체 부피에 걸쳐 42 W/mK 보다 큰 열 전도율, 바람직하게는 48 W/mK 보다 큰 열 전도율, 특히 55 W/mK 보다 큰 열 전도율을 가질 수 있다.
강 대상물은 바람직한 실시예에서, 예컨대 금속의 압축 성형, 전단 성형 또는 절곡 성형 공정, 바람직하게는 해머 단조 공정, 다이 단조 공정, 틱소 단조 공정, 압출 공정, 다이 절곡 공정, 롤 성형 공정 또는 플랫-, 프로파일- 및 주조 롤링 공정의 성형 공구일 수 있다.
강 대상물은 다른 바람직한 실시예에서 금속의 인장 압축 성형 및 인장 성형 공정, 바람직하게는 프레스 경화 공정, 몰드 경화 공정, 딥 드로잉 공정, 스트레치 성형 공정 및 칼라 성형 공정의 성형 공구일 수 있다.
다른 바람직한 실시예에서, 강 대상물은 예컨대 금속 출발 재료의 성형 공정, 바람직하게는 다이캐스팅 공정, 진공 다이캐스팅 공정, 틱소 주조 공정, 주조 롤링 공정, 소결 공정 및 고온 등압 프레스 공정의 성형 공구일 수 있다.
또한, 강 대상물은 폴리머 출발 재료의 성형 공정, 바람직하게는 사출 성형 공정, 압출 공정 및 압출 블로잉 공정의 성형 공구이거나, 또는 세라믹 출발 재료의 성형 공정, 바람직하게는 소결 공정의 성형 공구일 수 있다.
다른 바람직한 실시예에서, 강 대상물은 에너지 발생 및 에너지 변환 기계 및 장치용 부품, 바람직하게는 내연기관, 반응기, 열 교환기 및 제너레이터용 부품일 수 있다.
또한, 강 대상물은 화학적 공정 기술의 기계 및 장치용 부품, 바람직하게는 화학적 반응기용 부품일 수 있다.
이 발명의 다른 특징 및 장점은 첨부한 도면을 참고로 하는 하기의 바람직한 실시예 설명에 제시된다.
먼저, 상이한 사용 목적에 적합한 로발마 공구강(열간 가공 공구강)의 5개의 실시예를 상세히 설명한다.
실시예
1
강 시트의 열간 성형("열간 스탬핑")에 사용되는 공구(열간 가공 공구강 대상물)를 제조하기 위해, 하기 조성을 가진 열간 가공 공구강의 사용이 특히 바람직한 것으로 밝혀졌다:
0.32 내지 0.5 중량% C;
1 중량% 미만 Cr;
0 내지 4 중량% V;
0 내지 10 중량%, 특히 3 내지 7 중량% Mo;
0 내지 15 중량%, 특히 2 내지 8 중량% W;
상기 Mo 및 W 의 함량 합계는 5 내지 15 중량% 임.
또한, 열간 가공 공구강은 불가피한 불순물 및 주성분으로서 철을 포함한다. 선택적으로, 열간 가공 공구강은 강한 탄화물 형성제, 예컨대 Ti, Zr, Hf, Nb, Ta 를 개별적으로 또는 합해서 3 중량% 까지의 함량으로 포함한다. 이 용도의 경우, 열간 가공 공구강으로 제조된 공구의 내마모성이 특히 중요하다. 따라서, 형성된 1차 탄화물의 부피가 가급적 커야 한다.
실시예
2
알루미늄 다이캐스팅은 최근에 공구 제조를 위해 사용되는 열간 가공 공구강의 특성이 경쟁력에 대한 중요한 역할을 하는 매우 중요한 시장이다. 다이캐스팅 공구의 제조를 위해 사용되는 열간 가공 공구강의 높은 온도에서의 기계적 특성이 특히 중요하다. 이러한 경우, 높은 열 전도율의 장점이 특히 중요한데, 그 이유는 사이클 시간의 감소가 가능해질 뿐만 아니라, 공구의 표면 온도 및 공구에서의 온도 기울기가 감소하기 때문이다. 공구의 내구성에 대한 긍정적인 효과는 매우 크다. 다이캐스팅 용도에서, 특히 알루미늄 다이캐스팅과 관련해서, 상응하는 공구의 제조를 위한 재료로서 하기 조성을 가진 열간 가공 공구강을 사용하는 것이 특히 바람직하다:
0.3 내지 0.42 중량% C;
2 중량% 미만, 특히 1 중량% 미만 Cr;
0 내지 6 중량%, 특히 2.5 내지 4.5 중량% Mo;
0 내지 6 중량%, 특히 1 내지 2.5 중량% W;
상기 Mo 와 W 의 함량 합계는 3.2 내지 5.5 중량% 임;
0 내지 1.5 중량%, 특히 0 내지 1 중량% V.
또한, 열간 가공 공구강은 철(주성분으로서) 및 불가피한 불순물을 포함한다. 선택적으로 열간 가공 공구강은 강한 탄화물 형성제, 예컨대 Ti, Zr, Hf, Nb, Ta 를 개별적으로 또는 합해서 3 중량% 까지의 함량으로 포함할 수 있다.
알루미늄 다이캐스팅 용도의 경우, Fe3C는 가급적 존재하지 않아야 한다. Mo 및 W가 첨가된 Cr 및 V는 Fe3C 를 치환하기에 바람직한 원소들이다. 그러나, Cr은 Mo 및/또는 W로도 바람직하게 치환된다. 많은 용도에서 바나듐을 바람직하게는 완전히 또는 적어도 부분적으로 치환하기 위해, 마찬가지로 W 및/또는 Mo가 사용될 수 있다. 대안으로서, 더 강한 탄화물 형성제, 예컨대 Ti, Zr, Hf, Nb 또는 Ta 가 사용될 수 있다. 탄화물 형성제 및 그 성분의 선택은 열간 가공 공구강으로 제조되는 공구의 열적 및/또는 기계적 특성과 관련한 구체적인 용도 및 요구에 의존한다.
실시예
3
비교적 높은 용융점을 가진 합금을 다이캐스팅하는 경우, 상응하는 공구의 제조를 위해 하기 조성을 가진 열간 가공 공구강을 사용하는 것이 바람직하다:
0.25 내지 0.4 중량% C;
2 중량% 미만, 특히 1 중량% 미만 Cr;
0 내지 5 중량%, 특히 2.5 내지 4.5 중량% Mo;
0 내지 5 중량%, 특히 0 내지 3 중량% W;
상기 Mo 및 W의 함량 합계는 3 내지 5.2 중량% 임;
0 내지 1 중량%, 특히 0 내지 0.6 중량% V.
열간 가공 공구강은 또한 불가피한 불순물 및 주성분으로서 철을 포함한다. 선택적으로, 열간 가공 공구강은 강한 탄화물 형성제, 예컨대 Ti, Zr, Hf, Nb, Ta를 개별적으로 또는 합해서 3 중량% 까지의 함량으로 포함할 수 있다. 이 용도에서는 열간 가공 공구강의 더 큰 인성이 필요하므로, 1차 탄화물은 가급적 완전히 억제되어야 하고, 따라서 안정한 탄화물 형성제가 바람직하다.
실시예
4
플라스틱 사출 성형시 및 비교적 낮은 용융점을 가진 합금의 다이캐스팅시, 상응하는 공구의 제조를 위해 하기 조성을 가진 열간 가공 공구강을 사용하는 것이 특히 바람직하다:
0.4 내지 0.55 중량% C;
2 중량% 미만, 특히 1 중량% 미만 Cr;
0 내지 4 중량%, 특히 0.5 내지 2 중량% Mo;
0 내지 4 중량%, 특히 0 내지 1.5 중량% W;
상기 Mo 및 W의 함량 합계는 2 내지 4 중량% 임;
0 내지 1.5 중량% V.
열간 가공 공구강은 또한 주성분으로서 철 및 불가피한 불순물을 포함한다. 선택적으로, 열간 가공 공구강은 강한 탄화물 형성제, 예컨대 Ti, Zr, Hf, Nb, Ta를 개별적으로 또는 합해서 3 중량% 까지의 함량으로 포함할 수 있다. 이 용도에서는 바나듐의 함량이 가급적 적어야 한다. 바람직하게는 열간 가공 공구강의 바나듐 함량이 1 중량% 미만, 특히 0.5 중량% 미만, 특히 바람직한 실시예에서는 0.25 중량% 미만일 수 있다.
공구의 기계적 특성과 관련한 요구는 사출 성형시 비교적 적다. 약 1500 MPa의 기계적 강도면 일반적으로 충분하다. 더 높은 열 전도율은 사출 성형 부품의 제조시 사이클 시간을 단축할 수 있으므로, 사출 성형 부품의 제조를 위한 비용이 줄어들 수 있다.
실시예
5
열간 단조시, 상응하는 공구의 제조를 위해 하기 조성을 가진 열간 가공 공구강을 사용하는 것이 특히 바람직하다:
0.4 내지 0.55 중량% C;
1 중량% 미만 Cr,
0 내지 10 중량%, 특히 3 내지 5 중량% Mo;
0 내지 7 중량%, 특히 2 내지 4 중량% W;
상기 Mo 및 W의 함량 합계는 6 내지 10 중량% 임;
0 내지 3 중량%, 특히 0.7 내지 1.5 중량% V.
또한, 열간 가공 공구강은 주성분으로서 철 및 불가피한 불순물을 포함한다. 선택적으로 열간 가공 공구강은 강한 탄화물 형성제, 예컨대 Ti, Zr, Hf, Nb, Ta를 개별적으로 또는 합해서 3 중량% 까지의 함량으로 포함할 수 있다.
바람직하게 이 실시예에서 열간 가공 공구강은 고체 용액 고화를 위한 원소들, 특히 Co, Ni, Si, Cu 및 Mn을 포함할 수 있다. 특히, 공구의 내고온성을 개선하기 위해, 6 중량% 까지의 Co 함량이 바람직한 것으로 나타났다.
다수의 상이한 용도에 적합한, 여기에 예시적으로 설명된 열간 가공 공구강에 의해, 공지된 열간 가공 공구강의 열 전도율의 약 2배인 열 전도율이 얻어질 수 있다.
표 1에는 종래의 공구강에 비한 이 발명에 따른 열간 가공 공구강의 5개의 예시적 시편(시편 F1 내지 시편 F5)의 열 탄성 특성 값이 제시된다. 예컨대, 열간 가공 공구강은 공지된 공구강보다 큰 밀도를 갖는 것으로 나타난다. 또한, 이 발명에 따른 열간 가공 공구강의 시편의 열 전도율은 종래의 공구강에 비해 현저히 커진다는 결론이 나타난다.
표 2에는 종래의 공구강에 비한 이 발명에 따른 2개의 열간 가공 공구강 시편(시편 F1 및 F5)의 기계적 특성이 제시된다.
도 2에는 종래의 공구강에 비한 열간 가공 공구강의 2개의 시편(F1 및 F5)의 내마모성이 나타난다. 여기서, 내마모성은 상응하는 강으로 제조된 핀, 및 USIBOR-1500P 시트로 이루어진 디스크에 의해 측정되었다. 시편 "1.2344" 은 기준 시편(내마모성: 100%)이다. 따라서, 200%의 내마모성을 가진 재료는 기준 시편보다 2배 높은 내마모성을 갖기 때문에, 마모 테스트 과정을 실시하는 동안 1/2의 중량 손실만을 갖는다. 대부분의 공지된 강에 비해 이 발명에 따른 열간 가공 공구강의 시편은 매우 높은 내마모성을 갖는 것으로 나타났다.
이하에서, 이 발명에 따른 공구강, 특히 열간 가공 공구강의 다른 바람직한 실시예 및 그 특성이 상세히 설명된다.
열 전도율은 재료 또는 부품의 열 전달 특성을 나타내는 가장 중요한 열 물리학적 재료 파라미터이다. 열 전도율의 정확한 측정을 위해, 소위 "레이저 플래시 기술(LFA)이 신속한, 다방면의, 정확한 절대 방법으로 알려져 있다. 상응하는 테스트 규정은 표준 DIN 30905 및 DIN EN 821에 규정되어 있다. 본 측정을 위해, NETZSCH-Geraetebau GmbH(독일 95100 Selb/Bayern Wittelsbacherstrasse 42 소재)의 LFA 457 MicroFlash® 가 사용된다.
측정된 열 전도율 a 및 비열 cp 및 시편에 따른 방식으로(sample-specific) 측정된 밀도 p로 부터 열 전도율 λ이 하기 식을 기초로
λ = p·cp·a
매우 간단히 결정될 수 있다.
도 3에는 표 3에서 FC 또는 FC+xCr로 표시된 화학적 조성의 공구강을 선택하는 경우, 상기 방법에 따라 측정된, 중량 부 크롬에 대한 열 전도율의 의존도가 도시된다. 여기서, 조성은 특히 합금 원소인 크롬의 중량 퍼센트에 있어 상이하다.
상기 강들은 1차 탄화물의 비교적 큰 부피부에 의해 이 발명에 따라 가능한 소정 열 전도율의 세팅 외에 추가로 마찰성 및 접착성 마모에 대한 높은 저항을 갖기 때문에, 예컨대 열간 성형 공정에서 전형적으로 나타나는 높은 기계적 부하에 적합하다.
도 4에는 표 4에서 FM 또는 FM+xCr로 표시된 화학적 조성의 공구강을 선택하는 경우, 상기 방법에 따라 측정된, 중량 부 크롬에 대한 열 전도율의 의존도가 도시된다. 여기서, 조성은 특히 합금 원소인 크롬의 중량 퍼센트에 있어 상이하다. 이 공구강들은 특히 다이캐스팅 공정에 사용하기에 적합한데, 그 이유는 그들이 비교적 적은 양의 1차 탄화물을 특징으로 하기 때문이다.
표 5에는 공정 특성의 비교 분석을 위한 이 발명에 따른 공구강 F의 화학적 조성이 나타난다.
특히 열간 시트 성형시 주어지는 바와 같은 공정에 가까운 조건 하에서, DIN 17350 EN ISO 4957에 따른 기호 1.2344를 가진 종래의 공구강에 비해, 표 5에 F로 표시된 화학적 조성을 가진 공구강에 의해, 예열을 통해 공작물 내에 저장된 열의 방출이 가속된다는 것이 고온계에 의한 온도 측정에 의해 밝혀질 수 있다. 고온계에 의한 온도 측정의 결과는 도 5에 제시된다.
이 공정에서 통상적인 약 200 ℃의 공구 온도가 고려되면, 여기에 사용된 이 발명에 따른 공구강을 통해 약 50%의 냉각 지속 시간의 단축이 이루어질 수 있다.
화학적 조성의 적합한 선택에 의해 열 전도율을 기본적으로 세팅하는 관점과 더불어, 이 발명은 규정된 열 처리에 의한 미세 조절의 관점도 포함한다.
표 6에는 표 5에 나타난 화학적 조성을 가진 합금 변형예 F 및 표 3에 나타난 화학적 조성을 가진 합금 변형예 FC 에 대한 상이한 열 처리 조건이 열 전도율에 미치는 영향이 예시적으로 나타난다.
열 처리에 따라 상이하게 세팅되는 열 전도율에 대한 원인은 이로 인해 달라지는 탄화물의 부피부 및 그것의 변화된 분포 및 형태학(morphology)에 있다.
전술한 바와 같이, 이 발명에 따른 합금의 화학적 조성에서 열 전도율의 증가와 관련해서, 탄소 당량 성분 N 및 B(탄소 당량 xCeq = xC + 0.86·xN + 1.2·xB, 상기 식에서 xC는 C의 중량%이고, xN은 N의 중량 퍼센트이며, xB는 B의 중량 퍼센트임)를 포함하는 탄소의 중량부는 용액 중의 매트릭스에 가급적 적은 탄소가 남도록 조절되어야 한다. 동일한 것이 몰리브덴 xMO(%Mo) 및 텅스텐 xW(%W)의 중량부에도 적용된다; 이것은 매트릭스 내에 용해된 형태로 남는 있는 것이 아니라 탄화물 형성에 기여해야 한다. 이는 유사한 형태로 다른 모든 원소에도 적용된다; 이들도 탄화물 형성에 기여해야 하기 때문에 매트릭스 내에 용해된 형태로 남아 있는 것이 아니라, 탄소를 결합하거나 경우에 따라 기계적 부하 시에 내마모성을 높이기 위해 사용된다.
전술한 정보는 -몇가지 제약이 있더라도- 공구강의 특성 값 HC에 대한 등식 형태의 일반적인 표현으로 바뀔 수 있다:
HC = xCeq-AC·[xMo/(3·AMo)+xW/(3·AW)+(xV-0.4)/AV]
상기 식에서,
xCeq-중량 퍼센트 탄소 당량(앞에서 정의한 바와 같음);
xMo-중량 퍼센트 몰리브덴;
xW-중량 퍼센트 텅스텐;
xV-중량 퍼센트 바나듐;
AC-탄소의 원자 질량(12.0107 u);
AMo-몰리브덴 원자 질량(95.94 u);
AW-텅스텐 원자 질량(183.84 u);
AV-바나듐 원자 질량(50.9415 u).
HC의 양은 바람직하게는 0.03 내지 0.165이어야 한다. HC의 양은 0.05 내지 0.158, 특히 0.09 내지 0.15일 수 있다.
팩터 3은 이 발명에 따른 공구강의 마이크로 구조에 타입 M3C 또는 M3Fe3C 의 탄화물이 예상되는 경우에 전술한 등식에 나타난다; 이 경우 M은 임의의 금속 원소이다. 팩터 0.4는 합금의 제조시 소정 중량 퍼센트 바나듐(V)이 탄화물 형태로 화학적 화합물에 첨가됨으로써 마찬가지로 상기 함량까지 금속 탄화물 MC로서 주어지는 사실로 인해 나타낸다.
이 발명에 따른
로발마
공구강(
열간
가공
공구강
)의 다른 사용 분야
이 발명에 따른 공구강(특히 열간 가공 공구강)의 바람직한 실시예의 다른 사용 분야로는, 높은 열 전도율 또는 가변 열 전도율의 규정대로 세팅된 프로파일이 공구의 사용 특성에 그리고 이것에 의해 제조된 제품의 특성에 긍정적으로 작용하는 사용 분야가 있다.
이 발명에 의해 정확하게 규정된 열 전도율을 가진 강이 얻어질 수 있다. 화학적 조성의 변화에 의해, 적어도 부분적으로 여기에 제시된 공구강(열간 가공 공구강) 중 하나로 이루어진, 부피에 걸쳐 변하는 열 전도율을 가진 강 대상물을 얻을 수 있는 가능성이 있다. 강 대상물 내부의 화학적 조성의 변화를 가능하게 하는 모든 방법, 예컨대 분말 혼합물의 소결, 국부적 소결 또는 국부적 용융 또는 소위 "쾌속 금형(rapid-tooling)" 법 또는 "쾌속 조형(rapid-prototyping)" 법 또는 "쾌속 금형 법과 쾌속 조형 법의 조합이 사용될 수 있다.
시트 열간 성형(프레스 경화, 몰드 경화)의 분야에서 상기 용도 및 경금속 다이캐스팅과 더불어, 일반적으로 공구 및 몰드 관련된 금속 주조 공정, 플라스틱 사출 성형 및 대량 성형 공정, 특히 이 발명에 따른 열간 가공 공구강의 바람직한 사용 분야인 열간 대량 성형(예컨대, 단조, 압출, 롤링) 공정이 있다.
생산자 측에서, 여기에 제시된 강들은 내연 기관 내의 실린더 라이너, 절단 공구 또는 브레이크 디스크의 제조에 그것을 사용하기 위한 이상적인 전제 조건을 형성한다.
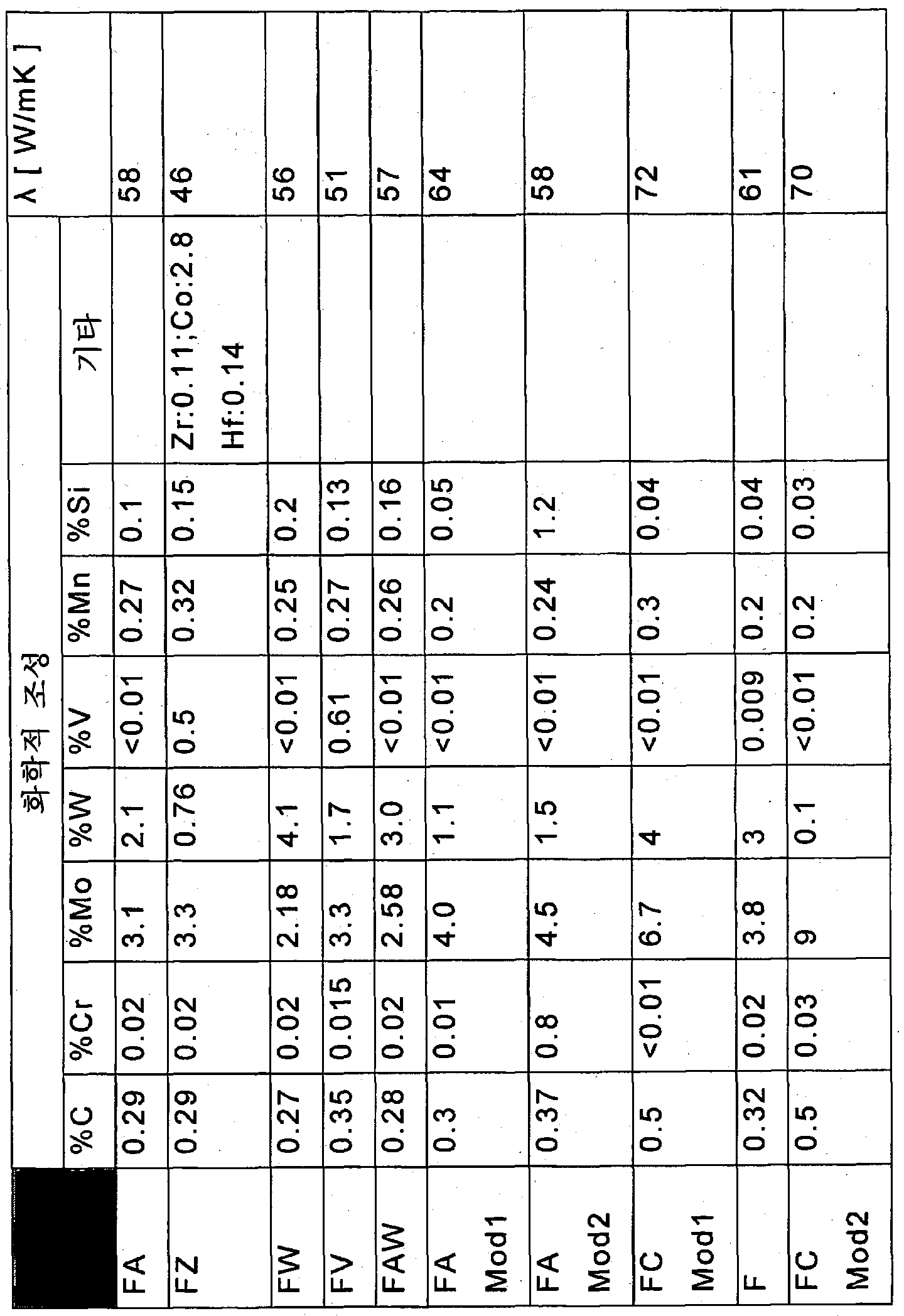
표 7에는 표 3 및 표 4에 표시된 합금 변형예 외에, 이 발명에 따른 공구강(열간 가공 공구강)의 다른 실시예들이 제시된다.
표 7에 제시된 합금 변형예의 바람직한 적용은 하기와 같다:
FA: 알루미늄 다이캐스팅;
FZ: 구리 및 구리 합금(황동 포함)의 성형;
FW: 구리 및 구리 합금(황동 포함) 및 고용융 금속 합금의 다이캐스팅;
FV: 구리 및 구리 합금(황동 포함)의 성형;
FAW: 구리 및 구리 합금(황동 포함) 및 고용융 금속 합금의 다이캐스팅;
FA Mod 1: 구리 및 구리 합금(황동 포함) 및 알루미늄으로 이루어진 큰 부품의 다이캐스팅;
FA Mod 2: 알루미늄의 성형;
FC Mod 1: 높은 내마모성을 가진 시트 열간 성형(프레스 경화, 몰드 경화);
FC Mod 2: 높은 내마모성을 가진 시트 열간 성형(프레스 경화, 몰드 경화).






Claims (4)
- 열간 가공 강(hot-work steel)을 포함하는 강의 열 전도율 세팅 방법에 있어서,
탄화물 성분을 포함하고, 합해서 2 내지 10중량%의 Mo, W 및 V을 포함하는 열간 가공 강을 제공하는 단계,
강의 내부 구조의 탄화물 성분이 Fe3C의 포논 흐름의 평균 자유 경로보다 더 긴 미리 정해진 포논 흐름의 평균 자유 경로를 갖도록 강의 내부 구조를 금속학적으로 형성하는 단계,
a) 탄화물 성분의 표면 분율 및 열전도율 그리고 탄화물 성분을 함유하는 매트릭스 재료의 표면 분율 및 열전도율 또는 b) 탄화물 성분의 체적 분율 및 열전도율 그리고 탄화물 성분을 함유하는 매트릭스 재료의 체적 분율 및 열전도율을 선택하는 단계 및
상온에서 강의 열전도율을 42W/mK보다 크게 설정하는 단계를 포함하는, 강의 열 전도율 세팅 방법. - 제1항에 있어서, 상온에서 강의 열전도율을 48W/mK보다 크게 설정하는 단계를 더 포함하는, 강의 열 전도율 세팅 방법.
- 제1항에 있어서, 상온에서 강의 열전도율을 55W/mK보다 크게 설정하는 단계를 더 포함하는, 강의 열 전도율 세팅 방법.
- 열간 가공 강(hot-work steel)의 열 전도율 세팅 방법에 있어서,
탄화물 성분을 포함하고, 합해서 2 내지 10중량%의 Mo, W 및 V을 포함하는 열간 가공 강을 제공하는 단계,
1) 강의 내부 구조가 그 탄화물 성분 내에서 증가된 전자 밀도 및 포논(phonon) 밀도를 가지는 것 및 2) 탄화물 및 탄화물을 감싸는 금속 매트릭스의 결정 구조에서의 낮은 결함 함량 때문에 강의 내부 구조가 포논 흐름 및 전자 흐름 경로의 증가된 평균 자유 길이를 갖는 것, 중 하나 이상을 이루도록 강의 내부 구조를 금속학적으로 형성하는 단계,
a) 탄화물 성분의 표면 분율 및 열전도율 그리고 탄화물 성분을 함유하는 매트릭스 재료의 표면 분율 및 열전도율 또는 b) 탄화물 성분의 체적 분율 및 열전도율 그리고 탄화물 성분을 함유하는 매트릭스 재료의 체적 분율 및 열전도율을 선택하는 단계 및
상온에서 강의 열전도율을 42W/mK보다 크게 설정하는 단계를 포함하는, 강의 열 전도율 세팅 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06118672A EP1887096A1 (de) | 2006-08-09 | 2006-08-09 | Warmarbeitsstahl |
| EP06118672.2 | 2006-08-09 | ||
| PCT/EP2007/005091 WO2008017341A1 (de) | 2006-08-09 | 2007-06-08 | Verfahren zur einstellung der wärmeleitfähigkeit eines stahls, werkzeugstahl, insbesondere warmarbeitsstahl, und stahlgegenstand |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020157016617A Division KR101659704B1 (ko) | 2006-08-09 | 2007-06-08 | 강의 열 전도율을 세팅하는 방법 및 공구강의 용도 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20160047582A true KR20160047582A (ko) | 2016-05-02 |
Family
ID=37036827
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020157016617A KR101659704B1 (ko) | 2006-08-09 | 2007-06-08 | 강의 열 전도율을 세팅하는 방법 및 공구강의 용도 |
| KR1020167009181A KR20160047582A (ko) | 2006-08-09 | 2007-06-08 | 강의 열 전도율을 세팅하는 방법 및 공구강의 용도 |
| KR1020097004460A KR20090038030A (ko) | 2006-08-09 | 2007-06-08 | 강의 열 전도율을 세팅하는 방법, 공구강, 특히 열간 가공 공구강, 및 강 대상물 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020157016617A KR101659704B1 (ko) | 2006-08-09 | 2007-06-08 | 강의 열 전도율을 세팅하는 방법 및 공구강의 용도 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020097004460A KR20090038030A (ko) | 2006-08-09 | 2007-06-08 | 강의 열 전도율을 세팅하는 방법, 공구강, 특히 열간 가공 공구강, 및 강 대상물 |
Country Status (15)
| Country | Link |
|---|---|
| US (3) | US8557056B2 (ko) |
| EP (3) | EP1887096A1 (ko) |
| JP (5) | JP5518475B2 (ko) |
| KR (3) | KR101659704B1 (ko) |
| CN (2) | CN102888563B (ko) |
| AU (1) | AU2007283164B2 (ko) |
| BR (1) | BRPI0716490A2 (ko) |
| CA (2) | CA2981388C (ko) |
| ES (1) | ES2929658T3 (ko) |
| MX (1) | MX2009001483A (ko) |
| PL (1) | PL3228724T3 (ko) |
| PT (1) | PT3228724T (ko) |
| RU (1) | RU2469120C2 (ko) |
| WO (1) | WO2008017341A1 (ko) |
| ZA (1) | ZA200900495B (ko) |
Families Citing this family (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1887096A1 (de) * | 2006-08-09 | 2008-02-13 | Rovalma, S.A. | Warmarbeitsstahl |
| SI2236639T2 (sl) * | 2009-04-01 | 2024-03-29 | Rovalma, S.A. | Vroče orodno jeklo z odlično žilavostjo in toplotno prevodnostjo |
| US20140178243A1 (en) * | 2009-04-01 | 2014-06-26 | Rovalma, S.A. | Hot work tool steel with outstanding toughness and thermal conductivity |
| ES2631979T3 (es) * | 2009-12-04 | 2017-09-07 | Nippon Steel & Sumitomo Metal Corporation | Junta de soldadura a tope formada usando un haz de electrones |
| JP5676146B2 (ja) * | 2010-05-25 | 2015-02-25 | 株式会社リケン | 圧力リング及びその製造方法 |
| US9314880B2 (en) * | 2010-10-21 | 2016-04-19 | Stoody Company | Chromium free hardfacing welding consumable |
| EP2476772A1 (en) * | 2011-01-13 | 2012-07-18 | Rovalma, S.A. | High thermal diffusivity and high wear resistance tool steel |
| CH704427A1 (de) * | 2011-01-20 | 2012-07-31 | Alstom Technology Ltd | Schweisszusatzwerkstoff. |
| PT2535430T (pt) | 2011-06-15 | 2019-02-19 | Buderus Edelstahl Gmbh | Aço ferramenta para ferramentas de conformação de alto desempenho e processo de produção para o mesmo |
| EP2684627A1 (en) | 2012-07-13 | 2014-01-15 | Rovalma, S.A. | Method of material forming processes in preheated or melted state to strongly reduce the production cost of the produced parts |
| DE102013106010B4 (de) * | 2013-06-10 | 2016-03-03 | Wefa Singen Gmbh | Verfahren zum Herstellen eines Strangpresswerkzeugs |
| CN103627961B (zh) * | 2013-11-27 | 2015-07-15 | 江苏科技大学 | 一种进气门的制备方法 |
| CN104694826A (zh) * | 2013-12-06 | 2015-06-10 | 徐恒易 | 一种新型5CrW2SiBAlN耐冲击工具钢 |
| KR102292150B1 (ko) * | 2014-01-27 | 2021-08-24 | 로발마, 에쎄.아 | 철계 합금의 원심 미립화 |
| WO2015140235A1 (en) | 2014-03-18 | 2015-09-24 | Innomaq 21, Sociedad Limitada | Extremely high conductivity low cost steel |
| JP6459539B2 (ja) * | 2015-01-19 | 2019-01-30 | 大同特殊鋼株式会社 | 金型用鋼及び金型 |
| CN104962831B (zh) * | 2015-07-14 | 2017-06-30 | 上海胜桀精密机械科技有限公司 | 一种热作钢粉末合金材料 |
| DE102015113058A1 (de) * | 2015-08-07 | 2017-02-09 | Böhler Edelstahl GmbH & Co. KG | Verfahren zum Herstellen eines Werkzeugstahles |
| JP6859623B2 (ja) | 2015-09-11 | 2021-04-14 | 大同特殊鋼株式会社 | 金型用鋼及び成形具 |
| JP6714334B2 (ja) * | 2015-09-24 | 2020-06-24 | 山陽特殊製鋼株式会社 | 優れた熱伝導率および靱性を有する熱間工具鋼 |
| GB2546808B (en) * | 2016-02-01 | 2018-09-12 | Rolls Royce Plc | Low cobalt hard facing alloy |
| GB2546809B (en) * | 2016-02-01 | 2018-05-09 | Rolls Royce Plc | Low cobalt hard facing alloy |
| DE102016103283A1 (de) | 2016-02-24 | 2017-08-24 | Buderus Edelstahl Gmbh | Verfahren zur Herstellung eines Warmformwerkzeuges und Warmformwerkzeug hieraus |
| CN106048436A (zh) * | 2016-07-01 | 2016-10-26 | 宜兴市凯诚模具有限公司 | 一种铸钢成型模具及其制备方法 |
| CN105950986A (zh) * | 2016-07-11 | 2016-09-21 | 曾冰冰 | 一种钼钒基合金钢材料及其在钻进钻杆中的应用 |
| DE102016219350A1 (de) * | 2016-10-06 | 2018-04-12 | Kjellberg-Stiftung | Düsenschutzkappe, Lichtbogenplasmabrenner mit dieser Düsenschutzkappe sowie eine Verwendung des Lichtbogenplasmabrenners |
| EA031666B1 (ru) * | 2016-10-25 | 2019-02-28 | Белорусский Национальный Технический Университет | Инструментальная сталь |
| JP6800532B2 (ja) * | 2017-01-24 | 2020-12-16 | 山陽特殊製鋼株式会社 | 熱伝導率に優れる熱間工具鋼 |
| RU2661304C1 (ru) * | 2017-05-12 | 2018-07-13 | Хермит Эдванст Технолоджиз ГмбХ | Способ оценки энергоемкости титанового сплава |
| CN107354399A (zh) * | 2017-07-11 | 2017-11-17 | 合肥众磊信息科技有限公司 | 一种合金耐磨钢 |
| JP7100320B2 (ja) | 2018-08-07 | 2022-07-13 | 国立大学法人広島大学 | Fe基焼結体、Fe基焼結体の製造方法、および熱間プレス用金型 |
| EP3921451A1 (en) | 2019-02-08 | 2021-12-15 | Rovalma, S.A. | Low cost high performant tool steels |
| CN114908301B (zh) | 2019-03-01 | 2023-06-09 | 育材堂(苏州)材料科技有限公司 | 热作模具钢、其热处理方法及热作模具 |
| WO2020185641A1 (en) * | 2019-03-14 | 2020-09-17 | Hoeganaes Corporation | Metallurgical compositions for press-and sinter and additive manufacturing |
| CN110216268B (zh) * | 2019-06-21 | 2021-05-18 | 北京科技大学 | 一种高碳高合金钢半固态成形控温冷却热处理工艺 |
| JP7243505B2 (ja) * | 2019-07-18 | 2023-03-22 | 日本製鉄株式会社 | Ni含有ブレーキディスク材のデスケーリング方法 |
| KR102221969B1 (ko) * | 2020-03-24 | 2021-03-02 | 현대로템 주식회사 | 고속 용접성이 우수한 자동용접용 솔리드와이어 |
| CN114807774B (zh) * | 2022-06-21 | 2023-05-30 | 育材堂(苏州)材料科技有限公司 | 热作模具钢、其热处理方法及热作模具 |
| WO2024068780A1 (en) | 2022-09-27 | 2024-04-04 | Innomaq 21, S.L. | Method for the volumetric printing through holograms using high wavelength radiation |
Family Cites Families (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB250560A (en) | 1925-04-11 | 1926-10-14 | Gelsenkirchener Gussstahl U Ei | Improvements relating to steel alloys |
| CH165893A (de) | 1930-12-22 | 1933-12-15 | Oesterreichische Schmidtstahlw | Eisenlegierung, insbesondere für warmarbeitende Werkzeuge. |
| US2565264A (en) | 1950-02-17 | 1951-08-21 | Crucible Steel Co America | Hardenable alloy steels resistant to softening at elevated temperatures |
| DE1014577B (de) | 1952-08-29 | 1957-08-29 | Heppenstall Co | Verfahren zur Herstellung von Warmarbeitswerkzeugen unter Verwendung einer aushaertenden Stahllegierung |
| AT265345B (de) | 1966-04-06 | 1968-10-10 | Schoeller Bleckmann Stahlwerke | Chrom-Mlybdän-Vanadin-legierter Warmarbeitsstahl mit guter Kalteinsenkbarkeit zur Herstellung von Werkzeugen |
| US3600160A (en) | 1968-05-14 | 1971-08-17 | Wallace Murray Corp | Heat and temper resistant alloy steel |
| US3736129A (en) | 1971-05-13 | 1973-05-29 | Us Army | Alloy steel |
| SE364998B (ko) | 1972-07-17 | 1974-03-11 | Bofors Ab | |
| SE364999B (ko) | 1972-07-17 | 1974-03-11 | Bofors Ab | |
| JPS5944382B2 (ja) * | 1976-10-08 | 1984-10-29 | 日立金属株式会社 | 耐摩耗性のすぐれた鋳造熱間工具鋼 |
| JPS53123860A (en) * | 1977-04-04 | 1978-10-28 | Nissan Motor | Detecting device for fuse disconnection |
| JPS58123860A (ja) * | 1982-01-18 | 1983-07-23 | Daido Steel Co Ltd | 熱間工具鋼 |
| JPS58123859A (ja) * | 1982-01-18 | 1983-07-23 | Daido Steel Co Ltd | 熱間工具鋼 |
| JPS599154A (ja) * | 1982-07-05 | 1984-01-18 | Kawasaki Steel Corp | 継目無鋼管製造用工具材料 |
| JPS6059052A (ja) * | 1983-09-09 | 1985-04-05 | Daido Steel Co Ltd | 熱間工具鋼 |
| JPS6130654A (ja) | 1984-07-21 | 1986-02-12 | Kanto Tokushu Seikou Kk | アルミニウム連続鋳造用ロ−ルシエル鋼 |
| JPS63282241A (ja) | 1987-05-12 | 1988-11-18 | Kawasaki Steel Corp | 高Cr継目無鋼管穿孔用工具材料 |
| US5108699A (en) | 1988-10-19 | 1992-04-28 | Electric Power Research Institute | Modified 1% CrMoV rotor steel |
| JPH03131574A (ja) * | 1989-10-18 | 1991-06-05 | Hitachi Metals Ltd | 快削性窒化アルミニウム焼結体 |
| JPH0787930B2 (ja) * | 1990-10-12 | 1995-09-27 | 川崎製鉄株式会社 | 継目無鋼管製造用プラグ |
| JP2940188B2 (ja) * | 1991-02-23 | 1999-08-25 | 住友金属工業株式会社 | 熱間製管工具及びその製造方法 |
| DE4321433C1 (de) * | 1993-06-28 | 1994-12-08 | Thyssen Stahl Ag | Verwendung eines Warmarbeitsstahls |
| JP2683861B2 (ja) * | 1993-08-24 | 1997-12-03 | 住友金属工業株式会社 | 熱間製管用工具及びその製造方法 |
| JPH07179988A (ja) * | 1993-12-24 | 1995-07-18 | Aichi Steel Works Ltd | 高温強度の優れた熱間工具鋼 |
| JPH0890015A (ja) * | 1994-09-26 | 1996-04-09 | Kawasaki Steel Corp | 継目無鋼管圧延用プラグの冷却方法 |
| DE19508947A1 (de) | 1995-03-13 | 1996-09-19 | Patentstelle Fuer Die Deutsche | Verschleißfeste, anlaßbeständige und warmfeste Legierung |
| AT403058B (de) * | 1995-03-23 | 1997-11-25 | Boehler Edelstahl | Eisenbasislegierung zur verwendung bei erhöhter temperatur und werkzeug aus dieser legierung |
| JPH08260093A (ja) * | 1995-03-24 | 1996-10-08 | Hitachi Metals Ltd | 溶接部の疲労強度に優れたメタルバンドソー胴材およびメタルバンドソー |
| JP3141735B2 (ja) | 1995-08-07 | 2001-03-05 | 住友金属工業株式会社 | プラスチック成形金型用鋼 |
| JP3096959B2 (ja) | 1996-02-10 | 2000-10-10 | 住友金属工業株式会社 | 高温強度に優れた低Mn低Crフェライト耐熱鋼 |
| JPH11222650A (ja) * | 1998-02-04 | 1999-08-17 | Nippon Koshuha Steel Co Ltd | 冷間鍛造性に優れた耐摩耗合金鋼及びその製造方法 |
| JP4147706B2 (ja) | 1998-12-18 | 2008-09-10 | トヨタ自動車株式会社 | 電気角検出装置および検出方法並びにモータ制御装置 |
| JP4071924B2 (ja) * | 1999-10-04 | 2008-04-02 | 三菱重工業株式会社 | 低合金耐熱鋼及びその製造方法並びにタービンロータ |
| DE60006051T2 (de) * | 1999-10-04 | 2004-07-22 | Mitsubishi Heavy Industries, Ltd. | Niedrig legierter Stahl, Verfahren zu dessen Herstellung und Turbinenrotor |
| AT410447B (de) | 2001-10-03 | 2003-04-25 | Boehler Edelstahl | Warmarbeitsstahlgegenstand |
| JP3760850B2 (ja) * | 2001-12-03 | 2006-03-29 | 住友金属工業株式会社 | 継目無鋼管製造用プラグ |
| JP2003253383A (ja) | 2002-02-27 | 2003-09-10 | Daido Steel Co Ltd | プラスチック成形金型用鋼 |
| JP3599714B2 (ja) * | 2002-02-28 | 2004-12-08 | 虹技株式会社 | 熱間圧延用ロール材及びそれを用いた熱間圧延用ロール |
| JP4192579B2 (ja) | 2002-11-29 | 2008-12-10 | 住友金属工業株式会社 | プラスチック成形金型用鋼 |
| JP4481704B2 (ja) * | 2004-03-31 | 2010-06-16 | 株式会社東芝 | 熱電変換材料およびそれを用いた熱電変換素子 |
| EP1887096A1 (de) | 2006-08-09 | 2008-02-13 | Rovalma, S.A. | Warmarbeitsstahl |
| US9249485B2 (en) | 2007-01-12 | 2016-02-02 | Rovalma Sa | Cold work tool steel with outstanding weldability |
| SI2236639T2 (sl) | 2009-04-01 | 2024-03-29 | Rovalma, S.A. | Vroče orodno jeklo z odlično žilavostjo in toplotno prevodnostjo |
| EP2662460A1 (en) | 2012-05-07 | 2013-11-13 | Valls Besitz GmbH | Tough bainitic heat treatments on steels for tooling |
| WO2015140235A1 (en) | 2014-03-18 | 2015-09-24 | Innomaq 21, Sociedad Limitada | Extremely high conductivity low cost steel |
| JP7087930B2 (ja) | 2018-11-07 | 2022-06-21 | 信越化学工業株式会社 | 化粧料 |
-
2006
- 2006-08-09 EP EP06118672A patent/EP1887096A1/de not_active Withdrawn
-
2007
- 2007-06-08 CA CA2981388A patent/CA2981388C/en active Active
- 2007-06-08 BR BRPI0716490-4A2A patent/BRPI0716490A2/pt active IP Right Grant
- 2007-06-08 US US12/376,866 patent/US8557056B2/en active Active
- 2007-06-08 CN CN201210317360.5A patent/CN102888563B/zh active Active
- 2007-06-08 EP EP17151574.5A patent/EP3228724B1/de active Active
- 2007-06-08 ES ES17151574T patent/ES2929658T3/es active Active
- 2007-06-08 KR KR1020157016617A patent/KR101659704B1/ko active IP Right Grant
- 2007-06-08 AU AU2007283164A patent/AU2007283164B2/en not_active Ceased
- 2007-06-08 PT PT171515745T patent/PT3228724T/pt unknown
- 2007-06-08 CN CNA2007800326771A patent/CN101512034A/zh active Pending
- 2007-06-08 MX MX2009001483A patent/MX2009001483A/es active IP Right Grant
- 2007-06-08 RU RU2009108335/02A patent/RU2469120C2/ru active
- 2007-06-08 WO PCT/EP2007/005091 patent/WO2008017341A1/de active Application Filing
- 2007-06-08 PL PL17151574.5T patent/PL3228724T3/pl unknown
- 2007-06-08 KR KR1020167009181A patent/KR20160047582A/ko not_active Application Discontinuation
- 2007-06-08 KR KR1020097004460A patent/KR20090038030A/ko not_active Application Discontinuation
- 2007-06-08 EP EP07764595A patent/EP2052095A1/de not_active Ceased
- 2007-06-08 JP JP2009523159A patent/JP5518475B2/ja active Active
- 2007-06-08 CA CA2659849A patent/CA2659849C/en active Active
-
2009
- 2009-01-22 ZA ZA200900495A patent/ZA200900495B/xx unknown
-
2013
- 2013-09-26 US US14/037,538 patent/US9689061B2/en active Active
- 2013-12-26 JP JP2013268301A patent/JP2014111835A/ja active Pending
-
2015
- 2015-06-22 JP JP2015124483A patent/JP2015221941A/ja active Pending
-
2016
- 2016-01-07 JP JP2016002101A patent/JP2016128609A/ja active Pending
- 2016-01-07 JP JP2016002102A patent/JP2016156088A/ja active Pending
-
2017
- 2017-06-05 US US15/614,142 patent/US20170268084A1/en not_active Abandoned
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101659704B1 (ko) | 강의 열 전도율을 세팅하는 방법 및 공구강의 용도 | |
| KR100562761B1 (ko) | 열간 가공툴용 강재료 | |
| HUE025779T2 (en) | Steel, a method for producing steel blank and a method for producing steel component | |
| KR20140004718A (ko) | 열 확산도와 내마모성이 높은 공구강 | |
| JP2012522886A (ja) | 優れた靭性及び熱伝導率を有する熱間工具鋼 | |
| EP1920079A1 (en) | A maraging steel article and method of manufacture | |
| KR20120104444A (ko) | 냉간 가공 강 및 냉간 가공 공구 | |
| SE508872C2 (sv) | Pulvermetallurgiskt framställt stål för verktyg, verktyg framställt därav, förfarande för framställning av stål och verktyg samt användning av stålet | |
| KR20140101017A (ko) | 강의 열 전도율을 세팅하는 방법 및 공구강의 용도 | |
| Schlegel et al. | Hot Work Tool Steel: A Steel Portrait | |
| WO2022210221A1 (ja) | 複合部材、製造物および複合部材の製造方法 | |
| KR100672839B1 (ko) | 동합금 다이캐스팅 및 고온 소성가공에 사용되는내열ㆍ내산화성의 금형소재 및 그 제조방법 | |
| CN116288058A (zh) | 一种可用于模具表面的合金钢组合物及其应用 | |
| BRPI0716490B1 (pt) | Processo para ajuste da condutividade térmica de um aço, aço para ferramentas, particularmente, aço para trabalho a quente, e objeto de aço | |
| Saxena et al. | High Entropy Composite Material: The | |
| Schlegel et al. | Hot Work Tool Steel | |
| KR20040077105A (ko) | 냉열 복합소재로서의 특수강 및 그 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A107 | Divisional application of patent | ||
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |