KR20150143647A - 경량 시일 캡 - Google Patents
경량 시일 캡 Download PDFInfo
- Publication number
- KR20150143647A KR20150143647A KR1020157032277A KR20157032277A KR20150143647A KR 20150143647 A KR20150143647 A KR 20150143647A KR 1020157032277 A KR1020157032277 A KR 1020157032277A KR 20157032277 A KR20157032277 A KR 20157032277A KR 20150143647 A KR20150143647 A KR 20150143647A
- Authority
- KR
- South Korea
- Prior art keywords
- seal cap
- fastener
- sealant
- polymer
- seal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 239000000463 material Substances 0.000 claims abstract description 60
- 230000015556 catabolic process Effects 0.000 claims abstract description 48
- 238000009413 insulation Methods 0.000 claims abstract description 44
- 229920000642 polymer Polymers 0.000 claims abstract description 42
- 238000000034 method Methods 0.000 claims abstract description 41
- 239000004696 Poly ether ether ketone Substances 0.000 claims abstract description 12
- JUPQTSLXMOCDHR-UHFFFAOYSA-N benzene-1,4-diol;bis(4-fluorophenyl)methanone Chemical compound OC1=CC=C(O)C=C1.C1=CC(F)=CC=C1C(=O)C1=CC=C(F)C=C1 JUPQTSLXMOCDHR-UHFFFAOYSA-N 0.000 claims abstract description 12
- 229920002530 polyetherether ketone Polymers 0.000 claims abstract description 12
- 229920006295 polythiol Polymers 0.000 claims abstract description 11
- 229920001169 thermoplastic Polymers 0.000 claims abstract description 10
- 229920001187 thermosetting polymer Polymers 0.000 claims abstract description 10
- 229920003247 engineering thermoplastic Polymers 0.000 claims abstract description 8
- 229920005989 resin Polymers 0.000 claims abstract description 7
- 239000011347 resin Substances 0.000 claims abstract description 7
- 239000004634 thermosetting polymer Substances 0.000 claims abstract description 7
- 239000000565 sealant Substances 0.000 claims description 115
- 230000005855 radiation Effects 0.000 claims description 9
- 229920005992 thermoplastic resin Polymers 0.000 claims description 2
- 229920001021 polysulfide Polymers 0.000 abstract description 6
- 239000004814 polyurethane Substances 0.000 abstract description 6
- 229920002635 polyurethane Polymers 0.000 abstract description 6
- 238000007789 sealing Methods 0.000 abstract description 4
- 239000000203 mixture Substances 0.000 description 18
- 238000001723 curing Methods 0.000 description 17
- 239000000758 substrate Substances 0.000 description 16
- 230000000052 comparative effect Effects 0.000 description 12
- 239000002131 composite material Substances 0.000 description 12
- 239000002105 nanoparticle Substances 0.000 description 10
- 238000012360 testing method Methods 0.000 description 8
- 239000000945 filler Substances 0.000 description 7
- 239000000446 fuel Substances 0.000 description 7
- 239000003795 chemical substances by application Substances 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 239000000243 solution Substances 0.000 description 5
- 239000002245 particle Substances 0.000 description 4
- 229920001973 fluoroelastomer Polymers 0.000 description 3
- 239000012812 sealant material Substances 0.000 description 3
- 102100025848 Acyl-coenzyme A thioesterase 8 Human genes 0.000 description 2
- 101710175468 Acyl-coenzyme A thioesterase 8 Proteins 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 2
- 208000025274 Lightning injury Diseases 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 238000010891 electric arc Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 239000008240 homogeneous mixture Substances 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 239000011342 resin composition Substances 0.000 description 2
- 238000001029 thermal curing Methods 0.000 description 2
- 239000012780 transparent material Substances 0.000 description 2
- GNFTZDOKVXKIBK-UHFFFAOYSA-N 3-(2-methoxyethoxy)benzohydrazide Chemical compound COCCOC1=CC=CC(C(=O)NN)=C1 GNFTZDOKVXKIBK-UHFFFAOYSA-N 0.000 description 1
- SJECZPVISLOESU-UHFFFAOYSA-N 3-trimethoxysilylpropan-1-amine Chemical compound CO[Si](OC)(OC)CCCN SJECZPVISLOESU-UHFFFAOYSA-N 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- YTAHJIFKAKIKAV-XNMGPUDCSA-N [(1R)-3-morpholin-4-yl-1-phenylpropyl] N-[(3S)-2-oxo-5-phenyl-1,3-dihydro-1,4-benzodiazepin-3-yl]carbamate Chemical compound O=C1[C@H](N=C(C2=C(N1)C=CC=C2)C1=CC=CC=C1)NC(O[C@H](CCN1CCOCC1)C1=CC=CC=C1)=O YTAHJIFKAKIKAV-XNMGPUDCSA-N 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000001680 brushing effect Effects 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000003153 chemical reaction reagent Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- FFHWGQQFANVOHV-UHFFFAOYSA-N dimethyldioxirane Chemical compound CC1(C)OO1 FFHWGQQFANVOHV-UHFFFAOYSA-N 0.000 description 1
- 238000010292 electrical insulation Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 238000013100 final test Methods 0.000 description 1
- 229920002313 fluoropolymer Polymers 0.000 description 1
- 239000002828 fuel tank Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- -1 polyethylene Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 238000003847 radiation curing Methods 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64D—EQUIPMENT FOR FITTING IN OR TO AIRCRAFT; FLIGHT SUITS; PARACHUTES; ARRANGEMENT OR MOUNTING OF POWER PLANTS OR PROPULSION TRANSMISSIONS IN AIRCRAFT
- B64D45/00—Aircraft indicators or protectors not otherwise provided for
- B64D45/02—Lightning protectors; Static dischargers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B37/00—Nuts or like thread-engaging members
- F16B37/14—Cap nuts; Nut caps or bolt caps
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Aviation & Aerospace Engineering (AREA)
- Sealing Material Composition (AREA)
- Gasket Seals (AREA)
Abstract
Description
도 2a 내지 도 2c는 본 발명에 따른 시일 캡의 특정 실시 형태의 도식적 표시이다.
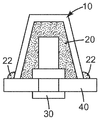
도 3a는 본 발명에 따른 시일된 패스너의 제조 공정에서 한 단계의 실시 형태의 도식적 표시이다.
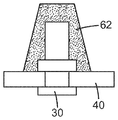
도 3b는 본 발명에 따른 시일된 패스너의 일 실시 형태의 도식적 표시이다.






Claims (44)
- 패스너(fastener)의 보호 방법으로서,
a) 패스너를 제공하는 단계;
b) 내부를 규정하는 시일 캡(seal cap)을 제공하는 단계로, 여기에서 시일 캡은 1.0 ㎸/mm 초과의 절연 파괴 강도(dielectric breakdown strength)를 갖는 재료를 포함하고, 여기에서 시일 캡은 1.5 mm 미만의 평균 벽 두께를 갖는 단계;
c) 미경화된 실란트를 시일 캡의 내부에 또는 패스너에 또는 이들 모두에 적용하는 단계; 및
d) 패스너의 적어도 일부가 시일 캡의 내부에 있도록 시일 캡을 패스너 위에 배치하는 단계를 포함하는 패스너의 보호 방법. - 패스너의 보호 방법으로서,
f) 패스너를 제공하는 단계;
g) 내부를 규정하는 시일 캡을 제공하는 단계로, 여기에서 시일 캡은 1.0 ㎸/mm 초과의 절연 파괴 강도를 갖는 재료를 포함하고, 여기에서 시일 캡은 1.5 mm 미만의 평균 벽 두께를 갖고, 그리고 여기에서 시일 캡의 내부는 일정 양의 미경화된 실란트를 함유하는 단계; 및
h) 패스너의 적어도 일부가 시일 캡의 내부에 있도록 시일 캡을 패스너 위에 배치하는 단계를 포함하는 패스너의 보호 방법. - 제1항 또는 제2항에 있어서,
j) 실란트를 경화하는 단계를 추가적으로 포함하는 패스너의 보호 방법. - 제3항에 있어서, 시일 캡이 광학적으로 반투명하며, 실란트의 상기 경화 단계는 시일 캡을 통한 화학 방사선의 실란트에의 적용을 포함하는 패스너의 보호 방법.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 시일 캡이 15.0 ㎸/mm 초과의 절연 파괴 강도를 갖는 재료를 포함하는 패스너의 보호 방법.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 시일 캡이 50.0 ㎸/mm 초과의 절연 파괴 강도를 갖는 재료를 포함하는 패스너의 보호 방법.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 시일 캡이 0.5 mm 미만의 평균 벽 두께를 갖는 패스너의 보호 방법.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 시일 캡이 불소화된 열가소성 중합체를 포함하는 패스너의 보호 방법.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 시일 캡이 THV 중합체를 포함하는 패스너의 보호 방법.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 시일 캡이 불소화된 열경화성 중합체를 포함하는 패스너의 보호 방법.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 시일 캡이 엔지니어링(engineering) 열가소성 수지를 포함하는 패스너의 보호 방법.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 시일 캡이 PEEK 중합체를 포함하는 패스너의 보호 방법.
- 제1항 내지 제12항 중 어느 한 항에 있어서, 실란트가 폴리티오에테르 중합체를 포함하는 패스너의 보호 방법.
- 보호된 패스너 구조물로서,
q) 패스너;
r) 내부를 규정하는 시일 캡; 및
s) 경화된 실란트를 포함하고,
여기에서 시일 캡은 1.0 ㎸/mm 초과의 절연 파괴 강도를 갖는 재료를 포함하고, 여기에서 시일 캡은 1.5 mm 미만의 평균 벽 두께를 갖고;
패스너의 적어도 일부가 시일 캡의 내부에 있도록 시일 캡이 패스너 위에 배치되며;
여기에서 시일 캡의 내부는 시일 캡을 패스너에 결합시키는 경화된 실란트를 추가적으로 함유하는, 보호된 패스너 구조물. - 제14항에 있어서, 시일 캡이 반투명한 보호된 패스너 구조물.
- 제14항에 있어서, 시일 캡이 가시적으로 투명한 보호된 패스너 구조물.
- 제14항 내지 제16항 중 어느 한 항에 있어서, 시일 캡이 15.0 ㎸/mm 초과의 절연 파괴 강도를 갖는 재료를 포함하는 보호된 패스너 구조물.
- 제14항 내지 제16항 중 어느 한 항에 있어서, 시일 캡이 50.0 ㎸/mm 초과의 절연 파괴 강도를 갖는 재료를 포함하는 보호된 패스너 구조물.
- 제14항 내지 제18항 중 어느 한 항에 있어서, 시일 캡이 0.5 mm 미만의 평균 벽 두께를 갖는 보호된 패스너 구조물.
- 제14항 내지 제19항 중 어느 한 항에 있어서, 시일 캡이 불소화된 열가소성 중합체를 포함하는 보호된 패스너 구조물.
- 제14항 내지 제19항 중 어느 한 항에 있어서, 시일 캡이 THV 중합체를 포함하는 보호된 패스너 구조물.
- 제14항 내지 제19항 중 어느 한 항에 있어서, 시일 캡이 불소화된 열경화성 중합체를 포함하는 보호된 패스너 구조물.
- 제14항 내지 제19항 중 어느 한 항에 있어서, 시일 캡이 엔지니어링 열가소성 수지를 포함하는 보호된 패스너 구조물.
- 즉석 적용(application-ready) 시일 캡으로서,
v) 내부를 규정하는 시일 캡; 및
w) 일정 양의 미경화된 실란트를 포함하고,
여기에서 시일 캡은 1.0 ㎸/mm 초과의 절연 파괴 강도를 갖는 재료를 포함하고, 여기에서 시일 캡은 1.5 mm 미만의 평균 벽 두께를 갖고; 그리고
여기에서 시일 캡의 내부는 일정 양의 미경화된 실란트를 함유하는 즉석 적용 시일 캡. - 제24항에 있어서, 시일 캡이 반투명한 즉석 적용 시일 캡.
- 제24항에 있어서, 시일 캡이 광학적으로 투명한 즉석 적용 시일 캡.
- 제24항 내지 제26항 중 어느 한 항에 있어서, 시일 캡이 15.0 ㎸/mm 초과의 절연 파괴 강도를 갖는 재료를 포함하는 즉석 적용 시일 캡.
- 제24항 내지 제26항 중 어느 한 항에 있어서, 시일 캡이 50.0 ㎸/mm 초과의 절연 파괴 강도를 갖는 재료를 포함하는 즉석 적용 시일 캡.
- 제24항 내지 제28항 중 어느 한 항에 있어서, 시일 캡이 0.5 mm 미만의 평균 벽 두께를 갖는 즉석 적용 시일 캡.
- 제24항 내지 제29항 중 어느 한 항에 있어서, 시일 캡이 불소화된 열가소성 중합체를 포함하는 즉석 적용 시일 캡.
- 제24항 내지 제29항 중 어느 한 항에 있어서, 시일 캡이 THV 중합체를 포함하는 즉석 적용 시일 캡.
- 제24항 내지 제29항 중 어느 한 항에 있어서, 시일 캡이 불소화된 열경화성 중합체를 포함하는 즉석 적용 시일 캡.
- 제24항 내지 제29항 중 어느 한 항에 있어서, 시일 캡이 엔지니어링 열가소성 수지를 포함하는 즉석 적용 시일 캡.
- 1.0 ㎸/mm 초과의 절연 파괴 강도를 갖는 재료를 포함하고, 1.5 mm 미만의 평균 벽 두께를 갖는 패스너 보호용 시일 캡.
- 제34항에 있어서, 반투명한 패스너 보호용 시일 캡.
- 제34항에 있어서, 광학적으로 투명한 패스너 보호용 시일 캡.
- 제34항 내지 제36항 중 어느 한 항에 있어서, 15.0 ㎸/mm 초과의 절연 파괴 강도를 갖는 재료를 포함하는 패스너 보호용 시일 캡.
- 제34항 내지 제36항 중 어느 한 항에 있어서, 50.0 ㎸/mm 초과의 절연 파괴 강도를 갖는 재료를 포함하는 패스너 보호용 시일 캡.
- 제34항 내지 제38항 중 어느 한 항에 있어서, 0.5 mm 미만의 평균 벽 두께를 갖는 패스너 보호용 시일 캡.
- 제34항 내지 제39항 중 어느 한 항에 있어서, 불소화된 열가소성 중합체를 포함하는 패스너 보호용 시일 캡.
- 제34항 내지 제39항 중 어느 한 항에 있어서, THV 중합체를 포함하는 패스너 보호용 시일 캡.
- 제34항 내지 제39항 중 어느 한 항에 있어서, 불소화된 열경화성 중합체를 포함하는 패스너 보호용 시일 캡.
- 제34항 내지 제39항 중 어느 한 항에 있어서, 엔지니어링 열가소성 수지를 포함하는 패스너 보호용 시일 캡.
- 제34항 내지 제39항 중 어느 한 항에 있어서, PEEK 중합체를 포함하는 패스너 보호용 시일 캡.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201361811988P | 2013-04-15 | 2013-04-15 | |
| US61/811,988 | 2013-04-15 | ||
| PCT/US2014/034073 WO2014172305A1 (en) | 2013-04-15 | 2014-04-15 | Light weight seal cap |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20150143647A true KR20150143647A (ko) | 2015-12-23 |
Family
ID=50686239
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020157032277A Ceased KR20150143647A (ko) | 2013-04-15 | 2014-04-15 | 경량 시일 캡 |
Country Status (8)
| Country | Link |
|---|---|
| US (4) | US10174781B2 (ko) |
| EP (1) | EP2986511B1 (ko) |
| JP (1) | JP6457490B2 (ko) |
| KR (1) | KR20150143647A (ko) |
| CN (2) | CN105121286A (ko) |
| BR (1) | BR112015026212A2 (ko) |
| CA (1) | CA2909377A1 (ko) |
| WO (1) | WO2014172305A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210080489A (ko) * | 2018-10-22 | 2021-06-30 | 나일록 엘엘씨 | 패스너 실링 물질 및 방법 |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BR112015026218A2 (pt) | 2013-04-15 | 2017-07-25 | 3M Innovative Properties Co | tampa de vedação translúcida |
| US9541118B2 (en) * | 2013-09-23 | 2017-01-10 | The Boeing Company | Systems and methods for use in covering a portion of a fastener protruding from a surface |
| CA2935343A1 (en) | 2013-12-30 | 2015-07-09 | 3M Innovative Properties Company | Compositions including a polythiol, an unsaturated compound, and a dye and methods relating to such compositions |
| WO2016106352A1 (en) * | 2014-12-23 | 2016-06-30 | 3M Innovative Properties Company | Dual cure polythioether |
| CN107531886B (zh) | 2015-04-29 | 2020-08-07 | 3M创新有限公司 | 由多硫醇和聚环氧化合物制备聚合物网络的方法 |
| BR112017028509A2 (pt) | 2015-06-29 | 2018-08-28 | 3M Innovative Properties Co | composições incluindo um politiol, um composto insaturado e um corante, e métodos relacionados a tais composições |
| US10512805B2 (en) | 2015-07-21 | 2019-12-24 | The Boeing Company | Ignition-quenching systems, apparatuses, and methods |
| USD784812S1 (en) * | 2015-08-04 | 2017-04-25 | Ignite Usa, Llc | Cap for a bottle |
| USD796325S1 (en) * | 2015-08-04 | 2017-09-05 | Ignite Usa, Llc | Cap for a bottle |
| CN105153702B (zh) * | 2015-09-16 | 2017-07-04 | 中国航空工业集团公司北京航空材料研究院 | 用于压制紧固件密封罩的胶料和制备密封罩的方法 |
| CN109451742A (zh) | 2016-06-30 | 2019-03-08 | 3M创新有限公司 | 包含多硫醇、不饱和化合物、光引发剂和有机氢过氧化物的可双重固化的硫醇-烯组合物以及在航空航天中使用的由其制备的交联聚合物密封剂 |
| CA3042678A1 (en) | 2016-11-03 | 2018-05-11 | 3M Innovative Properties Company | Method of applying a sealant to an aircraft component |
| EP3535621A1 (en) | 2016-11-03 | 2019-09-11 | 3M Innovative Properties Company | Compositions including a photolatent amine, camphorquinone, and a coumarin and related methods |
| JP7117318B2 (ja) * | 2017-04-03 | 2022-08-12 | ケメタル ゲゼルシャフト ミット ベシュレンクテル ハフツング | 燃料と油圧オイルおよび落雷に対する保護を組み合わせたシーリング化合物で充填されたプラスチックキャップ |
| US10434704B2 (en) | 2017-08-18 | 2019-10-08 | Ppg Industries Ohio, Inc. | Additive manufacturing using polyurea materials |
| WO2019064103A1 (en) | 2017-09-26 | 2019-04-04 | 1/1 Ok3M Innovative Properties Company | CURABLE SEALING COMPOSITIONS, SEALING CAP, AND METHODS OF MAKING AND USING THE SAME |
| US10458455B2 (en) * | 2017-12-22 | 2019-10-29 | The Boeing Company | Systems and methods for making and using a fitted cap for applying a shaped sealant shroud to a portion of a fastener |
| WO2019239273A1 (en) | 2018-06-15 | 2019-12-19 | 3M Innovative Properties Company | Assemblies and methods of making a shim |
| US20210371667A1 (en) | 2018-09-27 | 2021-12-02 | 3M Innovative Properties Company | Composition including amino-functional silanes and method of applying a sealant to a substrate |
| WO2020079556A1 (en) | 2018-10-15 | 2020-04-23 | 3M Innovative Properties Company | Composition including a polythiol, a polyepoxide, an amine catalyst, and a conductive filler and methods relating to the composition |
| WO2020095153A1 (en) | 2018-11-09 | 2020-05-14 | 3M Innovative Properties Company | Curable sealant compositions, seal cap, and methods of making and using the same |
| CN113039017A (zh) | 2018-11-19 | 2021-06-25 | 3M创新有限公司 | 适合用作催化剂的包含羟基基团和叔胺基团的聚合物 |
| EP3883999A1 (en) | 2018-11-19 | 2021-09-29 | 3M Innovative Properties Company | Composition including a polythiol, a polyepoxide, a polymeric catalyst, and a conductive filler and methods relating to the composition |
| USD936432S1 (en) * | 2018-12-25 | 2021-11-23 | Erica Bamonte | Food preservation container |
| WO2020202076A1 (en) | 2019-04-04 | 2020-10-08 | 3M Innovative Properties Company | Method of irradiating a composition through a substrate |
| KR20220018545A (ko) * | 2019-06-05 | 2022-02-15 | 바스프 에스이 | 폴리우레탄 폼을 위한 반응성 조성물 및 자동차 부품에서의 그 용도 |
| WO2021014277A1 (en) | 2019-07-25 | 2021-01-28 | 3M Innovative Properties Company | Methods of shimming an assembly |
| US12024310B2 (en) | 2021-04-08 | 2024-07-02 | The Boeing Company | Ignition-suppressing devices for shielding fasteners, aircraft fuel tanks having fasteners shielded by ignition-suppressing devices, and methods of installing ignition-suppressing devices in aircraft fuel tanks |
Family Cites Families (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2710113A (en) | 1952-01-23 | 1955-06-07 | Gen Dynamics Corp | Seal construction |
| US2927495A (en) | 1957-02-20 | 1960-03-08 | Victor H Barwood | Composite self-sealing washer |
| US3470787A (en) * | 1968-03-27 | 1969-10-07 | Us Army | Corrosion prevention device and method |
| JPS5113054A (en) | 1974-07-23 | 1976-02-02 | Kansai Paint Co Ltd | Borutobu oyobi natsutobuno fushokuboshihoho |
| US4400123A (en) | 1980-07-14 | 1983-08-23 | Rodun Development Corporation | Nut and thread protector |
| US4382049A (en) | 1981-11-30 | 1983-05-03 | Mcdonnell Douglas Corporation | Forming a lightning spark isolation barrier |
| US4519974A (en) * | 1983-08-12 | 1985-05-28 | Ltv Aerospace And Defense Company | Method and apparatus for applying a sealant to exposed fasteners |
| DE3575333D1 (de) | 1984-10-15 | 1990-02-15 | Ltv Aerospace & Defence | Verfahren und vorrichtung zum aufbringen einer bestimmten dichtungsmittelmenge auf ungeschuetzte befestigungsmittel. |
| EP0283598A1 (en) | 1987-03-16 | 1988-09-28 | Bridgestone Corporation | Waterproof nut and method of manufacturing the same |
| JPH0274612A (ja) | 1988-09-07 | 1990-03-14 | Toray Ind Inc | 高強度複合繊維 |
| US4826380A (en) | 1988-01-19 | 1989-05-02 | Ltv Aerospace & Defense Company | Pre-cast sealant dome and method |
| JPH02138488A (ja) | 1988-11-18 | 1990-05-28 | Dainippon Toryo Co Ltd | ボルト・ナットの防食方法 |
| JPH0610182Y2 (ja) * | 1988-11-29 | 1994-03-16 | 株式会社愛洋産業 | 光硬化性被覆キャップ |
| US4905631A (en) | 1989-02-27 | 1990-03-06 | Combustion Engineering, Inc. | Moisture separator reheater with inlet diffuser for steam distribution |
| JPH065083B2 (ja) | 1989-08-09 | 1994-01-19 | 大日本塗料株式会社 | ボルト・ナットの防食法及び保護キャップ |
| JP2960636B2 (ja) * | 1993-11-02 | 1999-10-12 | 早川ゴム株式会社 | 保護部材 |
| US5697745A (en) | 1995-12-05 | 1997-12-16 | Shaw; Jack B. | Screw cap |
| US6036804A (en) | 1996-02-21 | 2000-03-14 | Rayburn; Herbert | Moldable self-adhering fastener cover and installation method |
| US6086972A (en) * | 1996-02-21 | 2000-07-11 | Rayburn; Herbert | Deformable self-adhering fastener cover and installation method |
| US5755908A (en) | 1996-02-21 | 1998-05-26 | Rayburn; Herbert | Moldable self-adhering fastener cover and installation method |
| US5997229A (en) * | 1997-07-17 | 1999-12-07 | Akers; Paul | Screw cover and method |
| US6303870B1 (en) * | 1999-02-03 | 2001-10-16 | Turbine Controls, Inc. | Insulator cover |
| JP2000228140A (ja) | 1999-02-04 | 2000-08-15 | Mitsuki Nagamoto | 電磁継電器 |
| FR2802268B1 (fr) * | 1999-12-09 | 2002-02-22 | Joint Francais | Dispositifs d'application d'un mastic d'etancheite, support de stockage, de transport et d'utilisation de ces dispositifs et leurs utilisations |
| DE10031149C2 (de) | 2000-06-27 | 2002-07-25 | Heinz-Dieter Buerger | Wärmedämmplatte |
| EP1432917B1 (en) | 2001-09-28 | 2006-04-12 | PRC-Desoto International, Inc. | Premixed and frozen seal caps |
| US7479653B2 (en) | 2003-12-04 | 2009-01-20 | Henkel Ag & Co Kgaa | UV curable protective encapsulant |
| US20070190871A1 (en) * | 2004-05-07 | 2007-08-16 | Malay Patel | Sealing material |
| EP1866490A1 (en) | 2005-03-22 | 2007-12-19 | Off Ltd. Kick | Coating structure |
| US7551419B2 (en) * | 2006-06-05 | 2009-06-23 | Sri International | Electroadhesion |
| GB0624562D0 (en) * | 2006-12-08 | 2007-01-17 | Airbus Uk Ltd | Self Curing Injection Nozzle |
| JP5610758B2 (ja) * | 2009-04-02 | 2014-10-22 | 三菱航空機株式会社 | 耐雷ファスナ、キャップ、耐雷ファスナの取り付け方法、航空機 |
| JP3154154U (ja) * | 2009-07-17 | 2009-10-08 | 株式会社中部プラントサービス | ケーブルの結線構造 |
| JP5487093B2 (ja) * | 2010-12-17 | 2014-05-07 | 三菱航空機株式会社 | 耐雷ファスナ、耐雷ファスナの取付構造、航空機 |
| US20130223951A1 (en) * | 2011-04-28 | 2013-08-29 | Masahiro Bessho | Cap and fixing structure using the same |
| CN102678927A (zh) | 2012-05-22 | 2012-09-19 | 西安飞机工业(集团)有限责任公司 | 一种紧固件的密封工艺方法 |
| BR112015026218A2 (pt) | 2013-04-15 | 2017-07-25 | 3M Innovative Properties Co | tampa de vedação translúcida |
-
2014
- 2014-04-15 EP EP14722962.9A patent/EP2986511B1/en active Active
- 2014-04-15 CN CN201480021238.0A patent/CN105121286A/zh active Pending
- 2014-04-15 WO PCT/US2014/034073 patent/WO2014172305A1/en active Application Filing
- 2014-04-15 CN CN201710692288.7A patent/CN107477182A/zh active Pending
- 2014-04-15 JP JP2016509023A patent/JP6457490B2/ja not_active Expired - Fee Related
- 2014-04-15 KR KR1020157032277A patent/KR20150143647A/ko not_active Ceased
- 2014-04-15 CA CA2909377A patent/CA2909377A1/en not_active Abandoned
- 2014-04-15 BR BR112015026212A patent/BR112015026212A2/pt not_active Application Discontinuation
- 2014-04-15 US US14/783,916 patent/US10174781B2/en active Active
-
2018
- 2018-12-12 US US16/217,197 patent/US20190120276A1/en not_active Abandoned
-
2020
- 2020-07-18 US US16/932,724 patent/US20200347874A1/en not_active Abandoned
- 2020-07-18 US US16/932,720 patent/US20200347873A1/en not_active Abandoned
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210080489A (ko) * | 2018-10-22 | 2021-06-30 | 나일록 엘엘씨 | 패스너 실링 물질 및 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112015026212A2 (pt) | 2017-07-25 |
| US10174781B2 (en) | 2019-01-08 |
| CA2909377A1 (en) | 2014-10-23 |
| US20190120276A1 (en) | 2019-04-25 |
| EP2986511B1 (en) | 2021-05-26 |
| US20160069378A1 (en) | 2016-03-10 |
| CN105121286A (zh) | 2015-12-02 |
| WO2014172305A1 (en) | 2014-10-23 |
| JP2016521337A (ja) | 2016-07-21 |
| CN107477182A (zh) | 2017-12-15 |
| US20200347873A1 (en) | 2020-11-05 |
| EP2986511A1 (en) | 2016-02-24 |
| US20200347874A1 (en) | 2020-11-05 |
| JP6457490B2 (ja) | 2019-01-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20150143647A (ko) | 경량 시일 캡 | |
| US10858117B2 (en) | Lightning protective seal cap | |
| US10780657B2 (en) | Method of filling voids in a filled seal cap | |
| US11123899B2 (en) | Method for seaming multi-sectional composite tooling | |
| US9056429B2 (en) | Exposing fibers in composite laminates | |
| US11712860B2 (en) | Lightning strike protection surfacer and method of manufacturing the same | |
| US5145541A (en) | Low energy cured composite repair system based on imidazole-blocked naphthyl-diisocyanates | |
| EP0486517A1 (en) | Low energy cured composite repair system | |
| DE102015208980A1 (de) | Eine evakuierbare Form für Faserverbundkunststoff-Bauteile | |
| US20100034997A1 (en) | Metal-composite bonding methods and compositions | |
| CN110462942A (zh) | 用作对燃料和液压油以及雷击的组合保护的密封复合物填充的塑料盖 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20151111 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20190412 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20200520 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20200804 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20200520 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |