KR20150077444A - 고정자 또는 회전자 - Google Patents
고정자 또는 회전자 Download PDFInfo
- Publication number
- KR20150077444A KR20150077444A KR1020157012760A KR20157012760A KR20150077444A KR 20150077444 A KR20150077444 A KR 20150077444A KR 1020157012760 A KR1020157012760 A KR 1020157012760A KR 20157012760 A KR20157012760 A KR 20157012760A KR 20150077444 A KR20150077444 A KR 20150077444A
- Authority
- KR
- South Korea
- Prior art keywords
- stator
- teeth
- protrusions
- protrusion
- tooth
- Prior art date
Links
Images



Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/18—Means for mounting or fastening magnetic stationary parts on to, or to, the stator structures
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/08—Salient poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/14—Stator cores with salient poles
- H02K1/146—Stator cores with salient poles consisting of a generally annular yoke with salient poles
- H02K1/148—Sectional cores
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/24—Rotor cores with salient poles ; Variable reluctance rotors
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/022—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies with salient poles or claw-shaped poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/04—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings, prior to mounting into machines
- H02K15/0435—Wound windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/12—Impregnating, heating or drying of windings, stators, rotors or machines
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/32—Windings characterised by the shape, form or construction of the insulation
- H02K3/325—Windings characterised by the shape, form or construction of the insulation for windings on salient poles, such as claw-shaped poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/46—Fastening of windings on the stator or rotor structure
- H02K3/52—Fastening salient pole windings or connections thereto
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K2203/00—Specific aspects not provided for in the other groups of this subclass relating to the windings
- H02K2203/12—Machines characterised by the bobbins for supporting the windings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49009—Dynamoelectric machine
- Y10T29/49012—Rotor
Abstract
본 발명의 전기 모터 또는 발전기용 고정자 또는 회전자는, 돌출부를 갖는 원주 방향 지지부, 및 코일 권선을 수용하는 치부를 포함하고, 치부는 원주 방향 지지부의 돌출부가 수용되는 오목부를 포함하고, 돌출부 및 치부의 오목부는, 돌출부가 오목부에 수용될 때 그 오목부와 돌출부의 서로 인접하는 표면에 형성되어 있는 공동부 또는 채널을 가지며, 치부를 지지부에 유지시키기 위한 재료가 오목부와 돌출부의 서로 인접하는 표면에 형성되어 있는 공동부 또는 채널 사이에 배치된다.
Description
본 발명은 고정자(stator) 또는 회전자(rotor)에 관한 것으로, 특히 인휠(in-wheel) 전기 모터 또는 발전기용 고정자 또는 회전자에 관한 것이다.
고정자는 전기 모터 또는 발전기에 있어서 움직이지 않는 부분으로 잘 알려져 있고, 회전자가 그 부분 주위에서 회전하게 된다. 고정자는 일반적으로 자성 부품 및 다른 구조 부품을 포함한다. 전기 모터는, 자기장의 존재에서 전류가 흐르는 와이어는 힘을 받게 된다는 원리로 작용한다. 일반적으로, 일 세트의 영구 자석을 갖는 회전자가 일 세트의 코일 주위로 회전하도록 배치되고, 그 코일에 전류가 흐르면 회전자가 고정자 주위로 회전하여 운동을 발생시키게 된다. 회전자가 일 세트의 코일을 가지며 고정자는 일 세트의 영구 자석을 갖는 것도 가능함을 이해할 것이다.
회전자 내부에 장착되는 고정자의 일 예가 도 1 에 나타나 있다. 도 1 은 단일체의 재료, 예컨대 PM(powder metal)으로 형성되거나 보다 일반적으로는 다수의 동일한 박판으로 형성되는 고정자의 백 아이언(back-iron)을 나타낸다. 원형 지지부(150)(백 아이언 또는 백 링으로도 알려져 있음)로부터의 돌출부(100)는 "치부(teeth)"로 알려져 있고 복수의 코일 권선을 수용하는데 사용된다. 모터의 성능을 증가시키기 위해서는 코일 권선의 총 단면을 최적화하는 것이 바람직한데, 이러면 저항이 감소하여 열 발생이 감소하는 효과가 얻어진다. 추가적으로, 코일 권선들이 서로 더 근접해 있으면, 열전도성이 개선되는 효과가 얻어지며, 이에 따라 연속적인 성능의 개선과 함께 모터 효율이 증가하는 효과가 얻어지게 된다.
그러나, 전체 고정자가 중실의 단일체로 형성되어 있는, 도 1 에 나타나 있는 바와 같은 구성에서는, 와이어 코일을 물리적으로 치부 주위에 감기 위한 공간의 양이 제한되어 있음을 알 수 있을 것이다. 그러므로, 그러한 구성에서는, 서로 인접한 치부의 코일들 사이에 간격을 두는 것이 일반적이지만, 이는 비효율적인데, 왜냐하면 그 간격은 그렇지 않은 경우 와이어 코일로 채워져 코일 권선의 총 단면을 증가시킬 수 있기 때문이다.
추가적으로, 고정자와 코일 권선 사이의 코일 절연을 제공하는 전통적인 방법에서는 열전도성이 불량하게 될 수 있는데, 이렇게 되면 전기 모터의 성능이 제한될 수 있다.
또한, 큰 단일체의 고정자는 일반적으로 요구되는 코일 권취를 수행하기 위해 복잡한 권취 기계 및 복잡한 권취 공정을 필요로 한다.
따라서, 이러한 상황을 개선하는 것이 바람직하다.
본 발명의 일 양태에 따르면, 첨부된 청구 범위에 따른 고정자 또는 회전자 및 방법이 제공된다.
본 발명에 의하면, 개별 고정자 치부를 고정자 백 아이언에 장착하기 전에 개별적으로 감을 수 있어, 서로 인접하는 고정자 치부에 있는 코일들 사이의 간격이 최소화될 수 있는 이점이 제공된다.
또한, 고정자 치부를 고정자 백 아이언에 유지시키기 위한 유지 요소로서 삽입(potting) 재료를 사용하면서 고정자 치부를 고정자 백 링에 반경 방향으로 장착함으로써, 제조의 복잡성 및 고정자 치부와 고정자 백 아이언의 중량이 줄어드는 추가적인 이점이 제공된다.
추가로, 고정자 백 아이언에 장착될 수 있는 고정자 치부를 가짐으로써, 장착 공정 전에 절연층을 고정자 치부에 오버몰딩할 수 있다. 단일의 고정자 치부에 가해지는 오버몰딩 층의 사용으로, 절연 층과 고정자 치부 사이에 공기 틈이 형성될 위험이 최소화될 수 있고, 그리하여, 열전도성을 또한 개선하면서 코일과 고정자 사이에 전기 절연층을 제공할 수 있다.
이제, 첨부 도면을 참조하여 본 발명을 예시적으로 설명하도록 한다.
도 1 은 일체적인 치부와 단일체로 형성되어 있는 고정자에 대한 종래 기술의 예를 도시한다.
도 2, 2a 및 2b 는 본 발명의 일 실시 형태에 따른 고정자의 원주 방향 지지부를 도시한다.
도 3 은 본 발명의 일 실시 형태에 따른 고정자 치부를 도시한다.
도 4 는 본 발명의 일 실시 형태에 따른 고정자 백 아이언에 장착되어 있는 고정자 치부를 도시한다.
도 5 는 본 발명의 일 실시 형태에 따른 고정자 치부의 오버몰딩을 도시한다.
도 2, 2a 및 2b 는 본 발명의 일 실시 형태에 따른 고정자의 원주 방향 지지부를 도시한다.
도 3 은 본 발명의 일 실시 형태에 따른 고정자 치부를 도시한다.
도 4 는 본 발명의 일 실시 형태에 따른 고정자 백 아이언에 장착되어 있는 고정자 치부를 도시한다.
도 5 는 본 발명의 일 실시 형태에 따른 고정자 치부의 오버몰딩을 도시한다.
이제 본 발명의 실시 형태를 전기 모터용 고정자와 관련하여 설명할 것이지만, 본 발명은 회전자가 코일을 갖는 전기 모터에 있는 회전자 장치에도 마찬가지로 적용됨을 이해해야 한다. 본 발명은 또한 발전기에도 마찬가지로 적용된다. 본 실시 형태는 고정자와 회전자를 갖는 전기 모터를 설명하지만, 고정자와 회전자가 원주 방향 지지부를 갖는 경우, 본 발명은 다른 구성의 회전자와 고정자를 갖는 전기 모터, 예컨대 선형 전기 모터에도 마찬가지로 적용될 수 있다. 따라서, 회전자라는 용어는 그 부품의 형상에 관계 없이 전기 모터의 움직이는 부품을 포괄하는 것이며, 따라서 선형 전기 모터에 있는 강제자(forcer)도 포괄하는 것이다.
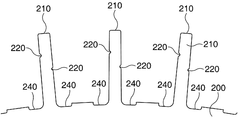
본 발명의 제 1 실시 형태에 따라, 도 2 는 원주 방향 지지부(200)를 도시한다. 이 원주 방향 지지부(200), 즉 고정자 백 링의 외주 둘레에는, 반경 방향으로 연장되어 있는 복수의 돌출부(210)가 분산되어 있으며, 이들 돌출부는 도 2a 및 2b 에 더 자세히 도시되어 있다. 상기 복수의 돌출부(210)는 고정자 백 아이언(200)의 외측 표면으로부터 바깥쪽으로 연장되어 있다. 그러나, 다른 전기 모터의 구성에서는, 상기 복수의 돌출부(210)는 고정자 백 아이언의 내측 표면으로부터 안쪽으로 연장되어 있을 수 있다.
돌출부(210)를 포함한 고정자 백 아이언(200)은 단일체의 일체적인 구조 부품으로서 형성된다. 예컨대, 고정자 백 아이언(200)은 분말 금속으로 성형될 수 있으며, 또는 보다 일반적으로는, 다수의 동일한 박판으로 형성될 수 있는데, 이 경우 그들 박판은 일반적으로 전기 강과 같은 강 시트(sheet)로 제조되지만, 적절한 강도와 전자기 특성을 갖는 어떤 재료라도 사용될 수 있다. 박판들 사이에서 와전류(eddy current)가 흐르는 것을 방지하기 위해 그들 박판은 표면에서 또한 치부 적층체와 고정자 백 링(즉, 원주 방향 지지부(200)) 사이의 만곡된 접속부 형상을 따라 절연 코팅을 가질 수 있다.
상기 박판은 어떤 적절한 수단으로도 제조될 수 있는데, 예컨대 요구되는 재료의 시트로부터 요망되는 형상을 스탬핑하거나 절단해서 또는 레이저 엣칭으로 제조될 수 있다. 일 예로, 상기 박판은 0.3 mm ∼ 0.4 mm, 바람직하게는 약 0.35 mm의 두께를 가질 수 있다.
상기 고정자 백 아이언(200)에 형성되어 있는 각 돌출부(210)는 고정자 치부를 수용하도록 되어 있는데, 각 돌출부는 아래에서 설명하는 바와 같이 고정자 치부에 형성되어 있는 오목부에 수용된다.
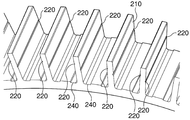
도 2a 및 2b 에 도시되어 있는 바와 같이, 원주 방향 지지부의 접선에 수직인 평면에 있는 돌출부(210)의 측부에는, 그 돌출부의 기부에 실질적으로 평행하게, 즉 고정자 백 아이언(200)의 원주 방향 평면에 실질적으로 직각인 방향으로 연장되어 있는 채널(220)이 형성되어 있다. 채널이라는 용어의 사용은, 재료가 삽입될 수 있게 해주는 홈 또는 임의의 형태의 공동부를 포괄하는 것이다.
본 실시 형태는 돌출부(210)의 두 측부에 형성되어 있는 채널(220)을 도시하고 있지만, 본 발명은 돌출부(210)의 일 측부에 형성되어 있는 단일의 채널(210)에도 마찬자기로 적용가능하다.
도 2b 에 도시되어 있는 바와 같이, 돌출부(210)의 측부들에 형성되어 있는 양 채널(220)은 그 돌출부(210)의 전체 길이에 걸쳐 연장되어 있다. 그러나, 채널(220)의 길이는 짧게 될 수 있고, 그래서 돌출부(210)의 기부에 평행한 그 돌출부(210)의 길이의 일 부분에 걸쳐서만 연장되어 있을 수 있다.
또한, 채널(220)의 배향은 돌출부(210)의 기부에 실질적으로 평행한 것에 한정되지 않고 다른 배향도 사용될 수 있다.
돌출부(210)에서 스트레스 점이 발생하는 위험을 최소화하기 위해, 돌출부(210)의 각 측부에 있는 채널(220)은 서로에 대해 벗어나 있는데, 그래서 어떤 지점에서의 돌출부(210)의 폭이라도 단일 채널(220)의 깊이 보다 큰 양 만큼 감소되지 않는 것이 보장된다.
바람직하게는, 돌출부(210)의 기부에는 홈(240)(즉, 오목부)가 각 측에 형성되어 있는데, 이 홈(240)은 고정자 백 아이언(200)의 원주 방향 평면에 실질적으로 직각인 방향으로 돌출부(210)의 기부에서 고정자 백 아이언(200)을 따라 있다. 고정자 백 아이언(200)에 형성되어 있는 각 홈(240)은 아래에서 설명하는 바와 같이 고정자 치부의 벽부의 단부를 수용하도록 되어 있다.
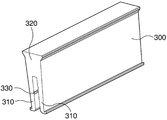
도 3 은 도 2 에 도시되어 있는 고정자 백 아이언(200)에 장착되는 고정자 치부(300)를 도시한다. 이 고정자 치부(300)는 고정자 치부의 정상부(320)를 통해 서로 연결되어 있는 2개의 벽부(310)를 포함한다. 고정자 치부(300)에 장착되는 코일 권선의 유지를 돕기 위해, 고정자 치부의 정상부(320)는 치부의 벽부(310)를 넘어 옆으로 연장되어 있어, 옆으로 연장되어 있는 고정자 팁을 형성한다.
고정자 치부(300)의 두 치부 벽부(310) 사이에는 오목부가 형성되어 있다. 이 오목부의 크기는, 도 4 에 도시되어 있는 바와 같이, 고정자 치부(300)가 돌출부(210) 위에 배치될 때 고정자 백 아이언의 돌출부가 상기 오목부 내에 수용될 수 있도록 되어 있다. 바람직하게는, 고정자 치부(300)와 돌출부(210) 사이의 개선된 열전도성을 위해, 상기 오목부와 돌출부(210)의 치수는, 고정자 치부 오목부의 벽과 돌출부의 외측부의 측면 사이의 틈이 최소화되도록 선택된다.
추가적으로, 두 치부 벽부의 바닥부는 옆으로 연장되어 있고, 돌출부(210)의 기부에서 고정자 백 아이언(200)을 따라 있는 상기 홈(240)에 대응하는 치수를 가지고 있으며, 따라서, 고정자 백 아이언 돌출부(210)가 고정자 치부의 오목부 내에 수용될 때, 두 치부 벽부(310)의 상기 옆으로 연장되어 있는 바닥부가 고정자 백 아이언(200) 상에 있는 상기 홈(240) 내부에 끼워맞춤된다.
치부 벽부(310)의 각 내측벽에는 채널(330)이 형성되어 있다. 고정자 치부(300)가 고정자 백 아이언 돌출부(210) 위에 배치되면, 고정자 치부의 오목부에 형성되어 있는 양 채널(330)이 고정자 백 아이언의 돌출부(210) 상에 있는 대응하는 채널(220)과 정렬하게 된다.
고정자 백 아이언의 돌출부(210) 상에 형성되어 있는 상기 채널과 마찬가지로, 양 고정자 치부 오목부 채널(330)은 각 벽부(310)의 전체 길이에 걸쳐 연장되어 있지만, 고정자 치부 오목부 채널(330)의 길이는 짧게 될 수 있고, 그래서 치부 오목부 벽부(210)의 길이의 일 부분에 걸쳐서만 연장되어 있을 수 있다.
또한, 채널(330)의 배향은 치부(300)의 기부에 실질적으로 평행한 것에 한정되지 않고, 돌출부(210) 상에 형성되어 있는 채널(220)의 배향과 일치하는 다른 배향도 사용될 수 있다.
고정자 치부(300)는 고정자 백 아이언(200)과는 별개의 것이므로, 고정자 치부(300)가 고정자 백 아이언(200)에 장착되기 전에 그 고정자 치부에 코일 권선이 미리 감겨질 수 있으며, 그래서, 치부에 코일을 감는 것이, 치부가 고정자 지지부와 일체적으로 되어 있는 경우 보다 쉽게 되는 이점이 얻어진다. 예컨대, 종래의 전기 모터 설계를 위한 슬롯 필(slot fill)(즉, 고정자 치부 사이의 슬롯을 채우는 구리 와이어의 양)은 37% 정도가 될 것이다. 그러나, 고정자가 일체적인 치부와 단일체로 형성될 때 부과되는 공간 제약 없이 코일을 고정자 치부에 감을 수 있게 함으로써, 상기 슬롯 필은 대략 54% 이상으로 증가될 수 있다.
바람직하게는, 고정자 치부(300)를 고정자 백 아이언(200)에 장착하기 전에, 고정자 치부(300) 및/또는 돌출부(210)에 있는 하나 이상의 표면에 접착제가 발리게 되며, 상기 표면은 고정자 치부(300)가 돌출부(210)에 장착되면 서로 접하게 된다. 고정자 치부(300) 및/또는 돌출부(210)의 하나 이상의 표면에 접착제를 바르면, 아래에서 설명하는 바와 같이 삽입 재료를 가하기 전에 고정자 치부를 고정자 백 아이언에 유지시키는데 도움이 된다. 추가적으로, 고정자 치부(300) 및/또는 돌출부(210)의 하나 이상의 표면에 접착제를 바르면, 고정자 백 아이언(200)에 대한 고정자 치부(300)의 미세한 움직임 및 치부(300)의 국부적인 진동을 최소화하는데도 도움이 된다. 고정자 치부(300)와 고정자 백 아이언(200) 사이의 열전도를 돕기 위해, 상기 접착제는 바람직하게는 양호한 열전도성을 갖도록 선택된다. 이 접착제는 고정자 치부(300)를 돌출부(210)로부터 전기적으로 절연시키는데도 도움을 줄 수 있으며, 그리하여 고정자 치부(300)와 고정자 백 아이언(200) 사이의 와전류를 최소화하는데 도움을 준다.
고정자 치부(300)를 고정자 백 아이언(200)에 장착하기 위해, 고정자 백 아이언(200)에 형성되어 있는 각 돌출부(210) 상으로 고정자 치부(300)를 반경 방향으로 가압하고, 오목부 벽부(310)와 돌출부(210)의 서로 인접하는 표면에 형성되어 있는 채널(220, 330) 사이에 재료를 삽입한다. 바람직하게는, 그 재료는 오목부 벽부(310)와 돌출부(210)의 서로 인접하는 표면에 형성되어 있는 상기 채널(220, 330) 사이에 재료가 삽입되면 예컨대 경화 과정의 일 부분으로서 경화되는 유체인데, 예컨대, 화학적 첨가제, 자외선, 전자 비임 또는 열에 의해 일어나는 폴리머 사슬의 가교 결합에 의해 경화되는 폴리머 재료이다. 적절한 재료의 다른 예는 폴리우레탄 삽입 재료 또는 실리콘 삽입 재료를 포함한다.
적절한 재료의 일 예는 에폭시 폴리머 재료이며, 이 경우, 오목부 벽부(310)와 돌출부(210)의 인접하는 표면에 형성되어 있는 채널(220, 330) 사이에 재료가 삽입되기 전에, 경화제로써 공지된 수지와 경화제의 비/중량이 선택되고 그 수지와 경화제가 함께 혼합된다. 그런 다음, 혼합된 화합물은 오목부 벽부(310)와 돌출부(210)의 서로 인접하는 표면에 형성되어 있는 상기 채널(220, 330) 사이에 삽입된다. 오목부 벽부(310)와 돌출부(210) 사이에 형성되어 있는 채널(220, 330) 안으로의 상기 재료의 유입을 개선하기 위해, 그 재료 및/또는 고정자 어셈블리를 가열할 수 있다.
일단 재료가 경화되면, 경화된 재료는, 고정자 치부(300)를 고정자 백 아이언(200)에 고정시키는 유지 핀(490)으로서 작용하게 되며, 경화된 재료의 증가된 전단 강도로 인해, 고정자 백 아이언(200)에 대한 고정자 치부(300)의 반경 방향 움직임이 억제된다. 도 4 에 도시되어 있는 바와 같이, 경화된 재료는 돌출부(210)에 형성되어 있는 체널(220) 및 오목부 벽부(310)에 형성되어 있는 채널(330) 안으로 연장되어 있고, 그리하여, 경화된 재료가 상호 맞물림 요소로서 작용함으로써, 고정자 치부(300)가 돌출부로부터 제거되는 것이 방지된다.
바람직한 실시 형태는, 고정자 치부(300)를 고정자 백 아이언(200)에 상호 맞물리기 위한 유지 핀(490)으로서, 경화 과정의 일 부분으로서 경화되는 유체를 사용하고 있지만, 다른 재료, 예컨대, 오목부 벽부(310)와 돌출부(210)의 서로 인접하는 표면에 형성되어 있는 채널(220, 330) 사이에 삽입되는 고체 요소도 사용될 수 있다.
그러나, 돌출부(210)와 오목부 벽부(310)에 형성되어 있는 채널에 삽입된 후에 경화되는 유체를 사용하면, 고정자 치부를 이 고정자 치부에 장착되어 있는 코일 권선과 함께 돌출부 위에 장착한 후에 상기 유지 요소를 비교적 쉽게 상기 채널 안으로 주입할 수 있는 이점이 있다.
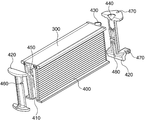
도 5 는 다른 바람직한 특징을 도시하는데, 코일 권선과 고정자 치부(300) 사이의 전기적 절연을 돕기 위해, 고정자 치부(300)는 오버몰딩을 사용하여 절연 재료(500)로 에워싸여 있다(즉, 고정자 치부가 오버몰딩됨). 바람직하게는, 그 절연 재료(400)는 양호한 열전도성, 높은 온도 편향성 및 양호한 유전(dielectric) 강도를 갖는 플라스틱 재료가 될 것인데, 예컨대 액정 폴리머이다. 바람직하게는, 오버몰딩 재료는 양호한 열전도성을 갖도록 선택되며, 그래서 코일 권선과 고정자 치부(300) 사이의 열전도를 도와 준다. 바람직하게는, 오버몰딩 공정은, 코일 권선을 고정자 치부 상에 유지시키는 것을 도와 주는 요소, 예컨대 오버몰딩물의 바닥에 형성되어 있는 리지(ridge)를 포함한다.
도 5 에 도시되어 있는 바와 같이, 오목부 벽부(310)와 돌출부(210)의 서로 인접하는 표면에 형성되어 있는 채널(220, 330) 사이에 재료를 삽입하는 것을 용이하게 하기 위해, 치부(300)의 두 단부측에서 틈(410)이 상기 사출 성형 플라스틱 층(400)에 형성되어 있는데, 사출 성형 플라스틱 층(400)에 있는 그 틈(410)은 치부(300)의 바닥에서부터 상기 오목부의 정상부까지 연장되어 있다. 사출 성형 플라스틱 층(400)은 치부(300)의 바닥부에서부터 위로 상기 옆으로 연장되어 있는 고정자 팁의 장상부까지 연장되어 있다.
치부(300)의 단부측에서 틈을 상기 사출 성형 플라스틱 층(400)에 형성하면, 사출 성형 플라스틱 층(400)이 치부(300)에 가해지고 있을 때 그 치부의 두 벽부(310)에 대한 내향 압력이 최소화되는 추가적인 이점이 얻어진다. 이로써, 사출 성형 공정 중에 고정자 치부의 벽부(310)가 휘어지는 것을 방지하기 위해 그 두 벽부(310) 사이에 구조적 지지부를 배치할 필요가 없게 된다. 도 5 에 도시되어 있는 바와 같이, 치부(300)의 단부측에서 사출 성형 플라스틱 층(400)에 있는 상기 틈(410)은 바람직하게는 치부 오목부의 정상부까지 연장되어 있다.
도 5 에 도시되어 있는 바와 같이, 고정자 치부(300)의 측부 주위에 형성되어 있는 상기 사출 성형 플라스틱 층(400)은 길이 방향 리지(ridge)를 포함하는데, 이 길이 방향 리지는, 치부(300) 주위에 코일 권선을 감는 것을 용이하게 해주고 또한 코일 권선과 사출 성형 플라스틱 층(400) 사이의 개선된 열전도성을 위해 사출 성형 플라스틱 층(400)과 코일 권선 사이의 접촉 면적을 증가시켜 준다.
고정자 치부(300)의 단부에서 코일 권선과 고정자 치부(300) 사이의 전기적 절연을 돕기 위해, 코일 권선이 고정자 치부(300)에 가해지기 전에 전기 절연 요소(420)가 사출 성형 플라스틱 층(400)에 형성되어 있는 상기 틈(410)에 배치된다. 상기 전기 절연 요소(420)는 치부(300)의 단부를 그 치부(300) 주위에 감겨 있는 코일 권선으로부터 전기적으로 절연시키도록 되어 있다.
상기 바람직한 실시 형태는 사출 성형 플라스틱 층(400)의 양 상호 반대 측들에 형성되어 있는 2개의 틈(410)에 배치되는 2개의 절연 요소(420)를 사용하고 있지만, 사출 성형 플라스틱 층(400)은 치부(300)의 일 단부측에서 사출 성형 플라스틱 층(400)에 형성되어 있는 단일의 틈(410)을 가질 수 있으며, 이 경우 치부(300)의 단부에서 절연을 제공하기 위해 단일의 절연 요소(420)가 사용된다.
사출 성형 플라스틱 층(400)에 형성되어 있는 각각의 틈(410)에 상기 두 절연 요소(420)를 정확하게 배치하는 것을 용이하게 하기 위해, 바람직하게는, 상기 두 절연 요소(420)는, 사출 성형 플락스틱 층(400)에 형성되어 있는 대응하는 부분에 맞도록 되어 있는 고정 요소를 갖는다. 본 실시 형태의 목적을 위해, 연장 립(430)이 고정자 치부(300)의 일 단부에서 사출 성형 플라스틱 층(400)의 정상부에 형성되어 있고, 관련된 절연 요소(420)에는 대응하는 오목부(440)가 형성되어 있다. 고정자 치부(300)의 다른 단부에서는, 고정자 치부(300)의 바닥부로부터 위로 2/3 되는 지점에서 고정 요소(450)가 사출 성형 플라스틱 층(400)의 가장자리에 형성되어 있고, 관련된 절연 요소(420)에는 대응하는 오목부(460)가 형성되어 있다. 그러나, 어떤 형태의 고정 요소라도 사용될 수 있다.
바람직하게는, 상기 절연 요소(420) 중의 적어도 하나는 절연 요소(420)의 내측 표면에 형성되어 있는 채널(480)을 포함하는데, 이 채널은, 상기 절연 요소(420)가 사출 성형 플라스틱 층(400)에 형성되어 있는 틈에 배치되고 또한 관련된 치부(300)가 고정자 백 아이언(200)에 장착되면 상기 재료, 예컨대 삽입(potting) 또는 접착 재료를 오목부 벽부(310)와 돌출부(210)의 서로 인접하는 표면에 형성되어 있는 채널(220, 330) 사이에 보낼 수 있기 위한 것이다.
절연 요소(420)의 내측 표면에 형성되어 있는 채널(480)을 가짐으로써, 고정자 치부(300)가 고정자 백 아이언에 장착된 후에, 재료가 상기 채널을 통과하여 그리고 오목부 벽부(310)와 돌출부(210)의 서로 인접하는 표면에 형성되어 있는 채널(220, 330) 사이를 지나 고정자 치부의 오목부와 고정자 백 아이언의 표면에 가해질 수 있고, 이때, 전술한 바와 같이, 고정자 치부(300)를 고정자 백 아이언(200)에 유지시키기 위해 삽입 재료가 사용된다.
전술한 바와 같이, 고정자 치부(300)와 고정자 백 아이언(200) 사이의 열전도를 돕기 위헤, 접착/삽입 재료는 바람직하게 양호한 열전도성을 갖도록 선택된다. 이 접착/삽입 재료는 고정자 치부(300)를 돌출부(210)로부터 전기적으로 절연시키는데도 도움을 주며, 그리하여, 고정자 치부(300)와 고정자 백 아이언(200) 사이의 와전류를 최소화하는데 도움을 준다.
바람직하게는, 절연 요소(420) 중의 적어도 하나는 코일 권선의 일 부분을 인도하는데 도움을 주기 위한 적어도 하나의 안내 요소(470)를 포함한다. 코일 권선을 고정자 치부(300)에 또한 그로부터 인도하기 위한 제 1 안내 요소(470)가 절연 요소(420)의 정상부에 제공되어 있고, 코일 권선을 고정자 치부(300) 사이로 인도하기 위한 2개의 안내 요소(470)가 절연 요소(420)의 바닥부에 제공되어 있다.
바람직하게는, 사출 성형 플라스틱 층(400)과 제 1 및/또는 2 절연 요소(420)는 다른 재료로 만들어진다.
바람직하게는, 오버몰딩 재료는 양호한 열전도성을 갖도록 선택되어, 코일 권선과 고정자 치부(300) 사이의 열전도를 도와 준다. 그러나, 최적의 열전도성을 갖도록 선택되는 오버몰딩 재료는 코일 권선의 안내/인도 부분에 대해 요구되는 최적의 기계적 강도 요건은 제공하지 못할 수 있다. 따라서, 사출 성형 플라스틱 층(400)의 일 부분을 형성하지 않고 고정자 치부(300)의 단부측에 위치되는 절연 요소(420)를 가짐으로써, 다른 우선 요건들에 따라 절연 요소(420)와 사출 성형 플라스틱 층(400)을 위한 재료를 서로 다르게 선택할 수 있다. 예컨대, 절연 요소(420)를 위한 재료는 최적의 강도가 얻어지도록 선택될 수 있고, 사출 성형 플라스틱 층(400)을 위한 재료는 최적의 열전도성이 얻어지도록 선택된다. 따라서, 사출 성형 플라스틱 층(400)은 절연 요소(420) 보다 높은 열전도성을 가질 수 있고, 절연 요소(420)는 사출 성형 플라스틱 층(400) 보다 큰 기계적 강도를 가질 수 있다. 적절한 사출 성형 플라스틱 층의 일 예는 CoolPoly® 열전도성 액정 폴리머이다. 절연 요소를 위한 적절한 재료의 일 예는 Nylon PA66 이다.
바람직하게는, 치부(300)의 적어도 한 측부는 사출 성형 플라스틱 층이 위에 형성되는 유지 요소(610)를 포함하는데, 이 유지 요소는 사출 성형 플라스틱 층(400)이 치부(300)의 측부로부터 벗겨지는 것을 방지하기 위한 것이다.
일단 고정자 치부(300)가 오버몰딩되고 절연 요소(420)가 오버몰딩물의 단부측에 형성되어 있는 상기 틈(410)에 배치되면, 코일 권선이 고정자 치부(300)에 가해지게 된다. 그런 다음, 고정자 치부(300)가 돌출부(210) 위에 배치되고, 고정자 치부(300)를 고정자 백 아이언(200)에 유지시키기 위한 재료가 상기 절연 요소 채널을 통과하여, 오목부 벽부(310)와 돌출부(210)의 서로 인접하는 표면에 형성되어 있는 상기 채널(220, 330) 안으로 들어가게 된다.
본 실시 형태의 목적을 위해, 완전 조립된 고정자는 72개의 고정자 치부를 포함하는데, 하지만 어떤 수의 치부라도 사용될 수 있고, 이때 그 수는 바람직하게는 50 ∼ 100 개이다.
도면에 나타나 있고 실질적으로 설명한 바와 같은 본 발명은, 회전자가 고정자를 둘러싸고 그 주위를 회전하는 경우에 관한 것이지만, 권선 치부가 반경 방향 외측이 아니라 고정자의 중심을 향해 반경 방향 내측으로 돌출해 있는 고정자가 회전자를 둘러싸는 경우도 본 발명의 범위에 완전히 포함되는 것임을 이해할 것이다.
또한, 본 발명을 전기 모터용 고정자와 관련하여 설명했지만, 본 발명은 발전기의 요소에도 마찬가지로 적용될 수 있다.
본 발명을 구현하는 고정자는 어떤 크기라도 될 수 있지만, 바람직한 크기는 전기 모터 또는 발전기의 요망되는 크기에 달려 있다. 예컨대, 18" 직경을 갖는 전기 모터의 경우, 고정자의 외측 반경은 약 191 mm일 수 있다(즉, 고정자 직경은 382 mm). 20" 직경의 모터의 경우에, 고정자의 외경은 약 424 mm 일 수 있고, 14" 직경의 모터의 경우에 외경은 약 339 mm 일 수 있다.
전술한 실시 형태에 따라 구성되는 고정자는 특히 전기 차량용 전기 모터에 이용된다. 특히, 본 발명의 실시 형태는 도로 주행 전기 차량, 보다 구체적으로는, 하나 이상의 인휠 전기 모터를 갖는 전기 차량에 결합될 수 있다.
Claims (19)
- 전기 모터 또는 발전기용 고정자 또는 회전자로서,
돌출부를 갖는 원주 방향 지지부, 및 코일 권선을 수용하도록 배치된 치부를 포함하고, 상기 치부는 원주 방향 지지부의 돌출부가 수용되는 오목부를 포함하고, 상기 돌출부 및 치부의 오목부는, 돌출부가 오목부에 수용될 때 오목부와 돌출부의 인접한 표면에 형성되어 있는 공동부 또는 채널을 갖도록 배치되고, 상기 치부를 지지부에 유지시키기 위해 상기 오목부와 돌출부의 인접한 표면에 형성되어 있는 공동부 또는 채널 사이에 재료가 배치되는, 고정자 또는 회전자. - 제 1 항에 있어서,
상기 원주 방향 지지부는 복수의 돌출부를 포함하고, 각 돌출부는 치부의 오목부 내에 수용되며, 각 돌출부 및 이 돌출부가 수용되는 오목부는 오목부와 돌출부의 인접한 표면에 형성되어 있는 공동부 또는 채널을 가지며, 상기 복수의 치부를 지지부에 유지시키기 위해 각 오목부와 돌출부의 인접한 표면에 형성되어 있는 상기 공동부 또는 채널 사이에 재료가 배치되는, 고정자 또는 회전자. - 제 1 항 또는 제 2 항에 있어서,
상기 재료는 경화되는 폴리머, 폴리우레탄 삽입(potting) 재료, 또는 실리콘 삽입 재료인, 고정자 또는 회전자. - 제 3 항에 있어서,
상기 경화되는 폴리머는 에폭시 수지인, 고정자 또는 회전자. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
상기 오목부와 돌출부의 인접한 표면에 형성되어 있는 상기 공동부 또는 채널은 원주 방향 지지부에 대해 실질적으로 동일한 반경 방향 위치에 있는, 고정자 또는 회전자. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 돌출부 및 이 돌출부가 수용되는 오목부는, 상기 오목부와 돌출부의 인접한 제 1 쌍의 표면 및 그 오목부와 돌출부의 인접한 제 2 쌍의 표면에 형성되어 있는 공동부 또는 채널을 갖도록 배치되는, 고정자 또는 회전자. - 제 6 항에 있어서,
인접한 상기 제 1 쌍의 표면 및 인접한 상기 2 쌍의 표면은 돌출부와 오목부의 양 상호 반대 측들에 있는, 고정자 또는 회전자. - 제 1 항 내지 제 7 항 중 어느 한 항에 있어서,
상기 재료는 오목부와 돌출부의 인접한 표면에 형성되어 있는 상기 공동부 또는 채널 사이에 배치된 후에 경화되는, 고정자 또는 회전자. - 제 1 항 내지 제 8 항 중 어느 한 항에 있어서,
상기 돌출부는 상기 원주 방향 지지부로부터 멀어지는 반경 방향으로 연장되어 있는, 고정자 또는 회전자. - 제 1 항 내지 제 9 항 중 어느 한 항에 있어서,
상기 원주 방향 지지부는 일련의 박판으로 형성되어 있는, 고정자 또는 회전자. - 제 1 항 내지 제 10 항 중 어느 한 항에 있어서,
상기 치부는 일련의 박판으로 형성되어 있는, 고정자 또는 회전자. - 제 1 항 내지 제 11 항 중 어느 한 항에 있어서,
상기 치부는 코일 권선을 수용하기 전에 오버몰딩되는, 고정자 또는 회전자. - 제 12 항에 있어서,
오버몰딩 층은 상기 치부의 복수의 측부에 형성되어 있는 사출 성형 플라스틱 층이고, 상기 치부의 제 1 측부에서 제 1 틈이 상기 사출 성형 플라스틱 층에 형성되어 있고, 상기 사출 성형 플라스틱 층에 형성되어 있는 상기 제 1 틈에는 제 1 절연 요소가 배치되며, 상기 사출 성형 플라스틱 층과 제 1 절연 요소는 상기 치부를 코일 권선으로부터 전기적으로 절연시키도록 되어 있는, 고정자 또는 회전자. - 제 13 항에 있어서,
사출 성형 플라스틱 층에 형성되어 있는 상기 제 1 틈에 상기 제 1 절연 요소가 배치되면 상기 재료를 치부의 상기 오목부 안으로 보낼 수 있기 위해 상기 제 1 절연 요소는 그 제 1 절연 요소의 표면에 형성되어 있는 채널을 갖는, 고정자 또는 회전자. - 제 1 항 내지 제 14 항 중 어느 한 항에 있어서,
상기 원주 방향 지지부는 돌출부의 적어도 일 측에서 오목부를 가지며, 치부의 측방 요소가 그 오목부 내에 장착되어 치부의 접선 방향 움직임을 억제하게 되는, 고정자 또는 회전자. - 제 1 항 내지 제 15 항 중 어느 한 항에 있어서,
상기 돌출부와 치부는 원주 방향 지지부의 중심점으로부터 멀어지는 반경 방향으로 그 원주 방향 지지부로부터 연장되어 있는, 고정자 또는 회전자. - 제 1 항 내지 제 15 항 중 어느 한 항에 있어서,
상기 돌출부와 치부는 원주 방향 지지부의 중심점을 향하는 반경 방향으로 그 원주 방향 지지부로부터 연장되어 있는, 고정자 또는 회전자. - 제 1 항 내지 제 17 항 중 어느 한 항에 따른 고정자 또는 회전자를 갖는 전기 모터.
- 고정자 또는 회전자를 제조하는 방법으로서,
복수의 치부를 제공하는 단계로서, 각각의 치부는 오목부의 표면에 공동부 또는 채널이 형성된 오목부; 및 상기 지지부의 주위에 원주 방향으로 분산된 복수의 돌출부들을 갖는 원주 방향 지지부를 포함하고, 상기 복수의 돌출부는 돌출부의 표면에 형성되어 있는 공동부 또는 채널을 갖는, 복수의 치부를 제공하는 단계;
상기 복수의 치부 각각의 주위에 코일 권선을 배치하고, 오목부의 표면에 형성되어 있는 공동부 또는 채널과 돌출부의 표면에 형성되어 있는 공동부 또는 채널이 인접한 표면에 있도록, 상기 원주 방향 지지부에 형성되어 있는 돌출부를 각 치부의 오목부 안에 장착하는 단계; 및
상기 오목부의 인접한 표면에 형성되어 있는 공동부 또는 채널의 사이에 재료를 배치하는 단계로서, 상기 재료는 인접한 표면에 형성되어 있는 상기 공동부 또는 채널 사이에 배치된 후에 경화되어 치부를 상기 지지부에 유지시키게 되는, 재료를 배치하는 단계를 포함하는, 고정자 또는 회전자를 제조하는 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB1218669.8A GB2507072B (en) | 2012-10-17 | 2012-10-17 | A stator or rotor |
| GB1218669.8 | 2012-10-17 | ||
| PCT/IB2013/059371 WO2014060950A2 (en) | 2012-10-17 | 2013-10-15 | A stator or rotor |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20150077444A true KR20150077444A (ko) | 2015-07-07 |
Family
ID=47324940
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020157012760A KR20150077444A (ko) | 2012-10-17 | 2013-10-15 | 고정자 또는 회전자 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20150288230A1 (ko) |
| EP (1) | EP2909920B1 (ko) |
| JP (1) | JP6373854B2 (ko) |
| KR (1) | KR20150077444A (ko) |
| CN (1) | CN103779979B (ko) |
| GB (1) | GB2507072B (ko) |
| WO (1) | WO2014060950A2 (ko) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2887499B1 (en) * | 2013-12-18 | 2017-06-28 | Siemens Aktiengesellschaft | Stator insulation for cold magnets |
| JP6303978B2 (ja) * | 2014-10-27 | 2018-04-04 | トヨタ自動車株式会社 | 回転電機のステータ |
| GB2533154B (en) | 2014-12-12 | 2017-06-07 | Protean Electric Ltd | A coil winding arrangement |
| KR102294928B1 (ko) | 2015-01-06 | 2021-08-31 | 엘지이노텍 주식회사 | 스테이터 코어 및 이를 포함하는 모터 |
| EP3139474A1 (de) * | 2015-09-02 | 2017-03-08 | Siemens Aktiengesellschaft | Elektrische maschine und verfahren zum betrieb einer solchen elektrischen maschine sowie herstellverfahren |
| JP7211625B2 (ja) | 2016-09-13 | 2023-01-24 | インディゴ テクノロジーズ, インク. | マルチバーリンク機構電気駆動システム |
| DE102017130361A1 (de) * | 2017-12-18 | 2019-07-04 | Lsp Innovative Automotive Systems Gmbh | Statorzahn und Stator mit guter elektrischer Isolierung und gleichzeitig sehr hoher Wärmeleitfähigkeit zur Leistungssteigerung von Elektromotoren |
| US20220234585A1 (en) * | 2019-05-15 | 2022-07-28 | Carlo ROSMINO | System and method for recharging batteries of electric and hybrid vehicles |
| KR20230072486A (ko) | 2020-09-21 | 2023-05-24 | 이브이알 모터스 엘티디. | 방사상 플럭스 전기 기계 |
| WO2022058939A1 (en) * | 2020-09-21 | 2022-03-24 | Evr Motors Ltd. | Radial flux electric machine |
| FR3114702B1 (fr) * | 2020-09-29 | 2023-02-24 | Renault Sas | Rotor de machine électrique et procédé d’assemblage d’un tel rotor |
| US11654780B2 (en) | 2020-12-17 | 2023-05-23 | Consolidated Metco, Inc. | Vehicle electronic control unit and method |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US247520A (en) * | 1881-09-27 | Automatic step-ladder brace-rod | ||
| GB148748A (en) * | 1919-07-25 | 1920-10-21 | Siemens Schuckertwerke Gmbh | Improvements in and relating to field magnets for dynamo electric machines |
| BE496766A (ko) * | 1949-07-05 | |||
| US2812460A (en) * | 1954-10-01 | 1957-11-05 | Bbc Brown Boveri & Cie | Salient pole construction and mode of attachment to rotor of dyamo-electric machine |
| GB1326766A (en) * | 1969-09-19 | 1973-08-15 | Gen Electric | Laminated magnetic cores for electric induction apparatus |
| JPS5721234U (ko) * | 1980-07-11 | 1982-02-03 | ||
| US4712035A (en) * | 1985-11-12 | 1987-12-08 | General Electric Company | Salient pole core and salient pole electronically commutated motor |
| JPH10145990A (ja) * | 1996-11-14 | 1998-05-29 | Meidensha Corp | アウタロータモータの固定子鉄心 |
| US5952755A (en) * | 1997-03-18 | 1999-09-14 | Electric Boat Corporation | Permanent magnet motor rotor |
| JP3727475B2 (ja) * | 1998-10-29 | 2005-12-14 | 株式会社甲府明電舎 | 回転電機の固定子 |
| JP2003180044A (ja) * | 2001-12-07 | 2003-06-27 | Okuma Corp | ステータ及びその製造方法 |
| JP3716808B2 (ja) * | 2002-04-01 | 2005-11-16 | 日産自動車株式会社 | 回転電機 |
| US7737598B2 (en) * | 2004-08-09 | 2010-06-15 | A. O. Smith Corporation | Electric motor having a stator |
| ITBZ20050062A1 (it) * | 2005-11-29 | 2007-05-30 | High Technology Invest Bv | Rotore a magneti permanenti per generatori e motori elettrici |
| US7550892B2 (en) * | 2005-10-03 | 2009-06-23 | Ut-Battelle, Llc | High slot utilization systems for electric machines |
| JP2007124791A (ja) * | 2005-10-27 | 2007-05-17 | Mitsui High Tec Inc | 積層鉄心及びその製造方法 |
| JP2008199762A (ja) * | 2007-02-13 | 2008-08-28 | Daikin Ind Ltd | 固定子 |
| US7990015B2 (en) * | 2007-04-06 | 2011-08-02 | Vestas Wind Systems A/S | Pole tip attachment for a magnetic structure |
| JP5526661B2 (ja) * | 2009-09-01 | 2014-06-18 | 日産自動車株式会社 | 回転電機及びステータ |
| GB2477520B (en) * | 2010-02-04 | 2012-01-25 | Protean Electric Ltd | A stator |
| US8704422B2 (en) * | 2010-11-18 | 2014-04-22 | Nidec Motor Corporation | Full round stator assembly and electromagnetic machine having high slot fill |
| CN103262390B (zh) * | 2011-01-14 | 2015-07-29 | 三菱电机株式会社 | 旋转电机的层叠铁芯及其制造方法 |
-
2012
- 2012-10-17 GB GB1218669.8A patent/GB2507072B/en active Active
-
2013
- 2013-10-15 JP JP2015537397A patent/JP6373854B2/ja not_active Expired - Fee Related
- 2013-10-15 EP EP13817726.6A patent/EP2909920B1/en active Active
- 2013-10-15 WO PCT/IB2013/059371 patent/WO2014060950A2/en active Application Filing
- 2013-10-15 KR KR1020157012760A patent/KR20150077444A/ko not_active Application Discontinuation
- 2013-10-15 US US14/436,138 patent/US20150288230A1/en not_active Abandoned
- 2013-10-17 CN CN201310487532.8A patent/CN103779979B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN103779979A (zh) | 2014-05-07 |
| JP2015532583A (ja) | 2015-11-09 |
| EP2909920A2 (en) | 2015-08-26 |
| GB2507072A (en) | 2014-04-23 |
| GB201218669D0 (en) | 2012-11-28 |
| EP2909920B1 (en) | 2022-03-30 |
| CN103779979B (zh) | 2018-12-14 |
| WO2014060950A3 (en) | 2015-04-09 |
| JP6373854B2 (ja) | 2018-08-15 |
| US20150288230A1 (en) | 2015-10-08 |
| WO2014060950A2 (en) | 2014-04-24 |
| GB2507072B (en) | 2015-06-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20150077444A (ko) | 고정자 또는 회전자 | |
| KR20150077443A (ko) | 전기 모터 또는 발전기를 위한 치부 | |
| JP7344807B2 (ja) | コイルボビン、分布巻ラジアルギャップ型回転電機の固定子コア及び分布巻ラジアルギャップ型回転電機 | |
| CN109638995B (zh) | 用于旋转电机的转子及其制造方法 | |
| US20130313939A1 (en) | Motor | |
| KR102511283B1 (ko) | 코일 권취 장치 | |
| US9325208B2 (en) | Stator with radially mounted teeth | |
| US20090015094A1 (en) | Electrical rotary machine and method of manufacturing the same | |
| JP5267091B2 (ja) | 回転電機用ステータ | |
| JP5533285B2 (ja) | 絶縁部材、ステータの製造方法 | |
| CN110832748A (zh) | 用于电机的极齿模块、包括极齿模块的有源部件、和电机 | |
| JP2021057967A (ja) | ホルダ、ロータ、モータ、およびロータの製造方法 | |
| JP6197497B2 (ja) | 回転電機の固定子及びこの固定子を用いた電動機 | |
| CN116742868A (zh) | 一种绕线筒 | |
| CN118020233A (en) | Rotating electrical machine and industrial machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |