KR20140074473A - 열 교환기 및 그 제조 방법 - Google Patents
열 교환기 및 그 제조 방법 Download PDFInfo
- Publication number
- KR20140074473A KR20140074473A KR20120142452A KR20120142452A KR20140074473A KR 20140074473 A KR20140074473 A KR 20140074473A KR 20120142452 A KR20120142452 A KR 20120142452A KR 20120142452 A KR20120142452 A KR 20120142452A KR 20140074473 A KR20140074473 A KR 20140074473A
- Authority
- KR
- South Korea
- Prior art keywords
- tube
- collar
- fin
- heat exchanger
- pin
- Prior art date
Links
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/10—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses
- F28F1/12—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element
- F28F1/24—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element and extending transversely
- F28F1/32—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element and extending transversely the means having portions engaging further tubular elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/26—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass heat exchangers or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- B21D53/08—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers of both metal tubes and sheet metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
- B23K1/0012—Brazing heat exchangers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/10—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses
- F28F1/12—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element
- F28F1/24—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element and extending transversely
- F28F1/30—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element and extending transversely the means being attachable to the element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D19/00—Flanging or other edge treatment, e.g. of tubes
- B21D19/08—Flanging or other edge treatment, e.g. of tubes by single or successive action of pressing tools, e.g. vice jaws
- B21D19/088—Flanging or other edge treatment, e.g. of tubes by single or successive action of pressing tools, e.g. vice jaws for flanging holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- B21D53/022—Making the fins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- B21D53/08—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers of both metal tubes and sheet metal
- B21D53/085—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers of both metal tubes and sheet metal with fins places on zig-zag tubes or parallel tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/14—Heat exchangers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/10—Aluminium or alloys thereof
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2275/00—Fastening; Joining
- F28F2275/04—Fastening; Joining by brazing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2275/00—Fastening; Joining
- F28F2275/12—Fastening; Joining by methods involving deformation of the elements
- F28F2275/125—Fastening; Joining by methods involving deformation of the elements by bringing elements together and expanding
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4935—Heat exchanger or boiler making
- Y10T29/49373—Tube joint and tube plate structure
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4935—Heat exchanger or boiler making
- Y10T29/49373—Tube joint and tube plate structure
- Y10T29/49375—Tube joint and tube plate structure including conduit expansion or inflation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4935—Heat exchanger or boiler making
- Y10T29/49377—Tube with heat transfer means
- Y10T29/49378—Finned tube
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Geometry (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
본 발명은 열 교환기 및 그 제조 방법에서 관한 것이다. 본 발명의 일 실시예에서, 용가재가 입혀진 핀에 형성된 관통 구멍에 튜브가 삽입되고, 브레이징 처리에 따라 상기 용가재를 통해 상기 튜브와 핀의 칼라가 접합되고, 여기서 상기 관통 구멍에서 상기 핀을 이루는 평면에 수직으로 돌출한 칼라의 상단에 플랜지가 형성되지 않는다. 상기 튜브는 알루미늄 재질일 수 있고, 상기 튜브 외주면과 상기 칼라 내주면 사이 간격이 0.1mm 이하일 수 있다. 따라서, 기계적 확관 방식으로 핀-튜브 열 교환기를 제작할 경우 발생하는 접촉 저항을 줄일 수 있게 되고, 또한 튜브 내부에 가공된 그루브의 변형을 발생시키지 않게 되어, 열 교환기의 전열 성능이 향상된다
Description
본 발명은 열 교환기 제조 방법에 관한 것으로, 더욱 상세하게는 브레이징에 의해 튜브와 핀이 접합되는 핀-튜브 방식의 열 교환기를 제조하는 방법에 관한 것이다.
서로 온도가 다르고 고체 벽으로 분리된 두 유체들 사이의 열 교환 프로세스는 많은 응용 분야에서 일어나고 있는데, 이와 같이 상이한 온도에 있는 둘 또는 그 이상의 유체들 사이에 열 전달이 가능하도록 하는 장치를 열 교환기(Heat Exchanger)라고 정의한다.
열 교환기를 구체적인 제품과 관련 지어 생각하면, 에어컨, 냉장고, 쇼 케이스 등에 설치되는 냉동 사이클의 구성 요소인 응축기와 증발기를 통칭하는 것으로, 이는 설치되는 위치에 따라 전열 매체인 냉매의 상 변화에 따라 열을 방출하거나 흡열하여 난방이나 냉방이 이루어질 수 있도록 사용되는 것을 말한다.
난방 및 냉방을 목적으로 사용되는 열 교환기는 대부분이 냉매 관(또는 튜브라고도 함)에 다수의 냉각 핀들이 삽입되는 형태인 핀-튜브(Fin-tube) 방식이 주종을 이루고 있고, 냉매가 냉매 관의 내부에서 순환하면서 냉매 관을 통하여 외부 공기와의 열 교환이 이루어짐과 동시에 냉매 관의 외측 면에 밀착 결합된 다수 개의 냉각 핀에 의해 열 교환 면적이 넓게 확대되어 열 교환이 급속하게 이루어진다.
도 1은 일반적인 핀-튜브 방식의 열 교환기를 도시한 것이다.
열 교환기(100)는, 냉매가 통과하고 다단으로 절곡된 냉매 관(또는 튜브)(10), 공기와의 열 교환 면적을 확대시켜 열 교환 효율을 증대시킬 수 있도록 상기 냉매 관(10)의 외측에 결합되는 다수의 냉각 핀(20) 및 상기 냉매 관(10)의 양단을 지지하는 지지대(30)를 포함하여 구성된다.
상기 냉매 관(10)의 외주면과 냉각 핀(20)이 넓은 접촉 면적으로 밀접하게 결합하여 접촉 저항을 줄일 수 있도록, 도 2에 도시한 것과 같이, 다수 개의 냉각 핀(20)에 냉매 관(10)을 삽입한 후 확관 볼로 냉매 관(10)을 기계적으로 확관하여 냉매 관(10)을 상기 냉각 핀(20)에 밀착시킨다. 상기 냉매 관(10)을 상기 냉각 핀(20)에 꽂기 위해서는 냉매 관(10)의 외경이 냉각 핀(20)에 형성되는 핀 칼라(Fin collar)의 내경보다 작아야 하는데, 도 2의 냉각 핀(20)에서 냉매 관(10)의 외측면에 평행한 부분이 핀 칼라에 해당한다.
도 3은 핀-튜브 방식의 열 교환기의 핀 칼라를 성형하는 일반적인 과정을 도시한 것으로, 관통 구멍과 칼라(21)를 형성할 부분을 핀(20)으로부터 확대하는 제1/제2 형성 과정(first/second forming), 확대된 부분을 뚫는 과정(piercing), 칼라(21)의 높이를 세우고 다듬는 과정(ironing) 및 칼라(21)의 상단에 플랜지 또는 끝말림(22)을 형성하는 과정(re-flaring 또는 curling)을 거쳐 핀 칼라(21)가 만들어진다.
열 교환기의 전열 성능을 향상시키기 위하여 원형 관인 냉매 관(10)의 내면에 돌기 형상의 그루브(Groove)를 가공하는데, 상기 그루브는 기계적 확관 과정에서 변형이 발생하고 이러한 변형은 그루브의 표면적을 줄여 전열 성능을 저하시킨다. 또한, 핀-튜브 방식의 열 교환기를 기계적 확관을 적용하여 제작할 경우, 튜브와 핀 사이에 틈이 발생하여 접촉 열 저항이 커지고 이는 전열 성능의 저하로 이어진다.
이러한 기계적 확관을 적용하는 핀-튜브 방식의 열 교환기에 비교하여 브레이징에 의해 튜브와 핀을 접합하는 열 교환기에는 전열 성능 저하를 일으키는 그루브의 변형이나 접촉 저항이 커지는 문제가 발생하지 않는다. 이러한 브레이징 처리를 핀-튜브 방식의 열 교환기에 적용하고자 하지만, 튜브와 핀을 접합하기 위한 용가재를 튜브와 핀 사이에 스며들도록 하는 모세관 힘(Capillary force)이 불균일하게 작용하여 핀과 튜브의 밀접한 접합이 어려운 문제가 있다.
본 발명은 이와 같은 상황을 감안하여 창작된 것으로서, 본 발명의 목적은 열 교환기의 전열 성능을 향상시키는 데 있다.
본 발명의 구체적인 목적은 냉각 핀과 튜브 사이에 용가재가 고르게 스며들어 브레이징이 잘 이루어지는 열 교환기를 제공하는 데 있다.
본 발명의 다른 목적은 브레이징이 잘 이루어지도록 하는 냉각 핀을 형성하는 방법을 제공하는 데 있다.
상기와 같은 목적을 달성하기 위한 본 발명의 일 실시예에 따른 열 교환기 제조 방법은, 용가재가 입혀진 핀에 형성된 관통 구멍에 튜브를 삽입하는 단계; 및 브레이징 처리에 따라 상기 용가재를 통해 상기 튜브와 핀의 칼라를 접합시키는 단계를 포함하여 이루어지고, 상기 관통 구멍에서 상기 핀을 이루는 평면에 수직으로 돌출한 칼라의 상단에 플랜지가 형성되지 않은 것을 특징으로 한다.
본 발명의 다른 실시예에 따른 열 교환기는, 내부에 복수 개 형성된 그루브를 포함하는 튜브; 및 상기 튜브가 삽입되도록 관통 구멍이 형성되고 상기 관통 구멍 부근에 수직으로 꺾여 형성되고 상단에 플랜지가 형성되지 않은 칼라를 갖는 핀 복수 개를 포함하여 구성되고, 상기 튜브가 삽입된 복수 개의 핀은 상기 칼라의 높이 간격으로 서로 평행하게 배치되고, 상기 칼라의 내주면은 용가재에 의해 상기 튜브의 외주면에 접합되어 있는 것을 특징으로 한다.
일 실시예에서, 상기 튜브는 알루미늄 재질일 수 있다.
일 실시예에서, 상기 튜브 외주면과 상기 칼라 내주면 사이 간격이 0.1mm 이하일 수 있다.
일 실시예에서, 상기 용가재는 상기 핀의 한쪽 면에만 입혀지거나 상기 관통 구멍이 형성되는 부위에만 입혀질 수 있다.
따라서, 기계적 확관 방식으로 핀-튜브 열 교환기를 제작할 경우 발생하는 접촉 저항을 줄일 수 있게 되고, 또한 튜브 내부에 가공된 그루브의 변형을 발생시키지 않게 되어, 열 교환기의 전열 성능이 향상된다.
도 1은 일반적인 핀-튜브 방식의 열 교환기를 도시한 것이고,
도 2는 다수 개의 냉각 핀에 삽입된 튜브가 확관 볼에 의해 기계적으로 확관되는 상태를 도시한 단면도이고,
도 3은 열 교환기의 핀 칼라를 성형하는 일반적인 과정을 도시한 것이고,
도 4는 핀 칼라의 상부에 형성된 끝말림(플랜지) 부근에 용가재를 스며들게 하는 모세관 힘이 작게 작용하는 것을 도시한 것이고,
도 5는 본 발명의 일 실시예에 따라 성형된 핀 칼라와 튜브 사이에 모세관 힘이 균일하게 작용하는 것을 도시한 것이고,
도 6은 본 발명의 일 실시예에 따라 핀 칼라를 성형하는 과정을 도시한 것이고,
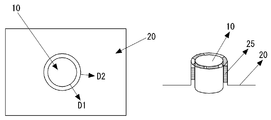
도 7은 본 발명에 따라 제작된 열 교환기에서 핀과 튜브 사이 간극을 도시한 것이다.
도 2는 다수 개의 냉각 핀에 삽입된 튜브가 확관 볼에 의해 기계적으로 확관되는 상태를 도시한 단면도이고,
도 3은 열 교환기의 핀 칼라를 성형하는 일반적인 과정을 도시한 것이고,
도 4는 핀 칼라의 상부에 형성된 끝말림(플랜지) 부근에 용가재를 스며들게 하는 모세관 힘이 작게 작용하는 것을 도시한 것이고,
도 5는 본 발명의 일 실시예에 따라 성형된 핀 칼라와 튜브 사이에 모세관 힘이 균일하게 작용하는 것을 도시한 것이고,
도 6은 본 발명의 일 실시예에 따라 핀 칼라를 성형하는 과정을 도시한 것이고,
도 7은 본 발명에 따라 제작된 열 교환기에서 핀과 튜브 사이 간극을 도시한 것이다.
이하, 본 발명에 따른 열 교환기 및 제조 방법에 대해 첨부하는 도면을 참조하여 상세히 설명한다.
핀-튜브 방식의 열 교환기의 튜브에는 구리를 사용하는데, 이는 단면적 증가를 통한 열 전달 효율 향상을 위한 그루브 형성 등을 위해 필요한 가공성이 높고, 확관 과정에서 발생하는 그루브의 뭉개짐을 줄이는 데 필요한 정도의 강도를 가지고 있고, 또한 열 전도율도 상대적으로 높은 장점을 갖기 때문이다.
하지만, 구리는 무겁고 그 가격이 높고 계속 그 가격이 올라가고 있기 때문에 이를 대체할 금속이 필요한데, 자동차와 같이 무게가 중요한 요소가 되는 열 교환기의 일종인 MF(multiflow channel) 방식의 열 교환기에 알루미늄이 사용되고 있고, 알루미늄은 구리보다는 열 전도율, 가공성, 강도가 좋지 않지만 가볍고 가격도 더 저렴한 장점을 갖고 있다.
알루미늄은 가공성이나 강도가 구리보다 좋지 않기 때문에, 확관을 통해 튜브와 핀 사이 결합을 하는 핀-튜브 방식의 열 교환기의 튜브에 알루미늄을 바로 적용하는 데에는 한계가 있다. 튜브 내부에 정교한 그루브를 형성하는 것이 어렵고 확관 과정에서 그루브가 쉽게 뭉개져 튜브 내부의 단면적이 줄어 열 전달 효율이 현저히 떨어지기 때문이다. MF 방식의 열 교환기에서 알루미늄 튜브와 알루미늄 핀은 브레이징 방식으로 서로 접합된다.
브레이징에 대해서 간단하게 설명한다.
브레이징(Brazing)이란, 450C 이상 접합하고자 하는 모재(Base metal)의 용융점(Melting point) 이하로, 모재는 상하지 않고 용가재(Filler metal)에 열을 가하여 두 모재를 접합하는 기술이다. 더 자세히 말하면 450C 이상의 액상선 온도(Liquidus temperature)를 갖는 용가재를 사용하며 모재의 고상선 온도(Solidus temperature) 이하의 열을 가하여 두 모재를 접합하는 방법을 브레이징이라 할 수 있다.
참고로 용가재를 이용하여 접합하는 방법은, 크게 용접이라 불리는 웰딩(Welding), 경납 땜이라 불리는 브레이징, 연납 땜이라 불리는 솔더링(Soldering)으로 나눌 수 있다. 이 3가지 공법의 차이는, 솔더링은 450C 이하의 용가재를 가지고 접합하는 방법을 칭하며, 웰딩과 브레이징은 450C 이상의 온도에서 행해지나 웰딩은 접합하고자 하는 모재의 용융점 이상에서 접합하고 브레이징은 용융점 이하에서 모재는 상하지 않고 용가재만 녹여 두 모재를 접합한다.
브레이징할 때 일정한 온도(Brazing temperature)에 이르면 브레이징 용가재가 양 모재 사이로 녹아 스며 들어가서 브레이징이 되어야만 이상적이라 할 수 있다. 이때 양 모재와 용가재의 친화력의 정도를 나타내는 성질을 젖음성(Wetting)으로 표현할 수 있으며, 양 모재의 접합 간격(Joint gap) 사이로 흘러 들어가게 하는 현상이 모세관 현상(Capillary action)이라 표현할 수 있다.
이때 물론 중력이 작용할 수 있지만, 브레이징의 주된 원리는 모재를 가열한 후 용가재를 가하여 접합을 할 때 젖음성에 의해 용가재가 양 모재에 녹아서 모세관 현상에 의해 양 모재 사이로 흘러 들어가는 것이라 할 수 있다. 만일 용가재가 브레이징 해야 할 모재의 젖음성이 나쁘면 접합이 이루어지지 않을 것이며, 접합 간격이 크면 양 모재 사이에 용가재가 가득 차지 않음에 따라 불완전한 접합이 될 수 있다.
모세관 현상은 브레이징 공정에서 대단히 중요한 물리적인 현상이다. 용가재 유동도는 모세관 현상에 의한 힘, 점도, 용융 금속의 밀도, 접합 면의 중력에 대한 위치 등에 의해 좌우될 수 있다. 일반적으로 용가재의 흐름을 억제시키는 점도는 용융 상태에서 온도와 상관 관계가 있는데, 온도가 올라갈수록 용가재의 유동도는 증가한다고 볼 수 있다. 모세관 현상은 접합 간격과 대단히 밀접한 관계가 있으며, 아울러 용재 종류, 점도, 밀도, 접합 면에 대한 위치, 가열 방법 등과도 대단히 밀접한 상관 관계를 갖는다.
브레이징의 장점으로는, 이종 금속 부품 사이 접합이 가능하고, 크기 및 두께가 다른 제품의 접합이 용이하여 원가 절감 및 다양한 부품의 설계가 가능하고, 다른 접합보다 비교적 강한 접합 강도를 갖고, 접합부가 미려하고 정교하여 브레이징 후 깨끗한 조인트를 얻을 수 있어 좀처럼 그라인딩이나 줄질 등 추가로 기계적인 가공을 할 필요가 없으며, 세척성, 기밀성, 내부식성 등의 특성을 갖고, 수동 및 자동화가 용이하고, 다양한 용가재의 형상이 가능하여 다양한 엔지니어링이 가능하는 등 여러 장점이 있다.
한편, 튜브와 핀의 접촉 면을 확보하고, 이웃하는 핀이 일정한 간격을 유지할 수 있도록 핀을 성형할 때 도 3에 도시한 것과 같이 칼라 가공을 하게 된다. 튜브를 핀에 삽입하고 기계적 확관을 할 때, 튜브 외경은 커지고 튜브 길이는 수축하면서 이웃하는 위/아래 핀이 서로 겹치는 문제가 발생한다. 이를 막기 위해 칼라를 성형할 때 플랜지 또는 끝말림을 생성하는 공정(Re-Flare)을 통해 아직 확관이 진행되지 않은 아래쪽의 핀이 확관이 진행되고 있는 위쪽의 핀을 받치고 있을 수 있도록 칼라의 위쪽에 플랜지를 성형한다.
본 발명은, 핀-튜브 방식의 열 교환기를 브레이징 방식으로 핀과 튜브를 접합하기 위해 적합한 핀 칼라 형상에 관한 것이다. 핀-튜브 방식의 열 교환기를 브레이징 처리하면 핀 표면에 코팅된 용가재가 핀과 튜브 사이 틈으로 흘러 들어가 핀과 튜브를 결합시키는데, 이를 위해서는 용가재가 스며드는 데 모세관 힘이 작용할 수 있도록 핀과 튜브 사이 간극이 소정 거리 이하여야 하고 또한 모세관 힘이 균일하게 작용하는 것이 중요하다.
따라서, 브레이징을 통해 핀과 튜브를 접합시키기 위해서는 핀과 튜브 사이에 모세관 힘이 작용할 수 있도록 핀과 튜브 사이의 간극이 0.1mm 이하여야 한다.
또한, 모세관 힘이 균일하게 작용하지 않으면, 모세관 힘이 큰 곳, 즉 튜브와 핀 사이가 가까운 곳으로 용가재가 몰리고, 모세관 힘이 약한 곳, 즉 튜브와 핀 사이가 먼 곳으로는 용가재가 스며들지 않게 되어, 핀과 튜브의 접합이 이루어지지 않거나 밀접하게 접합되지 않는 부분이 발생할 수 있다.
핀과 튜브 사이에 모세관 힘이 균일하게 작용할 수 있도록 핀과 튜브 사이 간격이 일정해야 하는데, 도 4에 도시한 것과 같이, 튜브의 외주면과 핀 칼라의 내주면 사이 거리가 어느 정도 일정하지만, 확관할 때 발생하는 핀 겹침 현상을 막기 위해 핀 칼라의 상부에 형성되는 플랜지 부위는 핀 칼라 내주면보다 튜브의 외주면에서 더 멀리 떨어져 있기 때문에, 모세관 힘이 약하게 작용하여 용가재가 적게 스며들어 핀과 튜브의 접합이 약하게 이루어질 수 밖에 없다. 따라서, 튜브와의 간격이 멀게 형성되는 핀 칼라 상부에 플랜지가 없는 것이 유리하다.
따라서, 브레이징 처리를 통해 핀과 튜브를 접합하는 열 교환기용의 핀에서 칼라 상부의 플랜지를 제거하여 튜브와 핀 접합 면에 균일한 모세관 힘이 작용하도록 할 수 있다.
도 5는 본 발명의 일 실시예에 따라 성형된 핀 칼라와 튜브 사이에 모세관 힘이 균일하게 작용하는 것을 도시한 것으로, 핀 칼라 상부에 플랜지가 형성되지 않아 핀과 튜브 사이 간격이 일정하여 용가재가 스며들도록 작용하는 모세관 힘이 일정하고 강하게 된다.
도 6은 본 발명의 일 실시예에 따라 핀 칼라(21)를 성형하는 과정을 도시한 것으로, 핀 칼라를 성형하는 과정을 도 6을 참조하여 자세히 설명한다.
본 발명에 따른 열 교환기용 핀(20)은, 핀(20)의 알루미늄 박판을 드로잉 하여 원뿔 형상부를 성형하는 과정(first forming), 원뿔 형상부의 기둥을 더 직각에 가깝게 세우고 원뿔의 위쪽을 평평하게 성형하는 과정(second forming), 소정 높이를 갖는 원뿔 형상부의 위 부분에 관통 구멍을 성형하는 과정(piercing), 및 관통 구멍을 성형하면서 생기는 칼라(21) 상단의 주름을 펴고 칼라(21)가 핀(20)과 수직이 되도록 다듬고 높이 방향으로 연장하는 과정(Ironing)을 통해 제조될 수 있다.
도 6의 실시예는 도 3의 종래 핀-튜브 방식의 열 교환기의 핀을 제작 과정과 비교하여, Ironing 과정 이후 칼라(21) 상단을 구부려 끝말림 또는 플랜지(22)를 형성하는 과정(Re-flaring 또는 curling)이 빠진다.
본 발명에 따른 열 교환기용 핀(20)은, 원뿔 형상부를 성형하지 않고, 먼저 핀(20)의 박막에 관통 구멍을 뚫는 천공(piercing) 공정, 천공된 관통 구멍의 주위를 일정 정도 돌출시키는 버링(burring) 공정 및 관통 구멍의 지름을 확대하면서 돌출된 부분을 소정 높이의 칼라(21)로 만드는 다듬기(ironing) 공정을 통해 제조될 수도 있다. 본 발명에 따른 열 교환기용 핀(20)은, 인발 성형 방법, 무인발 성형 방법, 단일 행정 방법, 하이 핀 방법 등의 종래 칼라 성형 방법에서 플랜지를 형성하는 과정을 빼고 적용하여 칼라를 형성할 수 있다.
본 발명의 일 실시예에 따른 열 교환기(100)는, 도 1에 도시한 것과 같이, 평판 형상을 갖는 다수 개의 핀(20), 상기 핀(20)을 관통하는 하나 이상의 튜브(10), 및 상기 튜브(10)의 양단을 지지하는 지지대(30)를 포함하여 구성될 수 있다. 본 발명의 열 교환기는 MF 방식의 열 교환기와는 달리 핀(20)이 튜브(10) 사이에 위치하지 않고 튜브(10)가 핀(20)을 관통한다.
직사각형의 평판 형상을 갖는 핀(20)은, 실질적으로 상기 튜브(10) 내부를 흐르는 냉매와 외부의 유체와 열 교환되는 면적을 증가시키는 역할을 하고, 이웃하는 핀과 마주보도록 서로 소정 간격만큼 이격된다.
상기 핀(20)에는 상기 튜브(10)가 삽입되는 관통 구멍이 형성되고, 복수 개의 튜브(10)가 삽입되는 경우 튜브(10)가 배치된 간격만큼 이격된 간격으로 핀(20)의 길이 방향으로 복수 개의 관통 구멍이 형성된다.
상기 핀(20)에는 실질적으로 상기 튜브(10)의 외주면에 대응되고 핀(20)을 이루는 평면에 직각으로 연장되는 튜브 형상의 칼라(21)가 형성되는데, 상기 칼라(21)가 핀(20)을 관통하는 튜브(10)의 외주면에 밀착되어 튜브(10)와 핀(20) 사이 접합 면적을 증가시킨다.
상기 칼라(21)의 선단이 이웃하는 핀(20)에 접촉한 상태로 튜브(10)가 핀(20)에 삽입되어, 튜브(10)가 삽입된 핀들(20)은 상기 칼라(21)의 높이에 해당하는 간격만큼 이격되므로, 상기 칼라(21)에 의해 이웃하는 두 핀(20) 사이 간격이 유지될 수 있다.
상기 관통 구멍은 삽입될 튜브(10)의 외경보다 크게 형성되어야 하는데, 즉 상기 관통 구멍으로부터 수직으로 형성되는 칼라(21)의 내경이 튜브(10)의 외경보다 크게 형성되어야 한다. 이때, 칼라(21)의 내경이 튜브(10)의 외경보다 상당히 크면 튜브(10)의 삽입이 원활하지만 칼라(21)를 통한 튜브(10)와 핀(20)의 접합이 어려워지고, 반대의 경우 튜브(10)의 삽입이 어렵고 튜브(10)를 삽입하는 동안 소정 간격으로 이격된 핀(20)들이 찌그러질 수도 있다.
상기 튜브(10)의 내면에는 열 전달 효율을 향상시킬 수 있도록 둘 이상의 그루브가 길이 방향으로 형성되는데, 상기 그루브는 길이 방향으로 직선으로 평행하게 형성될 수도 있고 나선형으로 곡선을 그리면서 형성될 수도 있다.
본 발명에 따른 열 교환기를 제작하는 과정은 크게 핀에 튜브를 삽입하는 과정과 및 핀과 튜브를 브레이징을 통해 접합하는 과정을 포함하여 구성될 수 있다. 도 6의 방법으로 생성된 복수의 핀(20)에 튜브(10)를 삽입하고 브레이징을 통해 튜브(10)와 핀(20)을 접합하는 과정을 설명한다.
먼저, 튜브(10)가 상기 칼라(21) 높이에 해당하는 간격만큼 이격되어 적층된 다수 개의 핀(20)에 결합되는데, 튜브(10)가 핀(20)에 형성되는 관통 구멍을 차례로 관통하면 튜브(10)의 외주면과 칼라(21)의 내주면이 실질적으로 서로 인접된 위치에 놓이게 된다.
튜브(10)를 핀(20)에 삽입하기 위해서는 핀(10)과 튜브(20) 사이에 소정의 간극이 필요한데, 칼라(21)의 내주면과 이에 대응되는 튜브(10)의 외주면 사이 간극이 크면 튜브(10)를 핀(20)의 관통 구멍에 삽입하기 원활하지만 브레이징 처리에서 용가재를 튜브(10)와 핀(20) 사이에 스며들게 하는 모세관 힘이 작게 되어 튜브(10)와 핀(20)의 접합이 약하게 된다. 반면, 칼라(21)의 내주면과 이에 대응되는 튜브(10)의 외주면 사이 간극이 작으면, 브레이징 처리에서 용가재에 작용하는 모세관 힘이 커서 용가재가 튜브(10)와 핀(20) 사이에 골고루 스며들고 이에 따라 튜브(10)와 핀(20)이 강하게 접합하지만, 대신 튜브(10)를 핀(20)에 삽입하기가 원활하지 않게 된다.
본 발명에서는 칼라(21)의 내주면과 이에 대응되는 튜브(10)의 외주면 사이 간극이 0.1mm 또는 그 이하가 되도록 핀(20)의 관통 구멍과 칼라(21)를 형성하여, 적층된 다수 개의 핀(20)의 관통 구멍을 통해 튜브(10)가 삽입될 수 있도록 하고, 튜브(10)가 핀(20)에 삽입된 이후 브레이징에 의해 튜브(10)와 핀(20)이 밀접하게 접합되도록 한다.
도 7은 본 발명에 따라 제작된 열 교환기에서 핀과 튜브 사이 간극과 용가재에 의해 핀과 튜브가 접합되는 상태를 도시한 것으로, 튜브(10)와 핀 칼라(21) 사이 간극이 0.1mm 이하가 되도록, 즉 도 7에서 튜브(10) 외경이 D1이고 핀 칼라(21) 내경이 D2일 때 D2-D1 <= 0.2mm가 되도록 핀(20)의 관통 구멍과 칼라(21)를 형성하는 것이 유리하다.
튜브(10)와 핀(20)의 조립체는 브레이징 노에서 브레이징 처리되어 튜브(10)와 핀(20)이 접합되는데, 튜브(10)와 핀(20)을 접합할 용가재(25)는 핀(20) 표면에 코팅된 상태이고 브레이징 처리에 따라 핀(20) 칼라(21)의 내면에 입혀진 용가재(25)가 녹은 후 굳어져 튜브(10)와 칼라(21)가 밀접하게 결합하게 된다.
용가재(25)는 알루미늄 재질의 핀(20)의 양쪽 면에 코팅될 수도 있고 또는 튜브(10)와 접합할 한쪽 면에만 코팅될 수 있는데, 후자의 경우 용가재(25)가 코팅된 면으로부터 관통 구멍을 뚫고 칼라(21)를 형성하여 용가재(25)가 칼라(21)의 내주면에 형성되도록 하여야 한다. 칼라(21)를 형성한 이후 핀(20)의 양쪽 면 모두 또는 칼라(21)가 형성되는 한쪽 면에만 용가재(25)를 코팅할 수도 있다. 또는, 핀(20)의 전체에 용가재(25)를 코팅하지 않고 관통 구멍과 칼라(21)가 형성될 위치에만 용가재(25)를 형성할 수도 있다.
도 7에서 오른쪽 그림은 브레이징에 의해 용융된 용가재(25)가 튜브(10)의 외주면과 칼라(21)의 내주면을 결합한 상태를 도시한 것으로, 확관 후 튜브(10)의 외주면과 칼라(21)의 내주면 간격이 균일하면 용가재(25)가 모세관 힘에 의해 튜브(10)의 외주면과 칼라(21)의 내주면 사이로 고르게 스며들어 접합 면적이 커질 수 있다.
본 발명에 따른 열 교환기에서 튜브(10)와 핀(20)을 접합하기 위한 방법으로 튜브(10)를 확관하는 대신 브레이징 처리를 하므로, 튜브(10) 내면에 형성된 그루브가 뭉개지지 않아 열 전달 효율이 줄지 않게 되므로, 구리보다 상대적으로 강도가 약한 알루미늄을 튜브(10)에 사용할 수 있게 된다.
본 발명에 따른 열 교환기는, 브레이징을 통해 핀과 튜브 사이의 접촉 저항을 줄이고, 확관을 하지 않아 튜브 내부 그루브가 그대로 살아 있게 되어 열 전달 단면적이 넓어져, 전열 성능의 향상을 이룰 수 있다.
이상 전술한 본 발명의 바람직한 실시예는 예시의 목적을 위해 개시된 것으로, 당업자라면 이하 첨부된 특허청구범위에 개시된 본 발명의 기술적 사상과 그 기술적 범위 내에서, 다양한 다른 실시예들을 개량, 변경, 대체 또는 부가 등이 가능할 것이다.
10: 튜브 20: 냉각 핀
21: 칼라 25: 용가재
30: 지지대 100: 열 교환기
21: 칼라 25: 용가재
30: 지지대 100: 열 교환기
Claims (10)
- 용가재가 입혀진 핀에 형성된 관통 구멍에 튜브를 삽입하는 단계; 및
브레이징 처리에 따라 상기 용가재를 통해 상기 튜브와 핀의 칼라를 접합시키는 단계를 포함하여 이루어지고,
상기 관통 구멍에서 상기 핀을 이루는 평면에 수직으로 돌출한 칼라의 상단에 플랜지가 형성되지 않은 것을 특징으로 하는 열 교환기 제조 방법. - 제 1항에 있어서,
상기 튜브는 알루미늄 재질인 것을 특징으로 하는 열 교환기 제조 방법. - 제 1항에 있어서,
상기 튜브 외주면과 상기 칼라 내주면 사이 간격이 0.1mm 이하인 것을 특징으로 하는 열 교환기 제조 방법. - 제 1항에 있어서,
상기 용가재는 상기 핀의 한쪽 면에만 입혀지는 것을 특징으로 하는 열 교환기 제조 방법. - 제 4항에 있어서,
상기 용가재는 상기 관통 구멍이 형성되는 부위에만 입혀지는 것을 특징으로 하는 열 교환기 제조 방법. - 내부에 복수 개 형성된 그루브를 포함하는 튜브; 및
상기 튜브가 삽입되도록 관통 구멍이 형성되고 상기 관통 구멍 부근에 수직으로 꺾여 형성되고 상단에 플랜지가 형성되지 않은 칼라를 갖는 핀 복수 개를 포함하여 구성되고,
상기 복수 개의 핀은 상기 칼라의 높이 간격으로 서로 평행하게 배치되고,
상기 칼라의 내주면은 용가재에 의해 상기 튜브의 외주면에 접합되어 있는 것을 특징으로 하는 열 교환기. - 제 6항에 있어서,
상기 튜브는 알루미늄 재질인 것을 특징으로 하는 열 교환기. - 제 6항에 있어서,
상기 튜브의 외주면과 상기 칼라의 내주면 사이 간격은 0.1mm 이하인 것을 특징으로 하는 열 교환기. - 제 6항에 있어서,
상기 용가재는 상기 핀의 한쪽 면에만 입혀지는 것을 특징으로 하는 열 교환기. - 제 9항에 있어서,
상기 용가재는 상기 관통 구멍이 형성되는 부위에만 입혀지는 것을 특징으로 하는 열 교환기.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120142452A KR102085716B1 (ko) | 2012-12-10 | 2012-12-10 | 열 교환기 및 그 제조 방법 |
| US14/096,203 US9566672B2 (en) | 2012-12-10 | 2013-12-04 | Method of manufacturing a heat exchanger |
| EP13862992.8A EP2929269B1 (en) | 2012-12-10 | 2013-12-06 | Heat exchanger and method of manufacturing the same |
| CN201380064411.0A CN104838225A (zh) | 2012-12-10 | 2013-12-06 | 热交换器和制造该热交换器的方法 |
| PCT/KR2013/011290 WO2014092397A1 (en) | 2012-12-10 | 2013-12-06 | Heat exchanger and method of manufacturing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120142452A KR102085716B1 (ko) | 2012-12-10 | 2012-12-10 | 열 교환기 및 그 제조 방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20140074473A true KR20140074473A (ko) | 2014-06-18 |
| KR102085716B1 KR102085716B1 (ko) | 2020-03-06 |
Family
ID=50879687
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020120142452A KR102085716B1 (ko) | 2012-12-10 | 2012-12-10 | 열 교환기 및 그 제조 방법 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9566672B2 (ko) |
| EP (1) | EP2929269B1 (ko) |
| KR (1) | KR102085716B1 (ko) |
| CN (1) | CN104838225A (ko) |
| WO (1) | WO2014092397A1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108981417A (zh) * | 2018-10-12 | 2018-12-11 | 泰铂(上海)环保科技股份有限公司 | 一种空调管片式换热器及其加工方法 |
| KR20190096120A (ko) * | 2018-02-08 | 2019-08-19 | 엘지전자 주식회사 | 열교환기 및 그 제조방법 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3004368B1 (fr) * | 2013-04-15 | 2015-09-25 | Aircelle Sa | Brasage sans outillage |
| CN104154793A (zh) * | 2014-07-31 | 2014-11-19 | 广东美的制冷设备有限公司 | 换热器 |
| CN104154778B (zh) * | 2014-08-13 | 2017-02-08 | 丹佛斯微通道换热器(嘉兴)有限公司 | 换热器以及换热器的制造方法 |
| CN106556264B (zh) * | 2015-09-28 | 2018-09-28 | 朱琛琨 | 管翅式热交换器的加工方法和管翅式热交换器 |
| US10485223B2 (en) * | 2015-11-24 | 2019-11-26 | Incubation Systems, Inc. | Egg incubator conversion kit |
| JP6112242B1 (ja) * | 2016-02-01 | 2017-04-12 | ダイキン工業株式会社 | 熱交換器用フィンの製造装置 |
| JP6944470B2 (ja) * | 2016-12-26 | 2021-10-06 | 株式会社ティラド | 金属プレートにおけるバーリング付き偏平孔の加工方法 |
| JP2018124047A (ja) * | 2017-02-03 | 2018-08-09 | 三星電子株式会社Samsung Electronics Co.,Ltd. | 熱交換器、その製造方法及び放熱体 |
| WO2018143619A1 (en) | 2017-02-03 | 2018-08-09 | Samsung Electronics Co., Ltd. | Heat exchanger and method of manufacturing the same |
| CN110340245A (zh) * | 2018-04-04 | 2019-10-18 | 浙江盾安热工科技有限公司 | 一种换热翅片的加工方法、换热翅片及翅片式换热器 |
| JP7338095B2 (ja) * | 2019-07-05 | 2023-09-05 | 境川工業株式会社 | 放熱フィン、及び、放熱フィンを備える熱交換器 |
| CN114535926B (zh) * | 2022-03-09 | 2022-09-13 | 浙江杰伟精密机械有限公司 | 一种模具定型板及其加工装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6015064A (ja) * | 1983-07-06 | 1985-01-25 | Hitachi Ltd | 熱交換器 |
| JPH03291160A (ja) * | 1990-04-04 | 1991-12-20 | Showa Alum Corp | 給湯用熱交換器 |
| KR20010019483A (ko) * | 1999-08-27 | 2001-03-15 | 구자홍 | 열교환기 제조방법 |
| JP2008121934A (ja) * | 2006-11-09 | 2008-05-29 | Nichirin Co Ltd | プレートフィンチューブ熱交換器およびその製造方法 |
| KR20080067919A (ko) * | 2007-01-17 | 2008-07-22 | 한국과학기술연구원 | 열교환기 및 그 제조방법 |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2273222B1 (ko) * | 1974-05-30 | 1977-10-07 | Chausson Usines Sa | |
| US4207662A (en) * | 1977-06-22 | 1980-06-17 | Nihon Radiator Co., Ltd. | Method of manufacturing an aluminum heat exchanger |
| FR2455261A1 (fr) | 1979-04-27 | 1980-11-21 | Du Pont | Echangeur de chaleur a tubes a ailettes |
| JPS57144895A (en) | 1981-03-04 | 1982-09-07 | Hitachi Ltd | Fin and tube type of heat exchanger |
| JPS6427770A (en) | 1987-03-12 | 1989-01-30 | Mitsubishi Electric Corp | Production of plate fin type heat exchanger |
| US5097590A (en) * | 1990-11-21 | 1992-03-24 | Kyoshi Kogyo Kabushiki Kaisha | Mandrel for vertical-type pipe expanding apparatus |
| MY115423A (en) | 1993-05-27 | 2003-06-30 | Kobe Steel Ltd | Corrosion resistant copper alloy tube and fin- tube heat exchanger |
| US5381600A (en) * | 1993-10-06 | 1995-01-17 | Ford Motor Company | Heat exchanger and method of making the same |
| JPH0862557A (ja) | 1994-08-26 | 1996-03-08 | Rohm Co Ltd | 液晶セルの製造方法 |
| US7234511B1 (en) | 1995-06-13 | 2007-06-26 | Philip George Lesage | Modular heat exchanger having a brazed core and method for forming |
| JP3407175B2 (ja) | 1996-03-19 | 2003-05-19 | 昭和電工株式会社 | インナーフィン付き管の拡管方法 |
| JP3403126B2 (ja) * | 1998-09-18 | 2003-05-06 | 日高精機株式会社 | 熱交換器用フィン及びその製造方法 |
| JP3375602B2 (ja) | 2000-07-13 | 2003-02-10 | 日高精機株式会社 | 熱交換器用フィンの製造方法および熱交換器用フィン製造用金型 |
| JP2003056992A (ja) | 2001-08-20 | 2003-02-26 | Fujitsu General Ltd | 熱交換器 |
| JP3766030B2 (ja) | 2002-01-23 | 2006-04-12 | 三菱電機株式会社 | 熱交換器 |
| JP2006090612A (ja) | 2004-09-24 | 2006-04-06 | Hitachi Home & Life Solutions Inc | 熱交換器及びその製造方法 |
| US20090044408A1 (en) * | 2005-03-29 | 2009-02-19 | John Lamkin | Fin-Tube Heat Exchanger Collar, and Method of Making Same |
| US20060218791A1 (en) * | 2005-03-29 | 2006-10-05 | John Lamkin | Fin-tube heat exchanger collar, and method of making same |
| US8029916B2 (en) | 2005-03-29 | 2011-10-04 | Neomax Materials Co., Ltd. | Brazing filler metal, brazing composite material and brazed structure brazed/bonded with the same |
| US20080104839A1 (en) * | 2006-10-23 | 2008-05-08 | Inventec Corporation | Method for combining heat pipe with heat sink fin |
| US8037699B2 (en) | 2008-04-24 | 2011-10-18 | Mitsubishi Electric Corporation | Heat exchanger and air conditioner using the same |
| CN101325185A (zh) | 2008-07-29 | 2008-12-17 | 株洲南车时代电气股份有限公司 | 一种热管散热器及其加工方法 |
| US20100084114A1 (en) | 2008-10-04 | 2010-04-08 | Lawrence Phillip H | Baseboard radiator |
| US20110030932A1 (en) | 2009-08-07 | 2011-02-10 | Johnson Controls Technology Company | Multichannel heat exchanger fins |
| KR20150029728A (ko) | 2010-07-27 | 2015-03-18 | 스미토모 게이 긴조쿠 고교 가부시키가이샤 | 공기 조화기용 서펜타인 열교환기 |
| CN102393158A (zh) | 2011-07-19 | 2012-03-28 | 北京龙源冷却技术有限公司 | 钢铝复合翅片管及加工方法以及用该翅片管制成的换热器 |
| KR20150053135A (ko) | 2013-11-07 | 2015-05-15 | 엘지전자 주식회사 | 열교환기 및 그 제조방법 |
-
2012
- 2012-12-10 KR KR1020120142452A patent/KR102085716B1/ko active IP Right Grant
-
2013
- 2013-12-04 US US14/096,203 patent/US9566672B2/en active Active
- 2013-12-06 CN CN201380064411.0A patent/CN104838225A/zh active Pending
- 2013-12-06 EP EP13862992.8A patent/EP2929269B1/en active Active
- 2013-12-06 WO PCT/KR2013/011290 patent/WO2014092397A1/en active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6015064A (ja) * | 1983-07-06 | 1985-01-25 | Hitachi Ltd | 熱交換器 |
| JPH03291160A (ja) * | 1990-04-04 | 1991-12-20 | Showa Alum Corp | 給湯用熱交換器 |
| KR20010019483A (ko) * | 1999-08-27 | 2001-03-15 | 구자홍 | 열교환기 제조방법 |
| JP2008121934A (ja) * | 2006-11-09 | 2008-05-29 | Nichirin Co Ltd | プレートフィンチューブ熱交換器およびその製造方法 |
| KR20080067919A (ko) * | 2007-01-17 | 2008-07-22 | 한국과학기술연구원 | 열교환기 및 그 제조방법 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190096120A (ko) * | 2018-02-08 | 2019-08-19 | 엘지전자 주식회사 | 열교환기 및 그 제조방법 |
| CN108981417A (zh) * | 2018-10-12 | 2018-12-11 | 泰铂(上海)环保科技股份有限公司 | 一种空调管片式换热器及其加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2929269A4 (en) | 2016-07-13 |
| WO2014092397A1 (en) | 2014-06-19 |
| US9566672B2 (en) | 2017-02-14 |
| KR102085716B1 (ko) | 2020-03-06 |
| CN104838225A (zh) | 2015-08-12 |
| US20140158333A1 (en) | 2014-06-12 |
| EP2929269A1 (en) | 2015-10-14 |
| EP2929269B1 (en) | 2018-04-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20140074473A (ko) | 열 교환기 및 그 제조 방법 | |
| KR20140070012A (ko) | 열 교환기 및 그 제조 방법 | |
| EP2312254B1 (en) | Heat exchanger and air conditioner having the heat exchanger | |
| KR20150053135A (ko) | 열교환기 및 그 제조방법 | |
| KR200432601Y1 (ko) | 열교환기용 헤더파이프 | |
| JP2020076535A (ja) | 熱交換器および熱交換器の製造方法 | |
| JP2018151040A (ja) | 管継手、熱交換器及び熱交換器の製造方法 | |
| KR100740699B1 (ko) | 열교환기용 헤더파이프 | |
| JP2016102619A (ja) | 熱交換器 | |
| EP2713135B1 (en) | Heat exchanger | |
| KR101538346B1 (ko) | 열교환기의 제작 방법 | |
| WO2024053318A1 (ja) | フィンレス熱交換器およびそれを用いた冷却システム | |
| WO2024053317A1 (ja) | フィンレス熱交換器およびそれを用いた冷却システム | |
| JP2004255391A (ja) | 熱交換器コア部 | |
| KR102076648B1 (ko) | 열교환기 및 그 제조방법 | |
| KR200428710Y1 (ko) | 열교환기용 방열튜브 | |
| KR200365154Y1 (ko) | 휜앤 튜브형 열교환기 | |
| KR20060086920A (ko) | 열교환기용 방열튜브 | |
| JP2012032100A (ja) | フィンチューブ型熱交換器、その製造方法及びこのフィンチューブ型熱交換器を備えた空気調和機 | |
| KR20180129317A (ko) | 열교환기 및 그 제조방법 | |
| KR100913259B1 (ko) | 용가재홈이 구비된 열교환기용 헤더파이프 | |
| KR200289452Y1 (ko) | 다수의 버링 튜브가 일체로 형성된 평판형 방열휜을이용한 열교환기 | |
| KR200355391Y1 (ko) | 열교환기용 튜브 | |
| KR200431387Y1 (ko) | 열교환기용 헤더파이프 | |
| JP2006112750A (ja) | ヘッダーパイプ及びその製造方法並びに熱交換器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| AMND | Amendment | ||
| E902 | Notification of reason for refusal | ||
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| X091 | Application refused [patent] | ||
| AMND | Amendment | ||
| X701 | Decision to grant (after re-examination) | ||
| GRNT | Written decision to grant |