KR20140011182A - 알루미늄 열교환기 - Google Patents
알루미늄 열교환기 Download PDFInfo
- Publication number
- KR20140011182A KR20140011182A KR1020120078136A KR20120078136A KR20140011182A KR 20140011182 A KR20140011182 A KR 20140011182A KR 1020120078136 A KR1020120078136 A KR 1020120078136A KR 20120078136 A KR20120078136 A KR 20120078136A KR 20140011182 A KR20140011182 A KR 20140011182A
- Authority
- KR
- South Korea
- Prior art keywords
- plate
- heat
- aluminum
- hairpin
- heat exchanger
- Prior art date
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
- B23K1/0012—Brazing heat exchangers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/008—Soldering within a furnace
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/08—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal
- F28F21/081—Heat exchange elements made from metals or metal alloys
- F28F21/084—Heat exchange elements made from metals or metal alloys from aluminium or aluminium alloys
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/04—Arrangements for sealing elements into header boxes or end plates
- F28F9/16—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling
- F28F9/18—Arrangements for sealing elements into header boxes or end plates by permanent joints, e.g. by rolling by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/14—Heat exchangers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2275/00—Fastening; Joining
- F28F2275/04—Fastening; Joining by brazing
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
본 발명은 알루미늄 열교환기에 관한 것으로서, 더욱 상세하게는 크래드 용재가 코팅된 핀부와 전열관을 상호 연결하고, 크래드 용재가 코팅된 헤어핀에 의해 다수개의 전열관을 연결한 뒤, 브레이징 노를 통과시킴으로써, 크래드 용재가 녹아 핀부와 전열관 및 헤어핀이 상호 용이하게 용접 접합되어 열접촉이 좋아지고, 그에 따라 열교환에 따른 열전도성이 높아 전체적이 효율이 증가하며, 종래의 전열관의 확관에 따른 접합시 접합불량 및 전열관 파손 등이 방지되고, 상기 핀부의 플레이트 판과 전열관을 알루미늄 재질로 형성함으로써, 다양한 형태로 제작이 편리하고, 크래드 용재의 코팅이 용이하며, 그로 인해 브레이징 접합이 용이한 특징이 있다.
Description
본 발명은 알루미늄 열교환기에 관한 것으로서, 더욱 상세하게는 크래드 용재가 코팅된 핀부와 전열관을 상호 연결하고, 크래드 용재가 코팅된 헤어핀에 의해 다수개의 전열관을 연결한 뒤, 브레이징 노를 통과시킴으로써, 크래드 용재가 녹아 핀부와 전열관 및 헤어핀이 상호 용이하게 용접 접합되어 열접촉이 좋아지고, 그에 따라 열교환에 따른 열전도성이 높아 전체적이 효율이 증가하며, 종래의 전열관의 확관에 따른 접합시 접합불량 및 전열관 파손 등이 방지되고, 상기 핀부의 플레이트 판과 전열관을 알루미늄 재질로 형성함으로써, 다양한 형태로 제작이 편리하고, 크래드 용재의 코팅이 용이하며, 그로 인해 브레이징 접합이 용이한 알루미늄 열교환기에 관한 것이다.
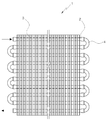
일반적인 열교환기(1)의 형태는 도 1에서처럼, 다수개의 핀(3)에 전열교환용 코일(동관)이 수평으로 설치되고, 상기 코일(2)의 양끝단부에 U밴드(4)에 의해 여러 열이 직렬 연결되는 수평형 직 교류의 형태로 제작되어 왔다.
이렇듯, 종래기술은 열매체인 냉매와 공기간의 열교환에 있어 공기는 열교환기의 정면에서 후면으로 통과하고 냉매는 열교환기의 성형방법인 수평 관간의 U밴드 연결방향에 따라 좌측에서 우측으로 우측에서 좌측으로 이동하며 냉매와 공기간의 열교환이 이루어졌다.
여기서, 히트펌프시스템의 열교환기는 냉매의 상태변화에 따른 발열과 흡 열 작용에 따라 냉매의 발열작용을 이용하는 응축기와 냉매의 흡열작용을 이용하는 증발기로 나뉜다.
그런데, 종래의 열교환기(1)는 다수개의 핀(3)과 다수개의 코일(2)이 상호 고정되려면 도 2에서처럼, 코일(2)을 확관하여 핀(3)의 홀에 꽉 끼워져 고정하던가 외부에 별도의 용접을 통해 고정하는데, 이런 방법은 상기 코일(2)과 핀(3)의 접촉이 불량하여 열교환에 따른 열전도성의 효율이 떨어지는 문제점이 발생한다.
또한, 상기 코일(2)을 확관하기 때문에 코일(2)의 파손 및 불규칙한 형태로 관이 형성되어 전체적인 열교환의 효율이 떨어지는 문제점이 발생한다.
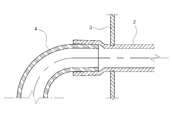
그리고, 상기 U밴드(4)와 코일(2)의 결합시에도 도 3에서처럼, 코일(2)의 끝단부를 확관하여 U밴드(4)를 삽입하고, 그 뒤에 코일(2)의 확관된 끝단부를 별도의 장치에 의해 조여 U밴드(4)와 고정하던가 외부에 별도의 용접을 통해 고정하는 등 코일(2)과 U밴드(4)의 접촉이 불량하여 열교환에 따른 열전도성의 효율이 떨어지는 문제점이 발생한다.
따라서, 본 발명은 상기 종래의 문제점을 해소하기 위해 안출된 것으로서,
크래드 용재가 코팅된 핀부와 전열관을 상호 연결하고, 크래드 용재가 코팅된 헤어핀에 의해 다수개의 전열관을 연결한 뒤, 브레이징 노를 통과시킴으로써, 크래드 용재가 녹아 핀부와 전열관 및 헤어핀이 상호 용이하게 용접 접합되어 열접촉이 좋아지고, 그에 따라 열교환에 따른 열전도성이 높아 전체적이 효율이 증가하며, 종래의 전열관의 확관에 따른 접합시 접합불량 및 전열관 파손 등이 방지되는 알루미늄 열교환기를 제공하는데 목적이 있다.
또한, 상기 핀부의 플레이트 판과 전열관을 알루미늄 재질로 형성함으로써, 다양한 형태로 제작이 편리하고, 크래드 용재의 코팅이 용이하며, 그로 인해 브레이징 접합이 용이한 알루미늄 열교환기를 제공하는데 또 다른 목적이 있다.
상기 목적을 달성하고자, 본 발명은 알루미늄 재질로써 일단면에 다수개의 관통홀이 형성된 플레이트 판이 상호 이격되어 다수개 형성되고, 상기 플레이트 판의 외부에는 크래드(clad) 용재로 코팅되는 핀부와;
알루미늄 재질로써 일측이 "U" 형태로 밴딩된 상태에서 상기 플레이트 판의 관통홀에 수평으로 삽입되고, 상기 플레이트 판의 길이방향으로 다수개가 형성되어 내부에 이송되는 냉매가 핀부와 열교환되는 전열관과;
상기 플레이트 판의 길이방향으로 다수개가 형성된 전열관이 직렬로 연결되도록 전열관의 타측에 연결되고, 내부가 크래드(clad) 용재로 코팅되는 헤어핀;
을 포함하여 구성되고, 상기 핀부와 전열관과 헤어핀이 연결된 후, 브레이징 노를 통과시켜 크래드 용재에 의해 상호 용접되는 것을 특징으로 하는 알루미늄 열교환기에 관한 것이다.
이상에서 살펴 본 바와 같이, 본 발명의 알루미늄 열교환기는 크래드 용재가 코팅된 핀부와 전열관을 상호 연결하고, 크래드 용재가 코팅된 헤어핀에 의해 다수개의 전열관을 연결한 뒤, 브레이징 노를 통과시킴으로써, 크래드 용재가 녹아 핀부와 전열관 및 헤어핀이 상호 용이하게 용접 접합되어 열접촉이 좋아지고, 그에 따라 열교환에 따른 열전도성이 높아 전체적이 효율이 증가하며, 종래의 전열관의 확관에 따른 접합시 접합불량 및 전열관 파손 등이 방지되는 효과가 있다.
또한, 상기 핀부의 플레이트 판과 전열관을 알루미늄 재질로 형성함으로써, 다양한 형태로 제작이 편리하고, 크래드 용재의 코팅이 용이하며, 그로 인해 브레이징 접합이 용이한 효과가 있다.
도 1은 종래의 열교환기를 나타낸 정면도이고,
도 2는 종래의 열교환기를 나타낸 단면도이고,
도 3은 도 2의 A부분을 나타낸 확대도이고,
도 4는 본 발명의 일실시예에 따른 알루미늄 열교환기를 나타낸 사시도이고,
도 5는 본 발명의 일실시예에 따른 알루미늄 열교환기를 나타낸 단면도이고,
도 6은 도 5의 A부분을 나타낸 확대도이고,
도 7은 본 발명의 다른 일실시예에 따른 알루미늄 열교환기를 나타낸 단면도이다.
도 2는 종래의 열교환기를 나타낸 단면도이고,
도 3은 도 2의 A부분을 나타낸 확대도이고,
도 4는 본 발명의 일실시예에 따른 알루미늄 열교환기를 나타낸 사시도이고,
도 5는 본 발명의 일실시예에 따른 알루미늄 열교환기를 나타낸 단면도이고,
도 6은 도 5의 A부분을 나타낸 확대도이고,
도 7은 본 발명의 다른 일실시예에 따른 알루미늄 열교환기를 나타낸 단면도이다.
본 발명은 상기의 목적을 달성하기 위해 아래와 같은 특징을 갖는다.
본 발명은 알루미늄 재질로써 일단면에 다수개의 관통홀이 형성된 플레이트 판이 상호 이격되어 다수개 형성되고, 상기 플레이트 판의 외부에는 크래드(clad) 용재로 코팅되는 핀부와;
알루미늄 재질로써 일측이 "U" 형태로 밴딩된 상태에서 상기 플레이트 판의 관통홀에 수평으로 삽입되고, 상기 플레이트 판의 길이방향으로 다수개가 형성되어 내부에 이송되는 냉매가 핀부와 열교환되는 전열관과;
상기 플레이트 판의 길이방향으로 다수개가 형성된 전열관이 직렬로 연결되도록 전열관의 타측에 연결되고, 내부가 크래드(clad) 용재로 코팅되는 헤어핀;
을 포함하여 구성되고, 상기 핀부와 전열관과 헤어핀이 연결된 후, 브레이징 노를 통과시켜 크래드 용재에 의해 상호 용접되는 것을 특징으로 한다.
이와 같은 특징을 갖는 본 발명은 그에 따른 바람직한 실시예를 통해 더욱 명확히 설명될 수 있을 것이다.
이하 첨부된 도면을 참조로 본 발명의 여러 실시예들을 상세히 설명하기 전에, 다음의 상세한 설명에 기재되거나 도면에 도시된 구성요소들의 구성 및 배열들의 상세로 그 응용이 제한되는 것이 아니라는 것을 알 수 있을 것이다. 본 발명은 다른 실시예들로 구현되고 실시될 수 있고 다양한 방법으로 수행될 수 있다. 또, 장치 또는 요소 방향(예를 들어 "전(front)", "후(back)", "위(up)", "아래(down)", "상(top)", "하(bottom)", "좌(left)", "우(right)", "횡(lateral)")등과 같은 용어들에 관하여 본원에 사용된 표현 및 술어는 단지 본 발명의 설명을 단순화하기 위해 사용되고, 관련된 장치 또는 요소가 단순히 특정 방향을 가져야 함을 나타내거나 의미하지 않는다는 것을 알 수 있을 것이다. 또한, "제 1(first)", "제 2(second)"와 같은 용어는 설명을 위해 본원 및 첨부 청구항들에 사용되고 상대적인 중요성 또는 취지를 나타내거나 의미하는 것으로 의도되지 않는다.
따라서, 본 명세서에 기재된 실시예와 도면에 도시된 구성은 본 발명의 가장 바람직한 일 실시예에 불과할 뿐이고 본 발명의 기술적 사상을 모두 대변하는 것은 아니므로, 본 출원시점에 있어서 이들을 대체할 수 있는 다양한 균등물과 변형예들이 있을 수 있음을 이해하여야 한다.
도 4는 본 발명의 일실시예에 따른 알루미늄 열교환기를 나타낸 사시도이고, 도 5는 본 발명의 일실시예에 따른 알루미늄 열교환기를 나타낸 단면도이고, 도 6은 도 5의 A부분을 나타낸 확대도이고, 도 7은 본 발명의 다른 일실시예에 따른 알루미늄 열교환기를 나타낸 단면도이다.
도 4 내지 도 7에 도시한 바와 같이, 본 발명의 알루미늄 열교환기(50)는 냉동공조용 열교환기 또는 자동차용 라디에이터 등에 사용되는 열교환기로써, 핀부(10)와, 전열관(20)과, 헤어핀(30)으로 구성된다.
상기 핀부(10)는 도 4 내지 도 6에서처럼, 하나의 핀이 플레이트 판 형태로 형성되고, 이런 플레이트 판(11)이 열교환기(50)의 길이방향으로 상호 소정간격으로 이격되어 다수개가 형성되는데, 하나의 플레이트 판(11)의 일단면에는 다수개의 관통홀(12)이 형성된다.
여기서, 상기 핀부(10)의 플레이트 판(11)은 도 4에서처럼, 알루미늄 재질로 형성되고, 상기 다수개의 관통홀(12)이 플레이트 판(11)의 길이방향으로 수직 배열되어 다수개의 전열관(20)이 플레이트 판(11)의 길이방향으로 설치된다. 이때, 상기 수직 배열된 다수개의 관통홀(12)이 여러 열로 형성되는데, 본 발명에서는 2열로 이루어지고, 상호 엇갈리게 형성된다. 즉, 1열의 다수개 관통홀(12)의 수평선상과 2열의 다수개 관통홀(12)의 수평선상이 서로 높이 차가 있게 형성되는 것인데, 이것은 하나의 실시예로써, 동일한 수평선상에 이루어질 수 있다.
그리고, 상기 플레이트 판(11)의 외부에는 크래드(clad,40) 용재로 코팅되는데, 도 5와 도 6에서처럼, 상기 크래드 용재(40)(40)는 용접 용재로써, 브레이징 노에서 브레이징 용접시 크래드 용재(40)(40)가 녹으면서 전열관(20)과 용접이 된다.
상기 전열관(20)은 도 4 내지 도 6에서처럼, 알루미늄 재질로 형성되어 일측이 "U" 형태로 밴딩됨으로써, 두 줄로 이루어진 일체형 전열관(20)으로 형성되고, 타측에만 헤어핀(30)을 연결하기에 작업시간 및 편리성이 좋다. 즉, 상기 전열관(20)이 알루미늄 재질이기에 다양한 형태로 제작이 편리하다.
여기서, 상기 전열관(20)은 도 4에서처럼, 밴딩된 두 줄의 일체형 전열관(20)이 상기 플레이트 판(11)의 관통홀(12)에 수평으로 삽입되고, 상기 플레이트 판(11)의 길이방향으로 다수개가 형성되어 내부에 이송되는 냉매가 핀부(10)와 열교환된다.
이때, 상기 전열관(20)은 "U" 형태로 밴딩이 용이하도록 알루미늄 재질로 형성되되, 도 4에서처럼, 냉매의 유입 또는 배출되는 전열관(20)은 일측이 밴딩되지 않고, 타측에 헤어핀(30)에 의해 다른 전열관(20)과 연결된다.
상기 헤어핀(30)은 도 4 내지 도 5에서처럼, 플레이트 판(11)의 길이방향으로 다수개가 형성된 전열관(20)이 직렬로 연결되도록 전열관(20)의 타측에 연결된다.
여기서, 상기 헤어핀(30)은 도 4에서처럼, 다수개의 전열관(20) 타측이 상호 연결되도록 "U" 형태로 형성되고, 상기 일측이 "U" 형태로 밴딩된 전열관(20)이 직렬로 연결되도록 밴딩된 부위와 엇갈리게 설치 즉, 밴딩된 두 줄 일체형 전열관(20)과 다른 전열관(20)이 연결된다.
그리고, 상기 헤어핀(30)의 내부에는 전열관(20)이 삽입된 상태에서 브레이징 노에서 브레이징 용접시 전열관(20)의 크래드 용재(40)가 녹으면서 상호 용접 고정된다.
또한, 상기 헤어핀(30)은 내부가 크래드(clad,40) 용재로 코팅되어 도 5와 도 6에서처럼, 상기 크래드 용재(40)는 용접 용재로써, 브레이징 노에서 브레이징 용접시 크래드 용재(40)가 녹으면서 전열관(20)과 용접이 되어 고정된다.
이렇듯, 상기 열교환기(50)는 상호 결합된 상태에서 브레이징 노를 통과시키면서 핀부(10)와 헤어핀(30)의 크래드 용재(40)가 녹으면서 핀부(10)의 플레이트 판(11) 및 전열관(20) 및 헤어핀(30)이 상호 용접된다.
한편, 상기 열교환기(50)에서 다른 실시예로써, 크래드 용재(40)가 전열관(20)에만 코팅되어 핀부(10)의 플레이트 판(11) 및 전열관(20) 및 헤어핀(30)이 상호 결합된 상태에서 브레이징 노를 통과시키면서 전열관(20)의 크래드 용재(40)에 의해서만 핀부(10)의 플레이트 판(11) 및 전열관(20) 및 헤어핀(30)이 상호 용접된다.
한편, 상기 열교환기(50)에서 또 다른 실시예로써, 도 7에서처럼, 크래드 용재(40)가 전열관(20)과 헤어핀(30)의 외부에 코팅되어 핀부(10)의 플레이트 판(11) 및 전열관(20) 및 헤어핀(30)이 상호 결합된 상태에서 브레이징 노를 통과시키면서 전열관(20)과 헤어핀(30)의 크래드 용재(40)가 녹으면서 핀부(10)의 플레이트 판(11) 및 전열관(20) 및 헤어핀(30)이 상호 용접된다.
여기서, 상기 헤어핀(30)의 외부에 크래드 용재(40)가 코팅됨으로써, 전열관(20)과 고정되는데, 이때, 상기 전열관(20)의 끝단부는 도 7에서처럼, 확관된 상태에서 헤어핀(30)이 전열관(20) 내에 설치되고, 그 상태에서 브레이징 노를 통과하면서 헤어핀(30)의 크래드 용재(40)에 의해 헤어핀(30)과 전열관(20)이 상호 용접되는 것이다.
10 : 핀부 11 : 플레이트 판
12 : 관통홀 20 : 전열관
30 : 헤어핀 40 : 크래드 용재
50 : 열교환기
12 : 관통홀 20 : 전열관
30 : 헤어핀 40 : 크래드 용재
50 : 열교환기
Claims (3)
- 알루미늄 재질로써 일단면에 다수개의 관통홀(12)이 형성된 플레이트 판(11)이 상호 이격되어 다수개 형성되고, 상기 플레이트 판(11)의 외부에는 크래드(clad) 용재로 코팅되는 핀부(10)와;
알루미늄 재질로써 일측이 "U" 형태로 밴딩된 상태에서 상기 플레이트 판(11)의 관통홀(12)에 수평으로 삽입되고, 상기 플레이트 판(11)의 길이방향으로 다수개가 형성되어 내부에 이송되는 냉매가 핀부(10)와 열교환되는 전열관(20)과;
상기 플레이트 판(11)의 길이방향으로 다수개가 형성된 전열관(20)이 직렬로 연결되도록 전열관(20)의 타측에 연결되고, 내부가 크래드(clad) 용재로 코팅되는 헤어핀(30);
을 포함하여 구성되고, 상기 핀부(10)와 전열관(20)과 헤어핀(30)이 연결된 후, 브레이징 노를 통과시켜 핀부(10)와 헤어핀(30)의 크래드 용재(40)에 의해 상호 용접되는 것을 특징으로 하는 알루미늄 열교환기. - 알루미늄 재질로써 일단면에 다수개의 관통홀(12)이 형성된 플레이트 판(11)이 상호 이격되어 다수개 형성되는 핀부(10)와;
알루미늄 재질로써 일측이 "U" 형태로 밴딩된 상태에서 상기 플레이트 판(11)의 관통홀(12)에 수평으로 삽입되고, 상기 플레이트 판(11)의 길이방향으로 다수개가 형성되어 내부에 이송되는 냉매가 핀부(10)와 열교환되며, 외부가 크래드(clad) 용재로 코팅되는 전열관(20)과;
상기 플레이트 판(11)의 길이방향으로 다수개가 형성된 전열관(20)이 직렬로 연결되도록 전열관(20)의 타측에 연결되는 헤어핀(30);
을 포함하여 구성되고, 상기 핀부(10)와 전열관(20)과 헤어핀(30)이 연결된 후, 브레이징 노를 통과시켜 전열관(20)의 크래드 용재(40)에 의해 상호 용접되는 것을 특징으로 하는 알루미늄 열교환기. - 알루미늄 재질로써 일단면에 다수개의 관통홀(12)이 형성된 플레이트 판(11)이 상호 이격되어 다수개 형성되는 핀부(10)와;
알루미늄 재질로써 일측이 "U" 형태로 밴딩된 상태에서 상기 플레이트 판(11)의 관통홀(12)에 수평으로 삽입되고, 상기 플레이트 판(11)의 길이방향으로 다수개가 형성되어 내부에 이송되는 냉매가 핀부(10)와 열교환되며, 외부가 크래드(clad) 용재로 코팅되는 전열관(20)과;
상기 플레이트 판(11)의 길이방향으로 다수개가 형성된 전열관(20)이 직렬로 연결되도록 전열관(20)의 타측 내에 연결되고, 외부가 크래드(clad) 용재로 코팅되는 헤어핀(30);
을 포함하여 구성되고, 상기 핀부(10)와 전열관(20)과 헤어핀(30)이 연결된 후, 브레이징 노를 통과시켜 전열관(20)과 헤어핀(30)의 크래드 용재(40)에 의해 상호 용접되는 것을 특징으로 하는 알루미늄 열교환기.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120078136A KR20140011182A (ko) | 2012-07-18 | 2012-07-18 | 알루미늄 열교환기 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120078136A KR20140011182A (ko) | 2012-07-18 | 2012-07-18 | 알루미늄 열교환기 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140011182A true KR20140011182A (ko) | 2014-01-28 |
Family
ID=50143539
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020120078136A KR20140011182A (ko) | 2012-07-18 | 2012-07-18 | 알루미늄 열교환기 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20140011182A (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20210270548A1 (en) * | 2018-11-20 | 2021-09-02 | Denso Corporation | Heat exchanger |
-
2012
- 2012-07-18 KR KR1020120078136A patent/KR20140011182A/ko not_active Application Discontinuation
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20210270548A1 (en) * | 2018-11-20 | 2021-09-02 | Denso Corporation | Heat exchanger |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009103393A (ja) | 熱交換器 | |
| JP2002011569A (ja) | 熱交換器およびその製造方法 | |
| JP2014169851A (ja) | 熱交換器 | |
| KR101514977B1 (ko) | 브레이징 노를 이용한 콘덴서 헤더용 연결파이프 제조방법 | |
| US20210071960A1 (en) | Heat exchanger | |
| JP2013250018A (ja) | 扁平状熱交換管 | |
| KR20140011182A (ko) | 알루미늄 열교환기 | |
| WO2020095797A1 (ja) | 熱交換器および熱交換器の製造方法 | |
| JP2003329375A5 (ko) | ||
| JP2007127347A (ja) | 熱交換器のタンク構造 | |
| JP2016044847A (ja) | 熱交換器 | |
| CN209181308U (zh) | 微通道换热器 | |
| KR20140064347A (ko) | 냉장고용 콘덴서 | |
| KR20130079778A (ko) | 열교환기 | |
| JP2010032128A (ja) | 熱交換器用チューブ | |
| JP2003056992A (ja) | 熱交換器 | |
| JP5531103B2 (ja) | 熱交換器 | |
| JP6106546B2 (ja) | 熱交換装置 | |
| JP2014153006A (ja) | 熱交換器およびその製造方法 | |
| JP2009250600A (ja) | 銅製扁平伝熱管 | |
| CN209964502U (zh) | 一种空气冷却用集管式散热器 | |
| CN220982020U (zh) | 多介质微通道换热器 | |
| JPS6229833Y2 (ko) | ||
| CN215723628U (zh) | 一种蒸发器及空调室内机 | |
| CN212747455U (zh) | 一种热交换用扁管 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |