KR20120035223A - 피치 패턴 내에 단일 레벨 및 다중 레벨 세트 패턴을 구비한 톱날, 및 관련 방법 - Google Patents
피치 패턴 내에 단일 레벨 및 다중 레벨 세트 패턴을 구비한 톱날, 및 관련 방법 Download PDFInfo
- Publication number
- KR20120035223A KR20120035223A KR20127005085A KR20127005085A KR20120035223A KR 20120035223 A KR20120035223 A KR 20120035223A KR 20127005085 A KR20127005085 A KR 20127005085A KR 20127005085 A KR20127005085 A KR 20127005085A KR 20120035223 A KR20120035223 A KR 20120035223A
- Authority
- KR
- South Korea
- Prior art keywords
- teeth
- pattern
- saw blade
- tooth
- pitch
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims description 26
- 239000011295 pitch Substances 0.000 claims description 84
- 238000005520 cutting process Methods 0.000 claims description 35
- 239000002184 metal Substances 0.000 claims description 3
- 230000001154 acute effect Effects 0.000 description 9
- 239000000463 material Substances 0.000 description 3
- 206010062113 splenic marginal zone lymphoma Diseases 0.000 description 3
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 210000004489 deciduous teeth Anatomy 0.000 description 2
- 230000007935 neutral effect Effects 0.000 description 2
- 230000000737 periodic effect Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 231100001261 hazardous Toxicity 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D61/00—Tools for sawing machines or sawing devices; Clamping devices for these tools
- B23D61/12—Straight saw blades; Strap saw blades
- B23D61/121—Types of set; Variable teeth, e.g. variable in height or gullet depth; Varying pitch; Details of gullet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D61/00—Tools for sawing machines or sawing devices; Clamping devices for these tools
- B23D61/02—Circular saw blades
- B23D61/021—Types of set; Variable teeth, e.g. variable in height or gullet depth; Varying pitch; Details of gullet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9317—Endless band or belt type
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9319—Toothed blade or tooth therefor
- Y10T83/9346—Uniformly varying teeth or tooth spacing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9319—Toothed blade or tooth therefor
- Y10T83/9358—Series of dissimilar teeth
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9319—Toothed blade or tooth therefor
- Y10T83/9362—Teeth having transversely curved cutting edge
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sawing (AREA)
- Transmissions By Endless Flexible Members (AREA)
Abstract
띠형 톱날은 피치 패턴 및 각각의 피치 패턴 내에 제 1 및 제 2 세트 패턴을 형성하는 복수의 치형부를 가진다. 제 1 세트 패턴은 복수의 오프셋 치형부를 포함하며, 복수의 오프셋 치형부는 각각 제 1 세트 패턴 내에 모든 다른 세트 치형부와 대략적으로 동일한 세트 크기로 오프셋된다. 제 2 세트 패턴은 복수의 제 1 오프셋 치형부 및 복수의 제 2 세트 치형부를 포함하며 복수의 제 1 오프셋 치형부는 각각 대략적으로 제 1 세트 크기로 오프셋되며 복수의 제 2 세트 치형부는 대략적으로 제 1 세트 크기보다 더 큰 제 2 세트 크기로 오프셋된다.
Description
우선권 출원에 대한 교차 참조
본 특허 출원은 2009년 7월 27일에 출원되고 발명의 명칭이 "피치 패턴 내에 단일 레벨 및 다중 레벨 세트 패턴을 구비한 톱날, 및 관련 방법"인, 미국 가 특허 출원 제 61/228,899호를 우선권으로 청구하며 이 미국 가 특허 출원은 본 발명의 공개의 부분으로서 온전히 참조된다.
발명의 분야
본 발명은 띠형 톱날(band saw blade)과 같은 톱날(saw blade)에 관한 것으로, 더욱 상세하게는 피치 패턴 내에 세트 패턴들을 가지는 톱날 및 관련 방법들에 관한 것이다.
아시아 시장과 같은, 소정의 시장들에서, 최종 사용자는 상대적으로 좁은 폭/미세한 피치 블레이드들이 장착된 동력 공급 중인 톱니(under-powered saw) 상에서 상대적으로 큰 단면적의 재료를 커팅하는 것을 시도하는 것이 알려져 있다. 종래의 단일 레벨(SL) 세트 블레이드 설계를 이용하여(모든 세트 치형부들은 블레이드 바디에 대해 동일한 상대적 위치로 굽혀지는), 형성된 칩은 상대적으로 얇고 넓다. 얇고, 넓은 칩을 생성하기 위해 요구되는 증가된 에너지의 결과로서, SL 톱날은 통상적으로 증가된 소음 및 진동 및 전반적으로 저급한 블레이드 수명을 초래하는 재공품(work piec)을 관통하는데 불편함을 가진다.
SL 세트 제품과 관련된 이러한 문제를 극복하기 위한 노력에서, 5개의 치형 가변-레벨(VL) 세트 설계가 비교적 상대적으로 좁은 칩들을 생산하도록 형성되었다. 더 좁고, 더 깊은 칩들은 향상된 치형 관통을 제공하지만 감소된 소음 및 커팅면의 매끄러움과 같은 최종 이용자의 중요한 요구가 충족되지 못하였다.
따라서, 본 발명의 목적은 종래 기술의 상술된 단점 및/또는 불리점 중 하나 또는 둘 이상을 극복하는 것이다.
제 1 양태에 따라, 본 발명은 피치 패턴 및 각각의 피치 패턴 내의 제 1 및 제 2 세트 패턴을 포함하는 복수의 치형부를 포함하는 톱날에 관한 것이다. 제 1 세트 패턴은 제 1 세트 패턴 내의 모든 다른 세트 치형부와 대략적으로 동일한 세트 크기로 각각 오프셋되는 복수의 오프셋 치형부를 포함한다. 제 2 세트 패턴은 대략적으로 제 1 세트 크기로 각각 오프셋되는 복수의 제 1 오프셋 치형부, 및 대략적으로 제 1 세트 크기 보다 큰 제 2 세트 크기로 각각 오프셋되는 복수의 제 2 세트 치형부를 포함한다.
본 발명의 소정의 실시예들에서, 각각의 세트 패턴은 언셋 리딩 치형부(unset leading tooth) 및 복수의 오프셋 트레일링(trailing) 치형부를 포함한다. 오프셋 트레일링 치형부는 서로에 대해 반대 방향들로 교대로 오프셋된다. 소정의 이같은 실시예들에서, 톱날은 띠형 톱날이다.
본 발명의 소정의 실시예들에서, 각각의 치형부는 각각의 피치/세트 구조를 형성하며, 모든 치형부는 각각의 세트 패턴으로 모든 다른 치형부와 상이한 피치/세트 구조를 형성한다. 소정의 이 같은 실시예들에서, 피치 패턴 내의 소정의 치형부는 동일한 피치를 가지지만 상이한 세트를 가지며, 상기 피치 패턴 내의 다른 치형부는 동일한 세트를 가지지만 상이한 피치를 가진다. 바람직하게는, 모든 치형부는 각각의 피치 패턴에서 모든 다른 치형부와 상이한 피치/세트 구조를 형성한다.
일 실시예에서, 블레이드는 3/5 세트 패턴을 형성하며, 이 3/5 세트 패턴에서 3개의 치형부 세트 패턴은 단일 레벨 세트 패턴이고, 각각의 피치 패턴의 5개의 치형부 세트 패턴은 다중 레벨 세트 패턴이다. 다른 실시예에서, 블레이드는 5/5 세트 패턴을 형성하며, 이 5/5 세트 패턴에서 하나의 5개의 치형부 세트 패턴은 단일 레벨 세트 패턴이고, 각각의 피치 패턴의 다른 5개의 치형부 세트 패턴은 다중 레벨 세트 패턴이다.
본 발명의 소정의 실시예들에서, 제 1 세트 패턴은 언셋(unset) 리딩 치형부, 우측의 상대적으로 큰(heavy) 세트 치형부 및 좌측의 상대적으로 큰 세트 치형부를 포함하는 단일 레벨 세트를 형성하고, 제 2 세트 패턴은 언셋 리딩 치형부, 우측의 상대적으로 작은(light) 세트 치형부, 좌측의 상대적으로 큰 세트 치형부, 우측의 상대적으로 큰 세트 치형부 및 좌측의 상대적으로 작은 세트 치형부를 포함하는 다중 레벨 세트를 형성한다. 소정의 이 같은 실시예들에서, 제 1 세트 패턴은 그 사이에 임의의 부가 치형부 없이 아래의 순서로 아래의 치형부들을 포함한다: 상기 치형부 및 이의 순서는 언셋 리딩 치형부, 우측의 상대적으로 큰 세트 치형부 및 좌측의 상대적으로 큰 세트 치형부이다. 본 발명의 소정의 실시예들에서, 제 2 세트 패턴은 그 사이에 임의의 부가 치형부 없이 아래의 순서로 아래의 치형부들을 포함한다: 상기 치형부 및 그 순서는 언셋 리딩 치형부, 우측의 상대적으로 작은 세트 치형부, 좌측의 상대적으로 큰 세트 치형부, 우측의 상대적으로 큰 세트 치형부 및 좌측의 상대적으로 작은 세트 치형부이다. 소정의 이 같은 실시예들에서, 각각의 작은 세트 치형부는 모든 다른 작은 세트 치형부와 대략적으로 동일한 세트 크기로 세팅되며, 각각의 큰 세트 치형부는 모든 다른 큰 세트 치형부와 대략적으로 동일한 세트 크기로 세팅된다. 본 발명의 소정의 실시예들에서, 제 1 세트 패턴은 그 사이에 임의의 부가적인 치형부 없이 아래의 순서로 아래의 치형부들을 포함한다: 상기 치형부 및 그 순서는 언셋 리딩 치형부, 우측의 상대적으로 큰 세트 치형부, 좌측의 상대적으로 큰 세트 치형부, 우측의 상대적으로 큰 세트 치형부, 및 좌측의 상대적으로 큰 세트 치형부이다. 소정의 이 같은 실시예들에서, 제 2 세트 패턴은 그 사이에 임의의 부가 치형부 없이 아래의 순서로 아래의 치형부들을 포함한다: 상기 치형부 및 그 순서는 언셋 리딩 치형부, 우측의 상대적으로 작은 세트 치형부, 좌측의 상대적으로 큰 세트 치형부, 우측의 상대적으로 큰 세트 치형부 및 좌측의 상대적으로 작은 세트 치형부이다.
다른 양태에 따라, 본 발명은 띠형 톱날과 같은 톱날에 관한 것으로, 피치 패턴들 내에 세트 패턴들을 포함하며, 각각의 피치 패턴의 하나의 세트 패턴은 단일 레벨 세트이고 각각의 피치 패턴의 다른 세트 패턴은 다중 레벨 세트이다.
본 발명의 소정의 실시예들에서, 단일 레벨 세트 패턴은 제 1 언셋 리딩 치형부, 및 상대적으로 큰 트레일링 세트 치형부를 포함하며, 다중 레벨 세트 패턴은 언셋 리딩 치형부, 상대적으로 작은 트레일링 세트 치형부 및 상대적으로 큰 트레일링 세트 치형부를 포함한다. 소정의 이 같은 실시예들에서, 다중 레벨 세트 패턴은 두 개의 연속적으로 배치되고, 교대로 세팅된, 상대적으로 큰 세트 치형부들 및 두 개의 상대적으로 큰 세트 치형부들의 어느 한 측부 상에 위치되는 두 개의 교대로 세팅된, 상대적으로 작은 세트 치형부들을 포함한다.
또 다른 양태에 따라, 본 발명은 아래의 단계들을 포함하는 방법에 관한 것이다:
(i) 띠톱(band saw) 상에 띠형 톱날을 장착하는 단계로서, 띠형 톱날이 피치 패턴들 내에 세트 패턴들을 포함하며, 각각의 피치 패턴의 하나의 세트 패턴은 단일 레벨 세트이고 각각의 피치 패턴의 다른 세트 패턴은 다중 레벨 세트이고, 띠톱은 약 1kW 내지 약 8kW 또는 약 1-1/3 HP 내지 약 10-1/2 HP의 범위 내의 동력을 가지는, 단계; 및
(ii) 약 150 mm 내지 약 1000 mm의 범위 내, 또는 약 6 인치 내지 약 40 인치의 범위 내의 유효 커팅 길이를 가지는 하나 이상의 재공품을 커팅하는 단계로서, 상기 띠형 톱날은 상기 띠톱에 장착된다.
본 발명의 소정의 실시예들에서, 재공품은 금속 재공품이고, 띠형 톱날은 약 27mm 또는 약 1인치 내지 약 54mm 내지 약 2 인치의 범위 내의 폭을 형성하고 약 4/6 내지 약 1.4/2.0의 범위 내의 피치를 형성한다.
본 발명의 톱날 및 방법의 장점들 중 하나는 톱날이 점진적 치형 결합으로 상대적인 고 효율, 저 소음의 톱날을 허용한다는 것이다.
본 발명 및/또는 본 발명의 현재의 바람직한 실시예들의 다른 목적 및 장점은 현재의 바람직한 실시예들의 아래의 상세한 설명 및 첨부된 도면들에 의해 더욱 용이하게 명백하게 될 것이다.
도 1은 본 발명을 실시하는 띠형 톱날의 부분 측면도이다.
도 1a는 도 1의 톱날의 피치 및 치형부 크기를 설명하는 표이다.
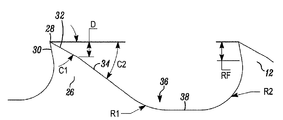
도 2는 도 1의 띠형 톱날의 예시적인 치형부들의 부분 확대 측면도이다.
도 3은 도 1의 띠형 톱날의 다소 개략적인 부분 횡단면도이다.
도 1a는 도 1의 톱날의 피치 및 치형부 크기를 설명하는 표이다.
도 2는 도 1의 띠형 톱날의 예시적인 치형부들의 부분 확대 측면도이다.
도 3은 도 1의 띠형 톱날의 다소 개략적인 부분 횡단면도이다.
도 1에서, 본 발명을 실시하는 띠형 톱날은 일반적으로 도면부호 "10"으로 표시된다. 띠형 톱날(10)은 화살표("a")로 표시된 커팅 방향을 형성하며, 공급 방향은 화살표("b")로 표시된다. 띠형 톱날(10)은 8개의 치형부 피치 패턴을 형성하는 복수의 주기적 또는 반복적 패턴의 치형부를 포함한다. 각각의 피치 패턴은 도면부호 12, 14, 16, 18, 20, 22, 24 및 26에 의해 표시된 8개의 연속 치형부의 주기적 그룹에 의해 형성된다. 도 1에 도시된 바와 같이, 각각의 치형부는 각각의 피치 또는 치형부 간격(P12 내지 P26)을 형성한다. 본 발명의 바람직한 실시예들에서, 그리고 도 1에 도시된 바와 같이, 피치 또는 치형부 간격은 인접한 치형부들의 팁(tip)들 사이에서 측정된다. 그러나, 본 발명의 사상을 기초로 한 관련 기술의 기술자에 의해 인정될 수 있는 바와 같이, 피치 또는 치형부 간격은 인접한 치형부들 사이의 임의의 다양한 다른 대응하는 지점들 사이에서 측정될 수 있다.
띠형 톱날(10)의 각각의 8개의 치형부 피치 패턴은 아래와 같이 두 개의 타이어(tier)(다중-레벨) 3개/5개 세트 패턴을 형성한다:
S-R(H)-L(H)-S-R(l)-L(h)-R(h)-L(l)-S ...,
여기서,
S=레이커(Raker)= 중립 세트=명목상의(nominal) 치형부 팁 평면;
R(H)=우측 및 큰(heavy) 세트=명목상의 치형부 팁 평면;
L(H)=좌측 및 큰 세트=명목상의 치형부 팁 평면;
S=레이커= 중립 세트=명목상의 치형부 팁 평면;
R(l)=우측 및 작은(light) 세트=명목상의 치형부 팁 평면;
L(h)=좌측 및 큰 세트=최대 치형부 팁 강하(drop);
R(h)=우측 및 큰 세트=최대 치형부 팁 강하; 및
L(l)=좌측 및 작은 세트=명목상의 치형부 팁 평면
따라서, 도 1의 도시된 실시예에서, 제 1 세트 패턴은 3개의 연속 치형부(12, 14 및 16)에 의해 형성되고, 제 2 세트 패턴은 다음의 5개의 연속 치형부(18, 20, 22, 24 및 26)에 의해 형성된다. 도 1 및 도 3에 도시된 바와 같이, 제 1 세트 패턴은 제 1의 언셋(S) 리딩 치형부(12), 주 우측 세트(R) 트레일링 치형부(14), 및 주 좌측 세트(L) 트레일링 치형부(16)에 의해 형성된다. 제 2 세트 패턴은 제 1 언셋(S) 리딩 치형부(18), 주 작은 우측 세트(R(l)) 트레일링 치형부(20), 주 큰 좌측 세트(L(h)) 트레일링 치형부(22), 보조 우측 큰 세트(R(h)) 트레일링 치형부(24), 및 보조 좌측 작은 세트(L(l)) 트레일링 치형부(26)에 의해 형성된다. 도 3에 도시된 바와 같이, 각각의 언셋 리딩 치형부(12 및 18)는 띠형 톱날(10)의 대칭 평면("p")에 대해 대칭이며, 대칭 평면("p")에 대해 대략 수직한 커팅 평면("x") 내에 실질적으로 위치된 커팅 에지를 형성한다. 각각의 큰 우측 세트(R(h)) 트레일링 치형부(14 및 24)는 제 1 또는 큰 세트 크기에 의해 대칭 평면("p")에 대해 도면에서 우측으로 기울어지거나 세팅되며(톱날의 커팅 방향("a")으로부터 볼 때), 대칭 평면("p")에 대해 제 1 또는 큰(heavy) 예각으로 기울어지거나 세팅되는 커팅 평면("y(h)") 내에 실질적으로 위치된 커팅 에지를 형성한다. 각각의 작은 우측 세트(R(l)) 트레일링 치형부(20)는 제 1 또는 큰 세트 크기 보다 작은 제 2 또는 작은 세트 크기에 의해 대칭 평면("p")에 대해 도면에서 우측으로 기울어지거나 세팅되고(톱날의 커팅 방향("a")으로부터 볼 때), 대칭 평면("p")에 대한 제 2 또는 작은(light) 예각으로 기울어지거나 세팅된 커팅 평면("y(l)") 내에 실질적으로 위치된 커팅 에지를 형성한다. 볼 수 있는 바와 같이, 제 2 및 작은 예각은 제 1 또는 큰 예각 보다 작다. 유사하게, 각각의 큰 좌측 세트(L(h)) 트레일링 치형부(16 및 22)는 대칭 평면("p")에 대해 도면에서 좌측으로 기울어지거나 세팅되며, 대칭 평면("p")에 대해 제 1 또는 큰 예각으로 기울어지거나 세팅된 커팅 평면("z(h)") 내에 실질적으로 위치된 커팅 에지를 형성한다. 각각의 작은 좌측 세트(L(l)) 트레일링 치형부(26)는 제 1 및 큰 세트 크기 보다 작은 제 2 또는 작은 세트 크기로 대칭 평면("p")에 대해 도면에서 좌측으로 기울어지거나 세팅되며, 대칭 평면("p")에 대해 작은 예각으로 기울어지거나 세팅되는 커팅 평면(("z(l)") 내에 실질적으로 위치된 커팅 에지를 형성한다. 볼 수 있는 바와 같이, 제 2 또는 작은 예각은 제 1 또는 큰 예각 보다 작다. 도 3에 도시된 바와 같이, 제 1 세트 패턴(치형부(12, 14 및 16))에서, 세트 치형부는 동일한 세트 크기를 형성하여 "단일 레벨" 세트 패턴(즉, 큰 세트 치형부 만)을 형성한다. 한편, 제 2 세트 패턴(치형부(18 내지 26))에서, 세트 치형부는 "다중 레벨" 세트 패턴(즉, 큰 세트 및 작은 세트 치형부 둘다)을 형성하며, "다중 레벨" 세트 패턴에서 작은 세트 치형부는 연속하는 큰 세트 치형부를 리딩 및 트레일링한다(즉, 전방에 위치되고 후속하거나, 어느 한 측부에 위치된다). 또한 도시된 바와 같이, 각각의 큰 세트 치형부는 언셋 치형부 절개면(x)에 대해 최대 치형부 팁 강하를 형성한다. 따라서, 현재의 바람직한 실시예는 단일-레벨, 가변-레벨("SLVL") 설계이다.
통상적으로 도 2에 도시된 바와 같이, 각각의 치형부는 팁(28), 팁의 일 측부 상에 위치된 레이크 페이스(rake face; 30), 레이크 페이스에 대해 팁의 마주하는 측부 상에 위치되는 주 클리어런스 표면(primary clearance surface; 32), 팁에 대해 주 클리어런스 표면의 마주하는 측부 상에 위치되는 보조 클리어런스 표면(34), 및 보조 클리어런스 표면과 레이크 페이스 사이로 연장하는 걸릿(gullet; 36)을 형성한다. 각각의 주 클리어런스 표면(32)은 제 1 클리어런스 각도(C1)를 형성하고, 각각의 보조 클리어런스 표면(34)은 보조 클리어런스 각도(C2)를 형성한다. 각각의 클리어런스 각도는 예각이고, 보조 클리어런스 표면(C2)은 제 1 클리어런스 각도(C1) 보다 크다. 보조 클리어런스 표면(34)은 팁(28) 아래 깊이(D)에서 시작한다. 도시된 실시예에서, 깊이(D)는 약 0.04 인치이다. 각각의 레이크 페이스(30)는 팁(28)으로부터 깊이("RF")를 형성한다. 볼 수 있는 바와 같이, 도시된 실시예에서, 클리어런스 각도(C1 및 C2), 보조 클리어런스 표면(C2)의 깊이(D), 및 레이크 페이스 깊이(RF)는 언셋 치형부의 팁들 사이로 연장하는 평면("치형부 팁" 기준면)에 대해 측정된다. 각각의 걸릿(36)은 보조 클리어런스 표면(34)과 걸릿 베이스 사이로 연장하는 제 1 걸릿 반경(R2), 실질적으로 평평한 걸릿 베이스(38), 및 걸릿 베이스와 레이크 페이스(30) 사이로 연장하는 제 2 걸릿 반경(R2)에 의해 형성된다. 도 1a는 각각의 피치 패턴의 각각의 치형부(12 내지 26)의 피치, 보조 클리어런스 각도(C2), 제 1 걸릿 반경(R1), 제 2 걸릿 반경(R2) 및 레이크 페이스 깊이(RF)를 위한 예시적인 치수를 도시한다. 달리 표시되지 않는 경우 각각의 치수는 인치이다. 도시된 실시예에서, 주 클리어런스 각도(C1)는 각각의 치형부에 대해 대략적으로 동일하며, 도시된 실시예에서 약 30°이다. 본 발명의 사상을 기초로 하는 관련 분야의 기술자에 의해 인정될 수 있는 바와 같이, 치형부의 도시된 치수는 임의의 다양하고 상이한 치수를 가질 수 있으며, 치형부는 현재 알려지거나 나중에 알려질 동일한 및/또는 임의의 다양한 다른 피쳐를 포함할 수 있다.
톱날(10)의 현재의 바람직한 실시예는 약 1 내지 1/2 인치의 블레이드 폭, 약 0.05 인치의 블레이드 두께, 및 2/3 피치를 형성하는 띠형 톱날이며 이 띠형 톱날은 약 150 FPM(분당 피트), 및 약 0.00025 인치의 치형부 당 평균 피드 관통(average feed peneration)으로 작동한다. 본 발명의 장점을 구비한 현재의 바람직한 띠형 톱날 실시예들은 약 150 mm 또는 약 6 인치 내지 약 1000 mm 또는 약 40 인치의 범위 내의 유효 커팅 길이(또는 유효 두께)를 형성하는 금속 재공품(단일 재공품 또는 재공품의 묶음)을 약 1 킬로와트 또는 약 1-1/3 마력 내지 약 8 킬로와트 또는 약 10-1/2 마력의 범위 내의 동력 레벨을 완화하도록 낮게 작동하고 약 27 mm 또는 약 1 인치 내지 약 54 mm 또는 약 2 인치의 범위 내의 블레이드 폭을 형성하는 약 4/6 내지 약 1.4/2의 범위 내의 피치를 형성하고 띠톱 상에서 커팅하기에 특히 적절하다. 본 발명의 사상을 기초로 하는 관련 기술의 기술자에 의해 인정될 수 있는 바와 같이, 이러한 숫자 또는 값은 단지 예시적이고, 현재 알려지거나 나중에 알게 될 임의의 다양한 다른 숫자 또는 값들을 취할 수 있다.
초기 커팅 시퀀스 동안, 블레이드(10)의 3/5 SLVL 설계는 L(h) 및 R(h) 치형부(22, 24)를 제외한 모든 치형부의 주 결합에 의해 더 자유로운 커팅을 허용한다. 이러한 치형부(22, 24)는 외부 커프 벽(kerf wall)을 재-한정하고(re-qualify) 부가의 측면 블레이드 안정성을 제공하는 임계적 단계 만을 수행하기 위해 초기에 적용된다. 대체로, 이러한 3/5 SLVL 블레이드(10)는 균일하게 로딩된 더 조악한 피치 블레이드로서 작용하게 될 것이고 종래의 블레이드에 비해 치형부 당 제한된 공급력을 갖는 톱니의 향상된 장점을 얻을 수 있다. 또한, 이러한 블레이드는 종래 기술에서 직면하는 "균등한" 종래의 더 조악한 피치 블레이드에 비해 향상된 비임 강도 특성을 가질 것이다.
3/5 VLSL 블레이드(10)가 임계적 마모 한계(threshold)에 도달할 때, L(h) 및 R(h) 치형부(22, 24)의 주 커팅 퍼시트(facet)는 재료와 결합하기 시작하여 L(H, l)(16, 26) 및 R(H, 1)(14, 20) 치형부로 커팅 로드 지지를 제공한다. 이러한 스테이지에서, 전체 8개의 치형부 가변 피치 시퀀스는 최대 소음/진동 감소를 제공하도록 결합된다. 또한, 동일한 최적의, 좁은 칩 형성을 유지하면서, 블레이드는 종래 기술에서 직면하는 바와 같은 종래의 5개의 치형부 가변-로드 제품에 대해 우수한 표면 마무리를 달성하도록 커프 벽을 재-한정하도록 결합된 약 25% 초과의 치형부를 가질 수 있다.
도시된 실시예에서, 각각의 치형부는 각각의 세트 패턴 내의 모든 다른 치형부와 상이한 피치/세트 구조를 형성하며, 바람직하게는 각각의 피치 패턴 내의 모든 다른 치형부와 상이한 피치/세트 구조를 형성한다. 볼 수 있는 바와 같이, 8개의 치형부 피치 패턴 내의 모든 치형부는 피치 패턴 내의 거의 모든 다른 치형부와 상이한 피치를 형성한다. 동일한 피치를 형성하는 유일한 치형부는 각각 두 개의 연속 L(H) 및 R(H) 치형부(22 및 24)이다. 그러나, 이러한 치형부는 상이한 세트 구성을 형성하여, 이러한 두 개의 치형부는 상이한 피치/세트 구성을 형성한다. 이러한 피쳐(feature)의 장점들 중 하나는 커팅 작업 동안, 재공품에 들어가거나 나오는 각각의 치형부는 (상이한 피치/세트 구성으로 인해서) 동시에 재공품에 들어가거나 나오는 모든 다른 치형부 또는 잇따라 재공품에 들어가거나 나오는 다른 치형부와 상이한 작동 주파수(forcing frequency)를 생성하여, 커팅 작업 동안 소음 및 진동을 실질적으로 감소하고 블레이드 진입(break in)을 용이하게 한다. 따라서, 상이한 피치/세트 구조를 구비한 피치 패턴 내에 각각의 치형부를 제공함으로써, 각각의 치형부는 재공품 커팅시 상이한 작동 주파수를 발생한다. 상대적으로 작은 재공품에 대해, 각각의 치형부는, 그러나, 각각의 피치 패턴 내의 모든 다른 치형부가 아닌, 각각의 세트 패턴 내의 모든 다른 치형부와 상이한 피치/세트 구조를 형성할 수 있으며, 커팅 작업 동안 재공품에 들어가거나 나오는 각각의 치형부가 가지는 기능을 여전히 달성하며, 동시에 재공품에 들어가거나 나오는, 및/또는 잇따라 재공품에 들어가거나 나오는 모든 다른 치형부와 상이한 작동 주파수(f)를 발생한다. 그러나, 이러한 기능이 전부가 아닌 대부분의 재공품에 대해 달성되는 것을 보장하도록, 모든 치형부는 바람직하게는 예를 들면 도 1a의 표에 도시된 바와 같이 각각의 피치 패턴 내에 모든 다른 치형부와 상이한 피치/세트 구조를 형성한다.
상술된 바와 같이, 각각의 치형부의 피치는 톱날의 커팅 방향으로 앞의 치형부와 각각의 치형부의 대응하는 지점들 사이의 톱날의 긴 방향으로의 거리이다. 따라서, 도 1에서 도시된 바와 같이, 피치는 인접한 치형부들의 팁들 사이에서 측정될 수 있다. 한편, 치형부의 축적된 피치는 톱날의 커팅 방향으로 동일한 또는 유사한 세트 방향의 가장 가까운 선행 치형부와 각각의 치형부 사이의 피치 거리의 합이다. 따라서, 예를 들면, 도 1을 참조하여, 언셋 리딩 치형부들(18)의 축적된 피치는 피치 거리들(P14, P16, 및 P18)의 합, 즉 톱날의 커팅 방향("a")으로 가장 가까운 선행 언셋 리딩 치형부들(12)과 언셋 리딩 치형부들(18) 사이의 피치 거리의 합이다. 원하는 경우, 각각의 세트 패턴 내의 동일한 세트 방향의 각각의 치형부에 대해 축적된 피치에 대한 피치의 비율은 톱날의 치형부들 위에 칩 로드를 분배하기 위해 톱날의 커팅 방향과 마주하는 방향으로 하나의 치형부로부터 다음 치형부로 증가될 수 있다. 이러한 구성에서, 축적된 피치에 대한 피치의 비율은 대응하는 주 치형부에 대한 것 보다 각각의 보조 치형부에 대해 더 크며, 대응하는 보조 및 주 치형부들 등에 대한 것보다 각각의 제 3 치형부에 대해 더 크다.
본 발명의 다른 실시예에서, 블레이드는 두 개의 5개 치형부 세트 패턴을 구비한 10 개의 치형부 피치 패턴을 형성하며, 제 1 세트 패턴은 단일 레벨 세트를 형성하며, 제 2 세트 패턴은 다중 레벨 세트를 형성하며, 아래와 같다: S-R-L-R-L-S-R(l)-L(h)-R(h)-L(i). 이러한 실시예에서, 5개의 치형부 단일 레벨 세트 패턴을 가지는 것을 제외하고, 모든 다른 피쳐는 블레이드(10)와 관련하여 상술된 세트와 동일할 수 있다.
본 발명의 띠형 톱날의 현재의 바람직한 실시예들은 아래의 장점들을 제공한다:
○ 증가된 블레이드 수명
○ S-R-L 및 S-R(l)-L(h)-R(h)-L(l) 시퀀스(또는 예를 들면 S-R-L-R-L 및 S-R(l)-L(h)-R(h)-L(i) 시퀀스)는 외부 커팅 영역에 대해 결합된 부가의 임계적 "지지 치형부"를 구비한 더 큰 횡단면의 용이한 통과를 허용한다.
○ 개선된 표면 마무리
○ 종래의 5개의 치형부 가변-로드 블레이드에 대한 S-R-L 패턴(또는 예를 들면 S-R-L-R-L)의 부가는 커프 벽이 소음/진동에 의한 종종 들 위험한 로딩을 구비한 약 25% 초과를 재-형성하는 것이 허용된다.
○ 낮은 커팅 노이즈
○ 유일한 피치 시컨스의 개수의 증가 및 세트 결합 전략은 작동 주파수를 변화시키도록 하며 커팅 소음을 감소한다.
본 발명의 사상을 기초로 하는 관련 분야에서 기술자에 의해 인정될 수 있는 바와 같이, 다양한 변화 및 변경은 첨부된 청구범위에서 형성된 바와 같은 본 발명의 범위로부터 벗어나지 않고 본 발명의 상술된 실시예들 및 다른 실시예들에 이루어질 수 있다. 예를 들면, 치형부의 지오메트리는 여기서 공개된 것이 아닌 임의의 다양하고 상이한 형상 및/또는 치수를 취할 수 있다. 유사하게, 치형부는 본 발명에서 공개된 것이 아닌 임의의 다양하고 상이한 세트, 피치, 세트 패턴, 및/또는 피치 패턴을 취할 수 있다. 블레이드는 현재 알려지거나 앞으로 알려질 소정의 다양하고 상이한 타입의 재료 및/또는 재공품을 커팅하기 위한, 임의의 다양하고 상이한 타입의 띠형 톱날, 또는 다른 타입의 톱날일 수 있다. 따라서, 바람직한 실시예들의 이러한 상세한 설명은 제한적인 의미가 아닌 예시적인 것으로서 취해질 것이다.
Claims (24)
- 피치 패턴 및 각각의 피치 패턴 내에 제 1 세트 패턴 및 제 2 세트 패턴을 형성하는 복수의 치형부를 포함하는 톱날으로서,
상기 제 1 세트 패턴은 상기 제 1 세트 패턴 내의 모든 다른 세트 치형부와 대략적으로 동일한 세트 크기로 각각 오프셋되는 복수의 오프셋 치형부를 포함하며, 상기 제 2 세트 패턴은 각각 대략적으로 제 1 세트 크기로 오프셋되는 복수의 제 1 오프셋 치형부를 포함하고, 각각 대략적으로 상기 제 1 세트 크기 보다 큰 제 2 세트 크기로 오프셋되는 복수의 제 2 세트 치형부를 포함하는,
톱날.
- 제 1 항에 있어서,
각각의 세트 패턴은 언셋 리딩 치형부(unset leading tooth) 및 복수의 오프셋 트레일링 치형부(plurality of offset trailing teeth)를 포함하는,
톱날.
- 제 2 항에 있어서,
상기 오프셋 트레일링 치형부는 서로에 대해 반대 방향으로 교대로 오프셋되는,
톱날.
- 제 1 항에 있어서,
상기 톱날은 띠형 톱날인,
톱날.
- 제 1 항에 있어서,
각각의 치형부는 각각의 피치/세트 구조를 형성하며, 모든 치형부는 각각의 세트 패턴 내의 모든 다른 치형부와 상이한 피치/세트 구조를 형성하는,
톱날.
- 제 5 항에 있어서,
각각의 피치 패턴의 소정의 치형부는 동일한 피치를 가지지만 상이한 세트를 가지며, 각각의 피치 패턴 내의 다른 치형부는 동일한 세트를 가지지만 상이한 피치를 가지는,
톱날.
- 제 6 항에 있어서,
모든 치형부는 각각의 피치 패턴 내의 모든 다른 치형부와 상이한 피치/세트 구조를 형성하는,
톱날.
- 제 1 항에 있어서,
상기 블레이드는 3/5 세트 패턴을 형성하는,
톱날.
- 제 8 항에 있어서,
상기 3개의 치형부 세트 패턴은 단일 레벨 세트 패턴이고, 상기 피치 패턴의 상기 5개의 치형부 세트 패턴은 다중 레벨 세트 패턴인,
톱날.
- 제 1 항에 있어서,
상기 블레이드는 5/5 세트 패턴을 형성하는,
톱날.
- 제 10 항에 있어서,
하나의 5개의 치형부 세트 패턴은 단일 레벨 세트 패턴이고, 각각의 피치 패턴의 다른 5개의 치형부 세트 패턴은 다중 레벨 세트 패턴인,
톱날.
- 제 1 항에 있어서,
상기 제 1 세트 패턴은 언셋 리딩 치형부, 우측의 상대적으로 큰 세트 치형부 및 좌측의 상대적으로 큰 세트 치형부를 포함하는 단일 레벨 세트를 형성하며, 상기 제 2 세트 패턴은 언셋 리딩 치형부, 우측의 상대적으로 작은 세트 치형부, 좌측의 상대적으로 큰 세트 치형부, 우측의 상대적으로 큰 세트 치형부 및 좌측의 상대적으로 작은 세트 치형부를 포함하는 다중 레벨 세트를 형성하는,
톱날.
- 제 12 항에 있어서,
상기 제 1 세트 패턴은 그 사이에 임의의 부가 치형부 없이 아래의 치형부를 아래의 순서로 포함하며, 상기 치형부 및 그 순서는 언셋 리딩 치형부, 우측의 상대적으로 큰 세트 치형부 및 좌측의 상대적으로 큰 세트 치형부인,
톱날.
- 제 13 항에 있어서,
상기 제 2 세트 패턴은 그 사이에 임의의 부가 치형부 없이 아래의 치형부를 아래의 순서로 포함하며, 상기 치형부 및 그 순서는 언셋 리딩 치형부, 우측의 상대적으로 작은 세트 치형부, 좌측의 상대적으로 큰 세트 치형부, 우측의 상대적으로 큰 세트 치형부 및 좌측의 상대적으로 작은 세트 치형부인,
톱날.
- 제 14 항에 있어서,
각각의 작은 세트 치형부는 모든 다른 작은 세트 치형부와 대략적으로 동일한 세트 크기로 세팅되며, 각각의 큰 세트 치형부는 모든 다른 큰 세트 치형부와 대략적으로 동일한 세트 크기로 세팅되는,
톱날.
- 제 13 항에 있어서,
상기 제 1 세트 패턴은 그 사이에 임의의 부가 치형부 없이 아래의 순서로 아래의 치형부를 포함하며, 상기 치형부 및 그 순서는 언셋 리딩 치형부, 우측의 상대적으로 큰 세트 치형부, 좌측의 상대적으로 큰 세트 치형부, 우측의 상대적으로 큰 세트 치형부, 및 좌측의 상대적으로 큰 세트 치형부인,
톱날.
- 제 16 항에 있어서,
상기 제 2 세트 패턴은 그 사이에 임의의 부가 치형부 없이 아래의 순서로 아래의 치형부를 포함하며, 상기 치형부 및 그 순서는 언셋 리딩 치형부, 우측의 상대적으로 작은 세트 치형부, 좌측의 상대적으로 큰 세트 치형부, 우측의 상대적으로 큰 세트 치형부 및 좌측의 상대적으로 작은 세트 치형부인,
톱날.
- 피치 패턴 내에 세트 패턴을 포함하는 띠형 톱날로서,
각각의 피치 패턴의 하나의 세트 패턴은 단일 레벨 세트이고 각각의 피치 패턴의 다른 세트 패턴은 다중 레벨 세트인,
띠형 톱날.
- 제 18 항에 있어서,
상기 세트 패턴은 3/5 세트 패턴 및 5/5 세트 패턴 중 하나인,
띠형 톱날.
- 제 18 항에 있어서,
상기 단일 레벨 세트 패턴은 제 1 언셋 리딩 치형부 및 상대적으로 큰 트레일링 세트 치형부를 포함하고, 상기 다중 레벨 세트 패턴은 언셋 리딩 치형부, 상대적으로 작은 트레일링 세트 치형부 및 상대적으로 큰 트레일링 세트 치형부를 포함하는,
띠형 톱날.
- 제 20 항에 있어서,
상기 다중 레벨 세트 패턴은 두 개의 연속적으로 배치되고 교대로 세팅된 상대적으로 큰 세트 치형부, 및 상기 두 개의 상대적으로 큰 세트 치형부의 어느 한 측면 상에 위치된 두 개의 교대로 세팅된 상대적으로 작은 세트 치형부를 포함하는,
띠형 톱날.
- 띠톱 상에 띠형 톱날을 장착하는 단계로서, 상기 띠형 톱날이 피치 패턴 내에 세트 패턴을 포함하며, 각각의 피치 패턴의 하나의 세트 패턴은 단일 레벨 세트이고 각각의 피치 패턴의 다른 세트 패턴은 다중 레벨 세트이고, 상기 띠톱은 약 1 kW 내지 약 8kW 또는 약 1-1/3 HP 내지 약 10-1/2 HP 중 어느 하나의 범위 내의 동력을 가지는, 단계; 및
약 150 mm 내지 약 1000 mm의 범위 내 또는 약 6 인치 내지 약 40 인치의 범위 내에 유효 커팅 길이를 가지는 하나 이상의 재공품 커팅 단계로서, 상기 띠형 톱날이 상기 띠톱에 장착되는, 단계를 포함하는,
방법.
- 제 22 항에 있어서,
상기 재공품이 금속 재공품인,
방법.
- 제 22 항에 있어서,
상기 띠형 톱날은 약 27 mm 또는 약 1 인치 내지 약 54 mm 또는 약 2 인치의 범위 내의 폭을 형성하고 약 4/6 내지 약 1.4/2의 범위 내의 피치를 형성하는,
방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US22889909P | 2009-07-27 | 2009-07-27 | |
| US61/228,899 | 2009-07-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20120035223A true KR20120035223A (ko) | 2012-04-13 |
Family
ID=43529678
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR20127005085A KR20120035223A (ko) | 2009-07-27 | 2010-07-27 | 피치 패턴 내에 단일 레벨 및 다중 레벨 세트 패턴을 구비한 톱날, 및 관련 방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8714059B2 (ko) |
| JP (1) | JP5508531B2 (ko) |
| KR (1) | KR20120035223A (ko) |
| CN (1) | CN102548697B (ko) |
| IN (1) | IN2012DN00808A (ko) |
| WO (1) | WO2011014523A1 (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5795892B2 (ja) * | 2011-06-30 | 2015-10-14 | 株式会社アマダホールディングス | 帯鋸刃 |
| US20160008899A1 (en) * | 2014-07-14 | 2016-01-14 | Roy A. Hunter | Variable Pitch Blade |
| US10537951B2 (en) | 2017-08-16 | 2020-01-21 | Black & Decker Inc. | Band saw blade for cutting structural workpieces |
| CN114728354B (zh) * | 2020-03-13 | 2024-07-23 | 兼房株式会社 | 圆锯片以及圆锯片的制造方法 |
| US11986890B2 (en) * | 2022-02-07 | 2024-05-21 | The M.K. Morse Company | Carbide tip hole saw |
Family Cites Families (51)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2568870A (en) * | 1945-10-31 | 1951-09-25 | Lerned F Ronan | Saw |
| US3072164A (en) | 1959-12-28 | 1963-01-08 | Southern Saw Service Inc | Saw blade |
| US3292674A (en) | 1964-01-20 | 1966-12-20 | High Duty Saws Ltd | Saws |
| SE411722B (sv) | 1978-01-12 | 1980-02-04 | Sandvik Ab | Skerverktyg |
| US4179967A (en) | 1978-08-28 | 1979-12-25 | Stanadyne, Inc. | Variable tooth saw blade |
| USRE31433E (en) | 1978-08-28 | 1983-11-01 | Capewell Manufacturing Company | Variable tooth saw blade |
| JPS58137520A (ja) | 1982-01-13 | 1983-08-16 | Amada Co Ltd | 鋸刃 |
| US4658689A (en) * | 1984-03-19 | 1987-04-21 | Armstrong-Blum Manufacturing Co. | Vertical band saw with cantilever frame |
| CA1277573C (en) | 1985-04-03 | 1990-12-11 | Sumio Yoshida | Saw blade |
| DE9206000U1 (de) | 1992-01-10 | 1992-07-30 | Wilhelm H. Kullmann WIKUS-Sägenfabrik, 3509 Spangenberg | Sägeblatt |
| US5606900A (en) | 1992-05-11 | 1997-03-04 | The L.S. Starrett Company | Variable height, high performance, bandsaw blade and method of manufacture therefor |
| US5477763A (en) | 1993-01-12 | 1995-12-26 | Wikus-Sagenfabrik, Wilhelm H. Kullmann | Saw blade |
| US5410935A (en) | 1993-11-01 | 1995-05-02 | American Saw & Mfg. Company | Band saw blade |
| US6167792B1 (en) | 1995-03-23 | 2001-01-02 | American Saw & Mfg. Company | Tooth form for a saw blade |
| WO1996029173A1 (en) | 1995-03-23 | 1996-09-26 | American Saw And Manufacturing Company | Synchronized variable tooth arrangements for saws |
| US5603252A (en) | 1995-08-28 | 1997-02-18 | Sandvik Ab | Saw blade |
| DE69717699T2 (de) | 1996-03-11 | 2003-09-18 | Amada Co., Ltd. | Bandsägeblatt |
| US5832803A (en) | 1996-08-21 | 1998-11-10 | Sandvik Ab | Tooth structure of a bandsaw blade |
| US6276249B1 (en) | 1997-04-04 | 2001-08-21 | Handschuh & Scheider Gmbh | Saw blade |
| DE19820431B4 (de) | 1997-05-08 | 2009-11-19 | Amada Co., Ltd., Isehara | Bandsägeblatt |
| US6439094B1 (en) * | 1997-05-15 | 2002-08-27 | Amada Company, Limited | Saw blade |
| SE509398C2 (sv) | 1997-06-26 | 1999-01-25 | Sandvik Ab | Bandsågblad |
| CN2310656Y (zh) | 1997-07-23 | 1999-03-17 | 郭建华 | 自带适张度带锯条 |
| DE19739074B4 (de) | 1997-09-08 | 2005-07-07 | WIKUS-Sägenfabrik Wilhelm H. Kullmann GmbH & Co. KG | Sägeblatt und Verfahren zu seiner Herstellung |
| SE516150C2 (sv) | 1998-05-26 | 2001-11-26 | Kapman Ab | Bandsågblad för sågning av metall |
| JP2001062629A (ja) | 1999-06-22 | 2001-03-13 | Amada Co Ltd | 鋸 刃 |
| US6520722B2 (en) | 1999-07-21 | 2003-02-18 | Simonds Industries, Inc. | Asymmetrical cutting tool tooth form |
| US6276248B1 (en) * | 1999-11-05 | 2001-08-21 | American Saw & Manufacturing Company | Band saw blade having reduced noise and uniform tooth loading characteristics |
| DE29924404U1 (de) | 1999-11-10 | 2003-02-06 | Graf + Cie Ag, Rapperswil | Sägezahndraht |
| DE19963396C2 (de) | 1999-12-28 | 2003-12-04 | Kullmann Wikus Saegenfab | Sägeblatt mit einem Grundkörper und ungeschränkten Zähnen |
| US6601495B2 (en) * | 2000-07-18 | 2003-08-05 | American Saw & Mfg. Co., Inc. | Structural saw blade |
| US8113100B1 (en) * | 2000-10-25 | 2012-02-14 | Irwin Industrial Tool Company | Wood cutting band saw blade |
| EP1354655A4 (en) | 2000-11-27 | 2006-03-01 | Amada Co Ltd | SAW BLADE |
| DE10063567A1 (de) | 2000-12-20 | 2002-07-04 | Scintilla Ag | Sägeblatt |
| TWI280168B (en) | 2002-10-10 | 2007-05-01 | Amada Co Ltd | Saw teeth |
| US7178441B2 (en) | 2002-12-20 | 2007-02-20 | Kapman Ab | Versatile bandsaw blade |
| US20040182218A1 (en) | 2003-03-21 | 2004-09-23 | Walley Chao | Saw blade |
| JP2004338083A (ja) | 2003-04-25 | 2004-12-02 | Kapman Ab | 帯鋸ブレード |
| SE526794C2 (sv) | 2004-03-11 | 2005-11-08 | Kapman Ab | Sågblad för trä |
| US7225714B2 (en) | 2004-12-22 | 2007-06-05 | Black & Decker Inc. | Tooth form design for reciprocating saw blade |
| JP2005305639A (ja) * | 2004-04-16 | 2005-11-04 | Kapman Ab | 帯のこぎり歯及び帯のこぎり歯の製造方法 |
| JP4102817B2 (ja) | 2004-08-19 | 2008-06-18 | 株式会社アマダ | 帯鋸刃 |
| CA2520545C (en) | 2004-09-22 | 2009-11-24 | Irwin Industrial Tool Company | Saw blade having increased tooth stiffness and resistance to fatigue failure |
| FR2876617B1 (fr) * | 2004-10-15 | 2008-05-30 | Psp Ind Sas Soc Par Actions Si | Lame de scie a denture progressive et a pas variable |
| JP2006326823A (ja) * | 2006-01-12 | 2006-12-07 | Amada Co Ltd | 帯鋸盤によるワークの切断加工方法及び帯鋸盤 |
| EP1897645B1 (en) | 2005-05-23 | 2018-12-12 | AMADA COMPANY, Ltd. | Method of cutting work by band-saw machine and band-saw machine |
| US20070199416A1 (en) | 2006-02-25 | 2007-08-30 | Cook James T | Band saw blade |
| WO2007098276A2 (en) | 2006-02-25 | 2007-08-30 | James Timothy Cook | Band saw blade |
| US7913601B2 (en) | 2006-04-28 | 2011-03-29 | Simonds International Corporation | Enhanced performance saw blade toothform pattern |
| US8210081B2 (en) | 2007-06-12 | 2012-07-03 | Irwin Industrial Tool Company | Reciprocating saw blade having variable-height teeth and related method |
| USD642028S1 (en) * | 2010-05-21 | 2011-07-26 | Irwin Industrial Tool Company | Reciprocating saw blade |
-
2010
- 2010-07-27 WO PCT/US2010/043442 patent/WO2011014523A1/en active Application Filing
- 2010-07-27 US US12/844,777 patent/US8714059B2/en not_active Expired - Fee Related
- 2010-07-27 CN CN201080037561.9A patent/CN102548697B/zh not_active Expired - Fee Related
- 2010-07-27 KR KR20127005085A patent/KR20120035223A/ko not_active Application Discontinuation
- 2010-07-27 JP JP2012522983A patent/JP5508531B2/ja active Active
-
2012
- 2012-01-27 IN IN808DEN2012 patent/IN2012DN00808A/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| CN102548697A (zh) | 2012-07-04 |
| US20110179920A1 (en) | 2011-07-28 |
| IN2012DN00808A (ko) | 2015-06-26 |
| JP5508531B2 (ja) | 2014-06-04 |
| JP2013500174A (ja) | 2013-01-07 |
| CN102548697B (zh) | 2015-08-19 |
| US8714059B2 (en) | 2014-05-06 |
| WO2011014523A1 (en) | 2011-02-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU2012258479B2 (en) | Saw blade with tooth form projection | |
| CA2520545C (en) | Saw blade having increased tooth stiffness and resistance to fatigue failure | |
| US10569345B2 (en) | Toothform for a cutting tool, such as a hole saw | |
| US11413694B2 (en) | Saw blade | |
| JP5237365B2 (ja) | 非一定高さの歯を有する往復動鋸刃および関連する方法 | |
| CA2389792C (en) | Band saw blade having reduced noise and uniform tooth loading characteristics | |
| CA2643831C (en) | Saw blade with round cutting edges | |
| US7036417B2 (en) | Bandsaw blade with cutting extensions | |
| WO2002006020A9 (en) | Structural saw blade | |
| KR20120035223A (ko) | 피치 패턴 내에 단일 레벨 및 다중 레벨 세트 패턴을 구비한 톱날, 및 관련 방법 | |
| JP3370166B2 (ja) | 基体と目振りされてない歯とを備えた鋸刃 | |
| JP5592093B2 (ja) | 鋸刃 | |
| JP5684484B2 (ja) | 帯鋸刃 | |
| JP2006150487A (ja) | 鋸刃 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |