KR20120006622A - 멀티태핑머신 - Google Patents
멀티태핑머신 Download PDFInfo
- Publication number
- KR20120006622A KR20120006622A KR1020100067186A KR20100067186A KR20120006622A KR 20120006622 A KR20120006622 A KR 20120006622A KR 1020100067186 A KR1020100067186 A KR 1020100067186A KR 20100067186 A KR20100067186 A KR 20100067186A KR 20120006622 A KR20120006622 A KR 20120006622A
- Authority
- KR
- South Korea
- Prior art keywords
- workpiece
- divided
- tab
- spindle
- tapping machine
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23G—THREAD CUTTING; WORKING OF SCREWS, BOLT HEADS, OR NUTS, IN CONJUNCTION THEREWITH
- B23G1/00—Thread cutting; Automatic machines specially designed therefor
- B23G1/16—Thread cutting; Automatic machines specially designed therefor in holes of workpieces by taps
- B23G1/20—Machines with a plurality of working spindles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23G—THREAD CUTTING; WORKING OF SCREWS, BOLT HEADS, OR NUTS, IN CONJUNCTION THEREWITH
- B23G5/00—Thread-cutting tools; Die-heads
- B23G5/02—Thread-cutting tools; Die-heads without means for adjustment
- B23G5/06—Taps
- B23G5/062—Taps with a guiding means part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/02—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for mounting on a work-table, tool-slide, or analogous part
- B23Q3/06—Work-clamping means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/15—Devices for holding work using magnetic or electric force acting directly on the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23G—THREAD CUTTING; WORKING OF SCREWS, BOLT HEADS, OR NUTS, IN CONJUNCTION THEREWITH
- B23G2225/00—Materials of threading tools, workpieces or other structural elements
- B23G2225/24—Elastomers, e.g. rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23G—THREAD CUTTING; WORKING OF SCREWS, BOLT HEADS, OR NUTS, IN CONJUNCTION THEREWITH
- B23G2240/00—Details of equipment for threading other than threading tools, details of the threading process
- B23G2240/12—Means for cooling or lubrication
Abstract
본 발명은 다수의 인접한 탭 홀을 서로 분할하여 동시에 가공하도록 한 멀티태핑머신에 관한 것으로, 더욱 상세하게는 작은 공간에 다수의 인접한 탭홀을 가공하여야 할 때 각각의 탭 홀을 서로 떨어져 있는 것을 차례로 가공하도록 세 곳의 작업공간에 분할하여 탭을 구성하고 상기 탭의 위치에 가공물을 공급하도록 엔코드에 의하여 정확하게 분할되어 회동하는 턴테이블에 가공물을 세팅하도록 지그를 구성하여 서로 인접한 다수의 탭홀을 동시에 가공하여 완성하도록 한 멀티태핑머신에 관한 것으로, 가공물에 다수의 탭홀을 동시에 가공하는 태핑머신을 구성함에 있어서, 다수의 전동치차가 단일모터의 구동력으로 회전하도록 전동박스를 구성하고, 상기 전동박스에 구성된 각각의 전동치차에 유니버셜조인트로 연결되어 회전하는 다수의 스핀들을 세 곳으로 분할하여 세 개의 군으로 형성한 스핀들홀더를 구성한 공구대와, 상기 공구대의 스핀들이 세 개의 군으로 분할되어 위치한 곳에 각각 가공물이 위치하도록 엔코더로 4등분 분할되어 순차로 회동하는 지그를 탑재하는 턴테이블과, 상기 공구대의 스핀들에 장착된 탭이 가공물을 가공할 때 가공유를 공급하도록 하는 가공유공급수단과, 상기 공구대가 실린더에 의하여 승강하도록 구성되고 그 아래에 상기 턴테이블이 가공물을 탭의 위치에 공급하도록 구성되며, 가공물을 가공시 가공유를 공급하는 가공유 공급수단이 구성되는 본체와로 구성하여, 탭구동장치에 의해 고속으로 회전하는 복수의 탭은 세곳으로 분할하여 위치고정되고 가공물이 고정된 지그가 턴테이블에 의하여 정확하게 분할되어 엔코딩 공급되도록 구성하여 각각 인접한 탭홀이 세곳으로 분할된 위치에서 동시에 가공되어 탭의 불량이 없이 정확하게 가공하여 완성하도록 함으로써 작업공정을 간소화하여 작업성 향상에 의한 생산성 증대를 이룰 수 있음은 물론, 작업공정간소화에 따른 효율적 인력배치가 가능하여 작업인력 감소에 의한 인건비 절감과 생산성 증대에 기인한 경제적 이익창출의 극대화를 이룰 수 있는 신규하고도 유용한 발명이다.
Description
본 발명은 다수의 인접한 탭 홀을 서로 분할하여 동시에 가공하도록 한 멀티태핑머신에 관한 것으로, 더욱 상세하게는 작은 공간에 다수의 인접한 탭홀을 가공하여야 할 때 각각의 탭 홀을 서로 떨어져 있는 것을 차례로 가공하도록 세 곳의 작업공간에 분할하여 탭을 구성하고 상기 탭의 위치에 가공물을 공급하도록 엔코드에 의하여 정확하게 분할되어 회동하는 턴테이블에 가공물을 세팅하도록 지그를 구성하여 서로 인접한 다수의 탭홀을 동시에 가공하여 완성하도록 한 멀티태핑머신에 관한 것이다.
일반적으로 태핑머신은 가공된 홀에 암나사를 형성하기 위한 장치로써, 선 가공된 홀에 소정의 피치를 가지는 탭(tap)을 통하여 가공한다.
상기와 같은 태핑머신은 가공물에 하나의 탭을 가공하는 단축 태핑머신과, 2개 이상 다수의 탭을 동시에 가공하기 위한 다축 태핑머신으로 구분된다.
이와 같이 가공공정에 따라 단축과 다축으로 구분되는 태핑머신 가운데 다축 태핑머신은 다수 개의 탭(tap)을 이용하여 가공물에 탭공을 가공하는 것이다.
이러한 다축 태핑머신은 한국 공개특허 제2004-36673호(2004년04월30일)에서는 하나의 구동모터에 의해 회전하도록 프레임에 설치되는 복수의 탭샤프트에 소정의 피치를 갖는 탭이 결합된 것으로, 탭샤프트와 탭의 사이에는 길이 방향으로 인장될 수 있는 조인트와, 나사산이 구비된 태핑실린더가 구비되고, 태핑실린더는 나사산이 구비되는 실린더홀더에 나사결합되어 구동모터가 작동하여 탭샤프트가 회전하면, 실린더홀더에 나사결합된 태핑실린더가 가공물 쪽으로 전진하도록 되어 있다.
특허출원 제10-2007-0083053호(2007년08월17일)에 개시된 다축 태핑머신은 구동모터와, 구동모터의 구동력에 의해 회전하는 복수의 탭구동축을 갖는 탭구동장치와, 복수의 탭구동축에 연결되는 복수의 탭과, 가공물이 고정되고 복수의 탭 전후로 진퇴 가능하게 설치되는 고정대와, 고정대를 진퇴시키는 고정대이동장치를 포함하여 구성한 것으로, 탭구동장치에 의해 고속으로 회전하는 복수의 탭은 위치고정되고 가공물이 고정된 고정대가 탭을 향해 다가와서 가공물이 태핑가공되기 때문에, 탭을 가공물 쪽으로 이동시키는 종래에 비해 구조가 단순하다.
특허등록 제10-0515310호(2005년09월08일)는 다축 태핑머신에 관한 것으로 탭을 개재한 태핑실린더와 이를 수용하는 실린더홀더에 탭의 피치와 일치하는 나사부를 형성하여 태핑실린더와 탭의 이송거리가 동일하도록 함으로써, 상이한 피치의 태핑가공이 동시에 가능하도록 하여, 생산성증대 및 작업인력 절감에 따른 인건비지출을 경감시켜 경제적 이익 창출의 극대화를 이루도록 하였으며, 실용신안 등록 제20-0351126호(2004년05월11일)는 다축 태핑머신에 관한 것으로, 기어비 변화에 따른 탭샤프트의 회전수 제어를 통해 다른 피치의 탭을 가공할 수 있도록 하여, 작업공정의 간소화를 통한 생산성 품질향상을 이루도록 한 것이다.
실용신안등록 제20-0434223호(2006년12월12일)는 다수의 나사홀을 동시에 태핑하는 기능과 아울러 나사홀들의 직경이 다른 규격의 태핑 작업시에도 일련의 자동화공정으로 행할 수 있어 단시간에 많은 암나사를 가공하는 자동 멀티 태핑 장치에 관한 것이다.
이 외에도 대한민국 공개특허공보 제10-2003-2241호로서 복잡한 기어장치 없이 스핀들을 피치이송하며 전자브레이크로 스핀들을 급속이송하고 깊이조절장치를 간략히 한 자동태핑머신이 알려지고 있다.
또, 대한민국 공개특허공보 제10-2000-18308호로서 탭의 상하 이송거리 및 속도를 정확히 조절하여 정밀하고 작업효율을 극대화시킴과 아울러 하나의 구동모터를 가지고 탭의 회전 및 상하 왕복운동을 동시에 수행할 수 있는 태핑머신이 알려져 있다.
그리고 대한민국 실용신안등록 제20-288077호로서, 가공수단의 엑추에이터와 정,역방향 스위치 및 손잡이가 작동암 일 측에 부착되어 손잡이를 잡아 작업대 상의 공작물의 위치에 따라 엑추에이터 및 태핑나사의 전후, 좌우, 상하 이동을 용이하게 함과 아울러 공작물의 난이한 가공위치와 공작물의 배치 또는 작업 위치의 높고 낮음에 구애됨이 없이 신속하고 정확한 직각으로 태핑 작업을 할 수 있게 하는 태핑머신이 알려져 있다.
그러나 지금까지의 태핑머신은 작업공간이 한정된 곳에서 한꺼번에 태핑가공을 하도록 구성하였기에 서로 인접한 다수의 탭홀을 가공하기 위해서는 탭을 구성하는 홀더에서 탭 간의 공간을 확보할 수 없어 각각 별도의 탭가공기에서 순차로 탭홀을 가공하여야하는 문제점이 있어 생산성이 떨어지는 문제점을 안고 있었다.
상기한 문제점을 해결하기 위한 본 발명은, 가공물에 다수의 탭홀을 동시에 가공하는 태핑머신을 구성함에 있어서, 다수의 전동치차가 단일모터의 구동력으로 회전하도록 전동박스를 구성하고, 상기 전동박스에 구성된 각각의 전동치차에 유니버셜조인트로 연결되어 회전하는 다수의 스핀들을 세 곳으로 분할하여 세 개의 군으로 형성한 스핀들홀더를 구성한 공구대와, 상기 공구대의 스핀들이 세 개의 군으로 분할되어 위치한 곳에 각각 가공물이 위치하도록 엔코더로 4등분 분할되어 순차로 회동하는 지그를 탑재하는 턴테이블과, 상기 공구대의 스핀들에 장착된 탭이 가공물을 가공할 때 가공유를 공급하도록 하는 가공유공급수단과, 상기 공구대가 실린더에 의하여 승강하도록 구성되고 그 아래에 상기 턴테이블이 가공물을 탭의 위치에 공급하도록 구성되며, 가공물을 가공시 가공유를 공급하는 가공유 공급수단이 구성되는 본체와로 구성한다.
본 발명에 의하면, 탭구동장치에 의해 고속으로 회전하는 복수의 탭은 세곳으로 분할하여 위치고정되고 가공물이 고정된 지그가 턴테이블에 의하여 정확하게 분할되어 엔코딩 공급되도록 구성하여 각각 인접한 탭홀이 세곳으로 분할된 위치에서 동시에 가공되어 탭의 불량이 없이 정확하게 가공하여 완성하도록 함으로써 작업공정을 간소화하여 작업성 향상에 의한 생산성 증대를 이룰 수 있음은 물론, 작업공정간소화에 따른 효율적 인력배치가 가능하여 작업인력 감소에 의한 인건비 절감과 생산성 증대에 기인한 경제적 이익창출의 극대화를 이룰 수 있는 신규하고도 유용한 발명이다.
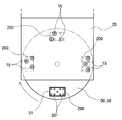
도1은 본 발명의 전체구성을 예시한 측면도.
도2는 본 발명의 전동치차의 구성을 나타낸 평면도.
도3은 본 발명의 본 발명의 가공물 가공상태 및 스핀들홀더와 지그의 구성상태예시도.
도4는 본 발명의 다른 가공물의 가공상태 및 스핀들홀더와 지그의 구성상태예시도.
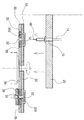
도5는 본 발명의 스핀들홀더와 턴테이블의 구성 및 동작상태 예시도.
도6은 본 발명의 턴테이블의 다른 구성상태 예시도.
도2는 본 발명의 전동치차의 구성을 나타낸 평면도.
도3은 본 발명의 본 발명의 가공물 가공상태 및 스핀들홀더와 지그의 구성상태예시도.
도4는 본 발명의 다른 가공물의 가공상태 및 스핀들홀더와 지그의 구성상태예시도.
도5는 본 발명의 스핀들홀더와 턴테이블의 구성 및 동작상태 예시도.
도6은 본 발명의 턴테이블의 다른 구성상태 예시도.
본 발명의 구성에 따른 실시예를 도면에 의거 구체적으로 설명하면 다음과 같다.
탭가공머신 본체(100)에 가공물(200)을 위치시키는 지그(50)를 세팅하는 턴테이블(30)과, 가공물(200)에 형성된 탭홀(201)을 탭 가공하는 공구대(10)와, 가공부위에 가공유를 공급하는 가공유공급수단(통상의 기술이므로 구체적인 구성에 대한 설명과 도면을 생략함)과 전체적인 가공동작을 콘트롤하는 콘트롤박스(통상의 기술이므로 구체적인 구성에 대한 설명과 도면을 생략함)로 구성되는 태핑머신을 구성함에 있어서,
상기 공구대(10)는 단일 모터(12)의 구동으로 서로 연동하도록 다수의 전동치차(13)를 구성하는 전동박스(11)를 구성한다.
상기 전동박스(11)에 구성된 각각의 전동치차(13)의 축심에는 유니버셜조인트(14)를 결합하여 각각의 유니버셜조인트(14)의 끝에는 탭(60)을 장착하는 스핀들(15)을 일체로 구성한다.
상기 전동치차(13)에 유니버셜조인트(14)로 연결된 스핀들(15)은 가공물(200)의 가공하고자하는 탭홀(201)의 위치에 맞추어 서로 인접한 탭홀(201)을 순차로 가공하도록 배열된 스핀들홀더(20)에 스핀들(15)을 결합하여 분포시킨다.
이때 가공물(200)의 탭 가공하고자하는 탭홀(201)의 수량에 따라 스핀들(15)은 2~3개 군으로 구성한다.
또한 상기 스핀들홀더(20)는 가공물(200)의 종류에 따라 가공위치가 일치하도록 구성하여 교체함으로써 스핀들(15)의 위치가 변경되어 다양한 위치로 탭홀이 분포된 가공물(200)을 가공할 수 있도록 개발하였다.
그리고 상기 스핀들홀더(20)의 스핀들(15)이 군집한 위치의 아래 측에는 각각 적어도 1개 이상의 가공물(200)을 압압하여 고정하는 압압지지대(21)를 구성하여 공구대(10)가 하강하여 탭핑가공을 할 때 압압지지대(21)가 먼저 가공물(200)을 단단히 눌러서 지그(50)를 이탈하지 못하도록 고정하도록 구성할 수도 있다.
이때의 압압지지대(21)는 별도의 실린더(도시하지않음)에 의하여 동작하도록 구성할 수도 있으나, 여기서는 스핀들홀더(20)의 아래 측에 스프링이나 고무 등으로 된 쿠션(22)에 지지 되게 설치하는 것을 예시하였다.
이와 같이 구성된 공구대(10)는 본체(100)의 상측에 설치되어서 실린더(70)의 동작으로 승강하면서 동시에 다수의 탭홀(201)을 분할한 상태에서 가공하게 된다.
그리고 상기 공구대(10)의 아래 측에는 공구대(10)의 스핀들(15)이 2~3개의 군으로 분할되어 위치한 곳과 일치하는 곳에 각각 가공물(200)을 순차로 공급하도록 엔코더(통상적으로 많이 실시하고 있는 것으로 그 기술에 대한 설명과 도면은 생략함)로 적어도 3등분 이상 분할되어 모터(31)의 구동으로 회동하는 턴테이블(30)을 구성한다.
여기서 상기 공구대(10)를 고정시키고 가공물(200)을 공급하는 턴테이블(30)을 승강하도록 할 수도 있다.
상기 턴테이블(30)의 위에는 가공물(200)이 안착되는 가공물삽입홀(51)과 가공물(200)의 탭홀(201)의 위치가 공간으로 형성되는 지그(50)를 세팅하도록 구성한다.
또한 상기 분할된 턴테이블(30)의 작업을 하지 않는 하나의 위치에는 가공된 가공물(200)을 불어내도록 에어라인(32)을 구성할 수도 있다.
또한 상기 턴테이블(30)에는 탭홀 가공중 가공물(200)을 흡착 지지하도록 마그네트척(35)을 구성할 수도 있다.
그리고 상기 공구대(10)의 스핀들(15)에 장착된 탭(60)이 가공물(200)을 가공할 때 가공유를 공급하도록 하는 가공유공급수단을 구성한다.
이와 같이 공구대(10)가 실린더(70)에 의하여 승강하도록 구성되고, 그 아래에 턴테이블(30)이 엔코더로 분할되어 동작하면서 턴테이블(30)에 장착된 지그(50)에 공급된 가공물(200)을 탭(60)의 위치에 공급하도록 구성되며, 가공물(200)을 가공시 가공유를 공급하는 가공유 공급수단이 구성되는 본체(100)로 구성한 본 발명의 멀티태핑머신은, 상기 공구대(10)의 스핀들홀더(20)는 적어도 2곳 이상으로 분할된 가공위치를 갖도록 가공물(200)의 탭홀(201)에 일치하도록 구성하여, 가공물(200)의 탭홀(201)의 위치가 변할 때마다 스핀들홀더(20)를 교체하여 스핀들(15)의 위치를 변화함으로써 탭(60)의 위치를 가공물(200)의 탭홀(201) 위치로 변환하도록 구성하며, 상기 공구대(10)의 스핀들홀더(20)는 적어도 2곳 이상으로 분할된 가공위치의 하단에 가공물(200)을 고정하는 압압지지대(21)를 스프링이나 고무로 된 쿠션(22)에 탄지하도록 일체로 구성하며, 상기 공구대(10)의 스핀들(15)이 적어도 2개 이상의 군으로 분할되어 위치한 곳에 각각 가공물(200)을 순차로 공급하도록 엔코더로 분할되어 회동하는 턴테이블(30)은, 그 상단에 가공물(200)을 안착하는 가공물삽입홀(51)을 구성하고 가공물(200)의 탭홀(201) 위치에 탭(60)이 관통하도록 홀을 구성한 지그(50)를 일체로 탑재하도록 구성한다.
여기서 상기 공구대(10)의 스핀들(15)이 적어도 2개 이상의 군으로 분할되어 위치한 곳에 각각 가공물(200)을 순차로 공급하도록 엔코더로 분할되어 회동하는 턴테이블(30)은, 그 상단에 가공물(200)을 안착하는 지그(50)를 탑재하여 세팅하도록 구성하고, 가공물(200)을 이탈시키기 위한 에어라인(32)을 구성하며, 상기 지그(50)에 안착된 가공물(200)을 흡착하는 마그네트척(35)을 구성하여 스핀들홀더(20)에 구성하는 압압지지대(21)를 대신하도록 할 수도 있다.
상기 턴테이블(30)에 탑재한 지그(50)는, 공구대(10)의 스핀들홀더(20)에서 구성한 탭(60)의 위치에 가공물(200)을 공급하도록 가공물(200)을 안착하는 가공물삽입홀(51)을 구성하고 가공물(200)의 탭홀(201) 위치에 탭(60)이 관통하도록 구성하며, 가공물(200)을 안착하는 가공물삽입홀(51)에 저면으로부터 에어를 분사하여 가공물(200)을 이탈시키는 에어홀(52)을 구성하고, 상기 에어홀(52)은 마지막 가공이 끝나고 가공물(200)을 이탈시키는 위치에 도달하면 외부의 에어공급라인과 일치하여 에어가 분사되도록 구성한다.
또한 상기 공구대(10)의 각 스핀들(15)에 구동력을 전달하는 전동박스(11)의 전동치차(13)를 타이밍풀리와 타이밍벨트로 구성하거나 마찰풀리로 구성할 수도 있으며, 상기 턴테이블(30)에 탑재한 지그(50)의 가공물(200)을 안착하는 가공물삽입홀(51)은, 저면에 에어를 분사하여 가공물(200)을 이탈시키는 에어홀(52)을 구성하고, 상기 에어홀(52)은 마지막 가공이 끝나고 가공물(200)을 이탈시키는 위치에 도달하면 외부의 에어공급라인과 일치하여 에어가 분사되도록 구성한다.
본 발명은 태핑머신을 구성함에 있어서 다수의 인접하는 탭홀을 가공하고자 하는 라인에 설비하여 생산성을 향상시킬 수 있는 등 산업상 이용가치가 높다 할 것이다.
10: 공구대 11: 전동박스 12: 모터
13: 전동치차 14: 유니버셜조인트 15: 스핀들
20: 스핀들홀더 21: 압압지지대 22: 쿠션
30: 턴테이블 31: 모터 32: 에어라인
35: 마그네트척
50: 지그 51: 가공물삽입홀 52: 에어홀
60: 탭 70: 실린더 100: 본체
200: 가공물 201: 탭홀
13: 전동치차 14: 유니버셜조인트 15: 스핀들
20: 스핀들홀더 21: 압압지지대 22: 쿠션
30: 턴테이블 31: 모터 32: 에어라인
35: 마그네트척
50: 지그 51: 가공물삽입홀 52: 에어홀
60: 탭 70: 실린더 100: 본체
200: 가공물 201: 탭홀
Claims (6)
- 가공물에 다수의 탭홀을 동시에 가공하는 태핑머신을 구성함에 있어서,
다수의 전동치차(13)가 단일모터(12)의 구동력으로 회전하도록 전동박스(11)를 구성하고, 상기 전동박스(11)에 구성된 각각의 전동치차(13)에 유니버셜조인트(14)로 연결되어 회전하는 다수의 스핀들(15)을 적어도 2곳 이상으로 분할하여 2개 이상의 군으로 형성한 스핀들홀더(20)를 구성한 공구대(10)와,
상기 공구대(10)의 스핀들(15)이 2개 이상의 군으로 분할되어 위치한 곳에 각각 가공물(200)을 순차로 공급하도록 엔코더로 적어도 3등분 이상으로 분할되어 회동하는 턴테이블(30)과,
상기 공구대(10)의 스핀들(15)에 장착된 탭(60)이 가공물(200)을 가공할 때 가공유를 공급하도록 하는 가공유공급수단과,
상기 공구대(10)가 실린더(70)에 의하여 승강하도록 구성되고, 그 아래에 상기 턴테이블(30)이 가공물(200)을 탭(60)의 위치에 공급하도록 구성되며, 가공물(200)을 가공시 가공유를 공급하는 가공유공급수단이 구성되는 본체와로 구성함을 특징으로 하는 멀티태핑머신. - 제1항에 있어서,
상기 공구대(10)의 스핀들홀더(20)는 적어도 2곳 이상으로 분할된 가공위치를 갖도록 가공물(200)의 탭홀(201)에 일치하도록 구성하여 가공물(200)의 탭홀(201)의 위치가 변할 때마다 스핀들홀더(20)를 교체하여 스핀들(15)의 위치를 변화함으로써 탭(60)의 위치를 가공물(200)의 탭홀(201) 위치로 변환하도록 구성함을 특징으로 하는 멀티태핑머신. - 제1항에 있어서,
상기 공구대(10)의 스핀들홀더(20)는 적어도 2곳 이상으로 분할된 가공위치의 하단에 스프링이나 고무로 된 쿠션(22)에 탄지된 가공물(200)을 고정하는 압압지지대(21)를 일체로 구성함을 특징으로 하는 멀티태핑머신. - 제1항에 있어서,
상기 공구대(10)의 스핀들(15)이 세 개의 군으로 분할되어 위치한 곳에 각각 가공물(200)을 순차로 공급하도록 엔코더로 분할되어 회동하는 턴테이블(30)은, 그 상단에 가공물(200)을 안착하는 지그(50)를 탑재하여 세팅하도록 구성하고, 상기 지그(50)에 안착 된 가공물(200)을 흡착하는 마그네트척(35)을 구성하며, 탭가공이 끝난 가공물(200)을 이탈시키기 위한 에어공급라인(32)을 구성함을 특징으로 하는 멀티태핑머신. - 제4항에 있어서,
상기 지그(50)는, 공구대(10)의 스핀들군에 구성한 탭(60)의 위치에 가공물(200)을 공급하도록 가공물(200)을 안착하는 탭가이드공이 형성된 가공물삽입홀(51)을 구성함을 특징으로 하는 멀티태핑머신. - 제4항에 있어서,
상기 턴테이블(30)에 탑재한 지그(50)는, 가공물(200)을 안착하는 가공물삽입홀(51)에 저면으로부터 에어를 분사하여 가공물(200)을 이탈시키는 에어홀(52)을 구성함을 특징으로 하는 멀티태핑머신.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020100067186A KR20120006622A (ko) | 2010-07-13 | 2010-07-13 | 멀티태핑머신 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020100067186A KR20120006622A (ko) | 2010-07-13 | 2010-07-13 | 멀티태핑머신 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20120006622A true KR20120006622A (ko) | 2012-01-19 |
Family
ID=45612229
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020100067186A KR20120006622A (ko) | 2010-07-13 | 2010-07-13 | 멀티태핑머신 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20120006622A (ko) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101347841B1 (ko) * | 2012-04-13 | 2014-01-10 | (주)대륜하이테크 | 금형프레스 태핑장치 |
| CN104209603A (zh) * | 2014-09-11 | 2014-12-17 | 江苏凌云恒晋汽车零部件有限公司 | 一种攻丝夹具 |
| CN105798403A (zh) * | 2016-05-06 | 2016-07-27 | 常州市大备智能物联网科技有限公司 | 一种多尺寸螺帽攻丝机 |
| CN105834530A (zh) * | 2016-05-10 | 2016-08-10 | 平湖市品耀机器自动化有限公司 | 全自动多头攻丝机 |
| CN105880751A (zh) * | 2016-05-10 | 2016-08-24 | 平湖市品耀机器自动化有限公司 | 多头攻丝机 |
| CN105880754A (zh) * | 2016-05-10 | 2016-08-24 | 平湖市品耀机器自动化有限公司 | 多头攻丝机的机头总成 |
| CN105904041A (zh) * | 2016-05-10 | 2016-08-31 | 平湖市品耀机器自动化有限公司 | 一种全自动多头攻丝机 |
| CN106466746A (zh) * | 2016-05-10 | 2017-03-01 | 平湖市品耀机器自动化有限公司 | 一种攻丝机 |
| CN108284256A (zh) * | 2018-03-19 | 2018-07-17 | 安徽理工大学 | 一种锚具夹片自动攻丝机 |
| CN108723513A (zh) * | 2018-06-21 | 2018-11-02 | 苏州润桐专利运营有限公司 | 一种三通接头攻丝设备 |
| CN110052669A (zh) * | 2019-05-22 | 2019-07-26 | 安徽法西欧汽车部件有限公司 | 一种半自动滤清器封口板攻螺纹装置 |
| KR102234281B1 (ko) * | 2019-11-08 | 2021-03-31 | 주식회사 디피메탈 | 전자석을 이용한 로타리 밀링기 |
-
2010
- 2010-07-13 KR KR1020100067186A patent/KR20120006622A/ko not_active Application Discontinuation
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101347841B1 (ko) * | 2012-04-13 | 2014-01-10 | (주)대륜하이테크 | 금형프레스 태핑장치 |
| CN104209603A (zh) * | 2014-09-11 | 2014-12-17 | 江苏凌云恒晋汽车零部件有限公司 | 一种攻丝夹具 |
| CN105798403A (zh) * | 2016-05-06 | 2016-07-27 | 常州市大备智能物联网科技有限公司 | 一种多尺寸螺帽攻丝机 |
| CN105904041A (zh) * | 2016-05-10 | 2016-08-31 | 平湖市品耀机器自动化有限公司 | 一种全自动多头攻丝机 |
| CN105880751A (zh) * | 2016-05-10 | 2016-08-24 | 平湖市品耀机器自动化有限公司 | 多头攻丝机 |
| CN105880754A (zh) * | 2016-05-10 | 2016-08-24 | 平湖市品耀机器自动化有限公司 | 多头攻丝机的机头总成 |
| CN105834530A (zh) * | 2016-05-10 | 2016-08-10 | 平湖市品耀机器自动化有限公司 | 全自动多头攻丝机 |
| CN106466746A (zh) * | 2016-05-10 | 2017-03-01 | 平湖市品耀机器自动化有限公司 | 一种攻丝机 |
| CN108284256A (zh) * | 2018-03-19 | 2018-07-17 | 安徽理工大学 | 一种锚具夹片自动攻丝机 |
| CN108284256B (zh) * | 2018-03-19 | 2024-02-06 | 安徽理工大学 | 一种锚具夹片自动攻丝机 |
| CN108723513A (zh) * | 2018-06-21 | 2018-11-02 | 苏州润桐专利运营有限公司 | 一种三通接头攻丝设备 |
| CN110052669A (zh) * | 2019-05-22 | 2019-07-26 | 安徽法西欧汽车部件有限公司 | 一种半自动滤清器封口板攻螺纹装置 |
| CN110052669B (zh) * | 2019-05-22 | 2023-11-14 | 安徽法西欧汽车部件有限公司 | 一种半自动滤清器封口板攻螺纹装置 |
| KR102234281B1 (ko) * | 2019-11-08 | 2021-03-31 | 주식회사 디피메탈 | 전자석을 이용한 로타리 밀링기 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20120006622A (ko) | 멀티태핑머신 | |
| CN102896561B (zh) | 全自动数控钻头刃磨床 | |
| DE102007045619B4 (de) | Vorrichtung zur Feinbearbeitung von Werkstücken | |
| CN104625290A (zh) | 一种悬臂式自动焊锡装置 | |
| KR101312152B1 (ko) | 자동차 브레이크 시스템의 캘리퍼 브리드 및 피드 복합가공장치 | |
| CN208743742U (zh) | 轴承外圈注油孔自动钻孔机 | |
| CN104907829A (zh) | 一种数控卧式三轴钻铣攻牙机 | |
| KR100768940B1 (ko) | 열교환기용 시트 플레이트 가공을 위한 드릴링 머신 | |
| KR101326249B1 (ko) | 공작물의 홀 가공장치 | |
| CN102029545A (zh) | 压弹式自动上料装置 | |
| CN202517335U (zh) | 上下转动式多功能钻床 | |
| KR101023150B1 (ko) | 디버링 자동머신용 가공헤드 | |
| KR100957609B1 (ko) | 브이홈 전용 가공기 | |
| KR20080108928A (ko) | 개별이동형 절삭기를 갖는 복합 가공기 | |
| CN205552015U (zh) | 一种全方位高效深孔钻床 | |
| KR101713439B1 (ko) | 멀티스핀들용 머시닝센터 | |
| CN104043853A (zh) | 一种数控钻孔机床 | |
| CN201596795U (zh) | 摩托车方向柱连接板多孔同时加工装置 | |
| KR20200025029A (ko) | 자동변속기 시프트 파이프의 디버링장치 | |
| KR200422052Y1 (ko) | 자동 다축 면취 유니트 | |
| CN206200550U (zh) | 一种多孔钻、铣、镗设备 | |
| KR101806231B1 (ko) | 탭 가공장치 | |
| CN105149954B (zh) | 一种加工轴类零件径向孔的数控钻床 | |
| WO2021036438A1 (zh) | 箱体孔系机加工平台 | |
| KR100816637B1 (ko) | 머시닝 센터의 공작물 자동 교환장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |