KR20100098603A - 우유젖꼭지 - Google Patents
우유젖꼭지 Download PDFInfo
- Publication number
- KR20100098603A KR20100098603A KR20107010466A KR20107010466A KR20100098603A KR 20100098603 A KR20100098603 A KR 20100098603A KR 20107010466 A KR20107010466 A KR 20107010466A KR 20107010466 A KR20107010466 A KR 20107010466A KR 20100098603 A KR20100098603 A KR 20100098603A
- Authority
- KR
- South Korea
- Prior art keywords
- nipple
- milk
- shield
- mount
- baglet
- Prior art date
Links
Images



















Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J17/00—Baby-comforters; Teething rings
- A61J17/10—Details; Accessories therefor
- A61J17/105—Nipple attachments
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J17/00—Baby-comforters; Teething rings
- A61J17/001—Baby-comforters
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J11/00—Teats
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J17/00—Baby-comforters; Teething rings
- A61J17/10—Details; Accessories therefor
- A61J17/111—Holders therefor, e.g. to prevent loss or to hold in place
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/18—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/70—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by moulding
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L83/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon with or without sulfur, nitrogen, oxygen or carbon only; Compositions of derivatives of such polymers
Landscapes
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Pediatric Medicine (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Medicinal Chemistry (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Polymers & Plastics (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
- Slide Fasteners (AREA)
Abstract
젖꼭지 및 실드를 포함하는 우유젖꼭지이고 실드는 젖꼭지 및 실드를 코-몰딩하고 실드 소재 상에 젖꼭지 소재를 초과 몰딩하여 제조된다. 결과적으로 안정된 결합을 형성하여 간단하고 청소가 용이한 우유젖꼭지를 제공한다.
Description
본 발명은 우유젖꼭지 및 우유젖꼭지를 제조하는 방법에 관한 것이다.
종래의 우유젖꼭지는, 종종 더미(dummy)라고 하는데, 기본적으로 어린이가 빠는 젖꼭지(teat)/유두(nipple)/배글렛(baglet) 및 어린이가 젖꼭지에 질식되는 것을 방지하기 위하여 젖꼭지가 탑재되는 실드(shield) 또는 링으로 형성된다. 우유젖꼭지의 일반적인 형태는 라텍스 또는 실리콘으로 만들어진 젖꼭지가 다수의 구성요소들을 모아 이루어지는 다중 구성요소 집합을 포함한다.
우유젖꼭지는 아기 및 유아의 입에 들어가는 작은 장치로서, 강도, 소재 선택 및 비 변형성 등 우유젖꼭지에 필요한 요소들에 대하여 국내외의 표준은 매우 엄격하다. 위험을 절대적으로 최소화할 수 있는 아이템만을 인정하기 때문에 수많은 디자인 챌린지(design challenge)를 낳는다. 또한 성능 저하없이 빈번하게 이루어지는 스팀-살균 과정을 견뎌낼 필요가 있다.
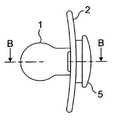
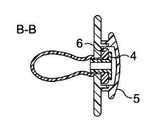
공지된 하나의 우유젖꼭지에 대한 구성을 도 1a 및 1b에 도시하였다. 우유젖꼭지는 젖꼭지(1), 어린이가 우유젖꼭지를 입안으로 완전히 삽입할 수 없도록 충분한 직경을 가진 경성 실드(2), 플러그(4) 및 덮개(5)를 포함한다. 젖꼭지(1)는 일반적으로 중공이 있고 개구부 말단에 젖꼭지를 실드에 장착하기 위하여 실드 중심에 있는 구멍(aperture)을 통하여 밀려진 플랜지(flange)(6)를 포함한다.
젖꼭지를 당겨 실드에서 이탈하는 것을 방지하기 위하여, 중심 샤프트(shaft) 및 머리부를 포함하는 플러그(4)가 젖꼭지의 측면을 실드(2)에 있는 구멍으로 밀치도록 젖꼭지(1)의 개구부 말단으로 삽입된다. 이 플러그의 머리는 실드(2) 내의 구멍보다 직경이 더 크므로 이 구멍을 통하여 젖꼭지(1)를 당길 수 없다. 그리고 젖꼭지 플랜지 및 플러그(4)를 마스킹하기 위하여 실드(2)의 후방에 덮개(5)를 고정한다.
결과적으로 젖꼭지(1)는 이탈이 방지되는데, 젖꽂지의 이탈은 실드 구성을 제외한 모든 부분들이 이탈이 생겼을 때 유아에게 질식 위험을 제공할 수 있는 작은 부분들로 이루어지기 때문에 중요한 문제이다. 그런데 만들어진 조립품은 예외없이 완전한 조립상태를 유지하기 위한 전단 응력(shearing stress) 및 압축 응력(compressive stress)을 받고 이러한 내재적 조립 응력(assembly stress)은 우유젖꼭지의 조기 파괴를 초래할 수 있다. 또한 공간이 폐쇄되어 있어 우유젖꼭지의 청소가 어렵고 조립이 복잡해질 수 있다. 또한, 경성 실드(2)는 유연한, 연성 배글렛/젖꼭지를 고정하는 이상적 구조를 기반으로 하지만, 이러한 딱딱한, 경성 표면은 얼굴에 눌려질 때 유아를 불편하게 하는 단점이 있다.
유아에게 편안함을 제공하기 위하여, 유아의 얼굴 가까이에는 가능한 한 넓고 부드러운 소재를 사용하는 것이 바람직하다. 따라서 하나의 단일 소재 및 단일 구성으로 제조된 우유젖꼭지를 포함하는 구성으로 대체할 수 있다. 이러한 단일 구성 우유젖꼭지의 경도는 젖꼭지에 필요한 소재에 영향을 받으므로 우유젖꼭지는 부드러운 연성 소재로 만들어지고, 종래의 단일 구성 우유젖꼭지는 50 쇼어 A(Shore A) 또는 등가의 범위에 있는 통상의 경도(hardness)를 가진다. 그런데 이러한 종래의 우유젖꼭지는 제품 전체가 유아에게 잠재적으로 질식 위험을 줄 수 있는 작은 크기로 비교적 쉽게 수축된다는 점에서 유아에게 잠재적인 안전 위험을 제공한다. 따라서 이를 방지하기 위하여 현재 국내 및 국제적으로 규제 요건을 두고 있다.
규제 요건을 만족할 수 있는 단일의 부드러운 소재로 완전한 우유젖꼭지를 제조하기 위해서는 타협이 이루어져야 함을 알 수 있다.
비교적 경성 소재를 사용하여 우유젖꼭지가 유아의 입안이나 목에 들어가 걸리는 크기로 수축하지 않도록 하고, 소재를 부드럽게 하고 쉽게 변형이 일어나는 것을 막기 위한 충분한 기계적 강도를 부여하기 위하여 실드 및 배글렛의 두께를 증가시킨다. 그런데 소재가 더 경성이면 기본적으로 유아에게 편안함을 주어야 하는 문제와 상충하게 된다. 더 크고, 더 부드러운 우유젖꼭지는 호감을 주지 못하고 다루기 불편하여, 덜 순응적이게 한다(따라서 유아에게 바람직하지 않다). 이들은 또한 훨씬 더 많은 소재를 사용하므로 비용이 증가한다.
상술한 문제를 해결하기 위하여 알려진 하나의 접근 방법은 종래의 우유젖꼭지 구성을 수정 또는 개량한 것인데, 충분한 경성은 계속 제공하면서 부드러운 소재 영역을 최대화하기 위하여, 경성 폴리카보네이트(polycarbonate) 프레임 및 부드러운 라텍스 또는 실리콘 배글렛을 포함한다. WO2007/028971(자켈 인터네셔널)은 평평한 '실드(shield)' 영역의 외부 에지에 있는 얇은 리테이닝 링(retaining ring)으로 경성 골격을 최소화한 우유젖꼭지를 개시한다. 리테이닝 링은 배글렛의 연장된 플랜지 영역의 에지에 고정되어 유아의 얼굴만 부드러운 배글렛 소재에 접촉하게 한다. 그러나, 다중 구성요소 및 경성 골격의 두 개의 절반부 사이에 필요한 용접부 때문에 제품을 용이하게 제조할 수 없다.
알려진 어떠한 우유젖꼭지도, 복잡하여 비용이 많이 드는 제조 기술을 필요로 하고/하거나 제조 중에 사용된 과잉 소재로 인한 낭비를 증가시키지 않고는, 강도, 소재, 바이트 저항(bite resistance), 및 질식을 방지하기 위한 비 변형성 등의 요소에 관한 규제 요건을 만족하면서 유아에게 편안함을 주는 이점을 제공하지는 못한다.
본 발명의 목적은 상술한 문제점을 해소하기 위하여 안출된 것으로, 젖꼭지부 및 탑재부를 코-몰딩하여 우유젖꼭지를 제조하는 기술을 제공하는 것을 목적으로 한다.
상기 목적을 달성하기 위하여 본 발명은 제1 비교적 연성 소재(flexible material)로 형성된 젖꼭지부 및 제2 비교적 경성 소재(rigid material)로 형성된 탑재부를 코-몰딩(co-moulding)하는 단계를 포함하며, 탑재부는 실드를 포함할 수 있다.
코-몰딩하는 단계는 주입 몰딩 및 압축 몰딩 중 하나를 포함할 수 있다.
젖꼭지부 및 탑재부의 표면은 코-몰딩 과정의 결과로 함께 결합할 수 있고, 젖꼭지부는 탑재부 상에서 초과 몰딩(over-moulding) 또는 탑재부 상에서 부분적으로 초과 몰딩될 수 있다.
젖꼭지부는 상기 탑재부의 적어도 일부와 맞물릴 수 있다.
또한 본 발명은 상기 방법으로 제조된 우유젖꼭지를 제공하며, 비교적 연성인 젖꼭지부 및 비교적 경성인 탑재부를 포함하며 젖꼭지부가 상기 탑재부의 적어도 일부에 코-몰딩되어 젖꼭지부 및 탑재부 사이에 접촉부를 형성할 수 있다.
젖꼭지부는 탑재부 상에서 초과 몰딩될 수 있으며, 젖꼭지부의 표면은 탑재부의 표면에 결합할 수 있다.
또한 탑재부는 실드(shield)를 포함할 수 있다.
비교적 연성인 젖꼭지부 및 비교적 경성인 탑재부는 각각 실리콘 소재로 이루어질 수 있으며, 비교적 연성인 젖꼭지부는 30 내지 70 쇼어 경도 A(Shore Hardness A), 바람직하게는 50 쇼어 경도 A의 실리콘 소재를 포함하고, 비교적 경성인 소재는 70 내지 100 쇼어 경도 A, 바람직하게는 80 쇼어 경도 A의 실리콘 소재를 포함할 수 있다.
또한 탑재부는 내벽에 의하여 정의된 중심 구멍(central aperture)을 포함하여, 탑재부의 내면 및 외면 사이로 연장될 수 있다.
젖꼭지부는 탑재부의 내벽에 대응하는 강화된 링 구조를 포함하여, 내벽 및 링 구조의 해당 면들 사이에 결합부가 형성될 수 있으며, 내벽은 탑재부의 내면 및 외면 사이에 연장되는 경사 리지(ridge)를 포함할 수 있다.
또한 탑재부는 실질적으로 중심 구멍의 주변에 위치하는 복수의 홀을 포함할 수 있고, 탑재부의 적어도 일부는 그물 소재를 포함하고, 여기에 복수의 구멍을 가질 수 있으며, 그물 소재는 상기 탑재부를 형성하기 위하여 연속 소재(continuous material)로 캡슐화될 수 있다.
또한 젖꼭지부는 적어도 하나의 비교적 가는 영역을 포함하여, 사용시 상기 젖꼭지부의 향상된 유연성을 제공할 수 있다.
젖꼭지부는 실질적으로 중공을 가질 수 있으며, 젖꼭지의 내부는 탑재부에 있는 구멍(aperture)을 통하여 접근할 수 있으며, 젖꼭지부는 실질적으로 고형으로 할 수 있다.
또한 본 발명의 고무젖꼭지는 손잡이를 더 포함할 수 있으며, 손잡이는 젖꼭지부의 연장에 의하여 형성될 수 있다.
본 발명은 특허청구범위에 자세하게 기재되어 있다.
이와 같은 본 발명의 우유젖꼭지에 의하면, 구성부들이 코-몰딩되기 때문에, 플러그 등 작은 부분들을 생략하여 질식 위험을 피하면서, 각각의 젖꼭지 및 탑재부를 필요한 해당 유연성을 가진 소재로 형성할 수 있고, 나머지 구성요소들 사이를 여전히 강하게 결합할 수 있다. 또한 코-몰딩 결합의 성질 때문에, 사전-조립된 우유젖꼭지에 내재하는 응력을 피할 수 있고, 제품의 수명을 연장할 수 있다.
도 1a는 종래 우유젖꼭지 형태의 평면도,
도 1b는 도 1a의 우유젖꼭지의 측단면도,
도 2a는 본 발명의 일 실시예에 따른 우유젖꼭지의 배면도,
도 2c는 도 2a의 우유젖꼭지의 부분 평면도,
도 3a는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 배면도,
도 3b는 도 3a의 실시예에 따른 우유젖꼭지의 부분 평면도,
도 3c는 도 3a의 우유젖꼭지의 평면도,
도 4a는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 배면도,
도 4b는 도 4a의 실시예에 따른 우유젖꼭지의 측면도,
도 4c는 도 4a의 우유젖꼭지의 평면도,
도 5a는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 후면도,
도 5b는 도 5a의 실시예에 따른 우유젖꼭지의 측면도,
도 5c는 도 5a의 우유젖꼭지의 평면도,
도 6a는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 배면도,
도 6b는 도 6a의 실시예에 따른 우유젖꼭지의 측단면도,
도 6c는 도 6a의 우유젖꼭지의 평면도,
도 7a는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 배면도,
도 7b는 도 7a의 실시예에 따른 우유젖꼭지의 측단면도,
도 7c는 도 7a의 우유젖꼭지의 평면도,
도 8a는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 배면도,
도 8b는 도 8a의 실시예에 따른 우유젖꼭지의 측단면도,
도 8c는 도 8a의 우유젖꼭지의 평면도,
도 9a는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 배면도,
도 9b는 도 9a의 실시예에 따른 우유젖꼭지의 측단면도,
도 9c는 도 9a의 우유젖꼭지의 평면도,
도 10a는 결합 면을 보여주는 도 9a 내지 도 9c의 우유젖꼭지의 배면도,
도 10b는 도 10a의 실시예에 따른 우유젖꼭지의 측단면도,
도 10c는 도 10a의 우유젖꼭지의 평면도,
도 11a는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 배면도,
도 11b는 도 11a의 실시예에 따른 우유젖꼭지의 측단면도,
도 11c는 도 11c의 우유젖꼭지의 평면도,
도 12a는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 배면도,
도 12b는 도 12a의 실시예에 따른 우유젖꼭지의 측단면도,
도 12c는 도 12a의 우유젖꼭지의 평면도,
도 13a는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 사시도,
도 13b는 도 13a의 우유젖꼭지를 형성하기 위하여 배글렛과 결합하는 실드의 사시도,
도 13c는 도 13b의 실드의 외부면의 평면도,
도 13d는 도 13a의 우유젖꼭지의 하부면의 평면도,
도 13e는 도 13a 및 13d의 우유젖꼭지의 측면도,
도 13f는 도 13b 및 13c의 실드의 측면도,
도 14a는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 배면도,
도 14b는 도 14a의 우유젖꼭지의 하부 사시도,
도 14c는 도 14a 및 14b의 우유젖꼭지의 상부 평면도, 및
도 15는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 실드의 평면도이다.
도 1b는 도 1a의 우유젖꼭지의 측단면도,
도 2a는 본 발명의 일 실시예에 따른 우유젖꼭지의 배면도,
도 2c는 도 2a의 우유젖꼭지의 부분 평면도,
도 3a는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 배면도,
도 3b는 도 3a의 실시예에 따른 우유젖꼭지의 부분 평면도,
도 3c는 도 3a의 우유젖꼭지의 평면도,
도 4a는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 배면도,
도 4b는 도 4a의 실시예에 따른 우유젖꼭지의 측면도,
도 4c는 도 4a의 우유젖꼭지의 평면도,
도 5a는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 후면도,
도 5b는 도 5a의 실시예에 따른 우유젖꼭지의 측면도,
도 5c는 도 5a의 우유젖꼭지의 평면도,
도 6a는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 배면도,
도 6b는 도 6a의 실시예에 따른 우유젖꼭지의 측단면도,
도 6c는 도 6a의 우유젖꼭지의 평면도,
도 7a는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 배면도,
도 7b는 도 7a의 실시예에 따른 우유젖꼭지의 측단면도,
도 7c는 도 7a의 우유젖꼭지의 평면도,
도 8a는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 배면도,
도 8b는 도 8a의 실시예에 따른 우유젖꼭지의 측단면도,
도 8c는 도 8a의 우유젖꼭지의 평면도,
도 9a는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 배면도,
도 9b는 도 9a의 실시예에 따른 우유젖꼭지의 측단면도,
도 9c는 도 9a의 우유젖꼭지의 평면도,
도 10a는 결합 면을 보여주는 도 9a 내지 도 9c의 우유젖꼭지의 배면도,
도 10b는 도 10a의 실시예에 따른 우유젖꼭지의 측단면도,
도 10c는 도 10a의 우유젖꼭지의 평면도,
도 11a는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 배면도,
도 11b는 도 11a의 실시예에 따른 우유젖꼭지의 측단면도,
도 11c는 도 11c의 우유젖꼭지의 평면도,
도 12a는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 배면도,
도 12b는 도 12a의 실시예에 따른 우유젖꼭지의 측단면도,
도 12c는 도 12a의 우유젖꼭지의 평면도,
도 13a는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 사시도,
도 13b는 도 13a의 우유젖꼭지를 형성하기 위하여 배글렛과 결합하는 실드의 사시도,
도 13c는 도 13b의 실드의 외부면의 평면도,
도 13d는 도 13a의 우유젖꼭지의 하부면의 평면도,
도 13e는 도 13a 및 13d의 우유젖꼭지의 측면도,
도 13f는 도 13b 및 13c의 실드의 측면도,
도 14a는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 배면도,
도 14b는 도 14a의 우유젖꼭지의 하부 사시도,
도 14c는 도 14a 및 14b의 우유젖꼭지의 상부 평면도, 및
도 15는 본 발명의 또 다른 일 실시예에 따른 우유젖꼭지의 실드의 평면도이다.
우유젖꼭지를 만드는 일반적인 방법으로 비교적 연성 소재의 젖꼭지를 비교적 경성 소재의 탑재부 또는 실드와 함께 몰딩하기 위하여 투샷(two-shot) 몰딩으로 알려진 코-몰딩 프로세스를 이용한다. 이러한 방식은 구성 요소간을 단순히 상호 연결하는 것만으로 젖꼭지를 탑재부에 강하게 결합하여 고정하므로 플러그(plug)나 우유젖꼭지에 있는 다른 어떤 부가적 요소도 필요하지 않게 된다.
소재의 성질에 따라서, 상기 두 부분은 코-몰딩 프로세스 중에 형성된 내재적 결합에 의존하거나 또는 젖꼭지가 실드의 전체 또는 일부로 초과 몰딩되어 실드를 적어도 부분적으로 캡슐화함으로써 실드를 고정할 수 있다. 이에 부가적으로 또는 이를 대신하여, 실드 및 젖꼭지의 곡면적을 최대로 하여 심지어 사이에 비교적 약한 자연적 표면 결합을 가지는 두 소재도 안정적으로 접촉할 수 있도록 한다. 예를 들면, 탑재부나 실드의 내면 및 외면 사이에 연장하는 경사벽이나 리지(ridge)를 제공함으로써 이러한 곡면적을 늘릴 수 있다. 리지가 경사지기 때문에, 두면 사이에서 실질적으로 수직으로 연장될 때보다 더 큰 곡면적을 제공하지만, 여전히 두면 사이의 전체 두께를 증가시킬 필요는 없다. 따라서 유아가 사용하기에 편리한 비교적 얇은 우유젖꼭지를 제조할 수 있다.
탑재부는 전체적이든 또는 부분적이든 선택하여 그물 소재로 형성될 수 있다. 따라서 복수의 구멍(aperture)을 제공하고 이를 통하여 부드러운 젖꼭지 소재가 탑재부의 적어도 일부를 초과 몰딩하고 캡슐화하기 위하여 연장될 수 있다. 이와 달리, 그물 자체는 탑재부 소재로 캡슐화될 수 있는데, 이 탑재부 소재는 그물보다 덜 경성이지만 젖꼭지부를 위하여 사용된 연성 소재보다는 더 경성이다. 따라서 우유젖꼭지는 안전 표준을 만족하도록 경성을 최적화하고, 우유젖꼭지가 유아의 얼굴을 눌렀을 때 포근감을 주고 사용 중 젖꼭지부의 유연성을 제공한다.
이하에서 설명하는 실시예들은 안전성을 충분히 달성하고 있기 때문에, 부모가 가까이서 지키지 않아도 유아에게 맡길 수 있게 된다. 우유젖꼭지 실시예들은 또한 향상된 제조의 단순성 및 낮은 생산비용으로 성능의 신속성 및 장기성을 제공한다.
우유젖꼭지의 연성 및 반-경성(semi-rigid)인 부분들은 어떤 소재를 선택하느냐에 따라 서로 다른 방식으로 함께 결합할 수 있다. 이하에서 설명하는 실시예들에 따른 바람직한 방식은 코-몰딩(co-moulding) 또는 투샷 몰딩(two-shot moulding)이다. 두 부분을 위하여 호환 가능한 소재가 사용된다면, 코-몰딩 중 각 표면 사이에 결합부가 형성될 수 있다.
호환되지 않는 소재를 선택한 경우에는, 소재의 표면 사이에 결합이 생길 가능성은 적거나 없다. 그러나, 실드나 반-경성 부재는 젖꼭지 소재로 초과 몰딩되어 실드가 젖꼭지 소재 내에서 캡슐화되거나 부분적으로 캡슐화되기 때문에 매우 강하고 안정한 맞물림 결합(interlocking connection)을 제공할 수 있다. 이러한 구조는 또한 초과 몰딩 이전에 반-경성 실드 부재에 장식을 꾸밀 수 있도록 하는데, 이는 종종 고무젖꼭지에 있어 바람직한 것이다. 비록 적절한 어떠한 코-몰딩 프로세스도 사용할 수는 있지만, 이하에서 두 특별한 접근 방식을 설명하는데, 주입 몰딩을 사용한 코-몰딩 및 압축 몰딩을 사용한 코-몰딩이다.
주입 몰딩 프로세스는 몰딩 소재가 적절한 용기 내로 주입되는 잘 알려진 프로세스이다. 이 프로세스는 특히 열가소성 수지를 코-몰딩하는데 적합하다. 따라서 질식 위험이 생기지 않도록 반-경성 부재로 해야 하는 실드 부는 폴리프로필렌 (PP, Polypropylene)/폴리카보네이트(PC, Polycarbonate)/폴리부틸렌 테레프탈레이트(PBT, Polybutylene Terephthalate) 등의 적합한 소재로 형성될 수 있다. 이는 젖꼭지 또는 배글렛을 형성하기 위하여 유연한 열가소성 탄성체(TPE, thermo-plastic elastomer), 열가소성 폴리우레탄(TPU, Temperature polyurethane) 또는 액상 실리콘 고무(LSR, Liquid silicon rubber)의 적합한 등급으로 코-몰딩된다.
압축 몰딩 프로세스는 유아 급유 병 젖꼭지 및 우유젖꼭지를 위하여 일반적으로 사용되는 실리콘과 같은 두 합성 고무를 함께 몰딩하기에 적합하다. 실제로, 실리콘 고무는 우유젖꼭지의 배글렛으로 현재 규제 요건을 만족하기 위하여 광범위하게 선택되는 소재이다. 이는 인장시험(tensile test) 요구사항, 바이트 테스트(bite test) 기준을 충족하기 위한 인성(toughness) 및 살균과정(sterilisation)을 견뎌내기 위한 열 안정성을 제공한다. 열가소성 탄성체 등 기타 소프트 폴리머(soft polymer)는 실리콘의 성능을 따라갈 수 없고 실리콘 벤치마크를 충족하기 위해서는 훨씬 더 큰 두께를 가져야 한다. 그러나 이에 따라 늘어난 두께는 상술한 바와 같이 배글렛의 유연성을 감소시키고 유아에게 생경한 느낌을 주게 되므로 바람직한 것은 아니다.
그러나 실리콘을 사용하여 배글렛이나 우유젖꼭지를 제조함에 있어서, 실리콘에 있는 모든 휘발성 성분을 제거하기 위하여 고온 처리가 필요하다는 점을 고려해야 한다. 이러한 "후경화(post-cure)" 처리 없이는, 현재 이용할 수 있는 실리콘 소재는 오염물에 대한 국제 표준을 충족하지 못하고 어린이의 입에 제공되는 제품으로 사용되어서는 아니 된다.
실리콘 배글렛이 우유젖꼭지의 실드에 대하여 분리된 부분으로 제조될 때, 조립 전에 후경화될 수 있으므로 고립시켜 열 처리할 수 있다. 그러나, 실리콘 소재가 또 다른 경성 소재로 코-몰딩될 때, 우유젖꼭지 전체가 후경화되어야 하므로 경성 소재는 실리콘을 따라 열 처리되어 진다. 우유젖꼭지로 통상 쓰이는 경성 소재, 예를 들면, 폴리카보네이트(PC, Polycarbonate), 폴리프로필렌(PP, Polypropylene) 또는 더 경성인 TPE에 대하여, 경성 실드가 실리콘 후경화 과정에서 손상 받아 변색 또는 기형으로 되어, 불량한 우유젖꼭지를 만들 것이다. 본 발명의 응용에 따른 실시예들은, 이하에서 더 설명하는 바와 같이, 다수의 접근 방식을 사용하여 이러한 실리콘의 잠재적인 기술적 결함을 고려한다.
상술한 코-몰딩 과정을 이용하여 다양한 유형의 젖꼭지를 구성할 수 있음을 알 수 있고, 도 2 내지 15를 참조하여 이하에서 다양한 가능성을 설명한다. 보이는 실시예들은 가능한 구성을 보여주지만 이에 한정되지 않는다.
도 2 내지 8은 젖꼭지 및 실드가 코-몰딩되고 초과 몰딩으로 함께 고정되는 다양한 우유젖꼭지를 도시한다.
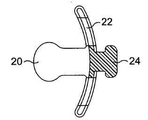
예를 들어 도 2a, 2b 및 2c를 참조하면, 일반적으로 속이 채워진 고형(solid) 젖꼭지(20)는 핸들(24)을 가진 실드(22)에 고정된다. 특히 젖꼭지 소재는 실드의 전면 및 후면과 실드의 주변을 캡슐화하여, 핸들(24)에서 종료한다.
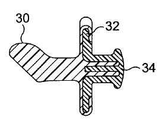
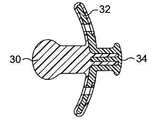
도 3a, 3b 및 3c는 도 2a, 2b 및 2c에 보이는 배치와 다른 유형의 배치를 도시한다. 젖꼭지(30)는 여기에서도 고형이고 실드(32) 상으로 초과 몰딩된다. 실드(32)는 여기에서도 핸들 또는 그립 부(34)를 포함한다. 핸들 또는 그립 부는 또한 중공이 있고, 중심 돌출부는 일반적으로 실드(32)로부터 후방향으로 돌출한 고리형 챔버(chamber)를 형성한다. 또한 젖꼭지 소재는 더 개선된 결합을 하기 위하여 고리형 챔버를 충진한다.
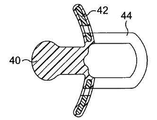
도 4a, 4b 및 4c는 도 2a, 2b 및 2c에 보이는 배치의 또 다른 유형의 배치를 도시한 실시예들이다. 젖꼭지(40)는 여기서도 고형이고 유아 또는 성인이 우유젖꼭지를 잡을 수 있도록 젖꼭지의 후방으로 도출한 링(44)이 있는 실드(42) 상에 장착된다. 실드(42)는 일반적으로 링 형상이고 젖꼭지가 링의 내외부 둘레뿐만 아니라 실드의 전 후면을 덮어 초과 몰딩되도록 중심 구멍(aperture)을 포함한다. 결과적으로 실드(42)를 위하여 필요한 반-경성 소재의 양이 줄어든다.
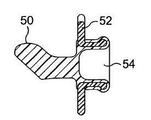
도 5a, 5b 및 5c는 도 2a, 2b 및 2c에 보이는 배치의 또 다른 유형의 배치를 도시한 것이다. 이 경우에 실드(52)는 일반적으로 실드내에 통과 경로를 제공하기 위하여 양 말단에서 개방된 후방으로 돌출한 원통 부(54)를 포함한다. 여기에서도 고형인 젖꼭지(50)는 원통 형성물의 내외부 벽뿐만 아니라 실드(52) 전면의 일부에, 그리고 원통 형성물의 후단 립(lip)에 초과 몰딩된다. 여기에서도 고정된 결합이 제공되고 원통 형성물은 편리한 그립을 제공한다.
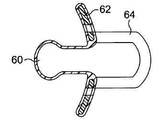
도 6a, 6b 및 6c는 또 다른 일 실시예를 도시하는데, 일반적으로 중공이 있는 젖꼭지(60)가 젖꼭지의 후방으로 돌출한 링(64)를 가진 실드(62) 상에 초과 몰딩되어 제공된다. 실드(62)는 일반적으로 실드를 링 형상으로 하는 중심 구멍(66)을 가지며 젖꼭지 소재는 실드의 전후면 상 및 링의 내외부 둘레 상에 초과 몰딩된다.
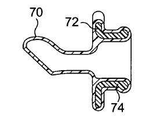
도 7a 내지 7c는 도 6a 내지 6c에 도시된 배치의 다른 유형의 배치를 도시한다. 도 5a 내지 5c에서와 같이, 실드(72)는 말단이 개방된 후방 돌출 원통부(74)를 포함하고 젖꼭지(70)는 원통부(74)를 포함하는 실드 상에 몰딩된다. 여기에서도 젖꼭지(70)는 젖꼭지(70)의 내부가 원통 형성물(74)을 통하여 접근가능하도록 중공을 가진다.
도 8a 내지 8c는 도 6a 내지 6c에 도시된 배치의 또 다른 유형의 배치를 도시한다. 여기에서도 젖꼭지(80)는 중공이 있고 실드(82)와 코-몰딩되는데, 본 실시예에서 실드는 이 실드로부터 후방으로 돌출한 링(84)을 가진다. 도시된 바와 같이 젖꼭지(80)는 중공이 있고 실드(82) 상에 부분적으로 초과 몰딩된다. 실드(82)는 후방으로 돌출한 원통 플랜지(flange)가 있는 중심 구멍을 가지고 젖꼭지 소재는 플랜지 상에서도 또한 초과 몰딩된다. 젖꼭지(80)의 내부는 여기에서도 실드(82)에서 중심 구멍(86)을 통하여 접근가능하다.
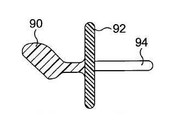
도 9 내지 11은 코-몰딩 소재가 초과 몰딩을 할 필요없이 함께 결합하는 또 다른 여러 실시예들을 도시한다.
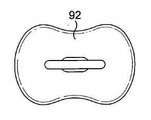
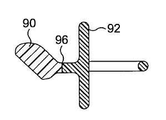
도 9a 내지 9c를 참조하면, 고형 젖꼭지는 실드(92) 및 실드로부터 후방으로 돌출한 링 또는 그립(94)과 코-몰딩된다. 이 경우 비교적 연성 소재의 젖꼭지(90) 및 비교적 경성 소재의 실드(92)를 선택하여 코-몰딩 과정 중에 결합을 형성함으로써, 안정된 부착을 위한 부가적 초과 몰딩을 필요로 하지 않는다. 동일한 참조번호가 동일한 구성에 관계되는 도 10a 내지 10c를 참조하면, 연성 소재의 젖꼭지(90) 및 경성 소재의 실드(92) 사이에 인터페이스(96)가 도시되어 있다.
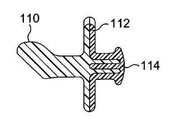
도 11a 내지 11c를 참조하면, 고형 젖꼭지(110)는 도 3a 내지 3c를 참조하여 상술한 유형의 후방 돌출 그립(114)을 가진 실드(112)와 코-몰딩된다. 그러나, 도 11의 실시예에서 구성부들은 어떠한 초과 몰딩도 존재하지 않도록 효과적으로 성층된다. 여기에서도 이 소재들은 호환이 가능하기 때문에 코-몰딩 과정 중에 함께 결합한다.
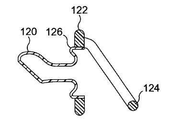
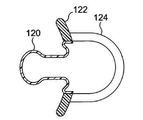
도 12a 내지 12c는 상술한 도에 보이는 배치보다 더 복잡한 유형의 젖꼭지 배치의 예를 도시한 것이다. 여기에서 젖꼭지(120)는 실드(122) 및 링(124)과 코-몰딩되고 이 소재의 결합으로 지탱된다. 젖꼭지(120)는 같은 중심을 가지며 실드(122)와의 결합부 근방에서 제공되는 돌출부(bellows portion)(126)를 포함한다. 따라서 젖꼭지는 사용중 흡입 압력에 의하여 안팎으로 이동하는 것이 더 용이하게 된다.
구성부들을 함께 결합하고 고정하는 형태에 필요한 조건들을 충족하는 한, 우유젖꼭지의 해당 구성부들로 어떠한 소재도 사용될 수 있다는 것을 알 수 있다. 그러나, 상술한 바와 같이, 바이트 저항(bite resistance) 및 빈번한 스팀 살균(steam sterilisation)에 따르는 품질 저하(degradation)에 대한 회복력 등 현재의 표준 요건을 충족하기 위하여 보통 선호되는 젖꼭지 소재는 실리콘이다. 예를 들면, 젖꼭지는 실리콘이고 실드는 PBT로 형성될 수 있다. 이러한 구성은 도 2, 3, 4, 6 및 7의 실시예들에 대하여 가능하다. 그렇지 않으면 젖꼭지는 TPE로, 실드는 폴리프로필렌(PP, Polypropylene)으로 형성될 수도 있다. 이러한 접근방식은 도 5 및 도 8의 실시예들에 대하여 가능하다. 그러나, TPE는 실리콘보다 기계적으로 열등하여, TPE 젖꼭지를 그에 상당하는 실리콘 젖꼭지보다 더 두껍게 한다.
상술한 후경화 과정에서 실리콘을 따라 열 처리를 받는 중에 실드의 손상을 방지하기 위하여, 실드의 경성 골격은 충분히 높은 온도 저항을 가진 소재, 예를 들면, 폴리에테르에테르케톤(PEEK, Poly-ether-ether-ketone) 또는 폴리아미드계(PEBAX, Polyether-block-amide)로 된 골격을 포함할 수 있다. 이러한 실드 소재들은 우유젖꼭지를 단단한, 경성 골격 및 실리콘 배글렛을 가진 단일한 구조로 제조할 수 있도록 한다. 그러나 이렇게 단단한 소재들을 사용하면 종전의 우유젖꼭지 소재보다 수배 이상의 소재 구입 비용이 들기 때문에 바람직하지 않다.
코-몰딩이 우유젖꼭지 소재들 사이의 강한 결합에 의존하는 경우에는 부드러운 젖꼭지 및 경성 실드에 대하여 각각 서로 다른 경도(hardness)를 가진 실리콘을 사용하는 투샷 몰딩(two-shot moulding) 과정을 채택할 수 있다. 이는 도 9 및 10에 도시된 우유젖꼭지에 대하여 선호되는 접근방식이다. 이러한 구성에서, 후경화는 고온에서 소재의 안정성에 어떠한 문제점도 초래하지 않고 양 소재에서 휘발성을 제거하는 긍정적 효과를 가질 것이다. 현재의 우유젖꼭지 인장 강도(tensile strength) 표준을 만족할 만큼 충분히 강한 결합을 제공하기 위하여는, 이러한 구성에 사용되어야 하는 각각의 두 실리콘 등급은 매우 밀접한 등급의 경도를 가지는 것들(예를 들면, 쇼어 A 경도 스케일(Shore A hardness scale))이다. 따라서 실드에 충분한 경도를 제공하기 위하여 실리콘 등급은 비교적 높은 쇼어 A 경도, 예를 들면, 70 내지 100의 범위의 경도를 가질 수 있다. 그러나, 상술한 바와 같이, 이 정도의 경도는 유아에게 불편함을 제공할 수 있다. 편안함의 견지에서 바람직한 구성으로 예를 들면 30 내지 70의 범위의 쇼어 A 경도를 가지는 두 개의 비교적 유연한 실리콘 등급을 사용하는 것이지만, 이러한 구성은 불충분한 경도를 제공하여 국내 및/또는 국제 해당 안전 표준을 충족하지 못한다. 이를 회피할 수 있는 방법은 소재의 강도 부족을 보상하기 위한 초과 사이즈 실드를 가지는 것이지만, 이는 우유젖꼭지를 사용하는데 무겁고 곤란하게 할 것이다.
상술한 점으로부터, 우유젖꼭지를 사용하는 유아에게 충분한 편안함을 제공하고 국내 및/또는 국제 안전 표준을 만족하기 위한 충분한 경도의 우유젖꼭지를 제공하기 위하여, 실드 및 배글렛 구성부들을 모두 실리콘으로 구성하고 충분히 다른 각각의 경도 등급을 가지는 우유젖꼭지를 구성하는 것이 바람직하다는 것을 알 수 있을 것이다. 그러나, 종전 기술을 적용하여 우유젖꼭지의 해당 인장 강도 표준을 만족할 만큼 충분히 강한 결합을 제공하도록 충분히 다른 경도를 가진 두 개의 실리콘 형태를 함께 몰딩하는 것은 불가능하다.
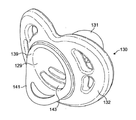
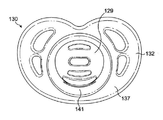
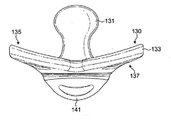
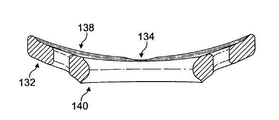
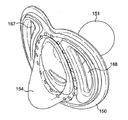
도 13a 내지 13f는 서로 다른 각각의 두 개의 실리콘 경도를 사용하는 구성에 대하여 상기 언급한 문제들을 극복하는 우유젖꼭지(130)의 배글렛(129)과 실드(132)를 도시한 것이다. 실드(132)는 종전의 우유젖꼭지 구성에서 경성 실드 구성부와 동일한 크기이다. 실드는 70 내지 100의 범위, 바람직하게는 80 근방의 쇼어 A 경도를 가져 완성된 우유젖꼭지(130)가 안전 기준을 만족할 정도의 충분히 경성임을 보장하는 비교적 단단한, 경성 실리콘으로 구성된다. 바람직한 일 실시예에서 실드(132)는 둥근 바깥 에지를 가지고, 유아의 코를 수용하여 사용시 더 편안하게 숨 쉬도록 하기 위하여 바깥 둘레의 상부 중심에 딥(dip)(134)을 포함한다. 그리고 실드의 내면(138) 및 외면(140) 사이에 연장된 중심 공(central cavity)(136)이 있다. 중심 공(136)은 실질적으로 고리 모양인 고리형 내벽(142)을 정의한다.
도 13b에 도시된 바의 바람직한 일 실시예에 따라, 중심 공(136) 주위에 내벽(142)에 부가하여 또는 내벽을 대신하여 주변 리지(144)가 제공되는데, 상기 주변 리지(144)는 실드의 외면(140)에서 내면(138)으로 안쪽으로 방사형으로 연장된 프로파일(profile)을 가진다. 주변 리지(144)는 실드(142)의 중심 공(136)을 통하여 중심축에 비스듬히 경사를 가지므로, 실드(142)의 내면(138) 및 외면(140) 사이의 두께를 증가시키지 않고 곡면적(surface area)을 증가시킨다. 리지(144)는 실질적으로 평면인 프로파일 또는 실질적으로 휘어진 프로파일을 가질 수 있다. 도 13b에 도시된 바람직한 실시예에서, 내벽(142)은 주변 리지(144)의 내부 말단에서 립으로 형성되고, 상기 내벽(142)은 중심 공(136)을 통하여 중심 축에 실질적으로 평행하게 연장된다. 이 립은 우유젖꼭지(130)의 제조 중 몰딩 장비와의 더 효과적인 밀봉을 형성할 수 있는 영역을 제공하기 때문에 몰딩 과정의 신뢰성을 높이고 불량품 생산량을 감소시킨다.
도 13b 및 13c에서 공(cavity)(136)은 실질적으로 원형으로 도시되어 있으나, 대칭인 두 개의 라인을 가진 타원형인 것도 가능하고, 대칭 또는 심지어 비대칭인 하나의 라인을 가진 계란형인 것도 가능하다. 바람직하게는 중심 공(136)의 좌우로 더 큰 공기 구멍이 실드(132)를 통하여 연장되어 제공될 수 있다.
도 13a에 도시된 배글렛은 비교적 연성 실리콘, 예를 들면 30 내지 70의 범위의 쇼어 A 경도, 바람직하게는 50 쇼어 A 경도의 실리콘으로 구성된다. 배글렛(129)는 우유젖꼭지 실드(132)의 내면(138) 안쪽으로 연장하는 유두(nipple)부(131)를 포함한다. 배글렛(129)은 유두부(131)의 하부 아래에 있는 링(139)을 더 포함한다. 링(139)은 실드(132) 내의 중심 공(136)에 해당하는 배글렛 소재 내에 공을 정의한다. 이 공의 안쪽으로 연장하는 유두부(131)는 중공이 있거나 또는 채워질 수 있다.
링(139) 구조 내의 배글렛 소재의 두께는 배글렛(129)의 유두부(131) 내의 소재보다 더 두껍다. 따라서 링(139) 자체가 우유젖꼭지(130)의 전반적 경도에 기여한다. 제조 과정에서, 링(139)은 실드(132)의 중심 공(136)의 내벽(142)으로 몰딩되고, 이 근방에서 실드(132)의 곡면적은 최대가 된다. 따라서 비록 배글렛(129)과 실드(132)의 각 소재 사이의 자연적 표면 결합이 비교적 약할 수 있어도, 충분히 큰 곡면적을 제공함으로써 두 소재가 부착되어 우유젖꼭지(130)에 요구되는 안전 기준을 만족할 만큼 충분히 강한 결합을 형성할 수 있다. 상술한 바와 같이, 실드(132)의 바람직한 실시예는 주변 리지(144)를 포함함으로써, 실드(142)의 내면 및 외면 사이의 두께를 증가시키지 않고 공(136)의 근방에 더 큰 곡면적을 만들기 때문에 배글렛(129)과 실드(132) 사이의 결합을 강화시킨다.
도시되지 않은 또 다른 일 실시예에서, 플랜지(flange)부가 배글렛(129)의 유두부(131)의 하부에 제공될 수 있고, 상기 플랜지는 자신의 에지가 실드(132)의 해당 에지 주위를 감싸도록 실드(132)의 내면 상에서 초과 몰딩된다. 따라서 배글렛 소재의 연속층이 적어도 실드의 내면 상에 제공되어, 사용시 유아의 얼굴과 접촉하는 영역을 더 부드럽게 한다.
이들 실시예들에 따른 배글렛(129)의 유연한 소재는 배글렛 기능을 최적화하여 굴곡성(flex), 신축성(stretch), 바이트 저항(bite resistance) 및 기타 우유젖꼭지에 필요한 물리적 성질들에 대한 이상적인 등급을 제공한다. 배글렛(129) 및 실드(132) 각각의 두 개의 서로 다른 등급의 실리콘을 사용함으로써, 배글렛(129)이 너무 단단하여 유아에게 불편함을 주거나, 실드(132)가 너무 두껍거나 부드러워 결과적으로 우유젖꼭지가 안전 기준 이하로 되는 문제를 없앨 수 있다. 더욱이, 실드에 사용되는 더 단단한 등급의 실리콘은 완성된 우유젖꼭지가 안전 기준을 만족하게 할 만큼 충분히 경성임에도 사용시 유아에게 불편함을 줄 만큼의 경성을 갖지는 않는다. 따라서 실드(132)의 내면을 덮기 위하여 부드러운 배글렛 소재를 초과 몰딩할 필요가 없다.
유연한 소재가 보충적 링 구조를 가지기 때문에 상술한 이점이 더 향상되는데, 이러한 보충적 링 구조를 통하여 배글렛 소재는 구조의 전반적인 기계적 경성에 기여하게 된다. 따라서 해당 안전 기준을 만족하기 위하여 실드의 경성 실리콘을 과도히 단단하게 할 필요가 없게 된다. 이러한 효과는 특히 실드(132)의 중심 공(136) 및 이에 따른 배글렛(129)의 해당 링(139)이 비교적 큰 직경, 예를 들면 2 이상의 구성요소를 포함하는 종전의 전형적 우유젖꼭지 배글렛의 목(neck)의 직경보다 훨씬 큰 직경을 가지는 실시예들에서 볼 수 있다.
부드러운 배글렛 소재와 보충적 링 구조는 실드의 외면(140)의 바깥으로 연장되어 핸들(141)을 형성하도록 몰딩될 수 있고, 핸들이 존재해야 하는 것은 또 하나의 우유젖꼭지에 대한 국제 표준 요구사항이다. 도 13a 내지 13f의 실시예에서, 우유젖꼭지는 유두부(131) 내에 중공을 가지며, 유두부(131) 내에 있는 내부 공(cavity)으로 이끄는 구멍(aperture) 밑에, 배글렛(129)의 링 구조에서 연장된 핸들을 가진다. 이러한 배치에서, 금속 몰드의 삽입을 종료하는 것은 내벽의 경계를 결정하는데 이러한 삽입 종료는 몰딩 후에 핸들로부터의 간섭없이 용이하게 이루어지기 때문에 배글렛과 핸들은 동시에 수월하게 몰딩될 수 있다. 이는 우유젖꼭지(130)가 알려진 많은 우유젖꼭지에 비하여 용이하게 제조될 수 있음을 의미한다.
도 13a에 도시된 바와 같이, 사용시 유아에 의한 흡입 압력으로 젖꼭지가 안팎으로 이동하도록 배글렛을 유연하게 하기 위하여 유두부(131)를 향하여 링(139)으로부터 바깥으로 연장된 영역에서, 엷은 영역(143)을 배글렛(129) 소재에 제공할 수 있다.
도 13a 및 13b의 각 배글렛(129) 및 실드(132)는, 상술한 바와 같이, 사용된 두 경도 등급의 실리콘 사이에 완전히 매끄러운 연결 라인을 제공하도록 함께 고정된다. 결과적으로, 우유젖꼭지는 먼지나 박테리아가 갇힐만한 영역을 갖지 않는다.
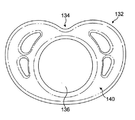
도 13a 내지 13f에 도시된 실시예의 다른 유형이 도 14a 내지 14c에 도시되어 있다. 도 13a 내지 13f의 실시예에 따라 설명한 바와 같이 배글렛(129)이 실드(152)에 결합하는 것에 더하여, 배글렛은 초과 몰딩에 의하여 실드에 더욱 고정된다. 따라서 부드러운 배글렛 소재는 실드(152)의 내면의 적어도 일 부분을 덮어, 배글렛과 실드 소재 각 사이의 접촉부의 곡면적을 증가시키고 배글렛 소재의 외부 에지 상에 겹쳐진다. 결과적으로, 우유젖꼭지 표면은 사용시 유아의 얼굴과 접촉하는 영역에서 더 부드러워 진다. 중심 공의 좌우로 실드 내의 큰 공기 구멍 주위에 지지 영역(147)이 제공된다. 상기 지지 영역은 제2-샷 몰딩 도구가 몰드를 잡도록 하고, 부드러운 배글렛 소재가 큰 공기 구멍을 정의하는 에지 상에도 연장되는 것을 방지하기 위한 림 또는 기타 들어 올려진 부분을 포함한다.
중심 공(156)의 주변에는 경성 실드(152)를 관통하는 일련의 작은 홀(149)이 있다. 이들 홀(149)을 통하여 부드러운 배글렛 소재가 실드의 외면으로 관통할 수 있다. 따라서 연성 배글렛 소재와 실드가 적어도 부분적으로 맞물리게 되어, 두 구성요소 사이의 기계적 상관성이 증가한다. 이러한 맞물림이 없다면, 두 소재의 표면 사이의 접착력이 너무 약하여 이렇게 완성된 우유젖꼭지는 관련된 안전 표준을 만족하지 못할 수 있다.
도 14b에 도시된 바와 같이, 배글렛의 링으로부터 연장된 핸들(154)은 그립을 개선하기 위하여 일련의 돌기 또는 기타 질감을 가지는 부분을 포함할 수 있다. 더욱이, 유두부(151)의 상부 곡면적은 사용시 우유젖꼭지의 젖꼭지가 자연스럽게 이동하도록 일련의 굴곡성(flex) 및 신축성(stretch)이 있는 리플(ripple)을 포함할 수 있다. 이러한 굴곡성 및 신축성이 있는 리플은 유두부(151)의 바닥 주위에 있는 배글렛의 플랜지 부(150)에도 제공될 수 있다.
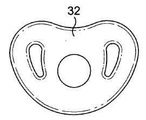
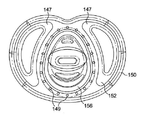
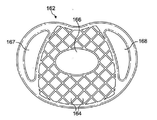
도 15는 실드에 대한 또 다른 일 실시예를 도시한다. 이 실시예에 따르면, 실드(162)의 경성 골격의 적어도 일 부분은 그물 소재로 이루어진다. 실리콘 실드(162)의 전체 골격을 그물 소재로 구성하거나 또는, 이 대신에, 실드(162)가 그물 소재의 국부 영역(localised region)을 포함할 수 있다. 이 결과로, 연성 실리콘이 투샷 우유젖꼭지 제조 과정의 제2 샷에서 몰딩될 때, 실드의 경성 소재와 기계적 연관성을 갖게 하는 증가된 곡면적을 가진다.
그물 개구부(164)의 크기는 다양하게 할 수 있다. 배글렛의 연성 실리콘 소재가 모든 구멍을 통하여 주입 몰딩이 가능하도록 충분히 크고, 그물 영역(164)의 양측에 있는 연성 소재가 유아에게 최적의 편안함을 제공하기 위하여 매끄럽고 연속적인 표면을 형성하도록 충분히 작은 그물 개구부(164)를 포함하여 최적으로 설계할 수 있다.
더 부드러운 배글렛 소재가 실드(162) 주위에 연속 층이 형성되지 않도록 할 수 있는 유일한 영역은 좌측 공기 구멍(167)과 우측 공기 구멍(168) 및 중심 공(166) 주위에 있다. 또한 더 부드러운 배글렛 소재는 주변을 초과 몰딩하지 않고, 좌측 공기 구멍(167) 및 우측 공기 구멍(168)의 테두리까지 최적으로 몰딩할 수도 있다.
상술한 다른 실시예들 또는 도 15에서와 같이, 실드(162)를 사용하여 우유젖꼭지를 제조할 때, 경성 실드로부터 안쪽으로 연장되는 배글렛의 유두부는 중공이 있거나 채워질 수 있다. 또한 배글렛 소재는 중심 공으로부터 연장되어 핸들 모양을 형성하도록, 유두부의 연장 방향에 반대 방향으로 다시 최적으로 몰딩될 수도 있다.
도 15에 보이는 실시예에 대한 다른 유형에서, 좌측 공기 구멍(167) 및 우측 공기 구멍(168) 주위에서, 경성 골격의 좌 우측으로 연장된 고형 아크를 제거하여 실드(162)가 중심 그물 부분만을 포함하도록 할 수 있다. 이러한 실시예에서, 공기 구멍을 정의하는 외부 암(arm)은 더 부드러운 배글렛 소재의 제2 샷 몰딩에서 완전히 몰딩될 수 있다.
도 15에 보이는 실시예에 대한 또 다른 유형에서, 그물 소재는 실드 및 배글렛 실리콘 소재와 다른 제3의 소재로 형성될 수 있다. 경성 그물은 실드 구조에 충분한 경성을 제공하기 위하여, 실드의 내면을 위하여 단단하여 불편한 등급의 실리콘을 사용하지 않으면서도 비교적 단단한 등급의 실리콘으로 형성된 실드에서 캡슐화될 수 있다. 따라서 이러한 배치에서의 그물은 완성된 우유젖꼭지가 관련 안전 표준을 통과하는데 필요한 경성을 제공하기 때문에, 강화 그물 없이도 실드 구성의 외부 소재를 이와 다른 방식으로 했을 때의 등급보다 더 부드러운 등급의 소재로 구성할 수 있다. 이는 연성 배글렛 소재가 적어도 일 부분의 실드 상에 초과 몰딩되면, 실드 및 배글렛으로 사용된 각 경도의 실리콘 등급은 받아들일 수 있는 만큼의 접착력으로 두 소재를 서로 코-몰딩되도록 충분히 밀착할 수 있다. 이러한 배치에 의하여, 편안함을 주기 위하여 실드 소재 상에 연성 배글렛 소재를 초과 몰딩해야 할 필요를 줄일 수 있다.
상술한 바람직한 일 접근방식에서의 구성을 참조하면 실리콘은 우유젖꼭지를 위하여 사용할 수 있는 적절한 소재를 제공하기 때문에, 적어도 배글렛을 위하여, 또한 바람직하게는 실드를 위하여도 실리콘 소재를 사용할 수 있다. 이는 유아의 얼굴과 접촉될 때 편안하면서도 유연하고 강한 특성이 있다. 더욱이 실리콘은 사용으로 품질이 떨어지지 않고 대부분의 기계적 성질을 유지한다. 그러나, 완성된 우유젖꼭지의 구조적 완결성에 의하여 연성 및 경성 소재의 기계적 맞물림이 개선될 수 있기 때문에, 특히 도 15의 실드 실시예를 이용하여 광범위의 연성 및 경성 소재를 상술한 방식으로 결합할 수 있다. 두 소재의 두 표면을 최소한 서로 강하게 접착시켜야 할 필요가 있으므로, 실드의 그물 구조를 통한 이러한 기계적 맞물림은 종전에는 신뢰할 수 없었던 경성 및 연성 소재의 결합을 성공적으로 하도록 할 것이다.
실리콘 대신에, 어떠한 소재라도 현재의 안전 표준을 충족하기 위한 어떠한 후경화도 필요없는 충분히 낮은 휘발분을 가진다면 이 소재를 배글렛과 실드를 위하여 사용할 수 있다. 그렇지 않으면, 열을 포함하는 후경화가 필요 없고 대신에 저온 경화(Cold-curing) 기술을 사용하여 후경화될 수 있는 배글렛을 사용할 수도 있다. 이러한 대안적 배글렛 옵션은 PC 또는 PP와 같은 저렴한 경성 골격 소재를 가진 우유젖꼭지를 만들 수 있도록 하며, 동시에 사용시 유아에게 편안함을 제공할 만큼 충분히 부드러운 배글렛을 구성할 수 있도록 한다.
특수한 우유젖꼭지를 구성하기 위하여, 사용되는 소재의 유형에 따라, 주입 몰딩이건 압축 몰딩이건 특수한 코-몰딩 과정을 적절히 채택할 수 있다. 어떤 경우에도, 상술한 실시예들에 대한 우유젖꼭지의 구성이 단순하여 구성요소들을 함께 고정하기 위하여 작은 수의 부분들을 필요로 하기 때문에, 청소하기 어려워 유아에게 잠재적으로 유해한 먼지/박테리아 트랩을 제공할 수 있는 어떠한 폐쇄된 공간도 존재하지 않는다. 젖꼭지는 고형이며 실드의 모든 인접한 면과 짝지어지는 경우 또는 중공이 있지만 실드를 통하여 접근할 수 있는 경우가 있다. 따라서 우유젖꼭지의 모든 표면은 눈에 보이고 청소할 수 있다.
실시예들에 따라 채택된 코-몰딩 접근방식에 의하여, 수많은 다른 이점들 또한 제공된다. 우유젖꼭지는 실드가 반-경성이기 때문에 안정된 구조를 가지므로 붕괴의 위험이 줄고 따라서 유아에게 질식 위험이 생기는 것을 방지한다. 우유젖꼭지는 어떠한 조립 응력도 생기지 않으므로 이러한 응력이 초래할 수 있는 조기 파손(Premature Failure)의 위험을 피할 수 있다. 더욱이, 중공이 있는 젖꼭지 구조의 경우에는 모든 표면이 자유 배수(free draining)가 가능하므로 어떠한 갇힌 물/화학 살균 용액의 위험도 존재하지 않는다.
부드러운 배글렛 소재 내의 링 구조 및 대응하는 내벽 및/또는 경성 실드 내에 있는 주변 리지를 가진 우유젖꼭지 실시예들에서, 두 소재 사이를 접착하는데 이용되는 곡면적은 최대로 된다. 따라서 불량한 자연 접착 때문에 종래에는 코-몰딩된 우유젖꼭지 내에 함께 사용될 수 없었던 두 소재, 예를 들면, 서로 다른 경도 등급을 가진 두 실리콘 소재를 성공적으로 같이 사용할 수 있다. 따라서 우유젖꼭지는 모든 소재가 충격을 완화하도록 제조되고, 실제로 배글렛 소재의 휘발성 함유량을 감소시키기 위한 열 처리를 이용한 후경화 과정으로부터 이점을 얻는다.
상술한 효과는 특히 내벽이 실드의 외면 및 내면 사이에서 안쪽으로 방사형으로 연장된 리지를 전체로 또는 부분적으로 포함하는 실시예들로부터 발생한다. 이러한 방식으로 안쪽으로 방사형으로 연장됨으로써, 리지는 두면 사이에 있는 실드의 단면 두께를 증가시킬 필요없이, 배글렛 소재에 실드를 접착하기 위한 곡면적을 증가시킨다. 따라서 우유젖꼭지가 과도하게 경성일 필요가 없게 되는데, 과도한 경성은 우유젖꼭지를 사용하는 유아에게 불편을 초래할 수 있다. 더욱이, 내벽과 결합하여 내벽의 바깥으로 예각을 가지고 연장되는 리지의 사용은 립 또는 우유젖꼭지를 형성할 때 사용할 몰딩 장치를 위한 기타 그립 수단을 만들기 때문에 제조의 용이성을 개선한다.
이와 유사하게, 일부 또는 전체 경성 실드가 그물 소재를 포함하는 우유젖꼭지 실시예들에서, 연성 배글렛 소재를 경성 실드 소재에 결합시킬 수 있는 넓은 영역을 제공한다. 이는 또한 필요한 안전 표준을 만족하는 잘 만들어진 우유젖꼭지를 만들기 위하여 종래에는 함께 코-몰딩될 수 없었던 두 소재를 이제는 이 목적을 위하여 성공적으로 같이 사용할 수 있다는 것을 의미한다.
경성 그물이 실드 소재로 캡슐화되는 실시예들을 참조하면, 실드 소재는 배글렛 소재의 초과 몰딩과는 무관하게 비교적 부드러워 유아에게 편안함을 제공한다. 이렇게 완성된 우유젖꼭지 또한 필요한 안전 표준을 만족할 만큼 충분히 경성이고 구김이 방지된다.
상술한 코-몰딩 접근방식은 조립 중에 만들어지는 불량 우유젖꼭지를 대량으로 제거하는 자동 제조 방법을 제공하기 때문에 더 효과적으로 제고할 수 있고 비용을 절감할 수 있다. 장식이 필요한 경우에는 배글렛/젖꼭지 소재를 초과 몰딩하기 전에 실드를 몰딩하여 장식을 꾸밀 수 있다.
상술한 실시예들의 특징들은 적절하게 교체하거나 병치할 수 있다. 예를 들면 중공이 있건 채워져 있건 젖꼭지의 어떤 모양 및 유형이라도 상술한 실드의 어떤 유형에도 포함될 수 있으므로, 예를 들면 링 또는 놉(knob)의 형태를 가진 어떤 형태의 그립도 사용할 수 있다.
Claims (27)
- 제1 비교적 연성 소재(flexible material)로 형성된 젖꼭지부 및 제2 비교적 경성 소재(rigid material)로 형성된 탑재부를 코-몰딩(co-moulding)하는 단계를 포함하는 것을 특징으로 하는 우유젖꼭지 제조 방법.
- 제1항에 있어서, 상기 탑재부는 실드를 포함하는 것을 특징으로 하는 우유젖꼭지 제조 방법.
- 제1항 또는 제2항에 있어서, 상기 코-몰딩하는 단계는 주입 몰딩 및 압축 몰딩 중 하나를 포함하는 것을 특징으로 하는 우유젖꼭지 제조 방법.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 상기 젖꼭지부 및 탑재부의 표면은 상기 코-몰딩 과정의 결과로 함께 결합하는 것을 특징으로 하는 우유젖꼭지 제조 방법.
- 상기 전 청구항 중 어느 한 항에 있어서, 상기 젖꼭지부는 상기 탑재부 상에서 초과 몰딩(over-moulding)되는 것을 특징으로 하는 우유젖꼭지 제조 방법.
- 제5항에 있어서, 상기 젖꼭지부는 상기 탑재부 상에서 부분적으로 초과 몰딩되는 것을 특징으로 하는 우유젖꼭지 제조 방법.
- 제5항 또는 제6항에 있어서, 상기 젖꼭지부는 상기 탑재부의 적어도 일부와 맞물리는 것을 특징으로 하는 우유젖꼭지 제조 방법.
- 제1항 내지 제7항 중 어느 한 항의 방법으로 제조된 우유젖꼭지.
- 비교적 연성인 젖꼭지부 및 비교적 경성인 탑재부를 포함하고, 상기 젖꼭지부는 상기 탑재부의 적어도 일부에 코-몰딩되어 상기 젖꼭지부 및 상기 탑재부 사이에 접촉부를 형성하는 것을 특징으로 하는 우유젖꼭지.
- 제9항에 있어서, 상기 젖꼭지부는 상기 탑재부 상에서 초과 몰딩되는 것을 특징으로 하는 우유젖꼭지.
- 제9항 또는 제10항에 있어서, 상기 젖꼭지부의 표면은 상기 탑재부의 표면에 결합하는 것을 특징으로 하는 우유젖꼭지.
- 제9항 내지 제11항 중 어느 한 항에 있어서, 상기 탑재부는 실드(shield)를 포함하는 것을 특징으로 하는 우유젖꼭지.
- 제9항 내지 제12항 중 어느 한 항에 있어서, 상기 비교적 연성인 젖꼭지부 및 상기 비교적 경성인 탑재부는 각각 실리콘 소재로 이루어지는 것을 특징으로 하는 우유젖꼭지.
- 제13항에 있어서, 상기 비교적 연성인 젖꼭지부는 30 내지 70 쇼어 경도 A(Shore Hardness A), 바람직하게는 50 쇼어 경도 A의 실리콘 소재를 포함하고, 상기 비교적 경성인 소재는 70 내지 100 쇼어 경도 A, 바람직하게는 80 쇼어 경도 A의 실리콘 소재를 포함하는 것을 특징으로 하는 우유젖꼭지.
- 제9항 내지 제14항 중 어느 한 항에 있어서, 상기 탑재부는 내벽에 의하여 정의된 중심 구멍을 포함하여, 상기 탑재부의 내면 및 외면 사이로 연장되는 것을 특징으로 하는 우유젖꼭지.
- 제15항에 있어서, 상기 젖꼭지부는 상기 탑재부의 상기 내벽에 대응하는 강화된 링 구조를 포함하여, 상기 내벽 및 상기 링 구조의 해당 면들 사이에 결합부가 형성되는 것을 특징으로 하는 우유젖꼭지.
- 제15항 또는 제16항에 있어서, 상기 내벽은 상기 탑재부의 상기 내면 및 외면 사이에 연장되는 경사 리지(ridge)를 포함하는 것을 특징으로 하는 우유젖꼭지.
- 제15항 내지 제17항 중 어느 한 항에 있어서, 상기 탑재부는 실질적으로 상기 중심 구멍의 주변에 위치하는 복수의 홀을 포함하는 것을 특징으로 하는 우유젖꼭지.
- 제9항 내지 제18항 중 어느 한 항에 있어서, 상기 탑재부의 적어도 일부는 그물 소재를 포함하고, 그 내부에 복수의 구멍을 가지는 것을 특징으로 하는 우유젖꼭지.
- 제19항에 있어서, 상기 그물 소재는 상기 탑재부를 형성하기 위하여 연속 소재(continuous material)로 캡슐화되는 것을 특징으로 하는 우유젖꼭지.
- 이전의 어는 한 항에 있어서, 상기 젖꼭지부는 적어도 하나의 비교적 가는 영역을 포함하여, 사용시 상기 젖꼭지부의 향상된 유연성을 제공하는 것을 특징으로 하는 우유젖꼭지.
- 제9항 내지 제21항에 있어서, 상기 젖꼭지부는 실질적으로 중공이 있는 것을 특징으로 하는 우유젖꼭지.
- 제22항에 있어서, 상기 젖꼭지의 내부는 상기 탑재부에 있는 구멍(aperture)을 통하여 접근 가능한 것을 특징으로 하는 우유젖꼭지.
- 제9항 내지 제12항 중 어느 한 항에 있어서, 상기 젖꼭지부는 실질적으로 고형인 것을 특징으로 하는 우유젖꼭지.
- 제9항 내지 제24항 중 어느 한 항에 있어서, 손잡이를 더 포함하는 것을 특징으로 하는 우유젖꼭지.
- 제25항에 있어서, 상기 손잡이는 상기 젖꼭지부의 연장에 의하여 형성되는 것을 특징으로 하는 우유젖꼭지.
- 첨부된 도면을 참조하여 본 명세서에서 실질적으로 설명된 바와 같은 방법 및 우유젖꼭지.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB0720730.1 | 2007-10-23 | ||
| GB0720730A GB0720730D0 (en) | 2007-10-23 | 2007-10-23 | Soother |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20100098603A true KR20100098603A (ko) | 2010-09-08 |
Family
ID=38829753
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR20107010466A KR20100098603A (ko) | 2007-10-23 | 2008-10-23 | 우유젖꼭지 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US9095501B2 (ko) |
| EP (1) | EP2211822B1 (ko) |
| JP (2) | JP2011500245A (ko) |
| KR (1) | KR20100098603A (ko) |
| CN (2) | CN104721059A (ko) |
| AU (1) | AU2008315811B2 (ko) |
| CA (1) | CA2703348A1 (ko) |
| GB (1) | GB0720730D0 (ko) |
| NZ (1) | NZ585488A (ko) |
| WO (1) | WO2009053699A1 (ko) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202008005269U1 (de) * | 2008-02-28 | 2008-08-21 | Mapa Gmbh Gummi- Und Plastikwerke | Beruhigungssauger mit an einem Mundschild fixiertem Lutschteil |
| AT508548B1 (de) * | 2009-09-11 | 2011-02-15 | Mam Babyartikel | Verfahren zur zumindest abschnittsweisen verbindung von wänden eines hohlkörpers sowie hohlkörper |
| GB0922607D0 (en) * | 2009-12-23 | 2010-02-10 | Jackel Int Ltd | Teether |
| US20130060281A1 (en) * | 2010-05-14 | 2013-03-07 | Great Fortune (Hk) Limited | Multilayer One-Piece Pacifier |
| DE202010011047U1 (de) * | 2010-08-04 | 2011-03-17 | Brockhaus, Rolf, Dr. | Beruhigungssauger aus verschiedenen Silikonen |
| AT510970B1 (de) * | 2011-02-11 | 2012-08-15 | Mam Babyartikel | Verfahren zur herstellung eines schnullersaugers sowie schnullersauger |
| DE202012008764U1 (de) * | 2012-09-13 | 2014-01-10 | Mapa Gmbh | Schnuller |
| US9943146B2 (en) | 2015-05-27 | 2018-04-17 | Qalo Llc | Compression molded silicone ring |
| WO2017011571A1 (en) * | 2015-07-14 | 2017-01-19 | Qalo Llc | Compression molded silicone ring |
| CN110099657A (zh) * | 2016-10-14 | 2019-08-06 | 多德尔有限责任公司 | 卫生安抚奶嘴器具及方法 |
| US20180104159A1 (en) * | 2016-10-17 | 2018-04-19 | Michael K. Bredemeier | Pacifier |
| WO2018183156A1 (en) | 2017-03-27 | 2018-10-04 | Davis John J | Pacifier |
| GB201802959D0 (en) * | 2018-02-23 | 2018-04-11 | Bateman Nicola Jane | Artificial teat |
| GB202002008D0 (en) | 2020-02-13 | 2020-04-01 | Mayborn Uk Ltd | Soother |
| GB2609909A (en) * | 2021-08-09 | 2023-02-22 | Matchstick Monkey Ltd | Moulded infant product |
| USD1011542S1 (en) | 2022-02-25 | 2024-01-16 | Mapa Gmbh | Pacifier |
| WO2023161026A1 (en) * | 2022-02-25 | 2023-08-31 | Mapa Gmbh | Pacifiers and methods for making pacifiers |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB256897A (en) | 1926-04-16 | 1926-08-19 | Clarence Joseph Reilly | Nursing bottles |
| SE7712191L (sv) * | 1977-10-28 | 1979-04-29 | Ehn Gosta | Trostnapp |
| US4297313A (en) * | 1978-08-18 | 1981-10-27 | Duckstein Stuart S | Method for manufacturing a pacifier |
| DE3316824A1 (de) | 1983-05-07 | 1984-11-08 | Mapa GmbH Gummi- und Plastikwerke, 2730 Zeven | Verfahren zur herstellung eines saugers mit mundplatte und nach diesem verfahren hergestellter sauger |
| JPS62227356A (ja) * | 1986-03-29 | 1987-10-06 | 堀川 次郎 | おしやぶりの製造方法 |
| GB8717332D0 (en) | 1987-07-22 | 1987-08-26 | Avent Medical Ltd | Feeding teat |
| US5275619A (en) * | 1991-01-03 | 1994-01-04 | Board Of Regents, The University Of Texas System | Low birth weight infant pacifier |
| FR2713076B1 (fr) * | 1993-12-03 | 1996-01-12 | Seb Sa | Dispositif d'obturation et d'éjection de sac d'aspirateur. |
| US6171623B1 (en) | 1995-03-03 | 2001-01-09 | Cambridge Consultants Limited | Liquid feed bottle |
| DE19520540C2 (de) | 1995-06-03 | 2002-02-28 | Mapa Gmbh Gummi Plastikwerke | Verfahren zum Herstellen eines Saugers für Befestigung an Flaschen |
| FR2747372B1 (fr) | 1996-04-12 | 1998-06-26 | Central Labo Europ Sarl | Bouchon presentant une bague et une partie en forme de tetine |
| US5759195A (en) * | 1997-05-12 | 1998-06-02 | Lisco, Inc. | Mesh pacifier |
| AT4164U1 (de) * | 2000-02-21 | 2001-03-26 | Bamed Ag | Schnuller-sauger |
| SE520041C2 (sv) * | 2001-02-12 | 2003-05-13 | Friska Taender Ab | Formsprutad napp |
| US6776157B2 (en) * | 2001-03-14 | 2004-08-17 | The Regents Of The University Of Michigan | Medical pacifier and method for use thereof |
| US6695869B2 (en) * | 2001-11-28 | 2004-02-24 | Playtex Products, Inc. | Pacifier |
| MY126262A (en) * | 2002-03-12 | 2006-09-29 | Maidamax M Sdn Bhd | A process for coalescing elastomeric article with a substantially square-shaped elastomeric bead and the end product from the process |
| DE10227787B4 (de) * | 2002-03-22 | 2006-02-23 | Novatex Gmbh | Sauger |
| US8834525B2 (en) * | 2002-05-03 | 2014-09-16 | Cara L. Thornton | Mood pacifier |
| CA2492798A1 (en) * | 2005-01-17 | 2006-07-17 | Sarah Stichmann | Infant pacifier |
| US20070021783A1 (en) * | 2005-07-20 | 2007-01-25 | Aida Viana | Vaporizer pacifier |
| GB0518439D0 (en) * | 2005-09-09 | 2005-10-19 | Jackel Int Ltd | Soother |
| US8066738B2 (en) * | 2008-03-31 | 2011-11-29 | Playtex Products, Inc. | Pacifier |
-
2007
- 2007-10-23 GB GB0720730A patent/GB0720730D0/en not_active Ceased
-
2008
- 2008-10-23 US US12/734,280 patent/US9095501B2/en active Active
- 2008-10-23 NZ NZ585488A patent/NZ585488A/en not_active IP Right Cessation
- 2008-10-23 JP JP2010530543A patent/JP2011500245A/ja active Pending
- 2008-10-23 WO PCT/GB2008/003593 patent/WO2009053699A1/en active Application Filing
- 2008-10-23 AU AU2008315811A patent/AU2008315811B2/en active Active
- 2008-10-23 EP EP08840868.7A patent/EP2211822B1/en active Active
- 2008-10-23 CN CN201510103604.3A patent/CN104721059A/zh active Pending
- 2008-10-23 CN CN2008801224591A patent/CN101909578A/zh active Pending
- 2008-10-23 KR KR20107010466A patent/KR20100098603A/ko not_active Application Discontinuation
- 2008-10-23 CA CA2703348A patent/CA2703348A1/en not_active Abandoned
-
2014
- 2014-01-09 JP JP2014002689A patent/JP2014128681A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| CN101909578A (zh) | 2010-12-08 |
| GB0720730D0 (en) | 2007-12-05 |
| AU2008315811B2 (en) | 2014-05-15 |
| AU2008315811A1 (en) | 2009-04-30 |
| EP2211822B1 (en) | 2024-05-15 |
| CN104721059A (zh) | 2015-06-24 |
| WO2009053699A1 (en) | 2009-04-30 |
| CA2703348A1 (en) | 2009-04-30 |
| JP2014128681A (ja) | 2014-07-10 |
| NZ585488A (en) | 2011-12-22 |
| EP2211822A1 (en) | 2010-08-04 |
| US20100312276A1 (en) | 2010-12-09 |
| JP2011500245A (ja) | 2011-01-06 |
| US9095501B2 (en) | 2015-08-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20100098603A (ko) | 우유젖꼭지 | |
| KR101107799B1 (ko) | 인공 젖꼭지, 포유기 및 인공 젖꼭지의 제조방법 | |
| AU2004284832B2 (en) | Bottle, in particular baby's bottle and production method therefor | |
| JP2008142574A (ja) | おしゃぶり保護板を備えたおしゃぶり及びおしゃぶり保護板の製造方法 | |
| JP2016521159A (ja) | 歯の清掃道具 | |
| CN107115202B (zh) | 出牙嚼器 | |
| US9999574B2 (en) | Method for producing a pacifier teat, and pacifier teat | |
| JP4813777B2 (ja) | 人工乳首及び哺乳器 | |
| CN107809992B (zh) | 瓶喂装置及相关的瓶子 | |
| JP2741868B2 (ja) | 哺乳瓶用キャップ付乳首 | |
| US20110202090A1 (en) | Method for the production of a pacifier teat | |
| JP3225605U (ja) | 授乳瓶 | |
| TW201124129A (en) | Artificial nipple and nursing container using same | |
| EP3856121A2 (en) | Multiflow teat-ring for baby bottle and baby bottle comprising same | |
| JP2010184141A (ja) | 人工乳首及び哺乳器 | |
| CN215724113U (zh) | 液体加热器 | |
| KR101131617B1 (ko) | 견고한 결합구조를 갖는 이중용기 | |
| TWI543730B (zh) | 口腔保健器具及製造口腔保健器具之方法 | |
| WO2023161026A1 (en) | Pacifiers and methods for making pacifiers | |
| EP1872766A2 (en) | Improved baby products and methods of manufacture | |
| KR20150043151A (ko) | 노리개 젖꼭지 | |
| WO2018137288A1 (zh) | 人工奶嘴以及幼儿饮用器具 | |
| JP5300790B2 (ja) | 医療用キャップ及びその製造方法 | |
| MXPA01009150A (es) | Mango de denticion en dos partes para chupon de bebe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |