JP2011500245A - スーザー - Google Patents
スーザー Download PDFInfo
- Publication number
- JP2011500245A JP2011500245A JP2010530543A JP2010530543A JP2011500245A JP 2011500245 A JP2011500245 A JP 2011500245A JP 2010530543 A JP2010530543 A JP 2010530543A JP 2010530543 A JP2010530543 A JP 2010530543A JP 2011500245 A JP2011500245 A JP 2011500245A
- Authority
- JP
- Japan
- Prior art keywords
- soother
- nipple
- shield
- attachment portion
- silicone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J17/00—Baby-comforters; Teething rings
- A61J17/10—Details; Accessories therefor
- A61J17/105—Nipple attachments
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J17/00—Baby-comforters; Teething rings
- A61J17/001—Baby-comforters
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J11/00—Teats
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J17/00—Baby-comforters; Teething rings
- A61J17/10—Details; Accessories therefor
- A61J17/111—Holders therefor, e.g. to prevent loss or to hold in place
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/18—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/70—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by moulding
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L83/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon with or without sulfur, nitrogen, oxygen or carbon only; Compositions of derivatives of such polymers
Abstract
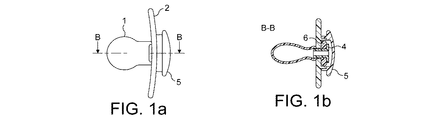
本発明は,乳首とシールドを共成型し,シールド素材に乳首素材を被覆成形することにより構成された乳首とシールドを含むスーザーに関する。その結果として,結合の安全性が高く,簡易に洗浄することができるスーザーを提供する。
【選択図】 図13
Description
Claims (27)
- 比較的柔軟な第1の素材で形成された乳首部と,比較的強硬な第2の素材で形成された取付部とを共成型する共成型工程を含む
スーザーの製造方法。 - 前記取付部は,シールドを含む
請求項1に記載のスーザーの製造方法。 - 前記共成型工程は,注射成形工程又は圧縮成形工程のいずれかを含む
請求項1又は請求項2に記載のスーザーの製造方法。 - 前記乳首部及び前記取付部の表面は,前記共成型工程の結果,結着される
請求項1から請求項3のいずれかに記載のスーザーの製造方法。 - 前記乳首部は,前記取付部上に,被覆成型される
請求項1から請求項4のいずれかに記載のスーザーの製造方法。 - 前記乳首部は,部分的に,前記取付部上に,被覆成型される
請求項5に記載のスーザーの製造方法。 - 前記乳首部は,前記取付部の少なくとも一部を形成し,前記一部と連動する
請求項5又は請求項6に記載のスーザーの製造方法。 - 請求項1から請求項7のいずれかに記載の方法により製造されたスーザー。
- 比較的柔軟な乳首部と,
比較的強硬な取付部とを含み,
前記乳首部は,前記取付部と結着するために,少なくとも,前記取付部の一部と,共成型される
スーザー。 - 前記乳首部は,前記取付部上に,被覆成型される
請求項9に記載のスーザー。 - 前記乳首部の表面は,前記取付部の表面と結着されている
請求項9又は請求項10に記載のスーザー。 - 前記取付部は,シールドを含む
請求項9から請求項11のいずれかに記載のスーザー。 - 前記比較的柔軟な乳首部と,前記比較的強硬な取付部は,互いにシリコーン素材で形成されている
請求項9から請求項12のいずれかに記載のスーザー。 - 前記比較的柔軟な乳首部は,30〜70の間のショア硬度A,好ましくは50ショア硬度Aのシリコーンを含み,
前記比較的強硬な取付部は,70〜100の間のショア硬度A,好ましくは80ショア硬度Aのシリコーンを含む
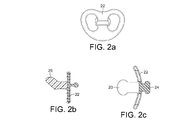
請求項13に記載のスーザー。 - 前記取付部は,実質的に,前記取付部の内面及び外面の間に延伸する内壁によって形成された中央開口部を含む
請求項9から請求項14のいずれかに記載のスーザー。 - 前記乳首部は,前記取付部の前記内壁に対応する強化されたリング構造を含み,
前記内壁と前記リング構造の間が結着している
請求項15に記載のスーザー。 - 前記内壁は,取付部の内面と外面の間に延伸する傾斜した隆起部
請求項15又は請求項16に記載のスーザー。 - 前記取付部は,さらに,実質的に,前記中央開口部の周囲に沿って形成された複数の孔を含む
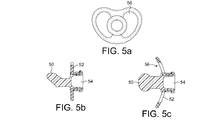
前記請求項15から請求項17のいずれかに記載のスーザー。 - 少なくとも,前記取付部は,複数の開口部を有するメッシュ素材を含む
請求項9から請求項18のいずれかに記載のスーザー。 - 前記メッシュ素材は,前記取付部を形成するために,連続する素材によって,封入される
請求項19に記載のスーザー。 - 使用の際における,前記乳首部の柔軟性を向上させるため,
前記乳首部は,少なくとも,一部に,比較的薄い領域を含む
請求項9から請求項20のいずれかに記載のスーザー。 - 前記乳首部は,実質的に,中空構造である
請求項9から請求項21のいずれかに記載のスーザー。 - 前記乳首部の内部には,前記取付部の開口部を介して,通じることが可能である
請求項22に記載のスーザー。 - 前記乳首部は,実質的に,中実構造である
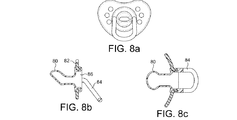
請求項9から請求項12のいずれかに記載のスーザー。 - さらに,ハンドルを含む
請求項9から請求項24のいずれかに記載のスーザー。 - 前記ハンドルは,前記乳首部の延伸部として形成される
請求項25に記載のスーザー。 - 実質的に,図面を参酌して明細書中に記載されている方法,及びスーザー。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB0720730A GB0720730D0 (en) | 2007-10-23 | 2007-10-23 | Soother |
| PCT/GB2008/003593 WO2009053699A1 (en) | 2007-10-23 | 2008-10-23 | Soother |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014002689A Division JP2014128681A (ja) | 2007-10-23 | 2014-01-09 | スーザー |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011500245A true JP2011500245A (ja) | 2011-01-06 |
| JP2011500245A5 JP2011500245A5 (ja) | 2011-09-29 |
Family
ID=38829753
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010530543A Pending JP2011500245A (ja) | 2007-10-23 | 2008-10-23 | スーザー |
| JP2014002689A Pending JP2014128681A (ja) | 2007-10-23 | 2014-01-09 | スーザー |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014002689A Pending JP2014128681A (ja) | 2007-10-23 | 2014-01-09 | スーザー |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US9095501B2 (ja) |
| EP (1) | EP2211822B1 (ja) |
| JP (2) | JP2011500245A (ja) |
| KR (1) | KR20100098603A (ja) |
| CN (2) | CN101909578A (ja) |
| AU (1) | AU2008315811B2 (ja) |
| CA (1) | CA2703348A1 (ja) |
| GB (1) | GB0720730D0 (ja) |
| NZ (1) | NZ585488A (ja) |
| WO (1) | WO2009053699A1 (ja) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202008005269U1 (de) * | 2008-02-28 | 2008-08-21 | Mapa Gmbh Gummi- Und Plastikwerke | Beruhigungssauger mit an einem Mundschild fixiertem Lutschteil |
| AT508548B1 (de) * | 2009-09-11 | 2011-02-15 | Mam Babyartikel | Verfahren zur zumindest abschnittsweisen verbindung von wänden eines hohlkörpers sowie hohlkörper |
| GB0922607D0 (en) * | 2009-12-23 | 2010-02-10 | Jackel Int Ltd | Teether |
| US20130060281A1 (en) * | 2010-05-14 | 2013-03-07 | Great Fortune (Hk) Limited | Multilayer One-Piece Pacifier |
| DE202010011047U1 (de) * | 2010-08-04 | 2011-03-17 | Brockhaus, Rolf, Dr. | Beruhigungssauger aus verschiedenen Silikonen |
| AT510970B1 (de) * | 2011-02-11 | 2012-08-15 | Mam Babyartikel | Verfahren zur herstellung eines schnullersaugers sowie schnullersauger |
| DE202012008764U1 (de) * | 2012-09-13 | 2014-01-10 | Mapa Gmbh | Schnuller |
| US9943146B2 (en) | 2015-05-27 | 2018-04-17 | Qalo Llc | Compression molded silicone ring |
| WO2017011571A1 (en) * | 2015-07-14 | 2017-01-19 | Qalo Llc | Compression molded silicone ring |
| EP3525748A4 (en) * | 2016-10-14 | 2020-09-09 | Doddle & Co, LLC | HYGIENIC PACIFIER APPARATUS AND METHOD |
| US20180104159A1 (en) * | 2016-10-17 | 2018-04-19 | Michael K. Bredemeier | Pacifier |
| WO2018183156A1 (en) | 2017-03-27 | 2018-10-04 | Davis John J | Pacifier |
| GB201802959D0 (en) * | 2018-02-23 | 2018-04-11 | Bateman Nicola Jane | Artificial teat |
| GB202002008D0 (en) | 2020-02-13 | 2020-04-01 | Mayborn Uk Ltd | Soother |
| GB2609909A (en) * | 2021-08-09 | 2023-02-22 | Matchstick Monkey Ltd | Moulded infant product |
| USD1011542S1 (en) | 2022-02-25 | 2024-01-16 | Mapa Gmbh | Pacifier |
| WO2023161026A1 (en) * | 2022-02-25 | 2023-08-31 | Mapa Gmbh | Pacifiers and methods for making pacifiers |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3316824A1 (de) * | 1983-05-07 | 1984-11-08 | Mapa GmbH Gummi- und Plastikwerke, 2730 Zeven | Verfahren zur herstellung eines saugers mit mundplatte und nach diesem verfahren hergestellter sauger |
| JPS62227356A (ja) * | 1986-03-29 | 1987-10-06 | 堀川 次郎 | おしやぶりの製造方法 |
| WO2007028971A1 (en) * | 2005-09-09 | 2007-03-15 | Jackel International Limited | Soother |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB256897A (en) | 1926-04-16 | 1926-08-19 | Clarence Joseph Reilly | Nursing bottles |
| SE7712191L (sv) * | 1977-10-28 | 1979-04-29 | Ehn Gosta | Trostnapp |
| US4297313A (en) * | 1978-08-18 | 1981-10-27 | Duckstein Stuart S | Method for manufacturing a pacifier |
| GB8717332D0 (en) | 1987-07-22 | 1987-08-26 | Avent Medical Ltd | Feeding teat |
| US5275619A (en) * | 1991-01-03 | 1994-01-04 | Board Of Regents, The University Of Texas System | Low birth weight infant pacifier |
| FR2713076B1 (fr) * | 1993-12-03 | 1996-01-12 | Seb Sa | Dispositif d'obturation et d'éjection de sac d'aspirateur. |
| EP0814749B1 (en) | 1995-03-03 | 1999-10-06 | Cambridge Consultants Limited | Liquid feed bottle |
| DE19520540C2 (de) | 1995-06-03 | 2002-02-28 | Mapa Gmbh Gummi Plastikwerke | Verfahren zum Herstellen eines Saugers für Befestigung an Flaschen |
| FR2747372B1 (fr) | 1996-04-12 | 1998-06-26 | Central Labo Europ Sarl | Bouchon presentant une bague et une partie en forme de tetine |
| US5759195A (en) * | 1997-05-12 | 1998-06-02 | Lisco, Inc. | Mesh pacifier |
| AT4164U1 (de) * | 2000-02-21 | 2001-03-26 | Bamed Ag | Schnuller-sauger |
| SE520041C2 (sv) * | 2001-02-12 | 2003-05-13 | Friska Taender Ab | Formsprutad napp |
| US6776157B2 (en) * | 2001-03-14 | 2004-08-17 | The Regents Of The University Of Michigan | Medical pacifier and method for use thereof |
| US6695869B2 (en) * | 2001-11-28 | 2004-02-24 | Playtex Products, Inc. | Pacifier |
| MY126262A (en) * | 2002-03-12 | 2006-09-29 | Maidamax M Sdn Bhd | A process for coalescing elastomeric article with a substantially square-shaped elastomeric bead and the end product from the process |
| DE10227787B4 (de) * | 2002-03-22 | 2006-02-23 | Novatex Gmbh | Sauger |
| US8834525B2 (en) * | 2002-05-03 | 2014-09-16 | Cara L. Thornton | Mood pacifier |
| CA2492798A1 (en) * | 2005-01-17 | 2006-07-17 | Sarah Stichmann | Infant pacifier |
| US20070021783A1 (en) * | 2005-07-20 | 2007-01-25 | Aida Viana | Vaporizer pacifier |
| US8066738B2 (en) * | 2008-03-31 | 2011-11-29 | Playtex Products, Inc. | Pacifier |
-
2007
- 2007-10-23 GB GB0720730A patent/GB0720730D0/en not_active Ceased
-
2008
- 2008-10-23 EP EP08840868.7A patent/EP2211822B1/en active Active
- 2008-10-23 CN CN2008801224591A patent/CN101909578A/zh active Pending
- 2008-10-23 AU AU2008315811A patent/AU2008315811B2/en active Active
- 2008-10-23 CN CN201510103604.3A patent/CN104721059A/zh active Pending
- 2008-10-23 WO PCT/GB2008/003593 patent/WO2009053699A1/en active Application Filing
- 2008-10-23 NZ NZ585488A patent/NZ585488A/en not_active IP Right Cessation
- 2008-10-23 US US12/734,280 patent/US9095501B2/en active Active
- 2008-10-23 KR KR20107010466A patent/KR20100098603A/ko not_active Application Discontinuation
- 2008-10-23 CA CA2703348A patent/CA2703348A1/en not_active Abandoned
- 2008-10-23 JP JP2010530543A patent/JP2011500245A/ja active Pending
-
2014
- 2014-01-09 JP JP2014002689A patent/JP2014128681A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3316824A1 (de) * | 1983-05-07 | 1984-11-08 | Mapa GmbH Gummi- und Plastikwerke, 2730 Zeven | Verfahren zur herstellung eines saugers mit mundplatte und nach diesem verfahren hergestellter sauger |
| JPS62227356A (ja) * | 1986-03-29 | 1987-10-06 | 堀川 次郎 | おしやぶりの製造方法 |
| WO2007028971A1 (en) * | 2005-09-09 | 2007-03-15 | Jackel International Limited | Soother |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2703348A1 (en) | 2009-04-30 |
| JP2014128681A (ja) | 2014-07-10 |
| US20100312276A1 (en) | 2010-12-09 |
| KR20100098603A (ko) | 2010-09-08 |
| US9095501B2 (en) | 2015-08-04 |
| EP2211822A1 (en) | 2010-08-04 |
| AU2008315811B2 (en) | 2014-05-15 |
| EP2211822B1 (en) | 2024-05-15 |
| GB0720730D0 (en) | 2007-12-05 |
| NZ585488A (en) | 2011-12-22 |
| CN101909578A (zh) | 2010-12-08 |
| AU2008315811A1 (en) | 2009-04-30 |
| WO2009053699A1 (en) | 2009-04-30 |
| CN104721059A (zh) | 2015-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2011500245A (ja) | スーザー | |
| KR101107799B1 (ko) | 인공 젖꼭지, 포유기 및 인공 젖꼭지의 제조방법 | |
| CN1325034C (zh) | 改进的婴儿产品 | |
| CN105705010B (zh) | 具有包封于透明的外壳中的装饰片的宠物玩具 | |
| US6695869B2 (en) | Pacifier | |
| JP2016521159A (ja) | 歯の清掃道具 | |
| KR20130128455A (ko) | 장식 부재를 갖는 구강 관리 기구 및 그 형성 방법 | |
| RU2431459C2 (ru) | Соска-пустышка | |
| CN107105874B (zh) | 具有多部件柄部的口腔护理器具 | |
| JP4813777B2 (ja) | 人工乳首及び哺乳器 | |
| TWI543727B (zh) | 口腔保健器具及製造口腔保健器具之方法 | |
| US9629784B2 (en) | Pacifiers | |
| TWI543730B (zh) | 口腔保健器具及製造口腔保健器具之方法 | |
| KR100969062B1 (ko) | 수액팩용 밀봉캡 | |
| JP2010184141A (ja) | 人工乳首及び哺乳器 | |
| JP5782839B2 (ja) | 飲料容器 | |
| MXPA01009150A (es) | Mango de denticion en dos partes para chupon de bebe | |
| JP2010240084A (ja) | ノーズアダプタ | |
| JP2003301310A (ja) | 小児用エプロン |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110812 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110812 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121225 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130325 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130910 |