KR20100057821A - 보강재 하우징을 구비한 관 연결구 - Google Patents
보강재 하우징을 구비한 관 연결구 Download PDFInfo
- Publication number
- KR20100057821A KR20100057821A KR1020107003873A KR20107003873A KR20100057821A KR 20100057821 A KR20100057821 A KR 20100057821A KR 1020107003873 A KR1020107003873 A KR 1020107003873A KR 20107003873 A KR20107003873 A KR 20107003873A KR 20100057821 A KR20100057821 A KR 20100057821A
- Authority
- KR
- South Korea
- Prior art keywords
- ring
- pipe
- retaining ring
- tube
- retaining
- Prior art date
Links
Images





Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L47/00—Connecting arrangements or other fittings specially adapted to be made of plastics or to be used with pipes made of plastics
- F16L47/02—Welded joints; Adhesive joints
- F16L47/03—Welded joints with an electrical resistance incorporated in the joint
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/3404—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint
- B29C65/342—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint comprising at least a single wire, e.g. in the form of a winding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/565—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits involving interference fits, e.g. force-fits or press-fits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/12—Joint cross-sections combining only two joint-segments; Tongue and groove joints; Tenon and mortise joints; Stepped joint cross-sections
- B29C66/122—Joint cross-sections combining only two joint-segments, i.e. one of the parts to be joined comprising only two joint-segments in the joint cross-section
- B29C66/1222—Joint cross-sections combining only two joint-segments, i.e. one of the parts to be joined comprising only two joint-segments in the joint cross-section comprising at least a lapped joint-segment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/12—Joint cross-sections combining only two joint-segments; Tongue and groove joints; Tenon and mortise joints; Stepped joint cross-sections
- B29C66/122—Joint cross-sections combining only two joint-segments, i.e. one of the parts to be joined comprising only two joint-segments in the joint cross-section
- B29C66/1224—Joint cross-sections combining only two joint-segments, i.e. one of the parts to be joined comprising only two joint-segments in the joint cross-section comprising at least a butt joint-segment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/522—Joining tubular articles
- B29C66/5221—Joining tubular articles for forming coaxial connections, i.e. the tubular articles to be joined forming a zero angle relative to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/522—Joining tubular articles
- B29C66/5224—Joining tubular articles for forming fork-shaped connections, e.g. for making Y-shaped pieces
- B29C66/52241—Joining tubular articles for forming fork-shaped connections, e.g. for making Y-shaped pieces with two right angles, e.g. for making T-shaped pieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/522—Joining tubular articles
- B29C66/5229—Joining tubular articles involving the use of a socket
- B29C66/52291—Joining tubular articles involving the use of a socket said socket comprising a stop
- B29C66/52292—Joining tubular articles involving the use of a socket said socket comprising a stop said stop being internal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/522—Joining tubular articles
- B29C66/5229—Joining tubular articles involving the use of a socket
- B29C66/52296—Joining tubular articles involving the use of a socket said socket comprising sealing elements, e.g. gaskets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/522—Joining tubular articles
- B29C66/5229—Joining tubular articles involving the use of a socket
- B29C66/52298—Joining tubular articles involving the use of a socket said socket being composed by several elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/55—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles sealing elements being incorporated into the joints, e.g. gaskets
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L21/00—Joints with sleeve or socket
- F16L21/08—Joints with sleeve or socket with additional locking means
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L47/00—Connecting arrangements or other fittings specially adapted to be made of plastics or to be used with pipes made of plastics
- F16L47/06—Connecting arrangements or other fittings specially adapted to be made of plastics or to be used with pipes made of plastics with sleeve or socket formed by or in the pipe end
- F16L47/12—Connecting arrangements or other fittings specially adapted to be made of plastics or to be used with pipes made of plastics with sleeve or socket formed by or in the pipe end with additional locking means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/3404—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint
- B29C65/3444—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint being a ribbon, band or strip
- B29C65/3452—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the type of heated elements which remain in the joint being a ribbon, band or strip forming a sleeve, e.g. a wrap-around sleeve
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/3472—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the composition of the heated elements which remain in the joint
- B29C65/3476—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" characterised by the composition of the heated elements which remain in the joint being metallic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/24—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight
- B29C66/242—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight said joint lines being closed, i.e. forming closed contours
- B29C66/2422—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight said joint lines being closed, i.e. forming closed contours being circular, oval or elliptical
- B29C66/24223—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight said joint lines being closed, i.e. forming closed contours being circular, oval or elliptical being oval
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/74—Joining plastics material to non-plastics material
- B29C66/742—Joining plastics material to non-plastics material to metals or their alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2305/00—Use of metals, their alloys or their compounds, as reinforcement
Abstract
본 발명은, 관(3)의 삽입 단부(2)를 연결 슬리브(4)에, 즉 원주면에 상기 삽입 단부(2)를 둘러싸고 있으며 상기 연결 슬리브(4)의 내부 홈(12) 안에 배치되는 유지 링(18)을 구비하는 연결 슬리브(4)에, 풀림 불가능하게 연결시키기 위한 관 연결구(1)에 관한 것이다. 상기 연결 슬리브(4)는, 상기 내부 홈(12)을 포함하는 대략 원통형인 슬리브 부분(11)의 원주부의 일부 영역 둘레에, 슬릿형 벽 절결부(13)를 구비하고, 상기 절결부를 통해서 상기 유지 링(18)이 삽입됨으로써 연결구가 형성된다.
Description
본 발명은 특허청구범위의 청구항 1의 전문부에 기재된 관 연결구에 관한 것이다.
슬리브형 관 연결구는 독일 특허 공개 공보 DE 103 06 316 A1호에 공지되어 있는데, 이와 같이 공지된 슬리브형 관 연결구에 있어서는, 커프(cuff) 안으로 도입된 관의 삽입 단부를 둘러싸서 밀봉부를 형성하는 밀봉 링이 커프의 홈의 원주 방향 수용 홈에 배치되고, 상기 밀봉 링은 상기 수용 홈의 형상과 조화되는 유지 영역과 밀봉 영역으로 이루어지며 단일 부품으로 형성되고, 상기 밀봉 영역은 상기 유지 영역에 비해 더 낮은 경도를 갖도록 구성되어 있다. 상기 커프는 대면하는 단부 영역(face end region)에 또 다른 홈을 구비하고, 상기 홈 안에는 유지 볼트가 관이 빠져나오는 것을 방지하기 위한 안전 수단으로서 삽입된다.
또한, 미국 특허 공보 US 6,142,484 A호에는 적어도 2개의 다른 재료로 구성되어 서로가 연결된 지지 및 밀봉 링이 공지되어 있다. 대략 원추형 링의 형상으로 형성된 상기 지지 링은 실질적으로는 비탄성 재료로 제조되고, 탄성 변형 재료로 구성된 밀봉 링은 중심 축선에 대해 수직, 혹은 대략 수직을 이루도록 배향된 기부 표면 상에 성형된다. 또한, 지지 링에는 쐐기 형상으로 돌출하며 원주에 걸쳐 분포된 강화 늑골(rib)들이 마련된다. 또한 밀봉 요소는 관통 구멍 안에서 중심 축선의 방향으로 내면을 넘어서 돌출하는 링형 밀봉 립(lip)을 구비한다.
또한, 플라스틱 관의 삽입 단부들을 가열 방식으로 연결시키기 위하여 플라스틱으로 제조된 슬리브형 관으로 이루어진 전기 융접 커프들도 공지되어 있다. 상기 슬리브형 관은 전기 에너지를 공급하기 위한 커넥터를 구비하며 벽에 매립되는 전기 저항 가열 소자를 구비한다. 연결할 관 단부들은 상기 슬리브형 관 안에 삽입되어서, 한편으로는 상기 관 단부들의 대향측에 놓인 표면들과, 다른 한편으로는 상기 슬리브형 관과 대면하도록 용융 공정에 의해서 가열 접착된다.
본 발명의 기술적 과제는 인장 응력을 견디는 슬리브형 관 연결구로서, 튜브가 빠져 나오지 못하게 하는 견고성을 제공하는 각기 다른 요소들을 사용하여 간단한 조립을 가능하게 하는 슬리브형 관 연결구를 만드는 것이다. 본 발명의 슬리브형 관 연결구는 꼭 끼는 공간 조건 하에서 조차도 슬리브형 관 연결구를 제조하는 것을 가능하게 할 것이다.
본 발명의 기술적 과제는 청구항 1의 특징부에 기재된 특징들에 의해서 달성된다. 이와 관련한 놀라운 이점은, 관 연결구를 본 발명과 같은 방식으로 제조하게 되면, 다른 형상으로 구성된 유지 링들의 선택적 사용을 가능하게 하며, 풀림 불가능 관 연결구와 풀림 가능 관 연결구 모두에 있어서 그 각각의 경우에 맞게 적응시킬 수 있다는 점이다.
이와 관련하여, 용융 공정에 의해서 삽입 단부와 가열 방식으로 연결될 수 있는 플라스틱 링에 의해서 유지 링이 형성되고, 전기 가열 소자가 상기 유지 링을 형성하는 플라스틱 링 안에 배치되도록 한 여러 실시예들이 가능하다. 이와 같은 방식으로 해서, 튜브가 빠져나오는 것을 방지하는 견고성이 달성되고, 풀림 불가능 관 연결구를 위해서 큰 당김력을 수용할 수 있도록 한 견고성이 달성된다.
본 발명의 또 다른 실시예에 따르면, 삽입 단부는 튜브 단부의 삽입 방향에서 여분 길이만큼 유지 링을 지나서 돌출할 수 있다. 원주부가 삽입 단부를 둘러싸는 밀봉 링, 바람직하기로는 립 밀봉 링이, 삽입 단부의 삽입 방향에서 앞의 홈으로부터 이격된 링 홈 안에 내부 홈에 인접하게 배치된다. 밀봉 링은 유지 링 안에 연결되어서 특히 그 유지 링에 성형된다. 또한, 밀봉 링은 상기 유지 링의 재료에 비해서 더 큰 탄성력을 보이는 재료로 형성된다. 관이 빠지는 것에 대한 저항성 및 내압성 모두를 갖춘, 간단한 조립을 가능하게 하는 관 연결구가 달성된다.
그러나, 축선 방향으로 슬릿 모양 벽 절결부에 걸쳐지며 슬리브 부분의 벽 절결부의 양측에 고정된 적어도 하나의 가교 부재를 구비시킨 실시예들도 가능하고, 상기 가교 부재는 상기 슬리브 부재에 탈착 가능하게 부착될 수 있고, 특히 나사 고정될 수 있는데, 이와 같은 방식에 의하면 피팅(fitting)을 공간 절약 크기로 만드는 것이 달성되고 그와 동시에 하우징 강도를 크게 하는 것이 달성된다.
또한, 유지 링은 반경 방향으로 탄성 변형되게 구성할 수 있다. 이와 같은 바람직한 실시예에 의하면 유지 링을 연결 슬리브의 링 홈 안으로 자동으로 동축 정렬시키는 것이 보장되고, 그에 따라 조립 공정이 단순화된다.
유지 링에는 내부 원주면에 치차형 유지 수단이 마련되고, 상기 유지 수단은 내부 원주면에 치차를 구비하는 회부 성형(molded-in) 부재들, 특히 고강도 부재들에 의해 형성된다. 이들 유지 수단은 유지 링의 재료보다 강도가 더 큰 재료, 특히 금속 재료로 구성된다. 또한, 유지 링은 쐐기형 조임 링에 의해서 관의 외부 원주면에 대해서 반경 방향으로 가압되거나 혹은 가압될 수 있다. 상기 쐐기형 조임 링은 연결 슬리브에 배치된 대면측 나사 형성 구멍에 이 구멍을 통하여 돌출하는 조임 나사들과 플랜지에 의해 조정 가능하게 부착된다. 피팅이 구비되어 있으며 큰 당김력을 흡수할 수 있는 풀림 가능 관 연결구는, 특허청구범위에 기재되어 있는 바람직한 또 다른 개선된 특징들에 의해서 달성된다.
유지 링은 호형 링 세그먼트들에 의해 형성되는데, 이 방식에 의하면 균일한 형상으로 성형된 호형 세그먼트들을 소정의 범위 내에서 가변적인 관 직경들에 맞추는 것이 달성된다.
벽 절결부의 폭은 내부 홈의 폭에 대략 대응한다. 벽 절결부의 슬릿 폭은 유지 링의 외경보다 작다. 이상과 같은 바람직한 실시예들에 있어서는, 삽입 단부를 연결 슬리브 안에 거의 유격 없이 지지시키는 것이 달성된다.
또한, 슬리브 부분은 관 형상으로 구성될 수 있고 원형 단면 형상뿐만 아니라 난형 또는 다각형 단면 형상도 가질 수 있다. 이러한 것들은 하우징 관련 실시예들의 바람직한 변형례로서, 관 단부로의 당김 저항성 연결을 위하여 내부 홈의 영역들을 변형한 변형례들이다.
그런데, 유지 링이 C형으로 형성되고, 그 유지 링의 폭의 일부 영역에 걸쳐서는 반경 방향으로 연장하며 원주면에 걸쳐서 분포된 절개부들을 구비하는 실시예들도 또한 바람직하다. 이 방식에 의하면, 유지 링의 반경 방향 탄성이 달성됨으로써, 유지 링이 고강도 재료로 제조되는 경우에도 조립이 간단해진다.
일례로 나사와 같은 적어도 하나의 장력 앵커가 벽 절결부의 영역에 배치되고, 상기 앵커는 축선 방향으로 연장되며 비드 가장자리(bead edge)를 슬리브 부분과 연결시키고 슬리브 부분의 안정성 유지를 위한 작용을 하며 당김력이 발생했을 때에 그 당김력에 대한 큰 저항 강도를 보장할 수 있도록 한 구성으로 된, 실시예도 가능하다.
밀봉 링이 위에 성형되는 유지 링은 2-컴포넌트 사출 성형 부품에 의해 형성되고, 상술한 바와 같은 바람직한 실시예에 따르면 유지 링을 특히 생산 기술의 관점에서 밀봉 링과 조합해서 효율적인 대량 생산 방식으로 생산할 수 있는 효과가 달성된다.
연결 슬리브는 연결 관의 일체형 부품이며, 밸브 하우징, 슬라이드 하우징 등과 같은 하우징의 일체형 부품이다.
끝으로, 하우징 또는 연결 관은 플라스틱으로 형성되고, 금속 재료 특히 주조 재료로 구성된다. 특허청구범위의 청구항들은 관 연결구의 적용 범위를 여러 가지 다른 적용 사례로 확장한 또 다른 유리한 개선점들에 대해 기재하고 있다.
이상에서 설명한 특징들 모두는 선택적으로 제공될 수 있고, 필요에 따라서는 조합해서 제공될 수 있다.
이하에서는 본 발명을 더욱 잘 이해할 수 있도록 하기 위해 도면에 도시된 예시적인 실시예들을 참조해서 더욱 상세하게 설명한다.
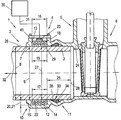
도 1은 슬라이드의 하우징의 연결 슬리브 상에 있는 본 발명에 따른 관 연결구의 측단면도이다.
도 2는 본 발명에 따른 관 연결구의 일부 영역의 평면도이다.
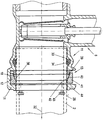
도 3은 본 발명에 따른 관 연결구의 다른 실시예의 측단면도이다.
도 4 및 도 5는 연결 관 위에 연결 슬리브가 착좌되어 있는 상태를 도시한 것으로 도 1 및 도 3과 유사한 단면도이다.
도 6은 특수한 형상 구조를 하고 있는 밀봉 링의 단면도이다.
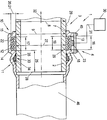
도 7 및 도 8 유지 링의 또 다른 실시예를 각각 다른 단면에서 도시한 단면도이다.
도 2는 본 발명에 따른 관 연결구의 일부 영역의 평면도이다.
도 3은 본 발명에 따른 관 연결구의 다른 실시예의 측단면도이다.
도 4 및 도 5는 연결 관 위에 연결 슬리브가 착좌되어 있는 상태를 도시한 것으로 도 1 및 도 3과 유사한 단면도이다.
도 6은 특수한 형상 구조를 하고 있는 밀봉 링의 단면도이다.
도 7 및 도 8 유지 링의 또 다른 실시예를 각각 다른 단면에서 도시한 단면도이다.
서두에서 언급할 점은, 설명하고 있는 여러 실시예에서 동일한 부재에 동일한 참조 부호 및/또는 부재 명칭을 붙였고, 이에 의해 명세서 전반에 걸친 설명들은 동일한 참조 부호 및/또는 부재 명칭을 갖는 동일한 부품에 대해 유사하게 적용할 수 있다. 또한, 명세서에서 선정된 위치 표시, 일례로 상부, 바닥, 측면 등과 같은 위치 표시는 그와 관련하여 설명하고 있고 도시하고 있는 도면들과 관련되며, 위치 변화가 있는 경우에는 새로운 위치로 바뀔 수 있다.
도 1 및 도 2에, 특히 플라스틱 관(3)의 삽입 단부(2)를 슬라이드의 하우징(5), 즉 연결 슬리브(4)를 구비하는 슬라이드의 하우징(5)에 빠질 수 없게 연결시키는 관 연결구(1)가 도시되어 있다.
도시된 예시적인 실시예는 삽입 단부(2)를 차단 슬라이드(6)의 하우징(5)의 연결 슬리브(4)에 연결시키는 관 연결구(1)를 도시하고 있는데, 상기 삽입 단부(2)는 빠질 수 없게, 필요에 따라서는 억지끼워맞춤 방식으로 슬리브 하우징(7)에 수용된다.
하우징(5)은 일례로 비금속 또는 금속 재료를 가지고 연결 슬리브(4)와 함께 단일 부품으로 형성되고, 특히 사출 성형 또는 주조 부품으로 형성된다.
관의 삽입 단부(2)는 연결 슬리브(4)의 영역에 하우징(5)의 슬리브 개부(7)의 직경(9)보다 약간 작은 외경(8)을 갖는 소위 매끄러운 뾰족 단부이고, 이에 따라 삽입 단부의 삽입이 가능해진다.
대면측 단부 영역(10)에서, 연결 슬리브(4)는 원통형, 난형, 또는 다각형 슬리브 부분(11)의 형상으로 형성되고, 대략 직사각형 단면을 갖는 내부 홈(12)을 구비한다.
내부 홈(12)의 영역에서, 슬리브 부분(11)에는 원주부의 일부 영역에 걸쳐서 연장되는 슬릿 형상의 벽 절결부(13)가 마련된다. 상기 내부 홈(12)은 한편으로는 슬리브 부분(11)의 틀 성형 부분(molded-out part)(14)에 의해서 하우징(5)의 방향으로, 다른 한편으로는 회부 성형 부분(molded-in part)(15)에 의해서 축선 방향으로 경계가 구획되고, 상기 벽 절결부(13)의 폭(16)은, 도시된 예시적인 실시예에 따르면, 축선 방향에서 측정했을 때에 내부 홈(12)의 폭(17)과 거의 같다.
내부 홈(12)은 삽입 단부(2)를 원주 방향으로 둘러싸는 유지 링(18)을 수용하도록 설계되고, 상기 유지 링은 상기 벽 절결부(13)의 폭(16)보다 약간 작은 폭(19)과 내부 홈(12)의 홈 깊이(21)에 상응하는 링 높이(20)를 갖는 대략 직사각형인 단면을 가지는데, 다시 말해, 유지 링(18)은 그 치수를 링 폭(17)과 링 높이(20)의 관점에서 보면 내부 홈(12)의 단면과 거의 맞게 설계된다.
이와 같은 종류의 유지 링(18)은 소위 플라스틱 융접 링(plastic weld-on ring)이라고 하는데, 이는 단면 안에 매립되어서 외측으로 연결되는 전기 커넥터(23)를 구비하는 전기 저항 가열 소자(22)를 구비하는 것이다.
당김 저항성 관 연결구(1)는, 유지 링(18)을 외측으로부터 벽 절결부(13)를 관통해서 내부 링(12) 안으로 삽입시키고, 이어서 관의 삽입 단부를 하우징(5)의 슬리브 개부(7) 안으로 도입시킴으로써 제조되는데, 이에 의하면 삽입 단부(2)는 하우징(5) 내에서 구멍 연장부(24)의 방향으로 유지 링(18)을 지나서 돌출하여서, 바람직하기로는 삽입 단부(2)의 여분 길이(25)를 위한 구획부로서의 역할을 한다.
삽입 단부(2)를 연결 슬리브(4)의 슬리브 개구(7) 안으로 삽입한 결과, 내부 홈(12) 안에 매립된 유지 링(18)은 삽입 단부(2)에 이르게 되고, 이에 의해, 바람직하게도 유지 링(18)의 내경(27)이 삽입 단부(2)의 외경(8)보다 약간 작다는 점에서 보면, 표면(26)과의 유격이 거의 없는 삽착 및 완전 접촉이 달성된다.
삽입 단부(2)를, 여분 길이(25)가 얻어질 수 있도록, 하우징(5)과 면하는 관의 대면 표면(28)과 함께 구멍 연장부(24)에 대해서 통상의 방식으로 놓은 후에, 유지 링(18)과 삽입 단부(2) 사이의 가열 연결 공정은, 에너지 발생기(30) 및 도선(31)으로부터 나온 전기 에너지를 유지 링(18)의 저항 가열 소자(22)로 공급하여서, 표면(26)과 이 표면에 면하는 유지 링(18)의 링 표면(29)을 용융시킴으로써 달성되고, 이러한 방식에 의하면, 화살표(32) 방향의 큰 당김력을 흡수할 수 있는 풀림 불가능 관 연결구(1)가 제조된다.
도 1에서 또한 알 수 있는 바와 같이, 슬리브 부분(11)은, 하우징(5)의 방향의 또 다른 링 홈(33)을 구비하고, 상기 링 홈은 내부 홈(12)과 이격되어 있으며 그 링 홈 안에는 삽입 단부(2)를 원주 방향으로 둘러싸는 밀봉 링(34), 특히 립 밀봉 링(35)이 배치되고, 이에 의해 삽입 단부(2)와 피팅(6)의 하우징(5) 간의 당김 저항성 및 억지끼워맞춤 연결이 가능한 관 연결구(1)가 제조된다.
도 2에서도 또한 알 수 있는 바와 같이, 벽 절결부(13)는 슬리브 부분의 원주부의 일부 영역에 걸쳐서 연장되고, 이에 의해 그 일부 영역은 슬리브 부분(11)의 원주부의 절반보다 약간 작게 된다. 그 결과, 벽 절결부(13)의 슬릿 폭(36)은 반경 방향에서 측정했을 때에 유지 링(18)의 외경(37)보다 약간 작게 된다. 유지 링(18)의 재료에 기인하는 약간의 변형성과 조합되면, 위와 같은 점에도 불구하고 유지 링(18)을 벽 절결부(13)를 통해서 내부 홈(12) 안으로 도입시키는 것이 보장되고, 이에 의해, 유지 링이 원래의 형상으로 복원된 후에 유지 링(18)을 슬리브 개구(7)에 대해서 정밀하게 동축으로 삽착시키는 것이 보장되고, 게다가 용이한 조립도 보장된다.
도 3은 삽입 단부(2)가 점선으로 도시된 바와 같이 슬라이드(6) 안에 삽입되는 관 연결구(1)의 또 다른 실시예를 보이는 것이다. 슬리브 부분(11)에는 앞의 도면과 관련하여 이미 설명한 바와 같이 슬릿형 벽 절결부(13)가 형성되고, 벽 절결부(13)를 구비하는 슬리브 부분(11)의 도형 형상은 도 1 및 도 2와 관련하여 앞에서 설명한 바와 같은 형상에 대응한다. 또한, 도 3에서도 앞에서 이미 설명한 바 있는 밀봉 링(34), 일례로 립 밀봉 링(35)을 볼 수 있는데, 그 밀봉 링은 억지끼워맞춤 관 연결을 위해 링 홈(33) 안에 마련된다.
당김 저항성 연결은 내부 원주면에 마련되어 있으며 삽입 단부(2)의 표면(26)과 대면하는 유지 수단(38)과 함께 유지 링(18)애 의해 달성된다.
원추형으로 연장하는 내면(42)을 구비하는 쐐기형 조임 링(41)이 원추형 연장부(40) 상에서 유지 링(18)을 둘러싸는 데, 상기 쐐기형 조임 링은 슬리브 부분(11)의 내부 홈(12) 안에 마련된다.
도시된 예시적인 실시예에 따른 쐐기형 조임 링(41)은, 슬리브 부분(11)의 대면측 비드 가장자리(44)의 나사 형성 구멍 안에 배치되고 상기 비드 가장자리를 관통하여 돌출하는 조임 나사(43)에 의해서 지지 링(18)의 원추형 연장부(40)에 대해서 조정된다. 이와 관련하여, 상기 원추형 연장부(40)는 유지 수단(39)과 함께, 반경 반향의 탄성 변형에 의해서, 삽입 단부(2)의 표면(26)에 대해서 압입되고, 이에 의해 관 재료에 비해서 강도가 더 큰 상기 유지 수단(39)은 표면(26)을 관통하고, 그에 따라 화살표(32) 방향을 따르는 당김력과 관련하여 유지 안정성이 달성된다.
도 2에서 또한 알 수 있는 바와 같이, 큰 당김력을 흡수할 수 있도록 하면서 하우징(5), 즉 연결 슬리브(4)의 제작 치수를 최소화하기 위해서는, 벽 절결부(13)를 축선 방향으로 가교하는 적어도 하나의 가교 요소(45)를 마련하는 것이 바람직하고, 상기 가교 요소는 벽 절결부의 양측(14)에서 슬리브 부분(11)에 풀림 가능하게 부착되는데, 일례로 나사 체결식으로 고정된다.
상기 가교 요소(45) 대신에, 벽 부분(13)을 가로질러서 슬리브 부분(11)의 나사 형성 구멍 안으로 계합되는 적어도 하나의 나사를, 대면측 상의 비드 가장자리(44)를 관통하여 돌출하는 장력 앵커로서 제공하는 것도 물론 가능하다.
도 4 및 도 5에서 알 수 있는 바와 같이, 본 발명에 따른 관 연결구는 피팅 하우징의 직접적인 일체형 부품이 아닌 관들을 연결시키는 바람직한 기능을 한다. 도 4 및 도 5는 넓게 보면 도 1 및 도 3에 상응하는 것으로, 동일한 부재에 동일한 참조 부호를 붙였다. 슬라이드(6)의 하우징(5) 대신에, 연결 슬리브(4)를 연결 관(46) 상에 착좌시켰다. 이런 것을 제외하고는, 도 1 내지 도 3과 관련한 설명은 도 4 및 도 5에도 적용된다.
도 6의 단면도는 도 5의 단면도와 실질적으로 대응하는 것으로, 이들 도면에는 밀봉 링(34)이 유지 링(18) 및/또는 종래의 스페이서 요소(47)에 연결 스트립(58)에 의해서 어떻게 연결되는지를 보이고 있다. 스페이서 요소(47)는 쐐기형 조임 링이 좌측으로 죄어질 때에 유지 링(18)이 내부 홈의 좌측 가장자리를 향하는 방향으로 밀리는 것을 방지하는 기능을 한다. 상기 스페이서 요소(47)가 금속으로 제조되는 경우, 밀봉 링(34)은 고무로 제조된 그의 연결 스트립(58)과 함께 그 내측이 스페이서 요소(47) 상에 가황처리된다. 그러나, 연결 스트립(58)은 유지 링(18)과 연결될 수도 있다.
도 7 및 도 8은 당김 저항성 간 연결구의 구성의 또 다른 바람직한 실시예를 도시하는 것으로, 여기서도 마찬가지로 유지 링은 연결 슬리브의 내부 홈(12) 안에 배치되며, 상기 유지 링과 밀봉 링은 슬릿형 벽 절결부를 관통하여 삽입될 수 있다.
도 7은 도 8의 선 VII-VII를 따라서 관 연결구를 관통한 축방향 단면을 도시하고 있다.
관 연결은, 내부 홈(12) 안에 놓이며 관(3)의 삽입 단부(2) 상에 설치되는 클램핑 링(48)이 마련되도록 해서, 유지 링에 의해 형성된다. 도 8은 벽 절결부(13)가 마련되어 있다는 점에서 상부를 향하여 개방된 내부 홈(12)의 양호한 구성을 도시하고 있는 것으로, 상기 내부 홈을 통해서는 연결 요소들, 즉 클램핑 링(48)을 관(3)의 삽입 단부의 삽입 전에 안으로 밀어 넣을 수 있다.
강조할 점은, 벽 절결부(13)는 내부 각도가 180°보다 작은 단면 섹터에 걸쳐서 연장된다는 것이다. 이와 같은 방식에 의하면, 폐쇄 영역 안에 있는 내부 홈(12)은 180°보다 큰 원호 각에 걸쳐서 지나가게 된다. 관 연결을 위해서 연결 요소 안으로 밀어 넣는 것을 용이하게 하기 위해, 내부 홈(12)의 홈 바닥에 접선 방향 납작 영역(59)을 마련한다. 그러나, 일례로 본 실시예에서는 클램핑 링(48) 안으로 밀어 넣어지는 관 연결 요소들에는 반경 방향으로 슬릿을 형성하였고 그에 따라 그 직경이 가변적이므로, 벽 절결부(13)의 폭을 약간 좁게 하여 마련할 수 있다.
클램핑 링(48)은 관 원주면과 대면하는 면에 링 홈(50)을 구비하고, 상기 링 홈은 얕게 융기되는 쐐기형 플랭크(51)와 가파르게 떨어지는 스톱 플랭크(52)를 구비한다. 쐐기형 링(53)은 상기 링 홈(50) 안에 놓인다. 쐐기형 링(53)에는 도 8에 도시된 바와 같이 반경 방향으로 슬릿이 형성되고, 그에 따라 그 반경이 변화한다. 상기 클램핑 링(48)을 위해 마련되는 클램핑 장치(49)는 상기 클램핑 링 둘레에 놓인 클램핑 후프(55)를 포함하고, 상기 클램핑 후프는 장력-나사 연결구(56)를 구비한다. 상기 장력-나사 연결구(56)를 죔으로써, 클램핑 후프(55)의 반경이 감소하고, 그에 따라 클램핑 링(48)이 쐐기형 링(53)에 대해서 가압되며, 상기 클램핑 링은 강성 재료, 특히 금속이나 혹은 여타 플라스틱과 같은 재료로 구성되고, 그 내부 원주면(57)에 유지 수단(39), 특히 치차를 구비한다. 쐐기형 링(53)의 이는 관(3)의 삽입 단부의 재료 안으로 파고들며, 이에 의해 당김 저항성 관 연결이 형성된다. 관 속을 흐르는 매체의 압력이 높을 때에 발생하는 경우처럼 관(3)에 높은 당김력이 발생하는 경우, 쐐기형 링(53)이 쐐기형 플랭크(51) 상으로 올라가고, 이에 의해 쐐기형 링(53)이 관(3)에 대해서 더욱더 빡빡하게 가압되고, 그에 따라 관 연결이 강화된다.
도 7 및 도 8에 따른 관 연결은, 도 1 및 도 2에 따른 실시예와 유사하게, 하우징 또는 관 슬리브에 의해 가하게 되는 조임력을 필요로 하지 않는다. 관 연결의 조임은 하우징 또는 튜브 슬리브와 무관하게 발생한다.
이상에서 설명한 실시예들은 관 연결의 가능한 실시예들을 나타내는 것이므로, 이러한 점에서 주목해야 할 점은, 본 발명은 구체적으로 제시한 본 발명의 여러 실시예들에 제한되지 않고 오히려 그 실시예들 각각을 서로 여러 가지로 조합하는 것이 가능하다는 것과, 이와 같은 변형 가능성은 본 발명에 의해 제공된 기술적 조치를 위한 교시 내용에 기초할 때에 당해 기술 분야의 숙련자들의 능력 범위에 있는 것이라는 점이다. 또한, 이상에서 설명하고 도시된 여러 실시예들의 세부 사항들 각각을 조합함으로써 만들어 낼 수 있는 모든 가능한 실시예들도 역시 본 발명의 보호 범위에 속한다.
끝으로, 순조롭게 정리할 수 있도록 하는 차원에서 보면, 관 연결의 구조를 더욱 잘 이해하기 위해서는 관 연결 및 그 구성 부품들이 축척에 맞게 도시된 것은 아니며 부분적으로는 그 크기가 확대 및/또는 축소되었음을 주지하고 있어야 한다.
본 발명에 따른 해결책들 각각의 기반이 되는 기술적 과제는 본 명세서로부터 도출할 수 있다.
결국, 여러 도면에 도시된 실시예들 각각은 본 발명에 따른 해결책들 각각의 목적을 구성한다. 이와 관련하여 본 발명에 따른 기술적 과제들 및 해결책들은 도면을 참조한 상세한 설명으로부터 도출될 수 있다.
1: 관 연결구
2: 관의 삽입 단부
3: 관
4: 연결 슬리브
5: 하우징
6: 슬라이드
7: 슬리브 개구
8: 외경
9: 내경
10: 단부 영역
11: 슬리브 부분
12: 내부 홈
13: 벽 절결부
14: 틀 성형 부분
15: 회부 성형 부분
16: 폭
17: 폭
18: 유지 링
19: 폭
20: 링 높이
21: 홈 깊이
22: 저항 가열 소자
23: 전기 커넥터
24: 구멍 연장부
25: 여분 길이
26: 표면
27: 내경
28: 관 대면 표면
29: 링 표면
30: 에너지 발생기
31: 도선
32: 화살표
33: 링 홈
34: 밀봉 링
35: 립 밀봉 링
36: 슬릿 폭
37: 외경
38: 내면
39: 유지 수단
40: 연장부
41: 쐐기형 조임 링
42: 내면
43: 조임 나사
44: 비드 가장자리
45; 가교 요소
46: 연결 관
47: 스페이서 요소
48: 클램핑 링
49: 클램핑 장치
50: 링 홈
51: 쐐기형 플랭크
52: 스톱 플랭크
53: 쐐기형 링
54: 반경 방향 슬릿
55: 클램핑 후프
56: 장력-나사 연결구
57: 내부 원주면
58: 연결 스트립
59: 접선 방향 납작 영역
2: 관의 삽입 단부
3: 관
4: 연결 슬리브
5: 하우징
6: 슬라이드
7: 슬리브 개구
8: 외경
9: 내경
10: 단부 영역
11: 슬리브 부분
12: 내부 홈
13: 벽 절결부
14: 틀 성형 부분
15: 회부 성형 부분
16: 폭
17: 폭
18: 유지 링
19: 폭
20: 링 높이
21: 홈 깊이
22: 저항 가열 소자
23: 전기 커넥터
24: 구멍 연장부
25: 여분 길이
26: 표면
27: 내경
28: 관 대면 표면
29: 링 표면
30: 에너지 발생기
31: 도선
32: 화살표
33: 링 홈
34: 밀봉 링
35: 립 밀봉 링
36: 슬릿 폭
37: 외경
38: 내면
39: 유지 수단
40: 연장부
41: 쐐기형 조임 링
42: 내면
43: 조임 나사
44: 비드 가장자리
45; 가교 요소
46: 연결 관
47: 스페이서 요소
48: 클램핑 링
49: 클램핑 장치
50: 링 홈
51: 쐐기형 플랭크
52: 스톱 플랭크
53: 쐐기형 링
54: 반경 방향 슬릿
55: 클램핑 후프
56: 장력-나사 연결구
57: 내부 원주면
58: 연결 스트립
59: 접선 방향 납작 영역
Claims (38)
- 관(3)의 삽입 단부(2)를 연결 슬리브(4)에 당김 저항식으로 삽입하기 위한 관 연결구(1)로서, 상기 연결 슬리브(4)의 내부 홈(12) 안에 배치되며 원주부가 상기 삽입 단부(2)를 둘러싸는 유지 링(18)을 구비하는 관 연결구에 있어서,
상기 연결 슬리브(4)는, 상기 내부 홈(12)을 구비하는 슬리브 부분(11)의 원주부의 일부 영역에 위에 슬릿형 벽 절결부(13)를 구비하는 것을 특징으로 하는 관 연결구. - 제1항에 있어서,
상기 유지 링(18)은, 용융 공정에 의해서 상기 삽입 단부(2)에 가열식으로 연결될 수 있는 플라스틱 링에 의해 형성된 것을 특징으로 하는 관 연결구. - 제2항에 있어서,
상기 유지 링(18)을 형성하는 상기 플라스틱 링 안에 전기 가열 소자(22)가 배치된 것을 특징으로 하는 관 연결구. - 제1항에 있어서,
상기 삽입 단부(2)는 관 단부의 삽입 방행에서 여분 길이(25)만큼 상기 유지 링(18)을 지나 돌출하는 것을 특징으로 하는 관 연결구. - 선행하는 청구항들 중 어느 한 항에 있어서,
삽입 단부(2)를 원주면에 둘러싸고 있는 밀봉 링(34), 바람직하기로는 립 밀봉 링(35)이, 관 단부의 삽입 방향에서 소정 거리에서 내부 홈(12)에 인접하게 링 홈(33) 안에 배치된 것을 특징으로 하는 관 연결구. - 제5항에 있어서,
상기 밀봉 링(34)이 유지 링(18)과 연결되되, 특히 유지 링 상에 성형되는 것을 특징으로 하는 관 연결구. - 제6항에 있어서,
상기 밀봉 링(34)은 상기 유지 링(18)의 재료에 비해 탄성이 높은 재료로 형성된 것을 특징으로 하는 관 연결구. - 선행하는 청구항들 중 어느 한 항에 있어서,
슬릿형 벽 절결부(13)를 축선 방향에서 가교하며 상기 슬리브 부분의 벽 절결부(13)의 양측에 고정되는 적어도 하나의 가교 요소(45)가 마련된 것을 특징으로 하는 관 연결구. - 제8항에 있어서,
상기 가교 요소(45)는 상기 슬리브 부분에 풀림 가능하게 부착되고, 특히 나사 체결되는 것을 특징으로 하는 관 연결구. - 선행하는 청구항들 중 어느 한 항에 있어서,
상기 유지 링(18)은 반경 방향으로 탄성 변형 가능하게 구성된 것을 특징으로 하는 관 연결구. - 선행하는 청구항들 중 어느 한 항에 있어서,
상기 유지 링(18)은 그의 내부 원주면(38)에 치차형 유지 수단(39)이 마련된 것을 특징으로 하는 관 연결구. - 제11항에 있어서,
상기 유지 수단(39)은 상기 유지 링(18)에 성형된 내부 성형 요소(molded-in element)들에 의해 형성되고, 특히 내부 원주면(38) 상에 치차를 구비하는 고강도 요소들에 의해 형성된 것을 특징으로 하는 관 연결구. - 제12항에 있어서,
상기 유지 수단(39)은, 상기 유지 링(18)의 재료에 비해 고강도인 재료로 구성되고, 특히 금속 재료로 구성되는 것을 특징으로 하는 관 연결구. - 선행하는 청구항들 중 어느 한 항에 있어서,
상기 유지 링(18)은 쐐기형 조임 링(41)에 의해서 관의 외부 원주면에 대해서 가압되거나 가압될 수 있는 것을 특징으로 하는 관 연결구. - 제14항에 있어서,
상기 쐐기형 조임 링(41)은 상기 연결 슬리브에 축선 방향으로 조정 가능하게 연결된 것을 특징으로 하는 관 연결구. - 제14항 또는 제15항에 있어서,
상기 쐐기형 조임 링(41)은, 이 조임 링을 관통하여 돌출하며 연결 슬리브 안에 배치된 대면측 나사 형성 구멍 안으로 조정 가능하게 돌출하는 조임 나사(43) 및 플랜지에 의해 부착되는 것을 특징으로 하는 관 연결구. - 제1항에 있어서,
상기 유지 링(18)은 호형 링 부분들에 의해 형성된 것을 특징으로 하는 관 연결구. - 제1항에 있어서,
상기 벽 절결부(13)의 폭(16)은 내부 홈(12)의 폭(17)과 거의 상응하는 것을 특징으로 하는 관 연결구. - 제1항에 있어서,
상기 벽 절결부(13)의 슬릿 폭(36)은 상기 유지 링(18)의 외경(37)보다 작은 것을 특징으로 하는 관 연결구. - 제1항에 있어서,
상기 슬리브 부분(11)은 관 형상으로 형성된 것을 특징으로 하는 관 연결구. - 제1항에 있어서,
상기 슬리브 부분(11)은 난형 또는 다각형인 단면 형상을 갖는 것을 특징으로 하는 관 연결구. - 제1항에 있어서,
상기 유지 링(18)은 C형으로 형성된 것을 특징으로 하는 관 연결구. - 제1항에 있어서,
상기 유지 링(18)은, 이것의 폭(19)의 일부 영역에 걸쳐서 반경 방향으로 연장하며 원주부에 분포된 절개부들을 구비하는 것을 특징으로 하는 관 연결구. - 제1항에 있어서,
축선 방향으로 연장하며 비드 가장자리(44)를 슬리브 부분(11)에 연결시키는 적어도 하나의 장력 앵커, 일례로 나사가 상기 벽 절결부(13)의 영역에 배치된 것을 특징으로 하는 관 연결구. - 제6항에 있어서,
밀봉 링이 위에 성형되는 유지 링(18)은 2-컴포넌트 사출 성형 부품에 의해 형성된 것을 특징으로 하는 관 연결구. - 선행하는 청구항들 중 어느 한 항에 있어서,
상기 연결 슬리브(4)가 연결 관(46)의 일체형 부품인 것을 특징으로 하는 관 연결구. - 제1항 내지 제25항 중 어느 한 항에 있어서,
상기 연결 슬리브(4)는, 밸브 하우징 및 슬라이드 하우징 등과 같은 하우징(5)의 일체형 부품인 것을 특징으로 하는 관 연결구. - 제1항 내지 제27항 중 어느 한 항에 있어서,
상기 하우징(5) 또는 연결 관은 플라스틱으로 형성된 것을 특징으로 하는 관 연결구. - 제1항 내지 제27항 중 어느 한 항에 있어서,
상기 하우징(5) 또는 연결 관은 금속 재료, 특히 주조 재료로 구성된 것을 특징으로 하는 관 연결구. - 선행하는 청구항들 중 어느 한 항에 있어서,
상기 유지 링(18)과 상기 슬리브 개구의 대면하는 표면 사이에 스페이서 요소(47)가 마련된 것을 특징으로 하는 관 연결구. - 선행하는 청구항들 중 어느 한 항에 있어서,
상기 스페이서 요소(47)는, 내압력 재료, 바람직하기로는 금속으로 제조된 링, 필요에 따라서는 슬릿 링인 것을 특징으로 하는 관 연결구. - 선행하는 청구항들 중 어느 한 항에 있어서,
상기 밀봉 링이 상기 스페이서 요소(47) 및/또는 유지 링(18)과 연결되는 것을 특징으로 하는 관 연결구. - 상기 유지 링(18)은 상기 내부 홈(12) 안에 놓일 수 있으며 상기 관(3)의 삽입 단부(2) 위치 설치되는 클램핑 링(48)이고, 상기 클램핑 링은 클램핑 장치(49)에 의해서 상기 관(3)에 클램핑될 수 있는 것을 특징으로 하는 관 연결구.
- 선행하는 청구항들 중 어느 한 항에 있어서,
상기 클램핑 링(48)은 관의 원주면과 대면하는 표면에 링 홈(50)을 구비하고, 상기 링 홈은 얕게 융기되는 쐐기형 플랭크(51)와 가파르게 떨어지는 스톱 플랭크(52)를 구비하며 또한 그 링 홈 안에 놓이는 쐐기형 링(53)을 구비하는 것을 특징으로 하는 관 연결구. - 제34항에 있어서,
상기 쐐기형 링(53)은 반경 방향에서 변화하는 반경을 가지며, 이를 위해 바람직하기로는 반경 반향 슬릿(54)을 구비하는 것을 특징으로 하는 관 연결구. - 제33항 내지 제35항 중 어느 한 항에 있어서,
상기 클램핑 장치(49)는 장력-나사 연결구(56)를 구비하는 클램핑 후프(56)를 구비하고, 상기 클램핑 후프는 상기 클램핑 링 둘레에 놓일 수 있는 것을 특징으로 하는 관 연결구. - 제30항 내지 제36항 중 어느 한 항에 있어서,
상기 클램핑 후프는 금속으로 제조되고, 상기 클램핑 링은 플라스틱으로 제조된 것을 특징으로 하는 관 연결구. - 제33항 내지 제37항 중 어느 한 항에 있어서,
상기 쐐기형 링(53)은 강성 재료, 특히 금속 또는 여타 플라스틱과 같은 재료로 제조되고, 그 내부 원주면(57)에 유지 수단(39), 특히 치차를 구비하는 것을 특징으로 하는 관 연결구.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT11602007 | 2007-07-20 | ||
| ATA1160/2007 | 2007-07-20 | ||
| ATA259/2008 | 2008-02-18 | ||
| AT0025908A AT505646B1 (de) | 2007-07-20 | 2008-02-18 | Rohrverbindung mit einem gehäuse einer armatur |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20100057821A true KR20100057821A (ko) | 2010-06-01 |
Family
ID=40427579
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020107003873A KR20100057821A (ko) | 2007-07-20 | 2008-03-18 | 보강재 하우징을 구비한 관 연결구 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20100148489A1 (ko) |
| EP (1) | EP2171336B1 (ko) |
| JP (1) | JP2010533824A (ko) |
| KR (1) | KR20100057821A (ko) |
| AT (1) | AT505646B1 (ko) |
| AU (1) | AU2008280575A1 (ko) |
| BR (1) | BRPI0814289A2 (ko) |
| RU (1) | RU2445541C2 (ko) |
| WO (1) | WO2009012823A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101963530B1 (ko) | 2018-05-21 | 2019-03-28 | 임중혁 | 파이프 수용용 하우징 조립체를 위한 연결 케이스 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2813349B1 (de) * | 2013-06-11 | 2017-03-15 | Stang GmbH | Rohrverbindung für thermoplastische kunststoffrohre |
| EP2899446B1 (de) * | 2014-01-22 | 2018-12-12 | Georg Fischer Rohrleitungssysteme AG | Teleskopfitting |
| ITUB20152378A1 (it) * | 2015-07-08 | 2017-01-08 | Maristella Ferrari | Sistema di saldatura ad elettrofusione con tenuta per tubazioni |
| CN110315763B (zh) * | 2019-07-03 | 2022-03-15 | 天津市津能管业有限公司 | 一种自动热熔焊接机及焊接方法 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1520734A (fr) * | 1967-03-02 | 1968-04-12 | Jules Bancilhon Ets | Raccord démontable pour tubes à bouts nus |
| DE3043423C2 (de) | 1980-11-18 | 1986-02-27 | Manfred 6603 Sulzbach Scherwarth | Flanschlose Rohrverbindung zum dichten Verbinden der Enden von Rohrleitungen |
| JPH021594Y2 (ko) * | 1985-02-12 | 1990-01-16 | ||
| JPS62121489U (ko) * | 1986-01-23 | 1987-08-01 | ||
| DE4342302C1 (de) | 1993-12-11 | 1995-01-05 | Reinert Gmbh & Co Kg | Zugfeste Rohrverbindung sowie Werkzeug und Verfahren zur Herstellung einer zugfesten Rohrverbindung |
| FR2727492B1 (fr) * | 1994-11-30 | 1996-12-27 | Legris Sa | Dispositif de raccordement rapide d'un tube a un embout rigide |
| JPH0949595A (ja) * | 1995-05-30 | 1997-02-18 | Nippon Sherwood Kk | 接続システム |
| JPH09133275A (ja) * | 1995-11-06 | 1997-05-20 | Hitachi Metals Ltd | 管継手 |
| JP3487702B2 (ja) * | 1995-11-17 | 2004-01-19 | 鳥居化成株式会社 | 管の接続方法 |
| JP3733169B2 (ja) * | 1996-04-03 | 2006-01-11 | Jfe継手株式会社 | 管継手 |
| JPH10169860A (ja) * | 1996-10-08 | 1998-06-26 | Sekisui Chem Co Ltd | 管抜止め部材 |
| DE19641751B4 (de) * | 1996-10-10 | 2009-07-09 | Evonik Degussa Gmbh | Zweikomponenten-Anbindungselement |
| IT1288753B1 (it) * | 1996-10-14 | 1998-09-24 | Gevipi Ag | Dispositivo per il raccordo di un apparecchio idraulico ad un componente esterno. |
| JP3467408B2 (ja) * | 1998-05-15 | 2003-11-17 | 株式会社巴技術研究所 | ウエハ形バタフライ弁の配管継手 |
| US6142484A (en) * | 1999-04-15 | 2000-11-07 | Vassallo Research & Development Corporation | Composite multi-pressure gasket |
| JP2001289376A (ja) * | 2000-04-06 | 2001-10-19 | Shimizu Gokin Seisakusho:Kk | 異種管接合用配管器材 |
| JP2001311491A (ja) * | 2000-04-28 | 2001-11-09 | Sekisui Chem Co Ltd | 樹脂製管の接続部構造 |
| JP3537088B2 (ja) * | 2000-09-29 | 2004-06-14 | 株式会社タブチ | 樹脂管の継手構造 |
| JP2003269666A (ja) * | 2002-03-12 | 2003-09-25 | Kubota Corp | 管の継手構造 |
| CN100547279C (zh) * | 2002-04-16 | 2009-10-07 | 双湾医药公司 | 倒刺夹具 |
| DE10306316B4 (de) * | 2003-02-15 | 2005-03-31 | Buderus Guss Gmbh | Zuggesicherte Muffenrohrverbindung |
| JP4315330B2 (ja) * | 2003-04-24 | 2009-08-19 | コスモ工機株式会社 | 流体管の離脱防止装置 |
| US20070134980A1 (en) | 2004-08-18 | 2007-06-14 | Trans-Matic Manufacturing Co., Inc. | Crimp sleeve connector having crimp indicator |
| NL1027089C2 (nl) * | 2004-09-23 | 2006-03-27 | Fischer Georg Waga Nv | Koppelinrichting. |
| DE102005024590B3 (de) * | 2005-05-25 | 2006-12-28 | Da-Kunststoff Gmbh | Vorrichtung zum Einrichten eines Übergangs zwischen einer metallischen Armatur und einem Kunststoffrohr |
-
2008
- 2008-02-18 AT AT0025908A patent/AT505646B1/de not_active IP Right Cessation
- 2008-03-18 KR KR1020107003873A patent/KR20100057821A/ko not_active Application Discontinuation
- 2008-03-18 AU AU2008280575A patent/AU2008280575A1/en not_active Abandoned
- 2008-03-18 JP JP2010516376A patent/JP2010533824A/ja active Pending
- 2008-03-18 BR BRPI0814289-0A2A patent/BRPI0814289A2/pt not_active IP Right Cessation
- 2008-03-18 RU RU2010106188/06A patent/RU2445541C2/ru not_active IP Right Cessation
- 2008-03-18 WO PCT/EP2008/002136 patent/WO2009012823A1/de active Search and Examination
- 2008-03-18 US US12/452,721 patent/US20100148489A1/en not_active Abandoned
- 2008-03-18 EP EP08716596A patent/EP2171336B1/de not_active Not-in-force
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101963530B1 (ko) | 2018-05-21 | 2019-03-28 | 임중혁 | 파이프 수용용 하우징 조립체를 위한 연결 케이스 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2171336A1 (de) | 2010-04-07 |
| RU2445541C2 (ru) | 2012-03-20 |
| AU2008280575A1 (en) | 2009-01-29 |
| WO2009012823A1 (de) | 2009-01-29 |
| US20100148489A1 (en) | 2010-06-17 |
| AT505646B1 (de) | 2010-01-15 |
| AT505646A1 (de) | 2009-03-15 |
| JP2010533824A (ja) | 2010-10-28 |
| BRPI0814289A2 (pt) | 2015-02-03 |
| EP2171336B1 (de) | 2013-01-02 |
| RU2010106188A (ru) | 2011-08-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4927183A (en) | Adapting piece of thermoplastic material | |
| JP3482515B2 (ja) | 管端連結継手 | |
| US4432572A (en) | Flange connection | |
| EP0797041B1 (en) | Pipe joint | |
| US4655480A (en) | Molded tapping member formed of a weldable plastics material | |
| KR20100057821A (ko) | 보강재 하우징을 구비한 관 연결구 | |
| GB2278173A (en) | A connector for plastic tubes | |
| US20060001259A1 (en) | Mechanical and coil fusion combination seal | |
| US7093328B2 (en) | Connection of a hose clamp and a hose | |
| EP1748242B1 (en) | Clamping ring for a high tensile strength coupling | |
| KR20060122777A (ko) | 결합되는 2개의 유체 라인의 동축방향 단부 부분에 대한연결 시스템 | |
| EP1769183B1 (de) | Verbindungs- und anschlussstück für wellrohre | |
| KR100512370B1 (ko) | 파이프와 연결구가 일체로 형성된 o링식 편수관 연결 조립체 | |
| EA009318B1 (ru) | Фитинг для труб | |
| JP5515495B2 (ja) | 継手 | |
| KR101164187B1 (ko) | 하수도관 연결구 | |
| KR101040685B1 (ko) | 관 고정용 환봉 연결구 | |
| KR100453386B1 (ko) | 분기관 조립체 및 시공 방법 | |
| FI20185525A1 (en) | Connecting ring, welding ring and connecting means for connecting two sewer pipes made of thermoplastic material and sewer pipe connection | |
| KR200299131Y1 (ko) | 파이프 이음구 | |
| JP2001208251A (ja) | 螺旋波形管用パッキンとその取付け構造 | |
| US20230148293A1 (en) | Sealing insert for a corrugated-pipe screw fastening system, corrugated-pipe screw fastening system, and method for fitting a corrugated pipe | |
| KR200343963Y1 (ko) | 상하수도관용 커플러 | |
| JP3206965U (ja) | ガスケット及びそれを備えた管継手 | |
| EP2221595B1 (de) | Verbindungselement für Kapillarrohr |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |