KR102179401B1 - 원심 투사기 - Google Patents
원심 투사기 Download PDFInfo
- Publication number
- KR102179401B1 KR102179401B1 KR1020167013863A KR20167013863A KR102179401B1 KR 102179401 B1 KR102179401 B1 KR 102179401B1 KR 1020167013863 A KR1020167013863 A KR 1020167013863A KR 20167013863 A KR20167013863 A KR 20167013863A KR 102179401 B1 KR102179401 B1 KR 102179401B1
- Authority
- KR
- South Korea
- Prior art keywords
- projection
- blade
- control cage
- rectangular
- projection material
- Prior art date
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C5/00—Devices or accessories for generating abrasive blasts
- B24C5/06—Impeller wheels; Rotor blades therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C5/00—Devices or accessories for generating abrasive blasts
- B24C5/06—Impeller wheels; Rotor blades therefor
- B24C5/062—Rotor blades or vanes; Locking means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C5/00—Devices or accessories for generating abrasive blasts
- B24C5/06—Impeller wheels; Rotor blades therefor
- B24C5/064—One-piece wheels; Integral impeller units, e.g. made by casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C5/00—Devices or accessories for generating abrasive blasts
- B24C5/06—Impeller wheels; Rotor blades therefor
- B24C5/066—Housings; Accessories therefor, e.g. liners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C5/00—Devices or accessories for generating abrasive blasts
- B24C5/06—Impeller wheels; Rotor blades therefor
- B24C5/068—Transferring the abrasive particles from the feeding means onto the propeller blades, e.g. using central impellers
Abstract
본 발명은, 투사재의 투사 패턴을 적절하게 해서 투사 효율적인 원심 투사기를 제공한다. 본 발명의 원심 투사기는, 측판과, 이 측판에 설치된 복수의 블레이드와, 측판의 반경 방향 내측에 설치되고, 그 개구부로부터 투사재를 블레이드 사이로 방출하는 컨트롤 케이지와, 이 컨트롤 케이지의 반경 방향 내측에 설치되고, 투사재를 교반하여 컨트롤 케이지에 공급하는 디스트리뷰터와, 측판, 복수의 블레이드 및 디스트리뷰터를 회전시키는 회전축을 갖고, 블레이드는, 그 반경 방향 외측이 그 반경 방향 내측에 비해 회전 방향의 후방측에 위치하도록 경사져 형성되어 있으며, 컨트롤 케이지는, 복수의 개구창 또는 복수의 개구창의 전부 혹은 일부가 각각 겹쳐서 일체화된 1개의 개구창을 갖는다.
Description
본 발명은, 투사재를 피처리품에 투사하는 원심 투사기 및 이것에 사용되는 블레이드에 관한 것이다.
종래부터, 숏 블라스트, 숏 피닝 등에 사용하는 투사기로서, 원심 투사기나 노즐 투사기가 알려져 있다. 원심 투사기는, 원심력을 사용한 장치이다. 노즐 투사기는, 공기의 압력을 사용한 장치이다. 노즐 투사기는, 투사 범위의 폭이 좁은 경우에 효율적이지만, 투사 범위가 넓은 경우에는 적합하지 않다.
원심 투사기는, 투사 범위가 넓은 경우에 효율적이지만, 투사 범위가 좁은 경우에는, 효율이 나빠 적합하지 않았다. 즉, 원심 투사기에 있어서, 투사 패턴을 집중시켜 투사 효율을 높이는 것은, 곤란하였다. 여기서, 「투사 패턴」이란, 제품(피처리품)을 향해서 투사된 투사재가, 각 위치에 있어서 전체 투사량의 몇% 닿았는지의 분포를 의미한다. 또한, 「투사 패턴」은, 회전축을 중심으로 원주 방향으로 소정 각도의 위치에 있어서 전체 투사량의 몇%가 투사되었는지를 360°범위에서 나타낸 것을 의미하기도 한다. 이하의 설명에 있어서, 도 13에 관련된 설명에 있어서는 전자를 의미하고 있지만, 그 이외의 부분에서는 전자 및 후자의 양쪽을 의미하고 있다. 또한, 원심 투사기는, 노즐 투사기에 비해 가속 효율이 좋기 때문에, 원심 투사기로 투사 패턴을 집중시켜 투사 효율을 높이는 것이 요망되고 있다.
본 발명의 목적은, 투사재의 투사 패턴을 적절하게 함으로써 투사 효율을 높일 수 있는 원심 투사기를 제공하는 데 있다.
상기한 목적을 달성하기 위해서, 본 발명은, 투사재를 피처리품을 향해서 투사하는 원심 투사기이며, 측판과, 이 측판에 설치된 복수의 블레이드와, 측판의 반경 방향 내측에 설치되고, 그 개구부로부터 투사재를 블레이드 사이로 방출하는 컨트롤 케이지와, 이 컨트롤 케이지의 반경 방향 내측에 설치되고, 투사재를 교반하여 컨트롤 케이지에 공급하는 디스트리뷰터와, 측판, 복수의 블레이드 및 디스트리뷰터를 회전시키는 회전축을 갖고, 블레이드는, 그 반경 방향 외측이 그 반경 방향 내측에 비해 회전 방향의 후방측에 위치하도록 경사져 형성되어 있으며, 컨트롤 케이지는, 사각 혹은 삼각의 2 이상의 개구창을 갖고, 또는 사각 혹은 삼각의 2 이상의 개구창의 전부 혹은 일부가 각각 겹쳐서 일체화된 1개의 개구창을 갖는다.
이와 같이 구성된 본 발명에 있어서는, 블레이드가 그 반경 방향 외측이 그 반경 방향 내측에 비해 회전 방향의 후방측에 위치하도록 경사져 형성되어 있으므로, 투사재를 집중시킬 수 있다. 또한, 본 발명에 있어서는, 컨트롤 케이지가, 사각 혹은 삼각의 2 이상의 개구창을 갖고, 또는 사각 혹은 삼각의 2 이상의 개구창의 전부 혹은 일부가 각각 겹쳐서 일체화된 1개의 개구창을 가지므로, 피처리품에 적합한 투사 패턴이 되도록 조정할 수 있어, 투사 효율을 높일 수 있으므로, 처리 불균일이나 피처리품에 닿지 않은 투사재를 저감하여, 투사재의 총투사량을 저감할 수 있다.
본 발명에 있어서, 바람직하게는 컨트롤 케이지에 있어서의 개구창은, 직사각형 또는 평행사변형의 사각의 개구창이다.
본 발명에 있어서, 바람직하게는 블레이드는, 투사재를 투사하기 위한 투사면을 구비하고, 이 투사면은, 반경 방향 내측의 제1 부분과, 반경 방향 외측의 제2 부분을 갖고, 제1 부분은, 그 반경 방향 외측이 그 반경 방향 내측에 비해 회전 방향의 후방측에 위치하도록 경사져 형성되고, 제2 부분은, 제1 부분을 반경 방향 외측으로 연장한 가상선에서 회전 방향의 전방측에 위치하도록 형성되어 있다.
본 발명에 있어서, 바람직하게는 블레이드는, 투사재를 투사하는 상기 투사면이 형성된 블레이드 투사부와, 이 블레이드 투사부의 양쪽 단부 테두리부에 블레이드 투사부에서 두께가 크게 형성되고 또한 블레이드 투사부와 일체로 설치된 설치부를 갖고, 블레이드의 설치부는, 적어도 그 외측 부분의, 블레이드의 회전축 방향에 직교하는 평면이, 스트레이트 형상으로 형성되어 있다.
본 발명에 있어서, 바람직하게는 블레이드의 제2 부분은, 블레이드의 회전 중심과 제2 부분의 반경 방향 외측 단부를 연결하는 가상선이 법선과 일치하도록 형성되어 있다.
본 발명에 있어서, 바람직하게는 블레이드의 블레이드 투사부의 반경 방향 내측의 단부는, 반경 방향 내측을 향해서 끝이 가는 형상으로 형성되고, 각 블레이드 간의 반경 방향 내측의 단부 간이, 회전하는 각 블레이드 사이로 투사재를 유도하는 가이드부로 된다.
본 발명에 있어서, 바람직하게는 블레이드의 설치부는, 그 반경 방향 내측 부분의 블레이드 회전축 방향에 직교하는 평면이 스트레이트 형상으로부터 돌출되도록 형성되는 걸림 결합부를 갖는다.
본 발명에 있어서, 바람직하게는 블레이드의 블레이드 투사부는, 투사면의 반대측의 투사 배면에 형성된 융기부와, 이 융기부 및 반경 방향 내측의 단부 사이에 형성된 만곡면을 갖는다.
본 발명에 있어서, 바람직하게는 컨트롤 케이지에는, 상기 회전축의 측과 반대측으로부터 디스트리뷰터를 삽입 가능한 삽입용 개구부가 설치됨과 함께, 회전축의 측에 디스트리뷰터의 반경 방향 외측 부분을 커버하는 커버부가 설치되고, 또한 컨트롤 케이지의 회전축측과 반대측에 위치하여 투사재를 디스트리뷰터에 공급하는 도입부와, 디스트리뷰터가 컨트롤 케이지의 반경 방향 내측에 배치된 후에, 도입부 및 상기 컨트롤 케이지의 사이에 고정되고, 그것에 의해, 도입부 및 컨트롤 케이지 사이의 간극을 막아서 투사재가 이 간극부터 외부로 방출되는 것을 방지하는 보조 브래킷을 갖는다.
본 발명에 있어서, 바람직하게는 컨트롤 케이지는, 2개의 직사각형의 개구창을 갖고, 또는 2개의 직사각형의 개구창이 부분적으로 겹쳐서 일체화된 1개의 개구창을 갖고, 2개의 직사각형은, 컨트롤 케이지의 원주 방향 및 축 방향에 있어서 위치가 어긋나 있으며, 컨트롤 케이지의 측면으로부터 보아 비스듬히 배열되어 있다.
본 발명에 있어서, 바람직하게는 컨트롤 케이지는, 3개의 사각이 부분적으로 겹쳐서 일체화된 1개의 개구창을 갖고, 개구창은, 컨트롤 케이지의 원주 방향 및 축 방향에 있어서 위치가 어긋나 있으며, 컨트롤 케이지의 측면으로부터 보아 비스듬히 배열되는 제1 직사각형 부분과, 제2 직사각형 부분과, 이 제1 직사각형 부분과 제2 직사각형 부분의 사이에 설치된 평행사변형 부분을 갖는다.
본 발명에 있어서, 바람직하게는 컨트롤 케이지는, 4개 이상의 사각이 부분적으로 겹쳐서 일체화된 1개의 개구창을 갖고, 개구창은, 컨트롤 케이지의 원주 방향 및 축 방향에 있어서 위치가 어긋나 있으며, 컨트롤 케이지의 측면으로부터 보아 비스듬히 배열된 제1 직사각형 부분과, 제2 직사각형 부분과, 이 제1 직사각형 부분과 제2 직사각형 부분의 사이에 설치된 복수의 직사각형 부분으로 이루어지는 직사각형 부분 군을 갖고, 이들 직사각형 부분 군을 구성하는 직사각형 부분은, 그 축 방향의 길이가 제1 직사각형 부분 및 제2 직사각형 부분보다도 짧아지도록 형성되어 있다.
본 발명은, 투사재를 피처리품을 향해 투사하는 원심 투사기이며, 측판과, 이 측판에 설치된 복수의 블레이드와, 측판의 반경 방향 내측에 설치되고, 그 개구부로부터 투사재를 블레이드 사이로 방출하는 컨트롤 케이지와, 이 컨트롤 케이지의 반경 방향 내측에 설치되고, 투사재를 교반하여 컨트롤 케이지에 공급하는 디스트리뷰터와, 측판, 복수의 블레이드, 및 디스트리뷰터를 회전시키는 회전축을 갖고, 블레이드는, 그 반경 방향 외측이 그 반경 방향 내측에 비해 회전 방향의 후방측에 위치하도록 경사져 형성되어 있으며, 컨트롤 케이지는, 평행사변형의 개구창을 갖고, 이 개구창의 평행사변형은, 원주 방향으로 형성된 서로 대향하는 변이, 원주 방향 및 축 방향의 위치가 어긋나 있으며, 컨트롤 케이지의 측면으로부터 보아 비스듬히 배열되는 평행사변형이다.
본 발명에 있어서, 바람직하게는 블레이드는, 투사재를 투사하기 위한 투사면을 구비하고, 이 투사면은, 반경 방향 내측의 제1 부분과, 반경 방향 외측의 제2 부분을 갖고, 제1 부분은, 그 반경 방향 외측이 그 반경 방향 내측에 비해 회전 방향의 후방측에 위치하도록 경사져 형성되고, 제2 부분은, 제1 부분을 반경 방향 외측에 연장한 가상선에서 회전 방향의 전방측에 위치하도록 형성되어 있다.
본 발명은, 투사재의 투사 패턴을 집중시킴과 함께 피처리품에 적합한 투사 패턴이 되도록 조정하는 것을 실현하여, 투사 효율을 높이는 것을 실현한다. 즉, 처리 불균일이나 피처리품에 닿지 않은 투사재를 저감하여, 투사재의 총투사량을 저감하는 것을 실현한다.
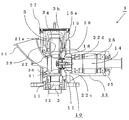
도 1은, 본 발명의 실시 형태에 의한 원심 투사기를 나타내는 정면 단면도이다.
도 2는, 도 1의 원심 투사기의 측면 단면도이다.
도 3은, 도 1의 원심 투사기의 블레이드를 나타내는 도면이다. (a)는 블레이드의 정면도이며, (b)는 좌측면도이며, (c)는 배면도이며, (d)는 (a)에서의 S1-S1선을 따라 본 단면도이며, (e)는 평면도(상면도)이며, (f)는 저면도(하면도)이다.
도 4는, 도 3의 블레이드 사시도이다. (a) 내지 (d)는, 블레이드를 각각 상이한 방향으로부터 본 사시도이다.
도 5는, 도 1의 원심 투사기의 블레이드 및 측판 유닛을 나타내는 도면이다. (a)는 블레이드가 설치된 상태의 측판 유닛을 나타내는 정면 단면도이며, (b)는 (a)의 파선 B1의 부분을 나타내는 확대도이며, (c)는 블레이드가 설치된 상태의 측판 유닛의 배면도이다.
도 6은, 도 5의 측판 유닛을 나타내는 도면이다. (a)는 측판 유닛을 나타내는 정면 단면도이며, (b)는 (a)에 도시한 S2-S2선을 따라 본 단면도이다.
도 7은, 도 2에 도시된 원심 투사기의 주요 부품을 분해해서 나타내는 부품 전개도이다.
도 8은, 도 1의 원심 투사기를 일부 분해해서 주요 부품을 나타내는 도면이다. (a)는 회전 구동되는 블레이드, 측판 유닛, 디스트리뷰터를 나타내는 단면도이며, (b)는 라이너의 단면도이며, (c)는 덮개의 단면도이며, (d)는 케이스의 단면도이다.
도 9는, 블레이드의 제1 부분이 후향 경사로 되어 있는 이점을 설명하기 위한 도면이다. (a) 내지 (g)는, 본 발명에 따른 후향 경사의 블레이드에 의한 투사재의 거동을 나타내는 도면이며, (h) 내지 (n)은 이것과 비교하기 위한 종래의 전향 경사 블레이드에 의한 투사재의 거동을 나타내는 도면이다.
도 10은, 본 발명의 실시 형태에 의한 원심 투사기에 사용할 수 있는 블레이드의 다른 예를 나타내는 도면이다. (a)는 블레이드의 정면도이며, (b)는 좌측면도이며, (c)는 배면도이며, (d)는 (a)에 도시한 S3-S3선을 따라 본 단면도이며, (e)는 평면도이며, (f)는 저면도이다.
도 11은, 도 10의 블레이드 사시도이다. (a) 내지 (d)는 블레이드를 각각 상이한 방향으로부터 본 사시도이다.
도 12는, 본 발명의 실시 형태에 의한 원심 투사기에 사용할 수 있는 컨트롤 케이지를 나타내는 도면이다. (a)는 개구창을 1개 갖는 컨트롤 케이지의 측면도이며, (b)는 개구창을 2개 갖는 컨트롤 케이지의 측면도이며, (c)는 2개의 직사각형 일부가 겹쳐서 일체화된 1개의 개구창을 갖는 컨트롤 케이지의 측면도이며, (d)는 평행사변형의 개구창을 갖는 컨트롤 케이지의 측면도이며, (e) 및 (f)는 3개 이상의 사각의 일부가 겹쳐서 일체화된 1개의 개구창을 갖는 컨트롤 케이지의 측면도이며, (g) 내지 (n)은 각 컨트롤 케이지의 투사 분포 등을 나타내는 도면이다.
도 13은, 본 발명의 실험예 1, 2 및 비교예에 의한 투사 위치마다의 투사 비율의 분포(투사 패턴)를 나타내는 도면이다.
도 2는, 도 1의 원심 투사기의 측면 단면도이다.
도 3은, 도 1의 원심 투사기의 블레이드를 나타내는 도면이다. (a)는 블레이드의 정면도이며, (b)는 좌측면도이며, (c)는 배면도이며, (d)는 (a)에서의 S1-S1선을 따라 본 단면도이며, (e)는 평면도(상면도)이며, (f)는 저면도(하면도)이다.
도 4는, 도 3의 블레이드 사시도이다. (a) 내지 (d)는, 블레이드를 각각 상이한 방향으로부터 본 사시도이다.
도 5는, 도 1의 원심 투사기의 블레이드 및 측판 유닛을 나타내는 도면이다. (a)는 블레이드가 설치된 상태의 측판 유닛을 나타내는 정면 단면도이며, (b)는 (a)의 파선 B1의 부분을 나타내는 확대도이며, (c)는 블레이드가 설치된 상태의 측판 유닛의 배면도이다.
도 6은, 도 5의 측판 유닛을 나타내는 도면이다. (a)는 측판 유닛을 나타내는 정면 단면도이며, (b)는 (a)에 도시한 S2-S2선을 따라 본 단면도이다.
도 7은, 도 2에 도시된 원심 투사기의 주요 부품을 분해해서 나타내는 부품 전개도이다.
도 8은, 도 1의 원심 투사기를 일부 분해해서 주요 부품을 나타내는 도면이다. (a)는 회전 구동되는 블레이드, 측판 유닛, 디스트리뷰터를 나타내는 단면도이며, (b)는 라이너의 단면도이며, (c)는 덮개의 단면도이며, (d)는 케이스의 단면도이다.
도 9는, 블레이드의 제1 부분이 후향 경사로 되어 있는 이점을 설명하기 위한 도면이다. (a) 내지 (g)는, 본 발명에 따른 후향 경사의 블레이드에 의한 투사재의 거동을 나타내는 도면이며, (h) 내지 (n)은 이것과 비교하기 위한 종래의 전향 경사 블레이드에 의한 투사재의 거동을 나타내는 도면이다.
도 10은, 본 발명의 실시 형태에 의한 원심 투사기에 사용할 수 있는 블레이드의 다른 예를 나타내는 도면이다. (a)는 블레이드의 정면도이며, (b)는 좌측면도이며, (c)는 배면도이며, (d)는 (a)에 도시한 S3-S3선을 따라 본 단면도이며, (e)는 평면도이며, (f)는 저면도이다.
도 11은, 도 10의 블레이드 사시도이다. (a) 내지 (d)는 블레이드를 각각 상이한 방향으로부터 본 사시도이다.
도 12는, 본 발명의 실시 형태에 의한 원심 투사기에 사용할 수 있는 컨트롤 케이지를 나타내는 도면이다. (a)는 개구창을 1개 갖는 컨트롤 케이지의 측면도이며, (b)는 개구창을 2개 갖는 컨트롤 케이지의 측면도이며, (c)는 2개의 직사각형 일부가 겹쳐서 일체화된 1개의 개구창을 갖는 컨트롤 케이지의 측면도이며, (d)는 평행사변형의 개구창을 갖는 컨트롤 케이지의 측면도이며, (e) 및 (f)는 3개 이상의 사각의 일부가 겹쳐서 일체화된 1개의 개구창을 갖는 컨트롤 케이지의 측면도이며, (g) 내지 (n)은 각 컨트롤 케이지의 투사 분포 등을 나타내는 도면이다.
도 13은, 본 발명의 실험예 1, 2 및 비교예에 의한 투사 위치마다의 투사 비율의 분포(투사 패턴)를 나타내는 도면이다.
이하, 도면을 참조하여, 본 발명의 실시 형태에 의한 원심 투사기에 대하여 설명한다. 도 1 내지 도 3에 도시한 바와 같이, 본 발명의 실시 형태에 의한 원심 투사기(1)는, 복수의 블레이드(3)를 구비하고, 블레이드(3)를 회전시켜서 원심력에 의해 투사재(2)를 투사한다(이하 「투사재」를 「숏」이라고도 함).
도 3 내지 도 5에 도시한 바와 같이, 각 블레이드(3)의 투사면(3a)은, 투사면(3a)의 반경 방향 내측 부분을 구성하는 제1 부분(3b)과, 제1 부분(3b)의 반경 방향 외측에 위치해서 투사면(3a)의 외측 부분을 구성하는 제2 부분(3c)을 갖는다. 블레이드(3)의 제2 부분(3c)은, 제1 부분(3b)에 대하여 굴곡부 혹은 만곡부를 개재해서 제1 부분(3b)에 일체로 설치된다. 여기서 설명하는 블레이드(3)의 예에서는, 제1 부분(3b)과 제2 부분(3c)이 만곡부(3d)를 개재해서 설치된다. 또한, 여기서 설명하는 형상은, 블레이드(3)의 회전축에 직교하는 단면에서의 형상이다.
도 5에 도시한 바와 같이, 블레이드(3)의 제1 부분(3b)은, 그 외측(3e)이 그 내측(3f)에 비해 회전 방향 R1의 후방측으로 경사져서 형성된다. 회전 방향 R1은, 블레이드(3) 및 후술하는 측판 유닛(10) 등의 회전 방향이다. 환언하면, 블레이드(3)의 제1 부분(3b)은, 회전 중심을 포함하는 선(법선)에 대하여 경사져 있다. 또한, 블레이드(3)의 제1 부분(3b)은 ,선 형상으로 형성되어 있지만, 만곡 형상이어도 된다. 단, 직선 형상의 쪽이 후술하는 숏 집중화 기능 및 제작상을 고려하면 유리하다.
블레이드(3)의 제2 부분(3c)은, 제1 부분(3b)을 외측으로 연장한 가상선 L1보다 회전 방향 R1의 전방측에 위치하도록 형성되어 있다. 또한, 블레이드(3)의 제2 부분(3c)은, 만곡 형상을 갖고 형성되어 있지만, 직선 형상으로 형성되어 있어도 된다. 단, 만곡 형상의 쪽이 후술하는 숏 가속화 기능 및 제작상에서 유리하다. 또한, 블레이드(3)에 있어서, 만곡부(3d)가 제2 부분(3c)의 만곡 형상과 일체로 형성되어 있지만 이것으로 한정되는 것은 아니다.
이상과 같이, 블레이드(3)의 제1 부분(3b)이 회전 방향 후방으로 경사져 있으므로, 투사재를 집중시킬 수 있다. 블레이드(3)의 제1 부분(3b)의 경사 각도 θ1은, 후술하는 바와 같이 30 내지 50°가 양호한 효과를 갖는다(도 5 참조). 여기서 경사 각도는, 블레이드(3)의 회전축을 포함한 평면 P1에 대한 각도를 의미하도록 한다. 도 5 중, O1은, 회전 중심[블레이드(3)의 회전축]을 나타낸다. 또한, 블레이드(3)의 제1 부분(3b)이 경사져서 형성되어 있으므로 투사재의 투사 속도가 느려지지만, 제2 부분(3c)의 투사재를 가속하는 기능에 의해 이것을 보충할 수 있고, 즉, 블레이드(3)로서의 투사 속도의 저하를 방지할 수 있어, 투사 속도를 유지할 수 있다. 또한, 블레이드(3)의 제2 부분(3c)이 제1 부분(3b)을 외측으로 연장한 가상선 L1보다 회전 방향의 전방측에 위치하도록 형성되어 있으므로, 이 제2 부분(3c)에서 투사재를 가속할 수 있다. 따라서, 블레이드(3)는, 제1 부분(3b) 및 제2 부분(3c)에 의해, 투사재의 속도가 느려지지 않아 투사재의 투사 패턴을 집중시킬 수 있어, 투사 효율을 높일 수 있다.
또한, 도 3에 도시한 바와 같이, 각 블레이드(3)는, 투사재를 투사하는 투사면(3a)을 갖는 블레이드 투사부(3g)와, 이 블레이드 투사부(3g)의 양 단부 테두리부에 위치해서 한 쌍의 설치부(3h)를 갖는다. 여기서, 블레이드(3)의 회전축의 축 방향과 평행한 방향을 제1 방향 D1로 한 경우에, 설치부(3h)는, 블레이드 투사부(3g)의 제1 방향 D1의 양 단부 테두리부의 각각에 설치되어 있다. 이 설치부(3h)는, 이 블레이드 투사부(3g)보다 두께[블레이드 투사부(3g)의 두께 방향(예를 들어 제2 방향 D2)의 두께]가 크게 형성됨과 함께, 이 블레이드 투사부(3g)와 일체로 되어 있다[도 3의 (d) 및 도 3의 (e) 참조]. 또한, 제2 방향 D2는, 도 3의 (e)에서 도시되는 상면도(평면도)에 있어서 제1 방향 D1에 직교하는 방향이다.
또한, 블레이드(3)의 설치부(3h)는, 적어도 그 외측 부분(3i)의, 블레이드(3)의 회전축 방향에 직교하는 평면이, 스트레이트 형상으로 되도록 형성되어 있다. 즉, 블레이드 투사부(3g)는, 전술한 바와 같은 만곡 형상 또는 굴곡 형상을 갖지만, 설치부(3h)의 외측 부분의 대부분(후술하는 내측 부분 이외의 대부분)은, 만곡 형상이나 굴곡 형상을 갖지 않는 스트레이트 형상으로 되어 있다. 도 3에 있어서, 부호 3h3은, 설치부(3h)의 스트레이트 형상으로 되어 있는 부분을 나타내고 있다.
이상과 같이, 블레이드(3)의 설치부(3h)가 스트레이트 형상으로 되어 있으므로, 후술하는 측판 유닛(10)으로의 설치 작업이나, 측판 유닛(10)으로부터의 제거 작업이 용이하게 된다. 이로 인해, 블레이드(3)에 있어서, 전술한 바와 같이 투사 효율을 높이는 제1 부분(3b) 및 제2 부분(3c)을 갖는 투사면(3a)을 구비한 블레이드 투사부(3g)[블레이드(3)]를 측판 유닛(10)에 대한 교환을 용이하게 할 수 있다.
또한, 블레이드(3)의 설치부(3h)는, 반경 방향의 내측 부분에, 걸림 결합부(3j)를 갖는다. 걸림 결합부(3j)는 블레이드(3)의 회전축 방향으로 직행하는 평면 내에서의 형상이, 전술한 스트레이트 형상으로부터 돌출되도록 형성된다[도 3의 (b) 및 도 3의 (d) 참조]. 또한, 한 쌍의 설치부(3h)의 D1 방향의 외측에는, 접촉부(3k)가 복수(여기서는 각 2개) 설치되어 있다. 접촉부(3k)는, 설치부(3h)의 외측면(3m)으로부터 돌출되도록 형성되어 있다. 블레이드가 측판 유닛(10)에 설치된 상태에서는, 접촉부(3k)가 측판(11)에 형성된 홈부[가이드 홈부(13)]에 접촉해서 적절한 위치에 설치된다.
블레이드(3)는, 걸림 결합부(3j)를 가지므로, 측판 유닛(10)의 소정 위치에 정확하게 설치되는 것을 가능하게 하여, 양호한 투사 성능을 발휘할 수 있다. 또한, 블레이드(3)의 설치부(3h)의 외측면(3m)이 측판(11)의 홈부에 직접 접촉하지 않고, 접촉부(3k)가 홈부에 접촉하도록 함으로써, 블레이드(3)를 측판 유닛(10)에 설치할 때 원활하게 설치하는 것이 가능하다.
블레이드 투사부(3g) 및 설치부(3h)는, 한 쌍의 설치부(3h)가 대향하는 내면(3h1)의 간격 L3이, 반경 방향의 내측에 비해 외측을 향해서 점차 작아지도록 형성되어 있다. 즉, 한 쌍의 설치부(3h)가 대향하는 내면(3h1)은 약간 경사져 있다. 즉, 내면(3h1)은, 서로 경사져 있으며, 또한 외면(3h2)에 대해서도 경사져 있다. 한 쌍의 설치부(3h)의 외면(3h2)은 거의 평행하다. 외면(3h2)은, 측판(11)의 주면에 대하여 평행하다. 블레이드 투사부(3g)의 도 3의 (a)에 도시한 정면도에서의 양 단부 테두리부(3g1)의 간격 L3, 즉, 양 단부 테두리부(3g1)의 제1 방향 D1의 간격 L3은, 반경 방향의 내측에 비해 외측을 향해서 점차 작아지도록 형성되어 있다.
이와 같이, 블레이드(3)는, 블레이드 투사부(3g) 및 설치부(3h)를 가지므로, 원심 투사기(1) 내에서 반경 방향의 외측을 향함에 따라서 제1 방향 D1에 투사재군이 넓어져 버리는 것을 방지한다. 즉, 블레이드(3)는, 투사재의 투사 패턴을 집중시키는 것에 기여하고, 전술한 제1 부분(3b) 및 제2 부분(3c)의 형상 등과 상성이 좋아, 상승 효과로 투사 패턴을 집중시킬 수 있다. 또한, 본 발명의 블레이드는, 내면(3h1) 및 양 단부 테두리부(3g1)가 경사져 한정되는 것이 아니라, 평행하더라도 그 밖의 효과를 갖는 것이다.
또한, 블레이드(3)의 제2 부분(3c)은, 블레이드(3)의 회전 중심과 제2 부분(3c)의 외측단부 부근의 일점을 연결하는 가상선이 법선과 일치하도록 형성되므로, 전술한 투사재의 가속 기능을 발휘한다. 여기에서는, 블레이드(3)의 회전 중심과 제2 부분(3c)의 외측단부(3n)를 연결하는 가상선 L2가 법선과 일치하도록 형성되어 있다[도 5의 (a) 등 참조].
전술한 구성으로 된 블레이드(3)의 제2 부분(3c)은, 투사재의 투사 속도를, 법선과 일치하도록 형성된 편평한 투사면을 갖는 경우의 투사 속도와 거의 동등한 속도로 하는 것을 가능하게 한다. 즉, 블레이드(3)는, 투사 속도가 느려지지 않아 투사 패턴을 집중시킬 수 있어, 투사 효율을 높일 수 있다.
또한, 블레이드(3)에 있어서는, 편평한 투사면을 갖는 경우의 투사 속도와 거의 동등한 속도로 하기 위해서, 가상선 L2가 법선과 일치하도록 형성되어 있지만, 이것으로 한정되는 것은 아니다. 즉, 가속 기능을 발휘한다는 관점에서 생각하면, 블레이드(3)에 있어서, 가상선 L2가 법선보다 회전 방향 전방측으로 경사져도 된다. 환언하면, 블레이드(3)의 회전 중심 O1과 제2 부분(3c)의 외측 단부로부터 반경 방향 내측을 연결하는 가상선이 법선과 일치하도록 형성되어 있어도 된다.
블레이드 투사부(3g)의 내측의 단부(3p)는, 내측을 향해서 끝이 가는 형상으로 형성되고, 각 블레이드(3) 사이의 내측 단부(3p) 간의 거리를 크게 함으로써, 회전하는 각 블레이드(3) 사이로 유도되는 투사재의 양을 증가시키는 가이드부로서 기능한다. 즉, 가이드부로서의 단부(3p)는, 각 블레이드(3) 사이로 유도되는 투사재의 양을 증가시킨다. 환언하면, 단부가 끝이 가는 형상으로 형성되지 않는 경우[도 5의 (a) 및 도 5의 (b)에 파선 B1로 나타내는 경우]는, 그 부분에 충돌한 투사재가 되튀게 되지만, 끝이 가는 형상으로 형성된 단부(3p)를 채용한 경우에는, 블레이드의 단부가 방해로 되지 않아 내부에 들어온다는 효과가 있어, 각 블레이드(3) 사이로 유도되는 투사재의 양을 증가시킨다.
후술하는 바와 같이 본 발명자들은, 시뮬레이션 및 실험을 반복하였지만, 블레이드 투사부(3g)의 내측의 단부가 끝이 가는 형상으로 형성되지 않고 두께가 두꺼운 경우[도 5의 (a) 및 도 5의 (b)에 파선 B1로 나타내는 경우]에는, 그 부분(두께가 두꺼운 내측의 단부 부분)에서 중심측을 향해 투사재가 되튀게 되는 것을 알게 되었다. 전술한 블레이드(3)와 같이, 블레이드 투사부(3g)의 내측의 단부(3p)가 끝이 가는 형상으로 형성됨으로써, 블레이드(3) 사이의 내측 단부(3p) 간의 거리 L4를 크게 할 수 있다. 즉, 파선 B1로 나타내는 경우의 단부 간의 거리 L5에 비하여, 거리 L4를 크게 할 수 있다. 파선 B1은, 끝이 가는 형상에 대한 비교예를 나타내고 있다. 거리 L4로 나타낸 바와 같이, 끝이 가는 형상에 의해, 회전하는 각 블레이드(3) 사이로 유도되는 투사재의 양을 증가시킬 수 있다. 그와 함께, 중심측을 향한 투사재의 되튐도 저감시킬 수 있다. 따라서, 투사 패턴을 양호하게 할 수 있다.
블레이드 투사부(3g)는, 투사면(3a)의 반대측에 설치된 투사 배면(3q)에 형성되는 융기부(3r)를 갖는다. 블레이드 투사부(3g)는, 블레이드 투사부(3g)의 융기부(3r) 및 내측의 단부(3s)의 사이에 설치되는, 만곡면(3t)을 갖는다. 또한, 여기서는, 투영 배면(3q)에는, 단부(3s)로부터 끝이 가는 형성부(3u)와 평면부(3v)를 개재해서 만곡면(3t)이 형성되어 있다. 끝이 가는 형성부(3u)는, 전술한 제1 부분(3b)과 함께, 전술한 끝이 가는 형상의 단부(3p)를 형성하고 있다. 또한, 블레이드 투사부(3g)의 융기부(3r) 및 외측의 단부(3w)의 사이에, 만곡면(3x)이 형성된다. 이 만곡면(3x)에는, 후술하는 바와 같이, 측판 유닛(10)의 결합 부재(12)가 배치 가능하다. 또한, 끝이 가는 형성부(3u)는, 여기에서는 평면 형상으로 형성하였지만, 만곡 형상으로 형성해도 되며, 또한 평면부(3v)를 개재하지 않고 만곡면(3t)의 일부로서 형성해도 된다.
블레이드(3)의, 전술한 반경 방향 내측의 만곡면(3t)은, 투사재(2)를 다음의 블레이드(3)[다음에 회전해 오는 블레이드(3)]의 투사면(3a)측으로 원활하게 유도하는 것을 가능하게 한다. 이에 의해, 만곡면(3t)을 형성한 융기부(3r)의 이면에 결합 부재(스테이 볼트)(12)를 배치시키는 것을 가능하게 하고, 결합 부재(스테이 볼트)(12)에 부딪친 투사재가 중심[블레이드(3)의 회전 중심]측으로 되돌아가는 것을 방지한다. 따라서, 이 블레이드(3) 및 측판 유닛(10)을 구비하는 원심 투사기(1)는 투사 패턴을 양호하게 할 수 있다.
또한, 도 5 및 도 6에 도시한 바와 같이, 본 발명의 실시 형태에 의한 원심 투사기(1)는, 전술한 복수의 블레이드(3)를 설치하기 위한 측판 유닛(10)을 구비한다. 측판 유닛(10)은, 한 쌍의 측판(11)과, 이 한 쌍의 측판(11)을 소정의 거리를 가진 상태에서 결합시키는 결합 부재(12)를 갖는다. 결합 부재(12)는, 한 쌍의 측판(11)에 형성된 구멍(11a)에 넣어 고정된다. 예를 들어, 코오킹이나, 나사 고정에 의해 고정된다. 결합 부재(12)는, 예를 들어 스테이 볼트라 불리는 부재이다.
한 쌍의 측판(11)의 서로 대향하는 면(11b)에는, 가이드 홈부(13)가 형성된다. 또한, 측판(11)은, 도넛 형상(원환 형상)의 부재이며, 서로 대향하는 면(11b)의 내측에는, 테이퍼부(11c)가 설치된다. 가이드 홈부(13)는, 그 외측(13a)이 그 내측(13b)에 비해 회전 방향의 후방측에 위치하도록 경사져 형성되어 있다. 여기서 설명하는 형상은, 블레이드(3) 및 측판 유닛(10)의 회전축(회전 중심)에 직교하는 단면에서의 형상이다. 또한, 가이드 홈부(13)는, 블레이드(3)의 설치부(3h)에 대응하고 있고, 블레이드(3)의 설치부(3h)가 슬라이드되어 삽입되므로, 블레이드(3)가 측판 유닛(10)에 설치된다.
이상과 같은 측판 유닛(10)은, 전술한 바와 같은 투사 패턴을 집중시킬 수 있는 블레이드(3)를 그 성능을 발휘한 상태에서 확실하게 설치하는 것을 가능하게 한다. 또한, 블레이드(3)의 교환도 용이하게 할 수 있다.
측판 유닛(10)의 측판(11)의 가이드 홈부(13)는, 적어도 그 외측 부분(13c)이 스트레이트 형상으로 형성되어 있다. 또한, 가이드 홈부(13)는, 그 내측 부분(13d)이, 스트레이트 형상보다도 폭넓게 형성된다. 가이드 홈부(13)의 내측 부분(13d)은, 블레이드(3)의 설치부(3h)의 걸림 결합부(3j)와 걸림 결합하고, 블레이드(3)[설치부(3h)]의 위치를 규제한다. 또한, 외측 부분(13c)은, 가이드 홈부(13)의 스트레이트 형상으로 되어 있는 부분을 나타내고 있다. 이 가이드 홈부(13)의 스트레이트 형상 부분(13c)은, 설치부(3h)의 스트레이트 형상의 부분(3h3)과 대응하고 있다. 그리고, 이 스트레이트 형상 부분(13c)의 가상 중심선 L6은, 회전 방향 후방으로 경사져 있다(도 6 참조). 경사 각도 θ2는, 블레이드의 경사 각도에 근접한 각도로 설정되기 때문에, 30 내지 50°가 양호한 효과를 갖는다. 여기서, 경사 각도는, 블레이드(3)의 회전축을 포함한 평면 P2에 대한 각도를 의미하도록 한다.
측판(11)의 가이드 홈부(13)의 외측 부분(13c)이 스트레이트 형상으로 되어 있으므로, 블레이드(3)의 교환을 용이하게 할 수 있다. 즉, 전술한 바와 같이 투사재의 집중화 기능 및 가속화 기능을 실현하는 블레이드(3)를 적절하게 설치할 수 있다. 즉, 블레이드 투사부(3g)의 투사면(3a)에는, 전술한 바와 같이 제1 부분(3b) 및 제2 부분(3c)이 형성되어 있지만, 설치부(3h) 및 가이드 홈부(13)는 스트레이트 형상이므로, 블레이드(3)의 설치 및 제거를 간단하게 또한 원활하게 행할 수 있다.
또한, 블레이드(3)의 설치부(3h)의 걸림 결합부(3j)가, 측판(11)의 가이드 홈부(13)의 내측 부분(13d)에 걸림 결합 가능하게 되어 있으므로, 블레이드(3)를 적절한 위치에 고정할 수 있다.
측판 유닛(10)의 결합 부재(12)는, 블레이드(3)의 수와 동수만큼 설치된다. 그리고, 각 결합 부재(12)는, 각 블레이드(3) 사이에 배치된다. 그와 함께, 인접하는 블레이드(3)의 투사면(3a)과, 인접하는 블레이드(3)의 투사 배면(3q)과의 중간 위치보다 투사 배면측(3q)에 가까운 위치에 배치된다. 또한, 중간 위치는, 예를 들어 O1을 중심으로 하여, 결합 부재(12)의 중심 위치를 통하는 가상 원호 L7과, 전술한 가상선 L6과의 교점 K1, K2를 산출한다(도 6 참조). 그리고, 원호 L7 위이며, 이 교점 K1, K2의 중간에 위치하는 점 K3을 「중간 위치」로 하면 된다. 이 경우, 결합 부재(12)는, 중간 위치 K3보다 투사 배면(3q)측에 배치된다. 「중간 위치」는 이것으로 한정되는 것이 아니라, 원호 L7과 투사면(3a)의 교점과, 원호 L7과 투사 배면(3q)의 교점을 산출하고, 원호 L7 위이며, 이 교점의 중간에 위치하는 점을 사용해도 된다.
도 5에 도시한 바와 같이, 회전축 방향에 직교하는 평면 내에서의 단면에 있어서, 블레이드 투사부(3g)의 내측의 단부(3p)의 선단으로부터, 블레이드 투사부(3g)의 투사 배면에 형성된 융기부(3r)에 접하도록[융기부(3r)의 정상부 부근에 접하도록] 연결하는 가상선을 가상선 L8로 한다. 이 가상선 L8에 대하여 결합 부재(12)의 단면의 적어도 일부가 블레이드(3)의 투사 배면(3q)측에 위치하도록, 결합 부재(12)가 블레이드(3)의 투사 배면(3q)측에 T 가까운 위치에 배치됨으로써, 투사 패턴을 양호하게 할 수 있다. 여기에서는 또한 이 가상선 L8에 대하여 결합 부재(12)의 단면 중, 블레이드(3)의 투사 배면(3q)측에 있는 부분의 단면 면적이 절반 이상으로 되도록, 결합 부재(12)가 블레이드(3)의 투사 배면(3q)측에 가까운 위치에 배치되어 있으므로, 투사 패턴을 더 양호하게 할 수 있다.
이상과 같이 구성된 측판 유닛(10)은, 결합 부재(스테이 볼트)(12)에 부딪친 투사재가 중심측으로 되돌아가는 것을 방지한다. 따라서, 이 블레이드(3) 및 측판 유닛(10)을 구비하는 원심 투사기(1)는, 투사 패턴을 양호하게 할 수 있다.
그런데, 전술한 블레이드(3)의 개수는, 6개이다. 이것은, 8개나 12개를 설치하는 경우에 비하여, 각 블레이드 간의 내측의 단부 간의 거리를 크게 할 수 있고, 각 블레이드의 단부에 있어서 중심측을 향해 투사재의 되튐을 작게 할 수 있으며, 즉, 투사 패턴을 양호하게 할 수 있다. 동수의 결합 부재(스테이 볼트)의 수를 고려해도 딱 좋다. 즉, 결합 부재(12)는, 전술한 바와 같이 블레이드(3)와 동수 설치되지만, 결합 부재(12)가 너무 늘어나면, 결합 부재에서 되튀어진 투사재가 중심측으로 되돌아갈 가능성이 증가해 버린다. 이에 반하여 블레이드 및 결합 부재를 6개 설치한 경우에는, 결합 부재의 영향을 저감하여, 투사 패턴을 양호하게 할 수 있다. 또한, 개수를 너무 줄여서 예를 들어 4개로 하면, 블레이드의 마모가 문제로 되어, 블레이드의 교환 빈도가 많아지게 되어, 메인터넌스 공정수가 증가해 버린다. 또한, 각 블레이드에 공급되는 투사재[후술하는 컨트롤 케이지의 개구창(21a)으로부터 공급되는 투사재]의 시간차가 커지면, 블레이드의 반경 방향의 크기가 커지게 되어, 블레이드 중량이 증가한다는 문제도 있다. 이상의 점을 감안하면, 블레이드의 개수는 6 내지 8개가 적절하며, 또한 본 발명에 있어서는 6개가 최적이다.
도 6에 도시한 바와 같이, 측판(11)의 가이드 홈부(13)에는, 측판 유닛(10)을 회전 구동측에 고정하기 위한 볼트(15)를 설치하기 위한 오목부(16)가 설치되어 있다. 여기서 회전 구동측이란, 회전 구동부에 회전되는 회전축(14)에 고정되는 허브(18)이다(도 2 및 도 7 참조). 이 오목부(16)에 볼트(15)가 삽입 관통되는 삽입 관통 구멍(17)이 형성되어 있다. 한 쌍의 측판(11)은, 서로 대향하는 면의 반대측 면(외측의 면)의 내주부에 후육부(11d)가 형성되고, 삽입 관통 구멍(17)은, 후육부(11d)에 위치하도록 설치되어 있다.
측판(11)에는 오목부(16) 및 삽입 관통 구멍(17)이 설치되어 있으므로, 측판 유닛(10)의 회전축(14)측[허브(18)]으로의 고정 및 제거가 측판 유닛(10)측, 즉 본체 케이스(20)측으로부터 행할 수 있다. 가이드 홈부(13)에 볼트(15)의 설치용 오목부(16)가 설치되어 있음으로써, 측판 유닛(10)의 가이드 홈부(13)에 블레이드(3)가 설치된 후에는, 이 볼트(15)의 헤드부(15a)가 블레이드(3)의 설치부(3h)에 숨겨진다. 이에 의해, 볼트(15)의 헤드부(15a)가 마모되지 않는다. 또한, 측판 유닛(10)의 회전 구동측[회전축(14), 허브(18)]으로의 고정 및 제거가 측판 유닛(10)측으로부터 행할 수 있다. 측판 유닛(10)의 회전 구동측인 허브(18)로의 설치는, 종래 허브(18)측(회전축측)으로부터 행해지는 경우가 많아, 불편하였다. 여기에서는, 측판 유닛(10)의 회전 구동측으로의 고정이 측판 유닛(10)측으로부터 행할 수 있으므로, 설치 작업이 용이하게 되어, 편리성이 향상되었다.
한 쌍의 측판(11)은, 결합 부재(12)에 직교하는 가상 평면 P3에 대하여, 면 대칭이 되도록 형성되어 있다[도 6의 (b) 참조]. 즉, 전술한 볼트(15)의 설치용 오목부(16) 및 삽입 관통 구멍(17)은, 한 쌍의 측판(11)의 양쪽에 설치되어 있다. 그리고, 측판(11)의 허브(18)로의 설치측을 바꿈으로써, 가이드 홈부(13)의 방향이 반대측이 되고, 블레이드(3)의 방향이 반대측이 된다. 이에 의해, 회전축(14) 및 블레이드(3)를 역회전시키는 것이 가능해진다. 이에 의해, 시계 방향 및 반대 방향을 희망하는 각각의 유저에 대하여 동일한 제품(피처리품)을 공급할 수 있어, 즉 범용성을 높일 수 있다.
다음으로, 도 1 내지 도 8을 참조하여, 원심 투사기(1)의 더 구체적인 구성에 대해서 설명한다. 원심 투사기(1)는 컨트롤 케이지(21)와, 디스트리뷰터(22)를 구비한다. 또한, 원심 투사기(1)는 본체 케이스(20), 베어링 유닛(23), 허브(18), 라이너(26), 덮개(27), 센터 플레이트(28), 전방면 커버(29), 브래킷(30), 시일(31), 도입통('호퍼'라고도 함)(32), 도입통 가압부(33) 등을 구비한다.
컨트롤 케이지(21)는, 투사재의 투사 방향이나 분포 형상을 컨트롤하는 기능을 갖는다. 측판 유닛(10)을 구성하는 측판(11)은, 도넛 형상(원환 형상)의 단면을 갖고 있다. 컨트롤 케이지(21)는, 측판(11)의 내측(원환 형상의 내경 내측)에 배치되어 있으며, 고정되어 있다. 컨트롤 케이지(21)에는, 개구창(21a)이 설치되어 있다. 이 개구창(21a)으로부터 투사재가 블레이드(3)를 향해서 방출된다.
브래킷(30)은, 컨트롤 케이지(21)를 보조하는 보조 브래킷으로서 기능한다. 즉, 컨트롤 케이지(21)는, 그 회전축과 반대측[도입통(32)측]에, 그 회전축과 반대측[도입통(32)측]으로부터 디스트리뷰터(22)를 삽입 가능한 삽입용 개구부(21b)를 갖는다. 또한, 컨트롤 케이지(21)는 그 회전축측에, 디스트리뷰터(22)의 회전축측에서 또한 반경 방향의 외측 부분을 커버하는 커버부(21c)를 갖는다. 또한, 커버부(21c)의 내측에는, 디스트리뷰터(22)를 센터 플레이트(28) 및 허브(18)에 고정하기 위한 볼트(22c)를 설치 가능한 정도의 개구(21d)가 설치된다. 그리고, 브래킷(30)은 디스트리뷰터(22)가 설치된 후에 도입통(32)과 함께 컨트롤 케이지(21)측에 고정됨으로써, 컨트롤 케이지(21) 및 도입통(32) 사이의 간극을 막아서 투사재(2)가 이 간극으로부터 외부로 방출되는 것을 방지한다.
이상과 같이, 컨트롤 케이지(21) 및 브래킷(30)은, 디스트리뷰터(22)를 컨트롤 케이지(21) 내에 배치시킬 때, 도입통(32)측[회전축(14)과 반대측]으로부터 삽입시키는 것을 가능하게 한다. 이에 의해, 컨트롤 케이지(21)에, 디스트리뷰터(22)의 회전축측에서 또한 반경 방향의 외측 부분을 커버하는 커버부(21c)를 설치하는 것을 가능하게 한다. 이 커버부(21c)는, 회전축측에 있어서의 디스트리뷰터(22) 및 컨트롤 케이지(21)의 간극을 작게 하는 것을 가능하게 하고, 이에 의해, 이 간극으로부터의 투사재의 누출을 최소한으로 억제할 수 있어, 투사재의 투사 효율을 향상시킬 수 있다. 또한, 컨트롤 케이지(21) 및 브래킷(30)은 디스트리뷰터(22)의 교환이나 메인터넌스를 행할 때의, 작업 시간을 대폭 단축한다.
디스트리뷰터(22)는, 도입통(32)으로부터 공급된 투사재를, 교반하면서 원심력으로 가속해서 컨트롤 케이지(21)의 개구창(21a)(개구부)을 통해서 블레이드(3)측에 공급한다. 디스트리뷰터(22)에는, 예를 들어 둘레 방향으로 거의 등간격의 개구가 설치되어 있다. 디스트리뷰터(22)는, 컨트롤 케이지(21)의 내부에서 회전 가능하게 되어 있다.
디스트리뷰터(22)의 내부에는, 설치 볼트(22c)용 구멍부(22b)를 형성하는 거의 삼각추의 돌기부(22a)가 형성되어 있다. 그런데, 회전축(14)과 허브(18)는, 키 홈이 형성되고, 도시하지 않은 키에 의해 함께 회전할 수 있도록 연결되어 있다. 볼트(연결 부재)(22d)는, 센터 플레이트(28)와 허브(18)를 연결한다. 볼트(연결 부재)(22c)는, 센터 플레이트(28)를 끼운 상태에서, 회전축(14)과 디스트리뷰터(22)를 연결한다. 허브(18)는 회전축(14)으로부터 전달된 회전력을, 측판 유닛(10) 및 블레이드(3)에 전달하는 기능을 갖는다. 센터 플레이트(28)는, 측판 유닛(10)의 회전축측의 개구를 막아서 투사재의 누출을 방지하는 기능을 갖는 플레이트 부재이다. 반경 방향의 위치 관계로서는, 측판 유닛(10)의 내측에 컨트롤 케이지(21)가 배치되고, 컨트롤 케이지(21)의 내측에 디스트리뷰터(22)가 배치된다. 전술한 바와 같이 회전력을 전달하는 부재를 가짐으로써, 블레이드(3), 측판 유닛(10), 허브(18), 센터 플레이트(28) 및 디스트리뷰터(22)는 회전축(14)에 회전 구동된다.
베어링 유닛(23)은 중심에 회전축(14)을 갖는다. 이 회전축(14)을 2개의 베어링(25)으로 유지하고 있다. 회전축(14)에는, 모터로부터의 동력을 벨트에서 전달하기 위한 풀리와, 측판 유닛(10)에 전달하기 위한 허브(18)가 설치된다. 허브(18)는, 회전축(14)과 측판(11)[측판 유닛(10)]을 연결하는 기능을 갖는다.
측판 유닛(10)은, 6매의 블레이드(3)를 설치할 수 있고, 블레이드(3)와 함께 회전된다. 블레이드(3)는, 측판 유닛(10)에 설치된 상태에서 회전되므로, 투사재(숏)를 투사한다. 이상과 같이, 원심 투사기(1)는, 집중 성능[투사재(2)의 집중 성능]을 갖는 블레이드(3)와, 블레이드(3)를 착탈 가능하게 되는 측판(11)과, 컨트롤 케이지(21)와, 디스트리뷰터(22)를 가지므로, 투사 패턴을 집중시켜, 좁은 투사 범위에서 투사 효율을 높일 수 있다. 원심 투사기(1)는, 집중 성능을 갖는 블레이드(3) 위에서 투사재가 집중되고, 집중된 투사재가 방출된다. 이때, 제1 부분(3b)에서 집중된 투사재가 숏 가속 기능을 갖는 제2 부분(3c)으로부터 방출되므로, 투사 효율이 좋아진다.
본체 케이스(20)는, 각 구성 부품을 조립하기 위한 것이다. 라이너(26)는, 본체 케이스(20)를 투사재로부터 보호한다. 라이너(26)에는, 사이드 라이너(26a)와, 상부 라이너(26b)가 사용된다. 덮개(27)는, 본체 케이스(20)의 상부 개구(20a)를 개폐한다. 센터 플레이트(28)는, 블레이드(3)의 낙하를 방지함과 함께, 회전축(14)의 축 단부를 보호하는 기능을 갖는다. 전방면 커버(29)는, 메인터넌스 시에 제거 가능하게 되어 있다.
브래킷(30)은, 내부가 테이퍼 형상으로 개구되어 있으며, 도입통(32)으로부터 공급된 투사재(숏)를 디스트리뷰터(22)의 내부에 공급한다. 시일(31)은, 도입통(32)과 브래킷(30)의 간극으로부터 투사재가 누출되는 것을 방지한다. 도입통(32)은, 투사재를 원심 투사기(1) 내부에 공급한다. 도입통 가압부(33)는, 원심 투사기(1) 본체에 도입통(32)을 고정한다. 도입통(32)에는, 내마모 주물을 사용할 수 있으며, 그 경우에는, 투사재에 의한 내면의 마모를 저감하여 교환 빈도를 적게 할 수 있다. 내마모 주물보다 내마모성이 낮은 재료를 사용해도 되지만 내면의 마모에 의한 투사재의 흐름이 나빠지는 것을 방지하기 위해서, 적절한 타이밍에 부품 교환을 행할 필요가 있다.
다음으로, 원심 투사기(1)의 설치 수순을 설명한다. 또한, 제거 수순은, 이 반대를 행하면 된다. 베어링 유닛(23)은, 본체 케이스(20)에 볼트 등으로 고정된다. 본체 케이스(20)의 내면 회전축(14)에 대하여 원주 방향으로는, 투사재에 의한 마모를 방지하기 위해서, 라이너(26)가 설치된다.
베어링 유닛(23)의 회전축(14)에, 허브(18)가 삽입된다. 허브(18)에는, 측판(11)이 원심 투사기(1)의 내면으로부터 볼트(15)로 고정된다. 여기서 한 쌍의 측판(11)은, 결합 부재(12)에 의해, 일정한 거리를 가진 상태에서 고정되어 있다. 환언하면, 허브(18)에는, 한 쌍의 측판(11)이 결합 부재(12)에 의해 결합된 상태인 측판 유닛(10)이 고정된다.
블레이드(3)는, 한 쌍의 측판(11)의 가이드 홈부(13)에 내측으로부터 외측을 향해서 삽입되고, 센터 플레이트(28)로 고정된다. 원심력으로 외측에 힘이 작용하므로, 센터 플레이트(28)로 고정되지 않도록 구성해도 된다. 이때, 블레이드(3)의 걸림 결합부(3j)가 가이드 홈부(13)의 내측 부분(13d)에 걸림 결합하므로, 블레이드(3)의 위치가 적절한 위치로 된다.
전방면 커버(29)는, 본체 케이스(20)에 볼트 등으로 고정된다. 센터 플레이트(28)는 외주부에서 블레이드(3)의 내경 부분을 유지한 상태에서 허브(18)에 볼트(15)로 고정된다. 컨트롤 케이지(21)를 측판(11)의 내측으로 삽입 후에, 디스트리뷰터(22)를 그 내측에 넣고, 디스트리뷰터(22)를 회전축(14)에 볼트(22c)로 고정한다.
컨트롤 케이지(21)는, 적절한 방향으로 투사재를 투사할 수 있도록, 개구부(21a)의 위치가 조정되고, 브래킷(30), 시일(31), 도입통(32)의 순으로 설치되고, 도입통 가압부(33)로 가압하면서 고정한다.
그리고, 복수의 블레이드(3)는, 컨트롤 케이지(21)의 외측에, 간극을 개재하여 측판(11)에 설치되어 있다. 또한, 컨트롤 케이지(21)의 내측에는, 간극을 개재하여 디스트리뷰터(22)가 설치된다. 그리고, 블레이드(3) 및 측판(11)과, 디스트리뷰터(22)는, 동일한 회전 중심 O1에서 회전 가능하게 되어 있다. 블레이드(3)의 제1 부분(3b)은, 숏 수취부로서도 기능한다. 또한, 제2 부분(3c)은, 숏 가속부로서도 기능한다.
다음으로, 전술한 본 발명의 실시 형태에 의한 원심 투사기(1)에 의한 투사 방법과, 원심 투사기(1)에 의해 투사되는 투사재의 움직임을 설명한다. 원심 투사기(1)에 의한 투사 방법은, 컨트롤 케이지(21)로부터의 숏 분산 방출 공정과, 블레이드(3) 위에서의 숏 집중 공정과, 블레이드(3)로부터의 숏 방출 공정을 갖는다. 즉, 분산 방출 공정에서는, 컨트롤 케이지(21)의 개구창(21a)으로부터 투사재를 블레이드(3)를 향해 분산 방출한다. 집중 공정에서는, 분산 방출된 투사재를 블레이드(3) 위에서 집중시킨다. 방출 공정에서는, 블레이드 위에서 집중된 투사재를 블레이드(3)로부터 방출한다.
여기서, 분산 방출이란, 투사재가 산발적으로 흩어져서 방출되는 것을 의미한다. 뭉쳐진 투사재군으로서 방출되는 것이 아니라, 산발적으로 다수 개 방출되는 것을 의미한다. 또한, 「투사재를 집중시킨다」라 함은, 산발적으로 블레이드(3) 위에 방출된 다수의 투사재의 밀도를 높게 하는 것을 의미한다. 「블레이드(3)로부터 방출한다」라 함은, 밀도가 높아진 투사재군을 블레이드(3)로부터 원심 투사기(1)의 밖으로 방출하는 것을 의미한다. 또한, 블레이드(3)는, 원심력에 의해, 컨트롤 케이지로부터 받은 투사재를 가속시키는 기능을 갖는다.
투사재의 움직임에 대하여, 원심 투사기(1)의 부품 동작과 함께 설명한다. 우선, 디스트리뷰터(22), 블레이드(3), 측판 유닛(10) 등이 회전된다. 계속해서, 디스트리뷰터(22)의 내부에 투사재(2)가 공급된다. 공급된 투사재(2)는, 회전된 디스트리뷰터(22)의 개구로부터 원심력으로 컨트롤 케이지(21)와 디스트리뷰터(22)의 사이의 간극에 공급된다. 공급된 투사재(2)는, 그 간극 중을 회전 방향으로 이동한다. 간극 중을 이동된 투사재(2)는, 컨트롤 케이지(21)의 개구창(21a)으로부터 외측으로 튀어나온다. 개구창(21a)으로부터 튀어나온 투사재(2)는, 숏 수취부로서 기능하는 제1 부분(3b)에서 가속 및 집중되고, 숏 가속부로서 기능하는 제2 부분(3c)에서 더욱 가속되어, 블레이드(3)의 외측으로부터 원심력으로 투사된다.
여기서, 전술한 본 발명의 실시 형태에 의한 원심 투사기(1)의 블레이드(3)의 이점에 대하여 설명한다. 이와 비교하는 종래의 블레이드는, 제1 부분이 평면 P1에 대하여 경사지지 않음과 함께 제2 부분이 설치되지 않았다. 즉, 종래의 블레이드는, 거의 편평한 면[도 5의 (a)에 도시한 평면 P1 위의 면]을 갖는 투사면을 갖고, 이 면 내에 법선과 회전축이 포함된다. 종래의 블레이드에서는, 시간차를 갖고 컨트롤 케이지의 개구창으로부터 나온 투사재가, 그 시간차를 가진 상태에서 블레이드 선단으로부터 투사된다. 그로 인해, 넓은 투사 패턴으로 된다.
이에 반하여, 전술한 원심 투사기(1)의 블레이드(3)에서는, 제1 부분(3b)이 평면 P1에 대하여 후향 경사로 되어 있으므로, 다음과 같은 이점이 있다. 이 이점을, 도 9의 (a) 내지 (g)를 이용하여 투사재(2)의 거동과 함께 설명한다. 도 9의 (a) 내지 (g)에 있어서, 투사재(2a 내지 2c)는, 대량으로 방출되는 투사재(2)의 일부를, 그 거동을 이해하기 쉽게 설명하기 위해서, 선택해서 나타내고 있다[도 9의 (h) 내지 (n)에 도시한 투사재(92a 내지 92c)도 마찬가지임]. 전술한 후향 경사의 블레이드(3)에서는, 마지막으로 개구창(21a)으로부터 나온 투사재(2c)가 최초에 블레이드(3)에 얹히고, 가속되면서 블레이드 외주로 진행한다. 최후 및 최초 사이의 중간에서 개구창(21a)을 나온 투사재(2b)가, 블레이드(3)에 얹힐 때에는, 최초에 블레이드(3)에 얹힌 투사재(2c)가 그 부근에 존재한다. 또한, 이들 최후 및 중간의 투사재(2c, 2b)가 가속되므로, 최초에 개구창(21a)을 나온 투사재(2a)가 블레이드에 얹힐 때, 이들 최후 및 중간의 투사재(2c, 2b)가 그 부근에 존재한다. 따라서, 전술한 블레이드(3)를 사용하는 경우에는, 시간차를 갖고 컨트롤 케이지(21)의 개구창(21a)으로부터 공급된 투사재가 시간차를 거의 갖지 않은 상태에서 블레이드 선단으로부터 투사됨으로써, 투사 패턴을 좁게 할 수 있다.
그런데, 전술한 도 9의 (a) 내지 (g)에서 설명한 후향 경사의 블레이드(3)와 비교하기 위해서, 블레이드(3)와는 반대로 평면 P1에 대하여 전향 경사로 된 블레이드(93)(비교예)를 사용한 경우의 투사재(92)의 거동을 도 9의 (h) 내지 (n)을 이용하여 설명한다. 전향 경사의 블레이드(93)는, 최초에 개구창으로부터 나온 투사재(92a)와, 마지막으로 개구창으로부터 나온 투사재(92c)를 연결한 공급되는 투사재의 분산 에리어가, 블레이드(93)에 거의 평행하게 된다. 그로 인해, 최초에 개구창으로부터 나온 투사재(92a), 최초 및 최후 사이의 중간에서 개구창을 나온 투사재(92b), 최후에 개구창으로부터 나온 투사재(92c)가 거의 동시에 블레이드(93)에 얹히게 되어, 투사재(92b)가 투사재(92a)의 위치까지 블레이드(93) 위를 이동하는 시간 분만큼 투사 패턴이 넓어져 버린다.
전술한 블레이드(3)의 제1 부분(3b)의 구성 및 장점은, 본 발명자들에 의해, 블레이드에 공급되는 투사재의 움직임을 예의 검토하고, 시뮬레이션과 실험을 반복함으로써, 알아낸 것이다. 또한, 본 발명자들은, 제1 부분(3b)과는 반대로, 평면 P1에 대하여 전향 경사로 된 블레이드의 거동에 대해서도 예의 검토하고, 이들을 비교하여, 전술한 바와 같이 구성을 결정한 것이다. 또한, 본 발명자들은, 다음에 설명하는 제2 부분(3c)의 장점 및 경사 각도 θ1의 적절 범위와, 전술한 블레이드(3)의 매수에 대해서도, 시뮬레이션과 실험을 반복함으로써, 유리하게 실현 가능한 것으로 하는 데 성공하고, 또한 블레이드가 소모 부품인 것을 감안하여, 양산 가능하며, 실현 가능한 것으로 할 수 있었다.
다음으로, 제2 부분(3c)의 이점에 대하여, 더욱 상세히 설명한다. 전술한 바와 같이, 제1 부분(3b)을 갖는 장점을 고려하면, 투사 패턴을 집중시키는 후향 경사면만의 블레이드라도 실용 가능하다. 그러나, 회전수에 대한 투사 속도는, 뒷쪽으로 기울수록 낮아지기 때문에, 투사 속도를 빠르게 하기 위해서는 회전수를 올릴 필요가 있다. 회전수의 상승은, 투사재를 투사하지 않을 때의 소비 전력의 상승이나 소음의 상승 등의 문제가 발생한다. 따라서, 숏 수취부로서의 제1 부분(3b)의 외측에 예를 들어 굴곡부를 설치하는 등으로 하여, 실질적으로 블레이드 투사를 행하는 제2 부분(3c)을 수취부인 제1 부분(3b)보다 전향 경사으로 한 블레이드(3)[정확하게는 도 3 및 도 4를 이용하여 설명한 블레이드(3)]와 같은 구성으로 함으로써, 투사 전력 효율을 변화시키지 않고, 투사 패턴의 집중을 실현하였다. 이상과 같이 블레이드(3)의 제2 부분(3c)에 의해, 회전수에 대한 투사 속도를 올릴 수 있다.
또한, 블레이드(3)의 제1 부분(3b)의 경사 각도 θ1에 대하여, 더욱 상세히 설명한다. 전술한 바와 같이, 제1 부분(3b)의 후향 경사 각도, 즉, 평면 P1에 대한 경사 각도 θ1은, 30 내지 50°가 양호하다. 전술한 바와 같이, 블레이드(3)에서는, 연속적으로 공급되는 투사재를 제1 부분(3b)에서 모음으로써 투사 패턴을 집중시키고 있지만, 30°보다 작으면 블레이드에 얹히는 시간차가 짧아지게 되어, 분포의 집중도가 낮아진다. 50°보다 크면, 시간차가 너무 커지게 되어, 블레이드 근원 부근에서 블레이드에 얹힌 투사재가 블레이드 선단부에서 받는 투사재를 앞질러, 먼저 투사된다고 하는 현상이 발생하여, 효과가 저하된다. 또한, 제1 부분(3b)의 길이는, 후향 경사로 할수록 길어지기 때문에, 블레이드 중량도 무거워지게 되어, 부품 비용의 증가나 작업성의 저하로 이어진다. 이상의 이유로부터 적절한 각도 범위가 결정된다.
그런데, 전술한 투사면(3a)은, 여기에서 설명한, 투사재(2)가 이동하는 면이기도 하다. 투사 배면(3q)은, 투사재(2)가 이동하는 면의 반대 면이기도 하다. 블레이드 투사부(3g)는, 이 투사면(3a) 및 투사 배면(3q)에 끼워진 부분을 적어도 갖고 있다고 할 수 있다. 설치부(3h)는, 블레이드(3)를 측판(11)에 설치해서 고정하기 위한 부재이다. 설치부(3h) 및 가이드 홈(13)의 형상은, 전술로 한정되는 것은 아니지만, 블레이드(3)가 측판 유닛(10)에 대하여 기계적으로 설치 및 제거 가능한 구성으로 된다. 측판 유닛(10)과 블레이드(3)의 조합은, 예를 들어 전술한 바와 같이 원심력에 의해 고정되는 것이 좋다.
이상과 같이 구성된 원심 투사기(1) 및 이것에 사용되는 블레이드(3)는, 투사재의 투사 패턴을 집중시킬 수 있어, 좁은 투사 범위에 대한 투사 효율을 높일 수 있다. 즉, 투사 패턴이 집중되므로, 피처리품이 작은 경우에, 제품에 닿지 않은 숏 수가 저감하여, 투사 효율이 좋아진다.
이와 같이, 원심 투사기(1) 및 블레이드(3)의 구성은, 각 블레이드에 공급되는 투사재의 전체 움직임을 예의 검토함으로써 비로소 최적의 구성을 특정하는 것이 가능하게 되었다. 종래의 방식에서는, 투사재 한 알씩의 운동을 검토해서 가속 특성을 향상시키는 것이 생각되었다. 금회의 구성[원심 투사기(1)의 구성]에 의해, 투사재 전체의 움직임을 집중시키는 것을 가능하게 하여, 투사 패턴이 집중된다. 그로 인해, 효율적인 투사를 실현할 수 있다.
또한, 전술한 측판 유닛(10) 및 이것을 사용한 원심 투사기(1)는, 투사재의 투사 패턴을 집중시킬 수 있어, 좁은 투사 범위에 대한 투사 효율을 높일 수 있음과 함께 다음의 효과를 갖는다. 즉, 전술한 바와 같이 작용 효과를 갖는 블레이드(3)를 용이하고 또한 확실하게 설치 및 교환 가능하게 한다.
또한, 본 발명의 실시 형태에 의한 원심 투사기(1)에 사용되는 블레이드는, 전술한 도 3 및 도 4에 도시한 블레이드(3)로 한정되는 것은 아니다. 적어도 전술한 각 효과를 갖는 구성의 1개 이상을 갖고 있으면 된다. 구체적으로, 예를 들어 도 10 및 도 11에 도시한 블레이드(7)도 원심 투사기(1)용 블레이드로서 사용할 수 있다. 또한, 블레이드(7)는, 전술한 블레이드(3)와 비교하여, 융기부(3r) 및 융기부(3r)를 갖지 않은 것을 제외하고, 블레이드(3)와 거의 마찬가지의 구성 및 효과를 구비한다. 마찬가지의 구성이나 기능이나 효과를 구비하는 부분에는, 동일한 명칭 및 유사한 부호(「3」 및 「7」에 이어지는 기호가 공통)를 이용하여 상세한 설명은 생략한다.
도 10 및 도 11에 도시한 바와 같이, 블레이드(7)의 투사면(7a)은, 투사면(7a)의 반경 방향 내측 부분의 제1 부분(7b)과, 제1 부분(7b)의 반경 방향 외측에 위치해서 투사면(7a)의 외측 부분인 제2 부분(7c)을 갖는다. 블레이드(7)의 제2 부분(7c)은, 제1 부분(7b)에 대하여 굴곡부 혹은 만곡부를 개재해서 제1 부분(7b)에 일체로 설치된다. 또한, 여기서 설명하는 예에서는, 만곡부(7d)를 개재해서 설치된다.
블레이드(7)의 제1 부분(7b)은, 전술한 제1 부분(3b)과 마찬가지로, 그 반경 방향 외측이 그 내측에 비해 회전 방향 R1의 뒤쪽에 위치하도록 경사져 형성된다. 제2 부분(7c)은, 전술한 제2 부분(3c)과 마찬가지로, 제1 부분(7b)을 외측으로 연장한 가상선보다 회전 방향의 전방측에 위치하도록 형성되어 있다.
또한, 각 블레이드(7)는 전술한 블레이드(3)와 마찬가지로, 투사재를 투사하는 투사면(7a)을 갖는 블레이드 투사부(7g)와, 이 블레이드 투사부(7g)의 양 단부 테두리부에 위치해서 한 쌍의 설치부(7h)를 갖는다. 설치부(7h)는, 적어도 그 외측 부분(7i)이 스트레이트 형상으로 형성되어 있다. 블레이드 투사부(7g)는, 만곡 형상 또는 굴곡 형상을 갖지만, 설치부(7h)의 외측 부분의 대부분(후술하는 내측 부분 이외의 대부분)은 스트레이트 형상 부분(7h3)으로 되어 있다.
블레이드(7)의 설치부(7h)는, 그 내측 부분에, 걸림 결합부(7j)를 갖는다. 걸림 결합부(7j)는, 전술한 스트레이트 형상으로부터 돌출되도록 형성된다. 또한, 한 쌍의 설치부(7h)의 외측에는, 접촉부(7k)가 복수 설치되어 있다. 접촉부(7k)는 설치부(7h)의 외측면(7m)으로부터 돌출되도록 형성되어 있다. 또한, 블레이드(7)에서는, 걸림 결합부(7j)의 외면 전체가 접촉부(7k)로 되어 있다. 블레이드 투사부(7g) 및 설치부(7h)는, 한 쌍의 설치부(7h)가 대향하는 내면(7h1)의 간격 L9가, 반경 방향의 내측(중심측)에 비해 외측을 향해 점차 작아지도록 형성되어 있다. 설치부(7h)의 외면(7h2)이나, 블레이드 투사부(7g)의 양 단부 테두리부(7g1)의 관계도, 전술한 블레이드(3)로 설명한 것과 마찬가지이다.
또한, 블레이드(7)의 제2 부분(7c)은, 전술한 블레이드(3)와 마찬가지로, 블레이드(7)의 회전 중심과 제2 부분(7c)의 외측 단부 부근의 일점을 연결하는 가상선이 법선과 일치하도록 형성됨으로써, 전술한 투사재의 가속 기능을 발휘한다. 여기에서는, 블레이드(7)의 회전 중심과 제2 부분(7c)의 외측단부(7n)를 연결하는 가상선[블레이드(3)를 사용해서 도 5에 도시한 가상선 L2와 마찬가지]이 법선과 일치하도록 형성되어 있다.
블레이드(7)의 블레이드 투사부(7g)의 내측의 단부(7p)는, 전술한 블레이드(3)와 마찬가지로, 내측을 향해서 끝이 가는 형상으로 형성되고, 각 블레이드(7) 사이의 내측 단부(7p) 간의 거리를 크게 함으로써, 회전하는 각 블레이드(7) 사이로 유도되는 투사재의 양을 증가시키는 가이드부로서 기능한다.
이상과 같이, 블레이드(7)는, 투사 배면(7q)에 융기부나 그에 부수되는 구성을 갖지 않는 것을 제외하고, 블레이드(3)와 거의 마찬가지의 구성을 갖고 있다. 투사 배면(7q)은, 끝이 가는 형성부(7u)를 제외하고 만곡 형상(굴곡부를 갖지 않은 만곡 형상)으로 형성되어 있다. 끝이 가는 형성부(7u)는, 전술한 제1 부분(7b)과 함께, 전술한 끝이 가는 형상의 단부(7p)를 형성하고 있다. 또한, 끝이 가는 형성부(7u)는, 여기에서는 평면 형상으로 형성하였지만, 만곡 형상으로 형성해도 되며, 즉, 투사 배면(7q)에 형성되는 만곡면의 일부가 되도록 형성해도 된다.
이상과 같이 구성된 블레이드(7) 및 이것을 사용한 원심 투사기(1)는, 블레이드(3)와 마찬가지로, 투사재의 투사 패턴을 집중시킬 수 있어, 좁은 투사 범위에 대한 투사 효율을 높일 수 있다. 또한, 블레이드(7)는 블레이드(3)와 마찬가지의 구성을 갖는 부분에 대해서는, 그 구성으로부터 얻어지는 효과를 발휘한다.
또한, 전술한 바와 같은 블레이드(3, 7) 자체의 효과는, 예를 들어 측판 유닛, 디스트리뷰터, 컨트롤 케이지 등의 다른 부품이 전술한 구성 이외의 경우에도 발휘할 수 있는 것이다. 예를 들어, 이 블레이드(3, 7)와 함께 사용되는 측판은, 전술한 한 쌍의 측판으로 한정되는 것은 아니며, 예를 들어 1매의 측판이어도 된다.
다음으로, 도 12를 참조하여, 원심 투사기(1)에 사용되는 컨트롤 케이지의 변형예에 대하여 설명한다. 즉, 전술한 블레이드(3, 7)와 동시에 사용해서 상승 효과가 얻어지는 컨트롤 케이지에 대하여 설명한다. 전술한 컨트롤 케이지(21)는, 예를 들어 도 12의 (a)에 도시한 바와 같이, 직사각형의 개구창(21a)을 갖는 것이다. 원심 투사기(1)에 사용되는 컨트롤 케이지는, 이것으로 한정되는 것은 아니다.
즉, 원심 투사기(1)에 사용되는 컨트롤 케이지는, 예를 들어 사각 혹은 삼각의 개구창으로부터 선택된 2개 이상의 개구창을 가져도 된다. 또한, 사각 혹은 삼각의 개구창으로부터 선택된 2개 이상의 개구창을 가짐과 함께 이들 개구창 중 전부 혹은 일부가 각각 부분적으로 겹침으로써 일체화된 1개의 개구창을 갖고 있어도 된다. 여기서, 사각으로는, 직사각형(장방형 혹은 정사각형) 혹은 평행사변형 등을 들 수 있다. 구체적으로 예를 들어, 도 12의 (b)에 도시한 컨트롤 케이지(41)도 원심 투사기(1)용 컨트롤 케이지로서 사용할 수 있다.
도 12의 (b)에 도시한 컨트롤 케이지(41)는, 2개의 사각의 개구창(41a, 41b)을 갖고 있다. 컨트롤 케이지(41)는, 개구창의 구성을 제외하고, 전술한 컨트롤 케이지(21)와 마찬가지의 구성을 구비하므로, 상세한 설명은 생략한다.
여기서, 블레이드(3, 7)와 동시에 사용해서 상승 효과가 얻어지는 컨트롤 케이지의 일례인 도 12의 (b)의 이점에 대하여 설명한다. 전술한 컨트롤 케이지로부터의 투사재 분산 방출 공정이, 투사재가 개구창(41a, 41b)의 각각으로부터 위상차를 가진 상태에서 공급된다. 이에 의해, 투사 패턴의 합성이 가능해지고, 피처리품이 균일한 처리가 가능해지며, 처리에 필요한 총 투사량의 삭감이 가능해진다.
컨트롤 케이지의 개구창에 있어서의 위상차에 대해서 상세히 설명한다. 컨트롤 케이지의 개구창으로부터는, 연속으로 투사재가 방출되고 있다. 여기서, 도 12의 (b)에 도시한 바와 같이, 컨트롤 케이지(41)의 2개의 개구창(41a, 41b)이 설치되고, 원주 방향의 위치가 어긋나 있는 경우에는, 각각의 투사에 어긋남이 발생하게 된다. 즉, 개구창(41a, 41b)의 위치가 원주 방향으로 어긋나 있음으로써, 제1 개구창(41a)으로부터 나온 투사재와, 제2 개구창(41b)으로부터 나온 투사재에 의해, 블레이드에 공급되는 위치에 어긋남이 발생한다. 이 투사의 어긋남이, 위상차로 되어, 그 결과로서 투사 패턴의 합성이 행해진다. 즉, 컨트롤 케이지(41)를 사용하는 경우의 원심 투사 방법에 있어서의 숏 분산 방출 공정에서는, 2개의 개구창으로부터 투사재를 방출시킴으로써, 분산 방출하는 투사재에 위상차(투사의 어긋남)를 발생시킨다.
이 컨트롤 케이지(41)에 의한 패턴의 합성은, 블레이드(3, 7) 이외의 블레이드로도 행할 수 있다. 그러나, 원래의 투사 패턴이 넓은 경우에는, 그것을 어긋나게 해서 합성하여도 보다 광범위한 투사가 되는 데 지나지 않아, 실제로 적용하는 것의 이점은 없다. 일반적으로, 원래의 분포(각각의 개구부의 분포)를 좁게 하기 위해서, 개구창을 사각으로 하는 경우가 많다. 또한, 투사재가 컨트롤 케이지로부터 위상차를 가진 상태에서 공급하는 것 자체는, 개구창의 형상을 변경함으로써도 실현 가능하다. 예를 들어, 컨트롤 케이지의 개구창의 형상을 직사각형(직사각형 또는 정사각형)으로 하는 경우가 생각된다. 이에 의해, 컨트롤 케이지로부터 블레이드에 투사재가 공급되는 타이밍이 블레이드 폭 방향에서 동시로 된다. 그 한편, 개구창의 형상을 삼각형 등으로 함으로써, 블레이드로 투사재를 공급하는 타이밍을 블레이드 폭 방향에서 어긋나게 하는 방법 등도 생각된다. 본 발명자들은, 평판을 처리하는 경우에는, 평행사변형이 바람직한 것을 알아내었다. 이상과 같이, 컨트롤 케이지(41)는, 투사 패턴을 집중해서 좁게 할 수 있는 블레이드(3, 7)와 상성이 좋다. 즉, 컨트롤 케이지(41)는, 블레이드(3, 7)에서 집중한 투사 패턴을 합성함으로써, 피처리품의 전체 범위에서의 투사량을 상승시킬 수 있다.
즉, 전술한 블레이드(3, 7)와, 컨트롤 케이지(41) 등에 의한 패턴의 합성에 의해, 피처리품인 제품에 맞춘 투사 패턴을 형성할 수 있다. 구체적으로, 블레이드 위에서 투사재를 모음으로써 투사 패턴을 집중시킨 후에, 컨트롤 케이지(41) 등의 분포를 합성하는 기술에 의해 임의로 투사 패턴을 설정하는 것을 가능하게 하여, 제품의 처리 불균일이나 제품에 닿지 않은 투사재의 비율을 감소할 수 있다.
컨트롤 케이지(41)를 갖는 원심 투사기(1)는 투사 효율을 높여서, 제품 처리에 필요한 총 투사량의 저감을 실현한다. 즉, 예를 들어 투사재의 가속 효율을 향상시켜도, 투사된 투사재 중 제품에 닿지 않은 것이나, 필요 이상으로 제품에 닿는 투사재의 비율이 많게 되면, 총 투사량이 증가해 버려, 목적으로 하는 처리를 행하기 위한 효율은 그다지 상승한다고는 할 수 없다. 제품에 따라서는, 투사한 투사재의 1/5 정도밖에 제품 처리에 기여하지 않는 경우도 있었다. 이들을 향상시키는 블레이드(3, 7) 및 컨트롤 케이지(41)를 갖는 원심 투사기(1)는, 비약적인 효과를 갖는다.
여기서, 도 13에 의해, 블레이드(3, 7) 및 컨트롤 케이지(41)의 장점을 실험예를 이용하여 설명한다. 도 13은, 투사된 투사재가 제품(피처리품)의 어느 부분에 전체의 몇%가 투사되고 있는지를 나타내는 도면이다. 도 13은, 제품에 대한 투사 패턴을 나타내고 있다고도 할 수 있다. 횡축은, 제품의 투사 위치를 나타낸다. 종축은, 투사 비율을 나타내며, 전체의 몇%인지를 나타낸다.
도 13 중, E3은, 비교예의 결과를 나타낸다. 비교예에서는, 전술한 바와 같은 종래의 블레이드, 즉 거의 편평한 면(평면 P1 위의 면)을 갖는 투사면을 갖는 블레이드와, 개구창을 1개 갖는 컨트롤 케이지를 사용한 결과이다. E1은, 실험예 1의 결과를 나타낸다. 실험예 1에서는, 도 10 및 도 11에 도시한 블레이드(3)와, 개구창을 1개 갖는 컨트롤 케이지[예를 들어 도 12의 (a)]를 사용한 결과이다. E2는, 실험예 2의 결과를 나타낸다. 실험예 2에서는, 블레이드(3)와, 개구창을 2개 갖는 컨트롤 케이지[예를 들어 도 12의 (b)]를 사용한 결과이다. 또한, E1, E2, E3은, 실험 결과를 나타낸다.
또한, 도 13 중, W1은, 제품(피처리품)의 범위, 즉 제품의 투사 범위를 나타낸다. Ra3은, 비교예의 피처리품의 범위 내에서 최저 투사 비율을 나타낸다. Ra1은, 실험예 1의 피처리품의 범위 내에서 최저 투사 비율을 나타낸다. Ra2는, 실험예 2의 피처리품의 범위 내에서 최저 투사 비율을 나타낸다.
도 13에 의하면, 실험예 1의 투사 패턴은, 비교예의 투사 패턴에 비교하여 투사 비율의 최댓값이 높은 반면, 그 밖의 부분의 비율이 낮아지고 있어, 투사가 집중되고 있음을 확인할 수 있다.
투사량이 동등한 경우, 피처리품의 처리 시간은, 무엇보다 낮은 투사 비율에 반비례해서 길어진다. 제품의 범위가 W1의 경우에는, Ra3>Ra1이므로, 처리 시간은 실험예 1보다 비교예 쪽이 짧아진다. 실험예 2와 같이 투사 패턴을 합성한 경우에는, W1 내에서 피크가 2개로 되어 전체적으로 평탄한 투사 패턴으로 조정할 수 있다. 실험예 2의 경우에는, Ra2>Ra3으로 되고, 처리 시간은, 비교예보다 실험예 2쪽이 대폭으로 짧아진다. 또한, 비교예는, 분포가 넓기 때문에 예를 들어, 개구창을 2개로 해도 전체적으로 낮아지게 되어, 즉, 피처리품에 닿지 않은 숏이 증가해서 처리 시간은 더욱 증가한다. 또한, 예를 들어 W2로 나타낸 바와 같은 피처리품의 경우에는, 실험예 1이 가장 투사 효율이 높아지게 되어, 처리 시간이 짧아지게 됨을 의미하고 있다.
W1의 제품의 경우에는, 전술한 바와 같이, 실험예 2가 가장 우수하다. 이와 같이, 투사재가 필요한 양만큼 필요한 부분에 투사되는 것이, 처리 시간을 저감하여, 투사량을 저감시킬 수 있음을 의미하고 있다. 이에 의해, 투사에 사용하는 전력을 저감할 수 있고, 또한 투사재의 순환량을 저감시킴으로써 숏 순환에 사용하는 전력을 저감할 수 있고, 또한 투사재의 소모도 감소할 수 있다. 또한, 제품에 닿지 않은 투사재가 투사실[원심 투사기(1)를 사용한 표면 처리 장치의 투사실] 내의 라이너 등에 닿음으로써, 투사재나 라이너의 마모도 감소될 수 있다.
이상과 같이, 복수의 개구창을 갖는 컨트롤 케이지와, 전술한 투사 패턴의 집중을 가능하게 하는 블레이드(3, 7)는 매우 상성이 좋다. 그리고, 이와 같은 투사 패턴의 합성을 가능하게 하는 컨트롤 케이지와, 블레이드(3, 7)를 갖는 경우에는, 투사재의 투사 패턴을 집중시킴과 함께 피처리품에 적합한 투사 패턴이 되도록 조정하는 것을 실현하고, 투사 효율을 높이는 것을 실현한다. 즉, 처리 불균일이나 피처리품에 닿지 않은 투사재를 저감하여, 투사재의 총 투사량을 저감할 수 있다.
도 13으로부터, 설정된 처리 조건에 의해 제품마다 필요한 투사량이 결정된다. 이상적으로는 처리면에 균일하게 숏이 투사되면 처리면의 품질도 균등하여 불필요한 투사도 발생하지 않는다고 할 수 있다. 그러나, 현실은 투사 패턴이 균일하지 않기 때문에, 제품의 장소에 따라 투사 밀도가 상이하여 처리 불균일이 발생하고 있었다. 또한, 제품에 닿지 않은 숏도 다수 존재하고, 제품이나 장치에 의해, 투사한 숏의 20% 이하밖에 제품 처리의 품질에 기여하지 못하는 것도 있었다. 이에 반하여, 전술한 블레이드(3, 7) 및 컨트롤 케이지(41)를 구비하는 원심 투사기(1) 및 이것을 사용한 원심 투사 방법에 의하면, 투사 효율을 높일 수 있다.
다음으로, 도 12를 참조하여, 본 발명의 실시 형태에 의한 원심 투사기(1)에 사용되는 컨트롤 케이지의 변형예나, 컨트롤 케이지를 바꿈에 따른 작용 효과에 대하여 설명한다. 즉, 전술한 블레이드(3, 7)와 동시에 사용해서 상승 효과가 얻어지는 컨트롤 케이지는, 전술한 도 12의 (a), (b) 이외에도, 예를 들어 도 12의 (c) 내지 (f)에 기재된 컨트롤 케이지(42, 43, 44, 45)이어도 된다. 이하, 이 컨트롤 케이지(42 내지 45)에 대하여 설명하지만, 개구창의 구성을 제외하고, 전술한 컨트롤 케이지(21)와 마찬가지의 구성을 구비하므로, 상세한 설명은 생략한다.
도 12의 (c)에 도시한 컨트롤 케이지(42)는, 2개의 직사각형 개구창의 일부가 부분적으로 겹침으로써 일체화된 1개의 개구창(42x)을 갖는다. 개구창(42x)은, 창을 구성하는 직사각형 부분(42a, 42b)을 갖는다. 예를 들어 이 직사각형 부분(42a, 42b)의 크기는, 개구창(41a, 41b)과 동일한 크기인 것으로 한다. 도 12의 (d)에 도시한 컨트롤 케이지(43)는 평행사변형의 개구창(43a)을 갖는다.
또한, 도 12의 (e)에 도시한 컨트롤 케이지(44)는, 직사각형 및 평행사변형의 개구창이며 또한 3개의 개구창을 가짐과 함께 이들 개구창의 일부가 부분적으로 겹침으로써 일체화된 1개의 개구창(44x)을 갖는다. 개구창(44x)은, 창을 구성하는 직사각형 부분(44a)과, 평행사변형 부분(44b)과, 직사각형 부분(44c)을 갖고, 이 순서로 위치하도록 일체화되어 있다. 도 12의 (f)에 도시한 컨트롤 케이지(45)는, 5개 직사각형의 개구창을 가짐과 함께 이들 개구창의 일부가 부분적으로 겹침으로써 일체화된 개구창(45x)을 갖는다. 개구창(45x)은, 창을 구성하는 직사각형 부분(45a)과, 직사각형 부분(45e)과, 이들 사이에 위치하는 폭이 가는 직사각형 부분(45b, 45c, 45d)을 갖는다. 직사각형 부분(45a, 45e)의 크기는, 예를 들어 직사각형 부분(44a, 44c)과 거의 동일한 크기이다. 직사각형 부분(45b, 45c, 45d)을 합친 영역의 위치·크기는, 예를 들어 평행사변형 부분(44b)의 위치·크기와 거의 동일하다.
다음으로, 도 12를 참조하여, 본 발명의 실시 형태에 의한 원심 투사기(1)에 사용되는 컨트롤 케이지의 변형예나, 컨트롤 케이지를 바꿈에 따른 작용 효과에 대해서 도 12를 이용하여 설명한다. 또한, 도 12의 (a) 내지 도 12의 (f)는, 통 형상을 갖는 컨트롤 케이지의 측면도(측면에 형성된 개구창을 나타내는 도면)이며, 도 12의 (g) 내지 도 12의 (n)은, 도 12의 (a) 내지 도 12의 (f)에 도시한 컨트롤 케이지의 좌측(도입통측)으로부터 보았을 때의 블레이드 등의 회전 방향이 도 12 중의 화살표로 나타내는 경우, 즉, 각 컨트롤 케이지의 창을 통과하는 블레이드가 도 12의 지면에 있어서 아래서부터 위를 향해 회전하는 경우의 상태를 나타내도록 한다.
우선, 도 12의 (a)의 컨트롤 케이지(21)를 사용한 경우의 투사재가 통과하는 영역은, 도 12의 (g)의 B0으로 나타내고, 투사재의 피처리면 위에 닿는 영역은, 도 12의 (h)의 BA0으로 나타내고, 투사 패턴(분포)은, 도 12의 (g)의 BL0으로 나타낸다. 또한, 여기서 「투사재의 피처리면 위에 닿는 영역」이라 함은, 투사재의 투사 방향과 거의 직교하는 평면 위에 피처리면이 있었다고 가정했을 때 「투사재가 닿는 영역」을 의미하도록 한다. 도 12의 (a)에서 도시된 개구창(21a)은, 일반적으로 사용되는 것이다.
도 12의 (d)의 컨트롤 케이지(43)를 사용한 경우의 투사재가 통과하는 영역은, 도 12의 (k)의 B3으로 나타내고, 투사재의 피처리면 위에 닿는 영역은, 도 12의 (l)의 BA3으로 나타내고, 투사 패턴(분포)은 도 12의 (k)의 BL3으로 나타낸다. 도 12의 (d)에서 도시된 개구창(43a)은 평행사변형이며, 컨트롤 케이지(43)로부터 블레이드에 투사재가 공급되는 타이밍이 블레이드 폭 방향에서 어긋나지게 되기 때문에, 투사 패턴이 완만해진다. 피처리품의 처리 시간은, 무엇보다 낮은 투사 비율에 반비례해서 길어지므로, 제품의 형상에 따라서는, 도 12의 (a)의 경우보다 유리해진다.
환언하면, 컨트롤 케이지(43)는 평행사변형의 개구창(43a)을 갖고, 이 개구창(43a)의 평행사변형은, 원주 방향으로 형성된 서로 대향하는 변이, 원주 방향의 위치 및 회전축에 평행한 방향의 위치가 어긋나는 것으로, 컨트롤 케이지(43)의 측면에서 보이는 위치 관계[도 12의 (d)의 위치 관계]에 있어서 비스듬히 배열되는 관계를 갖는 평행사변형임으로써, 적절한 투사 패턴이 얻어진다. 이 구성은, 블레이드(3, 7)의 집중화 성능과 함께 사용함으로써 제품에 대한 투사 효율을 높이는 효과를 갖는다. 또한, 이 평행사변형을 설치하는 경우의 사상과 마찬가지로, 삼각 개구창을 형성해도 되고, 삼각 개구창을 사각 개구창과 조합하거나, 혹은 그 일부를 일체화한 개구창을 컨트롤 케이지에 설치할 수도 있다.
도 12의 (b) 및 (c)의 컨트롤 케이지(41, 42)를 사용한 경우의 투사재가 통과하는 영역은, 도 12의 (i)의 B1a, B1x, B1b로 나타내고, 투사재의 피처리면 위에 닿는 영역은, 도 12의 (j)의 BA1a, BA1x, BA1b로 나타내고, 투사 패턴(분포)은, 도 12의 (i)의 BL1x로 나타낸다. 영역 B1a, 투사 패턴 BL1a, 영역 BA1a는, 개구창(41a)[직사각형 부분(42a)]에 대응한다. 영역 B1b, 투사 패턴 BL1b, 영역 BA1b는, 개구창(41b)[직사각형 부분(42b)]에 대응한다. 영역 B1a, B1b의 중복 부분이 영역 B1x이다. 영역 BA1a, BA1b의 중복 부분이 영역 BA1x이다. 투사 패턴 BL1a, BL1b를 합성한 것(모두 더한 것)이 투사 패턴 BL1x이며, 이 컨트롤 케이지(41, 42)를 사용한 경우의 투사 패턴이라고 할 수 있다.
컨트롤 케이지(41, 42)는, 2개 이상의 개구창을 갖고 있거나 혹은, 2개 이상의 개구창이 일체화된 1개의 개구창을 갖고 있으므로, 투사 패턴의 합성에 의해, 투사 패턴을 원하는 상태로 조정할 수 있다. 피처리품의 처리 시간은, 무엇보다 낮은 투사 비율에 반비례해서 길어지므로, 제품의 형상에 따라서는, 도 12의 (a), 도 12의 (d)의 경우보다 유리해진다.
환언하면, 컨트롤 케이지(41, 42)는, 2개의 직사각형의 개구창(41a, 41b)을 갖거나, 혹은 2개의 직사각형의 개구창[직사각형 부분(42a, 42b)]을 가짐과 함께 이들이 부분적으로 겹침으로써 일체화된 1개의 개구창(42x)을 갖는다. 그리고, 2개의 직사각형[개구창(41a, 41b)][직사각형 부분(42a, 42b)]은, 원주 방향의 위치 및 회전축에 평행한 방향의 위치가 어긋남으로써, 컨트롤 케이지(41, 42)의 측면으로 보이는 위치 관계[도 12의 (b), 도 12의 (c)의 위치 관계]에 있어서 비스듬히 배열되어 있음으로써, 적절한 투사 패턴(원하는 투사 패턴)이 얻어진다. 이 구성은, 블레이드(3, 7)의 집중화 성능과 함께 사용함으로써 제품에 대한 투사 효율을 높이는 효과를 갖는다.
도 12의 (e) 및 (f)의 컨트롤 케이지(44, 45)를 사용한 경우의 투사재가 통과하는 영역은, 도 12의 (m)의 B4a, B4x, B4c로 나타내고, 투사재의 피처리면 위에 닿는 영역은, 도 12의 (n)의 BA4a, BA4x, BA4c로 나타내고, 투사 패턴(분포)은 도 12의 (m)의 BL4x로 나타낸다. 영역 B4a, 투사 패턴 BL4a, 영역 BA4a는, 개구창(44a)[직사각형 부분(45a)]에 대응한다. 영역 B4c, 투사 패턴 BL4c, 영역 BA4c는, 개구창(44c)[직사각형 부분(45e)]에 대응한다. 영역 B4a, B4c의 중복 부분이 영역 B4x이다. 영역 BA4a, BA4c의 중복 부분이 영역 BA4x이다. 투사 패턴 BL4a, BL4c를 합성한 것(모두 더한 것)이 투사 패턴 BL4x이며, 이 컨트롤 케이지(44, 45)를 사용한 경우의 투사 패턴이라고 할 수 있다.
컨트롤 케이지(44, 45)는, 3개 이상의 개구창이 일체화된 1개의 개구창을 갖고 있으므로, 투사 패턴의 합성에 의해, 투사 패턴을 원하는 상태로 조정할 수 있다. 구체적으로, 도 12의 (i)를 이용하여 설명한 투사 패턴 BL1x에서는, M자 형상으로 되어 있으며, 즉 2개의 피크의 사이 부분이 조금 투사 비율이 적은 상태로 되고 있다. 도 12의 (b) 및 (c)의 개구창(41a, 41b)[직사각형 부분(42a, 42b)]에 대응하는 직사각형 부분(44a, 44c)[직사각형 부분(45a, 45e)]의 사이에, 도 12의 (e)의 경우에는 평행사변형 부분(44b)을 설치하고, 도 12의 (f)의 경우에는, 복수의 직사각형 부분(45b, 45c, 45d)을 설치함으로써, 2개의 피크의 사이 부분 투사 비율을 상승시키도록 조정할 수 있다. 피처리품의 처리 시간은, 무엇보다 낮은 투사 비율에 반비례해서 길어지므로, 제품의 형상에 따라서는, 도 12의 (a) 내지 도 12의 (d)의 경우보다 유리해진다. 또한, 처리 불균일을 최대한 저감할 수 있는 투사 패턴을 얻을 수 있다.
환언하면, 컨트롤 케이지(44)는, 3개의 사각[부분(44a, 44b, 44c)]이 부분적으로 겹침으로써 일체화된 1개의 개구창(44x)을 갖는다. 이 개구창(44x)은, 원주 방향의 위치 및 회전축에 평행한 방향의 위치가 어긋남으로써, 컨트롤 케이지(44)의 측면에서 보이는 위치 관계[도 12의 (e)의 위치 관계]에 있어서 비스듬히 배열되는 관계를 갖는 제1 직사각형 부분(44a) 및 제2 직사각형 부분(44c)과, 제1 직사각형 부분(44a)과 제2 직사각형 부분(44c)의 사이에 설치되고, 이들의 대향하는 변에 일치하는 변을 갖는 평행사변형 부분(44b)을 갖는다. 이 구성에 의해, 적절한 투사 패턴(원하는 투사 패턴)이 얻어진다. 이 구성은, 블레이드(3, 7)의 집중화 성능과 함께 사용함으로써 제품에 대한 투사 효율을 높이는 효과를 갖는다.
또한, 컨트롤 케이지(45)는, 5개의 사각[부분(45a 내지 45e)을 갖는 것으로서 설명하지만, 4개 이상이면 마찬가지의 효과를 발휘함]이 부분적으로 겹침으로써 일체화된 1개의 개구창(45x)을 갖는다. 이 개구창(45x)은 원주 방향의 위치 및 회전축에 평행한 방향의 위치가 어긋남으로써, 컨트롤 케이지(45)의 측면에서 보이는 위치 관계[도 12의 (f)의 위치 관계]에 있어서 비스듬히 배열되는 관계를 갖는 제1 직사각형 부분(45a) 및 제2 직사각형 부분(45e)과, 제1 직사각형 부분(45a)과 제2 직사각형 부분(45e)의 사이에 설치되고, 제1 및 제2 직사각형 부분(45a, 45e)에 대하여 및 서로, 원주 방향의 위치 및 회전축에 평행한 방향의 위치가 어긋나므로, 컨트롤 케이지(45)의 측면에서 보이는 위치 관계에 있어서 비스듬히 배열되는 관계를 갖는 복수의 직사각형 부분(45b, 45c, 45d)으로 이루어지는 직사각형 부분 군을 갖는다. 이 직사각형 부분 군을 구성하는 직사각형 부분(45b, 45c, 45d)은, 회전축에 평행한 방향의 길이가, 제1 직사각형 부분 및 제2 직사각형 부분(45a, 45e)보다도 작게 형성되어 있다. 이 구성에 의해, 적절한 투사 패턴(원하는 투사 패턴)이 얻어진다. 이 구성은, 블레이드(3, 7)의 집중화 성능과 함께 사용함으로써 제품에 대한 투사 효율을 높이는 효과를 갖는다.
이상과 같이, 2개 이상의 개구창을 갖거나, 혹은 2개 이상의 개구창을 가짐과 함께 이들 개구창 중 전부 혹은 일부가 각각 부분적으로 겹침으로써 일체화된 1개의 개구창을 갖는 컨트롤 케이지는, 투사 패턴을 조정할 수 있다. 즉, 이와 같은 컨트롤 케이지는, 투사 패턴의 집중화시키는 블레이드(3, 7)와 상승 효과를 낳고, 즉, 피처리품의 전체 범위에서의 투사량을 상승시킬 수 있다. 그리고, 제품의 처리 불균일이나 제품에 닿지 않은 투사재의 비율을 감소하여 투사재의 투사 효율을 높인다.
Claims (14)
- 투사재를 피처리품을 향해 투사하는 원심 투사기이며,
회전축의 주위를 회전하도록 구성된 한 쌍의 측판과,
이 한 쌍의 측판에 설치된 한 쌍의 측판과 함께 회전하는 복수의 블레이드와,
상기 한 쌍의 측판의 반경 방향 내측에 설치되고, 그 개구부로부터 투사재를 상기 블레이드간에 방출하는 컨트롤 케이지와,
이 컨트롤 케이지의 반경 방향 내측에 설치되고, 투사재를 교반하여 상기 컨트롤 케이지에 공급하는 디스트리뷰터와,
상기 한 쌍의 측판, 복수의 블레이드 및 디스트리뷰터를 회전시키는 회전축을 갖고,
각 블레이드는, 그 반경 방향 외측이 그 반경 방향 내측에 비해 회전 방향의 후방측에 위치하도록 경사져 형성되어 있으며,
상기 컨트롤 케이지의 개구부는, 하나의 개구창으로 이루어지고, 이 개구창은 적어도 2개의 직사각형 부분이 일체화되어 형성되고, 또한 상기 2개의 직사각형 부분은 각각 그 장변이 컨트롤 케이지의 원주 방향을 따라 연장하는 한편 그 단변이 축 방향을 따라 연장하고, 상기 2개의 직사각형 부분은 각각 컨트롤 케이지의 축 방향 및 원주 방향의 양 방향을 따라 서로 어긋나 형성되어 있는, 원심 투사기. - 제1항에 있어서,
각 블레이드는, 투사재를 투사하기 위한 투사면을 구비하고, 이 투사면은, 반경 방향 내측의 제1 부분과, 반경 방향 외측의 제2 부분을 갖고, 상기 제1 부분은, 그 반경 방향 외측이 그 반경 방향 내측에 비해 회전 방향의 후방측에 위치하도록 경사져 형성되고, 상기 제2 부분은, 상기 제1 부분을 반경 방향 외측에 연장한 가상선에서 회전 방향의 전방측에 위치하도록 형성되어 있는, 원심 투사기. - 제2항에 있어서,
각 블레이드는, 투사재를 투사하는 상기 투사면이 형성된 블레이드 투사부와, 이 블레이드 투사부의 양쪽 단부 테두리부에 블레이드 투사부보다 두께가 크게 형성되고 또한 블레이드 투사부와 일체로 설치된 설치부를 갖고,
각 블레이드의 설치부는, 적어도 그 외측 부분의, 상기 블레이드의 회전축 방향에 직교하는 평면이, 스트레이트 형상으로 형성되어 있는, 원심 투사기. - 제3항에 있어서,
각 블레이드의 제2 부분은, 상기 블레이드의 회전 중심과 상기 제2 부분의 반경 방향 외측 단부를 연결하는 가상선이 법선과 일치하도록 형성되어 있는, 원심 투사기. - 제4항에 있어서,
각 블레이드의 블레이드 투사부의 반경 방향 내측의 단부는, 반경 방향 내측을 향해서 끝이 가는 형상으로 형성되고, 각 블레이드 간의 반경 방향 내측의 단부 간이, 회전하는 각 블레이드 사이로 투사재를 유도하는 가이드부로 되는, 원심 투사기. - 제3항에 있어서,
각 블레이드의 설치부는, 그 반경 방향 내측 부분의 상기 블레이드의 회전축 방향에 직교하는 평면이 상기 스트레이트 형상으로부터 돌출되도록 형성되는 걸림 결합부를 갖는, 원심 투사기. - 제2항에 있어서,
각 블레이드의 블레이드 투사부는, 상기 투사면의 반대측의 투사 배면에 형성된 융기부와, 이 융기부 및 상기 반경 방향 내측의 단부 사이에 형성된 만곡면을 갖는, 원심 투사기. - 제1항에 있어서,
상기 컨트롤 케이지에는, 상기 회전축의 측과 반대측으로부터 상기 디스트리뷰터를 삽입 가능한 삽입용 개구부가 설치됨과 함께, 상기 회전축의 측에 상기 디스트리뷰터의 반경 방향 외측 부분을 커버하는 커버부가 설치되고,
상기 컨트롤 케이지의 상기 회전축의 측과 반대측에 위치해 투사재를 상기 디스트리뷰터에 공급하는 도입부와, 상기 디스트리뷰터가 상기 컨트롤 케이지의 반경 방향 내측에 배치된 후에, 상기 도입부 및 상기 컨트롤 케이지의 사이에 고정되고, 그것에 의해, 상기 도입부 및 상기 컨트롤 케이지의 사이의 간극을 막아서 투사재가 이 간극부터 외부로 방출되는 것을 방지하는 보조 브래킷을
더 갖는, 원심 투사기. - 제1항 내지 제8항 중 어느 한 항에 있어서,
상기 컨트롤 케이지의 하나의 개구창은, 2개의 직사각형 부분인 제1 직사각형 부분과 제2 직사각형 부분, 및 이 제1 직사각형 부분과 제2 직사각형 부분의 사이에 형성된 평행사변형 부분을 갖는, 원심 투사기. - 제1항 내지 제8항 중 어느 한 항에 있어서,
상기 컨트롤 케이지의 하나의 개구창은, 2개의 직사각형 부분인 제1 직사각형 부분과 제2 직사각형 부분, 및 이 제1 직사각형 부분과 제2 직사각형 부분의 사이에 형성된 복수의 직사각형 부분으로 이루어지는 직사각형 부분 군을 갖는, 원심 투사기. - 삭제
- 삭제
- 삭제
- 삭제
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013226800 | 2013-10-31 | ||
| JPJP-P-2013-226800 | 2013-10-31 | ||
| PCT/JP2014/075726 WO2015064263A1 (ja) | 2013-10-31 | 2014-09-26 | 遠心投射機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20160077142A KR20160077142A (ko) | 2016-07-01 |
| KR102179401B1 true KR102179401B1 (ko) | 2020-11-16 |
Family
ID=53003876
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167013863A KR102179401B1 (ko) | 2013-10-31 | 2014-09-26 | 원심 투사기 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US10071463B2 (ko) |
| EP (1) | EP3064318B1 (ko) |
| JP (2) | JP6315413B2 (ko) |
| KR (1) | KR102179401B1 (ko) |
| CN (2) | CN109894987B (ko) |
| TW (1) | TWI642518B (ko) |
| WO (1) | WO2015064263A1 (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106737230A (zh) * | 2016-12-16 | 2017-05-31 | 刘霞 | 一种新型抛丸器 |
| CN107378798B (zh) * | 2017-08-02 | 2023-08-29 | 常州泰盛机械设备有限公司 | 抛丸器 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012135836A1 (en) * | 2011-04-01 | 2012-10-04 | Cp Metcast, Inc. | Blade and wheel plate for blast cleaning wheel and method of connecting a blade to the wheel plate |
Family Cites Families (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2732666A (en) * | 1956-01-31 | powell | ||
| US2224647A (en) * | 1930-05-10 | 1940-12-10 | Grocholl Karl | Sand centrifuging cleaning machine |
| US2055637A (en) * | 1932-03-10 | 1936-09-29 | Paul H Stanley | Zero thrust indicator |
| US2108210A (en) * | 1934-11-03 | 1938-02-15 | Pangborn Corp | Abrading apparatus |
| US2077635A (en) * | 1935-06-21 | 1937-04-20 | American Foundry Equip Co | Abrasive throwing wheel |
| US2116160A (en) * | 1935-10-22 | 1938-05-03 | Pangborn Corp | Abrading apparatus |
| US2204634A (en) | 1936-11-17 | 1940-06-18 | American Foundry Equip Co | Abrasive-throwing wheel |
| US2204633A (en) * | 1936-11-17 | 1940-06-18 | American Foundry Equip Co | Abrasive-throwing wheel |
| GB518803A (en) * | 1938-10-15 | 1940-03-07 | St Georges Engineers Ltd | Improvements in abrasive throwing centrifugal apparatus |
| US2440819A (en) * | 1944-03-09 | 1948-05-04 | Pangborn Corp | Tumbling mill |
| US2449745A (en) * | 1947-04-01 | 1948-09-21 | Walter E Jewell | Shot blasting machine |
| GB743381A (en) * | 1953-10-12 | 1956-01-11 | H G Sommerfield Ltd | Improvements relating to rotary impellers |
| US3653239A (en) * | 1969-06-27 | 1972-04-04 | Carborundum Co | Centrifugal blast wheel |
| US3694963A (en) * | 1970-03-25 | 1972-10-03 | Wheelabrator Frye Inc | Centrifugal blasting wheel |
| US3683556A (en) | 1970-04-13 | 1972-08-15 | Raymond M Leliaert | Centrifugal blasting wheel |
| JPS5032142B1 (ko) * | 1971-06-28 | 1975-10-17 | ||
| US3785105A (en) * | 1972-04-05 | 1974-01-15 | Wheelabrator Frye Inc | Centrifugal blasting wheel |
| JPS50125887U (ko) * | 1974-03-30 | 1975-10-15 | ||
| US4034516A (en) * | 1974-05-17 | 1977-07-12 | Riichi Maeda | Centrifugal blasting apparatus |
| JPS53108685U (ko) * | 1977-02-07 | 1978-08-31 | ||
| JPS5333269Y2 (ko) * | 1977-06-22 | 1978-08-16 | ||
| BE861175A (fr) * | 1977-11-24 | 1978-03-16 | Cockerill Ougree Providence & | Turbine de grenaillage a haute performance |
| BE862932A (fr) * | 1978-01-16 | 1978-05-16 | Cockerill | Dispositif de fixation pour aubes de turbine de grenaillage. |
| US4291509A (en) * | 1979-10-22 | 1981-09-29 | Wheelabrator-Frye Inc. | Guard housing and liner for bladed centrifugal blasting wheels |
| JPS57202661U (ko) * | 1981-06-22 | 1982-12-23 | ||
| JPS60157166U (ja) * | 1984-03-28 | 1985-10-19 | 株式会社 ニツチユ− | 投射装置のデフレクタ− |
| JPS61191862U (ko) * | 1985-05-23 | 1986-11-29 | ||
| JPH0230220Y2 (ko) * | 1985-08-02 | 1990-08-14 | ||
| US4697391A (en) | 1985-12-20 | 1987-10-06 | Carpenter Jr James H | Vane retention apparatus for abrasive blasting machine |
| BE1006808A6 (fr) | 1993-03-24 | 1994-12-13 | Rutten Leon | Turbine de grenaillage pour haute vitesse de projection. |
| AU6802594A (en) * | 1993-05-27 | 1994-12-20 | N.L. Williams Engineering Limited | Improvements in or relating to blast wheels and cages for blast wheels |
| JPH07186051A (ja) | 1993-12-28 | 1995-07-25 | Sumitomo Osaka Cement Co Ltd | 遠心式ブラスト装置用回転羽根 |
| JPH10277942A (ja) * | 1997-04-03 | 1998-10-20 | Nitsuchiyuu:Kk | ショットブラスト加工における研掃材投射方法及びショットブラスト装置 |
| US5888125A (en) * | 1997-11-06 | 1999-03-30 | B&U Corporation | Abrasive blast wheel with improved serviceability |
| DE19811770A1 (de) * | 1998-03-18 | 1999-09-23 | Jost Wadephul | Schleuderrad für eine Strahlvorrichtung |
| DE19838733C1 (de) | 1998-08-26 | 1999-11-25 | Jost Wadephul | Schleuderrad |
| DE10216351A1 (de) * | 2002-04-13 | 2003-10-23 | Damir Jankov | Schleuderrad |
| DE10248417A1 (de) * | 2002-10-17 | 2004-04-29 | Oberflächentechnik AS | Schaufelrad |
| JP3801171B2 (ja) * | 2003-11-21 | 2006-07-26 | 株式会社東郷製作所 | ショット投射装置用ブレードおよびそれを用いたショット投射装置 |
| JP4103094B2 (ja) * | 2005-09-06 | 2008-06-18 | 新東工業株式会社 | 遠心投射装置 |
| JP4702485B1 (ja) * | 2010-03-17 | 2011-06-15 | 新東工業株式会社 | ショットブラスト装置 |
| BE1019279A3 (fr) * | 2010-04-08 | 2012-05-08 | Rutten Leon | Procede de grenaillage et dispositif de controle pour un tel procede. |
| BE1020607A3 (nl) * | 2012-04-11 | 2014-01-07 | Straaltechniek Internat N V S A | Turbine. |
-
2014
- 2014-09-26 US US15/032,876 patent/US10071463B2/en active Active
- 2014-09-26 KR KR1020167013863A patent/KR102179401B1/ko active IP Right Grant
- 2014-09-26 CN CN201811511941.6A patent/CN109894987B/zh active Active
- 2014-09-26 EP EP14857071.6A patent/EP3064318B1/en active Active
- 2014-09-26 CN CN201480071700.8A patent/CN105873727B/zh active Active
- 2014-09-26 JP JP2015544875A patent/JP6315413B2/ja active Active
- 2014-09-26 WO PCT/JP2014/075726 patent/WO2015064263A1/ja active Application Filing
- 2014-10-08 TW TW103134991A patent/TWI642518B/zh active
-
2018
- 2018-03-30 JP JP2018069127A patent/JP6555653B2/ja active Active
- 2018-08-20 US US15/999,404 patent/US10850367B2/en active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012135836A1 (en) * | 2011-04-01 | 2012-10-04 | Cp Metcast, Inc. | Blade and wheel plate for blast cleaning wheel and method of connecting a blade to the wheel plate |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201529236A (zh) | 2015-08-01 |
| JPWO2015064263A1 (ja) | 2017-03-09 |
| EP3064318A1 (en) | 2016-09-07 |
| KR20160077142A (ko) | 2016-07-01 |
| JP6315413B2 (ja) | 2018-04-25 |
| JP2018118379A (ja) | 2018-08-02 |
| JP6555653B2 (ja) | 2019-08-07 |
| CN105873727A (zh) | 2016-08-17 |
| US20160236324A1 (en) | 2016-08-18 |
| EP3064318A4 (en) | 2017-05-31 |
| CN105873727B (zh) | 2018-12-28 |
| CN109894987B (zh) | 2021-01-01 |
| US10071463B2 (en) | 2018-09-11 |
| EP3064318B1 (en) | 2018-08-29 |
| CN109894987A (zh) | 2019-06-18 |
| US10850367B2 (en) | 2020-12-01 |
| TWI642518B (zh) | 2018-12-01 |
| US20190009386A1 (en) | 2019-01-10 |
| WO2015064263A1 (ja) | 2015-05-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102197338B1 (ko) | 원심 투사기 및 블레이드 | |
| KR102193923B1 (ko) | 측판 유닛 및 원심 투사기 | |
| KR102179401B1 (ko) | 원심 투사기 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |