KR101970913B1 - 혼련 장치 및 혼련물의 제조 방법 - Google Patents
혼련 장치 및 혼련물의 제조 방법 Download PDFInfo
- Publication number
- KR101970913B1 KR101970913B1 KR1020180025131A KR20180025131A KR101970913B1 KR 101970913 B1 KR101970913 B1 KR 101970913B1 KR 1020180025131 A KR1020180025131 A KR 1020180025131A KR 20180025131 A KR20180025131 A KR 20180025131A KR 101970913 B1 KR101970913 B1 KR 101970913B1
- Authority
- KR
- South Korea
- Prior art keywords
- resin
- plasticizer
- screw
- raw material
- separator
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/375—Plasticisers, homogenisers or feeders comprising two or more stages
- B29C48/387—Plasticisers, homogenisers or feeders comprising two or more stages using a screw extruder and a gear pump
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
- B29C48/793—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling upstream of the plasticising zone, e.g. heating in the hopper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
- B29B7/481—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws provided with paddles, gears or discs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
- B29B7/482—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws provided with screw parts in addition to other mixing parts, e.g. paddles, gears, discs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
- B29B7/487—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws with consecutive casings or screws, e.g. for feeding, discharging, mixing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
- B29B7/488—Parts, e.g. casings, sealings; Accessories, e.g. flow controlling or throttling devices
- B29B7/489—Screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/58—Component parts, details or accessories; Auxiliary operations
- B29B7/62—Rollers, e.g. with grooves
- B29B7/625—Rollers, e.g. with grooves provided with cooling or heating means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/82—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/88—Adding charges, i.e. additives
- B29B7/94—Liquid charges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/375—Plasticisers, homogenisers or feeders comprising two or more stages
- B29C48/385—Plasticisers, homogenisers or feeders comprising two or more stages using two or more serially arranged screws in separate barrels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
- B29C48/80—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling at the plasticising zone, e.g. by heating cylinders
- B29C48/802—Heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/06—Polyethene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/88—Adding charges, i.e. additives
- B29B7/90—Fillers or reinforcements, e.g. fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92323—Location or phase of measurement
- B29C2948/92361—Extrusion unit
- B29C2948/9238—Feeding, melting, plasticising or pumping zones, e.g. the melt itself
- B29C2948/9239—Screw or gear
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0005—Condition, form or state of moulded material or of the material to be shaped containing compounding ingredients
- B29K2105/0038—Plasticisers
Landscapes
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
[과제] 원료의 바람직한 특성을 용이하게 얻을 수 있는 혼련 장치를 제공한다.
[해결 수단] 혼련 장치(21)는, 피드구(27)로부터 공급된 폴리에틸렌을 압출하는 스크루(23)와, 스크루(23)에 의해 압출되는 폴리에틸렌을 가열하는 가열기(24)와, 스크루(23)에 의해 압출되는 폴리에틸렌에 사이드 피드구(28)로부터 공급되는 유동 파라핀을 미리 가열하는 가열기(25)를 구비한다.
[해결 수단] 혼련 장치(21)는, 피드구(27)로부터 공급된 폴리에틸렌을 압출하는 스크루(23)와, 스크루(23)에 의해 압출되는 폴리에틸렌을 가열하는 가열기(24)와, 스크루(23)에 의해 압출되는 폴리에틸렌에 사이드 피드구(28)로부터 공급되는 유동 파라핀을 미리 가열하는 가열기(25)를 구비한다.
Description
본 발명은 피드구로부터 공급되어 가열되면서 압출되는 원료에 가소제가 사이드 피드되는 혼련 장치 및 혼련물의 제조 방법에 관한 것이다.
분말상의 폴리비닐알코올(PVA, 원료)이 재료 공급구부터 스크루에 투입되어, 스크루에 의해 압출되는 폴리비닐알코올에 사이드 피드구로부터 가소제(첨가제)가 사이드 피드되는 2축 압출기(혼련 장치)가 종래 기술로서 알려져 있다(특허문헌 1).
또한, 2축 압출기에 투입된 고밀도 폴리에틸렌에 유동 파라핀이 사이드 피드되는 구성이 종래 기술로서 알려져 있다(특허문헌 2).
상술한 바와 같은 종래 기술에서는, 원료의 분자쇄를 풀어서 서로 얽히게 해, 원료를 확실히 섞어 넣는 것에 의해 원료의 바람직한 특성을 얻기 위하여, 원료를 가열하면서 스크루에 의해 압출하는 경우가 있다.
그러나, 재료 공급구부터 스크루에 투입되어 가열되면서 사이드 피드구에 도달한 원료에 실온 상태의 가소제가 사이드 피드되면, 가열된 원료가 사이드 피드 된 실온 상태의 가소제에 의해 냉각해 버린다. 이로 인해, 원료와 가소제의 적합한 혼련이 저해되어, 결과적으로, 원료의 바람직한 특성을 얻는 것이 곤란해진다는 문제가 있다.
또한, 실온 상태의 가소제를 사이드 피드하면, 사이드 피드구 부근의 혼련부와 원료가 가소제에 의해 급랭된다. 이로 인해, 사이드 피드구 부근의 원료의 점도가 국소적으로 높아지고, 혼련기의 토출성이 불안정해진다는 문제가 있다. 또한, 상기한 바와 같이 원료와 가소제의 적합한 혼련이 저해된 상태로부터 혼련 상태를 양호화하기 위해서는, 사이드 피드구보다도 하류의 수지 혼련부의 치수를 길게 하거나, 수지 혼련부에서의 원료의 체류 시간을 길게 하거나 할 필요가 있고, 원료에의 가소제의 혼련 생산성 저하를 초래하는 경우가 있었다.
본 발명의 일 형태는, 원료를 적합하게 가열하면서 혼련하여 원료의 바람직한 특성을 용이하게 얻을 수 있는 혼련 장치 및 혼련물의 제조 방법을 실현하는 것을 목적으로 한다.
상기한 과제를 해결하기 위하여, 본 발명의 일 형태에 관한 혼련 장치는, 피드구로부터 공급된 원료를 압출하는 스크루와, 상기 스크루에 의해 압출되는 원료를 가열하는 제1 가열기와, 상기 제1 가열기에 의해 가열되면서 상기 스크루에 의해 압출되는 원료에, 상기 피드구보다도 하류측에 배치된 사이드 피드구로부터 공급되는 가소제를 미리 가열하는 제2 가열기를 구비한다.
상기한 과제를 해결하기 위하여, 본 발명의 일 형태에 관한 혼련물의 제조 방법은, 피드구로부터 공급된 원료를 스크루에 의해 압출하는 압출 공정과, 상기 스크루에 의해 압출되는 원료를 가열하는 가열 공정과, 상기 가열 공정에 의해 가열되면서 상기 스크루에 의해 압출되는 원료에, 상기 피드구보다도 하류측에 배치된 사이드 피드구로부터, 가열된 가소제를 공급하는 공급 공정을 포함한다.
본 발명의 일 형태에 의하면, 원료를 적합하게 가열하면서 혼련하여 원료의 바람직한 특성을 용이하게 얻을 수 있는 혼련 장치 및 혼련물의 제조 방법을 실현할 수 있다는 효과를 발휘한다.
도 1은 실시 형태 1에 관한 리튬 이온 이차 전지의 단면 구성을 나타내는 모식도이다.
도 2는 도 1에 도시된 리튬 이온 이차 전지의 상세 구성을 나타내는 모식도이다.
도 3은 도 1에 도시된 리튬 이온 이차 전지의 다른 구성을 나타내는 모식도이다.
도 4는 상기 리튬 이온 이차 전지의 세퍼레이터 원단을 위한 혼련 장치를 모식적으로 나타내는 사시도이다.
도 5는 실시 형태 2에 관한 혼련 장치의 주요부를 모식적으로 나타내는 도면이다.
도 2는 도 1에 도시된 리튬 이온 이차 전지의 상세 구성을 나타내는 모식도이다.
도 3은 도 1에 도시된 리튬 이온 이차 전지의 다른 구성을 나타내는 모식도이다.
도 4는 상기 리튬 이온 이차 전지의 세퍼레이터 원단을 위한 혼련 장치를 모식적으로 나타내는 사시도이다.
도 5는 실시 형태 2에 관한 혼련 장치의 주요부를 모식적으로 나타내는 도면이다.
이하, 본 발명의 실시 형태에 대하여, 상세하게 설명한다.
〔실시 형태 1〕
이하, 실시 형태 1에 관한 리튬 이온 이차 전지, 전지용 세퍼레이터, 내열 세퍼레이터, 내열 세퍼레이터 제조 방법, 슬릿 장치, 절단 장치에 대하여 순서대로 설명한다.
<리튬 이온 이차 전지>
리튬 이온 이차 전지로 대표되는 비수 전해액 이차 전지는, 에너지 밀도가 높으며, 그 때문에, 현재, 퍼스널 컴퓨터, 휴대 전화, 휴대 정보 단말기 등의 기기, 자동차, 항공기 등의 이동체에 사용하는 전지로서, 또한 전력의 안정 공급에 이바지하는 정치용 전지로서 널리 사용되고 있다.
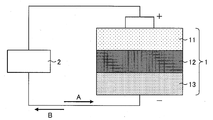
도 1은, 리튬 이온 이차 전지(1)의 단면 구성을 나타내는 모식도이다. 도 1에 도시된 바와 같이, 리튬 이온 이차 전지(1)는, 캐소드(11)와, 세퍼레이터(12)와, 애노드(13)를 구비한다. 리튬 이온 이차 전지(1)의 외부에서 캐소드(11)와 애노드(13)의 사이에 외부 기기(2)가 접속된다. 그리고, 리튬 이온 이차 전지(1)의 충전 시에는 방향 A로, 방전 시에는 방향 B로 전자가 이동한다.
<세퍼레이터>
세퍼레이터(12)는, 리튬 이온 이차 전지(1)의 정극인 캐소드(11)와 그의 부극인 애노드(13)의 사이에 이들에 협지되도록 배치된다. 세퍼레이터(12)는, 캐소드(11)와 애노드(13)의 사이를 분리하면서, 이들 사이에서의 리튬 이온의 이동을 가능하게 하는 다공질 필름이다. 세퍼레이터(12)는, 그 재료로서, 예를 들어 폴리에틸렌, 폴리프로필렌 등의 폴리올레핀을 포함한다.
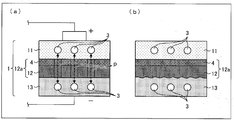
도 2는, 도 1에 도시된 리튬 이온 이차 전지(1)의 상세 구성을 나타내는 모식도이며, (a)는 통상의 구성을 나타내고, (b)는 리튬 이온 이차 전지(1)가 승온했을 때의 모습을 나타내고, (c)는 리튬 이온 이차 전지(1)가 급격하게 승온했을 때의 모습을 나타낸다.
도 2의 (a)에 도시된 바와 같이, 세퍼레이터(12)에는, 다수의 구멍 P가 형성되어 있다. 통상 리튬 이온 이차 전지(1)의 리튬 이온(3)은, 구멍 P를 통해 왕래할 수 있다.
여기서, 예를 들어 리튬 이온 이차 전지(1)의 과충전, 또는 외부 기기의 단락에 기인하는 대전류 등에 의해, 리튬 이온 이차 전지(1)는, 승온하는 경우가 있다. 이 경우, 도 2의 (b)에 도시된 바와 같이, 세퍼레이터(12)가 융해 또는 유연화되어, 구멍 P가 폐색된다. 그리고, 세퍼레이터(12)는 수축된다. 이에 따라, 리튬 이온(3)의 왕래가 정지하기 때문에, 상술한 승온도 정지된다.
그러나, 리튬 이온 이차 전지(1)가 급격하게 승온하는 경우, 세퍼레이터(12)는 급격하게 수축된다. 이 경우, 도 2의 (c)에 도시된 바와 같이, 세퍼레이터(12)는 파괴되는 경우가 있다. 그리고, 리튬 이온(3)이, 파괴된 세퍼레이터(12)로부터 누출되기 때문에, 리튬 이온(3)의 왕래는 정지되지 않는다. 따라서, 승온은 계속된다.
<내열 세퍼레이터>
도 3은, 도 1에 도시된 리튬 이온 이차 전지(1)의 다른 구성을 나타내는 모식도이며, (a)는 통상의 구성을 나타내고, (b)는 리튬 이온 이차 전지(1)가 급격하게 승온했을 때의 모습을 나타낸다.
도 3의 (a)에 도시된 바와 같이, 리튬 이온 이차 전지(1)는, 내열층(4)을 더 구비해도 된다. 내열층(4)과 세퍼레이터(12)는, 내열 세퍼레이터(12a)(세퍼레이터)를 형성하고 있다. 내열층(4)은, 세퍼레이터(12)의 캐소드(11)측의 편면에 적층되어 있다. 또한, 내열층(4)은, 세퍼레이터(12)의 애노드(13)측의 편면에 적층되어도 되고, 세퍼레이터(12)의 양면에 적층되어도 된다. 그리고, 내열층(4)에도, 구멍 P와 마찬가지의 구멍이 형성되어 있다. 통상, 리튬 이온(3)은, 구멍 P와 내열층(4)의 구멍을 통해 왕래한다. 내열층(4)은, 그 재료로서, 예를 들어 전체 방향족 폴리아미드(아라미드 수지)를 포함한다.
도 3의 (b)에 도시된 바와 같이, 리튬 이온 이차 전지(1)가 급격하게 승온하여, 세퍼레이터(12)가 융해 또는 유연화되어도, 내열층(4)이 세퍼레이터(12)를 보조하고 있기 때문에, 세퍼레이터(12)의 형상은 유지된다. 따라서, 세퍼레이터(12)가 융해 또는 유연화되어, 구멍 P가 폐색되는 것에 그친다. 이에 의해, 리튬 이온(3)의 왕래가 정지되므로, 상술한 과방전 또는 과충전도 정지된다. 이와 같이, 세퍼레이터(12)의 파괴가 억제된다.
<내열 세퍼레이터 원단(세퍼레이터 원단)의 제조 공정>
리튬 이온 이차 전지(1)의 내열 세퍼레이터(12a)의 제조는 특별히 한정되는 것은 아니라, 공지된 방법을 이용해서 행할 수 있다. 이하에서는, 세퍼레이터(12)가 그 재료로서 주로 폴리에틸렌을 포함하는 경우를 가정해서 설명한다. 그러나, 세퍼레이터(12)가 다른 재료를 포함하는 경우에도, 마찬가지의 제조 공정에 의해, 내열 세퍼레이터(12a)를 제조할 수 있다.
예를 들어, 열 가소성 수지(수지 원료)에 가소제를 첨가해서 필름 성형한 후, 해당 가소제를 적당한 용매로 제거하는 방법을 들 수 있다. 예를 들어, 세퍼레이터(12)가, 고분자량 폴리에틸렌을 포함하는 폴리에틸렌 수지로부터 형성되어 이루어지는 폴리올레핀 세퍼레이터일 경우에는, 이하에 도시된 바와 같은 방법에 의해 제조할 수 있다.
이 방법은, (1) 고분자량 폴리에틸렌과 가소제(예를 들어, 유동 파라핀)를 혼련하여 폴리에틸렌 수지 조성물을 얻는 혼련 공정, (2) 폴리에틸렌 수지 조성물을 사용하여 필름을 성형하는 필름화 공정, (3) 공정 2에서 얻어진 필름 중에서 가소제를 제거하는 제거 공정, 및 (4) 공정 3에서 얻어진 필름을 연신하여 세퍼레이터(12)를 얻는 연신 공정을 포함한다. 또한, 상기 공정(4)를, 상기 공정(2)와 (3)의 사이에서 행해도 된다.
제거 공정에 의해, 필름 중에 다수의 미세 구멍이 형성된다. 연신 공정에 의해 연신된 필름의 미세 구멍은, 상술한 구멍 P가 된다. 이에 의해, 소정의 두께와 투기도를 갖는 폴리에틸렌 미다공막인 세퍼레이터(12)가 형성된다.
또한, 혼련 공정에서의 폴리올레핀 수지와 가소제의 비율에 대하여서는, 균일한 용융 혼련이 가능한 비율이며, 시트상의 미다공막 전구체를 성형할 수 있기 때문에 충분한 비율이며, 또한 생산성을 손상시키지 않는 정도의 비율로 하는 것이 바람직하다.
폴리올레핀 수지와 가소제를 포함하는 조성물 중에서 차지하는 가소제의 중량 분율은, 바람직하게는 30 내지 80중량%이며, 더욱 바람직하게는 40 내지 70중량%이다.
상기 가소제의 중량 분율이 80중량% 이하인 경우, 용융 성형 시의 멜트 텐션이 부족하기 어렵고 성형성이 향상되는 경향이 있어서 바람직하다.
한편, 상기 가소제의 중량 분율이 30중량% 이상인 경우는, 연신 배율의 증대에 수반하여, 두께 방향으로 필름이 얇아지고, 얇은 필름을 얻는 것이 가능하므로 바람직하다.
상기 가소제의 중량 분율이 30중량% 이상인 경우는, 또한 가소화 효과가 충분하기 때문에 결정상의 절첩된 라멜라 결정을 효율적으로 잡아 늘일 수 있고, 고배율의 연신으로 폴리올레핀 쇄의 절단이 일어나지 않고, 균일하고 또한 미세한 구멍 구조의 혼련물이 되어 강도도 증가하기 쉽다. 또한 압출 부하가 저감되어, 생산성이 향상된다.
그 후, 도공 공정에 있어서, 세퍼레이터(12)의 표면에 내열층(4)을 형성한다. 예를 들어, 세퍼레이터(12)에, 아라미드/NMP(N-메틸-피롤리돈) 용액(도공액)을 도포하고, 아라미드 내열층인 내열층(4)을 형성한다. 내열층(4)은, 세퍼레이터(12)의 편면에만 설치되어도 되고, 양면에 설치되어도 된다. 또한, 내열층(4)으로서, 알루미나/카르복시메틸셀룰로오스 등의 필러를 포함하는 혼합액을 도공해도 된다.
또한, 도공 공정에 있어서, 세퍼레이터(12)의 표면에, 폴리불화비닐리덴/디메틸아세트아미드 용액(도공액)을 도포(도포 공정)하고, 그것을 응고(응고 공정)시킴으로써 세퍼레이터(12)의 표면에 접착층을 형성해도 된다. 접착층은, 세퍼레이터(12)의 편면에만 설치되어도 되고, 양면에 설치되어도 된다.
도공액을 세퍼레이터(12)에 도공하는 방법은, 균일하게 웨트 코팅할 수 있는 방법이라면 특별히 제한은 없으며, 종래 공지된 방법을 채용할 수 있다. 예를 들어, 캐필러리 코팅법, 스핀 코팅법, 슬릿 다이 코팅법, 스프레이 코팅법, 딥 코팅법, 롤 코팅법, 스크린 인쇄법, 플렉소 인쇄법, 바 코터법, 그라비아 코터법, 다이 코터법 등을 채용할 수 있다. 내열층(4)의 두께는 도공 웨트막의 두께, 도공액 중의 바인더 농도와 필러 농도의 합으로 나타내는 고형분 농도, 필러의 결합제에 대한 비를 조절함으로써 제어할 수 있다.
또한, 도공할 때에 세퍼레이터(12)를 고정 또는 반송하는 지지체로서는, 수지제의 필름, 금속제의 벨트, 드럼 등을 사용할 수 있다.
이상과 같이 하여, 세퍼레이터 원단을 제조할 수 있다.
<혼련 공정>
이하, 상기 혼련 공정을 상세히 설명한다.
도 4는 리튬 이온 이차 전지(1)의 세퍼레이터 원단을 위한 혼련 장치(21)를 모식적으로 나타내는 사시도이다. 혼련 장치(21)는, 각형의 실린더(22)를 구비한다. 실린더(22) 중에 2축형의 스크루(23)가 수용된다. 실린더(22)의 축방향의 일단부에 피드구(27)가 설치된다.
폴리올레핀(수지 원료)이 수용된 피더(29)가 실린더(22)에 인접하여 설치된다. 피더(29)는, 피드구(27)을 통하여 스크루(23)에 폴리올레핀을 공급한다. 실린더(22)의 하류측에 기어 펌프(31) 및 T 다이(32)가 설치된다. T 다이(32)의 하측에 냉각 폴리싱 롤(33)이 배치된다.
상기 폴리올레핀의 예로서, 예를 들어 에틸렌, 프로필렌, 1-부텐, 4-메틸-1-펜텐, 1-헥센 등을 중합한 고분자량의 단독 중합체 또는 공중합체를 들 수 있다. 또한, 이들 단독 중합체 및 공중합체의 군으로부터 선택한 2종류 이상의 폴리올레핀을 혼합하여 사용해도 된다. 상기 중합체의 대표예로서는, 저밀도 폴리에틸렌, 선상 저밀도 폴리에틸렌, 중밀도 폴리에틸렌, 고밀도 폴리에틸렌, 초고분자량 폴리에틸렌, 아이소택틱 폴리프로필렌, 어택틱 폴리프로필렌, 폴리부텐, 에틸렌프로필렌 러버 등을 들 수 있고, 특히 에틸렌을 주체로 하는 고분자량의 폴리에틸렌이 바람직하다. 또한, 폴리올레핀 세퍼레이터 기능을 손상시키지 않는 범위에서, 폴리올레핀 이외의 성분을 포함하는 것도 무방하다.
혼련 장치(21)는, 가열기(24)(제1 가열기)를 구비한다. 가열기(24)는, 실린더(22), 기어 펌프(31) 및 T 다이(32)를 소정의 설정 온도(예를 들어 210℃)로 가열한다.
실린더(22)에는, 피드구(27)보다도 하류측에 사이드 피드구(28)가 설치되어 있다. 혼련 장치(21)에는, 액첨가 펌프(30) 및 가열기(25)(제2 가열기)가 설치된다. 액첨가 펌프(30)는, 유동 파라핀(가소제)을 공급한다. 여기서, 당해 가소제의 공급량은, 상기 수지 원료와 당해 가소제의 합계 중량의 80중량%이다. 가열기(25)는, 액첨가 펌프(30)로부터 공급된 유동 파라핀을 가열한다. 가열기(25)에 의해 가열된 유동 파라핀은, 사이드 피드구(28)를 통하여, 스크루(23)에 의해 압출되는 폴리에틸렌에 공급된다.
유동 파라핀이 공급된 폴리에틸렌은, 스크루(23)가 의해 혼련되면서 압출되어 폴리에틸렌 수지 조성물이 되고, 기어 펌프(31) 및 T 다이(32)를 통하여 냉각 폴리싱 롤(33)에 공급된다. 냉각 폴리싱 롤(33)에 공급된 폴리에틸렌 수지 조성물은, 냉각 폴리싱 롤(33)에 의해 신장되어 필름이 된다.
가소제는 상온에서 액체상인 것이 바람직하다. 상온에서 액체상의 가소제의 예로서, 유동 파라핀, 프탈산디부틸, 프탈산비스(2-에틸헥실), 프탈산디옥틸, 프탈산디노닐 등의 프탈산에스테르류, 올레일알코올 등의 불포화 고급 알코올을 들 수 있다.
가소제는, 전량이 사이드 피드구(28)로부터 공급된다.
사이드 피드구(28)는, 스크루(23)가 수용되는 실린더(22)의 하류 단부(34)보다도 상류 단부(35)에 가까운 위치에 배치되는 것이 바람직하다.
이와 같이, 가열기(24)에 의해 가열되면서 스크루(23)에 의해 압출되는 수지 원료에, 가열기(25)에 의해 미리 가열된 가소제가 공급된다. 이로 인해, 피드구(27)로부터 스크루(23)에 투입되어 가열되면서 사이드 피드구(28)에 도달한 수지 원료에 실온 상태의 가소제가 사이드 피드되는 상황이 회피된다.
따라서, 사이드 피드구(28) 부근의 혼련부와 수지 원료가 급랭되는 사태가 회피된다. 이로 인해, 사이드 피드구(28) 부근의 수지 원료의 점도가 국소적으로 높아지고, 혼련 장치(21)의 토출성이 불안정해진다는 문제가 해결된다.
또한, 수지 원료가 실온 상태의 가소제에 의해 급랭되는 사태가 회피되므로, 수지 재료와 가소제와의 적합한 혼련이 저해된 상태로부터 혼련 상태를 양호화하기 위하여, 사이드 피드구보다도 하류의 수지 혼련부의 치수를 길게 하거나, 수지 혼련부에서의 원료의 체류 시간을 길게 하거나 할 필요가 소멸된다. 이로 인해, 원료와 가소제의 혼련에 의한 생산성의 저하를 억제할 수 있다.
이 결과, 원료의 토출성이나 생산성을 저하시키지 않고, 원료의 바람직한 특성을 얻을 수 있다는 효과를 발휘한다. 후술하는 실시 형태도 마찬가지의 효과를 발휘한다.
〔실시 형태 2〕
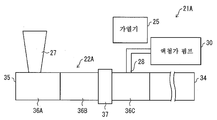
도 5는 실시 형태 2에 관한 혼련 장치(21A)의 주요부를 모식적으로 나타내는 도면이다. 도 4에서 전술한 구성 요소와 동일한 구성 요소는 동일한 참조 부호를 부여하고, 그들의 상세한 설명은 반복하지 않는다.
혼련 장치(21A)가 실시 형태 1의 도 4에서 전술한 혼련 장치(21)와 상이한 점은, 수지 체류부(37)가 혼련 장치(21A)에 설치되어 있다는 점이다.
혼련 장치(21A)는 실린더(22A)를 구비한다. 실린더(22A)는, 피드구(27)로부터 투입된 수지 원료를 수송하는 구획(세그먼트)(36A)과, 수송된 수지 원료를 가소화하기 위한 구획(36B)과, 구획(36B)의 하류측에 배치되어 사이드 피드구(28)로부터 유동 파라핀(가소제)이 사이드 피드되는 구획(36C)을 갖는다. 실린더 내에서 수지를 체류시키기 위하여 설치된 수지 체류부(37)가, 구획(36B)과 구획(36C)의 경계에 배치된다. 수지 체류부(37)는 구획(36B)의 하류측의 단부에 설치되어도 된다.
수지 체류부(37)는, 순송부 이외의 디자인의 스크루 엘리먼트를 사용하여 구성할 수 있다. 상기 순송부 이외의 디자인의 스크루 엘리먼트로서는, 예를 들어 역 니딩 디스크, 역 플라이트, 시일 링, 중립 니딩 디스크 등을 들 수 있다.
피드구(27)로부터 투입된 수지 원료가 충분히 가소화되지 않고, 사이드 피드구(28)로부터 투입된 유동 파라핀과 혼합되면, 또한 수지의 온도가 내려가고, 보다 가소화가 곤란해지고, 바람직하게 유동 파라핀과 혼련할 수 없다. 이로 인해, 유동 파라핀과 바람직하게 혼련되지 않는 수지가, 그대로 실린더로부터 압출되어 오므로, 수지 입자가 혼합된 필름이 T 다이(32)(도 4)로부터 나오는 경우가 있다.
실시 형태 2에서는, 사이드 피드구(28)의 상류측에 수지 체류부(37)가 설치된다. 이에 따라, 수지 체류부(37)에 의해 수지가 되돌려지는 것에 의해 발생된 간극에 유동 파라핀을 공급할 수 있다. 이와 같이, 사이드 피드구(28)는, 수지 체류부(37)에 대응하는 위치에 배치된다.
사이드 피드구(28)의 바로 아래에 수지 체류부(37)가 배치되면, 실린더(22A) 내를 수송되는 수지에 의해, 액첨가 펌프(30)로부터 파이프를 통하여 공급되는 유동 파라핀이 막혀서 실린더(22A) 내의 압력이 높아진다. 이로 인해, 유동 파라핀이 상기 파이프에 역류해 유동 파라핀을 실린더(22A) 내에 압입할 수 없게 된다. 따라서, 수지 체류부(37)가 사이드 피드구(28)의 바로 아래에 배치되는 것은 바람직하지 않다.
혼련 장치(21A)는, 2축 혼련기여도 되고, 1축 혼련기여도 된다. 도 4에 도시된 혼련 장치(21)도 동일하다.
〔실시 형태 3〕
전술한 실시 형태에서는, 가소제가 상온에서 액체상인 예를 나타냈지만, 본 발명은 이에 한정되지 않는다. 가소제는 상온에서 고체상이어도 된다. 상온에서 고체상의 가소제 예로서는, 파라핀 왁스나 스테아릴알코올 등의 포화 고급 알코올 등을 들 수 있다. 또한, 상온에서 고체상의 가소제를 사이드 피드구(28)로부터 공급하는 경우는, 고체상 가소제를 융점 이상으로 가열하는 기구를 가열기(25) 이전에 설치하여 유동하게 해도 되고, 액첨가 펌프(30)를 사용하지 않고 분체상 그대로 가열기(25)에 공급해도 된다.
상온에서 고체상 가소제를 사용하면, 폴리올레핀(수지 원료)과 가소제의 혼합물이 T 다이(32)로부터 압출되어 냉각될 때의 폴리올레핀의 상분리가 촉진된다. 액체상 가소제를 사용하면, 상분리된 액체상 가소제가 필름 표면에 부착되므로, 롤 반송 시에 필름이 미끄러져서 사행되거나, 롤 및 주변을 액체상 가소제가 오염되거나 하는 등의 문제가 있다. 그러나, 고체상 가소제를 사용하면, 이들 문제가 해소된다. 고체상 가소제는, 비점이 높기 때문에, 제거 공정에서 사용한 세정액으로부터의 분리가 액체상 가소제보다도 용이하다.
〔실시 형태 4〕
전술한 실시 형태에서는, 가소제는, 전량이 사이드 피드구(28)로부터 공급되는 예를 나타냈지만, 본 발명은 이에 한정되지 않는다. 가소제는, 그 일부를 미리 폴리올레핀과 혼합하고, 그 혼합물을 피드구(27)로부터 공급해도 된다.
이와 같이, 가소제의 일부가 피드구(27)로부터 공급되는 폴리올레핀에 첨가되면, 사이드 피드구(28)에 도달하기 전에 폴리올레핀이 가소제에 의해 가소화된다. 이로 인해, 사이드 피드구(28)에 도달하기 전에 폴리올레핀에 부여하는 열량이 적게 든다. 실시 형태 2에서 전술한 바와 같이, 피드구(27)로부터 투입된 수지가 가소화되지 않고, 사이드 피드구(28)로부터 투입된 유동 파라핀과 혼합되면, 또한 수지의 온도가 내려가고, 보다 가소화가 곤란해지고, 적합하게 유동 파라핀과 혼련할 수 없다. 그러나, 본 실시 형태와 같이 가소제의 일부가 피드구(27)로부터 공급되는 폴리올레핀에 첨가되면, 사이드 피드구(28)에 도달하기 전에 폴리올레핀이 가소제에 의해 가소화된다. 이로 인해, 적합하게 폴리올레핀과 유동 파라핀이 혼련된다.
미리 일부의 가소제와 폴리올레핀을 혼합하는 경우, 첨가하는 전체 가소제량에 대하여, 0중량% 보다도 많고 50중량% 이하의 가소제를 폴리올레핀과 함께 피드구(27)로부터 투입하는 것이 바람직하다. 또한, 폴리올레핀과 함께 피드구(27)로부터 투입하는 가소제가, 첨가하는 전체 가소제량의 50중량%를 초과하면, 폴리올레핀이 입상인 그대로 가소제 중에 부유하는 것 같은 상태로 되고, 폴리올레핀과 유동 파라핀을 혼련할 수 없게 되므로 바람직하지 않다.
(정리)
이상과 같이 본 실시 형태에 의하면, 혼련 장치(21)는, 피드구(27)로부터 공급된 수지 원료(폴리에틸렌)를 압출하는 스크루(23)와, 상기 스크루(23)에 의해 압출되는 수지 원료(폴리에틸렌)를 가열하는 제1 가열기(가열기(24))와, 상기 제1 가열기(가열기(24))에 의해 가열되면서 상기 스크루(23)에 의해 압출되는 수지 원료(폴리에틸렌)에, 상기 피드구(27)보다도 하류측에 배치된 사이드 피드구(28)로부터 공급되는 가소제(유동 파라핀)를 미리 가열하는 제2 가열기(가열기(25))를 구비한다.
이 구성에 의하면, 제1 가열기에 의해 가열되면서 스크루에 의해 압출되는 수지 원료에, 제2 가열기에 의해 미리 가열된 가소제가 공급된다. 이로 인해, 피드구부터 스크루에 투입되어 가열되면서 사이드 피드구에 도달한 수지 원료에 실온 상태의 가소제가 사이드 피드되는 상황이 방지된다. 따라서, 가열된 수지 원료가 사이드 피드된 실온 상태의 가소제에 의해 냉각되어 수지 원료와 가소제의 적합한 혼련이 저해되고, 원료의 바람직한 특성을 얻기가 곤란해진다고 하는 문제가 저지된다. 이 결과, 수지 원료를 적합하게 가열하면서 혼련하여 수지 원료의 바람직한 특성을 용이하게 얻을 수 있는 혼련 장치 및 혼련물의 제조 방법을 실현할 수 있다.
본 실시 형태에 관한 혼련 장치(21)에서는, 상기 스크루(23)가, 상기 원료(폴리에틸렌)를 되돌리기 위하여 설치된 수지 체류부(37)를 갖고, 상기 수지 체류부(37)에 대응하는 위치에 상기 사이드 피드구(28)가 배치되는 것이 바람직하다.
상기 구성에 의하면, 수지 체류부에 의해 원료가 되돌려지는 것에 의해 발생된 간극에 가소제를 공급할 수 있다.
본 실시 형태에 관한 혼련 장치(21)에서는, 상기 스크루(23)가 수용되는 실린더(22)의 하류 단부(34)보다도 상류 단부(35)에 가까운 위치에 상기 사이드 피드구(28)가 배치되는 것이 바람직하다.
상기 구성에 의하면, 가소제에 의해 수지 원료를 부드럽게 하여 혼련하는 거리가 길어지므로, 수지의 분자가 풀어져, 잘 서로 얽혀서 충분히 혼련된 수지 조성물을 얻을 수 있다.
또한, 본 실시 형태에 관한 혼련물의 제조 방법은, 피드구(27)로부터 공급된 수지 원료(폴리에틸렌)를 스크루(23)에 의해 압출하는 압출 공정과, 상기 스크루(23)에 의해 압출되는 수지 원료(폴리에틸렌)를 가열하는 가열 공정과, 상기 가열 공정에 의해 가열되면서 상기 스크루(23)에 의해 압출되는 수지 원료(폴리에틸렌)에, 상기 피드구(27)보다도 하류측에 배치된 사이드 피드구(28)로부터, 가열된 가소제(유동 파라핀)을 공급하는 공급 공정을 포함한다.
본 실시 형태에 관한 혼련물의 제조 방법에서는, 상기 가소제(유동 파라핀) 중에 0중량% 보다도 많고 50중량% 이하의 가소제가 상기 피드구(27)로부터 상기 원료(폴리에틸렌)과 함께 공급되는 것이 바람직하다.
상기 구성에 의하면, 사이드 피드구에 도달하기 전에 수지 원료가 가소제에 의해 가소화된다. 이로 인해, 사이드 피드구에 도달하기 전에 원료에 부여하는 열량이 적게 든다.
본 발명은 상술한 각 실시 형태에 한정되는 것은 아니며, 청구항에 나타낸 범위에서 다양한 변경이 가능하며, 다른 실시 형태에 각각 개시된 기술적 수단을 적절히 조합해서 얻어지는 실시 형태에 대하여서도 본 발명의 기술적 범위에 포함된다.
21: 혼련 장치
22: 실린더
23: 스크루
24: 가열기(제1 가열기)
25: 가열기(제2 가열기)
27: 피드구
28: 사이드 피드구
37: 수지 체류부
22: 실린더
23: 스크루
24: 가열기(제1 가열기)
25: 가열기(제2 가열기)
27: 피드구
28: 사이드 피드구
37: 수지 체류부
Claims (5)
- 피드구로부터 공급된 수지 원료를 압출하는 스크루와,
상기 스크루에 의해 압출되는 수지 원료를 가열하는 제1 가열기와,
상기 제1 가열기에 의해 가열되면서 상기 스크루에 의해 압출되는 수지 원료에, 상기 피드구보다도 하류측에 배치된 사이드 피드구로부터 공급되는 가소제를 미리 가열하는 제2 가열기를 구비하고,
상기 스크루가, 상기 수지 원료를 되돌리기 위하여 설치된 수지 체류부를 갖고,
상기 수지 체류부가 상기 사이드 피드구의 상류측에 배치되는 것인
혼련 장치. - 삭제
- 제1항에 있어서, 상기 스크루가 수용되는 실린더의 하류 단부보다도 상류 단부에 가까운 위치에 상기 사이드 피드구가 배치되는 혼련 장치.
- 피드구로부터 공급된 수지 원료를 스크루에 의해 압출하는 압출 공정과,
상기 스크루에 의해 압출되는 수지 원료를 가열하는 가열 공정과,
상기 가열 공정에 의해 가열되면서 상기 스크루에 의해 압출되는 수지 원료에, 상기 피드구보다도 하류측에 배치된 사이드 피드구로부터, 가열된 가소제를 공급하는 공급 공정을 포함하고,
상기 스크루가, 상기 수지 원료를 되돌리기 위하여 설치된 수지 체류부를 갖고,
상기 수지 체류부가 상기 사이드 피드구의 상류측에 배치되는 것인
혼련물의 제조 방법. - 제4항에 있어서, 상기 가소제 중 0중량% 보다도 많고 50중량% 이하의 가소제가 상기 피드구로부터 상기 수지 원료와 함께 공급되는 혼련물의 제조 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017041090 | 2017-03-03 | ||
| JPJP-P-2017-041090 | 2017-03-03 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20180101245A KR20180101245A (ko) | 2018-09-12 |
| KR101970913B1 true KR101970913B1 (ko) | 2019-04-19 |
Family
ID=63357493
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180025131A KR101970913B1 (ko) | 2017-03-03 | 2018-03-02 | 혼련 장치 및 혼련물의 제조 방법 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20180250866A1 (ko) |
| JP (1) | JP2018144481A (ko) |
| KR (1) | KR101970913B1 (ko) |
| CN (1) | CN108527814A (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6759152B2 (ja) * | 2017-05-24 | 2020-09-23 | キヤノン株式会社 | 画像処理装置、方法、プログラム及びシステム |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009516028A (ja) * | 2005-11-15 | 2009-04-16 | ソリユテイア・インコーポレイテツド | ポリマー分散液を連続製造する方法および装置 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2266256A (en) * | 1941-03-31 | 1941-12-16 | Mcgraw Electric Co | Water heating system |
| JPH0745125B2 (ja) * | 1986-09-12 | 1995-05-17 | 三井東圧化学株式会社 | 溶融樹脂への添加剤注入装置 |
| US5266256A (en) * | 1993-02-16 | 1993-11-30 | Rohm And Haas Company | Extruder and process modifying residence time distribution |
| JP3328047B2 (ja) * | 1994-02-23 | 2002-09-24 | ミサワホーム株式会社 | 木質様成形品および木質様成形品の製造方法 |
| JPH10310647A (ja) * | 1997-05-13 | 1998-11-24 | Asahi Chem Ind Co Ltd | オレフィン系熱可塑性エラストマー用押出機及びそれを用いた製造方法 |
| JP3917721B2 (ja) | 1997-08-08 | 2007-05-23 | 旭化成ケミカルズ株式会社 | 微多孔膜の製造方法 |
| JP2002254492A (ja) | 2001-03-06 | 2002-09-11 | Toshiba Mach Co Ltd | 2軸押出機によるpva押出方法および2軸押出機 |
| EP1405874B1 (en) * | 2002-10-03 | 2014-03-26 | Mitsubishi Gas Chemical Company, Inc. | Process for production of polyamide composite material |
| JPWO2007046496A1 (ja) * | 2005-10-21 | 2009-04-23 | 東燃化学株式会社 | 熱可塑性樹脂微多孔膜の製造方法 |
| CN101528819A (zh) * | 2006-10-23 | 2009-09-09 | 电气化学工业株式会社 | 聚乙烯醇缩醛片及其制造方法 |
| KR100917554B1 (ko) * | 2007-11-01 | 2009-09-16 | 이정 | 압출기용 약품 주입방법 및 장치 |
| KR101000749B1 (ko) * | 2008-09-30 | 2010-12-13 | 주식회사 그린케미칼 | 생분해성 수지 조성물, 그의 제조방법 및 그로부터 제조되는 생분해성 필름 |
| CN105980128B (zh) * | 2014-02-13 | 2019-04-12 | Sika技术股份公司 | 制备即用型软pvc膜或型材的方法 |
| JP2016023308A (ja) * | 2014-07-22 | 2016-02-08 | 有限会社ケー・イー・イー | 耐熱性ポリオレフィン微多孔膜及びその製造法。 |
-
2018
- 2018-02-22 JP JP2018030067A patent/JP2018144481A/ja active Pending
- 2018-02-28 US US15/907,994 patent/US20180250866A1/en not_active Abandoned
- 2018-03-01 CN CN201810173043.8A patent/CN108527814A/zh active Pending
- 2018-03-02 KR KR1020180025131A patent/KR101970913B1/ko active IP Right Grant
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009516028A (ja) * | 2005-11-15 | 2009-04-16 | ソリユテイア・インコーポレイテツド | ポリマー分散液を連続製造する方法および装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20180250866A1 (en) | 2018-09-06 |
| JP2018144481A (ja) | 2018-09-20 |
| CN108527814A (zh) | 2018-09-14 |
| KR20180101245A (ko) | 2018-09-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9293752B2 (en) | Multilayer porous membrane and production method thereof | |
| US9853272B2 (en) | Laminated polyolefin microporous membrane including propylene-α-olefin copolymer and method of producing the same | |
| CN107614584B (zh) | 微多孔膜制造方法、微多孔膜、电池用隔膜及二次电池 | |
| KR101890013B1 (ko) | 열 안전성이 향상된 전기화학소자용 세퍼레이터 및 그의 제조방법 | |
| US20090127733A1 (en) | Method for producing microporous thermoplastic resin membrane | |
| JP7395827B2 (ja) | 多孔性ポリオレフィンフィルム | |
| KR101970913B1 (ko) | 혼련 장치 및 혼련물의 제조 방법 | |
| JP5036245B2 (ja) | ポリオレフィン微多孔膜の製造方法 | |
| US11955662B2 (en) | Separator for electric storage device | |
| JP2012178320A (ja) | 多孔質シート | |
| KR102377260B1 (ko) | 분리막 및 그 제조방법 | |
| KR20230116113A (ko) | 다층 분리막의 제조방법 | |
| KR102520879B1 (ko) | 폴리올레핀 미다공막, 전지용 세퍼레이터 및 이차 전지 | |
| KR20210155237A (ko) | 고분자 필름의 제조 방법 | |
| KR20160045459A (ko) | 전기화학소자용 세퍼레이터의 제조방법 및 그로부터 제조된 전기화학소자용 세퍼레이터 | |
| KR101816764B1 (ko) | 전기화학소자용 세퍼레이터의 제조방법 및 그로부터 제조된 전기화학소자용 세퍼레이터 | |
| KR20050079897A (ko) | 이차전지 격리막용 폴리에틸렌 미다공막 | |
| KR20210113186A (ko) | 폴리올레핀 미다공막의 제조 방법 | |
| TW201821497A (zh) | 微多孔膜製造方法、微多孔膜、非水電解液系二次電池用隔膜及非水電解液系二次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| A302 | Request for accelerated examination | ||
| E902 | Notification of reason for refusal | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |