KR101148322B1 - 전자 부품 실장 장치 및 실장 방법 - Google Patents
전자 부품 실장 장치 및 실장 방법 Download PDFInfo
- Publication number
- KR101148322B1 KR101148322B1 KR1020107015375A KR20107015375A KR101148322B1 KR 101148322 B1 KR101148322 B1 KR 101148322B1 KR 1020107015375 A KR1020107015375 A KR 1020107015375A KR 20107015375 A KR20107015375 A KR 20107015375A KR 101148322 B1 KR101148322 B1 KR 101148322B1
- Authority
- KR
- South Korea
- Prior art keywords
- electronic component
- adhesive tape
- tcp
- mounting
- adhesive
- Prior art date
Links
Images









Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/74—Apparatus for manufacturing arrangements for connecting or disconnecting semiconductor or solid-state bodies
- H01L24/75—Apparatus for connecting with bump connectors or layer connectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01005—Boron [B]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01006—Carbon [C]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01033—Arsenic [As]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01047—Silver [Ag]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01056—Barium [Ba]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01075—Rhenium [Re]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01082—Lead [Pb]
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Wire Bonding (AREA)
- Supply And Installment Of Electrical Components (AREA)
- Devices For Indicating Variable Information By Combining Individual Elements (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Abstract
인덱스 테이블(4)에 의해 실장 포지션에 반송된 TCP(3)를 패널(1)에 실장할 때에 패널과 TCP를 촬상하는 제1, 제2 촬상 카메라(43), (44)와, 촬상 카메라의 촬상 신호에 기초하여 패널을 TCP에 대하여 위치 결정하는 동시에, 미리 정해진 길이로 절단되어 TCP에 접착된 점착 테이프의 TCP에 대한 어긋남 양을 검출하는 화상 처리 장치와, 화상 처리 장치의 처리에 기초하여 패널 테이블에 의한 패널의 위치 결정과 인덱스 테이블에 의한 접착 박리 포지션에서의 TCP와 미리 정해진 길이로 절단된 점착 테이프의 상대적인 위치 결정을 제어하는 제어 장치를 구비한다.
Description
본 발명은 예컨대 액정 표시 장치에 이용되는 기판으로서의 유리제 패널에, 전자 부품으로서의 예컨대 TCP(Tape Carrier Package)를 실장하는 전자 부품 실장 장치 및 실장 방법에 관한 것이다.
예컨대, 액정 표시 장치를 제조하는 경우, 기판으로서의 상기 패널에, 전자 부품으로서의 상기 TCP를 실장하기 위한 실장 장치가 이용된다. 상기 TCP는 금형에 의해 캐리어 테이프로부터 펀칭된 후, 미리 정해진 각도씩 간헐적으로 회전 구동되는 인덱스 테이블에 공급된다. 이 인덱스 테이블에는 1회당 회전 각도에 따른 간격으로 주위 방향으로 복수의 흡착 헤드가 마련된다. 그리고, 상기 금형에 의해 펀칭된 TCP는 복수의 흡착 헤드에 순차적으로 공급된다.
상기 패널은 XY 테이블에 위치 결정되어 배치되어 있고, 이 XY 테이블에 의해 XY 방향으로 구동되도록 되어 있다. 상기 인덱스 테이블의 실장 포지션에 있어서, 상기 TCP에 마련된 정렬 마크와 상기 패널에 마련된 정렬 마크가 촬상 카메라에 의해 촬상되어, 그 촬상 신호가 화상 처리부에서 처리된다. 그리고, 화상 처리부에 의한 처리에 기초하여, 상기 TCP의 정렬 마크에 상기 패널의 정렬 마크가 일치하도록, 상기 XY 테이블의 구동이 제어되어 상기 패널이 위치 결정되도록 되어 있다.
상기 패널이 상기 TCP에 대하여 위치 결정되면, 그 TCP를 유지한 흡착 헤드가 하강 방향으로 구동되어, TCP를 상기 패널에 마련된 이방성 도전 부재로 이루어지는 점착 테이프에 가압하여 접착하도록, 즉 실장하도록 되어 있다. 인덱스 테이블을 이용하여 기판에 TCP를 실장하는 종래의 실장 장치는, 예컨대 특허문헌 1에 개시되어 있다.
그런데, 특허문헌 1에 개시된 실장 장치에 있어서는, 기판에 TCP를 실장하기 위한 점착 테이프를, 상기 기판의 일측의 길이 방향 전체 길이에 걸쳐 접착하고, 거기에 상기 TCP를 미리 정해진 간격으로 실장하도록 하고 있다.
이 때문에, 점착 테이프에 있어서 미리 정해진 간격으로 접착된 TCP 사이에 위치하는 부분은 TCP의 실장에 필요하지 않은 부분이 되므로, 그 부분이 무용해지고, 비용 상승으로 이어진다는 문제가 있다.
따라서 최근에는 기판에 점착 테이프를 접착하지 않고, TCP에, 이 TCP의 폭 치수에 대응하는 길이로 점착 테이프를 접착함으로써, 점착 테이프의 낭비를 없애는 것이 고려되고 있다.
이 경우, 이형 테이프에 접착된 점착 테이프를 TCP의 폭 치수에 대응하는 길이로 절단하고, 그 점착 테이프를 위로 하여 이형 테이프와 함께 밀어 올려, 인덱스 테이블의 흡착 헤드에 유지된 TCP에 접착한 후, 그 점착 테이프의 하면으로부터 이형 테이프를 박리한다. 그리고, 점착 테이프의 이형 테이프가 박리된 면을 기판에 접착함으로써, 상기 TCP를 기판에 실장하게 된다.
그런데, 도 8a에 나타내는 바와 같이 미리 정해진 길이로 절단된 점착 테이프(19)를, 인덱스 테이블의 흡착 헤드(18)에 흡착 유지된 TCP(3)에 접착하는 경우, 상기 점착 테이프(19)가 접착된 이형 테이프(20)의 이송 정밀도나 환경의 온도?습도의 변화에 의한 신장 혹은 점착 테이프(19)를 밀어 올려 TCP(3)에 접착할 때에 발생하는 위치 어긋남 등에 의해 상기 점착 테이프(19)가 TCP(3)의 폭 방향에 대하여 어긋나게 되는 경우가 있다.
그리고, 그 어긋남 양(ΔX)이 커져, 점착 테이프(19)가 TCP(3)의 폭 방향 단부로부터 미리 정해진 길이 이상 돌출하면, 그 돌출 부분에 있어서의 점착 테이프(19)의 단부와 이형 테이프(20)의 점착력이 상기 어긋남 양(ΔX)에 따라 커지는 경우가 있다.
그와 같은 상태에서, 상기 TCP(3)에 접착된 점착 테이프(19)로부터 이형 테이프(20)를 박리하면, 도 8b에 나타내는 바와 같이 점착 테이프(19)로부터 이형 테이프(20)가 박리되기 전에, 이형 테이프(20)와 함께 점착 테이프(19)의 단부가 TCP(3)로부터 박리해버리는, 소위 점착 테이프(19)의 떨어짐이 발생하는 경우가 있기 때문에, 그 TCP(3)를 기판에 확실하게 실장할 수 없게 되는 일이 있다.
본 발명은, 전자 부품에 접착되는 점착 테이프의 어긋남 양이 커지는 것을 방지하여, 전자 부품에 점착 테이프를 접착한 후, 이 점착 테이프로부터 이형 테이프를 박리할 때에, 점착 테이프의 단부가 전자 부품으로부터 떨어지는 일이 없도록 한 전자 부품 실장 장치 및 실장 방법을 제공하는 것이다.
상기 과제를 해결하기 위해 본 발명은, 전자 부품을 점착 테이프에 의해 기판에 실장하는 전자 부품 실장 장치로서,
상기 기판을 반송하여 위치 결정하는 제1 반송 수단과,
상기 전자 부품을 받는 수취 포지션, 수취 포지션에서 받은 전자 부품에 한쪽 면에 이형 테이프가 접착되어 미리 정해진 길이로 절단된 점착 테이프의 다른 쪽 면을 접착하고 상기 한쪽 면으로부터 상기 이형 테이프를 박리하는 접착 박리 포지션 및 이형 테이프가 박리된 점착 테이프의 한쪽 면에 의해 상기 전자 부품을 상기 제1 반송 수단에 의해 위치 결정된 상기 기판에 실장하는 실장 포지션 각각에 상기 전자 부품을 순차적으로 반송하여 위치 결정하는 제2 반송 수단과,
상기 실장 포지션에 반송된 상기 전자 부품을 상기 기판에 실장할 때에 상기 기판과 상기 전자 부품을 촬상하는 촬상 수단과,
이 촬상 수단의 촬상 신호에 기초하여 상기 기판을 상기 전자 부품에 대하여 위치 결정하는 동시에, 미리 정해진 길이로 절단되어 상기 전자 부품에 접착된 상기 점착 테이프의 상기 전자 부품에 대한 어긋남 양을 검출하는 화상 처리 수단과,
이 화상 처리 수단의 처리에 기초하여, 상기 제1 반송 수단에 의한 상기 기판의 위치 결정과, 상기 제2 반송 수단에 의한 상기 접착 박리 포지션에 있어서의 상기 전자 부품과 미리 정해진 길이로 절단된 점착 테이프의 상대적인 위치 결정을 제어하는 제어 수단을 구비하는 것을 특징으로 하는 전자 부품 실장 장치를 제공하는 것이다.
상기 과제를 해결하기 위해 본 발명은, 전자 부품을 점착 테이프에 의해 기판에 실장하는 전자 부품 실장 방법으로서,
상기 기판을 반송하여 위치 결정하는 공정과,
상기 전자 부품을 받는 수취 포지션, 수취 포지션에서 받은 전자 부품에 한쪽 면에 이형 테이프가 접착되어 미리 정해진 길이로 절단된 점착 테이프의 다른 쪽 면을 접착하고 나서, 상기 한쪽 면으로부터 상기 이형 테이프를 박리하는 접착 박리 포지션 및 이형 테이프가 박리된 점착 테이프의 한쪽 면에 의해 상기 전자 부품을 상기 제1 반송 수단에 의해 위치 결정된 상기 기판에 실장하는 실장 포지션 각각에 상기 전자 부품을 순차적으로 반송하여 위치 결정하는 공정과,
상기 실장 포지션에 반송된 상기 전자 부품을 상기 기판에 실장할 때에 상기 기판과 상기 전자 부품을 촬상하는 공정과,
상기 기판과 상기 전자 부품을 촬상한 촬상 신호에 의해 상기 기판을 상기 전자 부품에 대하여 위치 결정하는 동시에, 미리 정해진 길이로 절단되어 상기 전자 부품에 접착된 상기 점착 테이프의 상기 전자 부품에 대한 어긋남 양을 검출하는 공정과,
상기 점착 테이프의 상기 전자 부품에 대한 어긋남 양의 검출에 기초하여 상기 기판의 위치 결정 및 상기 접착 박리 포지션에 있어서의 상기 전자 부품과 미리 정해진 길이로 절단된 점착 테이프의 상대적인 위치 결정을 제어하는 공정을 포함하는 것을 특징으로 하는 전자 부품 실장 방법을 제공하는 것이다.
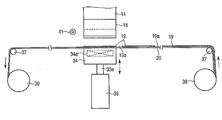
도 1은 본 발명의 일 실시 형태를 나타내는 실장 장치의 개략적 구성도이다.
도 2는 인덱스 테이블과 패널 테이블을 나타내는 평면도이다.
도 3은 접착 박리 포지션의 구성을 나타내는 측면도이다.
도 4a는 접착 박리 포지션에서 TCP에 점착 테이프를 접착할 때의 설명도이다.
도 4b는 TCP에 접착된 점착 테이프로부터 이형 테이프를 박리할 때의 설명도이다.
도 5는 실장 포지션에 있어서의 패널과 TCP를 나타내는 사시도이다.
도 6은 실장 포지션에 있어서의 패널과 TCP를 나타내는 평면도이다.
도 7은 제1 촬상 카메라, 제2 촬상 카메라로부터의 촬상 신호를 처리하는 제어 계통의 블록도이다.
도 8a는 미리 정해진 길이로 절단된 점착 테이프가 TCP의 폭 방향으로 어긋나 접착된 상태의 설명도이다.
도 8b는 어긋나 접착된 점착 테이프로부터 이형 테이프를 박리할 때의 설명도이다.
도 2는 인덱스 테이블과 패널 테이블을 나타내는 평면도이다.
도 3은 접착 박리 포지션의 구성을 나타내는 측면도이다.
도 4a는 접착 박리 포지션에서 TCP에 점착 테이프를 접착할 때의 설명도이다.
도 4b는 TCP에 접착된 점착 테이프로부터 이형 테이프를 박리할 때의 설명도이다.
도 5는 실장 포지션에 있어서의 패널과 TCP를 나타내는 사시도이다.
도 6은 실장 포지션에 있어서의 패널과 TCP를 나타내는 평면도이다.
도 7은 제1 촬상 카메라, 제2 촬상 카메라로부터의 촬상 신호를 처리하는 제어 계통의 블록도이다.
도 8a는 미리 정해진 길이로 절단된 점착 테이프가 TCP의 폭 방향으로 어긋나 접착된 상태의 설명도이다.
도 8b는 어긋나 접착된 점착 테이프로부터 이형 테이프를 박리할 때의 설명도이다.
이하, 본 발명의 실시 형태를 도면을 참조하여 설명한다.
도 1은 본 발명의 일 실시 형태의 전자 부품 실장 장치의 전체 구성을 나타내는 개략도이다. 이 실장 장치는 기판으로서의 예컨대 액정 표시 장치용 패널(1)을 반송하는 제1 반송 수단인 패널 테이블(2)과, 전자 부품으로서의 TCP(3)를 반송하는 제2 반송 수단으로서의 인덱스 테이블(4)을 구비한다.
상기 패널 테이블(2)은 베이스(5) 상에 X 방향(도 1의 지면에 직교하는 방향)을 따라 이동 가능하게 마련된 X 테이블(6)을 갖는다. 이 X 테이블(6)은 상기 베이스(5)에 마련된 X 구동원(7)에 의해 상기 베이스(5) 위를 X 방향을 따라 구동되도록 되어 있다.
상기 X 테이블(6)에는 X 방향과 직교하는 Y 방향(화살표로 나타냄)을 따라 이동 가능한 Y 테이블(8)이 마련된다. 이 Y 테이블(8)은 상기 X 테이블(6)에 마련된 Y 구동원(9)에 의해 Y 방향을 따라 구동되도록 되어 있다. 상기 Y 테이블(8)에는 θ 테이블(10)이 회전 방향으로 이동 가능하게 마련되고, 상기 Y 테이블(8)에 마련된 θ 구동원(10a)에 의해 회전 방향으로 구동되도록 되어 있다.
그리고, 이 θ 테이블(10)의 상면에 상기 패널(1)이 공급되어, 예컨대 진공 흡착 등의 수단에 의해 이동이 불가능하도록 유지된다. 이에 따라, 상기 패널(1)은 상기 패널 테이블(2)에 의해 XY 방향 및 θ 방향에 대하여 위치 결정 가능하도록 되어 있다. 또, θ 테이블(10)은 패널(1)보다 작게 형성되어 있다. 이에 따라, 패널(1)은 주변부가 θ 테이블(10)의 주변부로부터 돌출되어 있다.
상기 인덱스 테이블(4)은, 중심에 회전축(11)이 마련되고, 이 회전축(11)은 θ 구동원(12)에 의해 도 2에 화살표 R로 나타내는 시계 방향으로 미리 정해진 각도씩 간헐적으로 회전 구동되도록 되어 있다. 이 실시 형태에서는, 상기 인덱스 테이블(4)은 90도의 회전 각도로 간헐적으로 구동되도록 되어 있다.
상기 인덱스 테이블(4)의 상면에는, 90도 간격으로 4개의 지지체(13)가 마련된다. 도 1에서는 2개의 지지체(13)만을 도시하고, 다른 지지체(13)를 생략하고 있다. 이 지지체(13)는 측면 형상이 L자형을 이루고 있고, 그 수직면에는 가동체(14)가 선형 가이드(15)에 의해 수직 방향으로 이동 가능하게 지지되어 있다.
도 1에 나타내는 바와 같이, 상기 지지체(13)의 상단에는 브래킷(16)이 마련되고, 이 브래킷(16)에는 실장 실린더(17)가 축선을 수직으로 하고 로드(17a)의 선단을 상기 가동체(14)의 상단에 연결하여 마련된다. 또, 도 2에 있어서는 상기 실장 실린더(17)의 도시를 생략하고 있다.
각 가동체(14)의 하단면에는 실장 수단으로서 측면 형상이 L자형인 흡착 헤드(18)가 마련된다. 이 흡착 헤드(18)는, 도 2에 A로 나타내는 수취 포지션에서 후술하는 부품 공급부(21)로부터 공급된 TCP(3)를 흡착 유지하여, 상기 패널(1)에 실장하도록 되어 있다. 또, 인덱스 테이블(4)은 전술한 수취 포지션 A 외에 B~D로 나타내는 3개의 포지션, 즉 합계 4개의 포지션을 갖는다.
B는 수취 포지션 A에서 흡착 헤드(18)에 공급된 TCP(3)의 단자부(3a)(도 5에 나타냄)를 도시하지 않는 브러시로 세정하는 세정 포지션이고, C는 세정된 TCP(3)의 단자부(3a)에 도 3에 나타내는 바와 같이 이형 테이프(20)에 접착된 상태에서 미리 정해진 길이로 절단된 이방성 도전 부재로 이루어지는 점착 테이프(19)를 후술하는 바와 같이 접착하고 나서, 그 점착 테이프(19)로부터 이형 테이프(20)를 박리하는 접착 박리 포지션이며, D는 단자부(3a)에 점착 테이프(19)가 접착된 TCP(3)를 패널(1)의 측변부 상면에 상기 점착 테이프(19)에 의해 실장하기 위한 실장 포지션이다.
상기 부품 공급부(21)는, 도 1에 나타내는 바와 같이 캐리어 테이프(22)로부터 상기 TCP(3)를 펀칭하는 금형(23)을 갖는다. 이 금형(23)은 상하 방향으로 구동되는 상형(上型, 23a)과, 이 상형(23a)에 대향하여 고정적으로 배치된 하형(下型, 23b)을 가지고, 상형(23a)에는 펀치(24)가 마련되며, 하형(23b)에는 상형(23a)이 하강했을 때에 상기 펀치(24)가 들어가는 관통 구멍(25)이 마련된다.
상기 캐리어 테이프(22)는 상형(23a)과 하형(23b) 사이를 통과하며, 상형(23a)이 하강함으로써 상기 TCP(3)가 펀칭되고, 상승했을 때에 +Y로 나타내는 화살표 방향으로 미리 정해진 피치로 보내져 새롭게 TCP(3)를 펀칭할 수 있는 상태가 된다.
상기 하형(23b)의 아래쪽에는 지지구(26)가 배치되어 있다. 이 지지구(26)는 X 테이블(27)에 마련된 Zθ 구동원(28)에 의해 상하 방향이 되는 Z 방향 및 회전 방향이 되는 θ 방향으로 구동되도록 되어 있다. 상기 X 테이블(27)은 Y 테이블(29)에 상기 Y 방향과 직교하는 X 방향을 따라 이동 가능하게 마련된다. 이 Y 테이블(29)에는 상기 X 테이블(27)을 X 방향을 따라 구동하는 X 구동원(31)이 마련된다.
상기 Y 테이블(29)은 도 1에 화살표로 나타내는 Y 방향을 따라 배치된 베이스(32)에 Y 방향을 따라 이동 가능하게 마련된다. 이 베이스(32)의 일단에는 상기 Y 테이블(29)을 Y 방향을 따라 구동하는 Y 구동원(33)이 마련된다. 이 베이스(32)의 타단은 상기 인덱스 테이블(4)의 수취 포지션(A)의 아래쪽에 위치하고 있다.
상기 금형(23)에 의해 캐리어 테이프(22)로부터 펀칭된 TCP(3)를 지지구(26)가 받아 하강하면, Y 테이블(29)이 Y 구동원(33)에 의해 베이스(32)의 일단으로부터 타단으로 구동된다. 이에 따라, TCP(3)를 유지한 지지구(26)가 도 1에 쇄선으로 나타내는 바와 같이 인덱스 테이블(4)의 수취 포지션(A)의 아래쪽에 위치 결정된다.
지지구(26)가 수취 포지션(A)의 아래쪽에 위치 결정되면, 상기 지지구(26)가 상승 방향으로 구동되어, 가동체(14)의 하단에 마련된 흡착 헤드(18)에 의해 상기 지지구(26)에 유지된 TCP(3)의 단자부(3a)가 마련된 일단부의 상면을 흡착한다.
흡착 헤드(18)가 수취 포지션(A)에서 TCP(3)를 흡착하면, 인덱스 테이블(4)이 90도 회전 구동되어, 그 흡착 헤드(18)가 세정 포지션(B)에 위치 결정된다. 세정 포지션(B)에서는 도시하지 않는 브러시에 의해 흡착 헤드(18)에 흡착 유지된 TCP(3)의 단자부(3a)가 브러싱된다. 이에 따라, 단자부(3a)에 부착된 오물이 제거된다.
세정 포지션(B)에서 TCP(3)의 오물이 제거되면, 인덱스 테이블(4)은 90도 회전 구동되어 상기 TCP(3)는 접착 박리 포지션(C)에 위치 결정된다. 접착 박리 포지션(C)에서는, 상기 TCP(3)의 단자부(3a)에 미리 정해진 길이로 절단된 점착 테이프(19)가 접착된다.
상기 접착 박리 포지션(C)에는, 도 3과 도 4에 나타내는 바와 같이 접착 박리 포지션(C)에 위치 결정된 흡착 헤드(18)의 아래쪽에 대향하여 이 흡착 헤드(18)와 거의 동일한 크기의 압박 블록(34)이 마련된다. 이 압박 블록(34)에는 히터(34a)가 내장되어 있다.
상기 압박 블록(34)은 축선을 수직으로 하여 배치된 구동 실린더(35)의 로드(35a)에 장착되어, 도 3에 화살표로 나타내는 상하 방향으로 구동 가능하도록 되어 있다. 이에 따라, 상기 구동 실린더(35)가 작동하여 상기 로드(35a)가 돌출 방향으로 구동되면, 상기 압박 블록(34)이 상기 흡착 헤드(18)를 향해 상승한다.
상기 압박 블록(34)의 상면에는, 한쪽 면에 상기 점착 테이프(19)가 접착된 이형 테이프(20)가 상기 점착 테이프(19)가 위를 향하는 상태로 한 쌍의 가이드 롤러(37)에 의해 가이드되어 도 3에 화살표로 나타내는 방향으로 주행하도록 되어 있다.
상기 점착 테이프(19)가 접착된 이형 테이프(20)는 공급 릴(38)로부터 풀리고, 귄취 릴(39)에 권취되도록 되어 있다. 상기 점착 테이프(19)는, 상기 압박 블록(34)의 상면에 대향하는 위치에 반송되어 오기 전에, 도시하지 않는 절단 기구에 의해 미리 정해진 길이로 절단되고, 미리 정해진 길이로 절단된 점착 테이프(19)의 인접하는 단부 사이에 간극(19a)이 생기도록, 그 단부 사이의 부분이 제거(비게)된다.
미리 정해진 길이로 절단된 점착 테이프(19)의 부분이 TCP(3)의 일단부를 흡착 유지한 흡착 헤드(18)의 아래쪽에 위치 결정되면, 상기 구동 실린더(35)가 작동하여 그 로드(35a)가 돌출 방향으로 구동되고, 이 로드(35a)에 마련된 압박 블록(34)이 미리 정해진 길이로 절단된 점착 테이프(19)가 상면에 접착된 이형 테이프(20)의 부분의 하면을 밀어 올리면서 상승한다.
이에 따라, 도 4a에 나타내는 바와 같이, 미리 정해진 길이로 절단된 상기 점착 테이프(19)는 상기 압박 블록(34)에 의해 흡착 헤드(18)에 흡착 유지된 TCP(3)의 일단부의 하면에 압박되면서, 이 압박 블록(34)에 내장된 히터(34a)에 의해 가열되어 접착된다.
그리고, 도 4b에 나타내는 바와 같이, 점착 테이프(19)를 TCP(3)에 접착하고 압박 블록(34)이 원래의 위치까지 하강하면, 이형 롤러(41)가 도시하지 않는 구동 기구에 의해 이형 테이프(20)를 아래쪽으로 누르도록, 화살표 -Z로 나타내는 하강 방향으로 구동되고 나서, 화살표 +X로 나타내는 TCP(3)의 폭 방향 일단으로부터 타단을 향해 구동된다. 이에 따라, 상기 TCP(3)에 접착된 점착 테이프(19)로부터 이형 테이프(20)가 박리된다.
또, 이형 롤러(41)는 인덱스 테이블(4)이 회전했을 때에, 흡착 헤드(18)에 부딪치지 않도록 X 방향과 직교하는 Y 방향으로 구동 가능하도록 되어 있다.
TCP(3)에 접착된 점착 테이프(19)로부터 이형 테이프(20)가 박리되면, 인덱스 테이블(4)이 90도 회전되어, 점착 테이프(19)가 접착된 TCP(3)가 실장 포지션(D)에 위치 결정된다. 실장 포지션(D)에는, 도 2와 도 5에 나타내는 바와 같이 촬상 수단으로서의 제1 촬상 카메라(43)와 제2 촬상 카메라(44)가 배치되어 있다.
상기 TCP(3)가 실장되는 상기 패널(1)의 부분에는 한 쌍의 제1 정렬 마크(M1, M2)가 미리 정해진 간격으로 마련되고, 상기 TCP(3)에 있어서 단자가 마련된 일단부의 폭 방향 양단부에는 상기 한 쌍의 제1 정렬 마크(M1, M2)와 동일한 간격으로 한 쌍의 제2 정렬 마크(m1, m2)가 마련된다.
점착 테이프(19)가 접착된 TCP(3)가 실장 포지션(D)에 위치 결정되면, 패널(1)은 미리 지시된 좌표에 기초하여, TCP(3)가 실장되는 부위가 실장 포지션(D)에 위치 결정된 TCP(3)에 접근하도록 패널 테이블(2)에 의해 가(假)위치 결정된다. 이 상태를 도 6에 나타낸다.
TCP(3)에 대하여 패널(1)이 가위치 결정되면, 제1 촬상 카메라(43)가 한쪽의 제1 정렬 마크(M1)와 한쪽의 제2 정렬 마크(m1)를 제1 시야(S1) 내에 두고 촬상한다. 마찬가지로, 제2 촬상 카메라(44)가 다른 쪽의 제1 정렬 마크(M2)와 다른 쪽의 제2 정렬 마크(m2)를 제2 시야(S2) 내에 두고 촬상한다.
상기 제1 시야(S1)의 일부는 TCP(3)의 폭 방향 일단부로부터 떨어진 부분을 포함하고, 상기 제2 시야(S2)의 일부는 TCP(3)의 폭 방향 타단부로부터 떨어진 부분을 포함한다.
도 7에 나타내는 바와 같이, 각 촬상 카메라(43, 44)의 촬상 신호는 화상 처리 장치(45)에 출력되고, 여기서 상기 촬상 신호가 아날로그 신호로부터 디지털 신호로 변환되어 제어 장치(46)에 마련된 연산 처리부(47)에서 처리된다.
상기 연산 처리부(47)는, 각 한 쌍의 제1, 제2 정렬 마크(M1, m1 및 M2, m2)의 X, Y 좌표를 산출하여, 산출된 좌표로부터 패널(1)과 TCP(3)의 X, Y 및 θ 방향에 있어서의 위치 어긋남 양을 산출한다.
그리고, 연산 처리부(47)의 산출 결과가 구동 출력부(48)에 출력되면, 이 구동 출력부(48)는 상기 패널 테이블(2)을 X, Y 및 θ 방향으로 구동하여, θ 테이블(10) 상의 패널(1)을, 상기 실장 포지션(D)에 위치 결정된 TCP(3)에 대하여 위치 결정한다. 즉, 패널(1)에 마련된 한 쌍의 제1 정렬 마크(M1, M2)에 대하여 TCP(3)에 마련된 한 쌍의 제2 정렬 마크(m1, m2)가 각각 일치하도록 위치 결정한다.
상기 연산 처리부(47)는, 패널(1)과 TCP(3)의 위치 어긋남 양을 산출하는 동시에, 점착 테이프(19)가 TCP(3)에 어긋나지 않고 접착되어 있는지 여부를 검출한다. 즉, 점착 테이프(19)의 폭 방향 일단부 혹은 타단부가 TCP(3)의 폭 방향 일단부 혹은 타단부로부터 돌출되어 있으면, 그 상태가 제1 촬상 카메라(43) 혹은 제2 촬상 카메라(44)에 의해 촬상된다.
따라서, 상기 연산 처리부(47)는, 제1, 제2 촬상 카메라(43, 44)로부터의 촬상 신호에 의해 점착 테이프(19)의 일단부 혹은 타단부가 상기 TCP(3)의 폭 방향 일단 혹은 타단으로부터 돌출한 길이를 산출한다.
상기 점착 테이프(19)는 상기 TCP(3)의 폭 치수와 거의 동일한 길이로 분단되어 있다. 이 때문에, 상기 접착 박리 포지션(C)에서, 미리 정해진 길이로 절단된 점착 테이프(19)가 TCP(3)의 일단부의 폭 방향에 대하여 어긋나 접착되면, 이 점착 테이프(19)의 일단부 혹은 타단부가 TCP(3)의 폭 방향 일단 혹은 타단 중 어느 한쪽으로부터 돌출되기 때문에, 그 돌출 길이가 상기 연산 처리부(47)에서 산출되게 된다.
도 6은, TCP(3)의 폭 방향에 대하여 점착 테이프(19)가 어긋나 접착된 상태를 나타내고 있으며, 점착 테이프(19)의 일단부가 TCP(3)의 폭 방향 일단부로부터 d로 나타내는 치수로 돌출되어 있다.
도 7에 나타내는 바와 같이, 상기 연산 처리부(47)에 있어서의 상기 점착 테이프(19)의 상기 TCP(3)에 대한 어긋남 양의 산출 결과는 비교부(49)에 출력된다. 비교부(49)에서는 상기 연산 처리부(47)에서 산출된 어긋남 양(d)이 설정값(T)과 비교되고, 그 어긋남 양이 설정값(T)을 상회하면, 그것이 상기 구동 출력부(48)에 출력된다.
이에 따라, 구동 출력부(48)는 θ 구동원(12)에 의해 인덱스 테이블(4)을 90도 회전시켰을 때의, 이 인덱스 테이블(4)의 정지 위치를 제어한다. 또, 설정값(T)은 1 mm 이하로서, 예컨대 0.5 mm 혹은 그 이하로 되어 있다.
즉, TCP(3)에 접착된 점착 테이프(19)가 상기 TCP(3)의 폭 방향의 일단과 타단의 어느 쪽으로부터 돌출되어 있는지에 따라 상기 인덱스 테이블(4)의 회전 정지 위치가, 회전 방향의 상류측 혹은 하류측이 되도록 제어된다.
예컨대, 상기 점착 테이프(19)의 일단이 도 2에 화살표 R로 나타내는 상기 인덱스 테이블(4)의 회전 방향 상류측에 위치하는 상기 TCP(3)의 폭 방향 일단으로부터 돌출하는 방향으로 어긋나 있는 경우, 상기 인덱스 테이블(4)의 회전 정지 위치가 상기 어긋남 양에 따라 지금보다 상류측이 되도록 제어되고, 반대의 경우에는 하류측이 되도록 제어된다. 이에 따라, TCP(3)에 접착되는 점착 테이프(19)의 어긋남 양은, 이 TCP(3)의 폭 방향에 대하여 상기 설정값(T) 이하로 제어된다.
이와 같이 구성된 실장 장치에 의하면, 패널(1)에 TCP(3)를 실장하기 위해, 실장 포지션(D)에서 제1 촬상 카메라(43)와 제2 촬상 카메라(44)에 의해, 패널(1)과 TCP(3)에 마련된 각 한 쌍의 제1, 제2 정렬 마크(M1, m1 및 M2, m2)가 각각 촬상된다.
그리고, 한 쌍의 촬상 카메라(43, 44)로부터의 촬상 신호가 화상 처리 장치(45)에 의해 화상 처리되어 연산 처리부(47)에 입력되면, 이 연산 처리부(47)에서는 패널(1)과 TCP(3)의 X, Y 및 θ 방향의 어긋남 양이 산출되고, 그 산출에 기초하여 패널 테이블(2)이 X, Y 및 θ 방향으로 구동되어 패널(1)이 TCP(3)에 대하여 위치 결정된 후, 실장 실린더(17)가 작동하여 흡착 헤드(18)가 하강 방향으로 구동된다. 이에 따라, 흡착 헤드(18)에 흡착 유지된 TCP(3)가 패널(1)에 실장된다.
상기 연산 처리부(47)에서는, 제1, 제2 촬상 카메라(43, 44)로부터의 촬상 신호에 의해 패널(1)과 TCP(3)의 X, Y 및 θ 방향의 어긋남 양이 산출되는 동시에, TCP(3)에 접착된 점착 테이프(19)의 어긋남 양(d)이 산출되어, TCP(3)에 대한 점착 테이프(19)의 어긋남 양(d)이 비교부(49)에 설정된 설정값(T)과 비교된다.
상기 점착 테이프(19)의 어긋남 양(d)이 설정값(T)과 동등 이상이 되면, 상기 비교부(49)로부터 구동 출력부(48)에 제어 신호가 출력되어, 그 제어 신호에 의해 구동 출력부(48)로부터 인덱스 테이블(4)에 구동 신호가 출력된다. 이에 따라, 인덱스 테이블(4)의 회전 정지 위치가 제어된다.
즉, 점착 테이프(19)가 TPC(3)에 대하여 인덱스 테이블(4)의 회전 방향 상류측 혹은 하류측 중 어느 방향으로 어긋나 있는지에 따라, 상기 인덱스 테이블(4)의 회전 정지 위치가 지금보다 회전 방향의 상류측 혹은 하류측이 되도록 제어된다. 이에 따라, 점착 테이프(19)가 TCP(3)의 폭 방향에 대하여 상기 비교부(49)에 설정된 설정값(T) 이상으로 어긋나 접착되는 것이 방지된다.
이와 같이 하여 TCP(3)에 접착되는 점착 테이프(19)의 어긋남 양(d)이 설정값(T) 이상이 되지 않도록 제어되면, TCP(3)에 대한 점착 테이프(19)의 어긋남이, 점착 테이프(19)로부터 이형 테이프(20)의 박리를 시작하는 개시단측에 발생하더라도, TCP(3)의 일단으로부터 돌출된 점착 테이프(19)의 돌출 단부와 이형 테이프(20) 사이의 점착력을 미리 정해진 값 이하로 할 수 있다.
따라서, TCP(3)에 접착된 점착 테이프(19)로부터 이형 테이프(20)를 이형 롤러(41)에 의해 박리할 때, 이형 테이프(20)에 의해 점착 테이프(19)의 단부가 TCP(3)로부터 벗겨져 떨어지는 것을 방지할 수 있다. 그 결과, TCP(3)를 패널(1)에 확실하게 실장하는 것이 가능해진다.
상기 제1 촬상 카메라(43)와 제2 촬상 카메라(44)에 의해, 패널(1)과 TCP(3)에 마련된 제1 마크(M1, M2)와 제2 마크(m1, m2)를 촬상했으면, 그 촬상 신호에 의해 패널(1)과 TCP(3)의 위치 어긋남 양을 산출하는 동시에, TCP(3)에 접착된 점착 테이프(19)의 위치 어긋남 양을 산출하도록 하고 있다.
이 때문에, TCP(3)에 대한 점착 테이프(19)의 위치 어긋남을 검출하기 위해, 인덱스 테이블(4)에 상기 점착 테이프(19)의 위치 어긋남을 검출하기 위한 포지션을 마련하여, 그 검출을 별도의 공정으로 행할 필요가 없으므로, 점착 테이프(19)의 위치 어긋남을 검출하기 위해 TCP(3)의 실장에 필요한 택트 타임(tact time)을 길게 하는 일이 없다.
상기 일 실시 형태에서는 접착 박리 포지션에서, 인덱스 테이블의 회전 정지 위치를 제어하여 미리 정해진 길이로 절단된 점착 테이프에 대하여 TCP를 위치 결정하도록 했지만, 미리 정해진 길이로 절단된 점착 테이프가 접착된 이형 테이프의 이송량을 제어하여 TCP에 대하여 점착 테이프를 위치 결정하도록 하더라도 좋으며, 중요한 것은 실장 포지션에 있어서 검출된 TCP에 접착된 점착 테이프의 어긋남 양의 검출에 기초하여 TCP와 점착 테이프가 상대적으로 위치 결정되도록 제어하면 좋다.
또한, 인덱스 테이블의 실장 포지션에서 위치 결정된 TCP에 대하여 패널을 패널 테이블에 의해 위치 결정하여 실장하도록 했지만, 인덱스 테이블과, 패널을 위치 결정하는 패널 테이블의 사이에 전달 수단을 마련하고, 상기 실장 포지션에 반송된 TCP를 전달 수단에 전달하며, 이 전달 수단에 의해 TCP를 미리 정해진 위치까지 반송하여 위치 결정한 후, 상기 패널에 실장하도록 하더라도 좋다.
즉, 실장 포지션에 반송되어 위치 결정된 TCP를 바로 패널에 실장하더라도 좋지만, 실장 포지션에 반송된 TCP를 전달 수단에 전달하고, 이 전달 수단에 의해 반송하여 위치 결정하고 나서 패널에 실장하도록 하더라도 좋다.
본 발명에 의하면, 기판과 전자 부품을 촬상하고, 그 촬상 신호에 기초하여 전자 부품을 기판에 대하여 위치 결정하는 동시에, 전자 부품에 대한 점착 테이프의 어긋남 양을 검출하여, 그 어긋남 양에 따라 전자 부품에 점착 테이프를 접착할 때의 전자 부품의 위치 결정을 제어한다.
이 때문에, 전자 부품에 대한 점착 테이프의 어긋남 양이 미리 정해진 이상이 되는 것을 방지할 수 있으므로, 전자 부품에 접착된 점착 테이프로부터 이형 테이프를 박리할 때, 점착 테이프의 단부가 전자 부품으로부터 떨어지는 것을 방지할 수 있다.
Claims (7)
- 전자 부품을 점착 테이프에 의해 기판에 실장하는 전자 부품 실장 장치로서,
상기 전자 부품을 유지하는 유지 수단과,
상기 유지 수단에 상기 전자 부품을 받는 수취 포지션, 수취 포지션에서 받은 전자 부품에 한쪽 면에 이형 테이프가 접착되어 미리 정해진 길이로 절단된 점착 테이프의 다른 쪽 면을 접착하고 상기 한쪽 면으로부터 상기 이형 테이프를 박리하는 접착 박리 포지션 및 이형 테이프가 박리된 점착 테이프의 한쪽 면에 의해 상기 전자 부품을 상기 기판에 실장하는 실장 포지션 각각에 상기 전자 부품을 순차적으로 반송하여 위치 결정하는 상기 유지 수단을 포함하는 반송 수단과,
상기 실장 포지션에 반송된 상기 기판과, 상기 점착 테이프가 접착된 전자 부품을 촬상하는 촬상 수단과,
이 촬상 수단의 촬상 신호에 기초하여 미리 정해진 길이로 절단되어 상기 전자 부품에 접착된 상기 점착 테이프의 상기 전자 부품에 대한 어긋남 양을 산출하는 연산 처리 수단과,
이 산출된 어긋남 양에 기초하여 상기 접착 박리 포지션에 있어서의 상기 전자 부품과 미리 정해진 길이로 절단된 점착 테이프와의 상대적인 위치 결정을 제어하는 제어 수단
을 구비하는 것을 특징으로 하는 전자 부품 실장 장치. - 제1항에 있어서,
상기 촬상 수단은, 상기 실장 포지션에 있어서 상기 기판과 상기 전자 부품과 이 전자 부품에 접착된 점착 테이프를 동일 시야 내에서 동시에 촬상하는 것을 특징으로 하는 전자 부품 실장 장치. - 제1항에 있어서,
상기 어긋남 양은 상기 전자 부품의 일단 또는 타단으로부터의 상기 점착 테이프의 돌출 길이에 기초하여 산출하는 것을 특징으로 하는 전자 부품 실장 장치. - 제1항에 있어서,
상기 접착 박리 포지션에 있어서의 상기 전자 부품의 위치를 제어함으로써, 상기 전자 부품과 미리 정해진 길이로 절단된 점착 테이프와의 상대적인 위치 결정을 행하는 것을 특징으로 하는 전자 부품 실장 장치. - 제1항에 있어서,
상기 접착 박리 포지션에는,
미리 정해진 길이로 절단된 상기 점착 테이프가 접착된 면을 위로 향하게 하여 상기 이형 테이프를 미리 정해진 방향으로 반송하는 이송 수단을 포함하고,
상기 제어 수단에 의해 상기 이송 수단에 의한 상기 접착 박리 포지션에 있어서의 상기 점착 테이프의 위치를 제어함으로써, 상기 전자 부품과 미리 정해진 길이로 절단된 점착 테이프와의 상대적인 위치 결정을 행하는 것을 특징으로 하는 전자 부품 실장 장치. - 전자 부품을 점착 테이프에 의해 기판에 실장하는 전자 부품 실장 방법으로서,
상기 전자 부품을 받는 수취 포지션, 이 수취 포지션에서 받은 전자 부품에 한쪽 면에 이형 테이프가 접착되어 미리 정해진 길이로 절단된 점착 테이프의 다른 쪽 면을 접착하고 나서, 상기 한쪽 면으로부터 상기 이형 테이프를 박리하는 접착 박리 포지션 및 상기 이형 테이프가 박리된 상기 점착 테이프의 한쪽 면에 의해 상기 전자 부품을 상기 기판에 실장하는 실장 포지션의 각각에 상기 전자 부품을 순차적으로 반송하여 위치 결정하는 공정과,
상기 실장 포지션에 반송된 상기 기판과, 상기 점착 테이프가 접착된 상기 전자 부품을 촬상하는 공정과,
이 촬상한 촬상 신호에 기초하여 미리 정해진 길이로 절단되어 상기 전자 부품에 접착된 상기 점착 테이프의 상기 전자 부품에 대한 어긋남 양을 산출하는 공정과,
이 산출한 어긋남 양에 기초하여 상기 접착 박리 포지션에 있어서의 상기 전자 부품과 미리 정해진 길이로 절단된 점착 테이프와의 상대적인 위치 결정을 제어하는 공정
을 포함하는 것을 특징으로 하는 전자 부품 실장 방법. - 제6항에 있어서, 상기 실장 포지션에 있어서의 상기 촬상 공정에서, 상기 기판과 상기 전자 부품과 이 전자 부품에 접착된 점착 테이프를 동일 시야 내에서 동시에 촬상하는 것을 특징으로 하는 전자 부품 실장 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2007-322469 | 2007-12-13 | ||
| JP2007322469A JP5435861B2 (ja) | 2007-12-13 | 2007-12-13 | 電子部品の実装装置及び実装方法 |
| PCT/JP2008/070816 WO2009075164A1 (ja) | 2007-12-13 | 2008-11-14 | 電子部品の実装装置及び実装方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20100093592A KR20100093592A (ko) | 2010-08-25 |
| KR101148322B1 true KR101148322B1 (ko) | 2012-05-25 |
Family
ID=40755407
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020107015375A KR101148322B1 (ko) | 2007-12-13 | 2008-11-14 | 전자 부품 실장 장치 및 실장 방법 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP5435861B2 (ko) |
| KR (1) | KR101148322B1 (ko) |
| CN (1) | CN101884098B (ko) |
| TW (1) | TWI460795B (ko) |
| WO (1) | WO2009075164A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11798912B2 (en) | 2020-03-27 | 2023-10-24 | Samsung Display Co., Ltd. | Bonding apparatus and method of fabricating display device using the same |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5572575B2 (ja) * | 2010-05-12 | 2014-08-13 | 東京エレクトロン株式会社 | 基板位置決め装置、基板処理装置、基板位置決め方法及びプログラムを記録した記憶媒体 |
| CN102879395A (zh) * | 2011-07-11 | 2013-01-16 | 昆山华扬电子有限公司 | Pcb板件辅助对位检查装置 |
| US10952360B2 (en) * | 2015-09-30 | 2021-03-16 | Yamaha Hatsudoki Kabushiki Kaisha | Component mounter and component holder imaging method |
| JP6767333B2 (ja) * | 2017-09-28 | 2020-10-14 | 芝浦メカトロニクス株式会社 | 電子部品の実装装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003229453A (ja) | 2002-02-05 | 2003-08-15 | Shibaura Mechatronics Corp | テープ部材の貼着状態検査装置およびそれを用いたテープ部材貼着装置 |
| JP2004021051A (ja) | 2002-06-19 | 2004-01-22 | Takatori Corp | フレキシブル基板を液晶パネルに圧着する方法及び装置 |
| JP2006259060A (ja) | 2005-03-16 | 2006-09-28 | Matsushita Electric Ind Co Ltd | 表示パネルの組立装置および組立方法 |
| JP2007027560A (ja) | 2005-07-20 | 2007-02-01 | Shibaura Mechatronics Corp | 粘着性テープの貼着装置及び貼着方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4538843B2 (ja) * | 2004-03-05 | 2010-09-08 | 澁谷工業株式会社 | ダイボンド用粘着テープの貼付方法 |
| JP2006058411A (ja) * | 2004-08-18 | 2006-03-02 | Takatori Corp | 液晶パネルへの偏光板貼り付け方法及び装置 |
| KR100591074B1 (ko) * | 2004-12-13 | 2006-06-19 | (주) 선양디엔티 | 칩 온 필름용 이방성 도전물 부착 시스템 |
-
2007
- 2007-12-13 JP JP2007322469A patent/JP5435861B2/ja active Active
-
2008
- 2008-11-14 WO PCT/JP2008/070816 patent/WO2009075164A1/ja active Application Filing
- 2008-11-14 CN CN2008801185239A patent/CN101884098B/zh active Active
- 2008-11-14 KR KR1020107015375A patent/KR101148322B1/ko active IP Right Grant
- 2008-11-20 TW TW097144848A patent/TWI460795B/zh active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003229453A (ja) | 2002-02-05 | 2003-08-15 | Shibaura Mechatronics Corp | テープ部材の貼着状態検査装置およびそれを用いたテープ部材貼着装置 |
| JP2004021051A (ja) | 2002-06-19 | 2004-01-22 | Takatori Corp | フレキシブル基板を液晶パネルに圧着する方法及び装置 |
| JP2006259060A (ja) | 2005-03-16 | 2006-09-28 | Matsushita Electric Ind Co Ltd | 表示パネルの組立装置および組立方法 |
| JP2007027560A (ja) | 2005-07-20 | 2007-02-01 | Shibaura Mechatronics Corp | 粘着性テープの貼着装置及び貼着方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11798912B2 (en) | 2020-03-27 | 2023-10-24 | Samsung Display Co., Ltd. | Bonding apparatus and method of fabricating display device using the same |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2009075164A1 (ja) | 2009-06-18 |
| KR20100093592A (ko) | 2010-08-25 |
| CN101884098B (zh) | 2012-08-29 |
| CN101884098A (zh) | 2010-11-10 |
| JP2009147089A (ja) | 2009-07-02 |
| TWI460795B (zh) | 2014-11-11 |
| TW200931542A (en) | 2009-07-16 |
| JP5435861B2 (ja) | 2014-03-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5894657A (en) | Mounting apparatus for electronic component | |
| TWI451819B (zh) | Installation device and installation method of electronic parts | |
| KR101148322B1 (ko) | 전자 부품 실장 장치 및 실장 방법 | |
| CN108430167B (zh) | 电子零件的安装装置和显示用部件的制造方法 | |
| KR101209502B1 (ko) | 평판 표시 장치 모듈의 조립 장치 | |
| JP4372605B2 (ja) | 電子部品搭載装置および電子部品搭載方法 | |
| JP2013118319A (ja) | 電子部品の実装装置及び実装方法 | |
| JP2009004652A (ja) | 電子部品の実装装置及び実装方法 | |
| JP4708896B2 (ja) | 粘着性テープの貼着装置及び貼着方法 | |
| JP5160819B2 (ja) | 電子部品の実装装置及び実装方法 | |
| WO2011016307A1 (ja) | 電子部品の実装装置及び実装方法 | |
| TWI605999B (zh) | 剝離方法及剝離裝置 | |
| JP2011192943A (ja) | チップ搬送装置 | |
| JP4958817B2 (ja) | 電子部品の実装装置 | |
| WO2013141388A1 (ja) | 電子部品の実装装置及び実装方法 | |
| JP2006210592A (ja) | テープ貼付方法 | |
| KR101467239B1 (ko) | 테이프 부착장치 | |
| JP2001199626A (ja) | キャリアテープの剥離機構及びこれを用いた供給材の貼付装置 | |
| JP2020120127A (ja) | 電子部品の実装装置と表示用部材の製造方法 | |
| JP2013214725A (ja) | 粘着テープの貼着装置、貼着方法及び電子部品の実装装置 | |
| CN111954455B (zh) | 部件安装装置以及部件安装方法 | |
| JP2007048975A (ja) | セラミック基板の分割装置及び分割方法 | |
| WO2023067700A1 (ja) | 基板のクランプ方法、作業装置及び作業システム | |
| JP7285303B2 (ja) | 電子部品の実装装置と表示用部材の製造方法 | |
| JP2011165702A (ja) | 電子部品の実装装置及び実装方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20160225 Year of fee payment: 5 |
|
| FPAY | Annual fee payment |
Payment date: 20170220 Year of fee payment: 6 |
|
| FPAY | Annual fee payment |
Payment date: 20180314 Year of fee payment: 7 |