KR100706077B1 - 적층체, 특히, 카드 형태로 된 적층체 및 상기 적층체를제작하는 방법 - Google Patents
적층체, 특히, 카드 형태로 된 적층체 및 상기 적층체를제작하는 방법 Download PDFInfo
- Publication number
- KR100706077B1 KR100706077B1 KR1020027012201A KR20027012201A KR100706077B1 KR 100706077 B1 KR100706077 B1 KR 100706077B1 KR 1020027012201 A KR1020027012201 A KR 1020027012201A KR 20027012201 A KR20027012201 A KR 20027012201A KR 100706077 B1 KR100706077 B1 KR 100706077B1
- Authority
- KR
- South Korea
- Prior art keywords
- security
- film
- films
- elements
- laminate
- Prior art date
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/45—Associating two or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/45—Associating two or more layers
- B42D25/465—Associating two or more layers using chemicals or adhesives
- B42D25/47—Associating two or more layers using chemicals or adhesives using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/20—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof characterised by a particular use or purpose
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/18—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of discrete sheets or panels only
- B32B37/182—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of discrete sheets or panels only one or more of the layers being plastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/20—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof characterised by a particular use or purpose
- B42D25/23—Identity cards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/324—Reliefs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/328—Diffraction gratings; Holograms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/351—Translucent or partly translucent parts, e.g. windows
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/45—Associating two or more layers
- B42D25/455—Associating two or more layers using heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/45—Associating two or more layers
- B42D25/46—Associating two or more layers using pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14639—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles for obtaining an insulating effect, e.g. for electrical components
- B29C45/14647—Making flat card-like articles with an incorporated IC or chip module, e.g. IC or chip cards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14778—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the article consisting of a material with particular properties, e.g. porous, brittle
- B29C45/14811—Multilayered articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/34—Inserts
- B32B2305/347—Security elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2425/00—Cards, e.g. identity cards, credit cards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2429/00—Carriers for sound or information
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/15—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state
- B32B37/153—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state at least one layer is extruded and immediately laminated while in semi-molten state
Abstract
Description
Claims (17)
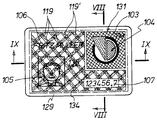
- 적층체(laminate), 특히 예를 들어, 신분증(identity card), 신용카드 등과 같은 카드형태의 적층체로서, 서로 고정되어 연결되고, 그 사이에 보안요소(3, 4, 19, 19a, 19b; 103, 104, 119, 119') 및 선택적인 식별요소(5, 6, 7; 105, 106, 107)가 배치되는 적어도 2개의 필름(1, 2; 101, 102)을 포함하며, 상기 필름(2, 102) 중의 적어도 하나는 상기 보안 및 선택적인 식별요소(3 내지 7, 19, 19a, 19b; 103 내지 107, 119, 119')가 상기 투명한 필름(2, 102)을 통하여 보이도록 반투명 또는 완전히 투명하고, 또한 적어도 하나의 보안요소(19, 19a, 19b; 119, 119')는 광학회절효과를 갖고 래커(lacquer) 또는 폴리머층(12, 14; 112, 114)의 대응하여 구성된 표면에 의하여 생성되는 3차원 구조로 형성되고, 상기 표면에는 상기 구조의 인식성을 향상시키는 코팅(13, 24; 113)이 제공되는 상기 적층체에 있어서,상기 보안요소 및 선택적인 식별요소(3 내지 7, 19, 19a, 19b; 103 내지 107, 119, 119')는 적어도 하나의 잉크 또는 래커층(12, 14; 112, 114)에 의하여 형성되고, 그리고 한 방향으로 5.0mm미만의 최대선폭 또는 포인트사이즈(s, s')의 미세한 그래픽요소(30; 119, 119') 또는 문자숫자식 캐릭터에 의하여 적층체의 적어도 하나의 연속하는 표면영역(31; 135)에 형성되며, 상기 연속면의 영역(31; 135)의 전체 표면적의 적어도 50%의 비율로, 보안 및 선택적 식별요소를 둘러싸는 상기 필름(1, 2; 101, 102)이 서로 직접적으로 인접하는 방식으로 배치되고, 상기 인접한 필름(1, 2; 101, 102)은 실질적으로 동일한 성분의 폴리카보네이트(PC)를 포함하고, 그들의 접촉면의 영역에서 함께 융합되는(fuse) 것을 특징으로 하는 적층체.
- 제1항에 있어서,상기 보안 및 선택적 식별요소를 형성하는 라인들(30; 119, 119')은 0.1mm와 3.0mm사이의 선폭(s, s')을 갖는 것을 특징으로 하는 적층체.
- 제1항 또는 제2항에 있어서,상기 보안 및 선택적 식별요소(3 내지 7, 19, 19a, 19b; 103 내지 107, 119, 119')를 둘러싸는 상기 필름(1, 2; 101, 102)은 상기 적층체의 전체 표면적의 적어도 25%의 비율로 서로 직접적으로 인접하는 것을 특징으로 하는 적층체.
- 제1항 또는 제2항에 있어서,미세한 요소(30; 119, 119') 또는 문자숫자식 캐릭터(6, 7; 107)를 갖는 연속면의 영역(31; 135)에서, 상기 보안 및 선택적 식별요소(3 내지 7, 19, 19a, 19b; 103 내지 107, 119, 119')를 둘러싸는 상기 필름(1, 2; 101, 102)은 상기 표면영역(31; 135)의 표면적의 65% 내지 95%의 비율로 서로 직접적으로 인접하는 것을 특징으로 하는 적층체.
- 제1항 또는 제2항에 있어서,카드의 에지를 따르는 카드형상의 구성의 경우에는, 적어도 3mm, 바람직하게는 3mm 내지 10mm의 폭(b)을 갖는 영역(29; 129)은 보안 및 선택적 식별요소(3 내지 7, 19, 19a, 19b; 103 내지 107, 119, 119')가 없는 것을 특징으로 하는 적층체.
- 제1항 또는 제2항에 있어서,적어도 하나의 보안요소(19; 119, 119')를 형성하는 광학회절효과를 갖는 구조의 인식성(recognisability)을 향상시키기 위한, 상기 코팅(13; 113)은, 상기 코팅에 인접하고, 바라보는 방향에서 상기 코팅의 앞에 있는 물질에 대하여 현저하게 다른 굴절률을 갖는 투명한 물질로 형성되는 것을 특징으로 하는 적층체.
- 제6항에 있어서,상기 코팅(13; 113)과 상기 인접한 물질의 굴절률의 차이는 적어도 0.3, 바람직하게는 0.5인 것을 특징으로 하는 적층체.
- 제1항 또는 제2항에 있어서,적어도 하나의 래커 또는 폴리머층(12, 14; 112, 114)은, 상기 적어도 하나의 보안요소(19; 119, 119')의 3차원구조의 상기 코팅(13; 113)과 각각의 필름(1, 2; 101, 102) 사이에 배치되는 것을 특징으로 하는 적층체.
- 제1항 또는 제2항에 있어서,적어도 하나의 보안 및/또는 식별요소(4, 19; 104)는 전사필름(transfer film), 특히 열간스탬핑필름(hot stamping film)의 장식층(decorative layer)에 의하여 형성되는 것을 특징으로 하는 적층체.
- 제1항 또는 제2항에 있어서,단일층 또는 다중층 라벨형 표면요소 형태의 적어도 하나의 보안 및/또는 식별요소(131)는, 미세한 요소(30; 119, 119')를 갖는 연속면의 영역(31; 135)의 외부에 제공되는 것을 특징으로 하는 적층체.
- 제9항에 있어서,적어도 하나의 보안 및/또는 식별요소(4, 19; 19a, 19b)는 표면에 접착층(15, 25, 27)을 갖는 것을 특징으로 하는 적층체.
- 제10항에 있어서,적어도 하나의 보안 및/또는 식별요소(4, 19; 19a, 19b)는 표면에 접착층(15, 25, 27)을 갖는 것을 특징으로 하는 적층체.
- 제1항 또는 제2항에 있어서,상기 적어도 하나의 필름(1, 2)에는 상기 보안 및/또는 식별요소(19, 19a)와 정합(register)관계로 접착제(20, 20a)가 제공되는 것을 특징으로 하는 적층체.
- 제1항 또는 제2항에 있어서,적어도 하나의 상기 필름(1)에는 그 전체 표면적 또는 그 표면적의 일부에 걸쳐 그 자유표면(16)에, 예를 들어, 서명구역, 마그네틱스트립(17), 보호층 등을 그 위에 프린팅한 코팅이 제공되는 것을 특징으로 하는 적층체.
- 적어도 하나의 필름(2; 101, 102)은 반투명 또는 완전히 투명하고, 그 사이에 보안요소(4, 19, 19a, 19b; 104, 119, 119') 및 선택적 식별요소가 배치되는 적어도 2개의 필름(1, 2; 101, 102)을 포함하고, 상기 요소는 제1항 내지 제13항 중 어느 한 항에 따른 광학회절효과를 갖는 구조체(9, 10, 23)를 갖고, 상기 보안 및/또는 식별요소(3 내지 7, 19; 103, 104, 107,119, 119')는 제1필름(1; 101)에 적용된 후, 제2필름(2; 102)이 열과 압력의 작용하에서 전체표면적에 걸쳐 적층되는 적층체(133)의 생산공정에 있어서,폴리카보네이트 필름이 상기 필름으로서 사용되고, 적어도 2개의 경화되거나 건조된 투명래커 또는 폴리머층(12, 14; 112, 114) 및 구조체의 인식성을 향상시키기 위한 투명한 코팅(13; 113)을 포함하는 상기 보안요소(4, 19; 104, 119, 119')와 선택적 식별요소(5, 7; 107)는, 상기 보안 및/또는 식별요소가 적층체의 전체 표면적의 많아야 65%를 덮는 전사 또는 적층공정에서 제1필름(1; 101)에 적용되고, 그 다음, 제2필름(2; 102)이 가해지고, 그 후 형성된 층배열(133)은 보안 또는 식별요소가 없는 상호인접영역에서 2개의 필름(1, 2; 101, 102)이 함께 융합되는 열처리가 되도록 하는 것을 특징으로 하는 적층체 생산공정.
- 제15항에 있어서,열간가압작업은 170℃ 내지 210℃에서, 1 내지 60분 동안, 바람직하게는 10 내지 50분 동안 행해지는 것을 특징으로 하는 적층체 생산공정.
- 제15항 또는 제16항에 있어서,적어도 제1필름(1)에는 상기 보안 및/또는 식별요소(3 내지 7, 19, 19a; 103, 104, 107, 119, 119')를 영역별(region-wise)방식, 바람직하게는 상기 요소들 중 적어도 주어진 요소와의 정합관계로 적용하기에 앞서, 프라이머(primer) 또는 접착제(20, 20a)가 제공되는 것을 특징으로 하는 적층체 생산공정.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10013410.6 | 2000-03-17 | ||
| DE10013410A DE10013410B4 (de) | 2000-03-17 | 2000-03-17 | Laminat, insbesondere in Form von Karten, und Verfahren zu dessen Herstellung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20020084207A KR20020084207A (ko) | 2002-11-04 |
| KR100706077B1 true KR100706077B1 (ko) | 2007-04-11 |
Family
ID=7635374
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020027012201A KR100706077B1 (ko) | 2000-03-17 | 2001-03-16 | 적층체, 특히, 카드 형태로 된 적층체 및 상기 적층체를제작하는 방법 |
Country Status (10)
| Country | Link |
|---|---|
| EP (1) | EP1263610B1 (ko) |
| JP (1) | JP4925543B2 (ko) |
| KR (1) | KR100706077B1 (ko) |
| CN (1) | CN1230313C (ko) |
| AT (1) | ATE410316T1 (ko) |
| AU (1) | AU2001252216A1 (ko) |
| DE (2) | DE10013410B4 (ko) |
| ES (1) | ES2315280T3 (ko) |
| HK (1) | HK1048621A1 (ko) |
| WO (1) | WO2001068383A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101873848B1 (ko) * | 2018-01-31 | 2018-07-03 | 주식회사 파워리퍼블릭 | 무선충전을 위한 광학적 인증부가 구비된 통신용 휴대기기 |
Families Citing this family (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10222433A1 (de) * | 2002-05-22 | 2003-12-11 | Kurz Leonhard Fa | Streifenförmiges Sicherheitselement |
| DE10233452B4 (de) | 2002-07-24 | 2006-08-17 | Ovd Kinegram Ag | Individualisiertes Sicherheitsdokument |
| AT501320B1 (de) | 2003-09-17 | 2008-10-15 | Hueck Folien Gmbh | Passives aktivierbares sicherheitsmerkmal |
| DE10360699A1 (de) * | 2003-12-19 | 2005-07-14 | Giesecke & Devrient Gmbh | Sicherheitselement und Verfahren zu seiner Herstellung |
| DE102004018702B4 (de) * | 2004-04-17 | 2006-05-24 | Leonhard Kurz Gmbh & Co. Kg | Folie mit Polymerschicht |
| EP1652688A1 (en) | 2004-10-29 | 2006-05-03 | Arjowiggins Security | Security device |
| DE102005025095A1 (de) | 2005-06-01 | 2006-12-07 | Giesecke & Devrient Gmbh | Datenträger und Verfahren zu seiner Herstellung |
| DE102006029397A1 (de) * | 2006-06-27 | 2008-01-03 | Ovd Kinegram Ag | Verfahren zur Herstellung eines laminierten Schichtverbunds, laminierter Schichtverbund und dessen Verwendung |
| DE102006046082A1 (de) * | 2006-09-28 | 2008-04-17 | Kraussmaffei Technologies Gmbh | Kunststoff-Formteil mit Barriereschicht |
| EP1918123A1 (de) * | 2006-10-31 | 2008-05-07 | Maurer Electronics Gmbh | Kartenförmiger Datenträger und Verfahren zu seiner Herstellung |
| WO2008061515A1 (de) * | 2006-11-20 | 2008-05-29 | Atlantic Zeiser Gmbh | Sicherheitsdokument/karte zur identifizierung und verfahren zur herstellung eines sicherheitsdokuments/einer karte |
| DE102007037721A1 (de) * | 2007-08-09 | 2009-02-19 | Bundesdruckerei Gmbh | Verfahren zur Herstellung eines Sicherheits- und/oder Wertdokuments |
| DE102007044146A1 (de) * | 2007-09-12 | 2009-03-19 | Bayer Materialscience Ag | Thermoplast mit Metallkennzeichnungsplättchen |
| DE102007052949A1 (de) | 2007-10-31 | 2009-05-07 | Bayer Materialscience Ag | Verfahren zur Herstellung eines Polycarbonat-Schichtverbundes |
| DE102007052948A1 (de) * | 2007-10-31 | 2009-05-07 | Bayer Materialscience Ag | Verfahren zur Herstellung eines Polycarbonat-Schichtverbundes |
| DE102008012420A1 (de) * | 2008-02-29 | 2009-09-03 | Bundesdruckerei Gmbh | Dokument mit Sicherheitsdruck |
| DE102008049631A1 (de) * | 2008-09-30 | 2010-04-01 | Giesecke & Devrient Gmbh | Karte mit eingebettetem Sicherheitsmerkmal |
| DE102008062149B3 (de) * | 2008-12-16 | 2010-04-29 | Ovd Kinegram Ag | Verfahren zur Herstellung eines Sicherheitselements sowie Transferfolie |
| DE102009007779C5 (de) * | 2009-02-04 | 2017-07-27 | Bundesdruckerei Gmbh | Verfahren zur Herstellung eines ohne technische Hilfsmittel visuell wahrnehmbaren Sicherheitsmerkmals, Sicherheitsmerkmal für kunststoffbasierendes Wert- oder Sicherheitsdokument sowie Dokument mit wenigstens einem solchen Sicherheitsmerkmal |
| DE102009031478A1 (de) | 2009-07-01 | 2011-01-05 | Leonhard Kurz Stiftung & Co. Kg | Mehrschichtkörper |
| DE102010031923A1 (de) | 2010-07-22 | 2012-01-26 | Giesecke & Devrient Gmbh | Sicherheitsfaden für Datenträger sowie Datenträger und deren Herstellung |
| AT510366B1 (de) * | 2010-08-27 | 2012-12-15 | Hueck Folien Gmbh | Wertdokument mit zumindest teilweise eingebettetem sicherheitselement |
| DE102011004935A1 (de) * | 2011-03-01 | 2012-09-06 | Bundesdruckerei Gmbh | Verbundkörper und Verfahren zur Herstellung eines Verbundkörpers mit einem innenliegenden Sicherheitsmerkmal |
| DE102011050746A1 (de) | 2011-05-31 | 2012-12-06 | Hologram Industries Research Gmbh | Mehrschichtkörper, Verfahren zu dessen Herstellung und Herstellung fälschungssicherer Dokumente unter dessen Verwendung |
| CN102350797B (zh) * | 2011-08-25 | 2013-08-21 | 常州百佳薄膜科技有限公司 | Pvc-b磁卡面层生产方法 |
| GB201120858D0 (en) * | 2011-12-05 | 2012-01-18 | Worldmark Internat Ltd | Improvements in or relating to injection moulded components |
| WO2014011172A1 (en) * | 2012-07-12 | 2014-01-16 | Datacard Corporation | Secure identification document with ablated foil element |
| EP2700510B1 (de) * | 2012-08-23 | 2015-09-16 | Bayer MaterialScience AG | Polycarbonatbasierte Sicherheits- und/oder Wertdokumente mit Hologramm im Kartenkörper |
| WO2014029686A1 (de) * | 2012-08-23 | 2014-02-27 | Bayer Materialscience Ag | Sicherheits- und/oder wertdokument enthaltend ein visuell schaltbares fenster mit einem hologramm |
| CN110276433B (zh) * | 2012-11-09 | 2023-03-24 | 恩图鲁斯特咨询卡有限公司 | 打标记的压头 |
| JP6273669B2 (ja) | 2012-11-13 | 2018-02-07 | 大日本印刷株式会社 | 光回折層積層体シート、カードの製造方法 |
| KR102124047B1 (ko) * | 2013-06-04 | 2020-06-18 | 삼성디스플레이 주식회사 | 커버 윈도우 |
| DE102013109701A1 (de) * | 2013-09-05 | 2015-03-05 | Bundesdruckerei Gmbh | Sicherheitsdokument mit zumindest einem eine Strukturierung umfassenden Sicherheitselement und Verfahren zu dessen Herstellung |
| FR3022182B1 (fr) † | 2014-06-13 | 2018-01-19 | Fasver | Procede de fabrication d'un support de donnees multicouche a inscriptions de securite |
| JP2016037006A (ja) * | 2014-08-08 | 2016-03-22 | 株式会社ノースプランニング | 印刷物の製造方法、印刷方法、及び印刷装置 |
| DE102015105285A1 (de) * | 2015-04-08 | 2016-10-13 | Kurz Typofol Gmbh | Verfahren zur Herstellung eines Dokuments sowie ein Dokument |
| DE102015112909B3 (de) | 2015-08-05 | 2017-02-09 | Leonhard Kurz Stiftung & Co. Kg | Verfahren und Vorrichtung zum Herstellen einer Mehrschichtfolie |
| EP3978245A1 (en) | 2016-01-27 | 2022-04-06 | Toppan Printing Co., Ltd. | Laminate, method for producing laminate, and personal authentication medium |
| KR102414809B1 (ko) | 2016-10-12 | 2022-06-29 | 도판 인사츠 가부시키가이샤 | 전사박, 시큐리티 적층체, 및 시큐리티 적층체의 제조 방법 |
| DE102017005779A1 (de) | 2017-06-19 | 2018-12-20 | Giesecke+Devrient Mobile Security Gmbh | Mikrooptisches Element mit Farbwechsel |
| KR102009115B1 (ko) * | 2018-08-03 | 2019-10-21 | (주) 나노메카 | 반투과형 위조 방지용 필름 |
| RU2706655C1 (ru) * | 2019-01-28 | 2019-11-19 | Акционерное общество "Гознак" (АО "Гознак") | Полимерсодержащее композиционное защищенное изделие |
| DE102023100676B3 (de) | 2023-01-12 | 2024-03-07 | Melzer Maschinenbau Gmbh | Sicherheitselement für ein Sicherheitsdokument |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3835998A1 (de) * | 1988-10-21 | 1990-04-26 | Gao Ges Automation Org | Ausweiskarte und verfahren zum herstellen einer ausweiskarte |
| DE4142408A1 (de) * | 1991-12-20 | 1993-06-24 | Gao Ges Automation Org | Ausweiskarte sowie verfahren und vorrichtung zur herstellung derselben |
| JPH0822632B2 (ja) * | 1992-07-16 | 1996-03-06 | フジプラ株式会社 | 貼り合わせプラスチックカード |
| DE4404128A1 (de) * | 1993-02-19 | 1994-08-25 | Gao Ges Automation Org | Sicherheitsdokument und Verfahren zu seiner Herstellung |
| DE4313521C1 (de) * | 1993-04-24 | 1994-06-16 | Kurz Leonhard Fa | Dekorationsschichtaufbau und dessen Verwendung |
| EP0721396B1 (en) * | 1993-09-28 | 1998-12-23 | Minnesota Mining And Manufacturing Company | Security card and method for making same |
| US5591527A (en) * | 1994-11-02 | 1997-01-07 | Minnesota Mining And Manufacturing Company | Optical security articles and methods for making same |
| DE19631283C2 (de) * | 1996-08-02 | 2000-01-20 | Orga Kartensysteme Gmbh | Verfahren zur Herstellung einer Datenträgerkarte in Form eines Kunststoff-Kartenlaminats sowie nach dem Verfahren hergestellte Datenträgerkarte |
| DE29621588U1 (de) * | 1996-12-12 | 1997-01-30 | Kolbe Druck Gmbh & Co Kg | Plastikkarte |
| JPH1125519A (ja) * | 1997-06-30 | 1999-01-29 | Dainippon Printing Co Ltd | リサイクル可能な光カード |
-
2000
- 2000-03-17 DE DE10013410A patent/DE10013410B4/de not_active Expired - Lifetime
-
2001
- 2001-03-16 ES ES01925481T patent/ES2315280T3/es not_active Expired - Lifetime
- 2001-03-16 DE DE50114387T patent/DE50114387D1/de not_active Expired - Lifetime
- 2001-03-16 AU AU2001252216A patent/AU2001252216A1/en not_active Abandoned
- 2001-03-16 JP JP2001566912A patent/JP4925543B2/ja not_active Expired - Fee Related
- 2001-03-16 AT AT01925481T patent/ATE410316T1/de active
- 2001-03-16 KR KR1020027012201A patent/KR100706077B1/ko active IP Right Grant
- 2001-03-16 CN CNB018066488A patent/CN1230313C/zh not_active Expired - Fee Related
- 2001-03-16 WO PCT/EP2001/003059 patent/WO2001068383A1/de active Application Filing
- 2001-03-16 EP EP01925481A patent/EP1263610B1/de not_active Expired - Lifetime
-
2003
- 2003-01-24 HK HK03100653.5A patent/HK1048621A1/zh unknown
Non-Patent Citations (2)
| Title |
|---|
| PCT 공개공보 WO 95-09084호 |
| 미국등록특허공보 제5591527호 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101873848B1 (ko) * | 2018-01-31 | 2018-07-03 | 주식회사 파워리퍼블릭 | 무선충전을 위한 광학적 인증부가 구비된 통신용 휴대기기 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4925543B2 (ja) | 2012-04-25 |
| WO2001068383A1 (de) | 2001-09-20 |
| CN1418151A (zh) | 2003-05-14 |
| DE10013410A1 (de) | 2001-09-20 |
| JP2003526550A (ja) | 2003-09-09 |
| HK1048621A1 (zh) | 2003-04-11 |
| EP1263610B1 (de) | 2008-10-08 |
| CN1230313C (zh) | 2005-12-07 |
| AU2001252216A1 (en) | 2001-09-24 |
| KR20020084207A (ko) | 2002-11-04 |
| ATE410316T1 (de) | 2008-10-15 |
| DE50114387D1 (de) | 2008-11-20 |
| DE10013410B4 (de) | 2011-05-05 |
| EP1263610A1 (de) | 2002-12-11 |
| ES2315280T3 (es) | 2009-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100706077B1 (ko) | 적층체, 특히, 카드 형태로 된 적층체 및 상기 적층체를제작하는 방법 | |
| ES2600203T3 (es) | Método para transferir un cuerpo multicapa; película de transferencia | |
| US6644551B2 (en) | Card | |
| KR101151917B1 (ko) | 적층된 시트를 제조하는 방법 및 이 방법으로 제조된 제품 | |
| US7997496B2 (en) | Laminated printable multi-layer card with entrapped security element | |
| EP2489525B1 (en) | Method of manufacturing a labeled article | |
| JP3704310B2 (ja) | 装飾層構成体を基体に付与するための転写ホイル | |
| JPH0323932A (ja) | 回折構造を有する複合層及びその使用方法 | |
| US20140131990A1 (en) | Method of processing a security item | |
| CZ20031705A3 (en) | Decorative foil | |
| US20140111837A1 (en) | Multi-layer body, method for producing it, and production of forgery-proof documents using said multi-layer body | |
| US20050248147A1 (en) | Individualized security document | |
| JP4405915B2 (ja) | ストリップ形セキュリティー素子 | |
| US10850492B2 (en) | Security thread for data carriers, data carriers, and production of said data carriers | |
| JP2002072835A (ja) | 不可視情報を伴なった光回折構造を有する情報記録体、ならびにその情報記録体製造用ラベル、および情報記録体製造用転写シート | |
| JP5581670B2 (ja) | 偽変造防止機能層を備えた非接触型情報媒体付属冊子 | |
| US11305514B2 (en) | Laminate, verification, and method of producing laminate | |
| US6722700B1 (en) | Data carrier and method for producing same | |
| CN110198845B (zh) | 具有至少一个衍射元件的聚合物层压板及其制造方法 | |
| WO2014077256A1 (ja) | 光回折層積層体シート、カードの製造方法 | |
| CN108602339B (zh) | 层叠体、层叠体的制造方法以及个人认证介质 | |
| KR100956868B1 (ko) | 시광기능을 갖는 플라스틱 카드 및 그 제조방법 | |
| JP2001219681A (ja) | 装飾体 | |
| KR200452178Y1 (ko) | 위조방지용 신분증 | |
| JP2002187389A (ja) | 情報が隠蔽されたシートおよびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20120315 Year of fee payment: 6 |
|
| FPAY | Annual fee payment |
Payment date: 20130221 Year of fee payment: 7 |
|
| FPAY | Annual fee payment |
Payment date: 20150216 Year of fee payment: 9 |
|
| FPAY | Annual fee payment |
Payment date: 20160217 Year of fee payment: 10 |
|
| FPAY | Annual fee payment |
Payment date: 20170228 Year of fee payment: 11 |
|
| FPAY | Annual fee payment |
Payment date: 20180208 Year of fee payment: 12 |
|
| FPAY | Annual fee payment |
Payment date: 20190212 Year of fee payment: 13 |