JP7704763B2 - サーマルプリントヘッド、サーマルプリンタ及び放熱板の製造方法 - Google Patents
サーマルプリントヘッド、サーマルプリンタ及び放熱板の製造方法 Download PDFInfo
- Publication number
- JP7704763B2 JP7704763B2 JP2022545535A JP2022545535A JP7704763B2 JP 7704763 B2 JP7704763 B2 JP 7704763B2 JP 2022545535 A JP2022545535 A JP 2022545535A JP 2022545535 A JP2022545535 A JP 2022545535A JP 7704763 B2 JP7704763 B2 JP 7704763B2
- Authority
- JP
- Japan
- Prior art keywords
- recess
- metal member
- heat sink
- disposed
- adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/315—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by selective application of heat to a heat sensitive printing or impression-transfer material
- B41J2/32—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by selective application of heat to a heat sensitive printing or impression-transfer material using thermal heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/315—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by selective application of heat to a heat sensitive printing or impression-transfer material
- B41J2/32—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by selective application of heat to a heat sensitive printing or impression-transfer material using thermal heads
- B41J2/375—Protection arrangements against overheating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/315—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by selective application of heat to a heat sensitive printing or impression-transfer material
- B41J2/32—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by selective application of heat to a heat sensitive printing or impression-transfer material using thermal heads
- B41J2/335—Structure of thermal heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/315—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by selective application of heat to a heat sensitive printing or impression-transfer material
- B41J2/32—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by selective application of heat to a heat sensitive printing or impression-transfer material using thermal heads
- B41J2/335—Structure of thermal heads
- B41J2/33505—Constructional details
- B41J2/3351—Electrode layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/315—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by selective application of heat to a heat sensitive printing or impression-transfer material
- B41J2/32—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by selective application of heat to a heat sensitive printing or impression-transfer material using thermal heads
- B41J2/335—Structure of thermal heads
- B41J2/3358—Cooling arrangements
Landscapes
- Electronic Switches (AREA)
- Accessory Devices And Overall Control Thereof (AREA)
Description
<サーマルプリントヘッド>
図1A、図1B及び図1Cを参照して、第1実施形態に係るサーマルプリントヘッドの構成を説明する。サーマルプリントヘッドは、主走査方向(一方向:X方向)に並ぶ複数の発熱抵抗部(発熱部)5が形成されたヘッド基板2aと、ヘッド基板2aに熱的に接続された放熱板1とを有する。
図2A~図2Dを参照して、放熱板1、及び第1実施形態に係るサーマルプリントヘッドが備える金属部材及び接着剤について説明する。
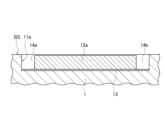
図3を参照して、図2DのA-A’切断面に沿った凹部11a及び金属部材12aの構造を説明する。なお、以下、第1実施形態の説明は、凹部11a及び金属部材12aを例にとるが、他の凹部(11b~11d)及び他の金属部材(12b~12d)も、凹部11a及び金属部材12aと同様な構造を有する。
以下に、凹部及び金属部材の形状が異なる他の実施形態を説明する。なお、第2実施形態に係るサーマルプリントヘッドの全体構成は図1A~図1C及び図2A~図2Cに示した第1実施形態のサーマルプリントヘッドの全体構成と同じであり説明を割愛する。
凹部及び金属部材の平面形状が異なる第3実施形態を説明する。なお、第3実施形態に係るサーマルプリントヘッドの全体構成は図1A~図1C及び図2A~図2Cに示した第1実施形態のそれと同じであり説明を割愛する。
凹部及び金属部材の平面形状が異なる第4実施形態を説明する。なお、第4実施形態に係るサーマルプリントヘッドの全体構成は図1A~図1C及び図2A~図2Cに示した第1実施形態のそれと同じであり説明を割愛する。
凹部及び金属部材の平面形状が異なる第5実施形態を説明する。なお、第5実施形態に係るサーマルプリントヘッドの全体構成は図1A~図1C及び図2A~図2Cに示した第1実施形態のそれと同じであり説明を割愛する。
凹部及び金属部材の平面形状が異なる第6実施形態を説明する。なお、第6実施形態に係るサーマルプリントヘッドの全体構成は図1A~図1C及び図2A~図2Cに示した第1実施形態のそれと同じであり説明を割愛する。
凹部の断面形状が異なる第7実施形態を説明する。なお、第7実施形態に係るサーマルプリントヘッドの全体構成は図1A~図1C及び図2A~図2Cに示した第1実施形態のそれと同じであり説明を割愛する。また、凹部及び金属部材の平面形状は問わず、第1~第6実施形態で説明した平面形状或いはそれらの変形例を組み合わせて実施することが出来る。
凹部及び金属部材の平面形状が異なる第8実施形態を説明する。なお、第8実施形態に係るサーマルプリントヘッドの全体構成は図1A~図1Cに示した第1実施形態のそれと同じであり説明を割愛する。
凹部及び金属部材の平面形状が異なる第9実施形態を説明する。なお、第9実施形態に係るサーマルプリントヘッドの全体構成は図1A~図1Cに示した第1実施形態のそれと同じであり説明を割愛する。
2a ヘッド基板
1 放熱板、
BS 裏面、
11a~11d、21、31、41、51、61、71 凹部
13 接着剤
12a~12d、22、32、42、52、62、72、82a~82d 金属部材
14a、14b、24、34、44a、44b、54a、54b、64a~64d、74a、74b、84a~84e 溝領域(離間部、貫通孔)
15a、15b、23、33、55a、55b、63a~63d 位置決め部
16a~16c 窪み
Claims (15)
- 複数の発熱部が形成されたヘッド基板と、
前記ヘッド基板に熱的に接続された放熱板であって、前記放熱板が備える面のうち、前記ヘッド基板が接続された面に対向する裏面に凹部が形成された前記放熱板と、
前記凹部の内部に配置された金属部材と、
前記凹部の底面と前記金属部材との間に配置された接着剤と、を有し、
前記裏面に垂直な方向から見た前記凹部は、
前記金属部材が配置された領域と、
前記金属部材が配置されていない溝領域と、を有し、
前記接着剤の一部は前記溝領域に配置され、
前記溝領域は、前記金属部材によって囲まれている
サーマルプリントヘッド。 - 前記裏面に垂直な方向から見た前記凹部の内周は、前記金属部材の外周に接する複数の位置決め部を有する、請求項1に記載のサーマルプリントヘッド。
- 前記裏面に垂直な方向から見た前記凹部の内周は、前記金属部材の外周から離間した離間部を更に有する、請求項2に記載のサーマルプリントヘッド。
- 前記凹部は、前記金属部材を間に挟む位置に配置された少なくとも2つの前記溝領域を有する、請求項1~3のいずれか一項に記載のサーマルプリントヘッド。
- 複数の発熱部が形成されたヘッド基板と、
前記ヘッド基板に熱的に接続された放熱板であって、前記放熱板が備える面のうち、前記ヘッド基板が接続された面に対向する裏面に凹部が形成された前記放熱板と、
前記凹部の内部に配置された金属部材と、
前記凹部の底面と前記金属部材との間に配置された接着剤と、を有し、
前記裏面に垂直な方向から見た前記凹部は、
前記金属部材が配置された領域と、
前記金属部材が配置されていない溝領域と、を有し、
前記接着剤の一部は前記溝領域に配置され、
前記凹部の底面の一部分には、窪みが形成されているサーマルプリントヘッド。 - 前記窪みは、前記裏面に垂直な方向から見て、前記溝領域に重畳している請求項5に記載のサーマルプリントヘッド。
- 前記金属部材は強磁性体である請求項1~6のいずれか一項に記載のサーマルプリントヘッド。
- 前記金属部材の材質は冷間圧延鋼板である請求項1~7のいずれか一項に記載のサーマルプリントヘッド。
- 前記金属部材の表面には亜鉛メッキが施されている請求項1~8のいずれか一項に記載のサーマルプリントヘッド。
- 複数の発熱部が形成されたヘッド基板と、
前記ヘッド基板に熱的に接続された放熱板であって、前記放熱板が備える面のうち、前記ヘッド基板が接続された面に対向する裏面に凹部が形成された前記放熱板と、
前記凹部の内部に配置された金属部材と、
前記凹部の底面と前記金属部材との間に配置された接着剤と、を有し、
前記裏面に垂直な方向から見た前記凹部は、
前記金属部材が配置された領域と、
前記金属部材が配置されていない溝領域と、を有し、
前記接着剤の一部は前記溝領域に配置され、
前記凹部は、前記複数の発熱部が並ぶ主走査方向の前記放熱板の両端部の間を前記主走査方向に沿って伸びているサーマルプリントヘッド。 - 複数の発熱部が形成されたヘッド基板と、
前記ヘッド基板に熱的に接続された放熱板であって、前記放熱板が備える面のうち、前記ヘッド基板が接続された面に対向する裏面に凹部が形成された前記放熱板と、
前記凹部の内部に配置された金属部材と、
前記凹部の底面と前記金属部材との間に配置された接着剤と、を有し、
前記裏面に垂直な方向から見た前記凹部は、
前記金属部材が配置された領域と、
前記金属部材が配置されていない溝領域と、を有し、
前記接着剤の一部は前記溝領域に配置され、
前記凹部は、前記複数の発熱部が並ぶ主走査方向に平行な1対の側面を備え、
前記1対の側面は、前記放熱板の前記主走査方向の第1端部から前記主走査方向の第2端部まで形成されている、
サーマルプリントヘッド。 - 前記凹部の内部には複数の前記金属部材が互いに離隔して配置されている請求項10又は11に記載のサーマルプリントヘッド。
- 請求項1~12のいずれか1項に記載のサーマルプリントヘッドを備えるサーマルプリンタ。
- マグネットの磁力を用いて前記サーマルプリントヘッドが固定されるプリンタ本体を更に備える請求項13に記載のサーマルプリンタ。
- 前記凹部を前記主走査方向への押し出し成形により形成する、請求項10又は11に記載の放熱板の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020141644 | 2020-08-25 | ||
| JP2020141644 | 2020-08-25 | ||
| PCT/JP2021/026870 WO2022044614A1 (ja) | 2020-08-25 | 2021-07-16 | サーマルプリントヘッド、サーマルプリンタ及び放熱板の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2022044614A1 JPWO2022044614A1 (ja) | 2022-03-03 |
| JPWO2022044614A5 JPWO2022044614A5 (ja) | 2024-05-28 |
| JP7704763B2 true JP7704763B2 (ja) | 2025-07-08 |
Family
ID=80355040
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022545535A Active JP7704763B2 (ja) | 2020-08-25 | 2021-07-16 | サーマルプリントヘッド、サーマルプリンタ及び放熱板の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12330430B2 (ja) |
| JP (1) | JP7704763B2 (ja) |
| CN (1) | CN116056903B (ja) |
| DE (1) | DE112021003884B4 (ja) |
| WO (1) | WO2022044614A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003080319A (ja) | 2001-09-10 | 2003-03-18 | Seiko Epson Corp | 鋼板におけるピン部の曲げ加工方法及び金型並びに鋼板及びサ―マルプリンタ |
| JP2014031628A (ja) | 2012-08-02 | 2014-02-20 | Nichirei Magnet Kk | 磁石の被着体構造 |
| JP2015058683A (ja) | 2013-09-20 | 2015-03-30 | 東芝ホクト電子株式会社 | サーマルヘッド |
| JP2020075460A (ja) | 2018-11-09 | 2020-05-21 | フクダ電子株式会社 | レコーダー |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5577029A (en) * | 1978-12-05 | 1980-06-10 | Toray Ind Inc | Recording head device |
| JPS60174661A (ja) * | 1984-02-20 | 1985-09-07 | Toshiba Corp | サ−マルプリンタ |
| JPH0329769Y2 (ja) * | 1984-10-05 | 1991-06-25 | ||
| US5285216A (en) * | 1989-09-27 | 1994-02-08 | Kyocera Corporation | Thermal head |
| JPH07101124A (ja) * | 1993-09-30 | 1995-04-18 | Kyocera Corp | サーマルプリンタ |
| KR0154823B1 (ko) * | 1995-06-21 | 1998-12-01 | 김광호 | 감열 기록 소자 |
| JP3600366B2 (ja) * | 1996-02-26 | 2004-12-15 | 株式会社リコー | 画像記録装置 |
| JPH11254716A (ja) * | 1998-03-13 | 1999-09-21 | Daisei Kikai Kk | ラインサーマルヘッドの取付け装置 |
| JP6618932B2 (ja) * | 2015-01-16 | 2019-12-11 | ローム株式会社 | サーマルプリントヘッド |
| JP2019111751A (ja) * | 2017-12-25 | 2019-07-11 | 東芝ホクト電子株式会社 | サーマルプリントヘッドおよびサーマルプリンタ |
| JP2020141644A (ja) | 2019-03-08 | 2020-09-10 | パナソニックIpマネジメント株式会社 | 栽培装置及び栽培方法 |
-
2021
- 2021-07-16 JP JP2022545535A patent/JP7704763B2/ja active Active
- 2021-07-16 WO PCT/JP2021/026870 patent/WO2022044614A1/ja not_active Ceased
- 2021-07-16 CN CN202180055856.7A patent/CN116056903B/zh active Active
- 2021-07-16 DE DE112021003884.2T patent/DE112021003884B4/de active Active
-
2023
- 2023-02-07 US US18/165,691 patent/US12330430B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003080319A (ja) | 2001-09-10 | 2003-03-18 | Seiko Epson Corp | 鋼板におけるピン部の曲げ加工方法及び金型並びに鋼板及びサ―マルプリンタ |
| JP2014031628A (ja) | 2012-08-02 | 2014-02-20 | Nichirei Magnet Kk | 磁石の被着体構造 |
| JP2015058683A (ja) | 2013-09-20 | 2015-03-30 | 東芝ホクト電子株式会社 | サーマルヘッド |
| JP2020075460A (ja) | 2018-11-09 | 2020-05-21 | フクダ電子株式会社 | レコーダー |
Also Published As
| Publication number | Publication date |
|---|---|
| DE112021003884B4 (de) | 2023-12-07 |
| US20230182483A1 (en) | 2023-06-15 |
| CN116056903B (zh) | 2025-04-25 |
| DE112021003884T5 (de) | 2023-05-11 |
| JPWO2022044614A1 (ja) | 2022-03-03 |
| WO2022044614A1 (ja) | 2022-03-03 |
| US12330430B2 (en) | 2025-06-17 |
| CN116056903A (zh) | 2023-05-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2432044B1 (en) | Battery assembly | |
| US5028834A (en) | Device for magnifying displacement of piezoelectric element and method of producing same | |
| US5971522A (en) | Ink-jet head for providing accurate positioning of nozzles of segment chips on a holder | |
| EP0795404B1 (en) | Ink jet recording head | |
| JP5749209B2 (ja) | 端子部、フレキシャ、及びヘッド・サスペンション | |
| US20150323567A1 (en) | Resistor for detecting current | |
| JP7704763B2 (ja) | サーマルプリントヘッド、サーマルプリンタ及び放熱板の製造方法 | |
| HK1010045B (en) | Ink jet recording head and process for forming same | |
| EP0694389B1 (en) | Ink jet recording head and method of manufacturing said ink jet recording head | |
| US8721043B2 (en) | Ink-jet head and method of manufacturing the same | |
| US20020097299A1 (en) | Liquid ejection print head | |
| US11567545B2 (en) | Display device and frame module thereof | |
| JP4036274B2 (ja) | 抵抗器の製造方法 | |
| JP2012163378A (ja) | 検出ステータ、回転検出器及びその取付構造 | |
| US20250226168A1 (en) | Circuit protection device | |
| JP2000301323A (ja) | ろう付け接合品構造 | |
| US20230368967A1 (en) | Coil component | |
| CN101590742A (zh) | 热敏头单元的制造方法、热敏头单元和包括热敏头单元的打印装置 | |
| JP3218793B2 (ja) | インクジェットヘッド | |
| JP2006321218A (ja) | 一体化ディスプレイを備えたカバーとその製造方法 | |
| JP2005053158A (ja) | 光プリントヘッド | |
| JPH032056A (ja) | 光プリンタヘッド | |
| JP2002331668A (ja) | 液体吐出ヘッド | |
| JP2002321374A (ja) | 液体吐出ヘッド | |
| JP2022018285A (ja) | レンズユニット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240520 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240520 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20250422 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20250527 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250603 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250626 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7704763 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |