JP7597342B2 - 鋳型の製造方法 - Google Patents
鋳型の製造方法 Download PDFInfo
- Publication number
- JP7597342B2 JP7597342B2 JP2024541278A JP2024541278A JP7597342B2 JP 7597342 B2 JP7597342 B2 JP 7597342B2 JP 2024541278 A JP2024541278 A JP 2024541278A JP 2024541278 A JP2024541278 A JP 2024541278A JP 7597342 B2 JP7597342 B2 JP 7597342B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- mating
- sand
- coordinates
- lateral
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C11/00—Moulding machines characterised by the relative arrangement of the parts of same
- B22C11/02—Machines in which the moulds are moved during a cycle of successive operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C19/00—Components or accessories for moulding machines
- B22C19/04—Controlling devices specially designed for moulding machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C23/00—Tools; Devices not mentioned before for moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/02—Sand moulds or like moulds for shaped castings
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Casting Devices For Molds (AREA)
Description
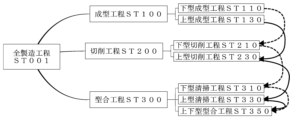
本発明に係る砂型の製造方法(全製造工程ST001)は、図1に示すように、鋳物砂とバインダーとを混錬して型枠に充填・加圧し型枠内硬化させて砂ブロックを作製する成型工程ST100、同砂ブロックから砂型を切削形成する切削工程ST200、及び、切削した上下型を型合する型合工程ST300を有している。加工設備100としては、図2に示す成型設備110、図3に示す切削設備120、図4,5に示す型合設備130を用いている。設備100のロボット101は、切削設備120では切削ロボット121、型合設備130では型合ロボット131をそれぞれ用いているが、共通のロボットを利用して、加工ヘッドや把持アームのみアタッチメントとして取り替えるようにしてもよい。
まず、成型工程ST100において用いられる成型設備110は、図2に示すように、成型型111、圧縮板112、下板113と図示しない鋳物砂の注入装置及び振動の可能な圧縮装置を備えている。成型型111は、上ブロックBU及び下ブロックBLで用いられるが、下板113は位置合ピン113bのみ共通で設けられ、湯口型113aは上ブロックBU用のもののみ設けられる。可能な限り型を上ブロックBU及び下ブロックBLで共有することで、成型誤差の低減を図っている。また、湯口型113aを設けることで、砂型の切削量が減り、裏側から湯口を切削するための反転切削を実施しなくてよいため砂型製造の工数が削減される。
B:砂ブロック、BU:上ブロック、BL:下ブロック、M:砂型、MU:上型、ML:下型、SmU:上型型合面、SmL:下型型合面、O:XYZ原点(空間座標の基準)、Z軸(上下方向軸)、Z軸に直交するXY軸(横方向軸)、C:キャビティ、C1:上キャビティ、C2:下キャビティ、W1:湯口、W2:湯道、W3:湯道(落とし)、SU,SL:横方向位置合面、SU:上横方向位置合面、SL:下横方向位置合面、Ss:側面、Sv:垂直壁部、Sb:底面、
SUW,SLW:幅広横方向位置合面、SUN,SLN:幅狭横方向位置合面、SUWX1,SLNX2:X軸横方向位置合面、SUWY1,SLNY2:Y軸横方向位置合面、SUWX1:(例)上幅広第一X軸横方向位置合面、SLNY2:(例)下幅狭第二Y軸横方向位置合面、
PU1~3,PL1~3:同一直線上に位置しない少なくとも3点、
ST001:全製造工程、ST100:成型工程、ST110:下型成型工程、ST130:上型成型工程、ST200:切削工程、ST210:下型切削工程、ST230:上型切削工程、ST300:型合工程、ST310:下型清掃工程、ST330:上型清掃工程、ST350:上下型型合工程
Claims (8)
- 鋳物砂とバインダーとを混錬して型枠に充填・加圧し型枠内硬化させ、前記型枠から取り外して砂ブロックを作製し、切削工程及び型合工程により砂型を製造する鋳型の製造方法において、
ロボットにより操作され砂ブロックを切削加工し上下型を切削加工する加工ヘッドと、
ロボットにより操作され上型を把持し上下型におけるキャビティの形成される型合面同士を合せる把持アームと、
この把持アームに把持された少なくとも上型を検知片に接触させて座標を検知する座標計測センサと、を備え、
前記砂型の側面は型合面に近接するにしたがって互いに対向面に近づく勾配を有し、
前記把持アームの把持面も前記砂型の前記側面と同様の勾配を有し、
Z座標を規定するZ軸は上下方向に配向され、
前記加工ヘッドは前記切削工程において上下型それぞれに型合面を切削形成すると共に、上下型それぞれに同型合面を基準に前記キャビティを切削形成し、
前記型合工程において載置面に載置されている下型の型合面で同一直線上に位置しない少なくとも3点を測定して各点のZ座標を認識させると共に、前記把持アームの前記把持面を前記側面に接当させて把持した前記上型における型合面同一直線上に位置しない少なくとも3点を測定して各点のZ座標を認識させた後に、上下型の型合面を平行に保った姿勢で前記把持アームによる型合せを行う鋳型の製造方法。 - 前記Z軸に直交するXY軸で横方向を規定するXY座標を有し、前記加工ヘッドは前記切削工程において前記上下型の前記型合面近傍に互いに前記XY軸の交差角で配向された少なくとも2つの横方向位置合面をそれぞれ切削形成し、前記型合工程において上下型それぞれにおける前記各横方向位置合面のXY座標を認識させると共に、上下型の横方向位置を符合させて前記把持アームによる型合せを行う請求項1記載の鋳型の製造方法。
- 前記少なくとも2つの横方向位置合面のうちの少なくとも一方は2か所以上隔たった位置に設けられている請求項2記載の鋳型の製造方法。
- 前記上下型を構成する砂ブロックは、それぞれ平面視で凸多角形を呈し、前記横方向位置合面は凸多角形の角部に形成されている請求項3記載の鋳型の製造方法。
- 前記凸多角形は矩形を呈し、前記横方向位置合面は前記矩形の隣接する角部及び対面する角部において切削長さを異ならせてあり、上下型においてそれぞれ同じ切削長さに形成してある請求項4記載の鋳型の製造方法。
- 前記2つの横方向位置合面の他に、前記上下型の前記型合面近傍には前記ロボットで加工され全てが互いに平行とならない少なくとも2つの他の横方向位置合面をそれぞれ有し、上下型それぞれにおける前記他の横方向位置合面上の2点のXY座標を認識させることで、前記型合せの確認を行う請求項2記載の鋳型の製造方法。
- 前記ロボットによる切削加工時において、前記砂ブロックの上側が前記キャビティの構成面であり、前記砂ブロックの下面近傍の側面には垂直壁部を有し、この垂直壁部に位置合片を接当させて、前記ロボットの切削加工の水平座標の基準とする請求項2記載の鋳型の製造方法。
- 前記把持アームには前記検知片に接触させることで座標を計測する座標計測センサを設けてあり、前記下型の載置される載置面に下型を載置した後、前記座標計測センサを利用して前記載置面に載置された前記下型の前記各座標を認識させ、前記下型の載置される載置面につながる部位に他の座標計測センサを設け、前記把持アームで把持した上型にこの他の座標計測センサを利用して上型の把持状態における上型の前記各座標を認識させる請求項1~7のいずれかに記載の鋳型の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022160764 | 2022-10-05 | ||
| JP2022160764 | 2022-10-05 | ||
| PCT/JP2023/029771 WO2024075408A1 (ja) | 2022-10-05 | 2023-08-17 | 鋳型の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2024075408A1 JPWO2024075408A1 (ja) | 2024-04-11 |
| JPWO2024075408A5 JPWO2024075408A5 (ja) | 2024-10-03 |
| JP7597342B2 true JP7597342B2 (ja) | 2024-12-10 |
Family
ID=90607946
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2024541278A Active JP7597342B2 (ja) | 2022-10-05 | 2023-08-17 | 鋳型の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12447524B2 (ja) |
| JP (1) | JP7597342B2 (ja) |
| CN (1) | CN119212812B (ja) |
| DE (1) | DE112023004156B4 (ja) |
| WO (1) | WO2024075408A1 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101279357A (zh) | 2008-06-03 | 2008-10-08 | 机械科学研究总院先进制造技术研究中心 | 一种基于工业机器人的砂型铣削方法 |
| CN111590030A (zh) | 2020-06-29 | 2020-08-28 | 马鞍山市万鑫铸造有限公司 | 一种砂型自动定位机构 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04295713A (ja) * | 1991-03-25 | 1992-10-20 | Hitachi Metals Ltd | 鋳型平行度の測定方法および測定装置 |
| JP3223033B2 (ja) * | 1994-02-23 | 2001-10-29 | 石川島芝浦機械株式会社 | 鋳物中子組付装置 |
| JPH10249487A (ja) * | 1997-03-11 | 1998-09-22 | Toyota Motor Corp | 無枠鋳型の型ずれ量測定方法 |
| US6015007A (en) * | 1998-07-07 | 2000-01-18 | Hunter Automated Machinery Corporation | Sand mold shift testing method |
| DE20019635U1 (de) * | 2000-11-17 | 2001-01-18 | Silca Service- und Vertriebsgesellschaft für Dämmstoffe mbH, 40822 Mettmann | Steinwand mit Nut-Feder-Verbindung |
| DE10156332B4 (de) * | 2001-11-19 | 2005-09-15 | Actech Gmbh Advanced Casting Technologies Giessereitechnologie | Verfahren und Baukastensystem für die schnelle Herstellung von Giessformen |
| CN102266911A (zh) * | 2011-05-16 | 2011-12-07 | 机械科学研究总院先进制造技术研究中心 | 无模铸造型芯成形机 |
| CN102669110B (zh) | 2012-05-16 | 2013-06-19 | 中国科学院海洋研究所 | 一种吲哚二酮哌嗪类衍生物的应用 |
| JP6329973B2 (ja) * | 2016-01-25 | 2018-05-23 | 株式会社木村鋳造所 | 鋳造用鋳型の製造方法 |
| WO2018104842A2 (en) | 2016-12-05 | 2018-06-14 | Disa Industries A/S | Sand moulding machine and method of producing sand mould parts |
-
2023
- 2023-08-17 JP JP2024541278A patent/JP7597342B2/ja active Active
- 2023-08-17 CN CN202380038614.6A patent/CN119212812B/zh active Active
- 2023-08-17 WO PCT/JP2023/029771 patent/WO2024075408A1/ja not_active Ceased
- 2023-08-17 DE DE112023004156.3T patent/DE112023004156B4/de active Active
- 2023-08-17 US US18/873,226 patent/US12447524B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101279357A (zh) | 2008-06-03 | 2008-10-08 | 机械科学研究总院先进制造技术研究中心 | 一种基于工业机器人的砂型铣削方法 |
| CN111590030A (zh) | 2020-06-29 | 2020-08-28 | 马鞍山市万鑫铸造有限公司 | 一种砂型自动定位机构 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024075408A1 (ja) | 2024-04-11 |
| CN119212812B (zh) | 2025-12-02 |
| WO2024075408A1 (ja) | 2024-04-11 |
| DE112023004156B4 (de) | 2025-10-16 |
| DE112023004156T5 (de) | 2025-07-31 |
| US12447524B2 (en) | 2025-10-21 |
| CN119212812A (zh) | 2024-12-27 |
| US20250262660A1 (en) | 2025-08-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2584419B1 (en) | CNC machine for cutting with plasma, oxygen and water jet used as a cutting tool with automatic setting up a precise position of a cutting tool in a cutting head by autocalibration and method thereof | |
| CN113776479B (zh) | 一种易于调节、精度高涡轮叶片灌箱找正装置 | |
| WO2016018717A1 (en) | System and method for automated object measurement | |
| CN110293404A (zh) | 一种针对带有随机尺寸误差的工件的智能加工系统 | |
| CN113474132A (zh) | 自动教学系统 | |
| CN116276099A (zh) | 一种大型铸造件双机器人智能协同加工系统及方法 | |
| JP7597342B2 (ja) | 鋳型の製造方法 | |
| CN111299975B (zh) | 一种应用机器人提高复杂铸件加工效率的方法 | |
| JP4161178B2 (ja) | 切断加工方法 | |
| JPH0631345A (ja) | 折曲げ加工機のワーク位置決め方法およびその装置 | |
| JP2002200537A (ja) | シリンダヘッドの切削加工装置 | |
| JP7575198B2 (ja) | 機械加工方法及び工作機械 | |
| JP3171509B2 (ja) | ロボットへの教示方法 | |
| JPH07182016A (ja) | ロボットの加工経路補正方法 | |
| JPWO2024075408A5 (ja) | 鋳型の製造方法 | |
| CN209969800U (zh) | 用于加工潜伏式进胶口的铜公 | |
| KR20070068797A (ko) | 프로펠러의 자동화 가공방법 | |
| JP7035467B2 (ja) | 加工装置 | |
| CN119036423B (zh) | 一种数控加工设备机器人坐标示教方法、装置和存储介质 | |
| JP2006082225A (ja) | ワーク位置決め装置 | |
| JP4460119B2 (ja) | 曲げ加工方法及び曲げ加工システム | |
| KR20200041529A (ko) | 금형 원재료의 가공방법 | |
| TWI813128B (zh) | 電極治具的中心校正方法 | |
| Sukhorukov et al. | Experimental study of the possibilities of ensuring the accuracy of robotic marking of workpieces of complex shapes | |
| CN109158671B (zh) | 一种三元流叶片压型模具机加工校正方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A529 | Written submission of copy of amendment under article 34 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A5211 Effective date: 20240709 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240709 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20240709 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241105 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241120 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7597342 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |