JP7586552B2 - コーティング装置の制御方法 - Google Patents
コーティング装置の制御方法 Download PDFInfo
- Publication number
- JP7586552B2 JP7586552B2 JP2023549253A JP2023549253A JP7586552B2 JP 7586552 B2 JP7586552 B2 JP 7586552B2 JP 2023549253 A JP2023549253 A JP 2023549253A JP 2023549253 A JP2023549253 A JP 2023549253A JP 7586552 B2 JP7586552 B2 JP 7586552B2
- Authority
- JP
- Japan
- Prior art keywords
- rotation
- drum
- disk
- coating
- posture
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23G—COCOA; COCOA PRODUCTS, e.g. CHOCOLATE; SUBSTITUTES FOR COCOA OR COCOA PRODUCTS; CONFECTIONERY; CHEWING GUM; ICE-CREAM; PREPARATION THEREOF
- A23G3/00—Sweetmeats; Confectionery; Marzipan; Coated or filled products
- A23G3/02—Apparatus specially adapted for manufacture or treatment of sweetmeats or confectionery; Accessories therefor
- A23G3/20—Apparatus for coating or filling sweetmeats or confectionery
- A23G3/26—Apparatus for coating by tumbling with a liquid or powder, spraying device-associated, drum, rotating pan
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C3/00—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material
- B05C3/02—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material the work being immersed in the liquid or other fluent material
- B05C3/04—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material the work being immersed in the liquid or other fluent material with special provision for agitating the work or the liquid or other fluent material
- B05C3/08—Apparatus in which the work is brought into contact with a bulk quantity of liquid or other fluent material the work being immersed in the liquid or other fluent material with special provision for agitating the work or the liquid or other fluent material the work and the liquid or other fluent material being agitated together in a container, e.g. tumbled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2/00—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic
- B01J2/12—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic in rotating drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2/00—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic
- B01J2/14—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic in rotating dishes or pans
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23G—COCOA; COCOA PRODUCTS, e.g. CHOCOLATE; SUBSTITUTES FOR COCOA OR COCOA PRODUCTS; CONFECTIONERY; CHEWING GUM; ICE-CREAM; PREPARATION THEREOF
- A23G3/00—Sweetmeats; Confectionery; Marzipan; Coated or filled products
- A23G3/0002—Processes of manufacture not relating to composition and compounding ingredients
- A23G3/0095—Coating by tumbling with a liquid or powder, spraying device-associated, drum, rotating pan
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23G—COCOA; COCOA PRODUCTS, e.g. CHOCOLATE; SUBSTITUTES FOR COCOA OR COCOA PRODUCTS; CONFECTIONERY; CHEWING GUM; ICE-CREAM; PREPARATION THEREOF
- A23G4/00—Chewing gum
- A23G4/02—Apparatus specially adapted for manufacture or treatment of chewing gum
- A23G4/025—Apparatus specially adapted for manufacture or treatment of chewing gum for coating or surface-finishing
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Polymers & Plastics (AREA)
- Coating Apparatus (AREA)
- Confectionery (AREA)
- Glanulating (AREA)
Description
筒状をなす回転可能なドラムと、前記ドラムの下面を塞ぐように配されているとともに、前記ドラムと同軸状の回転を可能とされた皿状のディスクと、を有するコーティング槽を備えるコーティング装置の制御方法であって、
前記コーティング槽の姿勢を、前記コーティング槽の回転軸を鉛直方向に向けた起立姿勢にし、前記ドラムを一方向に回転させるとともに、前記ディスクを他方向に回転させる第1回転工程と、
前記コーティング槽の姿勢を、前記回転軸を前記鉛直方向に対して傾けた傾斜姿勢にし、前記ドラム及び前記ディスクを前記一方向に回転させる第2回転工程と、
を実行する。
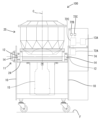
以下、本発明を具体化した実施形態1を図1から図8を参照して説明する。本発明の制御方法が実行されるコーティング装置100は、コーティング槽25を有する。コーティング槽25の中で、例えばチョコレート菓子、チューイングガム、豆菓子、錠剤等の核となるコーティング対象物(以下、センターともいう)の表面に、チョコレートやシロップ、砂糖などのコーティング剤からなる被覆層を形成することができる。コーティング槽25は、床面Fに載置された基台10に設けた傾動機構11により、図1に示す起立姿勢(コーティング槽25の回転軸Cが概ね鉛直方向となる姿勢)と図3に示す傾斜姿勢(コーティング槽25の回転軸Cが鉛直方向に対して斜め方向となる姿勢)との間で姿勢を変更することができる。コーティング槽25は、ステンレス製のアンダープレート26と、ステンレス製のドラム28Aと、ステンレス製のディスク38Aとを有する。
アンダープレート26は、上面が下向きに凹んだ円形の皿状をなす。アンダープレート26は、ベアリングB1を介すことによって、第1駆動軸16と同軸状に且つ第1駆動軸16に対して相対回転し得るように(つまり、第1駆動軸16とは独立して回転し得るように)ベースプレート24に支持されている。アンダープレート26の中心部には、アンダープレート26と同心の円環状をなした円環部材26Aが設けられている。円環部材26Aの内側の開口は、アンダープレート26と同心の円形をなす貫通孔26Bを構成する。円環部材26Aの上面における貫通孔26Bの内周縁には、全周にわたって上向きに突出する円環形の突部26Cが設けられている(図5参照)。
ドラム28Aは、図1に示すように、全体として上下両面が開放された概ね円筒状をなしている。ドラム28Aは、絞り部29、本体部30、及びテーパ部31を有している。ドラム28Aは、アンダープレート26に固定され、アンダープレート26と一体的に回転可能である。絞り部29は、上方に向かって縮径した形態をなし、12の台形状構成面29Aを、周方向に並べて構成されている。
ディスク38Aは、図4、6に示すように、円盤状のディスク本体部73と、円環形の補強部53とを備えている。ディスク本体部73は、円板状の取付部材39、及び円環形をなす機能部材48を同軸状に組み付けて皿状をなすように構成されている。図5に示すように、取付部材39の中心部の下側には、上向きに凹む凹部40が形成されている。取付部材39には、中心貫通孔41と、偏心貫通孔42と、逃がし孔43と、が形成されている。中心貫通孔41は、取付部材39の中心位置において取付部材39を上下方向に貫通している。偏心貫通孔42は、取付部材39の中心から偏心して回転部材19の偏心雌ネジ孔21と対応する位置において、取付部材39を上下方向に貫通している。逃がし孔43は、取付部材39の中心から偏心してピン22と対応する位置において、取付部材39を上下方向に貫通している。取付部材39の上面には、一対のハンドル44が設けられている。取付部材39の外周縁部の下側には、全周にわたって上向きに凹ませた外周縁凹部45が形成されている。
制御装置72は、例えばマイクロコンピュータを主体として構成されたPLC(Programmable Logic Controller)又はPC(Programmable Controller)等が用いられる。制御装置72は、傾動モータ13A、第1モータ15、及び第2モータ17の回転速度や回転方向を制御する機能を有している。制御装置72には、図2、7に示すように、コーティング槽25の姿勢が起立姿勢であるか傾斜姿勢であるかを検知する姿勢検知センサ72Aが電気的に接続されている。姿勢検知センサ72Aは、収容部74に収容されている。さらに、制御装置72には、第1ボタン72B、及び第2ボタン72Cが電気的に接続され、例えば、使用者が押下し易い位置である収容部74の上面に取り付けられている。
次に、本実施形態のコーティング装置100の制御方法の一例を説明する。先ず、ドラム28Aとアンダープレート26が回転していない状態でコーティング槽25内にセンターを投入する。そして、図8におけるステップS1において、制御装置72は、第1ボタン72Bが押下されたか否かを判定する。ステップS1において、第1ボタン72Bが押下されていないと制御装置72が判別する(ステップS1におけるNo)と、第1回転工程を開始せず、待機状態になる。ステップS1において、第1ボタン72Bを押下されたと制御装置72が判別する(ステップS1におけるYes)と、ステップS2に移行する。
このコーティング装置の制御方法は、筒状のドラム28Aと、皿状のディスク38Aと、を有するコーティング槽25を備えたコーティング装置の制御方法である。ドラム28Aは、回転可能である。ディスク38Aは、ドラム28Aの下面を塞ぐように配されているとともに、ドラム28Aと同軸状の回転が可能である。このコーティング装置の制御方法は、第1回転工程と、第2回転工程と、を実行する。第1回転工程は、ドラム28Aとディスク38Aとを有するコーティング槽25の姿勢を、コーティング槽25の回転軸Cを鉛直方向に向けた起立姿勢にし、ドラム28Aを回転軸C周りの一方向に回転させるとともに、ディスク38Aを回転軸C周りの他方向に回転させる。第2回転工程は、コーティング槽25の姿勢を、回転軸Cを鉛直方向に対して傾いた傾斜姿勢にし、ドラム28A及びディスク38Aを回転軸C周りの一方向に回転させる。
<他の実施形態>
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、その趣旨を逸脱しない範囲において種々の構成で実現することができる。例えば、上述した実施形態や後述する実施形態の様々な特徴は、発明の趣旨を逸脱せず且つ矛盾しない組み合わせであればどのように組み合わせてもよい。また、その技術的特徴が本明細書中に必須なものとして説明されていなければ、適宜、削除することが可能である。
(1)上記実施形態とは異なり、コーティング槽にアルミ等の軽金属、メッキされた鋼材や、ウレタンゴム、UPE(超高分子量ポリエチレン)、POM(ポリアセタール)等の合成樹脂等を用いてもよい。
(2)上記実施形態とは異なり、第1回転工程において、コーティング槽の回転軸を鉛直方向に対して僅かに(15°程度)傾けてもよい。この場合でも、良好にコーティング処理を行うことができる。
(3)上記実施形態とは異なり、第2回転工程において、ドラムとディスクの回転方向を回転軸周りの一方向に揃えた上で、ドラムとディスクの回転速度を僅かに異ならせてもよい。この場合、ディスクの回転速度は、ドラムの回転速度より早くてもよく、遅くてもよい。
(4)上記実施形態とは異なり、第2モータからドラムへの回転力の伝達手段として、外歯歯車にドラム用駆動機構の駆動軸を係合させてもよい。また、ベルトを介して回転力を伝達させたり、アイドラーやローラーを介して回転力を伝達させたりしてもよい。
(5)上記実施形態とは異なり、ドラムの上面の開口を、ドラムとは別体の蓋によって閉鎖できるようにしてもよい。この場合、蓋は、ドラムに対してヒンジ等により開閉動作を可能に且つドラムからは簡単には外せないように取り付けられていてもよく、ドラムに対してボルトや凹凸嵌合などにより比較的簡単に着脱できるようなものであってもよい。
(6)上記実施形態とは異なり、姿勢変更工程において、起立姿勢から傾斜姿勢へ変更を開始するタイミングは、ディスクの回転速度の減速を開始するタイミングに対して僅かに早くてもよく、僅かに遅くてもよい。また、起立姿勢から傾斜姿勢へ変更を完了するタイミングは、ディスクの回転速度がドラムの回転速度に到達するタイミングに対して僅かに早くてもよい。
28A…ドラム
38A…ディスク
100…コーティング装置
C…回転軸
S2…第1回転工程
S4…姿勢変更工程
S5…第2回転工程
Claims (3)
- 筒状をなす回転可能なドラムと、前記ドラムの下面を塞ぐように配されているとともに、前記ドラムと同軸状の回転を可能とされた皿状のディスクと、を有するコーティング槽を備えるコーティング装置の制御方法であって、
前記コーティング槽の姿勢を、前記コーティング槽の回転軸を鉛直方向に向けた起立姿勢にし、前記ドラムを一方向に回転させるとともに、前記ディスクを他方向に回転させる第1回転工程と、
前記コーティング槽の姿勢を、前記回転軸を前記鉛直方向に対して傾けた傾斜姿勢にし、前記ドラム及び前記ディスクを前記一方向に回転させる第2回転工程と、
を実行し、
前記第1回転工程と前記第2回転工程との間に、前記コーティング槽の姿勢を前記起立姿勢から前記傾斜姿勢に変更する姿勢変更工程をさらに備え、
前記姿勢変更工程を実行中は、前記ドラムの回転方向を前記一方向に維持し、
前記姿勢変更工程の実行開始と同時に、又は前記姿勢変更工程の実行中に、前記ディスクの回転速度の減速を開始するコーティング装置の制御方法。 - 前記姿勢変更工程の実行中に、前記ディスクの回転方向を前記他方向から前記一方向へ切り替える請求項1に記載のコーティング装置の制御方法。
- 前記姿勢変更工程の実行中に、前記ディスクの前記一方向への回転速度を前記ドラムと同じ回転速度に到達させる請求項2に記載のコーティング装置の制御方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/035073 WO2023047529A1 (ja) | 2021-09-24 | 2021-09-24 | コーティング装置の制御方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2023047529A1 JPWO2023047529A1 (ja) | 2023-03-30 |
| JP7586552B2 true JP7586552B2 (ja) | 2024-11-19 |
Family
ID=85719360
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023549253A Active JP7586552B2 (ja) | 2021-09-24 | 2021-09-24 | コーティング装置の制御方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US12558703B2 (ja) |
| EP (1) | EP4406640A4 (ja) |
| JP (1) | JP7586552B2 (ja) |
| WO (1) | WO2023047529A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN118575975B (zh) * | 2024-06-12 | 2025-10-03 | 喀什疆果果农业科技有限公司 | 一种坚果加工用覆粉装置 |
| CN118719445B (zh) * | 2024-09-03 | 2024-11-22 | 介休市金盛碳素有限公司 | 一种石墨电极浸渍装置及其浸渍方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011189233A (ja) | 2010-03-12 | 2011-09-29 | Tipton Corp | コーティング装置及びコーティング槽 |
| JP2012183500A (ja) | 2011-03-07 | 2012-09-27 | Tipton Corp | コーティング装置 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009078232A (ja) * | 2007-09-26 | 2009-04-16 | Omnibus:Kk | コーティング装置 |
-
2021
- 2021-09-24 EP EP21958405.9A patent/EP4406640A4/en active Pending
- 2021-09-24 WO PCT/JP2021/035073 patent/WO2023047529A1/ja not_active Ceased
- 2021-09-24 US US18/569,151 patent/US12558703B2/en active Active
- 2021-09-24 JP JP2023549253A patent/JP7586552B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011189233A (ja) | 2010-03-12 | 2011-09-29 | Tipton Corp | コーティング装置及びコーティング槽 |
| JP2012183500A (ja) | 2011-03-07 | 2012-09-27 | Tipton Corp | コーティング装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2023047529A1 (ja) | 2023-03-30 |
| JPWO2023047529A1 (ja) | 2023-03-30 |
| EP4406640A1 (en) | 2024-07-31 |
| US12558703B2 (en) | 2026-02-24 |
| US20240286162A1 (en) | 2024-08-29 |
| EP4406640A4 (en) | 2025-07-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7586552B2 (ja) | コーティング装置の制御方法 | |
| JP5032693B2 (ja) | 炊飯器 | |
| RU2768399C1 (ru) | Гигиенический смеситель | |
| KR200462500Y1 (ko) | 자동 혼합 화장품 용기 | |
| US5890803A (en) | Conical mixing device comprising at least one mixing screw and a fast rotating horizontal rotor on a vertical drive shaft | |
| JP3088067B2 (ja) | 脱泡撹拌機 | |
| CN111035228B (zh) | 烹饪方法及其设备 | |
| JPH08173784A (ja) | 混練装置及び混練方法 | |
| JP2011189232A (ja) | コーティング装置 | |
| JP5154522B2 (ja) | 材料充填装置及び材料充填方法 | |
| JP4685959B1 (ja) | コーティング装置及びコーティング槽 | |
| CN110973983B (zh) | 烹饪设备 | |
| JP4398451B2 (ja) | 撹拌装置 | |
| JP5603808B2 (ja) | コーティング装置 | |
| JP2005021810A (ja) | コーティング装置 | |
| WO2023047528A1 (ja) | コーティング槽用のシール構造 | |
| JPH07227165A (ja) | 調理器 | |
| US5029673A (en) | Lubrication system for rotary clamp | |
| WO2023047527A1 (ja) | コーティング槽用のディスク及びコーティング槽 | |
| US9867384B2 (en) | Greek yogurt making device | |
| JPH07227166A (ja) | バター製造装置 | |
| JP2004016692A (ja) | 自動製パン機 | |
| JP4021556B2 (ja) | 脱泡装置 | |
| KR102895105B1 (ko) | 믹싱장치 및 이를 포함하는 식품 배합 자동화 시스템 | |
| KR100395963B1 (ko) | 전자레인지의 트레이 구동장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20231116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240820 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240924 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241029 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241030 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7586552 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |