JP7548860B2 - アークスタッド溶接装置、およびアークスタッド溶接方法 - Google Patents
アークスタッド溶接装置、およびアークスタッド溶接方法 Download PDFInfo
- Publication number
- JP7548860B2 JP7548860B2 JP2021062512A JP2021062512A JP7548860B2 JP 7548860 B2 JP7548860 B2 JP 7548860B2 JP 2021062512 A JP2021062512 A JP 2021062512A JP 2021062512 A JP2021062512 A JP 2021062512A JP 7548860 B2 JP7548860 B2 JP 7548860B2
- Authority
- JP
- Japan
- Prior art keywords
- stud
- arc
- welding
- correction
- main
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/20—Stud welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/095—Monitoring or automatic control of welding parameters
- B23K9/0953—Monitoring or automatic control of welding parameters using computing means
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Theoretical Computer Science (AREA)
- Arc Welding Control (AREA)
Description
この形態のアークスタッド溶接装置によれば、パイロットアーク期間に取得した電圧値が第一閾値よりも大きいか否かを判定し、メインアーク期間における溶接の加工条件を第一補正によって変更することによって、母材およびスタッドの溶接時に発生する熱量を抑制することができる。したがって、溶接時に母材およびスタッドに過剰な熱量が与えられることを低減または防止し、溶接品質を向上させることができる。
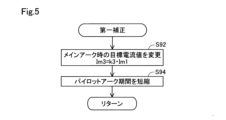
(2)上記形態のアークスタッド溶接装置において、前記制御装置は、前記メインアーク期間への移行タイミングを早める前記第一補正を行ってよい。
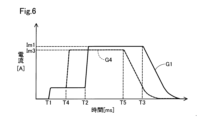
この形態のアークスタッド溶接装置によれば、メインアーク期間への移行タイミングを早めることにより、パイロットアーク期間において、スタッドおよび母材に過剰な電圧が印加される期間を短縮することができる。その結果、母材およびスタッドに過剰な熱量が与えられることを低減または防止し、溶接品質を向上させることができる。
(3)上記形態のアークスタッド溶接装置において、前記制御装置は、前記メイン電力の目標電流値を低減させる前記第一補正を行ってよい。
この形態のアークスタッド溶接装置によれば、制御装置が電圧値を取得した時点においてすでに印加された第一閾値よりも大きい電圧によって、スタッドおよび母材に与えられた過剰な熱量に相当する熱量をメインアーク期間で低減し、溶接品質を向上させることができる。
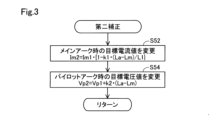
(4)上記形態のアークスタッド溶接装置において、前記制御装置は、さらに、取得した前記パイロットアーク期間での電圧値が、予め定められた第二閾値であって、前記第一閾値よりも大きい第二閾値以上である場合には、前記スタッドの溶接を停止させてよい。
この形態のアークスタッド溶接装置によれば、不要な加工が実施されることを低減または防止することができる。
(5)上記形態のアークスタッド溶接装置は、さらに、前記母材に対する前記スタッドの変位量を検出する変位量センサ、を備えてよい。前記制御装置は、前記パイロットアーク期間において、前記変位量と、予め定められた基準値との差が予め定められた第一範囲に含まれない場合に、前記メインアーク期間における溶接の加工条件を変更する第二補正であって、前記熱量を調節するための第二補正を行ってよい。
この形態のアークスタッド溶接装置によれば、パイロットアーク期間において、スタッドと、母材との距離を用いて、メインアーク期間の加工条件を変更することによって、溶接時の熱量の過不足が発生することを低減または防止することができる。
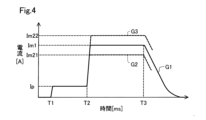
(6)上記形態のアークスタッド溶接装置において、前記制御装置は、前記第一範囲に含まれない場合において、前記変位量が前記基準値よりも大きい場合には、前記メイン電力の目標電流値を、前記変位量と、前記基準値との差が前記第一範囲に含まれる場合での前記メイン電力の目標電流値よりも小さい電流値に変更する前記第二補正を行ってよく、前記第一範囲に含まれない場合において、前記変位量が前記基準値よりも小さい場合には、前記メイン電力の目標電流値を、前記変位量と、前記基準値との差が前記第一範囲に含まれる場合での前記メイン電力の目標電流値よりも大きい電流値に変更する前記第二補正を行ってよい。
この形態のアークスタッド溶接装置によれば、スタッドの変位量のずれに応じて発生する溶接時の熱量の過不足を目標電流値の変更によって補填することができる。
(7)上記形態のアークスタッド溶接装置において、前記制御装置は、さらに、前記変位量と、前記基準値との差が、予め定められた第二範囲であって、前記第一範囲よりも広い第二範囲に含まれない場合には、前記スタッドの溶接を停止させてよい。
この形態のアークスタッド溶接装置によれば、不要な加工が実施されることを低減または防止することができる。
本開示は、アークスタッド溶接装置以外の種々の形態で実現することも可能である。例えば、アークスタッド溶接方法やアークスタッド溶接装置の制御方法、その制御方法を実現するコンピュータプログラム、そのコンピュータプログラムを記録した一時的でない記録媒体等の形態で実現することができる。
図1は、本開示における第1実施形態としてのアークスタッド溶接装置100を示す説明図である。アークスタッド溶接装置100は、例えば、ショートサイクル方式の溶接装置である。アークスタッド溶接装置100は、電源装置54および制御装置52を含む溶接機50と、溶接ガン70とを備えている。アークスタッド溶接装置100は、例えば、ボルトやピンなどのスタッド80を溶接ガン70に装着して電流を流すことによって、鋼板や鋼管などの母材90と、スタッド80との間にアークを発生させる。スタッド80と、母材90との接触部分は、アークによって溶融され、溶融されたスタッド80および母材90が加圧されることによって溶接される。母材90としては、例えば、軟鋼、SUS、アルミニウム、アルミニウム合金などの種々の金属材料を用いることができる。アークスタッド溶接装置100は、フェルール(Ferrule)を用いる電力アーク方式の溶接装置であってもよい。
Im2=Im1・{1-k1・(La-Lm)/L1} ・・・式(1)
Im1:通常時のメイン電流の目標電流値
k1:係数
目標電流値Im1は、変位量Laと、基準変位Lmとの差が第一範囲に含まれる場合に溶接ガン70に流される電流値に相当する。係数k1は、メイン電流の目標電流値の補正量を規定する係数である。係数k1は、例えば、スタッド80の変位量ごとのメイン電流の電流値と、メインアーク後の溶接品質との対応関係を用いて実験的に求めることができる。本実施形態では、k1=0.05で設定されている。係数k1は、0.05には限定されず、0.01、0.025、0.1、0.15、0.2などの任意の数値で設定されてもよい。
Vp2=Vp1+k2・(La-Lm) ・・・式(2)
Vp1:通常時のパイロット電圧の目標電圧値
k2:係数
目標電圧値Vp1は、変位量Laと、基準変位Lmとの差が第一範囲に含まれる場合に印加される電圧値に相当する。係数k2は、パイロット電圧の目標電圧値の補正量を規定する係数である。係数k2は、例えば、スタッド80の変位量と、パイロット電圧の電圧値との対応関係を用いて実験的に求めることができる。本実施形態では、k2=3.8で設定されている。係数k2は、3.8には限定されず、2.0、3.0、4.0、5.0などの任意の数値で設定されてもよい。
Im3=k3・Im1 ・・・式(3)
k3:係数
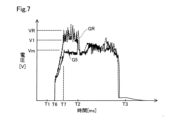
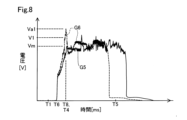
係数k3は、スタッド80および母材90に与えられた熱量を調節するための係数である。ここで、パイロットアーク期間に第一閾値V1を超えた過剰な電圧が印加されると、スタッド80および母材90には、通常時よりも大きい熱量が与えられる。この母材90およびスタッド80に与えられた過剰な熱量に相当する分の熱量を低減するために、係数k3を用いることによって、メイン電流の電流値は、低減される。係数k3は、例えば、パイロットアーク期間において第一閾値V1よりも大きい実行電圧を母材90およびスタッド80に印加した場合のメイン電流の電流値と、メインアーク後の溶接品質との対応関係を用いることにより予め実験的に得ることができる。本実施形態では、k3=0.95で設定されている。係数k3は、0.95には限定されず、0.975、0.925、0.90、0.85、0.80、0.70などの任意の数値で設定されてもよい。なお、パイロットアーク期間に実測電圧が第一閾値V1を超えた場合であっても、例えば後述するステップS94の処理のみを行うことにより、充分な溶接品質が得られる場合には、ステップS92を省略することができる。
(B1)上記第1実施形態では、制御装置52は、第一補正と、第二補正との双方を実行する。これに対して、例えば、溶接ガン70の駆動機構によるスタッド80の機械的誤差が充分に小さい場合や、スタッド80と母材90との距離が溶接品質に与える影響が充分に小さい場合には、例えば、ステップS40およびステップS50を省略し、第二補正を行わず第一補正のみが実行されてもよい。この場合には、制御装置52は、ステップS30を実行した後にステップS60に移行してよい。また、第二補正を省略するとともに、さらに、ステップS80を省略してもよい。
Claims (8)
- アークスタッド溶接装置であって、
母材に対するスタッドの押し込みおよび引き上げを行う溶接ガンと、
前記溶接ガンに電力を供給可能な電源装置と、
前記溶接ガンに印加される電圧を検出するための電圧センサと、
前記母材および前記スタッドにパイロットアークを発生させるためのパイロット電力を前記溶接ガンに供給するパイロットアーク期間と、前記母材および前記スタッドにメインアークを発生させるためのメイン電力を前記溶接ガンに供給するメインアーク期間であって、前記パイロットアーク期間に前記溶接ガンに流れる電流よりも大きい電流を前記溶接ガンに流すメインアーク期間とにおいて、前記電源装置および前記溶接ガンを制御する制御装置と、を備え、
前記制御装置は、
前記パイロットアーク期間に前記電圧センサから取得した電圧値が予め定められた第一閾値よりも大きい場合に、
前記メインアーク期間における溶接の加工条件を変更する第一補正であって、前記母材および前記スタッドに発生する熱量を抑制するための第一補正を行い、
前記第一補正によって変更された前記加工条件を用いて溶接を行う、
アークスタッド溶接装置。 - 請求項1に記載のアークスタッド溶接装置であって、
前記制御装置は、前記メインアーク期間への移行タイミングを早める前記第一補正を行う、
アークスタッド溶接装置。 - 請求項1または請求項2に記載のアークスタッド溶接装置であって、
前記制御装置は、前記メイン電力の目標電流値を低減させる前記第一補正を行う、
アークスタッド溶接装置。 - 請求項1から請求項3までのいずれか一項に記載のアークスタッド溶接装置であって、
前記制御装置は、さらに、取得した前記パイロットアーク期間での電圧値が、予め定められた第二閾値であって、前記第一閾値よりも大きい第二閾値以上である場合には、前記スタッドの溶接を停止させる、
アークスタッド溶接装置。 - 請求項1から請求項4までのいずれか一項に記載のアークスタッド溶接装置であって、
さらに、前記母材に対する前記スタッドの変位量を検出する変位量センサ、を備え、
前記制御装置は、
前記パイロットアーク期間において、前記変位量と、予め定められた基準値との差が予め定められた第一範囲に含まれない場合に、
前記メインアーク期間における溶接の加工条件を変更する第二補正であって、前記熱量を調節するための第二補正を行う、
アークスタッド溶接装置。 - 請求項5に記載のアークスタッド溶接装置であって、
前記制御装置は、
前記第一範囲に含まれない場合において、前記変位量が前記基準値よりも大きい場合には、前記メイン電力の目標電流値を、前記変位量と、前記基準値との差が前記第一範囲に含まれる場合での前記メイン電力の目標電流値よりも小さい電流値に変更する前記第二補正を行い、
前記第一範囲に含まれない場合において、前記変位量が前記基準値よりも小さい場合には、前記メイン電力の目標電流値を、前記変位量と、前記基準値との差が前記第一範囲に含まれる場合での前記メイン電力の目標電流値よりも大きい電流値に変更する前記第二補正を行う、
アークスタッド溶接装置。 - 請求項5または請求項6に記載のアークスタッド溶接装置であって、
前記制御装置は、さらに、前記変位量と、前記基準値との差が、予め定められた第二範囲であって、前記第一範囲よりも広い第二範囲に含まれない場合には、前記スタッドの溶接を停止させる、
アークスタッド溶接装置。 - アークスタッド溶接方法であって、
母材およびスタッドにパイロットアークを発生させるためのパイロット電力を前記母材および前記スタッドに供給するパイロットアーク期間に、前記母材および前記スタッドに供給されるパイロット電力の電圧値を取得し、
取得した前記電圧値が予め定められた第一閾値よりも大きい場合に、
前記母材および前記スタッドにメインアークを発生させるためのメイン電力を前記母材および前記スタッドに供給するメインアーク期間であって、前記パイロットアーク期間に前記母材および前記スタッドに流れる電流よりも大きい電流を前記母材および前記スタッドに流すメインアーク期間における溶接の加工条件を変更する第一補正であって、前記母材および前記スタッドの溶接時に発生する熱量を抑制するための第一補正を行い、
前記第一補正によって変更された前記加工条件を用いて溶接を行う、
アークスタッド溶接方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021062512A JP7548860B2 (ja) | 2021-04-01 | 2021-04-01 | アークスタッド溶接装置、およびアークスタッド溶接方法 |
| CN202210211903.9A CN115194303B (zh) | 2021-04-01 | 2022-03-04 | 电弧螺柱焊接装置及电弧螺柱焊接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021062512A JP7548860B2 (ja) | 2021-04-01 | 2021-04-01 | アークスタッド溶接装置、およびアークスタッド溶接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022157957A JP2022157957A (ja) | 2022-10-14 |
| JP7548860B2 true JP7548860B2 (ja) | 2024-09-10 |
Family
ID=83559436
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021062512A Active JP7548860B2 (ja) | 2021-04-01 | 2021-04-01 | アークスタッド溶接装置、およびアークスタッド溶接方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7548860B2 (ja) |
| CN (1) | CN115194303B (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102023206132A1 (de) * | 2023-06-29 | 2025-01-02 | Vitesco Technologies GmbH | Verfahren zur Befestigung mindestens eines Verbindungselements an einem Bauteil für ein Kraftfahrzeug, Befestigungsausbildung, Verfahren zur Befestigung eines Sensors, Sensorbefestigungsausbildung, Fahrzeug, Schweißvorrichtung und Computerprogramm |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20080006613A1 (en) | 2006-07-10 | 2008-01-10 | Mark Ulrich | Short resistant welder |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3130389A1 (de) * | 1981-07-31 | 1983-02-17 | Tucker Gmbh, 6300 Giessen | Pruefverfahren fuer das anschweissen von bauteilen, insbesondere schweissbolzen, an werkstuecken mittels gezogenem lichtbogen |
| JP4717969B2 (ja) * | 1997-08-30 | 2011-07-06 | 株式会社ダイヘン | スタッド溶接ガン移動方法及び装置 |
| JPH11179546A (ja) * | 1997-12-22 | 1999-07-06 | Daihen Corp | 溶接機器動作自動設定スタッド溶接方法 |
| JPH11207463A (ja) * | 1998-01-23 | 1999-08-03 | Daihen Corp | スタッド溶接不良原因表示方法 |
| CN101327542B (zh) * | 2007-06-22 | 2010-11-17 | 唐山松下产业机器有限公司 | 一种焊接引弧及粘丝处理的控制方法和装置 |
| DE102007039308A1 (de) * | 2007-08-10 | 2009-02-12 | Newfrey Llc, Newark | Verfahren zum Kurzzeit-Bolzen Fügen |
| US10675699B2 (en) * | 2015-12-10 | 2020-06-09 | Illinois Tool Works Inc. | Systems, methods, and apparatus to preheat welding wire |
| CN111805058B (zh) * | 2020-05-05 | 2023-12-22 | 江苏军智增材航空科技有限公司 | 用于电弧法金属快速成型的专用焊机系统及其控制方法 |
-
2021
- 2021-04-01 JP JP2021062512A patent/JP7548860B2/ja active Active
-
2022
- 2022-03-04 CN CN202210211903.9A patent/CN115194303B/zh active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20080006613A1 (en) | 2006-07-10 | 2008-01-10 | Mark Ulrich | Short resistant welder |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115194303A (zh) | 2022-10-18 |
| JP2022157957A (ja) | 2022-10-14 |
| CN115194303B (zh) | 2024-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6512200B2 (en) | Welding control system | |
| EP1410867A2 (en) | Power supply for short-circuiting arc welding and automatic welding machine utilizing the same | |
| KR20140136378A (ko) | 펄스 아크 용접의 출력 제어 방법 | |
| JP7548860B2 (ja) | アークスタッド溶接装置、およびアークスタッド溶接方法 | |
| JP2010221284A (ja) | 抵抗溶接制御方法 | |
| JPH05285670A (ja) | 被膜導電部材の抵抗溶接制御方法及びその装置 | |
| JP5005332B2 (ja) | 消耗電極アーク溶接のアークスタート制御方法 | |
| JP5743081B2 (ja) | ホットワイヤ溶接の加熱制御方法および装置 | |
| JP2005066615A (ja) | 消耗電極ガスシールドアーク溶接の溶接開始時アーク長制御方法 | |
| JP5943460B2 (ja) | 消耗電極アーク溶接のアークスタート制御方法 | |
| JP5026289B2 (ja) | 消耗電極アーク溶接の短絡判別方法 | |
| CN108890081B (zh) | 稳定电弧弧长的方法和装置 | |
| JP7158144B2 (ja) | 溶接装置 | |
| JP2014083571A (ja) | 短絡期間の溶接電流制御方法 | |
| CN112423926A (zh) | 包括消耗性焊丝的电弧焊接方法 | |
| KR101221052B1 (ko) | 저항 점 용접방법 | |
| JP6135922B2 (ja) | 抵抗溶接装置、および抵抗溶接の溶接制御方法 | |
| JP5888806B2 (ja) | 2ワイヤ溶接の溶接開始方法 | |
| JP2022185997A (ja) | パルスアーク溶接電源 | |
| JP7429598B2 (ja) | アーク溶接電源 | |
| JP3489760B2 (ja) | 接合方法 | |
| JP2022099368A (ja) | パルスアーク溶接電源 | |
| US20250269456A1 (en) | Submerged arc welding system | |
| JP2918148B2 (ja) | 非消耗電極式アーク溶接制御方法 | |
| CN116710225B (zh) | 用于调节或控制由消耗材料组成的焊丝的传送速度的方法以及用于实施这种方法的激光钎焊或激光焊接设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20231101 |
|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240731 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240806 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240829 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7548860 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |