JP7527232B2 - 搬送システム - Google Patents
搬送システム Download PDFInfo
- Publication number
- JP7527232B2 JP7527232B2 JP2021051780A JP2021051780A JP7527232B2 JP 7527232 B2 JP7527232 B2 JP 7527232B2 JP 2021051780 A JP2021051780 A JP 2021051780A JP 2021051780 A JP2021051780 A JP 2021051780A JP 7527232 B2 JP7527232 B2 JP 7527232B2
- Authority
- JP
- Japan
- Prior art keywords
- empty
- container
- containers
- empty container
- buffer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000032258 transport Effects 0.000 claims description 218
- 239000000872 buffer Substances 0.000 claims description 168
- 238000000034 method Methods 0.000 claims description 48
- 230000008569 process Effects 0.000 claims description 45
- 238000010586 diagram Methods 0.000 description 6
- 238000011144 upstream manufacturing Methods 0.000 description 5
- 238000001514 detection method Methods 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000007723 transport mechanism Effects 0.000 description 1
Images











Description
前記物品を収容した状態の前記規定容器を実容器とし、前記物品を収容していない状態の前記規定容器を空容器として、
前記規定容器を保管する保管倉庫と、
前記空容器を一時的に保管する空容器バッファと、
前記空容器に前記物品を収容して、前記保管倉庫への入庫用の前記実容器を作る入庫作業を行う入庫作業エリアと、
前記保管倉庫に保管された前記実容器から出庫対象の前記物品を取り出して別の前記空容器に収容し、出庫対象の前記物品が収容された出庫用の前記実容器である出庫容器を作る出庫作業を行う出庫作業エリアと、
前記出庫作業により作られた前記出庫容器を一時的に保管する一時保管設備と、
前記一時保管設備に保管された1つ以上の前記出庫容器から前記物品を取り出して出荷用の出荷容器に収容する出荷作業を行う出荷作業エリアと、を備え、
前記保管倉庫から前記出庫作業エリアへ、前記実容器を搬送する第1搬送部と、
前記出庫作業エリアから前記保管倉庫へ、前記出庫作業により一部の前記物品が取り出された後の前記実容器を搬送する第2搬送部と、
前記出庫作業エリアから前記空容器バッファへ、前記出庫作業により全ての前記物品が取り出された後の前記空容器を搬送する第3搬送部と、
前記空容器バッファから前記出庫作業エリアへ、前記出庫作業に用いられる前記空容器を搬送する第4搬送部と、
前記出庫作業エリアから前記一時保管設備へ、前記出庫作業により作られた前記出庫容器を搬送する第5搬送部と、
前記出荷作業エリアから前記空容器バッファへ、前記出荷作業により全ての前記物品が取り出された前記空容器を搬送する第6搬送部と、
前記空容器バッファから前記入庫作業エリアへ、前記入庫作業に用いられる前記空容器を搬送する第7搬送部と、を備え、
前記第2搬送部は、前記出庫作業により全ての前記物品が取り出された前記空容器も、前記出庫作業エリアから前記保管倉庫へ搬送し、
前記保管倉庫から前記空容器バッファへ、前記保管倉庫に保管された前記空容器を搬送する第8搬送部と、
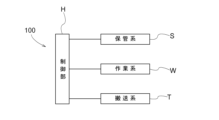
制御部と、を更に備え、
前記制御部は、前記空容器バッファが満杯になる可能性の有無を判定する予想判定処理を実行し、前記予想判定処理により前記空容器バッファが満杯になる可能性有りと判断した場合には、前記出庫作業エリアから前記保管倉庫への前記空容器の搬送を前記第2搬送部に行わせると共に前記保管倉庫に当該空容器を保管させる空容器保管処理を実行する。
また、本構成によれば、空容器バッファが空容器で満杯になる可能性が有る場合に、保管倉庫を利用して空容器を保管することができる。従って、空容器バッファが空容器で満杯になることを適切に回避することができる。
次に、搬送システムのその他の実施形態について説明する。
以下、上記において説明した搬送システムについて説明する。
前記物品を収容した状態の前記規定容器を実容器とし、前記物品を収容していない状態の前記規定容器を空容器として、
前記規定容器を保管する保管倉庫と、
前記空容器を一時的に保管する空容器バッファと、
前記空容器に前記物品を収容して、前記保管倉庫への入庫用の前記実容器を作る入庫作業を行う入庫作業エリアと、
前記保管倉庫に保管された前記実容器から出庫対象の前記物品を取り出して別の前記空容器に収容し、出庫対象の前記物品が収容された出庫用の前記実容器である出庫容器を作る出庫作業を行う出庫作業エリアと、
前記出庫作業により作られた前記出庫容器を一時的に保管する一時保管設備と、
前記一時保管設備に保管された1つ以上の前記出庫容器から前記物品を取り出して出荷用の出荷容器に収容する出荷作業を行う出荷作業エリアと、を備え、
前記保管倉庫から前記出庫作業エリアへ、前記実容器を搬送する第1搬送部と、
前記出庫作業エリアから前記保管倉庫へ、前記出庫作業により一部の前記物品が取り出された後の前記実容器を搬送する第2搬送部と、
前記出庫作業エリアから前記空容器バッファへ、前記出庫作業により全ての前記物品が取り出された後の前記空容器を搬送する第3搬送部と、
前記空容器バッファから前記出庫作業エリアへ、前記出庫作業に用いられる前記空容器を搬送する第4搬送部と、
前記出庫作業エリアから前記一時保管設備へ、前記出庫作業により作られた前記出庫容器を搬送する第5搬送部と、
前記出荷作業エリアから前記空容器バッファへ、前記出荷作業により全ての前記物品が取り出された前記空容器を搬送する第6搬送部と、
前記空容器バッファから前記入庫作業エリアへ、前記入庫作業に用いられる前記空容器を搬送する第7搬送部と、を備え、
前記第2搬送部は、前記出庫作業により全ての前記物品が取り出された前記空容器も、前記出庫作業エリアから前記保管倉庫へ搬送し、
前記保管倉庫から前記空容器バッファへ、前記保管倉庫に保管された前記空容器を搬送する第8搬送部を更に備える。
制御部を更に備え、
前記制御部は、前記空容器バッファが満杯になる可能性の有無を判定する予想判定処理を実行し、前記予想判定処理により前記空容器バッファが満杯になる可能性有りと判断した場合には、前記出庫作業エリアから前記保管倉庫への前記空容器の搬送を前記第2搬送部に行わせると共に前記保管倉庫に当該空容器を保管させる空容器保管処理を実行する、と好適である。
前記制御部は、前記空容器バッファに現在保管されている前記空容器の数と、これから実行されることが定まっている前記出荷作業により前記一時保管設備から出される予定の前記出庫容器の数と、に基づいて、前記予想判定処理を実行する、と好適である。
前記制御部は、前記空容器バッファに現在保管されている前記空容器の数が規定のしきい値以下になった場合には、前記保管倉庫から前記空容器バッファへの前記空容器の搬送を前記第8搬送部に行わせる空容器補充処理を実行する、と好適である。
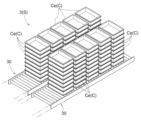
前記空容器バッファは、複数の前記空容器を段積み状態で保管可能に構成され、
前記第3搬送部、前記第6搬送部、及び前記第8搬送部は、複数の前記空容器を段積みする段積み装置を備え、
前記第3搬送部、前記第6搬送部、及び前記第8搬送部のうちの少なくとも2つは、前記段積み装置を共用している、と好適である。
1 :保管倉庫
2 :一時保管設備
3 :空容器バッファ
4 :段積み装置
C :規定容器
Ce :空容器
Cf :実容器
Cfo :出庫容器
Cx :出荷容器
G :物品
H :制御部
T1 :第1搬送部
T2 :第2搬送部
T3 :第3搬送部
T4 :第4搬送部
T5 :第5搬送部
T6 :第6搬送部
T7 :第7搬送部
T8 :第8搬送部
Wi :入庫作業エリア
Wo :出庫作業エリア
Wx :出荷作業エリア
Claims (4)
- 物品を収容可能な規定容器を搬送する搬送システムであって、
前記物品を収容した状態の前記規定容器を実容器とし、前記物品を収容していない状態の前記規定容器を空容器として、
前記規定容器を保管する保管倉庫と、
前記空容器を一時的に保管する空容器バッファと、
前記空容器に前記物品を収容して、前記保管倉庫への入庫用の前記実容器を作る入庫作業を行う入庫作業エリアと、
前記保管倉庫に保管された前記実容器から出庫対象の前記物品を取り出して別の前記空容器に収容し、出庫対象の前記物品が収容された出庫用の前記実容器である出庫容器を作る出庫作業を行う出庫作業エリアと、
前記出庫作業により作られた前記出庫容器を一時的に保管する一時保管設備と、
前記一時保管設備に保管された1つ以上の前記出庫容器から前記物品を取り出して出荷用の出荷容器に収容する出荷作業を行う出荷作業エリアと、を備え、
前記保管倉庫から前記出庫作業エリアへ、前記実容器を搬送する第1搬送部と、
前記出庫作業エリアから前記保管倉庫へ、前記出庫作業により一部の前記物品が取り出された後の前記実容器を搬送する第2搬送部と、
前記出庫作業エリアから前記空容器バッファへ、前記出庫作業により全ての前記物品が取り出された後の前記空容器を搬送する第3搬送部と、
前記空容器バッファから前記出庫作業エリアへ、前記出庫作業に用いられる前記空容器を搬送する第4搬送部と、
前記出庫作業エリアから前記一時保管設備へ、前記出庫作業により作られた前記出庫容器を搬送する第5搬送部と、
前記出荷作業エリアから前記空容器バッファへ、前記出荷作業により全ての前記物品が取り出された前記空容器を搬送する第6搬送部と、
前記空容器バッファから前記入庫作業エリアへ、前記入庫作業に用いられる前記空容器を搬送する第7搬送部と、を備え、
前記第2搬送部は、前記出庫作業により全ての前記物品が取り出された前記空容器も、前記出庫作業エリアから前記保管倉庫へ搬送し、
前記保管倉庫から前記空容器バッファへ、前記保管倉庫に保管された前記空容器を搬送する第8搬送部と、
制御部と、を更に備え、
前記制御部は、前記空容器バッファが満杯になる可能性の有無を判定する予想判定処理を実行し、前記予想判定処理により前記空容器バッファが満杯になる可能性有りと判断した場合には、前記出庫作業エリアから前記保管倉庫への前記空容器の搬送を前記第2搬送部に行わせると共に前記保管倉庫に当該空容器を保管させる空容器保管処理を実行する、搬送システム。 - 前記制御部は、前記空容器バッファに現在保管されている前記空容器の数と、これから実行されることが定まっている前記出荷作業により前記一時保管設備から出される予定の前記出庫容器の数と、に基づいて、前記予想判定処理を実行する、請求項1に記載の搬送システム。
- 前記制御部は、前記空容器バッファに現在保管されている前記空容器の数が規定のしきい値以下になった場合には、前記保管倉庫から前記空容器バッファへの前記空容器の搬送を前記第8搬送部に行わせる空容器補充処理を実行する、請求項1又は2に記載の搬送システム。
- 前記空容器バッファは、複数の前記空容器を段積み状態で保管可能に構成され、
前記第3搬送部、前記第6搬送部、及び前記第8搬送部は、複数の前記空容器を段積みする段積み装置を備え、
前記第3搬送部、前記第6搬送部、及び前記第8搬送部のうちの少なくとも2つは、前記段積み装置を共用している、請求項1から3のいずれか一項に記載の搬送システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021051780A JP7527232B2 (ja) | 2021-03-25 | 2021-03-25 | 搬送システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021051780A JP7527232B2 (ja) | 2021-03-25 | 2021-03-25 | 搬送システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022149564A JP2022149564A (ja) | 2022-10-07 |
| JP7527232B2 true JP7527232B2 (ja) | 2024-08-02 |
Family
ID=83465112
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021051780A Active JP7527232B2 (ja) | 2021-03-25 | 2021-03-25 | 搬送システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7527232B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN119142694B (zh) * | 2024-11-19 | 2025-03-14 | 杭州海康机器人股份有限公司 | 料箱出入库控制方法、装置、电子设备和可读存储介质 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009280294A (ja) | 2008-05-19 | 2009-12-03 | Yamato Logistics Co Ltd | 物品搬送システム |
| JP2012162376A (ja) | 2011-02-09 | 2012-08-30 | Daifuku Co Ltd | ピッキング方法 |
| JP2020075804A (ja) | 2018-11-09 | 2020-05-21 | 株式会社ダイフク | コンテナ搬送システム |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3483048B2 (ja) * | 1994-03-31 | 2004-01-06 | 日立金属株式会社 | 平面式自動倉庫の入出庫方法 |
-
2021
- 2021-03-25 JP JP2021051780A patent/JP7527232B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009280294A (ja) | 2008-05-19 | 2009-12-03 | Yamato Logistics Co Ltd | 物品搬送システム |
| JP2012162376A (ja) | 2011-02-09 | 2012-08-30 | Daifuku Co Ltd | ピッキング方法 |
| JP2020075804A (ja) | 2018-11-09 | 2020-05-21 | 株式会社ダイフク | コンテナ搬送システム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022149564A (ja) | 2022-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6229729B2 (ja) | 保管庫 | |
| JP6155970B2 (ja) | 物品保管設備 | |
| KR102465387B1 (ko) | 물품 적재 설비 | |
| JP7527232B2 (ja) | 搬送システム | |
| JP2017109821A (ja) | 自動倉庫の制御装置 | |
| JP2009220986A (ja) | 自動倉庫の荷保管方法 | |
| JP7172194B2 (ja) | 物品搬送設備及び物品搬送方法 | |
| JP5796300B2 (ja) | 自動倉庫 | |
| JP4407833B2 (ja) | 自動倉庫 | |
| JP7444138B2 (ja) | 物品収容設備 | |
| JP7770276B2 (ja) | ピッキングシステム | |
| JP2019011203A (ja) | 自動倉庫の制御装置 | |
| JP2005272053A (ja) | 物品収納設備 | |
| JP7167644B2 (ja) | コンテナ搬送システム | |
| JP7501299B2 (ja) | 自動倉庫システム、および異常対応方法 | |
| JP2022074740A (ja) | 荷物積付装置及び方法 | |
| JP7494822B2 (ja) | 容器搬送設備 | |
| JP4497451B2 (ja) | 自動倉庫管理装置 | |
| JP7589861B2 (ja) | 自動倉庫システム、および荷物保管方法 | |
| JP3932119B2 (ja) | 搬送制御システム | |
| JPS6219322B2 (ja) | ||
| JP2025023687A (ja) | 物品保管設備 | |
| JP2880764B2 (ja) | 被搬送物搬送方式 | |
| WO2025195098A1 (zh) | 搬运方法、搬运装置和仓储系统 | |
| JP2025018453A (ja) | 物品保管設備 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230822 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240314 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240326 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240520 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240702 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240723 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7527232 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |