JP7445758B2 - 切削インサート、切削工具及び切削加工物の製造方法 - Google Patents
切削インサート、切削工具及び切削加工物の製造方法 Download PDFInfo
- Publication number
- JP7445758B2 JP7445758B2 JP2022528777A JP2022528777A JP7445758B2 JP 7445758 B2 JP7445758 B2 JP 7445758B2 JP 2022528777 A JP2022528777 A JP 2022528777A JP 2022528777 A JP2022528777 A JP 2022528777A JP 7445758 B2 JP7445758 B2 JP 7445758B2
- Authority
- JP
- Japan
- Prior art keywords
- region
- central axis
- central
- cutting
- insert
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005520 cutting process Methods 0.000 title claims description 119
- 238000004519 manufacturing process Methods 0.000 title claims description 12
- 238000013459 approach Methods 0.000 claims description 14
- 238000000034 method Methods 0.000 claims description 6
- 230000000452 restraining effect Effects 0.000 description 13
- 239000000463 material Substances 0.000 description 10
- MTPVUVINMAGMJL-UHFFFAOYSA-N trimethyl(1,1,2,2,2-pentafluoroethyl)silane Chemical compound C[Si](C)(C)C(F)(F)C(F)(F)F MTPVUVINMAGMJL-UHFFFAOYSA-N 0.000 description 5
- 238000010586 diagram Methods 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 229910001018 Cast iron Inorganic materials 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical compound [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 description 2
- 239000011195 cermet Substances 0.000 description 2
- 238000005229 chemical vapour deposition Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000014509 gene expression Effects 0.000 description 2
- 238000003801 milling Methods 0.000 description 2
- 238000005240 physical vapour deposition Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229910009043 WC-Co Inorganic materials 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- -1 ferrous metals Chemical class 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 150000003609 titanium compounds Chemical class 0.000 description 1
Images



















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/10—Shank-type cutters, i.e. with an integral shaft
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/202—Plate-like cutting inserts with special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/10—Shank-type cutters, i.e. with an integral shaft
- B23C5/109—Shank-type cutters, i.e. with an integral shaft with removable cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/22—Securing arrangements for bits or teeth or cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/12—Side or flank surfaces
- B23C2200/125—Side or flank surfaces discontinuous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/28—Angles
- B23C2200/284—Negative clearance angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/28—Angles
- B23C2200/287—Positive rake angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/02—Connections between the shanks and detachable cutting heads
Description
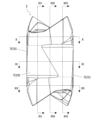
以下、本開示の限定されない一面の切削インサート1(以下、「インサート1」ということがある。)について、図面を用いて詳細に説明する。但し、以下で参照する各図では、説明の便宜上、実施形態を説明する上で必要な主要部材のみが簡略化して示される。したがって、インサート1は、参照する各図に示されない任意の構成部材を備え得る。また、各図中の部材の寸法は、実際の構成部材の寸法及び各部材の寸法比率などを忠実に表したものではない。
次に、本開示の限定されない一面の切削工具101について図16~図18を用いて説明する。なお、図16などにおいて、切削工具101の回転軸O3を二点鎖線で示すとともに、回転軸O3の回転方向を矢印Y1で示す。
次に、本開示の限定されない一面の切削加工物203の製造方法について図19~図21を用いて説明する。
(1)上記の限定されない実施形態に代表される切削工具101を回転させる工程と、
(2)回転する切削工具101を被削材201に接触させる工程と、
(3)切削工具101を被削材201から離す工程と、
を備えてもよい。
3・・・上面
5・・・下面
7・・・側面
9・・・上切刃
11・・・下切刃
13・・・第1辺
15・・・第2辺
17・・・第3辺
19・・・第1側面
21・・・第2側面
23・・・第3側面
25・・・貫通孔
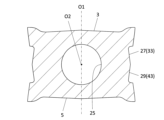
27・・・第1領域
29・・・第2領域
31・・・第1中央領域
33・・・第1上領域
33a・・中央
35・・・第1下領域
37・・・第1逃げ面
39・・・第2中央領域
41・・・第2上領域
43・・・第2下領域
43a・・中央
45・・・第2逃げ面
47・・・境界
49・・・境界
51・・・第1段差部
53・・・境界
55・・・第2段差部
57・・・境界
101・・・切削工具
103・・・ホルダ
103a・・第1端
103b・・第2端
105・・・ポケット
107・・・ネジ
201・・・被削材
203・・・切削加工物
O1・・・切削インサートの中心軸
O2・・・貫通孔の中心軸
O3・・・回転軸
Claims (12)
- 多角形状であって第1辺を有する上面と、
前記上面の反対側に位置する下面と、
前記上面及び前記下面の間に位置する側面と、
前記上面及び前記側面の交わりに位置する上切刃と、
前記下面及び前記側面の交わりに位置する下切刃と、を有し、
前記上面の中心及び前記下面の中心を通る仮想直線が中心軸であって、
前記中心軸に直交するとともに、前記上面及び前記下面の中間に位置する仮想平面をさらに有し、
前記側面は、前記第1辺及び前記下面の間に位置する第1側面を有し、
前記第1側面は、前記中心軸に直交する断面において凸形状であって、且つ、
平らな第1領域と、
前記第1領域に対して傾斜した平らな第2領域と、を有し、
前記第1領域は、
第1中央領域と、
側面視した場合に前記仮想平面と重なり合う位置が境界であって、前記第1中央領域よりも前記上面の近くに位置し、前記第1中央領域よりも前記中心軸に直交する方向の幅の最大値が大きい第1上領域と、
前記仮想平面及び前記第1領域の下端の間での前記中心軸に沿った方向における中間点を通るとともに前記中心軸に直交する線が境界であって、前記第1中央領域よりも前記下面の近くに位置し、前記第1中央領域よりも前記中心軸に直交する方向の幅の最大値が大きい第1下領域と、を有する、切削インサート。 - 前記第1上領域における前記中心軸に直交する方向の幅の最大値が、前記第1下領域における前記中心軸に直交する方向の幅の最大値よりも大きい、請求項1に記載の切削インサート。
- 前記第1側面は、前記第1領域及び前記上面の間に位置する第1逃げ面をさらに有し、
前記第1領域は、前記中心軸に沿った断面において、前記第1逃げ面よりも前記中心軸の近くに位置する、請求項1又は2に記載の切削インサート。 - 前記第1領域は、前記中心軸に沿った断面において、前記上面に近づくにしたがって前記中心軸に近づく、請求項1~3のいずれか1つに記載の切削インサート。
- 前記第2領域は、
第2中央領域と、
前記仮想平面及び前記第2領域の上端の間での前記中心軸に沿った方向における中間点を通るとともに前記中心軸に直交する線が境界であって、前記第2中央領域よりも前記上面の近くに位置し、前記第2中央領域よりも前記中心軸に直交する方向の幅の最大値が大きい第2上領域と、
側面視した場合に前記仮想平面と重なり合う位置が境界であって、前記第2中央領域よりも前記下面の近くに位置し、前記第2中央領域よりも前記中心軸に直交する方向の幅の最大値が大きい第2下領域と、を有する、請求項1~4のいずれか1つに記載の切削インサート。 - 前記第2下領域における前記中心軸に直交する方向の幅の最大値が、前記第2上領域における前記中心軸に直交する方向の幅の最大値よりも大きい、請求項5に記載の切削インサート。
- 前記第1側面は、前記第2領域及び前記下面の間に位置する第2逃げ面をさらに有し、
前記第2領域は、前記中心軸に沿った断面において、前記第2逃げ面よりも前記中心軸の近くに位置する、請求項5又は6に記載の切削インサート。 - 前記第2領域は、前記中心軸に沿った断面において、前記下面に近づくにしたがって前記中心軸に近づく、請求項5~7のいずれか1つに記載の切削インサート。
- 前記第1上領域は、前記中心軸に直交する方向において、前記第2中央領域と隣り合う、請求項5~8のいずれか1つに記載の切削インサート。
- 前記第2下領域は、前記中心軸に直交する方向において、前記第1中央領域と隣り合う、請求項5~9のいずれか1つに記載の切削インサート。
- 回転軸に沿って第1端から第2端にかけて延びた円柱形状であって、前記第1端の側に位置するポケットを有するホルダと、
前記ポケット内に位置する、請求項1~10のいずれか1つに記載の切削インサートと、を有する切削工具。 - 請求項11に記載の切削工具を回転させる工程と、
回転する前記切削工具を被削材に接触させる工程と、
前記切削工具を前記被削材から離す工程と、を備えた、切削加工物の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024026985A JP2024051059A (ja) | 2020-06-03 | 2024-02-26 | 切削インサート、切削工具及び切削加工物の製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020096644 | 2020-06-03 | ||
| JP2020096644 | 2020-06-03 | ||
| PCT/JP2021/020213 WO2021246283A1 (ja) | 2020-06-03 | 2021-05-27 | 切削インサート、切削工具及び切削加工物の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2024026985A Division JP2024051059A (ja) | 2020-06-03 | 2024-02-26 | 切削インサート、切削工具及び切削加工物の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2021246283A1 JPWO2021246283A1 (ja) | 2021-12-09 |
| JP7445758B2 true JP7445758B2 (ja) | 2024-03-07 |
Family
ID=78831131
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022528777A Active JP7445758B2 (ja) | 2020-06-03 | 2021-05-27 | 切削インサート、切削工具及び切削加工物の製造方法 |
| JP2024026985A Pending JP2024051059A (ja) | 2020-06-03 | 2024-02-26 | 切削インサート、切削工具及び切削加工物の製造方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2024026985A Pending JP2024051059A (ja) | 2020-06-03 | 2024-02-26 | 切削インサート、切削工具及び切削加工物の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20230219150A1 (ja) |
| JP (2) | JP7445758B2 (ja) |
| CN (1) | CN115697606A (ja) |
| DE (1) | DE112021003098T5 (ja) |
| WO (1) | WO2021246283A1 (ja) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011519744A (ja) | 2008-05-07 | 2011-07-14 | ティーディーワイ・インダストリーズ・インコーポレーテッド | 切削工具システム、切削差込み工具及び工具ホルダー |
| JP2013091153A (ja) | 2011-10-04 | 2013-05-16 | Mitsubishi Materials Corp | 切削インサートおよび刃先交換式切削工具 |
| JP2013107198A (ja) | 2011-11-23 | 2013-06-06 | Sandvik Intellectual Property Ab | 切削インサート及び転削工具 |
| JP2013535351A (ja) | 2010-08-13 | 2013-09-12 | インガーソル カッティング ツール カンパニー | コーナ側面に凹状の逃げくぼみが形成された切削インサート |
| JP2014083667A (ja) | 2012-10-26 | 2014-05-12 | Mitsubishi Materials Corp | 切削インサートおよび刃先交換式切削工具 |
| JP2014200878A (ja) | 2013-04-03 | 2014-10-27 | 三菱マテリアル株式会社 | 切削インサートおよび刃先交換式切削工具 |
| JP2016163910A (ja) | 2013-07-04 | 2016-09-08 | 株式会社タンガロイ | 切削インサート、工具ボデーおよび切削工具 |
| US20170014920A1 (en) | 2015-07-16 | 2017-01-19 | Kennametal Inc. | Double-sided tangential cutting insert and cutting tool system using the same |
| US20200023446A1 (en) | 2017-04-11 | 2020-01-23 | Korloy Inc. | High-feed cutting insert and cutting tool equipped with same |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7104735B2 (en) | 2004-09-02 | 2006-09-12 | Ingersoll Cutting Tool Company | Tangential cutting insert and milling cutter |
| JP4491404B2 (ja) | 2005-11-07 | 2010-06-30 | 住友電工ハードメタル株式会社 | 刃先交換式チップと刃先交換式隅削りフライスカッタ |
| KR102339240B1 (ko) | 2013-10-15 | 2021-12-15 | 더 스크립스 리서치 인스티튜트 | 펩타이드 키메라 항원 수용체 t 세포 스위치 및 이의 용도 |
| KR102424211B1 (ko) | 2015-09-15 | 2022-07-21 | 미쓰비시 마테리알 가부시키가이샤 | 절삭 인서트 및 날끝 교환식 절삭 공구 |
-
2021
- 2021-05-27 DE DE112021003098.1T patent/DE112021003098T5/de active Pending
- 2021-05-27 JP JP2022528777A patent/JP7445758B2/ja active Active
- 2021-05-27 CN CN202180037411.6A patent/CN115697606A/zh active Pending
- 2021-05-27 US US18/000,394 patent/US20230219150A1/en active Pending
- 2021-05-27 WO PCT/JP2021/020213 patent/WO2021246283A1/ja active Application Filing
-
2024
- 2024-02-26 JP JP2024026985A patent/JP2024051059A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011519744A (ja) | 2008-05-07 | 2011-07-14 | ティーディーワイ・インダストリーズ・インコーポレーテッド | 切削工具システム、切削差込み工具及び工具ホルダー |
| JP2013535351A (ja) | 2010-08-13 | 2013-09-12 | インガーソル カッティング ツール カンパニー | コーナ側面に凹状の逃げくぼみが形成された切削インサート |
| JP2013091153A (ja) | 2011-10-04 | 2013-05-16 | Mitsubishi Materials Corp | 切削インサートおよび刃先交換式切削工具 |
| JP2013107198A (ja) | 2011-11-23 | 2013-06-06 | Sandvik Intellectual Property Ab | 切削インサート及び転削工具 |
| JP2014083667A (ja) | 2012-10-26 | 2014-05-12 | Mitsubishi Materials Corp | 切削インサートおよび刃先交換式切削工具 |
| JP2014200878A (ja) | 2013-04-03 | 2014-10-27 | 三菱マテリアル株式会社 | 切削インサートおよび刃先交換式切削工具 |
| JP2016163910A (ja) | 2013-07-04 | 2016-09-08 | 株式会社タンガロイ | 切削インサート、工具ボデーおよび切削工具 |
| US20170014920A1 (en) | 2015-07-16 | 2017-01-19 | Kennametal Inc. | Double-sided tangential cutting insert and cutting tool system using the same |
| US20200023446A1 (en) | 2017-04-11 | 2020-01-23 | Korloy Inc. | High-feed cutting insert and cutting tool equipped with same |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021246283A1 (ja) | 2021-12-09 |
| US20230219150A1 (en) | 2023-07-13 |
| WO2021246283A1 (ja) | 2021-12-09 |
| DE112021003098T5 (de) | 2023-04-06 |
| CN115697606A (zh) | 2023-02-03 |
| JP2024051059A (ja) | 2024-04-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021193709A1 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| WO2019039547A1 (ja) | インサート | |
| WO2021246321A1 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| CN110944777B (zh) | 切削刀片、切削工具以及切削加工物的制造方法 | |
| JP7445758B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| CN111148590B (zh) | 切削刀片、切削刀具以及切削加工物的制造方法 | |
| CN112135703A (zh) | 切削刀片、切削工具以及切削加工物的制造方法 | |
| JP7114733B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP7257230B2 (ja) | 切削インサート、切削工具、及び切削加工物の製造方法 | |
| JP7114732B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| CN110944783B (zh) | 切削刀片、切削工具以及切削加工物的制造方法 | |
| CN111050960B (zh) | 切削镶刀、切削工具以及切削加工物的制造方法 | |
| JP7344168B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| WO2023063184A1 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| KR102540681B1 (ko) | 절삭 인서트, 절삭 공구 및 절삭 가공물의 제조 방법 | |
| JP6877921B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| WO2021193705A1 (ja) | 回転工具及び切削加工物の製造方法 | |
| WO2023063183A1 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP7344385B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP7117389B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| US20200130072A1 (en) | Cutting insert, cutting tool, and method for manufacturing machined product |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231115 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231222 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240130 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240226 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7445758 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |