JP7393545B2 - ワーク加工装置 - Google Patents
ワーク加工装置 Download PDFInfo
- Publication number
- JP7393545B2 JP7393545B2 JP2022529122A JP2022529122A JP7393545B2 JP 7393545 B2 JP7393545 B2 JP 7393545B2 JP 2022529122 A JP2022529122 A JP 2022529122A JP 2022529122 A JP2022529122 A JP 2022529122A JP 7393545 B2 JP7393545 B2 JP 7393545B2
- Authority
- JP
- Japan
- Prior art keywords
- machining
- processing
- monitoring
- monitoring range
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000012545 processing Methods 0.000 title claims description 141
- 238000012544 monitoring process Methods 0.000 claims description 220
- 238000001514 detection method Methods 0.000 claims description 59
- 238000003860 storage Methods 0.000 claims description 23
- 238000003754 machining Methods 0.000 description 170
- 238000005520 cutting process Methods 0.000 description 34
- 238000000034 method Methods 0.000 description 28
- 230000033001 locomotion Effects 0.000 description 23
- 230000008569 process Effects 0.000 description 18
- 238000005070 sampling Methods 0.000 description 18
- 230000009467 reduction Effects 0.000 description 12
- 230000008859 change Effects 0.000 description 8
- 238000004891 communication Methods 0.000 description 8
- 230000035945 sensitivity Effects 0.000 description 6
- 238000010586 diagram Methods 0.000 description 5
- 238000007689 inspection Methods 0.000 description 4
- 230000005856 abnormality Effects 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 230000003247 decreasing effect Effects 0.000 description 3
- 238000005553 drilling Methods 0.000 description 3
- 238000003801 milling Methods 0.000 description 3
- 238000012805 post-processing Methods 0.000 description 2
- 238000007781 pre-processing Methods 0.000 description 2
- 230000002159 abnormal effect Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000013500 data storage Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000007726 management method Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images











Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/4155—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by programme execution, i.e. part programme or machine function execution, e.g. selection of a programme
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q15/00—Automatic control or regulation of feed movement, cutting velocity or position of tool or work
- B23Q15/007—Automatic control or regulation of feed movement, cutting velocity or position of tool or work while the tool acts upon the workpiece
- B23Q15/12—Adaptive control, i.e. adjusting itself to have a performance which is optimum according to a preassigned criterion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/09—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/33—Director till display
- G05B2219/33099—Computer numerical control [CNC]; Software control [SWC]
Description
以下、ワーク加工装置が適用された加工システムの一例である一実施形態について説明する。加工システム(ライン生産設備)10は、図1に示すように、複数のベースモジュール20と、そのベースモジュール20に設けられた複数(本実施形態では10個)の作業機モジュール30と、多関節ロボット(以下、ロボットと称する場合もある。)70(例えば、図2参照)と、を備えている。加工システム10は、複数のモジュール(ベースモジュール20や作業機モジュール30)をライン化して構成され、ワークWを機械加工する。以下の説明では、加工システム10に関する「前後」,「左右」,「上下」を、加工システム10の正面側から見た場合における前後,左右,上下として扱うこととする。
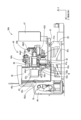
旋盤モジュール30Aは、旋盤がモジュール化されたものである。旋盤は、加工対象物であるワークWを回転させて、固定した切削工具43aで加工する「ワーク加工装置」である。切削工具43aは、ワークWを加工する「加工工具」である。ワーク加工装置は、切削工具43a(加工工具)を使用してワークWの加工を加工工程(加工プログラム)に沿って実行可能である。旋盤モジュール30Aは、図2に示すように、可動ベッド41、主軸台42、工具台43、工具台移動装置44、加工室45、走行室46及びモジュール制御装置47(以下、制御装置47と称する場合もある。)を有している。
制御装置(モジュール制御装置)47は、主軸42a、回転駆動部43c、工具台移動装置44などを駆動制御する制御装置である。制御装置47は、図3に示すように、入出力装置47a、記憶装置47b、通信装置47c、回転駆動部43c、電流センサ42e,44a3,44b3及びサーボモータ42d,44a2,44b2に接続されている。制御装置47は、マイクロコンピュータ(不図示)を有しており、マイクロコンピュータは、バスを介してそれぞれ接続された入出力インターフェース、CPU、RAMおよびROM(いずれも不図示)を備えている。CPUは、各種プログラムを実施して、入出力装置47a、記憶装置47b、通信装置47c及び電流センサ42e,44a3,44b3からデータを取得したり、入出力装置47a、主軸42a(サーボモータ42d)、回転駆動部43c及び工具台移動装置44(サーボモータ44a2,44b2)を制御したりする。RAMは同プログラムの実施に必要な変数を一時的に記憶するものであり、ROMは前記プログラムを記憶するものである。
表示パネル11aには、図5に示す上下限値調整画面100が表示可能である。上下限値調整画面100は、負荷データを表示可能であるデータ表示部110、及び負荷データの負荷監視範囲(監視範囲の上下限値)を調整するための操作部120が表示されている。操作部120は、作業者によって入力操作可能である後述の各操作キー121~146を備えている。
ドリミルモジュール30Bは、ドリルによる孔開けやミーリング加工等を行うマシニングセンタがモジュール化されたものである。マシニングセンタは、固定したワークWに対し、回転する工具(回転工具)を押し当てて加工する「ワーク加工装置」である。ドリミルモジュール30Bは、図6に示すように、可動ベッド51、主軸ヘッド52、主軸ヘッド移動装置53、ワークテーブル54、加工室55、走行室56及びモジュール制御装置57(本明細書にて制御装置57と称する場合もある。)を有している。
制御装置(モジュール制御装置)57は、主軸52a、主軸ヘッド移動装置53などを駆動制御する制御装置である。制御装置57は、図7に示すように、入出力装置57a、記憶装置57b、通信装置57c、ワークテーブル54、電流センサ52d,53a2,53b2,53c2及びサーボモータ52c,53a1,53b1,53c1に接続されている。制御装置57は、マイクロコンピュータ(不図示)を有しており、マイクロコンピュータは、バスを介してそれぞれ接続された入出力インターフェース、CPU、RAMおよびROM(いずれも不図示)を備えている。CPUは、各種プログラムを実施して、入出力装置57a、記憶装置57b、通信装置57c及び電流センサ52d,53a2,53b2,53c2からデータを取得したり、入出力装置57a、主軸52a(サーボモータ52c)及び主軸ヘッド移動装置53(サーボモータ53a1,53b1,53c1)を制御したりする。RAMは同プログラムの実施に必要な変数を一時的に記憶するものであり、ROMは前記プログラムを記憶するものである。
加工前ストックモジュール30Cは、加工システム10にワークWを投入するモジュール(ワーク投入モジュール)である。加工後ストックモジュール30Dは、加工システム10によって実施されるワークWに対する一連の加工工程が完了した完成品を収納して排出するモジュール(ワーク排出モジュール)である。検測モジュール30Eは、上流にて加工されたワークW(例えば加工中又は加工後のワークW)を検測(測定、計測)するもの(計測装置)である。仮置モジュール30Fは、加工システム10による一連の加工工程中において、ワークWを仮置きするためのものである。検測モジュール30E及び仮置モジュール30Fは、旋盤モジュール30A及びドリミルモジュール30Bと同様に、走行室(不図示)を有している。
さらに、上述したワーク加工装置(旋盤モジュール30A)によるワークWの加工(切削)について図8に示すフローチャートに沿って説明する。制御装置47は、本フローチャートに沿った処理を実施する。
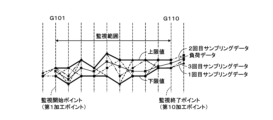
次に、制御装置47は、加工負荷(検出可能な物理量)の状態を監視するための監視範囲を自動的に指定する(ステップS114:自動指定部)。尚、監視範囲は、加工工程に沿って加工負荷(検出可能物理量)の状態を監視(判定)するための範囲である。負荷データが監視範囲の上下限値の範囲(上下限範囲)内にあれば、加工負荷は正常状態であり、監視範囲の上下限範囲外であれば、加工負荷は異常状態である。監視範囲は、加工工程に沿った方向では監視を開始する監視開始ポイント(監視開始点)から監視を終了する監視終了ポイント(監視終了点)までの間の範囲(この範囲を監視区間という場合がある。)である。監視範囲は、加工負荷の大きさに沿った方向では上限値と下限値とによって規定される範囲(上下限範囲)である。
説明を図8に示すステップS120以降に進める。すなわち、制御装置47は、監視範囲の自動指定が終了すると、自動的に指定した監視範囲の解像度を設定する(初期設定;ステップS124,126)とともに監視範囲の上下限値を設定する(ステップS128)。例えば、制御装置47は、ワークWの加工(ワーク加工)をN回実施し、N回分の負荷データ(実検出データ)を使用することにより、初期設定された解像度にて監視範囲の上下限値を自動的に設定する。
次に、制御装置47は、先にステップS128にて自動的に上下限値を設定した監視範囲の解像度を手動で調整(設定)したり、先にステップS128にて自動的に設定した監視範囲の上下限値を手動で調整(設定)したりする。これにより、作業者は、手動操作によって、監視範囲の上下限値をより簡便に調整することができる。
具体的には、制御装置47は、作業者の解像度調整操作にしたがって設定済みの監視範囲の解像度を調整(変更)することが可能である(ステップS134:監視範囲解像度調整部)。作業者が、監視範囲の解像度の調整が必要であると考えた場合には、監視範囲の解像度を調整するための解像度調整操作を行う。尚、監視範囲の解像度の調整が不要であると考えた場合には、作業者は解像度調整操作が不要の旨の操作(調整不要操作)を行う。
また、制御装置47は、作業者の上下限値調整操作にしたがって設定済みの監視範囲の上下限値を調整することができる(ステップS138:監視範囲上下限値調整部)。作業者が、監視範囲の上下限値の調整が必要であると考えた場合には、監視範囲の上下限値を調整するための上下限値調整操作を行う。尚、監視範囲の調整が不要であると考えた場合には、作業者は調整操作が不要の旨の操作(調整不要操作)を行う。
上述した実施形態によるワーク加工装置(旋盤モジュール30A,ドリミルモジュール30B)は、切削工具43a,52b(加工工具)を使用してワークWの加工を実行可能であるワーク加工装置であって、ワークWの加工に係る物理量であって検出可能である加工負荷(検出可能物理量)を、加工負荷の状態を監視するための監視範囲において所定間隔の検出ポイント毎に検出する検出部(制御装置47,57:ステップS108)と、ステップS108によって実際に検出された実検出データである加工データを記憶する記憶装置47b,57bと、記憶装置47b,57bに記憶されている実検出データを、監視範囲の監視開始点から監視終了点までの間にて予め設定された検出ポイントの数(解像度)に応じて分割することにより一または複数のグループを形成するグループ形成部(制御装置47,57:ステップS126,304)と、ステップS126,304によって形成されたグループ毎に、該各グループに属する実検出データに基づいて監視範囲の上限値及び下限値を設定する設定部(制御装置47,57:ステップS128,306)と、を備えている。
これによれば、検出ポイントの数は、監視範囲の監視区間の分割に寄与するパラメータであり、作業者の入力操作によって変更可能であるので、作業者の検出ポイント数の入力操作により簡便かつ確実に監視範囲の上下限値の調整(変更)を実施することができる。
Claims (2)
- 加工工具を使用してワークの加工を実行可能であるワーク加工装置であって、
前記ワークの加工に係る物理量であって検出可能である検出可能物理量を、前記検出可能物理量の状態を監視するための監視範囲において所定間隔の検出時点毎に検出する検出部と、
前記検出部によって実際に検出された実検出データである加工データを記憶する記憶装置と、
前記記憶装置に記憶されている前記実検出データを、前記監視範囲の監視開始時点から監視終了時点までの間にて予め設定された前記検出時点の数に応じて分割することにより一または複数のグループを形成するグループ形成部と、
前記グループ形成部によって形成された前記グループ毎に、該各グループに属する前記実検出データに基づいて前記監視範囲の上限値及び下限値を設定する設定部と、
を備えたワーク加工装置。 - 前記検出時点の数は、作業者の入力装置への入力操作によって設定変更可能である請求項1に記載のワーク加工装置。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/021501 WO2021245717A1 (ja) | 2020-05-30 | 2020-05-30 | ワーク加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2021245717A1 JPWO2021245717A1 (ja) | 2021-12-09 |
| JP7393545B2 true JP7393545B2 (ja) | 2023-12-06 |
Family
ID=78830976
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022529122A Active JP7393545B2 (ja) | 2020-05-30 | 2020-05-30 | ワーク加工装置 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20230176546A1 (ja) |
| JP (1) | JP7393545B2 (ja) |
| WO (1) | WO2021245717A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007052797A (ja) | 2006-09-08 | 2007-03-01 | Sofutorokkusu:Kk | 加工工程の監視方法 |
| JP2009285792A (ja) | 2008-05-29 | 2009-12-10 | Miyano:Kk | Nc工作機械におけるツールモニタ方法 |
| WO2013108435A1 (ja) | 2012-01-19 | 2013-07-25 | 富士機械製造株式会社 | 工具異常判別システム |
| WO2014068644A1 (ja) | 2012-10-29 | 2014-05-08 | 富士機械製造株式会社 | 監視区間自動設定装置、工作機械、および監視区間自動設定方法 |
| JP2014172102A (ja) | 2013-03-06 | 2014-09-22 | Fuji Mach Mfg Co Ltd | 工具異常判別システム |
| WO2020021044A1 (de) | 2018-07-25 | 2020-01-30 | Zwerger Michael | Verfahren zur überwachung einer werkzeugmaschine, überwachungsvorrichtung, werkzeugmaschine und computerprogrammprodukt |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3166430B2 (ja) * | 1993-07-12 | 2001-05-14 | 村田機械株式会社 | 切削負荷の監視方法およびローダ負荷の監視方法 |
-
2020
- 2020-05-30 WO PCT/JP2020/021501 patent/WO2021245717A1/ja active Application Filing
- 2020-05-30 US US17/996,979 patent/US20230176546A1/en active Pending
- 2020-05-30 JP JP2022529122A patent/JP7393545B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007052797A (ja) | 2006-09-08 | 2007-03-01 | Sofutorokkusu:Kk | 加工工程の監視方法 |
| JP2009285792A (ja) | 2008-05-29 | 2009-12-10 | Miyano:Kk | Nc工作機械におけるツールモニタ方法 |
| WO2013108435A1 (ja) | 2012-01-19 | 2013-07-25 | 富士機械製造株式会社 | 工具異常判別システム |
| WO2014068644A1 (ja) | 2012-10-29 | 2014-05-08 | 富士機械製造株式会社 | 監視区間自動設定装置、工作機械、および監視区間自動設定方法 |
| JP2014172102A (ja) | 2013-03-06 | 2014-09-22 | Fuji Mach Mfg Co Ltd | 工具異常判別システム |
| WO2020021044A1 (de) | 2018-07-25 | 2020-01-30 | Zwerger Michael | Verfahren zur überwachung einer werkzeugmaschine, überwachungsvorrichtung, werkzeugmaschine und computerprogrammprodukt |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021245717A1 (ja) | 2021-12-09 |
| US20230176546A1 (en) | 2023-06-08 |
| WO2021245717A1 (ja) | 2021-12-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4912892B2 (ja) | 数値制御装置 | |
| US9229443B2 (en) | Numerical control machine tool | |
| EP3816745B1 (en) | Device for automatically operating machining center using cad data | |
| JP2008027045A (ja) | 干渉チェック機能を備える数値制御装置 | |
| WO2014068667A1 (ja) | 加工プログラム作成方法および装置 | |
| US7305745B2 (en) | Method and device for controlling tool selecting operation of turret tool post | |
| EP1541280A1 (en) | Tool selection method for machine tool, control device, and numerically controlled lathe | |
| EP0510204A1 (en) | Method of evaluating operating accuracy in numerically controlled machine | |
| JP7393545B2 (ja) | ワーク加工装置 | |
| JP7426476B2 (ja) | ワーク加工装置 | |
| JP7390479B2 (ja) | ワーク加工装置 | |
| JP2762788B2 (ja) | 移動体の動作表示装置及びその表示方法 | |
| JP4639058B2 (ja) | ねじ切り加工装置 | |
| WO2018138871A1 (ja) | 選択装置、選択方法及びプログラム | |
| JP6584593B2 (ja) | 工作機械 | |
| US7136718B2 (en) | Numerical control apparatus | |
| JP2023060916A (ja) | ワーク加工装置 | |
| JP3450065B2 (ja) | Nc旋盤 | |
| JP7198569B2 (ja) | 工作機械 | |
| JP2004102568A (ja) | 数値制御装置 | |
| JP7433366B2 (ja) | 加工システム、加工機、加工機の制御方法及びプログラム | |
| EP4134192A1 (en) | Lathe and method of detecting cut-off tool breakage | |
| WO2022254566A1 (ja) | 加工システム | |
| JP3342589B2 (ja) | Nc旋盤による加工方法及びその加工プログラム作成方法 | |
| JPH1165626A (ja) | 加工負荷情報検出装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220922 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230905 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231030 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20231121 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231124 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7393545 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |