JP7360080B2 - 電磁鋼板用コーティング組成物、電磁鋼板、積層コア及び回転電機 - Google Patents
電磁鋼板用コーティング組成物、電磁鋼板、積層コア及び回転電機 Download PDFInfo
- Publication number
- JP7360080B2 JP7360080B2 JP2022531912A JP2022531912A JP7360080B2 JP 7360080 B2 JP7360080 B2 JP 7360080B2 JP 2022531912 A JP2022531912 A JP 2022531912A JP 2022531912 A JP2022531912 A JP 2022531912A JP 7360080 B2 JP7360080 B2 JP 7360080B2
- Authority
- JP
- Japan
- Prior art keywords
- electrical steel
- curing agent
- coating composition
- mass
- steel sheets
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910000976 Electrical steel Inorganic materials 0.000 title claims description 58
- 239000008199 coating composition Substances 0.000 title claims description 45
- 229910000831 Steel Inorganic materials 0.000 claims description 101
- 239000010959 steel Substances 0.000 claims description 101
- 238000000576 coating method Methods 0.000 claims description 63
- 239000011248 coating agent Substances 0.000 claims description 62
- 239000003795 chemical substances by application Substances 0.000 claims description 61
- 239000003822 epoxy resin Substances 0.000 claims description 50
- 229920000647 polyepoxide Polymers 0.000 claims description 50
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 claims description 16
- 229920005989 resin Polymers 0.000 claims description 14
- 239000011347 resin Substances 0.000 claims description 14
- 125000000217 alkyl group Chemical group 0.000 claims description 10
- 229920003986 novolac Polymers 0.000 claims description 9
- 125000004432 carbon atom Chemical group C* 0.000 claims description 8
- 229920003987 resole Polymers 0.000 claims description 7
- 238000013329 compounding Methods 0.000 claims description 2
- 239000000463 material Substances 0.000 description 61
- 239000000853 adhesive Substances 0.000 description 38
- 230000001070 adhesive effect Effects 0.000 description 38
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 26
- 238000004080 punching Methods 0.000 description 18
- 238000004519 manufacturing process Methods 0.000 description 16
- 239000004925 Acrylic resin Substances 0.000 description 15
- 229920000178 Acrylic resin Polymers 0.000 description 15
- 238000010438 heat treatment Methods 0.000 description 14
- 238000000034 method Methods 0.000 description 14
- 229910052742 iron Inorganic materials 0.000 description 12
- 238000003475 lamination Methods 0.000 description 12
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 10
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 8
- 238000009413 insulation Methods 0.000 description 8
- 239000000178 monomer Substances 0.000 description 7
- 230000006866 deterioration Effects 0.000 description 6
- -1 glycidyl ester Chemical class 0.000 description 6
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 5
- 238000010030 laminating Methods 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- 239000002356 single layer Substances 0.000 description 5
- IGFHQQFPSIBGKE-UHFFFAOYSA-N 4-nonylphenol Chemical compound CCCCCCCCCC1=CC=C(O)C=C1 IGFHQQFPSIBGKE-UHFFFAOYSA-N 0.000 description 4
- 229910000565 Non-oriented electrical steel Inorganic materials 0.000 description 4
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 4
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 238000000691 measurement method Methods 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- QWBBPBRQALCEIZ-UHFFFAOYSA-N 2,3-dimethylphenol Chemical compound CC1=CC=CC(O)=C1C QWBBPBRQALCEIZ-UHFFFAOYSA-N 0.000 description 3
- 229910001224 Grain-oriented electrical steel Inorganic materials 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 230000009477 glass transition Effects 0.000 description 3
- IXQGCWUGDFDQMF-UHFFFAOYSA-N o-Hydroxyethylbenzene Natural products CCC1=CC=CC=C1O IXQGCWUGDFDQMF-UHFFFAOYSA-N 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- XRUGBBIQLIVCSI-UHFFFAOYSA-N 2,3,4-trimethylphenol Chemical compound CC1=CC=C(O)C(C)=C1C XRUGBBIQLIVCSI-UHFFFAOYSA-N 0.000 description 2
- RLEWTHFVGOXXTN-UHFFFAOYSA-N 2,3-diethylphenol Chemical compound CCC1=CC=CC(O)=C1CC RLEWTHFVGOXXTN-UHFFFAOYSA-N 0.000 description 2
- FHTGJZOULSYEOB-UHFFFAOYSA-N 2,6-di(butan-2-yl)phenol Chemical compound CCC(C)C1=CC=CC(C(C)CC)=C1O FHTGJZOULSYEOB-UHFFFAOYSA-N 0.000 description 2
- GJYCVCVHRSWLNY-UHFFFAOYSA-N 2-butylphenol Chemical compound CCCCC1=CC=CC=C1O GJYCVCVHRSWLNY-UHFFFAOYSA-N 0.000 description 2
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 2
- KJWMCPYEODZESQ-UHFFFAOYSA-N 4-Dodecylphenol Chemical compound CCCCCCCCCCCCC1=CC=C(O)C=C1 KJWMCPYEODZESQ-UHFFFAOYSA-N 0.000 description 2
- KLSLBUSXWBJMEC-UHFFFAOYSA-N 4-Propylphenol Chemical compound CCCC1=CC=C(O)C=C1 KLSLBUSXWBJMEC-UHFFFAOYSA-N 0.000 description 2
- YQUQWHNMBPIWGK-UHFFFAOYSA-N 4-isopropylphenol Chemical compound CC(C)C1=CC=C(O)C=C1 YQUQWHNMBPIWGK-UHFFFAOYSA-N 0.000 description 2
- ZUTYZAFDFLLILI-UHFFFAOYSA-N 4-sec-Butylphenol Chemical compound CCC(C)C1=CC=C(O)C=C1 ZUTYZAFDFLLILI-UHFFFAOYSA-N 0.000 description 2
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical group COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 229930003836 cresol Natural products 0.000 description 2
- QGBSISYHAICWAH-UHFFFAOYSA-N dicyandiamide Chemical compound NC(N)=NC#N QGBSISYHAICWAH-UHFFFAOYSA-N 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 230000005389 magnetism Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- QWVGKYWNOKOFNN-UHFFFAOYSA-N o-cresol Chemical compound CC1=CC=CC=C1O QWVGKYWNOKOFNN-UHFFFAOYSA-N 0.000 description 2
- 239000005011 phenolic resin Substances 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 230000001360 synchronised effect Effects 0.000 description 2
- AAAQKTZKLRYKHR-UHFFFAOYSA-N triphenylmethane Chemical compound C1=CC=CC=C1C(C=1C=CC=CC=1)C1=CC=CC=C1 AAAQKTZKLRYKHR-UHFFFAOYSA-N 0.000 description 2
- NSENZNPLAVRFMJ-UHFFFAOYSA-N 2,3-dibutylphenol Chemical compound CCCCC1=CC=CC(O)=C1CCCC NSENZNPLAVRFMJ-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- GOXQRTZXKQZDDN-UHFFFAOYSA-N 2-Ethylhexyl acrylate Chemical group CCCCC(CC)COC(=O)C=C GOXQRTZXKQZDDN-UHFFFAOYSA-N 0.000 description 1
- CYEJMVLDXAUOPN-UHFFFAOYSA-N 2-dodecylphenol Chemical compound CCCCCCCCCCCCC1=CC=CC=C1O CYEJMVLDXAUOPN-UHFFFAOYSA-N 0.000 description 1
- 125000000954 2-hydroxyethyl group Chemical group [H]C([*])([H])C([H])([H])O[H] 0.000 description 1
- LCHYEKKJCUJAKN-UHFFFAOYSA-N 2-propylphenol Chemical compound CCCC1=CC=CC=C1O LCHYEKKJCUJAKN-UHFFFAOYSA-N 0.000 description 1
- CYYZDBDROVLTJU-UHFFFAOYSA-N 4-n-Butylphenol Chemical compound CCCCC1=CC=C(O)C=C1 CYYZDBDROVLTJU-UHFFFAOYSA-N 0.000 description 1
- FKBMTBAXDISZGN-UHFFFAOYSA-N 5-methyl-3a,4,5,6,7,7a-hexahydro-2-benzofuran-1,3-dione Chemical compound C1C(C)CCC2C(=O)OC(=O)C12 FKBMTBAXDISZGN-UHFFFAOYSA-N 0.000 description 1
- OGRAOKJKVGDSFR-UHFFFAOYSA-N 6-Oxy-pseudocumol Natural products CC1=CC(C)=C(C)C(O)=C1 OGRAOKJKVGDSFR-UHFFFAOYSA-N 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 150000008065 acid anhydrides Chemical class 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 125000003545 alkoxy group Chemical group 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical group CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- KRVSOGSZCMJSLX-UHFFFAOYSA-L chromic acid Substances O[Cr](O)(=O)=O KRVSOGSZCMJSLX-UHFFFAOYSA-L 0.000 description 1
- 125000000113 cyclohexyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C1([H])[H] 0.000 description 1
- ZZTCPWRAHWXWCH-UHFFFAOYSA-N diphenylmethanediamine Chemical compound C=1C=CC=CC=1C(N)(N)C1=CC=CC=C1 ZZTCPWRAHWXWCH-UHFFFAOYSA-N 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000005672 electromagnetic field Effects 0.000 description 1
- 239000003995 emulsifying agent Substances 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 230000005284 excitation Effects 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- AWJWCTOOIBYHON-UHFFFAOYSA-N furo[3,4-b]pyrazine-5,7-dione Chemical compound C1=CN=C2C(=O)OC(=O)C2=N1 AWJWCTOOIBYHON-UHFFFAOYSA-N 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 229940042795 hydrazides for tuberculosis treatment Drugs 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 125000000959 isobutyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 150000007524 organic acids Chemical class 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920000768 polyamine Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- LYBIZMNPXTXVMV-UHFFFAOYSA-N propan-2-yl prop-2-enoate Chemical group CC(C)OC(=O)C=C LYBIZMNPXTXVMV-UHFFFAOYSA-N 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 125000003011 styrenyl group Chemical group [H]\C(*)=C(/[H])C1=C([H])C([H])=C([H])C([H])=C1[H] 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B3/00—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties
- H01B3/18—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances
- H01B3/30—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes
- H01B3/40—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D163/00—Coating compositions based on epoxy resins; Coating compositions based on derivatives of epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/043—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/40—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the curing agents used
- C08G59/62—Alcohols or phenols
- C08G59/621—Phenols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L61/00—Compositions of condensation polymers of aldehydes or ketones; Compositions of derivatives of such polymers
- C08L61/04—Condensation polymers of aldehydes or ketones with phenols only
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L61/00—Compositions of condensation polymers of aldehydes or ketones; Compositions of derivatives of such polymers
- C08L61/04—Condensation polymers of aldehydes or ketones with phenols only
- C08L61/06—Condensation polymers of aldehydes or ketones with phenols only of aldehydes with phenols
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C26/00—Coating not provided for in groups C23C2/00 - C23C24/00
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B3/00—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties
- H01B3/18—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances
- H01B3/30—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/16—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets
- H01F1/18—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets with insulating coating
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/24—Magnetic cores
- H01F27/245—Magnetic cores made from sheets, e.g. grain-oriented
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F3/00—Cores, Yokes, or armatures
- H01F3/02—Cores, Yokes, or armatures made from sheets
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/02—Details of the magnetic circuit characterised by the magnetic material
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/04—Details of the magnetic circuit characterised by the material used for insulating the magnetic circuit or parts thereof
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/06—Coating on the layer surface on metal layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2603/00—Vanes, blades, propellers, rotors with blades
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2312/00—Crosslinking
- C08L2312/04—Crosslinking with phenolic resin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/60—Other road transportation technologies with climate change mitigation effect
- Y02T10/64—Electric machine technologies in electromobility
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Wood Science & Technology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Dispersion Chemistry (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Physics & Mathematics (AREA)
- Spectroscopy & Molecular Physics (AREA)
- General Chemical & Material Sciences (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
- Paints Or Removers (AREA)
- Laminated Bodies (AREA)
- Soft Magnetic Materials (AREA)
Description
また、電気自動車の駆動モータ等では、駆動中に高温になるため、さらなる耐熱性が求められる。
[1]本発明の一態様に係る電磁鋼板用コーティング組成物は、エポキシ樹脂と、アルキルフェノールからなる第1硬化剤と、フェノールレゾール樹脂及びフェノールノボラック樹脂のいずれか一方又は両方からなる第2硬化剤と、を含有し、前記第1硬化剤の含有量が、前記エポキシ樹脂100質量部に対して、1.0質量部以上20.0質量部以下である。
[2]上記[1]に記載の電磁鋼板用コーティング組成物は、前記アルキルフェノールが、アルキル基の炭素原子数が2~20であるモノアルキルフェノール、及びアルキル基の炭素原子数が2~20であるジアルキルフェノールのいずれか一方又は両方を含んでもよい。
[3]上記[1]又は[2]に記載の電磁鋼板用コーティング組成物は、前記第2硬化剤の含有量が、エポキシ樹脂100質量部に対して、5.0質量部以上150.0質量部以下であってもよい。
[4]上記[1]~[3]のいずれかに記載の電磁鋼板用コーティング組成物は、硬化収縮率が15%以下であってもよい。
[5]上記[1]~[4]のいずれかに記載の電磁鋼板用コーティング組成物は、[前記第1硬化剤(A)の含有量]/[前記第2硬化剤(B)の含有量]で表される質量比が0.01~4.0であってもよい。
[6]本発明の一態様に係る電磁鋼板は、上記[1]~[5]のいずれかに記載の電磁鋼板用コーティング組成物を含む絶縁被膜を表面に有する。
[7]本発明の一態様に係る積層コアは、上記[6]に記載の電磁鋼板が複数積層され、互いに接着されている。
[8]本発明の一態様に係る回転電機は、上記[7]に記載の積層コアを備える。
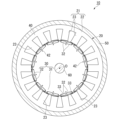
図1に示すように、回転電機10は、ステータ20と、ロータ30と、ケース50と、回転軸60と、を備える。ステータ20及びロータ30は、ケース50内に収容される。
ステータ20は、ケース50内に固定される。
本実施形態では、回転電機10として、ロータ30がステータ20の径方向内側に位置するインナーロータ型を採用している。しかしながら、回転電機10として、ロータ30がステータ20の外側に位置するアウターロータ型を採用してもよい。また、本実施形態では、回転電機10が、12極18スロットの三相交流モータである。しかしながら、極数、スロット数、相数などは、適宜変更することができる。
回転電機10は、例えば、各相に実効値10A、周波数100Hzの励磁電流を印加することにより、回転数1000rpmで回転することができる。
ステータコア21は、環状のコアバック部22と、複数のティース部23と、を備える。以下では、ステータコア21(又はコアバック部22)の中心軸線O方向を軸方向と言い、ステータコア21(又はコアバック部22)の径方向(中心軸線Oに直交する方向)を径方向と言い、ステータコア21(又はコアバック部22)の周方向(中心軸線O回りに周回する方向)を周方向と言う。
複数のティース部23は、コアバック部22の内周から径方向内側に向けて(径方向に沿ってコアバック部22の中心軸線Oに向けて)突出する。複数のティース部23は、周方向に同等の角度間隔をあけて配置されている。本実施形態では、中心軸線Oを中心とする中心角20度おきに18個のティース部23が設けられている。複数のティース部23は、互いに同等の形状でかつ同等の大きさに形成されている。よって、複数のティース部23は、互いに同じ厚み寸法を有している。
前記巻線は、ティース部23に巻回されている。前記巻線は、集中巻きされていてもよく、分布巻きされていてもよい。
ロータコア31は、ステータ20と同軸に配置される環状(円環状)に形成されている。ロータコア31内には、前記回転軸60が配置されている。回転軸60は、ロータコア31に固定されている。
複数の永久磁石32は、ロータコア31に固定されている。本実施形態では、2つ1組の永久磁石32が1つの磁極を形成している。複数組の永久磁石32は、周方向に同等の角度間隔をあけて配置されている。本実施形態では、中心軸線Oを中心とする中心角30度おきに12組(全体では24個)の永久磁石32が設けられている。
ロータコア31には、ロータコア31を軸方向に貫通する複数の貫通孔33が形成されている。複数の貫通孔33は、複数の永久磁石32の配置に対応して設けられている。各永久磁石32は、対応する貫通孔33内に配置された状態でロータコア31に固定されている。各永久磁石32のロータコア31への固定は、例えば永久磁石32の外面と貫通孔33の内面とを接着剤により接着すること等により、実現できる。なお、永久磁石界磁型電動機として、埋込磁石型に代えて表面磁石型モータを採用してもよい。
なお、ステータコア21及びロータコア31それぞれの積厚(中心軸線Oに沿った全長)は、例えば、50.0mmとされる。ステータコア21の外径は、例えば、250.0mmとされる。ステータコア21の内径は、例えば、165.0mmとされる。ロータコア31の外径は、例えば、163.0mmとされる。ロータコア31の内径は、例えば、30.0mmとされる。ただし、これらの値は一例であり、ステータコア21の積厚、外径や内径、及びロータコア31の積厚、外径や内径は、これらの値のみに限られない。ここで、ステータコア21の内径は、ステータコア21におけるティース部23の先端部を基準とする。すなわち、ステータコア21の内径は、全てのティース部23の先端部に内接する仮想円の直径である。
素材1は、例えば、図7に示すコイル1Aに巻き取られた状態で取り扱われる。本実施形態では、素材1として、無方向性電磁鋼板を採用している。無方向性電磁鋼板としては、JIS C 2552:2014の無方向性電磁鋼板を採用できる。しかしながら、素材1として、無方向性電磁鋼板に代えて方向性電磁鋼板を採用してもよい。この場合の方向性電磁鋼板としては、JIS C 2553:2019の方向性電磁鋼板を採用できる。また、JIS C 2558:2015の無方向性薄電磁鋼帯や方向性薄電磁鋼帯を採用できる。
素材1が薄くなるに連れて素材1の製造コストは増す。そのため、製造コストを考慮すると、素材1の平均板厚t0の下限値は、0.10mm、好ましくは0.15mm、より好ましくは0.18mmとなる。
一方で素材1が厚すぎると、製造コストは良好になるが、素材1が電磁鋼板40として用いられた場合に、渦電流損が増加してコア鉄損が劣化する。そのため、コア鉄損と製造コストを考慮すると、素材1の平均板厚t0の上限値は、0.65mm、好ましくは0.35mm、より好ましくは0.30mmとなる。
素材1の平均板厚t0の上記範囲を満たすものとして、0.20mmを例示できる。
測定した4か所の積厚それぞれを、積層されている電磁鋼板40の枚数で割って、1枚当たりの板厚を算出する。4か所の板厚の平均値を、電磁鋼板40の平均板厚t0とすることができる。
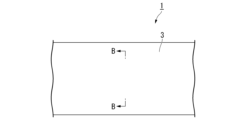
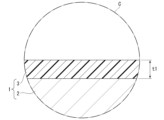
素材1は、帯状の母材鋼板2の両面が絶縁被膜3によって被覆されてなる。本実施形態では、素材1の大部分が母材鋼板2によって形成され、母材鋼板2の表面に、母材鋼板2よりも薄い絶縁被膜3が積層されている。
Al:0.001%~3.0%
Mn:0.05%~5.0%
残部:Fe及び不純物
電磁鋼板用コーティング組成物からなる絶縁被膜は、積層コア製造時の加熱圧着前においては、未硬化状態又は半硬化状態(Bステージ)であり、加熱圧着時の加熱によって硬化反応が進行して接着能が発現する。電磁鋼板用コーティング組成物は、単層構成の絶縁被膜の形成に用いてもよく、下地絶縁被膜上に設ける上地絶縁被膜の形成に用いてもよい。
アルキルフェノールとしては、特に限定されず、例えば、クレゾール(o-クレゾール等)、エチルフェノール(o-エチルフェノール等)、プロピルフェノール(p-プロピルフェノール、p-イソプロピルフェノール等)、ブチルフェノール(p-ブチルフェノール、p-sec-ブチルフェノール等)、ノニルフェノール(p-ノニルフェノール等)、ドデシルフェノール(p-ドデシルフェノール等)、ジメチルフェノール(2,3-ジメチルフェノール等)、ジエチルフェノール(2,3-ジエチルフェノール等)、ジブチルフェノール(2,6-ジ-sec-ブチルフェノール等)、トリメチルフェノール(2,3,4-トリメチルフェノール等)等が挙げられる。アルキルフェノールとしては、1種を単独で使用してもよく、2種以上を併用してもよい。
モノアルキルフェノールのアルキル基の炭素原子数は、3~16がより好ましく、4~12がさらに好ましい。
ジアルキルフェノールの2つのアルキル基の炭素原子数はそれぞれ独立に、3~20がより好ましく、4~12がさらに好ましい。
第1硬化剤(A)の含有量の下限値は、好ましくは2.0質量部以上、より好ましくは3.0質量部以上である。第1硬化剤(A)の含有量の上限値は、好ましくは18.0、より好ましくは16.0質量部以下、さらに好ましくは15.0質量部以下である。
第2硬化剤(B)としては、フェノールレゾール樹脂を単独で使用してもよく、フェノールノボラック樹脂を単独で使用してもよく、フェノールレゾール樹脂とフェノールノボラック樹脂を併用してもよい。
第2硬化剤(B)の含有量の下限値は、好ましくは5.0質量部以上、より好ましくは10.0質量部以上、さらに好ましくは20.0質量部以上である。第2硬化剤(B)の含有量の上限は、好ましくは150.0質量部以下、より好ましくは100.0質量部以下、さらに好ましくは70.0質量部以下である。
本実施形態では、第1硬化剤(A)のアルキルフェノールを第2硬化剤(B)と組み合わせて用いることにより、硬化物がアルキル基を側鎖として持つ構造となる。そのため、硬化物の弾性率が適度に低下して鋼板に付与される応力が低減され、磁気特性に優れた積層コアが得られる。また、フェノール樹脂は優れた耐熱性を有しているため、第1硬化剤(A)と第2硬化剤(B)を組み合わせて用いることで、耐熱性も向上する。これらのことから、磁気特性と耐熱性を両立することができる。
なお、硬化収縮率は、JIS K 6941に準拠した方法により測定される。
焼き付ける際の到達温度の下限値は、好ましくは120℃以上、より好ましくは140℃以上である。焼き付ける際の到達温度の上限値は、好ましくは200℃以下、より好ましくは180℃以下である。到達温度が上記下限値以上であると、電磁鋼板用コーティング組成物が電磁鋼板と充分に接着し、剥離が抑制される。到達温度が上記上限値以下であると、エポキシ樹脂の硬化を抑制でき、電磁鋼板用コーティング組成物の接着能を維持できる。
素材1が電磁鋼板40として用いられる場合において、絶縁被膜3の平均厚みt1(電磁鋼板40(素材1)片面あたりの厚さ)は、互いに積層される電磁鋼板40間での絶縁性能及び接着能を確保できるように調整する。
複層構成の絶縁被膜3の場合、下地絶縁被膜の平均厚みは、例えば、0.3μm以上2.5μm以下とすることができ、0.5μm以上1.5μm以下が好ましい。上地絶縁被膜の平均厚みは、例えば、1.5μm以上8.0μm以下とすることができる。
なお、素材1における絶縁被膜3の平均厚みt1の測定方法は、素材1の平均板厚t0と同様の考え方で、複数箇所の絶縁被膜3の厚みを求め、それらの厚みの平均として求めることができる。
以下、積層コアの説明に戻る。
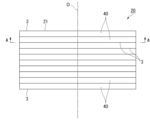
ステータコア21を形成する複数の電磁鋼板40は、図3に示すように、絶縁被膜3を介して積層されている。
また、ステータコア21やロータコア31などの積層コアは、いわゆる回し積みにより形成されていてもよい。
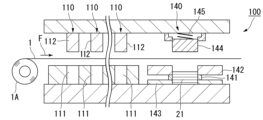
前記ステータコア21は、例えば、図7に示す製造装置100を用いて製造される。以下では、製造方法の説明にあたり、まず先に、積層コアの製造装置100(以下、単に製造装置100という)について説明する。
各段の打ち抜きステーション110は、素材1の下方に配置された雌金型111と、素材1の上方に配置された雄金型112とを備える。
加熱装置141、外周打ち抜き雌金型142、断熱部材143は、素材1の下方に配置されている。一方、外周打ち抜き雄金型144及びスプリング145は、素材1の上方に配置されている。なお、符号21は、ステータコアを示している。
以上の各工程により、ステータコア21が完成する。
上記実施形態では、回転電機10として、永久磁石界磁型電動機を一例に挙げて説明したが、本発明はこれのみに限られない。例えば、回転電機10がリラクタンス型電動機や電磁石界磁型電動機(巻線界磁型電動機)であってもよい。
上記実施形態では、交流電動機として、同期電動機を一例に挙げて説明したが、本発明はこれに限られない。例えば、回転電機10が誘導電動機であってもよい。
上記実施形態では、回転電機10として、交流電動機を一例に挙げて説明したが、本発明はこれに限られない。例えば、回転電機10が直流電動機であってもよい。
上記実施形態では、回転電機10として、電動機を一例に挙げて説明したが、本発明はこれに限られない。例えば、回転電機10が発電機であってもよい。
実施例で使用した原料を以下に示す。
(エポキシ樹脂)
E1:ビスフェノールA型エポキシ樹脂
E2:ビスフェノールF型エポキシ樹脂
E3:トリフェニルメタン型エポキシ樹脂
A1:p-sec-ブチルフェノール
A2:p-ノニルフェノール
A3:p-ドデシルフェノール
A4:2,6-ジ-sec-ブチルフェノール
A5:p-プロピルフェノール
H1:フェノールレゾール樹脂
H2:フェノールノボラック樹脂
B1:ジアミノジフェニルメタン
B2:ジシアンジアミド
B3:4-メチルヘキサヒドロフタル酸無水物
M1:アクリル樹脂(メチルメタクリレート単位:イソプロピルアクリレート単位:スチレン単位:2-エチルヘキシルアクリレート単位(モル比)=40:30:20:10、ガラス転移温度:17℃)
M2:アクリル樹脂(メチルメタクリレート単位:n-ブチルアクリレート単位(モル比)=55:45、ガラス転移温度:10℃)
各例の電磁鋼帯から55mm×55mmサイズの矩形の電磁鋼板(単板)を切り出し、鋼板温度200℃、圧力10MPa、加圧時間1時間の条件で電磁鋼板10枚を積層接着して積層コアを作製した。得られた積層コアについて、JIS C2556(2015)に規定された単板磁気測定法により、圧延方向と圧延方向に対して直角方向の単板磁気特性を測定し、それらの値の平均値を磁気特性として求めた。なお、磁気特性(磁性)としては、鉄損として「W10/400(W/kg)」を評価した。「W10/400」は、周波数400Hz、最大磁束密度1.0Tのときの鉄損である。
各例の電磁鋼帯から、幅30mm×長さ60mmの長方形の電磁鋼板(単板)を2枚切り出した。次いで、表面に、電磁鋼板用コーティング組成物を塗布し、互いの幅30mm×長さ10mmの先端部分同士を重ね合わせ、加圧することで測定用のサンプルを作製した。加圧条件は、鋼板温度200℃、圧力10MPa、加圧時間1時間とした。
得られたサンプルに対し、雰囲気温度を25℃もしくは150℃のそれぞれ雰囲気下で、引張速度を2mm/分として引張り、剥離するまでの最大荷重(N)を測定し、この最大荷重(N)接着面積で除した数値を接着強度(MPa)とした。
各例の電磁鋼帯の表面に電磁鋼板用コーティング組成物を塗布し、、硬化収縮率を測定した。硬化収縮率は、JIS K 6941に準拠して膜厚の変化により測定した。
各例について、以下の基準で判定を行った。なお、鉄損が小さいほど、電磁鋼板に付与する応力歪が抑制されていることを意味する。測定結果及び判定結果を表2に示す。表において、発明範囲外の値には下線を付した。
「Good」:25℃の接着強度が5.0MPa以上、150℃の接着強度が1.0MPa以上、かつ磁気特性が12.0W/kg未満。
「Bad」:25℃の接着強度が5.0MPa未満、150℃の接着強度が1.0MPa未満、または、磁気特性が12.0W/kg以上。
母材鋼板として、質量%で、Si:3.0%、Mn:0.2%、Al:0.5%、残部がFe及び不純物からなる板厚0.25mm、幅100mmの無方向性電磁鋼板を用いた。
表1に示す各成分を混合して電磁鋼板用コーティング組成物を調製した。得られた電磁鋼板用コーティング組成物を母材鋼板の表面に塗布し、160℃で15秒間焼き付けることで、平均厚みが3μmの絶縁被膜を有する電磁鋼帯を得た。
電磁鋼板用コーティング組成物の組成及び焼き付け条件を表1に示すとおりに変更した以外は、実施例1と同様にして電磁鋼帯を得た。


一方、第1硬化剤の含有量が本発明の範囲外の比較例1~4、第1硬化剤を含まない比較例5~7および9、第2硬化剤を含まない比較例8では、耐熱性と磁気特性が両立できなかった。
Claims (10)
- エポキシ樹脂と、アルキルフェノールからなる第1硬化剤(A)と、フェノールレゾール樹脂及びフェノールノボラック樹脂のいずれか一方又は両方からなる第2硬化剤(B)と、を含有し、
前記第1硬化剤(A)の含有量が、前記エポキシ樹脂100質量部に対して、1.0質量部以上20.0質量部以下であり、
前記第2硬化剤(B)の含有量が、エポキシ樹脂100質量部に対して、5.0質量部以上150.0質量部以下である、電磁鋼板用コーティング組成物。 - 前記エポキシ樹脂または前記第2硬化剤(B)のいずれかを最大の成分として含む、請求項1に記載の、電磁鋼板用コーティング組成物。
- 前記エポキシ樹脂と、前記第1硬化剤(A)と、前記第2硬化剤(B)とを主成分として含有する、請求項1に記載の、電磁鋼板用コーティング組成物。
- 残部である配合剤の含有量が、前記エポキシ樹脂の100質量部に対して、25質量部以下である、請求項1に記載の、電磁鋼板用コーティング組成物。
- 前記アルキルフェノールが、アルキル基の炭素原子数が2~20であるモノアルキルフェノール、及びアルキル基の炭素原子数が2~20であるジアルキルフェノールのいずれか一方又は両方を含む、請求項1~4のいずれか一項に記載の電磁鋼板用コーティング組成物。
- 硬化収縮率が15%以下である、請求項1~5のいずれか一項に記載の電磁鋼板用コーティング組成物。
- [前記第1硬化剤(A)の含有量]/[前記第2硬化剤(B)の含有量]で表される質量比が0.01~4.0である、請求項1~6のいずれか一項に記載の電磁鋼板用コーティング組成物。
- 請求項1~7のいずれか一項に記載の電磁鋼板用コーティング組成物を含む絶縁被膜を表面に有する、電磁鋼板。
- 請求項8に記載の電磁鋼板が複数積層され、互いに接着されている、積層コア。
- 請求項9に記載の積層コアを備える回転電機。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020104235 | 2020-06-17 | ||
| JP2020104235 | 2020-06-17 | ||
| PCT/JP2021/023049 WO2021256538A1 (ja) | 2020-06-17 | 2021-06-17 | 電磁鋼板用コーティング組成物、電磁鋼板、積層コア及び回転電機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2021256538A1 JPWO2021256538A1 (ja) | 2021-12-23 |
| JP7360080B2 true JP7360080B2 (ja) | 2023-10-12 |
Family
ID=79268085
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022531912A Active JP7360080B2 (ja) | 2020-06-17 | 2021-06-17 | 電磁鋼板用コーティング組成物、電磁鋼板、積層コア及び回転電機 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20230257622A1 (ja) |
| EP (1) | EP4169989A4 (ja) |
| JP (1) | JP7360080B2 (ja) |
| KR (1) | KR20230008879A (ja) |
| CN (1) | CN115702260A (ja) |
| BR (1) | BR112022024530A2 (ja) |
| CA (1) | CA3181574A1 (ja) |
| MX (1) | MX2022016036A (ja) |
| TW (1) | TWI786685B (ja) |
| WO (1) | WO2021256538A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116515350A (zh) * | 2023-04-11 | 2023-08-01 | 首钢智新迁安电磁材料有限公司 | 无取向硅钢及其涂层液和制备方法、铁芯及其制备方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000336487A (ja) | 1999-05-28 | 2000-12-05 | Nkk Corp | 剪断強度及び剥離強度に優れた接着鉄芯用電磁鋼板の製造方法 |
| JP2020186415A (ja) | 2019-05-09 | 2020-11-19 | Jfeスチール株式会社 | 有機絶縁被膜付き電磁鋼板 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2571816B2 (ja) * | 1988-04-18 | 1997-01-16 | 日立化成工業 株式会社 | 冷凍機モ−トルのための電気絶縁用樹脂組成物 |
| JP3613809B2 (ja) * | 1994-07-11 | 2005-01-26 | Jfeスチール株式会社 | 加熱接着用表面被覆電磁鋼板の製造方法 |
| JP3312590B2 (ja) * | 1997-12-26 | 2002-08-12 | 日本鋼管株式会社 | 接着強度、耐食性及び耐ブロッキング性に優れた接着鉄芯用電磁鋼板の製造方法 |
| JP2000173816A (ja) | 1998-12-02 | 2000-06-23 | Nippon Steel Corp | 接着用表面被覆電磁鋼板とその製造方法 |
| JP2002038279A (ja) * | 2000-07-25 | 2002-02-06 | Nippon Steel Corp | 圧延方向と直角方向の曲げ密着性に優れ、ダイレクトイグニッションに適した方向性電磁鋼板 |
| JP3708423B2 (ja) * | 2000-10-20 | 2005-10-19 | 株式会社日鉱マテリアルズ | エポキシ樹脂用フェノール系硬化剤及びそれを用いたエポキシ樹脂組成物 |
| WO2004070080A1 (ja) | 2003-02-03 | 2004-08-19 | Nippon Steel Corporation | 接着用表面被覆電磁鋼板 |
| DE102006056403B4 (de) * | 2006-11-29 | 2010-08-19 | Hilti Aktiengesellschaft | Intumeszierende Mehrkomponenten-Epoxidharz-Beschichtungsmasse für den Brandschutz und ihre Verwendung |
| US9057002B2 (en) * | 2011-08-18 | 2015-06-16 | Dow Global Technologies Llc | Curable resin compositions |
| WO2013065159A1 (ja) * | 2011-11-02 | 2013-05-10 | 日立化成株式会社 | 樹脂組成物、並びにそれを用いた樹脂シート、プリプレグ、積層板、金属基板及びプリント配線板 |
| JP6134497B2 (ja) * | 2012-11-08 | 2017-05-24 | 京セラ株式会社 | 積層コアの製造方法 |
| MX2016002451A (es) * | 2013-08-28 | 2016-06-24 | Jfe Steel Corp | Chapa de acero electromagnetica con pelicula de recubrimiento aislante, metodo para producirla, y agente de recubrimiento para formar una pelicula de recubrimiento aislante. |
| US10155841B2 (en) * | 2013-11-26 | 2018-12-18 | Dow Global Technologies Llc | Curing agent composition |
| JP2017011863A (ja) | 2015-06-22 | 2017-01-12 | 新日鐵住金株式会社 | モータ鉄心用積層電磁鋼板およびその製造方法 |
| TWI731986B (zh) * | 2016-06-29 | 2021-07-01 | 日商迪愛生股份有限公司 | 苯酚酚醛清漆樹脂、硬化性樹脂組成物及其硬化物 |
| EP3730562A4 (en) * | 2017-12-18 | 2021-08-11 | ThreeBond Co., Ltd. | RADICALLY POLYMERIZABLE ADHESIVE COMPOSITION FOR ADHESIVE LAMINATED STEEL SHEET, ADHESIVE LAMINATE, MOTOR AND ADHESIVE LAMINATE PRODUCTION PROCESS |
| CN110194882A (zh) * | 2018-02-24 | 2019-09-03 | 衡所华威电子有限公司 | 一种低alpha环氧模塑料及其制备方法 |
| JP7273509B2 (ja) | 2018-12-28 | 2023-05-15 | ニッタ・デュポン株式会社 | 研磨パッド |
-
2021
- 2021-06-17 EP EP21826506.4A patent/EP4169989A4/en active Pending
- 2021-06-17 MX MX2022016036A patent/MX2022016036A/es unknown
- 2021-06-17 WO PCT/JP2021/023049 patent/WO2021256538A1/ja active Application Filing
- 2021-06-17 KR KR1020227043482A patent/KR20230008879A/ko unknown
- 2021-06-17 CN CN202180042911.9A patent/CN115702260A/zh active Pending
- 2021-06-17 BR BR112022024530A patent/BR112022024530A2/pt unknown
- 2021-06-17 CA CA3181574A patent/CA3181574A1/en active Pending
- 2021-06-17 US US18/010,555 patent/US20230257622A1/en active Pending
- 2021-06-17 TW TW110122212A patent/TWI786685B/zh active
- 2021-06-17 JP JP2022531912A patent/JP7360080B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000336487A (ja) | 1999-05-28 | 2000-12-05 | Nkk Corp | 剪断強度及び剥離強度に優れた接着鉄芯用電磁鋼板の製造方法 |
| JP2020186415A (ja) | 2019-05-09 | 2020-11-19 | Jfeスチール株式会社 | 有機絶縁被膜付き電磁鋼板 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4169989A1 (en) | 2023-04-26 |
| TWI786685B (zh) | 2022-12-11 |
| MX2022016036A (es) | 2023-02-02 |
| WO2021256538A1 (ja) | 2021-12-23 |
| KR20230008879A (ko) | 2023-01-16 |
| CN115702260A (zh) | 2023-02-14 |
| CA3181574A1 (en) | 2021-12-23 |
| EP4169989A4 (en) | 2023-12-27 |
| BR112022024530A2 (pt) | 2022-12-27 |
| US20230257622A1 (en) | 2023-08-17 |
| JPWO2021256538A1 (ja) | 2021-12-23 |
| TW202204542A (zh) | 2022-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021256534A1 (ja) | 電磁鋼板、積層コア、及び積層コア製造方法 | |
| JP2022000888A (ja) | 積層コアの製造方法 | |
| JP7176648B2 (ja) | 積層コアの製造方法 | |
| JP7360080B2 (ja) | 電磁鋼板用コーティング組成物、電磁鋼板、積層コア及び回転電機 | |
| JP7343823B2 (ja) | 電磁鋼板用コーティング組成物、電磁鋼板、積層コア及び回転電機 | |
| JP7360079B2 (ja) | 電磁鋼板用コーティング組成物、電磁鋼板、積層コア及び回転電機 | |
| JP7095819B2 (ja) | 電磁鋼板、積層コア及び回転電機 | |
| JP2022000536A (ja) | 電磁鋼板、積層コア及び回転電機、ならびに電磁鋼板の製造方法 | |
| JP7401820B2 (ja) | 電磁鋼板用コーティング組成物、電磁鋼板、積層コア及び回転電機 | |
| RU2796419C1 (ru) | Покрывающая композиция для листа электротехнической стали, лист электротехнической стали, шихтованный сердечник и вращающаяся электрическая машина | |
| JP2022000887A (ja) | 電磁鋼板及び積層コア | |
| JP2021195606A (ja) | 電磁鋼板用コーティング組成物、電磁鋼板、積層コア及び回転電機 | |
| JP2022000537A (ja) | 電磁鋼板、積層コア及び回転電機、ならびに電磁鋼板の製造方法 | |
| JP2022000886A (ja) | 電磁鋼板及び積層コア | |
| JP2022000538A (ja) | 電磁鋼板、積層コア及び回転電機、ならびに電磁鋼板の製造方法 | |
| JP2021197860A (ja) | 積層コアおよび積層コアの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230613 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230809 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230829 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230911 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7360080 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |