JP7310088B2 - 成形品および成形品の製造方法 - Google Patents
成形品および成形品の製造方法 Download PDFInfo
- Publication number
- JP7310088B2 JP7310088B2 JP2022198052A JP2022198052A JP7310088B2 JP 7310088 B2 JP7310088 B2 JP 7310088B2 JP 2022198052 A JP2022198052 A JP 2022198052A JP 2022198052 A JP2022198052 A JP 2022198052A JP 7310088 B2 JP7310088 B2 JP 7310088B2
- Authority
- JP
- Japan
- Prior art keywords
- molded article
- polyamide resin
- semi
- aromatic polyamide
- article according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Landscapes
- Lens Barrels (AREA)
- Camera Bodies And Camera Details Or Accessories (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description
例えば、特許文献1には、テレフタル酸単位を60~100モル%含有するジカルボン酸単位と1,9-ジアミノノナン単位および/または2-メチル-1,8-ジアミノオクタン単位を60~100モル%含有するジアミン単位とを有するポリアミド(A)および繊維状強化材(B)を溶融混練してなり、ポリアミド(A)の含有率が50~80質量%であり繊維状強化材(B)の含有率が20~50質量%であるポリアミド組成物を成形してなるカメラモジュールのバレルまたはホルダであって、上記繊維状強化材(B)の溶融混練前における平均長さが300μm以下であるカメラモジュールのバレルまたはホルダが開示されている。
具体的には、下記手段<1>により、好ましくは<2>~<15>により、上記課題は解決された。
<1>半芳香族ポリアミド樹脂と、数平均繊維長が300μmを超える繊維を含み、前記半芳香族ポリアミド樹脂の末端カルボキシル基濃度が末端アミノ基濃度よりも高い、ポリアミド樹脂組成物から成形された成形品。
<2>前記繊維が炭素繊維およびガラス繊維から選択される少なくとも1種である、<1>に記載の成形品。
<3>前記繊維が、表面処理剤および集束剤の少なくとも一方で処理されている、<1>または<2>に記載の成形品。
<4>前記繊維の数平均繊維長が1.0mm~6.0mmである、<1>~<3>のいずれか1つに記載の成形品。
<5>前記末端カルボキシル基濃度と末端アミノ基濃度の差が40~100μ当量/gである、<1>~<4>のいずれか1つに記載の成形品。
<6>前記半芳香族ポリアミド樹脂が、ジアミン由来の構成単位とジカルボン酸由来の構成単位から構成され、ジアミン由来の構成単位の70モル%以上がキシリレンジアミンに由来し、ジカルボン酸由来の構成単位の70モル%以上が炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸に由来する、<1>~<5>のいずれか1つに記載の成形品。
<7>前記半芳香族ポリアミド樹脂が、ジアミン由来の構成単位とジカルボン酸由来の構成単位から構成され、ジアミン由来の構成単位の70モル%以上がキシリレンジアミンに由来し、ジカルボン酸由来の構成単位の70モル%以上がアジピン酸に由来する、<1>~<5>のいずれか1つに記載の成形品。
<8>さらに、黒色着色剤を含む、<1>~<7>のいずれか1つに記載の成形品。
<9>さらに、タルクを含む、<1>~<8>のいずれか1つに記載の成形品。
<10>さらに、黒色着色剤とタルクを含み、前記成形品における、黒色着色剤とタルクの質量比(黒色着色剤/タルク)が1.5~2.5である、<1>~<7>のいずれか1つに記載の成形品。
<11>射出成形品である、<1>~<10>のいずれか1つに記載の成形品。
<12>カメラ部品である、<1>~<11>のいずれか1つに記載の成形品。
<13>前記カメラ部品の最大長さが、15~40mmである、<12>に記載の成形品。
<14>前記カメラ部品が、前記ポリアミド樹脂組成物に由来する部材を含み、前記部材の割合が、1~99質量%である、<12>または<13>に記載の成形品。
<15>半芳香族ポリアミド樹脂と、数平均繊維長が300μmを超える繊維を含み、前記半芳香族ポリアミド樹脂の末端カルボキシル基濃度が末端アミノ基濃度よりも高い、ポリアミド樹脂組成物を射出成形することを含む、<1>~<14>のいずれか1つに記載の成形品の製造方法。
末端カルボキシル基濃度が末端アミノ基濃度よりも高い半芳香族ポリアミド樹脂を用い、かつ、数平均繊維長が300μmを超える繊維を用いることにより、半芳香族ポリアミド樹脂の繊維に対する密着性が向上し、機械的強度が高い成形品が得られる。さらに、水分が透過しにくい成形品が得られる。
本発明の成形品は、半芳香族ポリアミド樹脂を含む。
ここで、半芳香族ポリアミド樹脂とは、ジアミン由来の構成単位とジカルボン酸由来の構成単位から構成され、ジアミン由来の構成単位およびジカルボン酸由来の構成単位の合計構成単位の30~70モル%が芳香環を含む構成単位であることをいい、ジアミン由来の構成単位およびジカルボン酸由来の構成単位の合計構成単位の40~60モル%が芳香環を含む構成単位であることが好ましい。
本発明における末端カルボキシル基濃度と末端アミノ基濃度の差は40~100μ当量/gであることが好ましい。このような範囲とすることにより、繊維との密着性をより向上させることができる。
前記末端カルボキシル基濃度と末端アミノ基濃度の差は、下限値が、45μ当量/g以上であることが好ましく、47μ当量/g以上であることがより好ましい。前記末端カルボキシル基濃度と末端アミノ基濃度の差は、上限値が、90μ当量/g以下であることが好ましく、80μ当量/g以下であることがより好ましく、70μ当量/g以下であることがさらに好ましく、65μ当量/g以下であることが一層好ましく、55μ当量/g以下であることがより一層好ましい。
また、本発明で用いる半芳香族ポリアミド樹脂は、末端アミノ基濃度([NH2])が好ましくは100μ当量/g未満、より好ましくは5~75μ当量/g、さらに好ましくは10~60μ当量/g、一層好ましくは20~50μ当量/gである。また、本発明で用いる半芳香族ポリアミド樹脂は、末端カルボキシル基濃度([COOH])が、好ましくは150μ当量/g未満、より好ましくは20~120μ当量/g、さらに好ましくは40~110μ当量/g、一層好ましくは50~100μ当量/g、より一層好ましくは75~100μ当量/gである。
さらに、末端カルボキシル基濃度に対する末端アミノ基濃度の比([NH2]/[COOH])は、0.7以下が好ましく、0.6以下がより好ましく、0.5以下がさらに好ましい。前記比が0.7よりも大きいものは、半芳香族ポリアミド樹脂を重合する際に、分子量の制御が難しくなる場合がある。前記末端カルボキシル基濃度に対する末端アミノ基濃度の比([NH2]/[COOH])の下限値は特に定めるものではないが、例えば、0.2以上であってもよい。
半芳香族ポリアミド樹脂の末端アミノ基濃度および末端カルボキシル基濃度の測定は、後述する実施例に記載の方法に従う。実施例に記載の機器等が廃版等により入手不可能な場合、他の同等の性能を有する機器を用いることができる。以下、他の測定方法についても、同様である。
その他、特開2016-138163号公報の段落0020~0058に記載の半芳香族ポリアミド樹脂等も好ましく用いられる。
キシリレンジアミンは、パラキシリレンジアミン、メタキシリレンジアミン、または、両者の混合物が好ましく、少なくともメタキシリレンジアミンを含むことがより好ましい。
ジアミン成分として、キシリレンジアミン以外のジアミンを用いる場合は、ジアミン由来の構成単位の20モル%未満であることが好ましく、10モル%以下であることがより好ましい。
また、半芳香族ポリアミド樹脂のガラス転移温度は、50~150℃が好ましく、55~120℃がより好ましく、特に好ましくは60~100℃である。この範囲であると、成形品の耐熱性がより良好となる傾向にある。
具体的には、DSC測定器を用い、試料である半芳香族ポリアミド樹脂の量は約1mgとし、雰囲気ガスとしては窒素を30mL/分で流し、昇温速度は10℃/分の条件で、室温から予想される融点以上の温度まで加熱し溶融させた際に観測される吸熱ピークのピークトップの温度から融点を求める。次いで、溶融した半芳香族ポリアミド樹脂を、ドライアイスで急冷し、10℃/分の速度で融点以上の温度まで再度昇温し、ガラス転移温度を求める。DSC測定器としては、島津製作所(SHIMADZU CORPORATION)製、DSC-60が挙げられる。
数平均分子量(Mn)=2,000,000/([COOH]+[NH2])
半芳香族ポリアミド樹脂の分子量分布は、例えば、重合時に使用する開始剤や触媒の種、量および反応温度、圧力、時間等の重合反応条件などを適宜選択することにより調整できる。また、異なる重合条件によって得られた平均分子量の異なる複数種の半芳香族ポリアミド樹脂を混合したり、重合後の半芳香族ポリアミド樹脂を分別沈殿させることにより調整することもできる。
本発明の成形品は、半芳香族ポリアミド樹脂を1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
本発明の成形品は、上記半芳香族ポリアミド樹脂以外のポリアミド樹脂を1種または2種以上含んでいてもよい。このようなポリアミド樹脂としては、ポリアミド4、ポリアミド6、ポリアミド11、ポリアミド12、ポリアミド46、ポリアミド66、ポリアミド610、ポリアミド612等が挙げられる。
もちろん、本発明では、これらの他のポリアミド樹脂は実質的に含まない構成であってもよい。実質的に含まないとは、他のポリアミド樹脂の含有量が、本発明の成形品に含まれる半芳香族ポリアミド樹脂の含有量の2質量%以下であることをいい、1質量%以下が好ましく、0.1質量%以下がより好ましい。
本発明の成形品は、繊維を含む。
繊維は、数平均繊維長が300μmを超えるものであれば特に定めるものではなく、公知の繊維を用いることができる。繊維の数平均繊維長の下限は、500μm以上が好ましく、1.0mm以上がより好ましく、2.0mm以上がさらに好ましく、3.0mm以上が一層好ましい。繊維の数平均繊維長の上限は、6.0mm以下が好ましく、5.0mm以下がより好ましく、4.0mm以下がさらに好ましい。
本発明で用いる繊維は、表面処理剤および集束剤の少なくとも一方で処理されていることが好ましい。表面処理剤としては、シラン系カップリング剤、チタン系カップリング剤、およびアルミネート系カップリング剤等のカップリング剤が例示される。集束剤としては、エポキシ系化合物、ウレタン系化合物、カルボン酸系化合物、ウレタン/マレイン酸変性化合物およびウレタン/アミン変性系化合物が例示される。表面処理剤および/または集束剤を用いることにより、半芳香族ポリアミド樹脂との密着性をより向上させ、本発明の成形品の機械的強度をより向上させることができる。
本発明の成形品は、繊維を1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合は、合計量が上記範囲となることが好ましい。
本発明の成形品は、上記数平均繊維長が300μmを超える繊維に加え、他のフィラーを含んでいてもよい。他のフィラーとしては、数平均繊維長が300μm以下の繊維が挙げられる。
また、本発明の成形品は、上記数平均繊維長が300μmを超える繊維以外のフィラーの含有量が、上記数平均繊維長が300μmを超える繊維の10質量%以下であることが好ましく、5質量%以下であることがより好ましく、3質量%以下であることがさらに好ましく、1質量%以下であることが一層好ましい。このような範囲とすることにより、本発明の効果がより効果的に発揮される傾向にある。
本発明の成形品は、黒色着色剤を含んでいてもよい。黒色着色剤を配合することにより、遮光性に優れた成形品が得られる。
本発明で用いる黒色着色剤としては、カーボンブラックが例示される。カーボンブラックの詳細は、特開2011-57977号公報の段落0021の記載を参酌でき、これらの内容は本明細書に組み込まれる。
また、本発明の成形品にカーボンブラック等の黒色着色剤を配合する場合、マスターバッチを形成してから、半芳香族ポリアミド樹脂と混練することが好ましい。マスターバッチの詳細については、特開2011-57977号公報の段落0038~0042の記載を参酌でき、これらの内容は本明細書に組み込まれる。
さらに、本発明の成形品をレーザー溶着で製造する場合、光透過性の黒色着色剤を用いることも好ましい。光透過性の黒色着色剤としては、照射するレーザー光波長の範囲、例えば、波長800nm~1064nmの範囲において透過率の高い着色剤である。具体的には、ニグロシン、ナフタロシアニン、アニリンブラック、フタロシアニン、ポルフィリン、ペリレン、ペリノン、クオテリレン、アゾ染料、アントラキノン、スクエア酸誘導体、およびインモニウム染料等が挙げられる。市販品としては、オリエント化学工業社製の着色剤であるe-Bind ACW-9871、e-BIND LTW-8731H等が例示される。
本発明の成形品が黒色着色剤を含む場合、その含有量は、半芳香族ポリアミド樹脂100質量部に対し、0.1~10質量部であることが好ましく、0.5~8質量部がより好ましく、1~6質量部がさらに好ましい。
本発明の成形品は、黒色着色剤を、1種のみ含んでいてもよいし、2種以上含んでいてもよい。2種以上含む場合、合計量が上記範囲となることが好ましい。
本発明の成形品はタルクを含んでいてもよい。本発明では、タルクを配合することにより、結晶化を促進することができる。
本発明の成形品における、タルクの配合量は、成形品に対し、0.05~20質量%であることが好ましく、0.1~10質量%であることがより好ましく、0.15~5質量%であることがさらに好ましく、0.2~2質量%であることが一層好ましい。タルクは、1種のみを用いてもよいし、2種以上を併用してもよい。2種以上の場合は、合計量が上記範囲となることが好ましい。
本発明の成形品は、離型剤を含んでいてもよい。離型剤としては、例えば、脂肪族カルボン酸、脂肪族カルボン酸の塩、脂肪族カルボン酸とアルコールとのエステル、数平均分子量200~15,000の脂肪族炭化水素化合物、ポリシロキサン系シリコーンオイルなどが挙げられる。
これらの中では、パラフィンワックス、ポリエチレンワックスまたはポリエチレンワックスの部分酸化物が好ましく、パラフィンワックス、ポリエチレンワックスがより好ましい。
本発明の成形品は、本発明の趣旨を損なわない範囲で、上記の他、ポリアミド樹脂に一般的に用いられうる他の添加剤を含んでいてもよい。このようなその他の添加剤としては、ポリアミド樹脂以外の樹脂、潤滑剤、安定剤、難燃剤、蛍光漂白剤、可塑化剤、酸化防止剤、紫外線吸収剤、帯電防止剤、流動性改良剤等が例示される。他の添加剤の含有量は、合計で、成形品の5質量%以下であることが好ましい。これらの添加剤の詳細は、特開2011-57977号公報や特開2015-129244号公報の記載を参酌でき、これらの内容は本明細書に組み込まれる。
他の樹脂としては、ポリエステル樹脂、ポリフェニレンスルフィド樹脂、ポリフェニレンエーテル樹脂、ポリカーボネート樹脂、ポリアリレート樹脂、フェノール樹脂、およびエポキシ樹脂等が挙げられる。
尚、ポリアミド樹脂の吸水率が低くても、水分透過係数が小さいとは言えない。これは、ポリアミド樹脂では、吸水速度と拡散速度が異なるためである。
本発明の成形品がカメラ部品の場合、最大長さが15~40mmであることが好ましい。このような構成とすることにより、性能と外観のバランスを備えたカメラ部品とすることができる。
本発明の成形品がカメラ部品の場合、前記ポリアミド樹脂組成物に由来する部材を含み、前記部材の割合が、1~99質量%であることが好ましい。このような構成とすることにより、カメラ部品の軽量化と、カメラ部品の強度のバランスに優れた成形品とすることができる。
特に、本発明の成形品は、射出成形品であることが好ましい。もちろん、本発明の成形品が射出成形品以外の成形品であってもよいことは言うまでもない。
本発明の成形品の製造方法は、半芳香族ポリアミド樹脂と、数平均繊維長が300μmを超える繊維を含み、前記半芳香族ポリアミド樹脂の末端カルボキシル基濃度が末端アミノ基濃度よりも高い、ポリアミド樹脂組成物を射出成形することを含む。半芳香族ポリアミド樹脂、繊維等の詳細は、上述と同様である。
射出成形時の温度は、260~300℃であることが好ましい。
本発明において、ポリアミド樹脂組成物の製造方法は、特に定めるものではなく、公知の熱可塑性樹脂組成物の製造方法を広く採用できる。具体的には、各成分を、タンブラーやヘンシェルミキサーなどの各種混合機を用い予め混合した後、バンバリーミキサー、ロール、ブラベンダー、単軸押出機、二軸押出機、ニーダーなどで溶融混練することによってポリアミド樹脂組成物を製造することができる。
さらに、例えば、一部の成分を予め混合し押出機に供給して溶融混練することで得られる樹脂組成物をマスターバッチとし、このマスターバッチを再度残りの成分と混合し、溶融混練することによってポリアミド樹脂組成物を製造することもできる。
(ポリアミド(MXD6)の合成)
特開2011-140620号公報の段落0038の記載に従い、メタキシリレンジアミンとアジピン酸を重縮合してなり、末端アミノ基濃度40μ当量/g、末端カルボキシル基濃度90μ当量/gである半芳香族ポリアミド樹脂を合成した。末端カルボキシル基濃度に対する末端アミノ基濃度の比([NH2]/[COOH])は、0.44であった。得られた半芳香族ポリアミド樹脂を、「MXD6」という。
特許第5218705号の実施例2の記載に従い、メタキシリレンジアミンとパラキシリレンジアミンとアジピン酸を重縮合してなり、末端カルボキシル基濃度([COOH])が95μ当量/g、末端アミノ基濃度([NH2])が45μ当量/gの半芳香族ポリアミド樹脂を合成した([NH2]/[COOH]=0.47)。
撹拌機、分縮器、全縮器、温度計、滴下ロート及び窒素導入管、ストランドダイを備えた反応容器に、精秤したアジピン酸8768.4g(60mol)、次亜リン酸ナトリウム一水和物(NaH2PO2・H2O)3.105g(ポリアミド樹脂中のリン原子濃度として50質量ppm)、酢酸ナトリウム1.61gを入れ、十分に窒素置換した後、窒素を内圧0.4MPaまで充填、さらに少量の窒素気流下で系内を撹拌しながら170℃まで加熱した。次亜リン酸ナトリウム一水和物/酢酸ナトリウムのモル比は0.67とした。
これにメタキシリレンジアミンとパラキシリレンジアミンの7:3(モル比)の混合ジアミン8,335g(61mol)を撹拌下に滴下し、生成する縮合水を系外へ除きながら系内を連続的に昇温した。混合キシリレンジアミンの滴下終了後、内温を260℃として20分間溶融重合反応を継続した。次いで、1分あたり0.01MPaの速度で内圧を大気圧に戻した。
その後、再び系内を窒素で加圧し、ストランドダイからポリマーを取り出して、これをペレット化し、約24kgのポリアミド樹脂(MP6-2)を得た。得られたペレットを80℃の除湿エアー(露点-40℃)で1時間乾燥した。得られたMP6-2は、末端カルボキシル基濃度([COOH])が37μ当量/g、末端アミノ基濃度([NH2])が89μ当量/gであった。
末端アミノ基濃度は、半芳香族ポリアミド樹脂0.5gを30mLのフェノール/メタノール(体積比で4:1)混合溶液に20~30℃で攪拌溶解し、0.01Nの塩酸で滴定して測定した。また、末端カルボキシル基濃度については、半芳香族ポリアミド樹脂0.1gを30mLのベンジルアルコールに200℃で溶解し、160℃~165℃の範囲でフェノールレッド溶液を0.1mL加えた。その溶液を、0.132gのKOHをベンジルアルコール200mLに溶解させた滴定液(KOH濃度として0.01mol/L)で滴定を行い、色の変化が黄~赤となり色の変化がなくなった時点を終点とすることで算出した。
末端基濃度の単位は、μ当量/gである。
ガラス繊維:日本電気硝子社製、ECS03T-296GH、平均繊維長3.0mm、短繊維直径10.0μm
カーボンブラック(三菱化学社製、MA600B)
<タルク>
ミクロンホワイト#5000S:林化成社製
<離型剤>
ライトアマイドWH255:共栄社化学社製
最終組成が、下記表1に示す組成となるように、半芳香族ポリアミド樹脂とタルクと離型剤と黒色着色剤をそれぞれ秤量し、ドライブレンドした後、二軸押出機(東芝機械社製、TEM26SS)のスクリュー根元から2軸スクリュー式カセットウェイングフィーダ(クボタ社製、CE-W-1-MP)を用いて投入した。黒色着色剤については、分量の範囲内の半芳香族ポリアミド樹脂の一部を用いてマスターバッチ化してから投入した。また、ガラス繊維については振動式カセットウェイングフィーダ(クボタ社製、CE-V-1B-MP)を用いて押出機のサイドから上述の二軸押出機に投入し、樹脂成分等と溶融混練し、ペレット(ポリアミド樹脂組成物)を得た。押出機の温度設定は、280℃とした。
上記で得られたペレットを用いて、日精樹脂工業社製、NEX80III-9Eを用い、シリンダー温度280℃、金型表面温度135℃で、100mm×100mm×1mm厚の試験片を射出成形した。
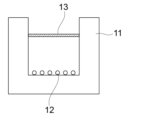
次に、図1に示すように、内径67mm、内部の高さ80mmのアルミ製の円筒状のカップ11の内部に25gの塩化カルシウム粒子12を入れた。カップの内部底面から50mmの位置において、上記試験片13を用いて封止し、40℃、相対湿度90%の雰囲気下に42時間静置した。塩化カルシウム粒子の質量を計測し、静置前との差分(増加分)を透過した水分量とし、水分透過係数を算出した。
水分透過係数の単位は、g・mm/day・m2である。

上記ペレットを120℃で4時間乾燥させた後、ファナック社製射出成形機(100T)を用いて、シリンダー温度280℃、金型の表面温度135℃の条件で、100mm×100mm×2mm厚の成形品を射出成形した。成形条件は、約0.5秒でキャビティの約95%を充填し、保圧をVP切り替え圧の約80%で10秒設定した。
得られた成形品の曲げ強度を、ISO-178基準に従って測定した。曲げ強度の単位は、MPaである。
実施例1において、半芳香族ポリアミド樹脂をMP6-1に変更し、他は同様に行った。
実施例1において、ガラス繊維を等量のガラスフレーク(日本板硝子社製ガラスフレークREF-015 平均厚さ5μm、平均粒径15μm)に変更し、他は同様に行った。
実施例2において、半芳香族ポリアミド樹脂をMP6-2に変更し、他は同様に行った。

12 塩化カルシウム粒子
13 試験片
Claims (11)
- 半芳香族ポリアミド樹脂と、数平均繊維長が300μmを超える繊維を含み、前記半芳香族ポリアミド樹脂の末端カルボキシル基濃度が末端アミノ基濃度よりも高く、末端カルボキシル基濃度と末端アミノ基濃度の差が47μ当量/g以上100μ当量/g未満である、ポリアミド樹脂組成物から成形され、かつ、前記ポリアミド樹脂組成物は、1mmの厚さに成形し、40℃、相対湿度90%の条件下に42時間静置した後の水分透過係数が3.0g・mm/day・m2以下であり、
前記数平均繊維長が300μmを超える繊維以外のフィラーの含有量が、上記数平均繊維長が300μmを超える繊維の10質量%以下であり、カメラ部品である、成形品。 - 透明部材を有する車載カメラのカメラ部品の成形に用いる、請求項1に記載の成形品。
- 前記繊維が炭素繊維およびガラス繊維から選択される少なくとも1種である、請求項1または2に記載の成形品。
- 前記繊維が、表面処理剤および集束剤の少なくとも一方で処理されている、請求項1~3のいずれか1項に記載の成形品。
- さらに、黒色着色剤を含む、請求項1~4のいずれか1項に記載の成形品。
- さらに、タルクを含む、請求項1~5のいずれか1項に記載の成形品。
- さらに、黒色着色剤とタルクを含み、前記成形品における、黒色着色剤とタルクの質量比(黒色着色剤/タルク)が1.5~2.5である、請求項1~6のいずれか1項に記載の成形品。
- 射出成形品である、請求項1~7のいずれか1項に記載の成形品。
- 前記カメラ部品の最大長さが、15~40mmである、請求項1~8のいずれか1項に記載の成形品。
- 前記カメラ部品が、前記ポリアミド樹脂組成物に由来する部材を含み、前記部材の割合が、1~99質量%である、請求項1~9のいずれか1項に記載の成形品。
- 半芳香族ポリアミド樹脂と、数平均繊維長が300μmを超える繊維を含み、前記半芳香族ポリアミド樹脂の末端カルボキシル基濃度が末端アミノ基濃度よりも高い、ポリアミド樹脂組成物を射出成形することを含む、請求項1~10のいずれか1項に記載のカメラ部品である成形品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022198052A JP7310088B2 (ja) | 2016-10-07 | 2022-12-12 | 成形品および成形品の製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016198761A JP7014510B2 (ja) | 2016-10-07 | 2016-10-07 | 成形品および成形品の製造方法 |
| JP2021126669A JP7194789B2 (ja) | 2016-10-07 | 2021-08-02 | 成形品および成形品の製造方法 |
| JP2022198052A JP7310088B2 (ja) | 2016-10-07 | 2022-12-12 | 成形品および成形品の製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021126669A Division JP7194789B2 (ja) | 2016-10-07 | 2021-08-02 | 成形品および成形品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023024547A JP2023024547A (ja) | 2023-02-16 |
| JP7310088B2 true JP7310088B2 (ja) | 2023-07-19 |
Family
ID=87654716
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022198052A Active JP7310088B2 (ja) | 2016-10-07 | 2022-12-12 | 成形品および成形品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7310088B2 (ja) |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004235484A (ja) | 2003-01-31 | 2004-08-19 | Nec Schott Components Corp | 中空パッケ−ジおよびその製造方法 |
| JP2010116435A (ja) | 2008-11-11 | 2010-05-27 | Toyo Seikan Kaisha Ltd | 水蒸気バリア性樹脂組成物 |
| WO2010087192A1 (ja) | 2009-01-29 | 2010-08-05 | 東洋紡績株式会社 | ガラス繊維強化ポリアミド樹脂組成物 |
| WO2012026413A1 (ja) | 2010-08-27 | 2012-03-01 | 東洋紡績株式会社 | 表面実装型led用反射板に使用するポリアミド樹脂組成物 |
| JP2012102189A (ja) | 2010-11-08 | 2012-05-31 | Mitsubishi Engineering Plastics Corp | ポリアミド樹脂組成物ならびにその成形品および使用方法 |
| WO2012161064A1 (ja) | 2011-05-20 | 2012-11-29 | 東洋紡株式会社 | 光学部材用ポリアミド樹脂組成物 |
| JP2013001789A (ja) | 2011-06-16 | 2013-01-07 | Koki Plast Kogyo Kk | ポリ(メタキシリレンアジパミド)コイル状成形品 |
| JP2013539809A (ja) | 2010-10-13 | 2013-10-28 | ソルベイ スペシャルティ ポリマーズ ユーエスエー, エルエルシー | 耐汚染性物品 |
| WO2014203606A1 (ja) | 2013-06-20 | 2014-12-24 | 旭化成ケミカルズ株式会社 | ポリアミド樹脂組成物及び成形体 |
| JP2015503014A (ja) | 2011-12-23 | 2015-01-29 | エムス−パテント アクチエンゲゼルシャフト | ポリアミド成形材料、それらの使用、およびそれらから製造された成形品 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58198560A (ja) * | 1982-05-17 | 1983-11-18 | Sumitomo Chem Co Ltd | ポリアミド樹脂組成物 |
| JP5004201B2 (ja) * | 2005-07-25 | 2012-08-22 | 旭化成ケミカルズ株式会社 | 黒着色ポリアミド樹脂組成物及びその成形品 |
| JP2008095066A (ja) * | 2006-05-25 | 2008-04-24 | Mitsubishi Engineering Plastics Corp | 繊維強化熱可塑性樹脂成形品 |
-
2022
- 2022-12-12 JP JP2022198052A patent/JP7310088B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004235484A (ja) | 2003-01-31 | 2004-08-19 | Nec Schott Components Corp | 中空パッケ−ジおよびその製造方法 |
| JP2010116435A (ja) | 2008-11-11 | 2010-05-27 | Toyo Seikan Kaisha Ltd | 水蒸気バリア性樹脂組成物 |
| WO2010087192A1 (ja) | 2009-01-29 | 2010-08-05 | 東洋紡績株式会社 | ガラス繊維強化ポリアミド樹脂組成物 |
| WO2012026413A1 (ja) | 2010-08-27 | 2012-03-01 | 東洋紡績株式会社 | 表面実装型led用反射板に使用するポリアミド樹脂組成物 |
| JP2013539809A (ja) | 2010-10-13 | 2013-10-28 | ソルベイ スペシャルティ ポリマーズ ユーエスエー, エルエルシー | 耐汚染性物品 |
| JP2012102189A (ja) | 2010-11-08 | 2012-05-31 | Mitsubishi Engineering Plastics Corp | ポリアミド樹脂組成物ならびにその成形品および使用方法 |
| WO2012161064A1 (ja) | 2011-05-20 | 2012-11-29 | 東洋紡株式会社 | 光学部材用ポリアミド樹脂組成物 |
| JP2013001789A (ja) | 2011-06-16 | 2013-01-07 | Koki Plast Kogyo Kk | ポリ(メタキシリレンアジパミド)コイル状成形品 |
| JP2015503014A (ja) | 2011-12-23 | 2015-01-29 | エムス−パテント アクチエンゲゼルシャフト | ポリアミド成形材料、それらの使用、およびそれらから製造された成形品 |
| WO2014203606A1 (ja) | 2013-06-20 | 2014-12-24 | 旭化成ケミカルズ株式会社 | ポリアミド樹脂組成物及び成形体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2023024547A (ja) | 2023-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7100447B2 (ja) | 高破断点引張ひずみを有する透明ポリアミド成形組成物 | |
| JP5964964B2 (ja) | ポリアミド、ポリアミド組成物及び成形品 | |
| JP6226704B2 (ja) | ポリアミド樹脂組成物 | |
| JP6691771B2 (ja) | ポリアミド樹脂組成物、キット、成形品の製造方法、成形品およびポリアミド樹脂組成物の製造方法 | |
| KR102546858B1 (ko) | 성형품 및 성형품의 제조 방법 | |
| JP7120025B2 (ja) | ポリアミド樹脂組成物、成形品およびポリアミド樹脂ペレットの製造方法 | |
| WO2015174345A1 (ja) | ポリアミドの製造方法 | |
| CN110964316B (zh) | 聚酰胺组合物、成型品和半芳香族聚酰胺 | |
| JP7194789B2 (ja) | 成形品および成形品の製造方法 | |
| WO2017159418A1 (ja) | ポリアミド樹脂組成物および成形品 | |
| KR102447869B1 (ko) | 비정성 폴리아미드 수지 및 성형품 | |
| JP7310088B2 (ja) | 成形品および成形品の製造方法 | |
| JP7310089B2 (ja) | 成形品および成形品の製造方法 | |
| JP6247906B2 (ja) | 長繊維強化ポリアミド樹脂組成物 | |
| JP6896551B2 (ja) | 視認性タンク用ポリアミド樹脂組成物および視認性タンク | |
| JP6234176B2 (ja) | ポリアミド樹脂組成物 | |
| JP6067254B2 (ja) | 共重合ポリアミド | |
| JP6901935B2 (ja) | 視認性タンク用ポリアミド樹脂組成物および視認性タンク | |
| JP6747630B1 (ja) | 樹脂組成物、成形品、フィルムおよび樹脂組成物の製造方法 | |
| JP2018076399A (ja) | 成形品および成形品の製造方法 | |
| CN115667415B (zh) | 激光熔敷用透光性树脂组合物、组合物组合、成型品、以及成型品的制造方法 | |
| JP6042110B2 (ja) | 共重合ポリアミド | |
| JP6042114B2 (ja) | 共重合ポリアミド及び共重合ポリアミド組成物 | |
| WO2020188962A1 (ja) | 樹脂組成物、成形品およびフィルム | |
| WO2020188961A1 (ja) | 樹脂組成物、成形品、フィルムおよび樹脂組成物の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221227 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221227 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230606 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20230616 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230616 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7310088 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |